Зенкованные отверстия: Технология зенкования и зенкерования отверстий
Содержание
Зенкерование отверстий: что это такое, чем отличается от зенковки, для чего применяется, зенкование инструментов
15Сен
Содержание статьи:
- Зенкерование
- Зенкование
- Зенкование и зенкерование, разница между процессами
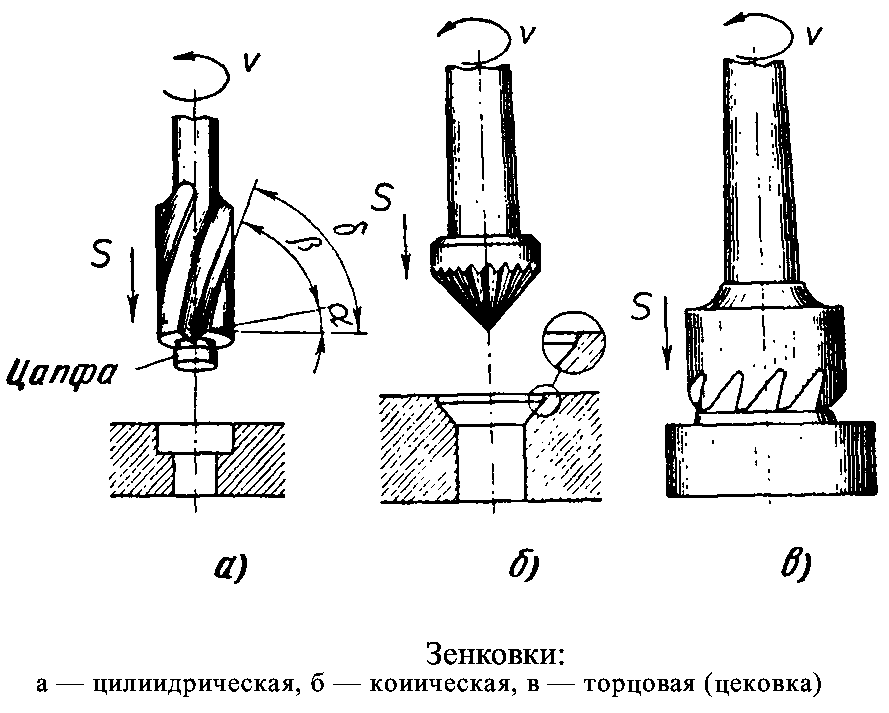
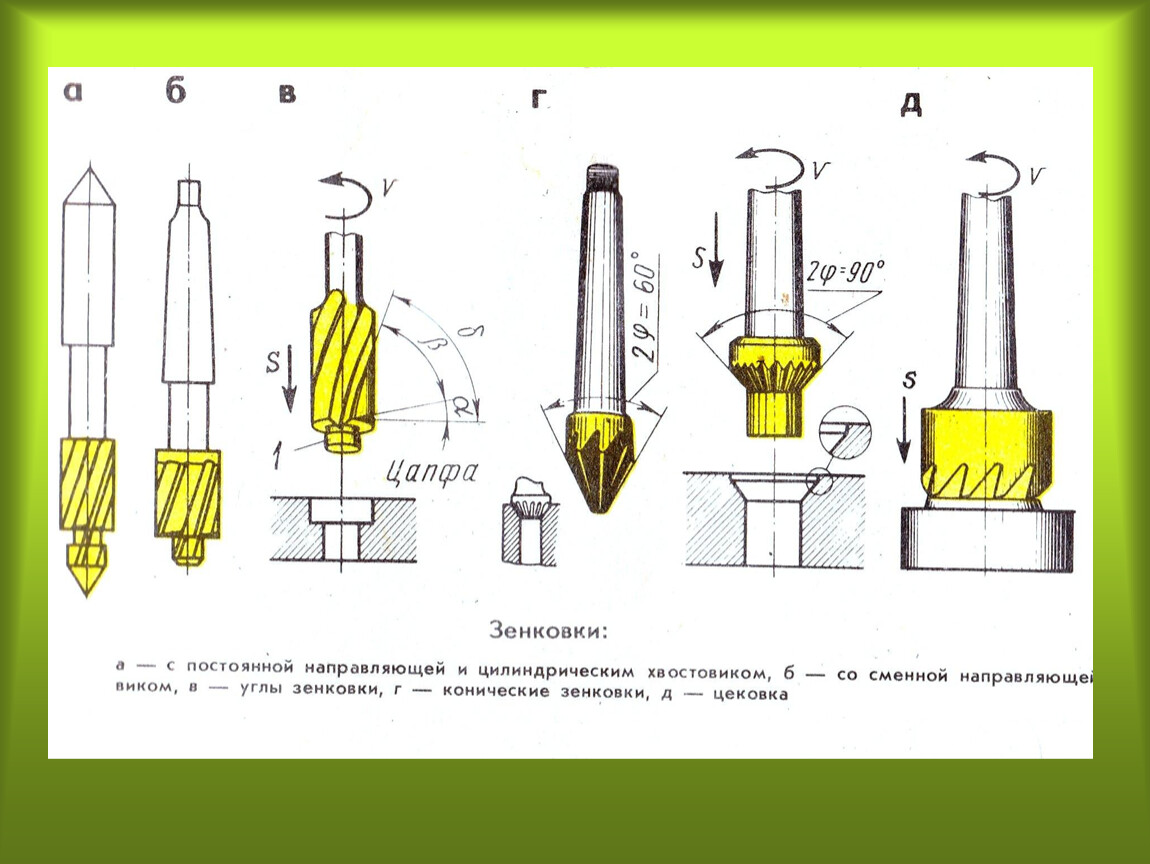
- Основные виды зенковок
- Цилиндрическая
- Коническая
- Плоские и торцевые
- Отличие зенкерование от смежных операций
- Оборудование для зенкования
- Правильный процесс зенкерования металла
- Развертывание, как способ обеспечения максимальной точности
- Обозначение зенковки на чертеже
В производственных процессах, а особенно в машиностроение и станкостроение существуют некоторые процедуры, схожие по названию, но совершенно различные по своей сути. И подобного рода операции часто путают между собой. В данном обзоре мы как раз и затронем две процедуры такого типа. Мы разберемся, что это такое зенкерование и зенкование отверстий, чем отличается назначение, для чего применяется, инструменты, которые необходимы для проведения обозначенных операций. А также частично затронем видовое разнообразие.
А также частично затронем видовое разнообразие.
Но помимо совершенно различно направленности, существуют и факторы, которые объединяют эти этапы обработки металла. А именно то, что оба варианта – это прямое воздействие на поверхность. Да, с разными целями и порой на различных стадиях. Но фактически это переработка покрытия. Кроме того, несмотря на различие в инструментарии, резцы их, по сути, также могут переводиться в действие одним механизмом. Как вариант, ручная дрель, если речь идет о работе в домашних, а не заводских условиях. Разумеется, класс точности в этом случае будет значительно ниже, что скажется на последующем результате. Но при низких требованиях этот итог вполне может стать удовлетворительным.
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности.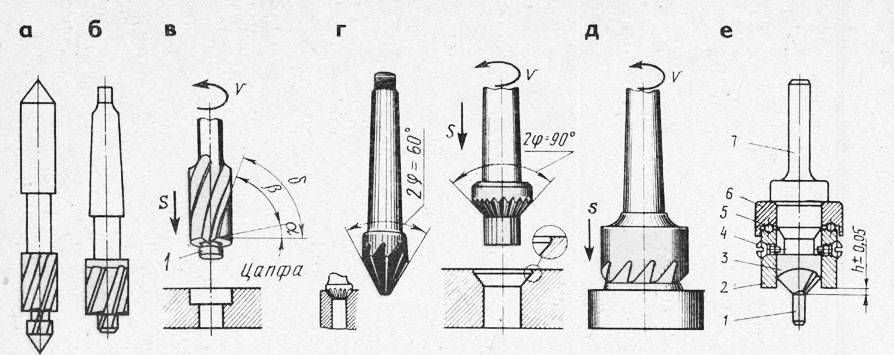 И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
Подгонки класса точности до 4, а в некоторых случаях и 5 уровня.
Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления.
Работа с геометрией. То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.
Вернемся к инструментарию, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка.
В итоге происходит своего рода интенсивная шлифовка.
Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.
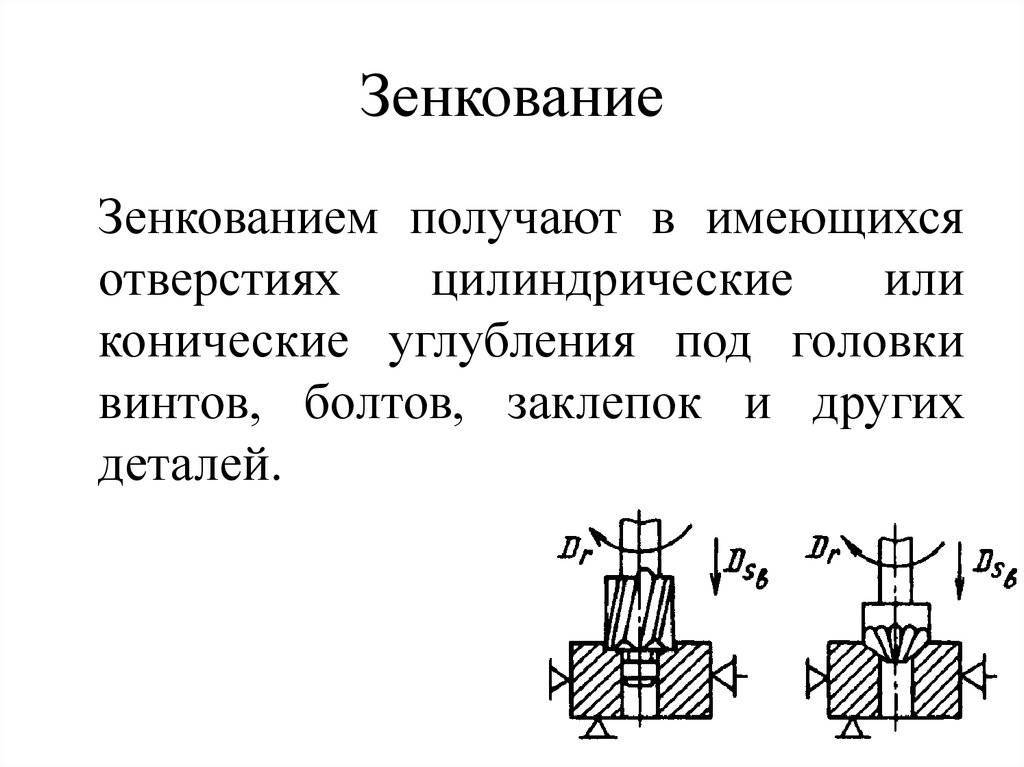
Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом нужно проделать углубление, куда в результате выступающая часть и благополучно спрячется.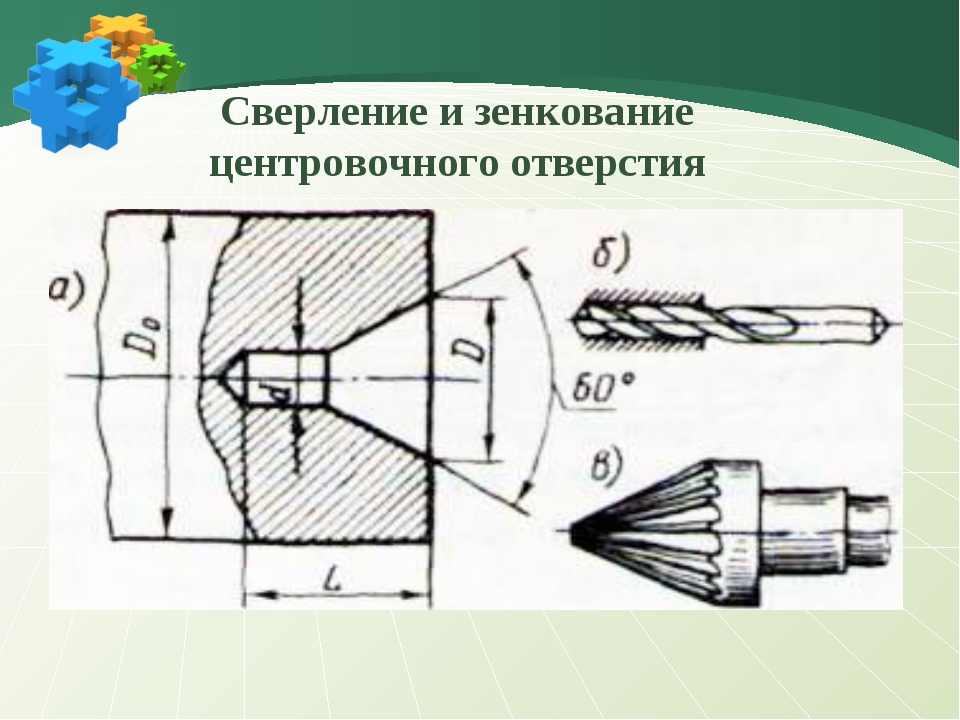 Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
Изменение плоскости опоры в заготовленных пазах. А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота. Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
Создание продольных каналов со снятой фаской.
Сокрытие в полной мере различных резьбовых соединений.
Особенности технологической операции в главное мере зависят от материала. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Зенкование и зенкерование, разница между процессами
Проще сказать, что в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, различий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии.
 И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.Выбрать режущий инструмент, который точно соответствует размерным аспектам. Становить его в станок или иной прибор.
Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
Включить оборудование и выполнить операцию.
Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства.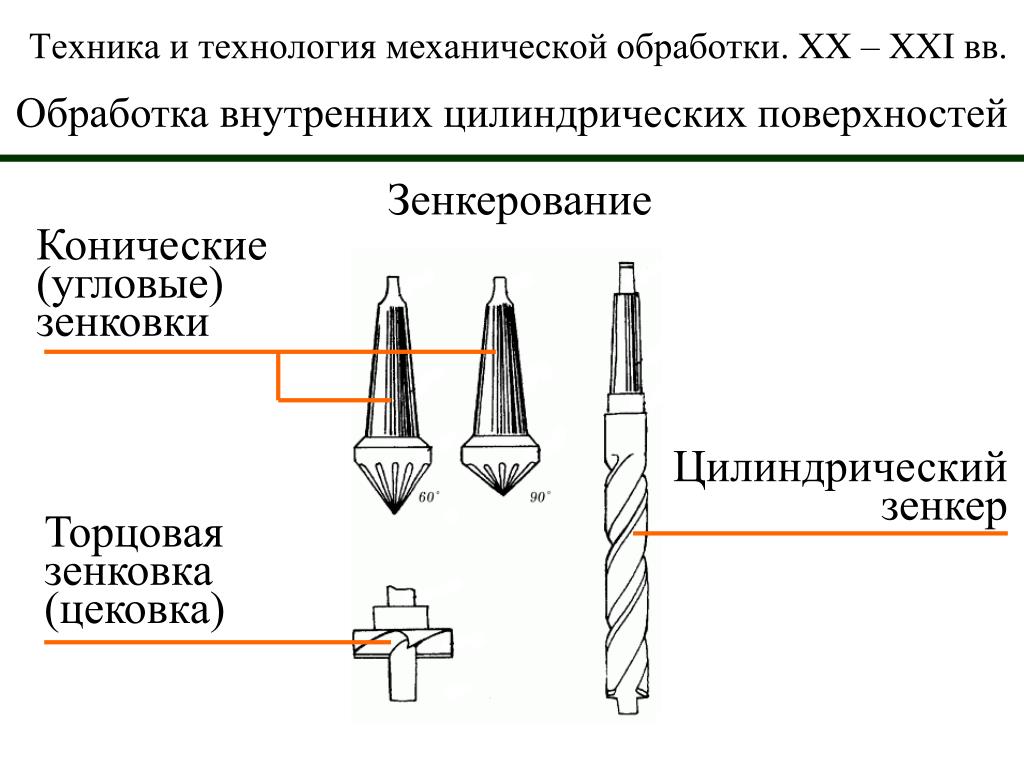 Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Для производственного мероприятия применяется инструмент конического типа. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – различие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Отличие зенкерование от смежных операций
Мы уже выяснили, что этот этап наступает после сверления и до развертывания. Но вот первоначальным этапом не всегда выступает именно высверливание. Порой первой стадией считается литье или штамповка. В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму.
Зенкерование поднимет класс точности до 5 уровня практически всегда. Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Важнейшим отличием от сверления и развертки можно также назвать уровень допустимой шероховатости после переработки и квалитет, то есть, степень соответствия полученной детали исходным параметрам в чертеже или на схеме. Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.
То есть, различия видны явно. Это и степень качества, длительность, очередность. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Ведь это в принципе действия из разных сфер.
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Правильный процесс зенкерования металла
Ошибки при выполнении задачи почти всегда идут к одному печальному эпилогу – браку. Если неправильно выбран зенкер, то зачастую диаметр отверстия получается больше, чем был запланирован по начальному чертежу. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
Чтобы не копить брак и не выполнять одну задачу по несколько раз, нужно изначально подходить к ней ответственно.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Обозначение зенковки на чертеже
Зачастую по регламенту мастер должен опираться на схему, чтобы правильно произвести деталь. И в любом чертеже данный процесс обозначается с помощью латинского алфавита.
И в любом чертеже данный процесс обозначается с помощью латинского алфавита.
А конкретно:
d1 – диаметр, указанный в качестве основного.
d2 – диаметр для процесса.
L1 – цилиндрический путь.
L3 – глубина зенкера.
L4 – размер фаски.
J – угол отклонения.
Теперь мы разобрались, что это значит раззенковать, зенковать отверстие, как работает зенкерование. И путаницы в будущем по этому вопросу точно не предвидится. Обращайтесь в компанию «Рокта», и мы предложим оптимальные фрезы, сверла, абразивные круги для вашего станка и т. д. Свяжитесь с нами по номеру телефона, наши менеджеры проконсультируют вас.
Зенкование отверстий
- Зенкерование отверстий
- Развертывание отверстий
Зенкованием называется операция по обработке входной или выходной части отверстия с целью снятия фасок, заусенцев, а также образования углублений под головки болтов, винтов и заклепок. Эту операцию выполняют при помощи режущего инструмента, называемого зенковками.
Эту операцию выполняют при помощи режущего инструмента, называемого зенковками.
Зенковки по форме режущей части подразделяются на конические и цилиндрические.
Конические зенковки (рис. 78, а) состоят из рабочей части и хвостовика. Рабочая часть зенковки характеризуется углом конуса при вершине 2ф. Наибольшее распространение получили конические зенковки с углом конуса при вершине 2ср = 30, 60, 90 и 120°.
Рис. 78. Коническая (а) и цилиндрическая (б) зенковки
Цилиндрические зенковки (рис. 78, б) состоят также из рабочей части и хвостовика. Рабочая часть зенковок имеет торцовые зубья. Число зубьев у этих зенковок от 4 до 8. Цилиндрическая зенковка имеет направляющую цапфу, входящую в просверленные отверстия, что обеспечивает совпадение оси отверстия и образованного зенковкой цилиндрического углубления.
Конические и цилиндрические зенковки изготовляют из инструментальных углеродистых и легированных сталей У10А, У12А и 9ХС.
Для зенкования отверстий применяют также специальные державки с зенковками, имеющими невращающиеся и вращающиеся ограничители.
Державка с зенковкой и вращающимся ограничителем (рис. 79) состоит из хвостовика 7, на одном конце которого закреплена на резьбе зенковка 3 с направляющей шпилькой 1. Упор 2 соединен с зенковкой винтами 4. Зенковка с втулкой 6 легко вращается благодаря шарикам 5, размещенным между втулкой 6 и упором 2. Зенковка выступает из упора на глубину зенкуемого отверстия.
Рис. 79. Державка с зенковкой и вращающимся ограничителем
Ограничитель дает возможность зенковать отверстия на одинаковую глубину, что трудно достичь при пользовании обычными зенковками.
Для зенкования отверстий широко применяют также державки с зенковкой и ограничителем, но не имеющие направляющей шпильки. Державка такой конструкции (рис. 80) состоит из втулки 4, стопорной гайки 3, ограничителя 2, хвостовика 5, зенковки 1, обоймы 6 и подпятника 7.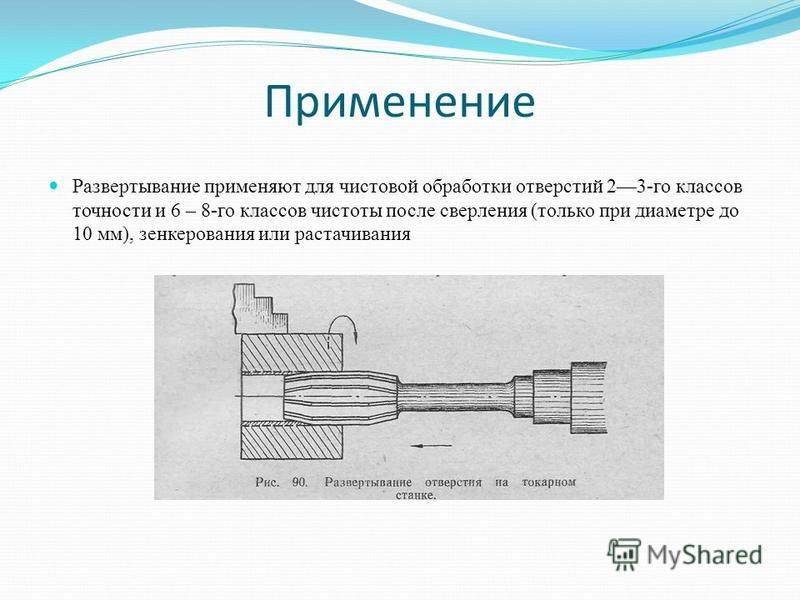 Эта державка работает так же, как и державка с вращающимся ограничителем.
Эта державка работает так же, как и державка с вращающимся ограничителем.
Рис. 80. Державка с зенковкой и ограничителем, но без направляющей шпильки
Зенкование отверстий выполняют на сверлильных станках или пневматическими и электрическими сверлильными машинами, для чего хвостовик зенковки надежно закрепляют в патроне сверлильной машины или сверлильного станка.
Выходную часть отверстий (рис. 81, а) для получения конусных углублений под головки потайных винтов, заклепок обрабатывают коническими зенковками.
Рис. 81. Обработка отверстия конической зенковкой (а) и отверстие, обработанное цилиндрической зенковкой (б)
Зенкование углублений под головки болтов, заклепок (рис. 81, б), а также подрезание торцов плоскостей бобышек, выборку уступов и углов осуществляют цилиндрическими зенковками.
При зенковании отверстий соблюдают правила выполнения приемов работы и меры предосторожности, относящиеся к сверлению отверстий.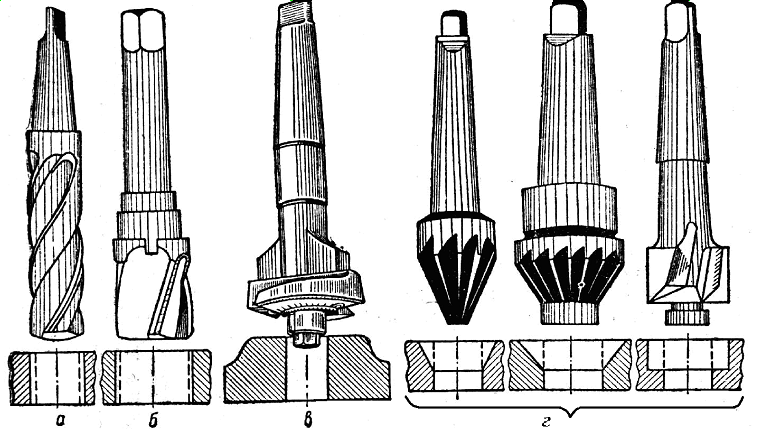
Что такое зенкерные отверстия в технике?
Отверстие с зенковкой — это такое отверстие, в котором внешний край отверстия открыт до конического входа. Для крепежа ANSI/британского стандарта он обычно составляет 82°, 90° для метрического крепежа, 100° для резьбового крепежа BA и 120° для заклепок из листового металла.
Зенковка обычно имеет размер в соответствии с размерами головки устанавливаемого крепежа, так что крепеж с плоской поверхностью будет сидеть заподлицо с потайной поверхностью. Обычно головку дополнительно утапливают, чтобы она находилась ниже потайной поверхности, за счет увеличения диаметра зенковки. Этот процесс допускает изменения головки и потенциальное искривление паза привода в застежке из-за ушиба привода.
Зенковка идентична инструменту для удаления заусенцев, за исключением того, что большинство инструментов для удаления заусенцев имеют прилежащий угол 90°. Цели различаются тем, что снятие заусенцев предназначено для удаления заусенцев, тогда как зенкерование обычно выполняется глубже и используется для того, чтобы крепежные детали были заподлицо или ниже заподлицо с поверхностью детали.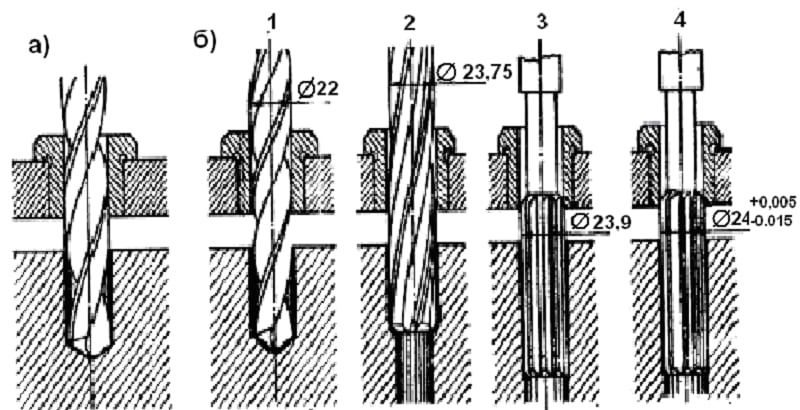 В этой статье далее будет обсуждаться: « Что такое зенкерные отверстия в технике? », как сверлить, их применение и использование, а также таблицы размеров отверстий для зенкерования.
В этой статье далее будет обсуждаться: « Что такое зенкерные отверстия в технике? », как сверлить, их применение и использование, а также таблицы размеров отверстий для зенкерования.
Как просверлить зенкерное отверстие
Зенковка обычно выполняется как дополнительная операция после формирования/просверливания отверстия. Инструмент для зенкерования не режет в центре вращения и в некоторых случаях может иметь гладкую стойку, которая размещает инструмент в отверстии, чтобы обеспечить более плавный старт и точное центрирование.
Зенкеры — это специальные сверла и фрезы, которые могут иметь несколько режущих поверхностей. В случае более крупных зенкеров, особенно для машинного использования, они обычно имеют только одну канавку / фрезу. Эта функция помогает центрировать отверстие и производить более ровный и правильный рез.
Операции зенкования могут быть ручными или машинными, но включают погружное врезание специальной фрезой с правильным углом наклона вершины в предварительно сделанное отверстие на заданную и контролируемую глубину для получения стандартизированного и воспроизводимого конического углубления.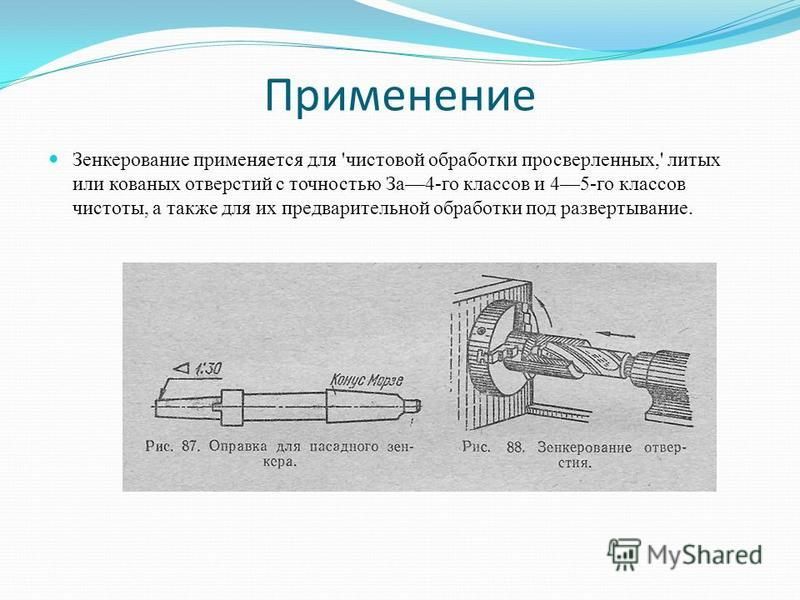
Выбор подходящего метчика для зенкерного отверстия
Если зенковое отверстие сформировано/просверлено до другой стороны детали, для нарезания резьбы в таком отверстии требуется метчик конического или среднего типа. Эти две формы метчика имеют начальную резьбу сошлифованную, что позволяет метчику войти в отверстие и правильно центрироваться с начала нарезания резьбы/нарезания резьбы.
Для сквозного отверстия выбор конических или средних метчиков зависит от глубины нарезаемого отверстия. Общая длина неизмененного метчика и хвостовика должна быть достаточной, чтобы позволить метчику проникнуть достаточно глубоко, чтобы завершить резьбу через деталь.
Если отверстие глухое, нарезание резьбы требует двухэтапной операции. Нарезание резьбы начинается конусным или средним метчиком, а затем завершается донным метчиком до необходимой глубины. Выбор между коническими и средними метчиками зависит от глубины глухого отверстия. Там, где это возможно, конусный метчик обеспечивает более мягкое и надежное начало нарезания резьбы. Но если конусность мешает эффективной резке, так как она длиннее, чем глубина глухого отверстия, необходимо использовать средний метчик.
Но если конусность мешает эффективной резке, так как она длиннее, чем глубина глухого отверстия, необходимо использовать средний метчик.
Применение и использование зенкерных отверстий
Зенкованные отверстия чаще всего используются для эстетической посадки крепежа заподлицо, чтобы сделать поверхность изделия более гладкой. Если зенковка дополнительно просверливается параллельно, это называется «встречное отверстие , просверленное» . Это позволяет устанавливать заглушки или колпачки, что делает крепеж невидимым, доводя улучшенный внешний вид до логического завершения. Обычно это относится к крепежным элементам, которые не требуют последующего удаления.
Дополнительные практические причины для зенкования отверстий для заглубления головок крепежных изделий: в подвижном оборудовании для устранения препятствий и уменьшения необходимости в зазорах; на пешеходных дорожках, а также на лестницах и порталах для устранения препятствий и опасностей споткнуться; и заглубить головки крепежных элементов там, где дополнительные компоненты должны перекрывать крепежный элемент, устраняя необходимость в точных разгрузочных отверстиях/углублениях в вышележащей части.
Таблицы размеров отверстий под зенковку
В таблицах 1, 2 и 3 ниже приведены типичные размеры зенковки для винтов с плоской головкой под торцевой ключ, которые должны сидеть заподлицо с поверхностью, в которую они утоплены:
Что такое условное обозначение зенковки?
Высовка ISO для Countersink:
⌵
отверстия контр -кишки по сравнению с отверстиями для соревнований
Оба контрольных отверстий и противоположных отверстий применяются к тому же диапазону и используются для одной и той же цели — к той же целе придайте крепежу заподлицо (или ниже заподлицо) поверхность по косметическим или техническим причинам. Разница заключается в том, что для зенкерования требуется коническая, а не цилиндрическая выемка, угол и диаметр, чтобы соответствовать нижней стороне предполагаемой головки крепежного элемента, и применяется к:
- Все типы головок для приводов, используемых для вращения резьбовых соединений — внутренний шестигранник, крестообразный крест, крестообразный ключ, Torx, шпилька Torx, шлиц и многие другие.
- Все типы резьбовых головок с коническим дном, такие как круглые, пуговичные, колпачковые и т. д.
- Широкий выбор разъемных соединений без резьбы, таких как замки на четверть оборота и многое другое.
- Различные типы заклепок, такие как выдвижные, заклепочные и толкающие заклепки
Отверстие с раззенковкой служит для углубления и, таким образом, скрытия головок крепежных изделий с плоскими, перпендикулярными нижними поверхностями.
Другие основные типы отверстий в машиностроении
Несмотря на то, что существует множество противоречивых и частично совпадающих определений типов отверстий, перечисленных в инженерных справочниках, руководствах, веб-сайтах и дискуссионных группах, пять наиболее важных и часто используемых типов отверстий (кроме потайных ) являются:
- Сквозное отверстие: Отверстие с параллельными сторонами любого диаметра, прорезанное в детали.
- Глухое отверстие: Параллельное отверстие любого диаметра, прорезанное в детали, но не проникающее на другую сторону.
 Глухие отверстия сохраняют форму конца фрезы, которая их сделала, например, спиральное сверло (118 или 135° с коническим наконечником под углом), фреза со сферическим концом (полусферический наконечник), концевая фреза (плоский, квадратный наконечник), сверло Форстнера. (плоская, перпендикулярная режущая кромка с коническим центральным шипом для определения местоположения) или шнек (плоская, перпендикулярная режущая поверхность с коническим с резьбой центральный шип для определения местоположения).
Глухие отверстия сохраняют форму конца фрезы, которая их сделала, например, спиральное сверло (118 или 135° с коническим наконечником под углом), фреза со сферическим концом (полусферический наконечник), концевая фреза (плоский, квадратный наконечник), сверло Форстнера. (плоская, перпендикулярная режущая кромка с коническим центральным шипом для определения местоположения) или шнек (плоская, перпендикулярная режущая поверхность с коническим с резьбой центральный шип для определения местоположения). - Отверстие с цековкой: Цилиндрическое отверстие большего диаметра, чем отверстие, вырезанное на внешней стороне глухого или сквозного отверстия, диаметр и глубина которого определяются в соответствии с конкретной головкой крепежного изделия или семейством головок крепежного изделия, или по стандартам ANSI и ISO.
- Отверстие Spotface: Глухое или сквозное отверстие, имеющее перпендикулярный и плоский неглубокий уступ на поверхности материала.
 Цель состоит в том, чтобы обеспечить высококачественную поверхность на деталях с шероховатой поверхностью или обеспечить перпендикулярную посадочную поверхность на деталях с искривленной поверхностью.
Цель состоит в том, чтобы обеспечить высококачественную поверхность на деталях с шероховатой поверхностью или обеспечить перпендикулярную посадочную поверхность на деталях с искривленной поверхностью. - Резьбовое отверстие: Сквозное или глухое отверстие, часть или вся длина которого вырезана таким образом, что получается резьба, расширение эффективного диаметра за счет разрезания резьбы на стенки отверстия.
Резюме
В этой статье представлены зенкерные отверстия, объяснено, что они из себя представляют, и обсуждены их различные размеры. Чтобы узнать больше о зенкерных отверстиях, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.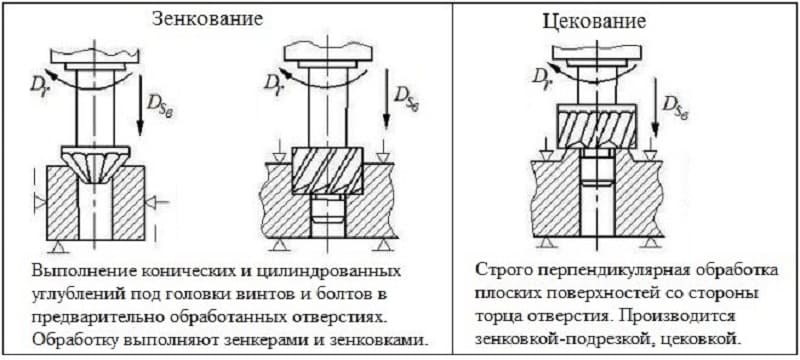
Обработка зенковки
Зенковка представляет собой коническое отверстие с широкой внешней частью. Обычно отверстие с потайной головкой используется для того, чтобы головка болта или винта с плоской головкой при помещении в отверстие располагалась заподлицо с поверхностью окружающего материала или ниже нее. Отверстие с потайной головкой делается с использованием сверла и обработки отверстия, вырезанного лазером, сверлом для сужения зенковки.
Если не указано иное, отверстия с потайной головкой имеют диаметр на 0,10–0,015 дюйма больше, чем основной размер отверстия для лазера с углом 0,80 (или 82) и 100 градусов, наиболее распространенными для винтов с плоской головкой.
Правильный размер отверстия и размер зенковки для винтов.
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
Макс.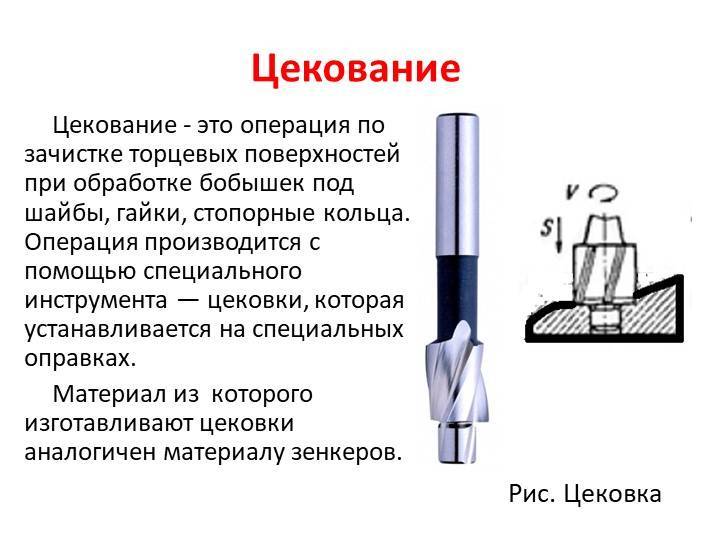 диаметр головки диаметр головки | 0,225 | 0,252 | 0,279 | 0,332 | 0,385 | 0,438 | 0,507 |
| Мин. диам. | 0,207 | 0,232 | 0,257 | 0,308 | 0,359 | 0,410 | 0,477 |
| Верхний диам. | 0,216 | 0,242 | 0,268 | 0,320 | 0,372 | 0,424 | 0,492 |
| Диаметр корпуса. | 0,112 | 0,125 | 0,138 | 0,164 | 0,190 | 0,216 | 0,250 |
Размеры отверстий с потайной головкой для винтов 82 градуса (+/- .
 005)
005)
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
| Толщина | |||||||
| 0,020 | 0,1950 | 0,2220 | 0,2490 | 0,3020 | 0,3550 | 0,4060 | 0,4770 |
| .025 | 0,1870 | 0,2130 | 0,2400 | 0,2930 | 0,3460 | 0,4060 | 0,4680 |
| 0,030 | 0,1760 | 0,2010 | 0,2280 | 0,2810 | 0,3340 | 0,4060 | 0,4560 |
| 0,035 | 0,1660 | 0,1960 | 0,2210 | 0,2740 | 0,3280 | 0,4060 | 0,4490 |
| 0,042 | 0,1600 | 0,1870 | 0,2130 | 0,2630 | 0,3170 | 0,4060 | 0,4370 |
| 0,050 | 0,1410 | 0,1700 | 0,1960 | 0,2500 | 0,3030 | 0,3830 | 0,4240 |
| 0,060 | 0,1280 | 0,1520 | 0,1790 | 0,2320 | 0,2850 | 0,3830 | 0,4060 |
| 0,074 | 0,1250 | 0,1280 | 0,1560 | 0,2080 | 0,2630 | 0,3680 | 0,3830 |
| 0,090 | 0,1250 | 0,1280 | 0,1560 | 0,1940 | 0,2500 | 0,3360 | 0,3680 |
| 0,120 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,3030 | 0,3120 |
| 0,179 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,250 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
Макс. диаметр головки диаметр головки | 0,231 | 0,257 | 0,283 | 0,335 | 0,387 | 0,439 | 0,507 |
| Мин. диаметр головки | 0,201 | 0,227 | 0,253 | 0,305 | 0,357 | 0,409 | 0,477 |
| Верхний диам. | 0,216 | 0,242 | 0,268 | 0,320 | 0,372 | 0,424 | 0,492 |
| Диаметр корпуса. | 0,112 | 0,125 | 0,138 | 0,164 | 0,190 | 0,216 | 0,250 |
Размеры отверстий с потайной головкой для винтов 100 градусов (+/- .
Всего комментариев: 0