Настроить 3д принтер: Как настроить 3D-принтер
Инструкция по настройке всей механики 3D-принтера: от ремней до скоростей
Качество напечатанных моделей напрямую зависит от механики принтера, а именно от её правильной настройки. Любые элементы принтера со временем изнашиваются, поэтому настройку принтера необходимо проводить хотя бы раз 5-6 кг отпечатанного филамента. С помощью коротких инструкций, описанных в этом гайде, вы сможете быстро и легко настроить механику вашего принтера: натяжение ремней, ток на двигателях, шаги двигателей, ускорение, рывки и скорость.
Что включает в себя механика
В 3D-принтерах любой конструкции всегда содержатся одни и те же вещи: Оси и направляющие, по которым перемещаются элементы принтера и двигатели с ремнями, которые приводят эти элементы в движение. В классической конструкции принтера есть как минимум 3 мотора (по одному на каждую ось), 3 направляющие (по одной на каждую ось) и плата электроники, которая управляет двигателями. Последнее можно с натяжкой назвать частью механики, но так как она управляет двигателями, она же косвенно влияет на качество модели.
Дефекты печати из-за неполадок в механике
Перед тем как менять что-либо в принтере, необходимо определиться, что именно нужно настроить. Зачастую дефекты видны визуально. В нашем блоге есть статья о большинстве дефектов печати, в которой подробно расписаны причины их появления. Далее список дефектов и с каким элементом механики они связаны:
-
Смещение слоёв — Ремни, Ток двигателей, Направляющие -
Звон — Направляющие, Скорость -
Неправильная геометрия модели — Направляющие, Шаги двигателей, ремни
Как можно увидеть, все вышеуказанные проблемы не мешают самому процессу печати, но результат оставляет желать лучшего. Иногда ошибки в механике могут полностью остановить работу принтера. Поэтому лучше не доводить ситуацию до крайностей и при появлении каких-либо проблем сразу начать проверку и настройку 3D-принтера.
Как сохранять настройки
Для исправления некоторых дефектов нужно изменять программные настройки принтера. Поэтому, перед регулировкой механики необходимо понять, как правильно сохранять настройки внутри принтера. Для этого есть 3 пути:
Все настройки находятся в соответствующем меню принтера
В зависимости от вашей прошивки, в данной инструкции будут указаны участки кода для прошивки MARLIN в файле configuration.h
Сначала мы вводим параметры в принтер, а затем сохраняем их в EEPROM — внутреннюю память микроконтроллера. Либо вставляем все необходимые настройки в начале GCODE. О том, как это сделать, читайте в нашей статье про работу с GCODE и создание макросов.
Для сохранения в EEPROM необходимо отправить принтеру команду изменения какого-либо значения (которую также можно вставить в начальный GCODE), а затем отправить команду M500 (сохранение нынешних параметров в постоянную память). В прошивке должна быть включена функция EEPROM, для этого необходимо убрать два слеша в строчке:
В прошивке должна быть включена функция EEPROM, для этого необходимо убрать два слеша в строчке:
//#define EEPROM_SETTINGS
Какой бы из вариантов вы не выбрали, стоит быть осторожным при использовании любых команд. Вы не сможете как-либо навредить принтеру при изменении настроек, но если вы ошибетесь, то придется долго искать причину возможных дальнейших проблем.
Инструкции по настройке
Теперь можно приступать к настройке самого принтера. Если вы решили настроить сразу несколько параметров, то лучше использовать порядок регулировок как в статье, так как некоторые из настроек связаны друг с другом и при использовании неверного порядка, настраивая один элемент механики вы собьете настройки другого элемента. Например, нельзя настраивать шаги двигателя перед натяжкой ремней, так как изменившаяся длина ремней приведет к изменению “истинных” шагов на миллиметр двигателей. Также перед настройкой необходимо убедиться в отсутствии люфтов в раме принтера, затянуть все ремни.
Ремни
Первое, с чего следует начать настройку принтера,- это ремни. Они прямо влияют на геометрию модели и при слишком сильном натяжении именно они вызывают множество проблем: смещение слоев, изменение геометрии, рябь. Сначала стоит удостовериться в целостности ремня. Для этого просмотрите весь ремень, в особенности участки, где ремни изгибаются. Если ремень изжил своё, то можно увидеть увидеть участок ремня, где расстояние между зубцами сильно увеличилось и между ними видна металлическая проволока (корд). Это значит, что пришло время полностью менять ремень.
Порванный ремень с лопнувшими кордами
Если ремень цел или вы уже заменили его, то можно приступать к следующему шагу. В зависимости от конструкции вашего принтера, необходимо отодвинуть ролик, через который проходит ремень. Натяжение должно быть таким, чтобы каретка или стол двигались без усилий, но при этом при быстром передвижении ремень не должен проскакивать зубцы на шестерне двигателя. Настройте натяжку ремней на каждой оси принтера по данному методу.
Настройте натяжку ремней на каждой оси принтера по данному методу.
Совет: если в вашем принтере из комплекта шел натяжитель ремня в виде пружины, крепящейся на самом ремне — уберите его. Из-за гибкости этого натяжителя будут возникать дефекты печати, например, торчащие углы на модели. Лучше настроить ремень без использования данного натяжителя.
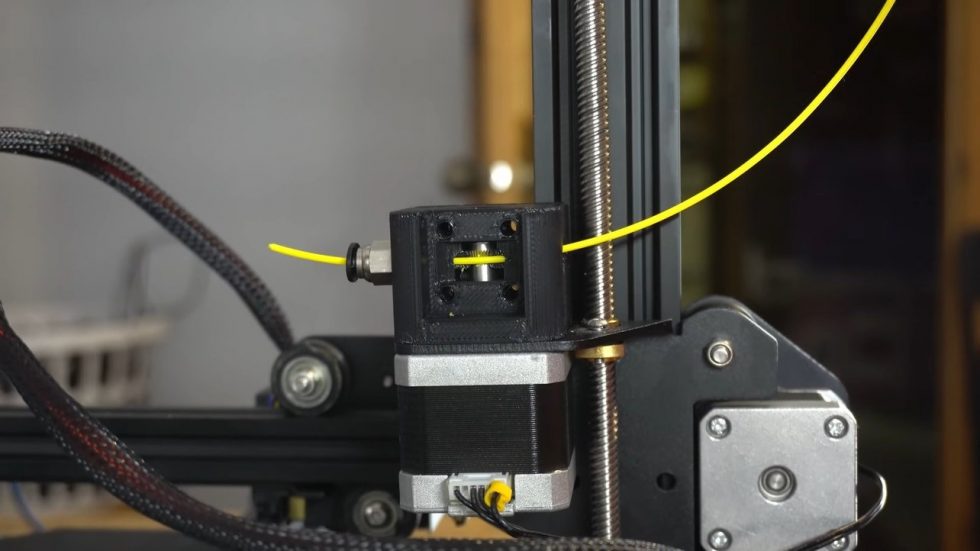
Натяжитель ремня
Ток двигателей
Как мы знаем из школьного курса физики, мощность двигателя зависит от напряжения и силы тока. Так как напряжение на всей электронике принтера везде одинаково, то единственно, что можно изменить — ток на двигателе. Точнее следует сказать максимальный ток, который драйвер будет подавать на моторы. Для изменения этого предела необходимо залезть внутрь корпуса и найти плату принтера. На ней вы увидите драйвера принтера. Нас интересует маленький потенциометр на самом драйвере (на картинке ниже он указан как подстроечный резистор).
Пример расположения потенциометра на драйвере
Для настройки вам понадобится вольтметр и маленькая крестовая или плоская отвертка. Перед дальнейшими шагами необходимо рассчитать максимальный ток, подаваемый на моторы. Для разных драйверов используются разные формулы, самые популярные будут указаны в таблице ниже:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Они располагаются рядом с чипом драйвера.
Они располагаются рядом с чипом драйвера.
Значение максимального тока (Imax) зависит от двигателя, которым управляет драйвер. Это можно узнать из спецификации двигателя или по наклейки на нём. Далее указаны токи для самых популярных моделей двигателей:
17HS4401 — ток 1,7 А
17HS8401 — ток 1,8 А
17HS4402 — ток 1,3 А
Подставив значение в формулу, мы получим значение Vref для максимального тока, подаваемого на двигатель.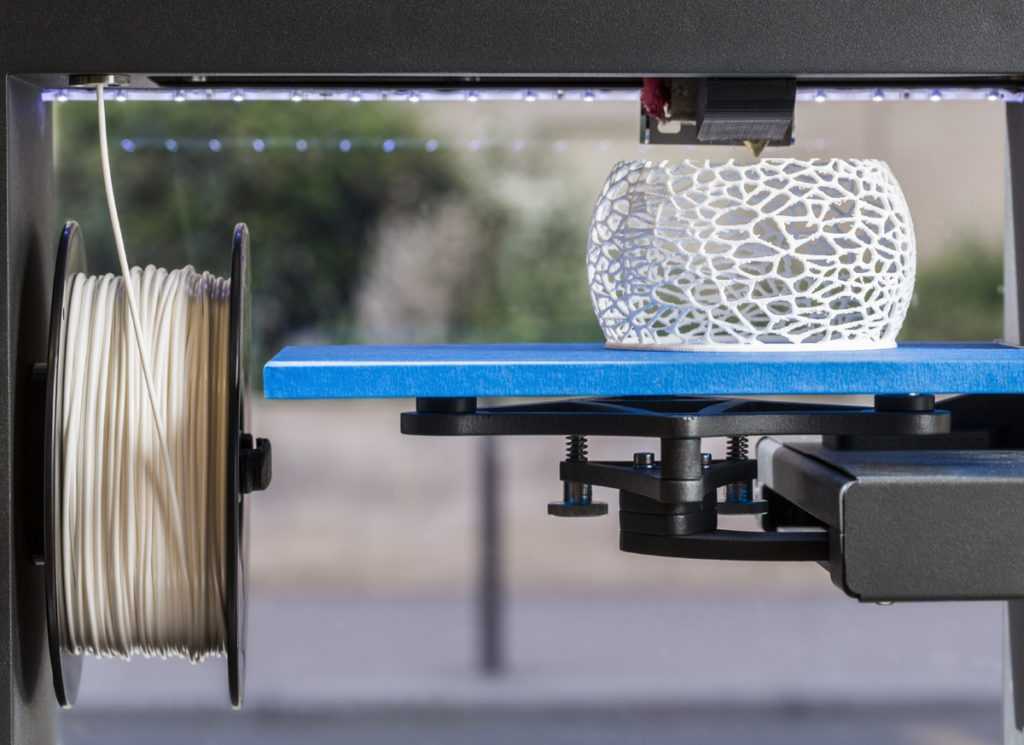 Но при таком значении двигатель будет сильно греться, поэтому полученное значение Vref необходимо умножить на 0,7. Например, для двигателя с максимальным током в 1,5 А и драйвером TMC 2208:
Но при таком значении двигатель будет сильно греться, поэтому полученное значение Vref необходимо умножить на 0,7. Например, для двигателя с максимальным током в 1,5 А и драйвером TMC 2208:
Vref = 1,5 * 1,41 * 0,7 = 1,48 В
Теперь полученное значение можно использовать при настройке на самом принтере. Для этого отключите провода, идущие к моторам, включите принтер и поместите один щуп вольтметра в центр подстроечного резистора, а второй щуп к отрицательной клемме на блоке питания (также можно использовать отрицательную клемму на плате принтера и контакт на драйвере, обозначенный как GND). Вы увидите некоторое значение на экране вольтметра. Поверните подстроечный резистор по часовой стрелке, чтобы уменьшить значение Vref и против часовой, чтобы увеличить.
Внимание: не следует указывать значение Vref выше максимального рассчитанного для вашего двигателя! Иначе двигатель в скором времени сломается!
Когда вы настроите значение на драйверах, то можете выключить питание принтера, присоединить провода моторов и собрать корпус обратно. На этом настройку драйверов можно считать законченной.
На этом настройку драйверов можно считать законченной.
Шаги двигателей
При настройке шагов двигателей вам понадобится линейка. Для удобства можно использовать программу Repetier-Host. Настройка для каждой из трех осей происходит по одному и тому же алгоритму:
-
Ставим каретку в нулевые координаты (Autohome или G28) -
Передвигаем каретку на некоторое расстояние -
Измеряем, на какое расстояние прошла каретка -
Рассчитываем правильное количество шагов на миллиметр по формуле:
Истинные шаги на миллиметр = текущие шаги на миллиметр * указанное расстояние / пройденное расстояние
Например, в принтере было указано 100 шагов/мм, приказываем принтеру переместится на 80 мм, а принтер проходит 87,5 мм. Тогда правильное значение шагов на миллиметр будет равняться 100 * 80 / 87,5 = 91,42 шагов/мм. Для удобства измерений можно закрепить на столе линейку, а на каретке тонкий предмет, например, иголку или булавку. Тогда можно будет крайне точно измерить пройденное расстояние. Для измерения расстояния в экструдере используется частично отличающийся алгоритм:
Для удобства измерений можно закрепить на столе линейку, а на каретке тонкий предмет, например, иголку или булавку. Тогда можно будет крайне точно измерить пройденное расстояние. Для измерения расстояния в экструдере используется частично отличающийся алгоритм:
-
Вставляем пластик в экструдер -
Обрезаем его прямо у выходного отверстия -
Отдаем принтеру команду вытянуть пластик на некоторое расстояние (минимум 100 миллиметров) -
Снова обрезаем пластик -
Измеряем длину полученного отрезка пластика -
Используем формулу из предыдущего алгоритма
Далее данные настройки нужно вставить в прошивку в строке:
#define DEFAULT_AXIS_STEPS_PER_UNIT {X,Y,Z,E0}
Вместо X,Y,Z и E0 должны стоять значение шагов на миллиметр для каждой из осей соответственно.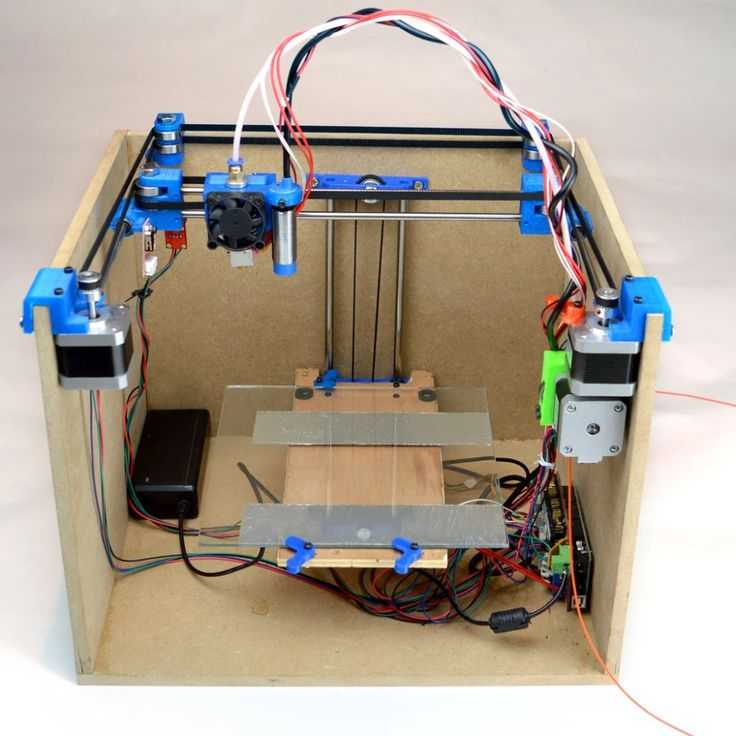 Иначе, необходимо вставить в начальный GCODE данную строку:
Иначе, необходимо вставить в начальный GCODE данную строку:
M92 Ennn Xnnn Ynnn Znnn
Вместо nnn в каждом из параметров необходимо подставить шаги на миллиметр для каждой оси. Если вы хотите настроить шаги только не для всех осей, то можно убрать ненужные параметры.
Ускорение
Данный параметр отвечает за скорость изменения скорости. То есть насколько быстро принтер будет изменять свою скорость. Это влияет на характер перемещения хотенда относительно стола. Если ускорение слишком маленькое, то принтер будет медленно печатать, если же оно слишком большое, то внешняя поверхность модели будет обладать визуальными дефектами: около каждого из углов будут видны угасающие волны как на картинке ниже.
Для настройки ускорения нужно следовать простым шагам:
-
Нарезать модель стандартного тестового кубика с толщиной стенок равной одному диаметру сопла, без заполнения и верхних слоев, дно 2-3 слоя; -
Открыть GCODE файл в блокноте; -
Найти команду G28 в самом начале и вставить после неё данные строки:
M201 X5000 Y5000
M204 P500 T500
-
Сохраните изменения, напечатайте модель по полученному GCODE и отметьте при каких параметрах P и T она печаталась; -
Откройте тот же GCODE файл и измените значения P и T во второй строке, добавив к каждому из них по 500; -
Повторите пункты 4-5 как минимум 3 раза;
В результате вы получите несколько тестовых кубиков, на части из которых будут видны волны у углов. Выберите кубик, напечатанный с наибольшими параметрами P и T, но чтобы на нём не было видно волн. Цифра в параметре P будет искомым значением ускорения. Чтобы сохранить данное значение необходимо найти в прошивке 2 строки:
Выберите кубик, напечатанный с наибольшими параметрами P и T, но чтобы на нём не было видно волн. Цифра в параметре P будет искомым значением ускорения. Чтобы сохранить данное значение необходимо найти в прошивке 2 строки:
#define DEFAULT_MAX_ACCELERATION {X,Y,Z,E0}
#define DEFAULT_ACCELERATION {nnn}
Вместо X и Y следует поставить ускорение, в два раза выше найденного ранее. А вместо nnn необходимо поставить найденное ранее значение ускорения. Иначе необходимо вставить строку в начальный GCODE:
M204 Pnnn Tnnn
В параметрах P и T нужно поставить значение найденного ускорения. После этого настройку ускорения можно считать завершенной.
Рывок
Рывком обозначается то, с какой скорости начинать ускорятся. Он влияет на модель схожим образом, как и ускорение: создает рябь около углов модели. Но также увеличивается выпячивание углов, если рывок слишком мал. Настройка рывка также схожа с настройкой ускорения:
-
Нарезать модель стандартного тестового кубика с толщиной стенок равной одному диаметру сопла, без заполнения и верхних слоев, дно 2-3 слоя.
-
Открыть GCODE файл в блокноте -
Найти команду G28 в самом начале и вставить после неё данные строки:
M205 X5 Y5
-
Сохраните изменения, напечатайте модель по полученному GCODE и отметьте при каких параметрах X и Y она печаталась -
Откройте тот же GCODE файл и измените значения X и Y во второй строке, добавив к каждому из них по 2 -
Повторите пункты 4-5 как минимум 3 раза
В результате у вас получится несколько кубиков. Найдите кубик на котором не будет ряби, напечатанный при наибольших параметрах X и Y. Это и будет значением рывков для вашего принтера. Чтобы сохранить их необходимо найти в прошивке строку:
#define DEFAULT_XJERK nnn
#define DEFAULT_YJERK nnn
Необходимо подставить значения рывков для осей X и Y соответственно. Иначе необходимо подставить в стартовый GCODE команду:
Иначе необходимо подставить в стартовый GCODE команду:
M205 Xnnn Ynnn
Вместо nnn нужно подставить значение рывка, найденное ранее. На этом завершается настройка рывков.
Скорость
На самом деле существует множество различных параметров скоростей, значения для которых сильно разнятся. Далее рассмотрим основные из них:
Этот параметр отвечает за перемещение сопла без выдавливания пластика. Значение находится в пределах от 80 до 120 мм/с. Ограничивается только максимальной скоростью, с которой могут вращаться двигатели. Не влияет на модель
Данная скорость важна, так как она косвенно влияет на адгезию модели к столу. Обычно находится в пределах от 15 до 30 мм/с
-Скорость печати внутренних стенок
Обычно ставится около 60 мм/с, влияет только на прочность модели. Зависит от максимального количества пластика, который может продавить экструдер через сопло
-Скорость печати внешних стенок
Обычно около половины от скорости печати внутренних стенок (30 мм/с). Влияет не только на прочность модели, но и на внешний вид: чем ниже данная скорость — тем ровнее будут стенки.
Влияет не только на прочность модели, но и на внешний вид: чем ниже данная скорость — тем ровнее будут стенки.
Стандартным значением является 80 мм/с, влияет только на прочность модели
Обычно выставляется от 20 до 40 мм/с, от неё зависит качество верхнего слоя модели: чем ниже значение — тем ровнее крышка.
Все вышеуказанные параметры подбираются экспериментальным путем. Обычно действует простое правило: выше скорость — ниже качество. Поэтому не стоит пытаться найти идеальное значение для всех ситуаций. Лучше найти значения для быстрой печати, качественной печати и среднее, которое будет использоваться для большинства моделей.
Проверка настроек
Последним этапом настроек любого из вышеописанных параметров будет проверка результата. Если вы записывали параметры в прошивке или сохраняли их в EEPROM, то можете использовать команду M503. Она выведет все настройки принтера на компьютер. Для проверки настроек на практике можно распечатать несколько тестовых моделей:
Классический Benchy
Простой калибровочный куб
Калибровочный кот
На каждой из вышеуказанных моделей будет хорошо видны дефекты, если они ещё остались после настройки механики.
Проблемы и настройки 3D-принтера, как улучшить качество 3D-печати
Проблемы и настройки 3D-принтера, как улучшить качество 3D-печати
Все обзоры
Уроки
Интересное
Wiki
3D Модели
Проблемы
Обзоры
Видео
09. 12.2021
12.2021
Уроки
Direct экструдер с прямой подачей против Bowden боуденовского: в чем разница и какой лучше?
Direct и Bowden экструдер: в чем разница и какой лучше?…
28.10.2021
Уроки
Цена пластика для 3D-принтера почему дорого стоят? Ведь это просто пластмасса!
Чтобы поддерживать постоянное, стабильное и лучшее качество — необходимо промышленное…
28.10.2021
Уроки
Практическое руководство по печати шестеренок на 3D-принтере
Данный материал есть общее руководство по проектированию и печати на…
28.10.2021
Уроки
Meshmixer — обучающие материалы, уроки, видео инструкции
Если вы не пользовались Meshmixer ранее, вам также будет интересно…
28.10.2021
Уроки
Raft «Плоты», Brim «поля» и Skirt «юбки» – зачем они нужны и как их использовать в 3D-печати
Raft «Плоты», Brim «поля» и Skirt «юбки» – В сообществе…
28.10.2021
Уроки
Как распутать катушку филамента, если она запуталась или появились узлы
Жутко запутанная катушка филамента может полностью остановить любой процесс печати. ..
..
28.10.2021
Уроки
Как сушить филамент PLA, ABS и нейлон, если пластик впитал влагу, вот как спасти влажную катушку
Влага из воздуха может запросто разрушить ваш филамент для 3D-печати,…
28.10.2021
Уроки
PETG против PLA: в чем разница? Объясняем на пальцах
PETG, и PLA – это пластики полиэфирной группы. Как и…
28.10.2021
Уроки
5 простых советов по 3D-печати PETG и настройкам 3D-принтера
Как преуспеть в 3D-печати PETG? Вот наши пять простых советов…
28.10.2021
Уроки
Углеродное волокно Carbon Fiber для 3D-принтера
Недавно ряд производителей материалов для 3D-печати объявили о том, что…
1
2
3
…
6
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запросить КП
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар в пути, узнайте когда поставка
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19.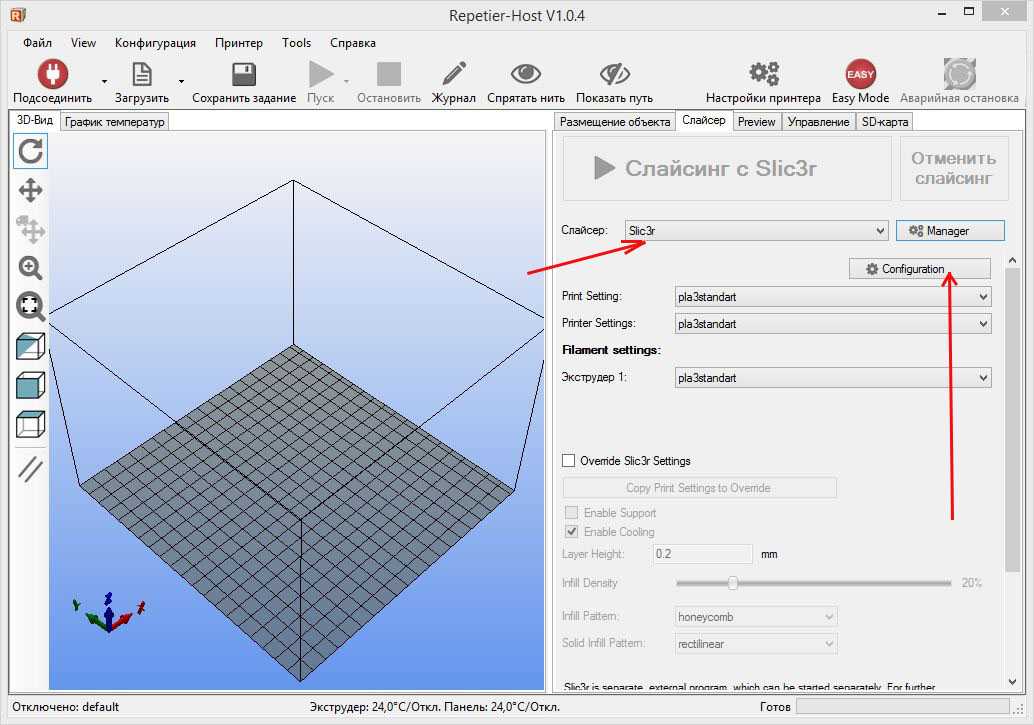 На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
- Написать в Telegam @techno3dru
- Написать в Whatsapp +74951554519
- Написать Email [email protected]
В наличии ли товар
На странице товара, под названием товара 3 статуса:
- В наличии – Товар у нас на складе. Оформляйте покупку кнопкой Купить.
- Предзаказ – товар в пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
- Под заказ – Товар привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через
Whatsapp или Telegam
Заказ в один клик
Контактное лицо (ФИО):
Контактный телефон:
Email:
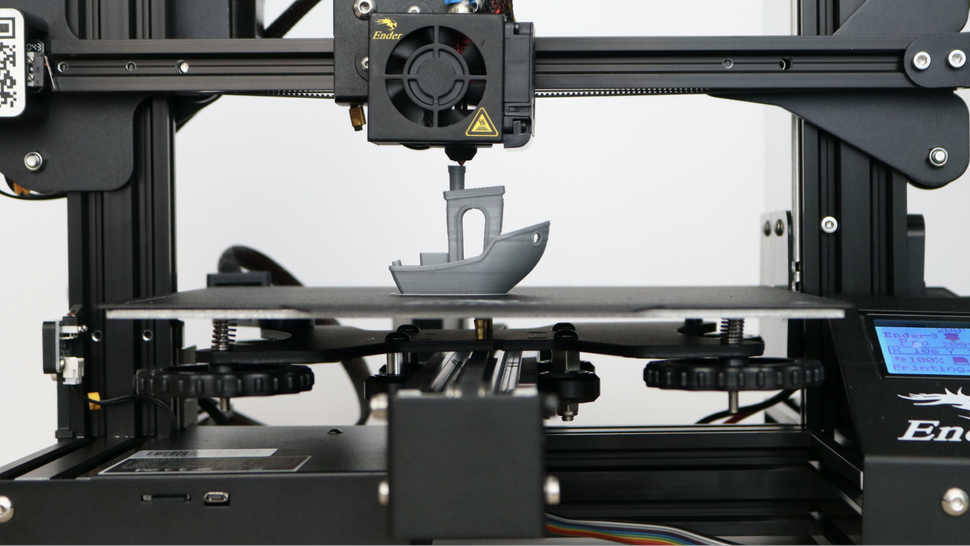
Как настроить свой первый 3D-принтер
В течение последних 10 лет 3D-печать была популярной модной фразой. Сторонники уже давно продвигают идею о том, что если вы придумали что-то новое или сломали что-то, что у вас есть, вы можете просто нажать кнопку на своем компьютере и распечатать новый за считанные минуты. Возможно, в какой-то момент эти идеи были преувеличены, но после того, как после многих лет скептицизма наконец-то появился принтер, кажется, что многие из ранних проблем с этими устройствами были решены. Я использую свой постоянно: от печати запасной части для лампы до изготовления корпуса небольшого робота-ракетоносца.
Сторонники уже давно продвигают идею о том, что если вы придумали что-то новое или сломали что-то, что у вас есть, вы можете просто нажать кнопку на своем компьютере и распечатать новый за считанные минуты. Возможно, в какой-то момент эти идеи были преувеличены, но после того, как после многих лет скептицизма наконец-то появился принтер, кажется, что многие из ранних проблем с этими устройствами были решены. Я использую свой постоянно: от печати запасной части для лампы до изготовления корпуса небольшого робота-ракетоносца.
Сделайте свой выбор
Если вы выполните поиск в Интернете по запросу «3D принтер», вы найдете множество моделей по цене от менее 200 до более 1000 долларов. Конечно, между принтерами каждого ценового уровня есть некоторая разница в качестве, и вам следует учитывать такие характеристики, как разрешение, материалы, из которых он может печатать, скорость печати и область печати, которые определяют размер отпечатка. ты можешь сделать.
Ender 3, который стоит немногим более 200 долларов, является популярным выбором из-за его большой области печати 220 на 220 на 250 миллиметров, в то время как Prusa i3 MK3 — уважаемый принтер, который будет работать вы около 1000 долларов. Лично я купил Monoprice Select Mini 3D Printer V2, который является исключительно популярным малобюджетным принтером. Это довольно простой, с точки зрения функций, с относительно небольшой областью печати 120 на 120 на 120 миллиметров, но он стоил менее 200 долларов и работал очень хорошо для меня из коробки.
Лично я купил Monoprice Select Mini 3D Printer V2, который является исключительно популярным малобюджетным принтером. Это довольно простой, с точки зрения функций, с относительно небольшой областью печати 120 на 120 на 120 миллиметров, но он стоил менее 200 долларов и работал очень хорошо для меня из коробки.
Приступая к работе
После распаковки принтера вам необходимо выровнять платформу, что просто означает регулировочные винты в каждом углу поверхности печати, чтобы убедиться, что она находится на постоянном расстоянии от кончика экструдера — части, которая печатает. Более мощные принтеры часто имеют функцию автоматического выравнивания, но Monoprice Select Mini ее не имеет.
Вместо этого мне пришлось переместить сопло экструдера — кончик узла экструдера, из которого вытекает расплавленная нить, — в положение рядом с четырьмя регулировочными винтами станины и повернуть их, пока оно не окажется на 0,05 миллиметра над станиной. Руководство предлагает измерить это, пытаясь подсунуть лист бумаги под него, и говорит, что если он скользит с небольшим сопротивлением, регулировка правильная.
Этот метод показался мне несколько случайным, поэтому я обратился к набору щупов. Это сработало хорошо, и мне не пришлось ничего настраивать в течение нескольких месяцев, но если у вас нет этих датчиков под рукой, бумажный метод, вероятно, сработает достаточно хорошо.
После выравнивания стола загрузите нить в экструдер. Это может означать возню с материалом до тех пор, пока он не будет подаваться правильно, и обрезка конца нити под углом может помочь в этом. Установите экструдер на правильную температуру для используемого материала, затем проталкивайте нить через экструдер, пока не увидите, как начинает появляться расплавленный пластик. Процедура настройки вашего принтера может отличаться, но после этого процесса вы будете готовы к печати.
Начать печать
3D-принтер, производящий основной корпус автомата для выдачи пуговиц. Jeremy S. Cook
Мой принтер поставляется с образцом модели на прилагаемой SD-карте, с которой можно начать, если вы хотите убедиться, что ваш принтер действительно работает. Лично меня не интересовал маленький пластиковый кот, и вместо этого я обратился к Thingiverse, чтобы найти небольшой корпус для проекта по электронике, над которым я работал.
Лично меня не интересовал маленький пластиковый кот, и вместо этого я обратился к Thingiverse, чтобы найти небольшой корпус для проекта по электронике, над которым я работал.
Эти файлы обычно поставляются в формате стереолитографии (STL), и вам нужно будет загрузить их в программу нарезки, такую как Cura, чтобы создать фактический файл G-кода, который управляет вашим принтером.
Получение файлов в формате STL означает, что вы можете модифицировать загруженные вами модели, чтобы они соответствовали вашему принтеру, и настроить способ печати. Например, вам может понадобиться определенная толщина стенок, скорость печати или свойства заполнения (насколько твердой будет внутренняя часть вашего отпечатка), которые влияют на конечный продукт.
На Thingiverse и во многих других местах для скачивания доступно множество предметов для печати, но, на мой взгляд, настоящее волшебство 3D-печати происходит, когда вы создаете нестандартные детали. Лично я разрабатываю большинство своих проектов в Autodesk Fusion 360, но такие программы, как Tinker CAD и OpenSCAD, также являются популярными вариантами моделирования./91f3dfd02cdc286.s.siteapi.org/img/70095ab103eae1c6a64808b85496f592e398cf55.jpg)
После многих лет работы над проектами с использованием более традиционных инструментов удивительно иметь возможность просто нажать кнопку, и мой принтер создаст деталь. В моем случае это обычно были кронштейны и небольшие прокладки для робототехники и других проектов, но и более декоративные элементы также довольно популярны, и их можно отделать и покрасить, чтобы они действительно выделялись.
Как настроить 3D-принтер в первый раз
Revolutionized поддерживается читателями. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнайте больше здесь.
Если вы только что принесли домой свой первый 3D-принтер или получили его в качестве долгожданного подарка на день рождения, вам наверняка интересно, как его настроить. Если вы впервые играете с 3D-принтером, не волнуйтесь — мы вас обеспечим. Вот несколько советов и приемов, которые помогут вам научиться настраивать 3D-принтер в первый раз. Кроме того, мы включили несколько идей печати проектов, которые можно попробовать, как только вы все настроите и запустите.
Какой тип комплекта у вас есть?
Во-первых, какой набор для 3D-печати у вас есть? Большинство комплектов выпускаются в одном из трех стилей — предварительно собранные, частично собранные или сделанные своими руками. Тип комплекта для печати, который у вас есть, будет определять, сколько работы потребуется для его настройки. Предварительно собранные комплекты готовы к использованию прямо из коробки. Хотя им может потребоваться небольшая настройка, прежде чем вы сможете начать печать — о чем мы поговорим подробнее через минуту — они, как правило, готовы к работе по принципу plug-and-play.
Частично собранные комплекты обычно разделены посередине и упакованы для экономии места. Обычно вам нужно соединить их болтами и выполнить несколько электрических соединений, прежде чем ваш новый принтер будет готов к использованию. Наборы для самостоятельной сборки требуют немного больше времени для сборки и, вероятно, займут у вас больше времени. Как только вы узнаете, какой тип комплекта у вас есть, перейдите к следующему шагу настройки 3D-принтера.
Наборы для самостоятельной сборки требуют немного больше времени для сборки и, вероятно, займут у вас больше времени. Как только вы узнаете, какой тип комплекта у вас есть, перейдите к следующему шагу настройки 3D-принтера.
Следуйте инструкциям
Этот шаг может показаться здравым смыслом, но его стоит повторить: обязательно прочтите инструкции по сборке и настройке. Потратьте время, чтобы внимательно прочитать их, прежде чем начинать устанавливать связи или собирать вещи. Не пытайтесь ничего настраивать или играть с принтером, пока не получите всю возможную информацию. Сразу из коробки важно прочитать инструкцию. После того, как вы все собрали и откалибровали, вам не придется много настраивать.
Этот совет особенно важен, если у вас есть частично собранный или самодельный набор. Частью знания о том, как настроить 3D-принтер, является обязательное подключение всех проводов, балансировка устройства и его защита, прежде чем пытаться что-либо напечатать.
Не думайте, что он уже откалиброван
Если у вас есть полностью или частично собранный 3D-принтер, у вас может возникнуть соблазн начать печать, как только вы подключите его к компьютеру. Тем не менее, вы можете в конечном итоге потратить много нити, полагая, что ваш принтер уже полностью откалиброван. Даже если он должен быть откалиброван и готов к использованию, во время транспортировки все может сбиться. Если вы будете слишком грубы с ним, когда достанете его из коробки, все также может сместиться.
Тем не менее, вы можете в конечном итоге потратить много нити, полагая, что ваш принтер уже полностью откалиброван. Даже если он должен быть откалиброван и готов к использованию, во время транспортировки все может сбиться. Если вы будете слишком грубы с ним, когда достанете его из коробки, все также может сместиться.
К счастью, инструкции по калибровке должны быть в вашем руководстве по эксплуатации. Просмотрите их и убедитесь, что все правильно откалибровано, прежде чем нажимать кнопку печати. Незначительные ошибки калибровки могут не вызвать проблем, но серьезные ошибки могут повредить ваше оборудование. Не печатайте на неоткалиброванном аппарате.
Убедитесь, что все ровно и уровень
Для этого шага вам понадобится уровень и Т-образный угольник или другие подобные инструменты. Если рамка не квадратная, а печатная платформа неровная, все в конечном итоге будет кривым и однобоким. Неровные машины также могут привести к тому, что горячая печатающая головка, та штука, которая плавит пластиковую нить, плавится в печатной платформе. Как бы вы ни смотрели на это, печать без квадратного и плоского принтера будет огромным беспорядком.
Как бы вы ни смотрели на это, печать без квадратного и плоского принтера будет огромным беспорядком.
Вам не нужно много дополнительных инструментов, чтобы убедиться, что все выровнено, но если печатная платформа не выровнена, не так много способов исправить это, за исключением заказа новой печатной платформы и запуска с нуля. Некоторые принтеры поставляются с возможностью регулировки уровня платформы для печати, так что еще раз — проверьте свои инструкции.
Если принтер не имеет функции автоматического выравнивания, вам потребуется отрегулировать винты в каждом углу области печати. Цель состоит в том, чтобы поверхность и область печати находились на одинаковом расстоянии от экструдера. В вашем руководстве по печати должно быть больше подробностей об оптимальном расстоянии между поверхностью печати и экструдером.
Он также может содержать советы о том, как подобрать правильное расстояние. Одна из возможностей, предложенная по крайней мере одним производителем принтеров, — просунуть лист бумаги между поверхностью печати и экструдером. Если вы столкнулись с небольшим сопротивлением при скольжении, это хороший знак. Однако, поскольку модели принтеров различаются, всегда отдавайте предпочтение рекомендациям производителя принтера, а не более общим рекомендациям.
Если вы столкнулись с небольшим сопротивлением при скольжении, это хороший знак. Однако, поскольку модели принтеров различаются, всегда отдавайте предпочтение рекомендациям производителя принтера, а не более общим рекомендациям.
Смазывайте все в достаточной мере
В 3D-принтерах так много движущихся частей, что адекватная смазка необходима для нормальной работы.
Хорошее эмпирическое правило заключается в том, что компонент нуждается в смазке, если он движется по другой поверхности. Тем не менее, часть, получающая смазку, определяет лучший продукт для ее использования.
Одной из деталей, требующих смазки, является резьбовой стержень и гайка по оси Z, которые изменяют высоту сопла принтера. Направляющие осей X и Y вдоль печатающей головки и печатной платформы также нуждаются в смазке. Помимо обеспечения беспроблемного процесса печати, правильная смазка помогает предотвратить преждевременную поломку деталей.
Пригодность смазки для 3D-принтера зависит от того, насколько хорошо она защищает от неблагоприятного воздействия трения материалов друг о друга и помогает ли она компонентам принтера двигаться плавно во время работы. Поскольку он настолько популярен и широко доступен, некоторые люди задаются вопросом, можно ли использовать WD-40 в качестве смазки. Однако это не подходящий вариант, независимо от марки вашего принтера. Постоянное и чрезмерное использование продукта может даже повредить принтер.
Поскольку он настолько популярен и широко доступен, некоторые люди задаются вопросом, можно ли использовать WD-40 в качестве смазки. Однако это не подходящий вариант, независимо от марки вашего принтера. Постоянное и чрезмерное использование продукта может даже повредить принтер.
Ознакомьтесь с руководством пользователя или инструкциями по настройке, чтобы узнать, какой тип смазки вам следует использовать, а также график технического обслуживания. Это один из тех вопросов, на который, если задать его 10 разным людям, вы получите 10 разных ответов. Поэтому всегда лучше обратиться к руководству пользователя.
Прежде чем начать печать, сдвиньте печатающую головку вдоль осей и управляйте другими движущимися частями, чтобы убедиться, что все движется плавно. Никакой шлифовки быть не должно. Вы заметите, если есть проблема, и всегда лучше выяснить это до того, как вы начнете печатать.
Установите желаемую скорость печати
Одним из основных преимуществ 3D-печати является то, что она намного быстрее, чем многие другие методы производства. Таким образом, многие люди по понятным причинам задаются вопросом, как скорость печати влияет на качество печати. Как правило, более низкая скорость печати приводит к более качественному результату. Однако особенности варьируются в зависимости от типов используемых материалов и того, что включает в себя проект печати.
Таким образом, многие люди по понятным причинам задаются вопросом, как скорость печати влияет на качество печати. Как правило, более низкая скорость печати приводит к более качественному результату. Однако особенности варьируются в зависимости от типов используемых материалов и того, что включает в себя проект печати.
Чем быстрее экструдер движется, тем больше его вибрация. Этот эффект вызывает снижение общего качества печати. Многие люди находят это особенно заметным на принтерах потребительского уровня. Производители обычно не делают их с расчетом на то, что люди будут пытаться печатать на очень высоких скоростях.
Вопрос не только в том, может ли принтер работать с определенной скоростью. Также существуют ограничения относительно скорости плавления печатной нити, что влияет на максимальную скорость потока экструдера. Различные нити обладают различными физическими и химическими свойствами. Таким образом, просто установить одинаковую скорость печати с двумя типами филамента не обязательно достаточно, чтобы получить одинаковый результат при каждой попытке.
Подача нити в экструдер
Нить оказывает существенное влияние на процесс печати. Прежде чем продолжить, ознакомьтесь с инструкциями, связанными с принтером и нитью. Некоторые люди рекомендуют сделать острый срез под углом на конце, который вы подаете в принтер, чтобы его было легче загружать. Некоторые модели принтеров поставляются с режущим инструментом. Нити также могут иметь круглые концы, и людям иногда труднее их нагружать. Сгибание и скручивание конца перед тем, как пропустить его, может помочь.
Протолкните нить через вход экструдера и продолжайте движение, пока не почувствуете небольшое сопротивление. Затем нить, вероятно, достигла сопла.
Выберите дизайн
Настройка завершена, все готово к печати. Следующее, что вам нужно сделать, это выбрать и создать дизайн. С помощью 3D-принтера можно сделать практически все — от штатива для телефона до крючка для сумки, чтобы вы могли унести все свои продукты за одну поездку. Существует множество вариантов, доступных бесплатно в Интернете, или вы можете создавать проекты в программе САПР.
Возможно, проще спросить, что вы не можете сделать с помощью 3D-принтера, чем перечислить, что вы можете создать с помощью этих устройств. Вы можете сделать все, что угодно, от гитар и объективов для фотоаппаратов до 3D-печатных моделей всего, что можно отсканировать. Это может даже включать рабочее оружие, если у вас есть нужные материалы. Даже НАСА использует 3D-принтеры для отправки моделей специализированных инструментов астронавтам на Международной космической станции.
Переходите от обучения настройке 3D-принтера к своему первому проекту
Наконец, когда вы все настроили и выбрали свой дизайн, все, что осталось сделать, это нажать «Печать»! Выполнение проектов 3D-печати может занять от нескольких часов до нескольких дней, так что наберитесь терпения. Вся ваша тяжелая работа будет стоить того.
Примечание редактора: эта статья была первоначально опубликована 21 января 2020 г. и была обновлена 26 августа 2022 г., чтобы предоставить читателям более актуальную информацию.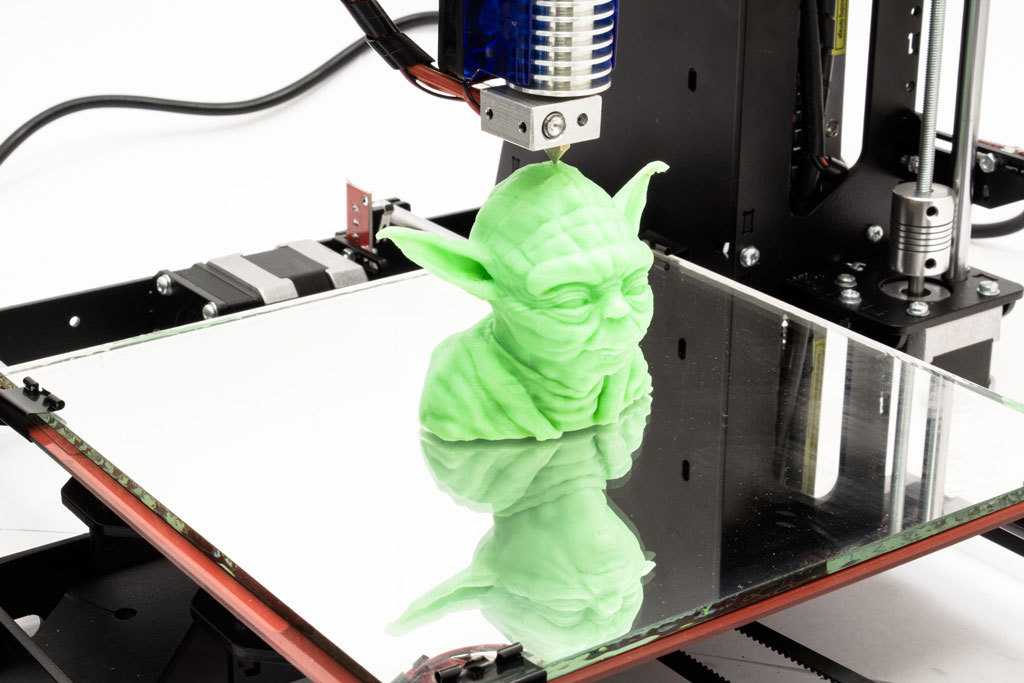

 Эти велосипеды получили название Muzzicycles.
Эти велосипеды получили название Muzzicycles. Это уже не выдумки футуристов, а будни.
Это уже не выдумки футуристов, а будни. 









 Помимо переработанной пластиковой стружки, мы также можем измельчать порошки первичных PPS, PAI (Torlon) и других высокоэффективных полимеров. Они часто содержат значительное количество нежелательных крупных частиц. Мы можем измельчить и просеять их, чтобы получить размолотый порошок постоянного качества, просеянный через выбранный вами размер ячеек.
Помимо переработанной пластиковой стружки, мы также можем измельчать порошки первичных PPS, PAI (Torlon) и других высокоэффективных полимеров. Они часто содержат значительное количество нежелательных крупных частиц. Мы можем измельчить и просеять их, чтобы получить размолотый порошок постоянного качества, просеянный через выбранный вами размер ячеек.
 Братья Артурс и Эдгарс Кука работают над новым типом строительного материала: Greentile, облицовочной плитой из древесной стружки и переработанного пластика. Именно так они намерены коммерциализировать исследовательскую работу Эдгарса, над которой он работает с момента написания дипломной работы.
Братья Артурс и Эдгарс Кука работают над новым типом строительного материала: Greentile, облицовочной плитой из древесной стружки и переработанного пластика. Именно так они намерены коммерциализировать исследовательскую работу Эдгарса, над которой он работает с момента написания дипломной работы.  Его также сложнее удалить. В случае с такими деревянными и пластиковыми композитными плитами сборка очень проста.
Его также сложнее удалить. В случае с такими деревянными и пластиковыми композитными плитами сборка очень проста. Братья также приняли участие в конкурсе «Кубок идеи».
Братья также приняли участие в конкурсе «Кубок идеи».
 Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Имеются противопоказания по использованию, необходимо получение консультации специалиста.
 Кончики пальцев протеза имеют специальный материал, который позволяет взаимодействовать с тачскрин экранами. Опция доступна в протезе без косметической оболочке.
Кончики пальцев протеза имеют специальный материал, который позволяет взаимодействовать с тачскрин экранами. Опция доступна в протезе без косметической оболочке.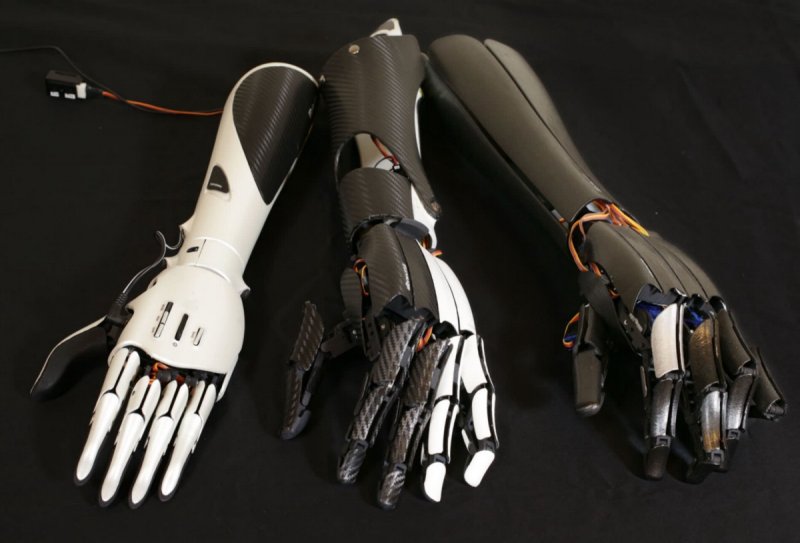 Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Имеются противопоказания по использованию, необходимо получение консультации специалиста.


 Если что-то кажется неудобным, клиницисты могут внести коррективы и повторять процесс до тех пор, пока не будет достигнута оптимальная посадка. После того, как подгонка завершена, команда 3D-печатает бионическую руку, собирает необходимые компоненты и тестирует ее, прежде чем отправить человеку с ампутированной конечностью для обучения.
Если что-то кажется неудобным, клиницисты могут внести коррективы и повторять процесс до тех пор, пока не будет достигнута оптимальная посадка. После того, как подгонка завершена, команда 3D-печатает бионическую руку, собирает необходимые компоненты и тестирует ее, прежде чем отправить человеку с ампутированной конечностью для обучения. Это началось, когда ему было всего 14 лет, после того, как он встретил молодую девушку с традиционным протезом конечности за 80 000 долларов. Сцена не подходила Лашапелю, который уже создал в своей спальне роботизированную руку, которая, по его мнению, была более функциональной. Так родилась идея Unlimited Tomorrow.
Это началось, когда ему было всего 14 лет, после того, как он встретил молодую девушку с традиционным протезом конечности за 80 000 долларов. Сцена не подходила Лашапелю, который уже создал в своей спальне роботизированную руку, которая, по его мнению, была более функциональной. Так родилась идея Unlimited Tomorrow.
 д., при условии отсутствия страхового покрытия, для типичного решения в США . Мы понимаем, что немногие люди покупают бионические руки таким образом, но мы пытаемся предоставить общую основу для сравнения. По этой же причине мы указываем ориентировочную цену в США, даже если устройство там еще не продается.
д., при условии отсутствия страхового покрытия, для типичного решения в США . Мы понимаем, что немногие люди покупают бионические руки таким образом, но мы пытаемся предоставить общую основу для сравнения. По этой же причине мы указываем ориентировочную цену в США, даже если устройство там еще не продается. 2022 г., США, Германия,
2022 г., США, Германия,  США 3
США 3 
 Ракетчикам и артиллеристам удалось поразить 56 пунктов управления, 32 огневые позиции артиллерии, 415 районов сосредоточения живой силы и военной техники ВСУ, а также две пусковые установки зенитных ракетных комплексов С-300 в районе населенного пункта Коротыч Харьковской области. Всего с начала проведения специальной военной операции уничтожены: 156 самолетов, 116 вертолетов, 765 беспилотных летательных аппаратов, 297 зенитных ракетных комплексов, 2927 танков и других боевых бронированных машин, 335 установок реактивных систем залпового огня, 1393 орудия полевой артиллерии и миномета, а также 2746 единиц специальной военной автомобильной техники. Президент России Владимир Путин 21 февраля подписал указы о признании суверенитета Донецкой и Луганской народных республик, а 24 февраля объявил о начале специальной военной операции в Донбассе. Он заверил, что в планы Москвы не входит оккупация Украины, только ее демилитаризация и денацификация. Глава государства назвал целью операции защиту жителей ДНР и ЛНР, которые на протяжении восьми лет подвергались геноциду.
Ракетчикам и артиллеристам удалось поразить 56 пунктов управления, 32 огневые позиции артиллерии, 415 районов сосредоточения живой силы и военной техники ВСУ, а также две пусковые установки зенитных ракетных комплексов С-300 в районе населенного пункта Коротыч Харьковской области. Всего с начала проведения специальной военной операции уничтожены: 156 самолетов, 116 вертолетов, 765 беспилотных летательных аппаратов, 297 зенитных ракетных комплексов, 2927 танков и других боевых бронированных машин, 335 установок реактивных систем залпового огня, 1393 орудия полевой артиллерии и миномета, а также 2746 единиц специальной военной автомобильной техники. Президент России Владимир Путин 21 февраля подписал указы о признании суверенитета Донецкой и Луганской народных республик, а 24 февраля объявил о начале специальной военной операции в Донбассе. Он заверил, что в планы Москвы не входит оккупация Украины, только ее демилитаризация и денацификация. Глава государства назвал целью операции защиту жителей ДНР и ЛНР, которые на протяжении восьми лет подвергались геноциду. Президент призвал служащих ВСУ сложить оружие: они смогут беспрепятственно покинуть зону боевых действий и вернуться к семьям. По словам Путина, вся ответственность за кровопролитие будет на совести киевского режима.
Президент призвал служащих ВСУ сложить оружие: они смогут беспрепятственно покинуть зону боевых действий и вернуться к семьям. По словам Путина, вся ответственность за кровопролитие будет на совести киевского режима. 7
7 Об этом сообщил официальный представитель Минобороны Игорь Конашенков.
Об этом сообщил официальный представитель Минобороны Игорь Конашенков. В результате ударов уничтожены до 420 националистов, выведены из строя 55 единиц военной техники.
В результате ударов уничтожены до 420 националистов, выведены из строя 55 единиц военной техники. Он заверил, что в планы Москвы не входит оккупация Украины, только ее демилитаризация и денацификация. Глава государства назвал целью операции защиту жителей ДНР и ЛНР, которые на протяжении восьми лет подвергались геноциду. Президент призвал служащих ВСУ сложить оружие: они смогут беспрепятственно покинуть зону боевых действий и вернуться к семьям. По словам Путина, вся ответственность за кровопролитие будет на совести киевского режима.
Он заверил, что в планы Москвы не входит оккупация Украины, только ее демилитаризация и денацификация. Глава государства назвал целью операции защиту жителей ДНР и ЛНР, которые на протяжении восьми лет подвергались геноциду. Президент призвал служащих ВСУ сложить оружие: они смогут беспрепятственно покинуть зону боевых действий и вернуться к семьям. По словам Путина, вся ответственность за кровопролитие будет на совести киевского режима. Всё, что мы создаем, сделает вашу жизнь проще, лучше и интереснее. На нашем официальном сайте представлен каталог производимой бытовой техники и потребительской электроники: холодильники, стиральные машины, кондиционеры, телевизоры, мобильные телефоны и смартфоны Hisense. Продолжая стратегию на продвижение бренда Hisense через спортивный маркетинг, компания стала официальным спонсором турнира UEFA EURO 2020 для сборных.
Всё, что мы создаем, сделает вашу жизнь проще, лучше и интереснее. На нашем официальном сайте представлен каталог производимой бытовой техники и потребительской электроники: холодильники, стиральные машины, кондиционеры, телевизоры, мобильные телефоны и смартфоны Hisense. Продолжая стратегию на продвижение бренда Hisense через спортивный маркетинг, компания стала официальным спонсором турнира UEFA EURO 2020 для сборных. Вы можете прочитать подробнее о cookie-файлах в Политике в отношении файлов cookie или изменить настройки браузера. Продолжая пользоваться сайтом без изменения настроек, Вы даете согласие на использование ваших cookie-файлов
Вы можете прочитать подробнее о cookie-файлах в Политике в отношении файлов cookie или изменить настройки браузера. Продолжая пользоваться сайтом без изменения настроек, Вы даете согласие на использование ваших cookie-файлов



 Селектор режима вождения позволяет вам в электронном виде откалибровать до 12 переменных производительности на экране, чтобы подготовить ваш Stingray к любой дороге. Мой режим и режим Z позволяют еще больше персонализировать производительность, позволяя сохранять настройки между дисками.
Селектор режима вождения позволяет вам в электронном виде откалибровать до 12 переменных производительности на экране, чтобы подготовить ваш Stingray к любой дороге. Мой режим и режим Z позволяют еще больше персонализировать производительность, позволяя сохранять настройки между дисками. Когда вы находитесь вдали от трассы, эта доступная функция действует как видеорегистратор с автоматической записью и оснащена режимом Valet Mode для наблюдения за использованием вашего Corvette, когда другие находятся за рулем, что позволяет вам спокойно передать свой автомобиль. разум.
Когда вы находитесь вдали от трассы, эта доступная функция действует как видеорегистратор с автоматической записью и оснащена режимом Valet Mode для наблюдения за использованием вашего Corvette, когда другие находятся за рулем, что позволяет вам спокойно передать свой автомобиль. разум. Поговорите сейчас, напишите по адресу
Поговорите сейчас, напишите по адресу 




 Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Имеются противопоказания по использованию, необходимо получение консультации специалиста.

 Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Имеются противопоказания по использованию, необходимо получение консультации специалиста. Они обеспечивают высокую производительность, эффективность и качество всех продуктов. Однако остается вопрос, сколько должна стоить роботизированная рука. Выяснение этого поможет вам правильно спланировать свой бюджет и получить промышленный роботизированный манипулятор, который работает на вас. Консультация с компанией по производству промышленных роботов, чтобы снизить цены, также является отличным вариантом.
Они обеспечивают высокую производительность, эффективность и качество всех продуктов. Однако остается вопрос, сколько должна стоить роботизированная рука. Выяснение этого поможет вам правильно спланировать свой бюджет и получить промышленный роботизированный манипулятор, который работает на вас. Консультация с компанией по производству промышленных роботов, чтобы снизить цены, также является отличным вариантом. Роботов можно найти за 1000 долларов или меньше для колледжей, университетов и других непромышленных целей, но эти манипуляторы не подходят для промышленного применения. Хотя коллаборативные роботы не обладают такой же скоростью или мощностью, как обычные промышленные роботы, они имеют достаточно низкую стоимость.
Роботов можно найти за 1000 долларов или меньше для колледжей, университетов и других непромышленных целей, но эти манипуляторы не подходят для промышленного применения. Хотя коллаборативные роботы не обладают такой же скоростью или мощностью, как обычные промышленные роботы, они имеют достаточно низкую стоимость. С разными роботизированными руками вы получите различную полезную нагрузку. Чем выше полезная нагрузка, с которой вы работаете, тем больше денег вам нужно будет вложить в выбор робота-манипулятора.
С разными роботизированными руками вы получите различную полезную нагрузку. Чем выше полезная нагрузка, с которой вы работаете, тем больше денег вам нужно будет вложить в выбор робота-манипулятора.
 Роботы могут плавно переходить от одной работы к другой без особых изменений, если они правильно запрограммированы.
Роботы могут плавно переходить от одной работы к другой без особых изменений, если они правильно запрограммированы. Цены будут сильно различаться в зависимости от функций, которые вы решите включить в свою роботизированную руку. Поговорите с производителем промышленного робота-манипулятора, чтобы получить более четкое представление о типе робота, с которым вам следует работать. Как только это будет сделано, вы можете составить бюджет и инвестировать в руку, которая будет вам служить.
Цены будут сильно различаться в зависимости от функций, которые вы решите включить в свою роботизированную руку. Поговорите с производителем промышленного робота-манипулятора, чтобы получить более четкое представление о типе робота, с которым вам следует работать. Как только это будет сделано, вы можете составить бюджет и инвестировать в руку, которая будет вам служить.
 Затем компания отправляет человеку с ампутированной конечностью 3D-сканер, способный создать полное сканирование культи.
Затем компания отправляет человеку с ампутированной конечностью 3D-сканер, способный создать полное сканирование культи.
