Катушка для 3д принтера: Купить пластик для 3D-принтеров — ABS, PLA, TPE, TPU и другие типы с доставкой в Москве
Содержание
Варианты катушек для пластика фирмы Greg
Svold
Загрузка
13.06.2018
14501
3D-моделирование
Подпишитесь на автора
Подписаться
Не хочу
34
Статья относится к принтерам:
Flyingbear P905
Всем доброго времени суток.
При покупке пластика фирмы Greg для моего 3D принтера стал вопрос о годных катушек на которые было бы удобно насаживать бухты пластика (которые заказывать выгодней, нежели вместе с катушкой), а также хорошую устойчивость при длительном использовании.
На ресурсах я встречал множество вариантов которые были или очень тяжелыми или наоборот достаточно хрупкими при использовании. В итоге немного поразмышляв я решил совместить идею резьбового соединения (чтобы катушка была из 2-х половинок, стараясь как можно меньше израсходовать пластика) и форму стандартной катушки для пластика, немного добавив от себя пафоса на тему логотипа производителя пластика. В итоге получилась вот такая модель (ссылка на катушку) :
В итоге получилась вот такая модель (ссылка на катушку) :
Спустя некоторое время как я ее выложил начал переделывать катушку с учетом критики, которую получил в мой адрес и сделал простой рисунок стенок (чтобы уменьшить время печати), добавил ребра жесткости на стенки. Итог получилась катушка практически не уступающая по прочности стандартной заводской (ссылка на катушку):
Примерно через неделю решил еще раз переделать катушку опираясь на просьбы людей которые поступили в мой адрес. В итоге было увеличено посадочное отверстие до 40 мм, а также уменьшено расход пластика без потери прочности самой катушки (ссылка на катушку):
Так же я опираясь на принцип чем проще тем лучше подготовил модель поддержки для этих катушек, которая состоит из 2-х частей и очень хорошо себя проявила (ссылка на поддержку катушки):
И наконец как бонус подготовил наборную катушку на 3 деления, которая собирается как ‘Лего’, для остатков пластика (ссылка на наборную катушку):
Надеюсь моя статья пригодится, желаю всем удачи и добра.
Подпишитесь на автора
Подписаться
Не хочу
34
Комментарии к статье
Еще больше интересных статей
9
Подпишитесь на автора
Подписаться
Не хочу
Всем привет! Недавно ко мне обратился ко мне человек с просьбой скинуть ему исходник одной из опубли. ..
..
Читать дальше
1
Подпишитесь на автора
Подписаться
Не хочу
Обратился ко мне товарищ с просьбой намоделить что-нибудь интересное, в стиле советпанк или киберком…
Читать дальше
178
Подпишитесь на автора
Подписаться
Не хочу
Всем доброго дня!
Часто натыкаясь в объявлениях о просьбе замоделить что-то простое…
Читать дальше
Как распутать катушку филамента, если она запуталась или появились узлы
Жутко запутанная катушка филамента может полностью остановить любой процесс печати и пожрать время. Если катушки используются или хранятся неправильно, такое может случиться с любым материалом, на любой втулке. Только вот не надо сразу хвататься за голову: если делать все как полагается, то не придется разматывать всю катушку по всей комнате, чтобы потом наматывать этот филамент обратно, причем правильно.
В этой статье мы объясним, во-первых, что на самом деле является причиной запутывания катушек, появления на них узлов. Мы также расскажем, как этого избежать, и, если это случилось, как с этим бороться, не прерывая процесса печати.
Так из-за чего же они запутываются?
Вопреки распространенному мнению, узелки не могут возникать от некачественной или перекрестной намотки. Геометрический факт состоит в том, что невозможно намотать нитку таким образом, чтобы получилась петля. Представьте себе хлопковую нитку и как она наматывается на катушку – добиться узла невозможно!
Не допускайте, чтобы витки были неплотными: они будут провисать, наползать друг на друга, перепутываться.
На этом этапе реальная причина узлов – неплотная намотка (или сыграл человеческий фактор, или транспортировка была неправильной, или даже хранили неправильно), намотка, при которой некоторые витки филамента растянулись и сдвинулись, образовав плотную косичку.
Теперь, если вы попытаетесь размотать катушку, нить запутается довольно быстро; впрочем, может пройти и довольно много времени, пока петля не затянется и катушка не заблокируется в процессе печати. Тут самое неприятное в том, что, если уж на катушке петли есть, то не известно, когда они затянутся.
Тут самое неприятное в том, что, если уж на катушке петли есть, то не известно, когда они затянутся.
Профилактика – лучшее лечение
Поскольку сложно предсказать, когда нитка запутается, в первую очередь надо принять меры, чтобы этого не могло произойти. Когда вы открываете только что купленную или полученную катушку, убедитесь, что концы филамента закреплены. Разматывание можно заблокировать либо через направляющие с торцов катушки, либо – в случае некоторых хрупких материалов – втулками-затычками.
Ясное дело, когда вы отрезаете кончик нитки (который выходит из направляющего отверстия, который запачкан клеем от ленты и т.п.), очень важно держать нитку натянутой, и чтобы она была натянута и при подаче в принтер. Не оставляйте никаких провисших витков – тогда и не запутается ничего.
Если уж так вышло, что вы храните катушку на боку, убедитесь хотя бы, что филамент туго натянут.
Кроме того, некоторые шпиндели или отсеки для филамента допускают слишком свободное вращение катушек, быстрее, чем это нужно принтеру. В результате косичка филамента начинает вращаться по барабану. Важно, чтобы шпиндель или отсек для катушки не допускал слишком свободного ее вращения. Со шпинделями в большинстве случае все в порядке, но описанная ситуация встречается при наличии подшипников или когда сила трения слишком мала. Если ваша катушка вращается слишком свободно, попробуйте слегка (чтобы только не поцарапать механизм подачи) притормозить ее резиновой втулкой или чем-нибудь еще, что немного увеличит трение.
В результате косичка филамента начинает вращаться по барабану. Важно, чтобы шпиндель или отсек для катушки не допускал слишком свободного ее вращения. Со шпинделями в большинстве случае все в порядке, но описанная ситуация встречается при наличии подшипников или когда сила трения слишком мала. Если ваша катушка вращается слишком свободно, попробуйте слегка (чтобы только не поцарапать механизм подачи) притормозить ее резиновой втулкой или чем-нибудь еще, что немного увеличит трение.
Если вы в данный момент с филаментом не работаете, вы должны его правильно хранить. Перед тем как заблокировать нить через направляющие или фиксаторами (которые можно распечатать, как здесь ), плотно натяните филамент вокруг катушки, так, чтобы не было никаких свободных витков. Это гарантирует вам, что катушка в процессе хранения не подразмотается.
Вполне универсальный фиксатор от Walter с Thingiverse
Также рекомендуется хранить катушки филамента в вертикальном положении, не на боку. Это потому, что, если на катушке есть нетугие витки, на боку они будут стремиться упасть, что может позже, при печати, привести к запутыванию. По этой же причине всегда лучше использовать катушки с вертикальной подачей.
Это потому, что, если на катушке есть нетугие витки, на боку они будут стремиться упасть, что может позже, при печати, привести к запутыванию. По этой же причине всегда лучше использовать катушки с вертикальной подачей.
Как распутывать
Если в процессе печати появился узел, казалось бы, все пропало, если только принтер нельзя поставить на паузу и заправить его снова. Между тем существует менее радикальный метод, позволяющий распутать филамент, когда печать уже идет.
Лучше всего этот метод работает тогда, когда между катушкой и фидером достаточно много материала. Сперва надо снять катушку и придвинуть ее к фидеру так, чтобы образовался свободный участок нити. Теперь косичку или узел можно вытянуть из катушки, оставив достаточно большой конец, чтобы снова подать его в фидер. Получается так же (если только проблема не на самом конце), как если бы вы остановили печать, и удалили часть филамента.
Когда все распутано, катушка возвращается на место. При этом надо убедиться, что она вращается не слишком свободно, а то все опять повторится сначала.
Да, так бывает: малые промахи приводят к большим последствиям. Хочется надеяться, что это небольшое руководство послужит тем источником знаний, который навсегда избавит вас от проблем с запутанностью филамента. Если вы считаете, что так оно и есть, не стесняйтесь делиться этой информацией, чтобы упростить жизнь всем.
HOME — 3D Inductors
3D INDUCTORS
Революционное решение для индукции.
ПРИСОЕДИНЯЙТЕСЬ К РЕВОЛЮЦИИ
3D INDUCTORS
Никаких паяных соединений, никакой пористости
чистая медь
Сделайте свою индукционную закалку более прибыльной
более прибыльной
Мир индукции и аддитивного производства также актуален для мира индукции и аддитивного производства. GH — первая группа индукционного нагрева , в которой с 2014 года используются сотни катушек, напечатанных на 3D-принтере .
Наш опыт в области индукции и проверенная на практике и запатентованная технология катушки для 3D-печати (3DPCoil), основанная на EBM, делают катушки индуктивности GH 3D самой надежной инвестицией.
3D Индукторы
Уникальная
Pure Copper
3D -печатная технология
Стоимость производства деталей и сравнение TCO
3D Inductors
Традиционные inductors
4
3D Inductors
Традиционные индукторы
.0003
Total Cost of Ownership decrease
Lower Inventory
Minimized Stoppages
DESIGN
FLEXIBILITY
Continuous improvement
Complex shapes
Cooling optimization
TOTALLY
REPEATABLE
Simplified changeovers
Planned production
Идентичные катушки индуктивности
Преимущества
Прогресс — это не иллюзия… он случается.
ПРОИЗВОДСТВО ЧАСТЕЙ
СНИЖЕНИЕ ЗАТРАТ
Чрезвычайное увеличение циклов нагрева с тем же индуктором . Минимум двукратный объем производства.
Снижена стоимость одной детали и запаса индуктора. Общая стоимость владения (TCO) индукционной установки сведена к минимуму.
ВЫСОКАЯ
СРОК СЛУЖБЫ
Прочность по сравнению с существующими методами изготовления катушек:
- 3D-печать без спаек и утечек.
- Улучшенное внутреннее охлаждение благодаря гибкости конструкции.
- Сырье из чистой меди.
ОСТАНОВКИ И
ПЕРЕКЛЮЧЕНИЯ СНИЖЕНЫ К МИНИМУМУ
Поскольку срок службы индуктора намного выше, а индукторы идентичны, простои закалочной машины сокращаются, переналадка упрощается, а планирование производства более контролируемо. Ремонтопригодны как традиционные катушки.
ПОЛНОСТЬЮ
ПОВТОРЯЕМОСТЬ
Всегда одна катушка:
- Промышленный процесс. Никакого влияния человека.
- От файла проекта CAD до прямой печати.
- Без пористости
НЕПРЕРЫВНОЕ
УЛУЧШЕНИЕ
Первоначальная конструкция 3DPCoil может быть оптимизирована после каждой замены благодаря промышленному процессу и гибкости конструкции змеевика.
Возможно усиление зон высокой интенсивности, корректировка профилей и т.д.
ДИЗАЙН
ГИБКОСТЬ
Чего не достигают традиционные паяные катушки:
- Плавка порошка вместо механической обработки труб
- Изменение внутренней и внешней геометрии
Больше, чем просто печать
Мы сопровождаем вас в процессе внедрения 3D-индукторов в ваши производственные линии .
Обладая более чем полувековым опытом в области решений для индукционных процессов, мы можем помочь вам помимо поставки индуктора. Мы можем моделировать, проектировать, производить, тестировать и работать с вами над постоянным улучшением индукторов и процессов.
«Впечатляющий срок службы»
«Мы добились значительного увеличения срока службы катушки индуктивности, в три раза превышающего тот, который у нас был. С другой стороны, гибкость конструкции для внесения улучшений позволила нам постоянно совершенствоваться без зависимости от человеческого фактора.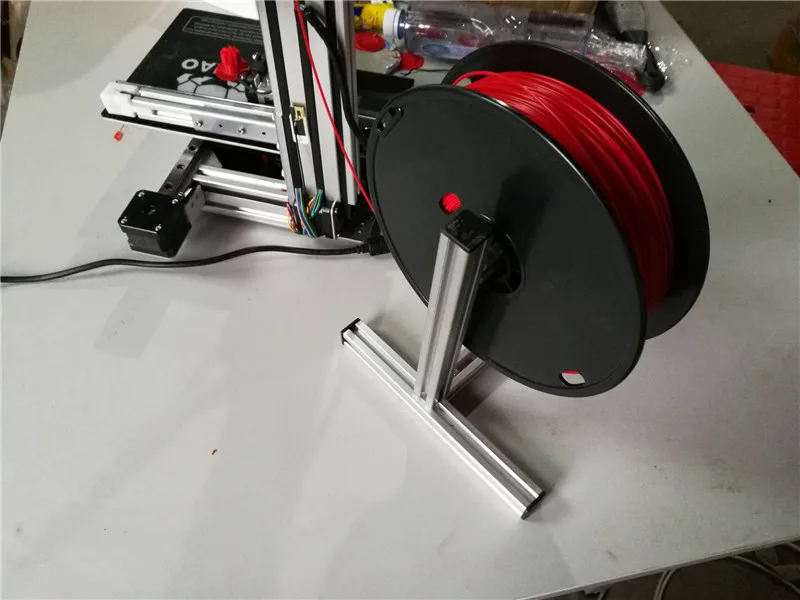 .»
.»
Хосе Чиприано Техедор, бывший руководитель производства коленчатых валов в Renault
«3DPCoil позволил нам стандартизировать процесс регулировки и создать протокол, чтобы любой оператор мог с гарантией отрегулировать индуктор. Модификация катушки была немыслима, бывший производитель не дал нам решения»
Роберто ОртегаИндуктор, инженер Renault
Предыдущий
Следующий
ТОЧКИ ВСТРЕЧИ
Мы хотели бы узнать, чем вы можете быть полезны вместе. Мы можем либо посетить вашу компанию через нашу сеть, либо встретиться на следующих мероприятиях.
Предыдущий
Следующий
Есть вопросы?
Мы хотим проконсультировать вас лично относительно ваших потребностей
3D ИНДУКТОРЫ — 3D индукторы
КАК МЫ ЭТО СДЕЛАЛИ
3D ИНДУКТОР МЕТОД ИЗГОТОВЛЕНИЯ
Оригинальное и уникальное аддитивное производство змеевиков из чистой меди ElectronM0019 (ЭлектронМ0019)
Такая технология, обычно называемая «3D-печать», упрощает и сокращает производственный процесс за счет прямого изготовления по проекту САПР из материала чрезвычайной плотности. Эта технология применяется в других отраслях, таких как аэрокосмическая промышленность и ортопедические имплантаты с использованием материалов из титана или кобальт-хрома, где решающее значение имеет достижение свойств материала.
Эта технология применяется в других отраслях, таких как аэрокосмическая промышленность и ортопедические имплантаты с использованием материалов из титана или кобальт-хрома, где решающее значение имеет достижение свойств материала.
Метод состоит из нескольких этапов, целью которых является гарантировать качество индуктора с помощью технологии 3D-печати.
Когда катушка была напечатана ранее
Процесс такой же, за исключением первой фазы, в которой нет необходимости, поскольку она регистрируется из первого приложения. Повторяющиеся катушки можно воспроизвести быстро и с абсолютной точностью.
Процесс печати EBM
Катушки наращиваются, слой за слоем, из металлического порошка, расплавляемого мощным электронным лучом. Каждый слой расплавляется до точной геометрии, заданной 3D-моделью CAD.
Сначала тонкий слой частиц металлического порошка осаждается на рабочей пластине, а затем сплющивается. Порошок предварительно нагревают до очень высоких температур.
На следующем этапе электронный пучок фокусируется и управляется в направлении X-Y с помощью электромагнитной катушки, чтобы избирательно расплавить частицы порошка на верхней части рабочей пластины.
В результате создается нужный раздел и одновременно он сплавляется с предыдущим слоем. Затем создается новый слой, и шаги повторяются до завершения катушки.
Опционально поверхность рулона может быть улучшена с помощью пескоструйной обработки, классической ручной отделки или механической последующей обработки.
Рабочая пластина с 3D-печатными катушками из чистой меди
Схема основных блоков в машине EBM
Технические преимущества
По сравнению с другими методами 3D-печати.
Чистота материала
Основным материалом является медь на 99,99% с более высокой чистотой, чем у любой электролитической медной трубы, доступной на рынке.
Нет дополнительных элементов.
Более быстрое изготовление
Высокая плотность энергии, используемая для плавления, позволяет меньше времени плавить каждый слой, что делает этот метод более быстрым, чем другие аддитивные методы изготовления. в производстве благодаря вакуумной атмосфере.
в производстве благодаря вакуумной атмосфере.
Очень высокие механические характеристики
Расплавленный материал предварительно нагревается, что обеспечивает чрезвычайно высокие механические свойства по сравнению с с другими аддитивными технологиями.
Уменьшение внутренних напряжений
Однородная тепловая среда обеспечивает отсутствие внутренних напряжений в печатных индукторах.
Реактивные материалы
Высокая химическая чистота означает лучшие проводящие свойства.
Эффективность преобразования энергии 65%
Большая часть энергии, используемой лучом, поглощается медью. Более высокая эффективность, чем у других технологий 3D-печати.
Переработка
Большая часть частиц металлического порошка (97%), которые не использовались в процессе, может быть восстановлена и использована снова.
Примеры клиентов
Примеры полевых катушек
Полная адаптация к сложным деталям и чрезвычайно долгий срок службы, до 400% больше в некоторых случаях, являются основными преимуществами.
Всего комментариев: 0