Ленточные делительные станки по низким ценам. В наличии, доставка по РФ от 3-х дней
Каталог продукции
Станки по металлу, дереву, камню
Деревообрабатывающие станки
Станки для лесопильных работ
Ленточные делительные станки
В корзину
В корзину
В корзину
Ленточные делительные станки предназначены для деления трехкантного и четырехкантного бруса по толщине в горизонтальной плоскости с целью получения качественного обрезного пиломатериала. Используются на деревообраба-тывающих предприятиях средней и малой мощности как станок второго ряда. Также его можно использовать как станок для переработки горбыля и для производства заготовок перед обработкой на четырехсторонних станках. Представленные модели имеют двухпильную конфигурацию, позволяющую значительно увеличить производительность.
За счет более тонкого пропила ленточный делитель обеспечивает качественную геометрию готового пиломатериала, высокую точностью распиловки и сниженное количество отходов. Простая конструкция оборудования облегчает включение станка в лесопильный поток как малой, так и большой производительности. Каждым пильным узлом можно управлять отдельно, что облегчает перенастройку ленточно-делительного станка для материалов разных размеров.
Применение ленточно-делительного станка
Ленточный делитель можно применять в целях обработки горбыля. При этом отделяются необрезные доски – пройдя обрезку и торцовку, они превращаются в материал для изготовления поддонов и упаковок, изгородей и так далее.
Применяют станки и для производства клееных и погонажных изделий. Ленточно-делительный станок обеспечивает оптимальный коээфициент выхода продукции, в некоторых случаях ленточные делители являются наиболее подходящим оборудованием.
Ленточно-делительные станки бывают горизонтального и вертикального типов, а также однопильные либо двухпильные.
Вертикальные ленточно-делительные станки
Высокая точность соблюдения размеров, минимальные потери при делении по толщине. Такой станок используется на предприятиях с малой и средней мощностью.
Механическая подача пиломатериала, вертикальная ленточная пила. Устройство подачи позволяет обеспечить базирование заготовки. Есть возможность настроить размер и скорость, с которой подается древесина.
Горизонтальные ленточно-делительные станки
Отлично подходят для того, чтобы делить брус по толщине в горизонтальной плоскости. Такой станок выдает обрезной пиломатериал высокого качества. Горизонтальные ленточно-делительные станки охотно приобретают деревообрабатывающие заводы. Универсальность этого оборудования выгодна производителям.
Используется станок для переработки горбыля, на нем так производят заготовки для дальнейшей обработки на высокоскоростном четырехстороннем станке.
Цена ленточного делительного станка
Цена станка зависит от его возможностей — количества выполняемых операций и мощности двигателя. При покупке б/у станка, цена может быть в разы ниже, чем за новый. Это также обуславливает выработку режущего инструмента и увеличение размера разреза.
Цена нового ленточного делительного станка от производительности, а в частности от следующих характеристик:
размер ленты конвейера;
мощность основного двигателя;
мощность двигателя гидравлической системы;
уровень давления в гидравлической системе;
скорость подачи древесины
количество пильных лент;
расстояние от пилы до транспортера.
Все оборудование магазина Проинструмент поставляется с официальной гарантией производителя, а также со всеми сопроводительными документами, которые требуются заказчику.
Ленточно-пильные и ленточно делительные станки б/у
В этом разделе представлены вертикальные и горизонтальные ленточнопильные и ленточно-делительные станки по дереву б/у с фото и характеристиками, после ремонта и просто в отличном рабочем состоянии по низким ценам.
Так же продаем новые станки и оборудование. Цены на оборудование и станки сообщим по Вашему запросу.
Мы покупаем и берем на реализацию ленточнопильные и ленточно делительные станки по дереву. Если Вы хотите продать оборудование или станок, то сообщите нам на email: [email protected], либо по телефону.
Ленточнопильные станки средней серии. Предназначены для прямолинейного и криволинейного распила заготовок при изготовлении столярных изделий и производстве мебели. Данные станки…
Подробнее »
Год выпуска: 2017. Состояние: в отличном рабочем состоянии. Страна происхождения: Тайвань. Местонахождение: . Цена: по запросу.
Подробнее »
Год выпуска: . Состояние: в отличном состоянии. Страна происхождения: Австрия. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2012; 2006. Состояние: в рабочем состоянии. Страна происхождения: Тайвань. Местонахождение: Тверь; Пензенская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2008. Состояние: в отличном состоянии. Местонахождение: г. Тверь. Цена: по запросу.
Подробнее »
Состояние: хорошее, рабочее. Местонахождение: г. Тверь. Цена: по запросу.
Подробнее »
Год выпуска: 2002. Состояние: в хорошем рабочем состоянии. Страна происхождения: Латвия. Местонахождение: Московская обл. Цена: по запросу.
Подробнее »
Год выпуска: . Состояние: хорошее рабочее. Страна происхождения: . Местонахождение: Ленинградская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2013. Состояние: отличное, рабочее, в комплекте тележка и запасной двигатель. Страна происхождения: Китай. Местонахождение: Приморский край. Цена: по…
Год выпуска: 2011. Состояние: в отличном рабочем состоянии. Страна происхождения: Словения. Местонахождение: Пензенская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2005. Состояние: в хорошем рабочем состоянии. Страна происхождения: Польша. Местонахождение: Оренбургская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2005. Состояние: очень хорошее, рабочее. Страна происхождения: Германия. Местонахождение: Московская обл. Цена: по запросу.
Подробнее »
Количество: 1 шт. Состояние: очень хорошее, рабочее. Страна происхождения: Тайвань. Местонахождение: Самарская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2000. Состояние: в хорошем рабочем состоянии. Страна происхождения: Италия. Местонахождение: Ростовская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2000. Состояние: в хорошем рабочем состоянии. Страна происхождения: Россия. Местонахождение: Ярославская обл. Цена: по запросу.
Подробнее »
Состояние: очень хорошее, рабочее. Страна происхождения: Россия. Местонахождение: Ленинградская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2005, в эксплуатации 2 года. Состояние: отличное, рабочее. Страна происхождения: Германия. Местонахождение: Омская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2006. Состояние: в хорошем рабочем состоянии. Страна происхождения: Россия. Местонахождения: Архангельская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2008. Состояние: очень хорошее, рабочее. Страна происхождения: Латвия. Местонахождение: Новгородская обл. Цена: по запросу.
Подробнее »
Состояние: в хорошем рабочем состоянии, в комплекте станок для правки лент и станок для заточки лент. Страна происхождения: Россия. Местонахождение:…
Подробнее »
Год выпуска: 2007. Состояние: в хорошем рабочем состоянии. Страна происхождения: Тайвань. Местонахождение: Саратовская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2000. Состояние: отличное. Страна происхождения: Италия. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Год выпуска: 1999. Состояние: в отличном рабочем состоянии. Страна происхождения: Италия. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Состояние: в хорошем рабочем состоянии. Страна происхождения: Австрия. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Год выпуска: 1984. Состояние: в хорошем рабочем состоянии, мало эксплуатировалось. Страна происхождения: Германия. Местонахождение: Московская обл. Цена: по запросу.
Подробнее »
Состояние: очень хорошее, рабочее. Местонахождение: Тверская обл. Страна происхождения: Германия. Цена: по запросу.
Подробнее »
Состояние: очень хорошее, рабочее. Страна происхождения: Германия. Местонахождение: Тверская область. Цена: по запросу.
Подробнее »
Состояние: отличное, новый. Страна происхождения: Тайвань. Цена: по запросу.
Подробнее »
Год выпуска: 2008. Состояние: отличное, рабочее. Местонахождение: Московская обл. Цена: по запросу.
Подробнее »
Показать еще
Divider Tape — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 163 релевантных результата,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Тонкая декоративная лента для разделительной линии — A Lot Mall
2,70 $
| /
Точка — $2,70
Цветок — $2,70
Сердце — $2,70
Лист 1 — $2,70
Лист 2 — $2,70
Лапа — $2,70
Фиолетовый — 2,70 доллара.
Ножницы — $2,70
Спиральное кольцо — $2,70
Виноградная лоза — 2,70 доллара.
точка
Цветок
Сердце
Лист 1
Лист 2
Лапа
Фиолетовый
Ножницы
Спиральное кольцо
Вайн
1
2
3
4
5
6
7
8
910+
Количество
Значок шеврона вниз
Количество
🎁Получи скидку 10% на первый заказ
60-дневная гарантия возврата
Вы можете вернуть деньги за все товары в течение 60 дней после их получения👌
Доставка по всему миру с отслеживанием
Вы можете получить расчет стоимости доставки на втором этапе оформления заказа.
Доставка не покрывается? Нажмите на значок чата, чтобы сообщить нам об этом. Мы организуем доставку для вас🙂.
Список составлялся не по какому-то критерию, а просто то что удалось вспомнить, что удалось найти.
Завод находится в Липецке. Производит большой перечень металлообрабатывающих станков с ЧПУ. Локализация производства почти полная, станины льют в России, привода Русэлпром, система ЧПУ тоже российского производства.
Непосредственный сосед ЛСП, но отдельное юрлицо. Новое предприятие, открытое пару лет назад, производство построено с нуля. Специализируются в основном на производстве плоскошлифовальных станков.
СТП-ЛСП
Непосредственный сосед ЛСП, но отдельное юрлицо. Новое предприятие, открытое пару лет назад, производство построено с нуля. Специализируются в основном на производстве плоскошлифовальных станков.
F.O.R.T
Крупный холдинг, включающий в себя несколько предприятий. Одно из них — завод «Саста», на котором организован полный цикл производства металлорежущих станков: от проектирования и литья до финальной сборки. Завод имеет все 6 технологических переделов, которые необходимы для работы в соответствии с Постановлением Правительства РФ № 719.
Производственные площади завода – более 75 000 кв. м.
Еще один завод группы — ФГУП «ПРИБОРОСТРОИТЕЛЬНЫЙ ЗАВОД» входит в структуру Росатома, но с 2013 года производит станочное оборудование. Здесь также организован полный цикл, включая литьё и мехобработку.
Тверской станкостроительный завод
Российский производитель станков с ЧПУ и обрабатывающих центров. Полная локализация, широкий перечень моделей.
Машиностроительное Предприятие «ПромСтройМаш»
Заводы предприятия находятся в Оренбургской области. «ПромСтройМаш» производит кузнечно-прессовые и металлорежущие станки, трубогибочные станки… Перечень составляет более 100 различных моделей.. Это современный, хорошо оснащенный машиностроительный завод, обеспечивающий полный цикл производства оборудования.
Ульяновский станкостроительный завод
Ульяновский станкостроительный завод является самым современным производственным предприятием в глобальной сети DMG MORI. Благодаря глубокой локализации имеет статус российского производителя.
Группа СТАН
Ну и на закуску, крупнейшие в стране станкостроительное производственное объединение, включает в себя 7 заводов:
ООО НПО «Станкостроение» (Республика Башкортостан, Стерлитамак)
АО «Станкотех» (Московская область, Коломна)
ООО «Рязанский Станкозавод» (Рязань)
ООО «Ивановский станкостроительный завод» (Иваново)
ООО «Шлифовальные Станки» (Москва)
ООО «Савёловский станкостроительный завод» (Тверская область, Кимры)
ООО «Донпрессмаш» (Ростовская область, Азов)
Занимает боле более 50% на отечественном рынке производства металлообрабатывающих станков. Широчайший перечень производимой продукции, от тяжелых станков, до многофункциональных обрабатывающих центров. Максимальная локализация производства в России.
Это далеко не полный список станкостроительных предприятий. В России есть производители станков плазменной и лазерной резки, станков для производства строительных материалов, балансировочных станков и другого оборудования.
Станкостроительные заводы 2021
Поиск:
по оборудованию по компаниям
Станкостроительная отрасль промышленности играет достаточно важную роль в бесперебойном и эффективном функционировании многочисленных предприятий. Станкостроительные заводы изготавливают металлорежущее оборудование, станки для обрабатывания древесных заготовок и прочих материалов. В ассортимент выпускаемой продукции также включено кузнечно-прессовое оборудование, станки и агрегаты для термического обрабатывания изделий и пр.
Ключевым изготавливаемым оборудованием являются станки различного назначения: фрезерные и заточные, шлифовальные и токарные, долбежные и сверлильные устройства. Производственные процессы заключаются в проведении нескольких этапов, которые являются заготовкой, обработкой и сборкой – важнейшие фазы производства.
Следует отметить, что станкостроительные предприятия очень чувствительны к экономическим потрясениям и кризисам, поскольку спад промышленного производства приводит к снижению спроса на их продукцию. Все это объясняет невозможность конкурирования на должном уровне с мировыми компаниями этой отрасли промышленности.
Геолого-разведочное и буровое оборудование
Страна:Россия
Регион:Воронежская область
Город:Воронеж
Адрес:394026, Россия, г. Воронеж, проспект Труда, 48
Телефон:+7 (473) 221-00-42
Сайт:www.stankozavod.su
Воронежский станкостроительный завод ведет свою историю от Станкостроительного завода им. 50-летия Ленинского комсомола. В нашем архиве имеется документация на всю выпускаемую продукцию предприятия. В…
Подробнее
Деревообрабатывающие станки
Страна:Россия
Регион:Тверская область
Город:Кимры
Адрес:171505, Тверская обл. , г. Кимры, ул. 50 лет ВЛКСМ, 14Г
Телефон:+7 (800) 555-21-97
Сайт:szdo.net
Основание2000
ООО «СЗДО» существует на рынке промышленного оборудования для деревообрабатывающих производств с 2000 года. За это время мы успели пройти большой путь от …
Подробнее
Железнодорожное оборудование и техника
Страна:Россия
Город:Санкт-Петербург
Адрес:194044, г. Санкт-Петербург, пр-кт Большой Сампсониевский, д. 30, к. 1, лит А
Телефон:+7 (812) 409-38-78
Сайт:tbc-spb.ru
Компания Станкозавод «ТБС» — крупнейший поставщик и разработчик комплексных решений в области строительства средних и тяжелых станков на территории России и СНГ.
Динамичное развитие предп…
Подробнее
Кузнечно-прессовое оборудование
Страна:Россия
Регион:Тверская область
Город:Кимры
Адрес:Кимры, ул. Орджоникидзе, д. 70
Телефон:8 (495) 767-01-77
Сайт:www.rus-stanki.ru
Оборудование металлообрабатывающее, станки и комплектующие; любой ремонт станков – на нашем сайте
Компания ООО“СТАНКОРЕМОНТНЫЙ ЗАВОД» была основана в 1999 году и практически все эти…
Подробнее
Металлообрабатывающее оборудование
Страна:Россия
Регион:Калужская область
Город:Киров
Адрес:Россия, 610050, Кировская обл., г. Киров, ул. Менделеева, д.6, Административное здание, 2 этаж, офис 8
Телефон:8 (8332) 43-43-42
Сайт:www.electrosystema.com
Основание1989
Завод «Электросистема» — это известный с 1989 года в СССР и России производитель и поставщик электрохимических копировально-прошивочных станков и штамповой оснастки. В настоящее время пред…
Подробнее
Поставщики вентиляторов, вентиляционные системы и оборудование
Страна:Россия
Регион:Московская область
Город:Щербинка
Адрес:108851, Россия, г. Москва, г. Щербинка, ул. Железнодорожная д.24, этаж 2, комн.2
Телефон:+7 (495) 5000785
Сайт:svr-online.ru
«СПЕЦВЕНТРЕШЕНИЕ» — российский станкостроительный завод с начала деятельности был и остается инноватором, известным далеко за пределами России, как производитель вентиляционных станков и линий ЧП…
Подробнее
Поставщики станков
Страна:Россия
Регион:Кировская область
Город:Киров
Адрес:610000, Россия, Кировская область, г. Киров, ул. Московская, 52
Кировский станкостроительный завод — старейшее машиностроительное предприятие в России по выпуску заточного и деревообрабатывающего оборудования — представляет группу оборудования для зато…
Подробнее
Поставщики станков
Страна:Россия
Регион:Саратовская область
Город:Саратов
Адрес:410036, г. Саратов, ул. Огородная, 162, литер ББ, этаж 1
Телефон:(845-2) 96-14-58
Сайт:www.stankoshlif.ru
Основание1940
Основное направление деятельности предприятия — производство внутришлифовального оборудования высокой и особо высокой точности: универсального (применяемого в условиях единичного и мелкосерийного прои…
Подробнее
Поставщики станков
Страна:Россия
Регион:Тюменская область
Город:Тюмень
Адрес:625014, Россия, Тюменская область, г. Тюмень, ул. Гилевская роща, 4, 14
Телефон:8 (800) 500-61-02
Сайт:www.stankozavod.ru
Основание1899
Общество с ограниченной ответственностью «Тюменский станкостроительный завод» — одно из старейших машиностроительных предприятий не только Тюмени и Западно-Сибирского региона, но и России…
Подробнее
Металлы, металлопрокат, металлоизделия
Страна:Россия
Регион:Вологодская область
Город:Вологда
Адрес:160010, Россия, Вологодская область, г. Вологда, ул. Залинейная, 22
Телефон:(8172) 21-83-92
Сайт:www.vsz.ru
Основание1934
Вологодский станкостроительный завод — современное машиностроительное предприятие Северо-Запада России. База нынешнего предприятия была основана в 1934 г. как мастерская по ремонту тракторов, с…
Подробнее
Поделитесь страницей «Станкостроительные заводы России» в Социальных сетях
Машины российского производства
Все металлообрабатывающее оборудование, выпускаемое в рамках проекта «Станкостроение», выпускается под российской торговой маркой «Ф.О.Р.Т.». — Сила, Возможности, Российские технологии (Power, Opportunities, Russian Technologies).
Впечатляющая производственная база, богатые традиции, доступ к технологиям и сервисные возможности позволяют участникам проекта успешно реализовать план по организации собственного производства станков в России. Ежегодно планируется наращивать объемы производства и в течение нескольких лет перейти от узловой сборки к производству оборудования, максимально состоящего из отечественных комплектующих, обеспечивающего инновационное производство основной линейки станков.
ОСНОВНАЯ И ОСНОВНАЯ ЦЕЛЬ ПРОЕКТА «МАШИНОСТРОЕНИЕ» – ПОЛНЫЙ ЦИКЛ ПРОИЗВОДСТВА ОБОРУДОВАНИЯ ДЛЯ МЕТАЛЛООБРАБОТКИ НА ТЕРРИТОРИИ РОССИИ С ИСПОЛЬЗОВАНИЕМ РОССИЙСКИХ РАЗРАБОТОК.
Старт проекта «Организация сборки и производства металлообрабатывающих станков в Российской Федерации» (проект «Станкостроение») датируется 2013 годом.
Все станки изготавливаются с использованием комплектов, поставляемых ведущими станкостроительными компаниями Южной Кореи, Тайваня и Австралии с постепенной локализацией производства отдельных узлов в России.
На сегодняшний день в рамках проекта «Станкостроение» в России отливка и обработка стендов, изготовление основных деталей для ряда станков, изготовление механических деталей и ограждений шкафов для модельного ряда станков «Ф.О.Р.Т. »
модельный ряд металлообрабатывающих станков «F.O.R.T.»:
Токарные станки
Вертикальные токарные станки
Фрезерные обрабатывающие центры
5-осевые обрабатывающие центры
Горизонтально-расточные станки
Станки гидроабразивной и плазменной резки
Электроэрозионные станки
Шлифовальные станки
сфера применения металлообрабатывающих станков «Ф. О.Р.Т.»:
Машиностроение
Энергия
Промышленный Комплекс
Судостроение
Транспорт
Металлообработка
Строительство
проект реализуется партнерами
ОАО «Балтийская промышленная компания», г. Санкт-Петербург
www.bpk-spb.ru
АО «Балтийская Промышленная Компания» выступает в качестве инжинирингового центра, обеспечивающего полную техническую реализацию проекта.
ФГУП «Производственное объединение «Маяк», г. Озерск Челябинской области.
www.po-mayak.ru
ФГУП «ПО Маяк» является производителем основных узлов машин, а также занимается сборкой и сборкой крупногабаритного и тяжеловесного оборудования.
ФГУП «Приборостроительный завод», г. Трехгорный, Челябинской области.
www.imf.ru
ФГУП «Приборостроительный завод» выступает производителем оборудования: производство станков под российской торговой маркой «Ф. О.Р.Т.»
Санкт-Петербургский политехнический университет Петра Великого
www.spbstu.ru
Санкт-Петербургский политехнический университет Петра Великого является научной базой проекта.
планы и перспективы развития
Основной целью проекта «Станкостроение» является производство современного металлообрабатывающего оборудования на территории Российской Федерации с использованием инновационных российских разработок за счет активного увеличения доли локализации производства.
К 2020 году стороны планируют добиться максимальной локализации на основных популярных позициях. Таким образом, все основные детали и узлы станков будут производиться в России.
На сегодняшний день в рамках проекта «Станкостроение» на территории России произведено:
Фрезерная отливка для токарно-фрезерных обрабатывающих центров
Обработка токарных станков для токарных и фрезерных обрабатывающих центров
Револьверные головки и инструментальные магазины для токарно-фрезерных обрабатывающих центров
Вся механическая часть для установок гидроабразивной и плазменной резки
Производство защитных кожухов, ограждений, защитных кожухов и конвейеров для стружки
Все системы отсортированы по машине
Разработана конструкторская документация, изготовлен опытный образец станины горизонтально-расточного станка.
ОПК Татарстана получат 28 обрабатывающих центров — Реальное время
09:00, 11.09.2020
Российский станкостроитель СТАН открыл окно в Татарстан, подписав новые контракты на 2020 год
С введением санкций, ограничивших доступ ОПК к западному высокотехнологичному оборудованию, российская оборонка сосредоточилась на российских станках. Как стало известно «Реальному времени», казанские предприятия, входящие в Объединенную авиастроительную корпорацию (ОАК) и «Вертолеты России», получат очередную партию из 28 обрабатывающих центров сборки ООО «СТАН» на миллиард рублей. Однако основным поставщиком до прихода в Татарстан была немецкая DMG Mori, локализовавшая сборку станков в ОЭЗ «Заволжье» в Ульяновске. Примечательно, что в этом конкурсе татарстанские предприятия почувствовали большую привязанность к глобальному игроку станкостроения: его портфель заказов по-прежнему больше, чем у СТАН, отмечают инсайдеры.
СТАН подписал контракт на 6 млрд рублей
Российскому станкостроительному заводу СТАН удалось выйти на закрытый рынок станков Татарстана, который по-прежнему рассчитан на мировых производителей обрабатывающих центров различного промышленного назначения.
В этом году ООО «СТАН» заключило госконтракты на поставку высокотехнологичного оборудования для модернизации производственных мощностей татарстанских предприятий на миллиард рублей, сообщили «Реальному времени» в пресс-службе «РТ-Капитала», которому принадлежит 33,4% акций СТАН ПЛК. 28 обрабатывающих центров, закупленных в рамках программ технического перевооружения производства, будут запущены на предприятиях области в соответствии с договорными обязательствами до конца года, подчеркнули в компании и добавили, что Татарстан входит в пятерку регионов по модернизации производства. По данным компании, за последние три года Татарстан уже закупил у СТАН оборудования на 5 млрд рублей. Так общий портфель заказов достиг значительной суммы в 6 млрд рублей.
Однако в компании не уточнили, на каких предприятиях будет произведена модернизация производства в 2020 году. Секретность этой ключевой информации объясняется тем, что механообработку получат предприятия оборонно-промышленного комплекса, находящиеся под евросанкциями. центры. Поэтому «РТ-Капитал» старается не распространять какую-либо связь с договорными обязательствами вообще. Компания лишь предоставила косвенные характеристики приобретаемых станков.
Казанский авиационный завод имени Горбунова – филиал ПАО «Туполев» стал основным заказчиком современных обрабатывающих центров. Фото: Максим Платонов
«Новое оборудование будет использоваться в механообрабатывающих, инструментальных цехах предприятий, раскроечных и гибочных цехах, что позволит повысить эффективность производства и освоить новую товарную продукцию», — рассказали специалисты «РТ-Капитал».
Как стало известно «Реальному времени», основным заказчиком современных обрабатывающих центров стал Казанский авиационный завод имени Горбунова — филиал ПАО «Туполев», который продолжает реализацию программы модернизации предприятия в связи со строительством стратегического бомбардировщика Ту-160М.
«Группа компаний «СТАН» — один из основных партнеров Горбуновского авиационного завода — филиала ПАО «Туполев», входящего в состав ОАК под управлением ГК Ростех). В рамках ФЦП предприятие должно поставить значительный объем техники и ввести ее в эксплуатацию до конца 2020 года. Это позволит Туполеву более эффективно использовать компетенции для создания новых образцов современной авиационной техники», — подтвердили нашей газете в Об этом сообщает пресс-служба ПАО «Туполев».
В этом году ООО «СТАН» удалось заключить госконтракты для оборонного комплекса страны на 1,2 млрд рублей. Фото: ritm-magazine.ru
С Ульяновском, Самарой и Воронежем
Следует отметить, что в этом году ООО «СТАН» успело заключить госконтракты для оборонного комплекса страны на 1,2 млрд руб. По данным «СПАРК-Интерфакс», это четыре госконтракта с ульяновским «Авиастар-СП» на 0,5 млрд рублей (в том числе на поставку 5-координатного высокоскоростного обрабатывающего центра со станками с ЧПУ в рамках проекта «Техническое перевооружение и реконструкция обрабатывающих производств для тяжелой военной техники»). Ил-76МД-90А). Еще три госконтракта исходят от КБ Кузнецова на поставку, монтаж, пуско-наладку и пуск профильно-шлифовальных станков для изготовления корпусов турбин ПАО «Кузнецов» в Самаре. Очередной госконтракт на поставку 3-х координатных станков с ЧПУ в рамках проекта «Реконструкция и техническое перевооружение производства для Ил-9».6-400М на Воронежском авиационном производственном объединении.
«Предприятия Республики Татарстан в последние несколько лет последовательно реализуют программу технического перевооружения заводов, инвестируя в приобретение нового высокотехнологичного оборудования, — отметил генеральный директор ООО «РТ-Капитал» Кирилл Федоров. «За последние три года они обновили парк станков в ООО «СТАН» более чем на 5 млрд рублей. Модернизация производственных мощностей крупных казанских предприятий обеспечит устойчивое развитие экономики, повысит технический прогресс и уровень инновационности региона. По его словам, наибольшим спросом в регионе пользуются портальные обрабатывающие центры различных типов, высокопроизводительные прецизионные шлифовальные станки и тяжелые прессы».
«Запуск нового современного оборудования производства СТАН позволит внедрить новые технологии, увеличить производительность, снизить себестоимость и, самое главное, повысить качество обработки изделий», — подчеркнул генеральный директор ООО «СТАН» Денис Полевщиков.
DMG Mori как глобальный оппонент СТАН
Однако основным поставщиком до прихода российского СТАН в Татарстан была немецкая DMG Mori, локализовавшая сборку станков в ОЭЗ «Заволжье» в Ульяновске. Его многофункциональные станки с ЧПУ установлены на заводах «Радиоприбор» и «Электроприбор» в Казани, на Казанском вертолетном заводе. В этой конкуренции со СТАН татарстанские предприятия почувствовали большую привязанность к мировому станкостроительному заводу: его портфель все же больше, чем у ООО «СТАН», говорили ранее представители ОПК.
Добавим, что в прошлом году из капитала компании вышел один из основателей СТАН Сергей Недорослев. С его именем были связаны проекты по объединению разрозненных станкостроителей России. Участвовал в объединении семи производственных площадок: Станкостроение (Башкортостан), ОАО «Станкотех» (Московская область), Рязанский Станкозавод, Донпрессмаш (Ростовская область, Азов) и других.
«В настоящее время ООО «РТ-Капитал» совместно с ООО «СТАН» реализует комплексную программу развития компании, направленную на трансформацию системы продаж и организационной структуры в соответствии с передовым международным опытом, а также улучшение финансовых показателей», — отметили в «РТ-Капитал».
До прихода российского СТАН в Татарстан основным поставщиком должна была стать компания DMG Mori из Германии, локализовавшая сборку станков в ОЭЗ «Заволжье» в Ульяновске. Фото: russiaindustrialpark.ru
Санкции ограничивают доступ к западным технологиям
Машиностроительный комплекс нуждается в новом оборудовании, неоднократно заявлял президент Татарстана Рустам Минниханов на встречах с руководством ОАК и производителями иностранного оборудования.
«Модернизируется машиностроительный комплекс, открываются новые предприятия, и они должны быть современными. Мы много говорим о цифровой индустрии, но для этого нужна активная работа», — призвал промышленников модернизировать производство Минниханов. «Республика нуждается в современных станках и заинтересована в привлечении наших зарубежных партнеров и высокотехнологичных компаний для локализации их заводов в нашей республике».
Президент российской ассоциации «Станкоинструмент» Георгий Самодуров рассказал «Реальному времени», что с января 2017 года ОПК запрещено ввозить иностранное оборудование при наличии российского аналога. Обойти эти ограничения сложно: комиссия Военно-промышленной комиссии имеет группа, которая тщательно изучает предстоящие покупки и дает или не дает зеленый свет предприятию. №
«Ограничительные меры не запрещают ввоз в Россию иностранного оборудования. Импорт всегда был разрешен. Дело в том, что предзаказ на зарубежную технику надо проверять, есть ли у нее аналог. Для этого мы собираем клиентов, производителей за круглым столом, вместе находим чертежи и рассматриваем технические характеристики. Если есть российский аналог, настаиваем на его закупке в стране, если нет, то разрешаем ввоз. Комиссия очень избирательно подходит к каждой покупке», — сказал он. Почти 90% станков были импортированы несколько лет назад. «Если раньше на российские аналоги приходилось 6–7% поступающих заказов, то сегодня — 32–35%. Сумма ввозимых станков была на 1,3 миллиарда долларов, или 10-11 тысяч единиц техники, а сейчас она упала до 900 миллионов долларов, или 8-9 тысяч единиц», — пояснил Самодуров.
Ассоциация предприятий и промышленников Татарстана: меняется технологический уклад
По данным агентства «БизнесСтар», продажи металлообрабатывающих станков в России будут расти в среднем на 2,1-3,8% в год до 2022 года. Нестабильность курса рубля и сохранение ограничений на ввоз высокотехнологичных станков из России являются негативными факторами, препятствующими значительному росту продаж. В Ассоциации предприятий и промышленников Татарстана отметили, что новые станки закупают только те предприятия, которые являются стопроцентной собственностью государства и построены в вертикалях госхолдингов ОАК, «Вертолеты России», КРЭТ.
Как выбрать мощность излучателя лазерного станка по металлу
19дек 2021
Расскажем о том, на какие параметры и настройки нужно опираться, выбирая мощность излучателя для лазерного станка с ЧПУ. Сначала определим приоритетные материалы для резки, их свойства и скорость их обработки. Сравним их друг с другом, определим длину лазерной волны, используемый при резке газ и другие факторы для выбора.
Мощность в зависимости от вида металла
Мощность определяет производительность оборудования, его возможности. На современном рынке лазерных станков с ЧПУ выделяются представители компаний Elixmate, Rabbit. В их модельном ряде можно найти оборудование с небольшими параметрами – от 500 Вт до высокопроизводительного с 4 000 – 6 000 Вт.
От некоторых факторов зависит качество резки и производительность. У материалов заготовки разная теплопроводность – способность переносить тепло от горячих частей металла до холодных. Чем выше это значение, тем быстрее рассеивается тепло и больше тратится энергии. Это характерно для алюминия.
У углеродистой стали небольшая теплопроводность, она не отражает лазерный луч, поэтому легче обрабатывается. Она выделяет много тепла, что экономит энергию и увеличивает скорость обработки.
Чтобы работать с углеродистой сталью толщиной 1 мм вполне хватит станка с показателем излучателя 500 – 1 000 Вт, который будет резать до 18 м. в минуту. Для наиболее допустимых толстых листов оборудование с мощностью менее, чем 2 000 Вт. не подойдёт. То же правило применимо для остальных видов заготовок. Скорость будет выше при большем значении и меньшей толщине. Также на производительность влияет размер заготовки. При небольших значениях устройство просто не успеет выйти на максимальную скорость, и производительность, например, излучателя с мощностью 2 000 Вт не сильно будет отличаться от 3 000 Вт 4 000 Вт на толщине 16 мм.
Ниже приведём параметры скорости резки металлических листов в зависимости от их видов, толщины и особенностей лазера.
Углеродистая сталь
Скорость м/мин
Толщина, мм
0,5 кВт
1 кВт
1. 5 кВт
2 кВт
3 кВт
4 кВт
6 кВт
1
12
18
20
25
30
35
45
1,5
4
6
7
7,2
9
10
12
2
3,2
4
5
5,2
7
7,2
10
3
2
3
3,2
4,2
4,5
4,8
7
4
1,5
2,2
2,5
3
3,6
4
6
5
1
1,8
2,2
2,8
3,2
3,4
5,5
6
0,8
1,3
1,65
1,8
2,6
2,8
5
8
—
0,9
1,3
1,4
1,75
2,3
2,5
10
—
0,7
1
1,1
1,2
2
2,2
14
—
—
0,65
0,8
0,85
1,2
1,6
16
—
—
0,4
0,7
0,75
0,85
1,2
18
—
—
0,5
0,6
0,7
1
20
—
—
0,4
0,5
0,65
0,8
Нержавеющая сталь
Скорость м/мин
Толщина, мм
0,5 кВт
1 кВт
1. 5 кВт
2 кВт
3 кВт
4 кВт
6 кВт
1
12
13
21
28
35
40
60
1,5
3,5
9
12
23
27
29,5
40
2
2,7
6
7
11
13
18
25
3
0,7
3
4,5
5,5
7
10
12
4
—
2
3
4,5
5
7
10
5
—
1
1,5
2
4
4,5
7
6
—
—
0,9
1,5
3
3,5
4,5
8
—
—
—
0,6
1,2
1,8
3,8
10
—
—
—
0,2
0,8
1,2
2
12
—
—
—
—
—
0,8
1,2
14
—
—
—
—
—
—
1
16
—
—
—
—
—
—
0,6
Алюминий
Скорость м/мин
Толщина, мм
0,5 кВт
1 кВт
1. 5 кВт
2 кВт
3 кВт
4 кВт
6 кВт
1
—
10
12
20
28
30
40
1,5
—
7
9
12
20
22
30
2
—
5
7
10
15
20
25
3
—
2
2,5
5
9
13
15
4
—
—
0,8
2
5
7
10
6
—
—
—
0,9
2
3
4
8
—
—
—
0,6
0,8
1,3
2
10
—
—
—
—
—
0,8
1,2
12
—
—
—
—
—
—
0,7
14
—
—
—
—
—
—
0,5
Латунь
Скорость м/мин
Толщина, мм
0,5 кВт
1 кВт
1. 5 кВт
2 кВт
3 кВт
4 кВт
6 кВт
1
—
7
10
15
22
26
35
2
—
2
4
8
12
15
20
3
—
0,5
1,8
3
5
8
12
4
—
—
1
1,3
3
5
9
5
—
—
—
0,8
2
5
6,5
6
—
—
—
0,4
1,3
2,5
3,8
8
—
—
—
—
0,6
1
1,8
10
—
—
—
—
—
0,6
1
12
—
—
—
—
—
0,6
0,7
Длина волны
Поглощение металлического листа лазером зависит от длины и спектра волны. Каждый материал имеет свои особенности, под которые нужно подбирать параметры излучателя. Волоконный лазер создаёт луч с волной 1 миллимикрон. Для большей длины используется сумматор, который объединяет несколько модулей.
Какой газ выбрать?
От свойств режущих газов, которые вместе с лазером участвуют в процессе резки, зависит многое. Они удаляют расплавленный металл за пределы листа. Некоторые параметры резки зависят от свойств разных газов, которые можно использовать в процессе:
Воздух. Отличается доступностью и невысокой ценой. Но он должен пройти предварительную очистку и сжатие. Чтобы создать запас воздуха с высоким давлением, нужно дорогое оборудование, за которым нужно ухаживать. По качеству резки преимущества у него отсутствуют перед остальными газами. Чтобы сэкономить на его использовании и получить наибольшую выгоду, рекомендуем с его помощью резать заготовку плотностью до 1,5 мм. С задачей справится компрессов с производительностью 10 атм. К ним подбираются фильтр, предотвращающие загрязнение воздуха. Лучше всего он режет алюминий, нержавейку. Во время процесса окисляется кромка листа.
Кислород используется чаще остальных газов. Экономически выгодно покупать в блоках по 12 баллонов объёмом 40 или 70 литров. Благодаря давлению в 15 атм. Кислород может резать все виды чёрных металлов.
Азот справится с любой толщиной металлического листа. Газ дорогой за счёт высокой очистки. Не окисляет кромку, а охлаждает её, предотвращая деформацию. Экономически выгодно им резать цветной металл. Давление газа – 16 атм.
Кратко о других параметрах выбора
На сайте all-ready.ru представлено лазерное оборудование, оснащённое специальной защитой. Она необходима при работе с отдельными видами металлов (алюминием, латунью), имеющими значительный коэффициент отражения. Оператор должен чувствовать себя в безопасности. Для этого некоторые производители добавляют в излучатели датчики, ловящие переотражение, информирующие оператора о возможной опасности. Защита в активном исполнении самостоятельно устраняет опасные отражения.
Выбирая мощность излучателя, нужно опираться на толщину металлических листов. Если чаще всего планируется обрабатывать углеродистую сталь и изредка более толстую заготовку, но экономически невыгодно покупать лазерный станок с максимальной мощностью. Большая мощность будет редко использоваться. Получится переплата денег за дорогостоящий и простаивающий аппарат.
Перед выбором рекомендуем определить процентное соотношение необходимой толщины в общем объёме работ. Если только 15% времени на предприятии уходит на обработку материала с толщиной 10 мм, а остальные 85% на более тонкую металлическую заготовку, то излучатель с параметром выше 1 000 Вт не понадобится. Такая ваттность иногда может справиться и с чуть большей плотностью.
Лазерное оборудование применяют для резки стали, нержавейки, алюминия и латуни. Если вы выбрали сталь, то лист не должен быть толще 20 мм. С резкой нержавейки 16 мм могут справиться только самые мощные станки. Из-за большого сопротивления латуни таким способом можно резать только 12 мм листы, а у алюминия этот показатель ещё ниже и достигает 10 мм.
Рекомендуемые товары
Заказать бесплатную консультациюМы готовы бесплатно проконсультировать и подобрать подходящий станок, который будет отвечать вашим бизнес задачам. Это поможет сэкономить на покупке и на обслуживании станка.
Ваш телефон
Почему мощность диодного лазера не показатель эффективности? Расширенная теория селективного фототермолиза
На что вы смотрите в первую очередь при выборе аппарата? Как правило, это выходная мощность диодного лазера, верно? Но давайте мы объясним вам, почему это не критерий для выбора оборудования.
Выходная мощность не является показателем эффективности диодного лазера. Китайские производители диодных лазеров, чтобы заявить свое преимущество, ввели бессмысленную гонку, постоянно увеличивая мощность излучателей не только на словах, но иногда даже на деле. Эту идею подхватили маркетологи, чтобы хоть как-то привлечь клиентов на невзрачный товар. Обычно эти параметры рисуются такими, какими их хочет видеть продавец или покупатель и в 90% случаев не соответствуют действительности.
То есть, если вы видите перед собой лазер мощностью 1000 W и 400 W, то вы не сможете определить какой из этих лазеров лучше справится со своей задачей.
Так на что же нужно обращать внимание?
Основные параметры для результативного удаления волос:
плотность энергии
длительность импульса.
Плотность энергии
Плотностью энергии показывает какое количество энергии поступает на единицу площади (Дж/см2). Это основной параметр, на который нужно смотреть при выборе аппарата для эпиляции. Плотность энергии должна распределяться равномерно по всей поверхности рабочего окна и соответствовать выдаваемой. Если в программе установлено значение 20 Дж/см2, то на выходе должно быть тоже самое значение.
Высокий показатель плотности коррелирует с более выраженным эффектом удаления волос. Но при этом и вероятность появления нежелательных побочных эффектов тоже выше.
Рекомендуемая плотность энергии воздействия указываются на лазерных устройствах, но она скорее предназначена для неопытных операторов. Более правильный метод определения оптимальной плотности потока для конкретного пациента – это оценить достижение требуемого клинического результата по перифолликулярной эритеме и отеку.
Таким образом, наилучший эффект воздействия покажет самая высокая плотность потока энергии, которая будет переносима для пациента. Клинический результат должен быть без неприятных эффектов.
Оптимальной рабочей плотностью энергии будет показатель 20-40 Дж/см2.
Длительность импульса
Этот параметр определяется как время облучения лазером в миллисекундах.
Теория селективного фототермолиза позволяет специалисту выбирать оптимальную длительность импульса, исходя из времени тепловой релаксации.
Например, терминальный волос, имеющий диаметр около 300 мкм, имеет расчетное время тепловой релаксации примерно 100 мс.
Однако, в отличие от многих других областей применения лазеров, волосяной фолликул характеризуется пространственным разделением хромофора (меланина) в волосяном стержне и биологической «мишени» — стволовых клеток в области уширения фолликула и в волосяной луковице. Расширенная теория селективного фототермолиза учитывает это пространственное разделение и вводит время теплового повреждения, которое считается более длительным, чем время тепловой релаксации.
Более короткие импульсы также могут служить удалению волос, но не так эффективны для долгосрочного результата. Более длинные импульсы более избирательны по отношению к меланину внутри волосяного фолликула и могут минимизировать повреждения кожи. Потому как продолжительность импульса дольше, чем время тепловой релаксации меланосом и меланоцитов в эпидермисе.
Как выбрать эффективный лазерный аппарат?
Плотность энергии формируется выходной мощностью излучателя, длительностью импульса (воздействия) и размером рабочего окна.
Чем меньше выходная мощность излучателя, тем больше будет длительность импульса для получения необходимой плотности энергии и наоборот.
Для примера возьмем 2 аппарата. У одного устройства фактическая мощность 1000 Вт, у второго 4000 Вт.
Аппарат №1, с фактической мощностью 1000 Вт имеет размер светового окна 10*10мм.
Рассчитываем его плотность энергии:
1000 (Вт) * 0,04 сек / 1 см2 = 40 Дж/см2
Аппарат №2 с заявленной выходной мощностью 4000 Вт, имеющий тот же размер окна 10*10мм имеет такую же плотность энергии:
(4000Вт*0,01 сек) / 1см2 = 40 Дж/см2
В обоих случаях плотность энергии получилась одинаковая. Полученная плотность энергии укладывается в стандарты. Процедура при таких параметрах должна показать одинаковый результат.
Но! Мы упустили такой параметр, как длительность импульса!
При выходной мощности 4000 Вт, чтобы достичь необходимой плотности энергии импульса, длительность импульса нужно сократить до 10 мсек.
Короткий и мощный импульс, согласно расширенной теории селективного фототермолиза, будет недостаточным для достижения долгосрочных результатов.
Вам также может быть интересно: «Лучший диодный лазер и его технические параметры«.
Автор статьи:
Яценко Максим Руководитель сервисной службы
Редактор блога:
Гюзель Баталова
Авторские права принадлежат ООО «ТД Бьюти Системс». Копирование материалов запрещено!
Откройте для себя широкий выбор кнопок, переключателей и сигнальных ламп для большинства промышленных применений. Ассортимент Harmony, доступный по всему миру в версиях из металла и пластика, отвечает вашим потребностям в надежной…
Диапазоны: 33
Диапазоны: 59
Диапазоны: 27
Системы привода с регулируемой скоростью предлагают широкий спектр полностью протестированных и готовых к подключению решений для управления двигателем. Начиная от компактных предварительно спроектированных систем и заканчивая комплексными решениями, спроектированными по индивидуальному заказу…
Диапазоны: 34
Являясь крупнейшей в мире линейкой контакторов, серия TeSys предлагает высокую надежность с длительным механическим и электрическим сроком службы, а также полную линейку принадлежностей для управления двигателем и нагрузкой…
ИК-излучатель высокой мощности
Astral Series VSMA10xxx
Онлайн-сервисы TTI доступны только для членов. пожалуйста, войдите или зарегистрируйтесь, чтобы получить доступ!
Извини! У вас нет доступа к этой онлайн-службе в аккаунте: {{appAccount.accountNumber}}
Аккаунты не найдены
Пожалуйста, выберите одну из следующих учетных записей, у которых есть доступ.
{{account.accountDisplayData}}
Ни один аккаунт не имеет доступа.
Щелкните здесь, чтобы узнать больше о статусе заказа.
Нажмите здесь, чтобы узнать больше о ezReview.
Извини! У вас нет доступа к этой онлайн-службе в аккаунте: {{selectedAccount.accountNumber}}
Аккаунты не найдены
Приложение {{serviceName}} в настоящее время недоступно.
Пожалуйста, выберите одну из следующих учетных записей, у которых есть доступ.
{{account.accountDisplayData}}
Нет доступа к учетным записям. Пожалуйста, нажмите здесь, чтобы узнать больше о ezBuy.
Нет доступа к учетным записям. Пожалуйста, нажмите здесь, чтобы узнать больше о ezBuy.
Доступ к вашей услуге {{serviceName}} в настоящее время недоступен, так как ваша корзина «привязана» к учетной записи TTI. которого нет в вашем профиле {{serviceName}}. Вероятно, это произошло из-за того, что ваша корзина содержит одну или несколько деталей. со сниженными ценами.
Чтобы восстановить доступ к ezBuy, очистите корзину, разместив заказ или удалив детали со скидкой. Цены.
Если у вас есть другие вопросы, позвоните своему торговому представителю TTI.
Усиленная садово-строительная тачка Palisad 68918, с объемным кузовом на 90 л и грузоподъемностью 200 кг, позволяет с удобством транспортировать строительные материалы, удобрения, урожай и др. грузы. Она станет незаменимым помощником в ходе строительных и сельскохозяйственных работ. Усиленная конструкция позволяет использовать тележку для интенсивной эксплуатации с большими объемами работ.
Преимущества
Высокая прочность — рама выполнена из стальных труб диаметром 32 мм и толщиной 1,2 мм, а кузов — из стали толщиной 0,7 мм.
Завальцованные борта — верхний край кузова характеризуется ударостойкостью.
дрель или перфоратор. Основные отличия между инструментами.
Когда необходимо выполнить ряд ремонтных работ, то рекомендуется использовать перфоратор или ударную дрель. Принцип функционирования аппаратов схож, но количество различий такое же, как и общих характеристик. Поэтому, прежде чем приступать к решению поставленной задачи, нужно определиться, что лучше: дрель или перфоратор.
За внешней схожестью скрывается ряд отличий, которые и определяют возможности каждого из этих инструментов. Конструкция аппаратов не позволяет сделать их взаимозаменяемыми. Вследствие этого накладываются ограничения по эксплуатации. Поэтому о том, чем отличаются между собой эти два инструмента, ниже.
Функциональность аппаратов
Первое отличие – функциональность аппаратов. Этим непосредственно и определяется эксплуатация инструментов. Дрели отличаются широкой областью применения, в частности:
Сверление отверстий на тонких покрытиях, включая деревянные и пластиковые поверхности. С помощью переключателя используется опция ударов.
Проделывание отверстий на твердых покрытиях. Здесь на помощь приходит ударная опция, позволяющая выполнять работы даже в поверхностях из кирпича.
Заворачивание и отворачивание саморезов, винтов и шурупов. Но подобные действия должны выполняться при условии отключения ударной функции.
Мы уже писали о том, «Как выбрать дрель»
Перфораторы также выполняют вышеперечисленные задачи. К тому же такие инструменты справляются с пробиванием отверстий в материалах, отличающихся высокой твердостью. Например, железобетон. В процессе работы используются различные виды зубил, но при условии необходимости проделывания проломов или желобов в стенах из бетона или камня. Такие инструменты функционируют в трех режимах:
обороты с ударами;
как отбойный молоток;
выполнение оборотов без функции ударов.
Режимов у дрелей только два. Это сверление с ударами и без них.
Отличия в ударных механизмах
Вопрос не в том, что практичнее, а в том, для каких целей нужен прибор. Ударный механизм аппаратов и определяет главные отличительные черты. Дрели выделяются более простой конструкцией. «Тело» включает два храповика, где один соединяется с корпусом, а второй подключается к вращающемуся патрону. Когда ударная опция отключается, то эти элементы перестают контактировать между собой, что обусловлено наличием специального стопора.
При включении – взаимодействуют друг с другом. Это связано с тем, что стопор убирается, а когда сверло прижимается к материалу, происходит контакт. Одновременно рабочий элемент и зажим для него находятся в движении, которое является осевым возвратно-поступательным.
Будет также интересно узнать «Как заменить шуруповерт обычной дрелью: 3 полезных совета»
Перфораторы выделяются более сложной конструкцией, которая выполняется в виде узла. Механизм существует в двух вариациях: электромеханической и электропневматической. Вторая используется чаще, чем первая, в силу лучших эксплуатационных характеристик.
Суть состоит в том, что двигатель вращается, что происходит за счет преобразовательного механизма КШМ (кривошипно-шатунного). Используется и специальный качающийся сборочный узел в виде сферы. Это приводит к тому, что цилиндрический стержень приобретает возвратно-поступательный характер движения. Между этим элементом и тараном формируется пространство, в котором воздействует определенная сила, что приводит к усилению перемещения последнего. Вследствие этого элемент отдает энергию на рабочий инструмент.
Другими словами, в основе механизма ударных дрелей лежит механика, а перфораторов – пневматика. За счет этого отличаются, соответственно, показатели амплитуды и силы. При равной мощности функциональность первых будет ниже по сравнению со вторыми.
Производительность аппаратов
Если предполагается сверление отверстий в поверхностях из камня, то целесообразнее выбирать перфоратор. Продуктивность работы этих устройств выше в отличие от дрелей, что объясняется показателем силы удара. У легких моделей значение равно 1.4-1.7 Дж, а у тяжелых – 19-26 Дж. Работая с дрелями, удар определяется силой прижимания аппарата к поверхности. Но даже если показатель высокий, то значение будет малым, потому что амплитуда осевого элемента низкая. Как правило, параметр равен высоте зуба шестеренки. Эффективность перфоратора выше и за счет массы устройства. Вес способствует увеличению такого параметра.
Отверстие, сделанное с помощью дрели, будет меньше в 1.5 раза, чем выполненное посредством перфоратора. В случае использования коронки разница становится еще больше. К тому же профессиональные перфораторы способствуют решению поставленной задачи намного быстрее. Результат зависит еще и от варианта используемого рабочего элемента, мощности аппарата. Но отверстие, сделанное перфоратором, всегда будет больше.
Используемые рабочие приспособления и тип фиксации
Еще одним параметром, который отличает аппараты между собой, является рабочий инструмент и тип фиксации элемента. Чаще всего эксплуатируются:
коронки;
буры;
зубила;
штроберы.
В дрелях, как правило, применяется рабочий элемент в виде сверла, на которое наносится напайка из сплава победита. Такой вариант актуален для бетонных покрытий. Нужно заметить, что крепление элемента осуществляется в специальный зажим в обоих вариантах. Но их конструкция в аппаратах разная. Перфораторы предполагают использование ряда систем, позволяющих быстро сменить рабочий элемент. Это, в частности, SDS:
plus;
max;
top.
Для фиксации применяются специальные канавки, имеющие особую конфигурацию. Нужно сказать и о степени свободы по отношению к зажиму в направлении оси. Такой подход способствует снижению нагрузки во время работы.
Стандартное сверло применяется только при условии оснащения аппарата специальным переходником либо установки патрона с кулачковым механизмом вместо традиционного. Фиксатор способствует быстрой и легкой смене зажима. Стандартная модель включается в комплект аппарата. Когда используется кулачковая вариация, то формируется конструкция, которая состоит из двух зажимов, соединяющихся между собой последовательной цепочкой, и одного вспомогательного. Но в таком случае возникает биение во время работы аппарата, а крепление отличается недостаточной жесткостью.
Из вышеперечисленного следует, что перфораторы применяются для решения обширного спектра задач по сравнению с ударными дрелями. К тому же они выигрывают по мощности и производительности. Это значит, что такой вариант более актуален для выполнения сложных операций. Дрели же рационально использовать для решения мелких задач.
Разница в условиях работы
Особенно существенные отличия просматриваются в условиях эксплуатации инструментов. При одинаковых параметрах с перфоратором выполнять сверление и сверление с ударом легче, например, с моделью DeWalt D25501K. Чтобы обеспечить оптимальную мощность, требуется сила на дрель, равная 9-16 кг, а на перфоратор – 5. При меньшем значении нажатия снижается и вибрация на руки, что представляет удобство для пользователя.
Перфоратор удобнее, потому что в конструкции инструмента располагается воздушная подушка, обладающая смягчающей характеристикой. За счет этого элемента и не происходит состыковка кончика ударника и поршня друг с другом. Такая особенность делает перфоратор практичнее в работе по сравнению с дрелью.
Срок службы и надежность
Период эксплуатации инструментов – еще один важный параметр, определяющий дальнейшую покупку. Ударная дрель, например, Bosch EasyImpact 550, отличается меньшим временем использования в отличие от перфоратора. Преимущество в том, что пневматика снижает вибрации, следовательно, и условия работы будут оптимальными для всей конструкции аппарата. Специальная муфта способствует устранению поломок при заклинивании бура. Например, если элемент попал на арматуру.
Рабочие детали дрели быстро приходят в негодность, что обусловлено воздействующей нагрузкой на шестеренки. В результате вибрация влияет с большой силой и жесткостью, негативно отражающейся на комплектующих инструмента, выводя элементы из строя.
Также рекомендуем «ТОП-10 ударных дрелей: обзор»
Разница в цене
Стоимость аппаратов, соответственно, тоже разнится, даже если их мощность одинакова. При одинаковых условиях цена перфоратора выше в 3-4 раза по сравнению с дрелью. К примеру, если рассматривать аппараты мощностью 700 Вт, то дрель Зенит ЗДП-700 будет дешевле, в то время как перфоратор Интерскол П-24/700 ЭР – дороже.
Модели инструментов Зенит ЗДП-700 и Интерскол П-24/700 ЭР
Выбирать модель нужно исходя из ряда параметров:
требуемой мощности;
рабочего материала;
условий труда;
масштаба поставленной задачи;
бюджета.
Если работы минимальные, то покупать перфоратор нерационально.
Нет ответа на вопрос «что лучше?». Приобретение определяется сферой использования и соответствующими условиями. Если не предполагается серьезных ремонтных работ, то оптимально выбрать ударную дрель. Она подойдет для деревянных и металлических покрытий, закручивания крепежных элементов. Выбирать перфоратор рационально, когда возникает необходимость просверлить твердые поверхности (каменные, бетонные, кирпичные), подготовить большие отверстия или выполнить демонтажные операции.
Смотрите видео «Перфоратор и ударная дрель: заменяют ли они друг друга?»
Дрель или перфоратор | блог TECHNODOM
Зачем используют дрель
Зачем используют перфоратор
Отличие перфоратора от ударной дрели
Когда используют дрель
Когда используют перфоратор
Что выбрать для дома: ударную дрель или перфоратор
Зачем используют дрель
Дрель – многофункциональный инструмент, с помощью которого можно сверлить и закручивать крепежные элементы, включая шурупы и саморезы. В режиме реверса с ее помощью можно также откручивать их. Ударная дрель в режиме сверления с ударом может проделывать отверстия в более плотном материале: бетоне, камне, цельных кирпичах, металле.
В режиме сверления без удара дрель аккуратно проделывает отверстия в хрупких и мягких материалах, включая гипсокартон, различные пеноблоки и шлакоблоки, пустотелые кирпичи, плитку и другие. Также дрель со специальными насадками используют для перемешивания жидких субстанций и растворов, шлифовки и зачистки поверхностей.
Зачем используют перфоратор
Перфоратор пригодится для более широкого спектра работ, особенно если он снабжен функцией сверления. С его помощью можно сверлить и бурить отверстия в различных материалах, штробить стены под проводку и трубы, сбивать излишки бетона, скалывать старую плитку, удалять бетонную стяжку и делать отверстия для розеток, вентиляции и других коммуникаций.
Более мощные перфораторы используются для демонтажа различных конструкций, включая стены, пробивания окон и других работ. Такие модели легко справляются с бетоном, железобетоном, камнем, металлом. Для более хрупких материалов и точных работ, например, сверления отверстий, лучше выбрать перфоратор с возможностью сверления без удара.
В качестве насадок на перфоратор используются буры, зубила, пики, в моделях с функцией сверления – сверла.
Отличие перфоратора от ударной дрели
Главное отличие ударной дрели от перфоратора – ее конструкция и сфера применения. Если перфоратор используется в основном для долбления и бурения и лишь опционально для сверления, то дрель, даже с ударным механизмом – в основном для сверления.
Технические характеристики дрели и перфоратора значительно отличаются: у дрели удар происходит за счет перемещения зубчатых колес храпового механизма, а в перфораторе удар осуществляется за счет сжатия и разрежения воздуха в пневматической камере. В действие боек приводят подшипник качения или кривошипно-шатунный механизм.
Скорость вращения дрели выше, чем у перфоратора, так как она предназначена именно для сверления, механизм перфоратора при сверлении на высокой скорости быстрее изнашивается. Зато и сила удара у перфоратора больше, чем у дрели, что позволяет быстрее делать отверстия в твердых материалах.
Отличается и патрон этих двух инструментов: у дрели это быстрозажимной патрон, а у перфоратора – SDS Plus или SDS Max. SDS Plus встречается у бытовых моделей и позволяет работать с бурами и коронками 30 мм. Патрон SDS Max относится к профессиональным перфораторам и позволяет проделывать отверстия диаметром до 120 мм.
Когда используют дрель
Дрель пригодится для проделывания отверстий небольшого диаметра. Чаще всего дрель используют для проделывания отверстий в металле, дереве и кирпиче. Для редкого бурения в бетоне, кирпиче или камне можно использовать ударную дрель.
С помощью дрели можно закручивать и откручивать крепежные элементы, а также зачищать, шлифовать и полировать поверхности, используя различные насадки.
Когда используют перфоратор
Перфоратор понадобится для демонтажных и строительных работ, включая проделывание отверстий в камне, бетоне, железобетоне. Продолжительное время работы и мощный удар позволяют ему эффективно работать практически без перерыва в течение всей смены.
С помощью перфоратора можно вырезать отверстия для розеток, труб и коммуникаций даже в бетонных стенах с диаметром до 120 мм.
Чаще всего перфоратор используется для демонтажа стен, напольных покрытий, скалывания старой плитки, подоконников, создании новых дверных или оконных проемов. Также пригодится при штроблении – создании неглубоких каналов в стенах, куда укладываются провода или сантехнические трубы. Все это возможно за счет режима долбления без сверления.
Что выбрать для дома: ударную дрель или перфоратор
Возможностей обычной дрели вполне хватит для простого ремонта, хобби или эпизодических работ по сбору мебели, навешивания полочек и карнизов. Если стены дома сделаны из бетона, нового полнотелого кирпича или других прочных материалов, вам понадобится ударная дрель. Для дома подойдет дрель с аккумулятором: достаточно легкая и мобильная, она будет удобна в работе даже под потолком или там, куда не дотянется провод удлинителя.
Если вы затеяли серьезный ремонт со снятием плитки или укладкой проводки, то вам понадобится перфоратор начального уровня: мощностью до 1000 Вт и с силой удара до 2,5 Дж. Лучше, если он будет работать в трех режимах: долбление, сверление без удара и бурение. Он немного больше дрели и способен справиться с базовыми задачами, включая сверление или бурение бетона и других твердых материалов. Бытовые перфораторы, как и дрели, могут быть автономными – с собственным аккумулятором.
Если же вы собираетесь сносить перегородки или устраивать нишу в стене, лучше отдать предпочтение профессиональным моделям большей мощности. Среди них более распространены сетевые модели, так как большой вес и без того тяжелого инструмента – то, чем отличается сетевой перфоратор от аккумуляторного.
Можно ли использовать перфоратор как дрель? Можно, если у перфоратора есть режим сверления. Перфоратор не может похвастаться высокой скоростью при проделывании отверстий: особенности конструкции накладывают ограничение на частоту оборотов. В режиме бурения, например, вращение бура нужно только для отвода пыли из рабочей зоны.
К перфоратору может понадобиться дополнительный быстрозажимной патрон для сверления, который не всегда включен в комплект. При выборе подходящей модели стоит заранее изучить этот вопрос.
Что бы вы ни выбрали – дрель или перфоратор, не забывайте ухаживать за ними и не допускать перегрева. Перфораторы также требуют смазки хвостовиков буров, но перед этим обязательно нужно вытереть бур от пыли.
Читайте наш блог на Яндекс.Дзен
все товары
Пробивка и сверление — Отверстия и как мы их делаем
Дэвид Спил
Звонит покупатель и говорит, что хочет купить дырокол на три отверстия, но я говорю ему, что он на самом деле не хочет. Чтобы избежать риска попасть в рутину Эбботта и Костелло, я объясняю ему, что дрель использует вращающиеся сверла для сверления бумаги, а перфоратор использует возвратно-поступательные головки и матрицы для проталкивания бумаги. Твердый пробойник проталкивает бумагу через охватывающее отверстие, а отходы выходят внизу. Дрель разрезает бумагу во время вращения, и отходы выбрасываются вверх через ее полый вал и выходят через верхнюю часть.
Какая разница? Скорость, точность, универсальность и стоимость.
Начнем со скорости. Наиболее распространенное заблуждение в этой области нашей отрасли состоит в том, что автоматический перфоратор работает быстрее, чем дрель. Это определенно не так. На самом деле, самая медленная дрель с тремя отверстиями быстрее, чем самый быстрый автоматический перфоратор. Самая медленная дрель с тремя отверстиями может просверлить подъем на 2 дюйма за каждый ход.
Сколько ударов ты можешь сделать за минуту? Самый быстрый пуансон может пробить только 7 дюймов заготовки в минуту. Если вы можете пробурить четыре подъема груза в минуту, вы уже впереди игры. Хороший оператор может бурить шесть или семь подъемов в минуту. Поскольку многие буровые установки могут просверливать 2-дюймовые или 3-дюймовые подъемы, становится еще более очевидным, что бурение происходит быстрее.
Говорящая ложа
Единственная ложа, которую явно лучше пробивать, чем сверлить, это пластмасса и винил. Хотя и то, и другое можно просверливать (с быстрым ходом и низкой скоростью вращения шпинделя), в идеале их следует пробить. Тепло и трение имеют тенденцию плавить эти запасы и вызывать беспорядок внутри бурового долота. Если пластик внутри сверла затвердевает, вы можете его выбросить. Некоторые операторы предпочитают штамповать сильно лакированный материал, а не сверлить его.
Жеребьевка. Это также зависит от того, насколько острые ваши биты или штампы. Сверла следует затачивать каждые три-четыре часа использования. Штамповочные штампы необходимо затачивать только два или три раза в год.
Многие покупатели спрашивают: «Сколько листов бумаги он может перфорировать за раз?» Это не очень хороший вопрос. Если вы всегда перфорируете максимальное количество бумаги, которое позволяет перфоратор, более вероятно, что центральные листы будут иметь рваные отверстия, и вам придется часто менять штампы. Матрицы не дешевые. Матрица в сверхмощном автоматическом штампе должна прослужить более 10 лет. Лучше задать вопрос: «Сколько ударов в минуту он может сделать?» Быстрый удар может наносить более 100 ударов в минуту. Если вы в среднем делаете от 10 до 15 листов за ход (это не убьет ваш штамп), это 75 000 листов в час. Конечно, хороший оператор сможет еще улучшить эти цифры.
Если же вашей целью является точность, то ваша игра должна заключаться в ударах кулаком. Единственная причина для перфорации трех, пяти или семи круглых отверстий – если работа должна быть предельно точной. В бурении всегда присутствует фактор человеческой ошибки. Был ли подъемник идеально прижат к боковой направляющей? Задний датчик? Это вообще было бегом? Хорошие автоматические пуансоны имеют четырехстороннюю регистрацию и избавляют от беспокойства, если машина настроена правильно.
Ручные пробойники бывают настольными или напольными. Пробойники напольной модели обычно используются теми, у кого есть автоматические пробойники, но они не могут автоматически пробить конкретную работу. Он либо слишком большой, либо слишком маленький, либо слишком толстый, либо слишком тонкий, странной формы или слишком маленький пробег, чтобы его можно было настроить на автоматический пробойник. Настольные удары в основном используются теми, у кого небольшие тиражи.
Имеются поточные пробивные машины для пробивки в линию с переплетами, папками или брошюровщиками. Их не следует путать с насадками, которые подходят к триммерам с тремя ножами, настройка которых может занять много времени и которые могут пробивать только очень тонкие буклеты. Встроенные пуансоны можно свернуть на любой совместимый станок, быстро настроить и подавать по мере необходимости. Некоторые из этих машин могут перфорировать буклеты толщиной до 1/4 дюйма.
Разнообразие опций
Автоматические штамповочные машины сильно различаются по стоимости и универсальности. Кормление имеет первостепенное значение. Многие новые удары просто используют гравитацию в качестве питателя. Небольшой сборщик отделяет несколько листов от подъемника. Затем они падают прямо в головку ударника, некоторые на ребро, некоторые плашмя. Затем они бегают трусцой и бьют кулаками. Статика, скручивание и волнение могут и будут вызывать множество проблем при таком методе кормления. Решать статические проблемы непросто, и мишура для этого не подойдет. Наилучший метод кормления – это система с ножом/захватом.
Пронзатель вонзает нож в подъемник бумаги, затем захватывает меньший подъемник и втягивает его в транспортные ленты. Эта система не так сильно подвержена влиянию статического электричества или скручивания. Некоторые машины предлагают воздушную подачу, которая позволяет пользователям подавать по одной штуке за раз. Это особенно важно при подаче чипборда или подписи.
Регистрация важна для точности, но еще больше для скорости. Идеально подходит машина, которая работает со всех четырех сторон. Центрирование вашего листа является абсолютной необходимостью. Это означает точную настройку боковой направляющей, а затем настройку другой боковой направляющей. Иногда вам придется бегать туда-сюда, от одной стороны машины к другой, несколько раз. Есть станки с микрометром, который фактически перемещает матрицу вперед и назад, чтобы избежать этого шага.
Некоторые машины могут пробивать только возле позвоночника; некоторые могут пробить любое место на листе. Это удобно при пробивке окон, прорезей, закругленных крышек и т. д. Перфорация — это нечто большее, чем проволока с двойной петлей и узоры из пластиковых катушек. Убедитесь, что ваша машина оснащена детекторами замятия или что она может реверсировать, если у вас ужасное застревание, чтобы сэкономить время и запасы.
Доставка является еще одним соображением. Существуют три основные системы: бункер или вибратор, отступающий укладчик или конвейер. Бункер или сталкиватель подходят, но помните, что если вы пробиваете 6 или 7 дюймов бумаги в минуту, этот лоток или сталкиватель будет заполняться каждые 20-30 секунд. Большинство операторов наносят удары медленнее, потому что они не могут достаточно быстро разгрузиться или им приходится использовать двух операторов. Ни один из этих вариантов не делает босса счастливым. Отступающие штабелеры имеют гораздо большую высоту подъема, но машину необходимо остановить, разгрузить штабелер, переустановить и вкатить обратно в машину, прежде чем оператор вернется к работе.
Конвейер, с другой стороны, покупает время оператора. Он может контролировать скорость конвейера, чтобы он мог разгружать его в соответствии со своей скоростью, независимо от скорости хода машины в минуту. Кроме того, оператор может осмотреть изделие после того, как оно будет пробито, или, если он захочет, перейти в беговую дорожку — после конвейера. В любом случае, у него есть выбор, что приводит к большей универсальности.
При покупке автоматического перфоратора задайте следующие вопросы:
* Каков максимальный и минимальный размер листа устройства?
* Какова его скорость?
* Позволяет ли его поставка использовать одного оператора?
* Как работает питатель?
* Может ли машина подавать подписи, буклеты или картон?
* Сколько макулатуры можно ожидать?
* Имеются ли запчасти для машины на месте?
Сверление более 10 круглых отверстий в листе непродуктивно. В этот момент стоит начать пробивать дыры. Многократные проходы сверла могут привести к ошибкам. Чем больше передач, тем потенциально больше ошибок.
Сверление отверстий для пластиковых катушек 4:1 — дурацкая затея. Пуансоны, естественно, более универсальны, так как они могут пробивать отверстия любой формы. Цены на сверла варьируются от 5000 до 20 000 долларов. Удары варьируются от 8 000 до 50 000 долларов.
Так что, если вам сойдет с рук сверление, продолжайте сверлить. Однажды вы можете ударить по нефти.
Об авторе
Дэвид Спил является совладельцем Spiel Associates, ведущего поставщика переплетного оборудования в США, базирующегося в Лонг-Айленд-Сити, штат Нью-Йорк.
Дрель или перфоратор, что лучше? – Общее оборудование и снабжение
Дрель или перфоратор, что лучше? – Общее оборудование и снабжение
Дом
Блог
Дрель или перфоратор, что лучше?
Сверлить или пробить, вот в чем вопрос . Хотя проделывание отверстий, возможно, и не самая шекспировская работа, в конце концов, что Шекспир мог знать о современных методах строительства? — это важно почти в каждой сборке сегодня. И все же «проделывать дыры» — вводящая в заблуждение фраза. Что такое делать отверстия? Очевидный и в то же время неверный ответ — идеально круглая форма выреза, с которой мы больше всего знакомы, но это только верхушка айсберга. Значит, в стене проделывается какая-нибудь старая вмятина, вроде выбоины размером с мячик для софтбола в гипсокартоне гостиной с тех пор, как вы сказали своим детям не играть внутри, и, конечно же, они не послушались? Нет. Отверстие может быть отверстием, но «проделывание отверстия» в строительстве относится к преднамеренному открытию, созданному в результате операции перфорации.
Инструмент для проделывания отверстий, такой как дрель или перфоратор, продавливает лист материала, создавая отверстие путем разрезания. Этот процесс включает в себя отверстия, сделанные для всего, от электрического корпуса до воздуховодов, окон до сантехники, структурных соединений и многого другого. Без инструментов для проделывания отверстий мы наверняка жили бы в домах без окон, без розеток для электричества и без внутренней сантехники — другими словами, в пещере. Наши современные здания, будь то жилые или коммерческие, полагаются на инструменты для проделывания отверстий. Выбор правильного инструмента для проделывания отверстий сводится к основному вопросу: перфоратор или дрель. Какой из них вы должны использовать?
Итак, вы просматриваете онлайн-каталоги и добавляете в закладки видео на YouTube, все это название исследования, пытаясь выбрать между двумя отличными инструментами. «В чем разница между магнитной дрелью Хоугена и гидравлическим перфоратором Гринли?» вы спрашиваете себя. Ну, это легко ответить. Один инструмент сверлит, а другой пробивает отверстие. И предположим, сейчас вы думаете: «Спасибо, Капитан Очевидность». Несмотря на то, что основная цель этих машин одинакова, их применимость зависит от материала, размера и доступности рабочей зоны. Суп с орехами, это все наука.
При использовании любого инструмента для проделывания отверстий к материалу применяется сила. Сила, приложенная к области, называется напряжением , а напряжение вызывает растяжение и сжатие материала, также известное как напряжение . Нагрузка на ваш материал — это буквально решающий фактор. Все материалы по-разному реагируют на нагрузку из-за уникальных типов химической связи. Но не нужно быть инженером, чтобы сказать вам, что золото мягче стали. В некоторых случаях вы можете своими глазами и руками увидеть относительный предел текучести материала. Если усилие вашего инструмента для проделывания отверстий превышает предел текучести вашего материала, вы можете ожидать, что конечный продукт не будет иметь проходной балл. Любая необратимая пластическая деформация материала из-за использования инструмента (излом, растяжение или растрескивание) означает, что вы начинаете с нуля. Изучите максимальное усилие вашего инструмента, чтобы определить, совместим ли он с типом материала, с которым вы работаете.
Круговое движение и острая кромка сверла могут распределять эту силу с большим эффектом, чем удар для меньшего удара. Но та же самая сила, которая может вызвать пластическую деформацию, может также генерировать тепло посредством трения. Мягкие металлы более подвержены деформации от тепла, что приводит к неравномерной перфорации. Хотя инструкции производителей рекомендуют сверлить на более низких скоростях, чтобы уменьшить тепловыделение, дрели не могут сравниться с перфоратором, когда они остаются холодными. Инструменты для перфорации — это, так сказать, крутые ребята, что делает их идеальными для пластика и винила. Даже на металле испытания показывают, что пробивка, в отличие от сверления, оказывает менее существенное влияние на конструкцию, которая сохраняет несущую способность материала. Пуансоны пользуются популярностью у пользователей по разным причинам: стоимость, простота использования и точность. Перфоратор также создает полированную поверхность по окружности отверстия. Воронение позволяет поверхности стать гладкой за счет уплотнения без потери прочности. С другой стороны, сверла создают завитки отходов и приподнятые края вокруг участка, называемого заусенцами. Было бы лучше, если бы вы использовали второй инструмент для полировки со сверлами для восстановления поверхности.
Прежде чем вы вычеркнете упражнения из своего списка, у удобного удара есть один ключевой недостаток — все зависит от местоположения, местоположения и еще раз местоположения. Пуансоны крепятся к основанию штампа и скользят по краю вашего рабочего материала, поэтому место вашего нового отверстия должно обеспечивать доступ пуансона к передней и задней сторонам. Это потрясающие новости для большинства новостроек, но препятствие для большей части уже существующих построек. Если вы можете использовать только одну сторону, дрель — ваш лучший друг для сверления отверстий. Каждому нужен такой друг, как низкопрофильная дрель с магнитным основанием Hougen HMD150. Вы по достоинству оцените сильный магнит, которым эта дрель крепится к любой металлической поверхности.
Предназначен для регулирования работы электронасоса. Производит запуск насоса (открытие кранов) в случае понижения давления в месте его установки или остановку работы насоса (закрытие кранов) в случае прекращения потока воды в системе водоснабжения. Снабжен манометром для измерения давления. Предупреждает «сухой» ход насоса, путём выключения насоса при недостатке воды. Имеет выходы с наружной резьбой 1″ (25 мм).
Гель для резьбовых соединений СантехМастер синий 60 г
Цена за упак
За баллы:
110,50
В корзину
505374
Доставим
Сегодня
121 упак
Привезем в партнерские пункты выдачи
23/05 после 10:00
16 упак
при заказе до 21/05 до 10:59
Смотреть на карте
Гель для резьбовых соединений СантехМастер зеленый 15 г
Цена за упак
За баллы:
51
В корзину
505373
Доставим
Сегодня
118 упак
Привезем в партнерские пункты выдачи
23/05 после 10:00
14 упак
при заказе до 21/05 до 10:59
Смотреть на карте
Гель для резьбовых соединений СантехМастер зеленый 60 г
Цена за упак
За баллы:
153
В корзину
505376
Доставим
Сегодня
54 упак
Привезем в партнерские пункты выдачи
23/05 после 10:00
13 упак
при заказе до 21/05 до 10:59
Смотреть на карте
Гель для резьбовых соединений СантехМастер синий 15 г
Цена за упак
За баллы:
56,25
В корзину
Блок автоматики Джилекс с манометром в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить блок автоматики Джилекс с манометром в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар блок автоматики Джилекс с манометром действительны в Санкт-Петербурге.
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и
обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.
Блок автоматики и реле давления Джилекс
Сортировать по:
Цена товара +/-
Название товара
Продажи товара
Производитель:
Джилекс
866 руб
Ед. изм:
цена за штуку
3 486 руб
Ед. изм:
цена за штуку
7 497 руб
Ед. изм:
цена за штуку
Выводить по: 306090
Предлагаемые в данном разделе каталога блоки автоматики и реле давления Джилекс отличаются высоким качеством сборки и возможностью бесперебойно функционировать длительное время при самых высоких эксплуатационных нагрузках. Они неприхотливы в повседневном обслуживании и универсальны в использовании. Данная компания является одним из лидеров в своем сегменте рынка. Вот уже более 20 лет она успешно трудится, предлагая по доступным ценам высококачественное оборудование, полностью адаптированное для применения в условиях России. Это связано прежде всего с особенностями электросетей.
Применение
Благодаря автоматическим блокам и релейным устройствам можно вывести удобство и качество управления насосными станциями на совершенно другой уровень. Ведь ни одну насосную установку и современную сеть автономного водяного снабжения невозможно представить без специализированной автоматики. Конечно, можно обходиться и без нее, но это, во-первых, не слишком удобно. Во-вторых, перебои, например, в давлении могут в конечном итоге отрицательно сказаться на сроках службы насосного оборудования.
Чтобы обеспечить стабильно необходимый напор на водозаборной станции, бесперебойную подачу воды ко всем обустроенным точкам, прибегают к помощи автоматики. В итоге вся работа насосной станции будет осуществляться более стабильно, безопасно и удобно. Автоматика поможет:
продлить сроки службы насосного оборудования, запустить и своевременно отключить насосную станцию — в зависимости от показателей давления жидкостной среды в трубопроводе;
защитить насосные группы от «сухого хода» — ведь это является одной из главных причин, по которой насос выходит из строя;
свести к минимуму риски возникновения аварийных ситуаций, обеспечить автоматическое поддержание оптимальных в тех или иных случаях технологических параметров;
повысить степень комфорта управления системой (пользователям больше не нужно будет постоянно отслеживать самостоятельно работу оборудования).
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Держатель для телефона stl — Вместе мастерим
Описание
Представляю вашему вниманию регулируемую и удобную подставку для телефона. Вы можете изготовить ее в домашних условиях. Вам нужен только 3D-принтер и пластик для печати. Все подробности в самом видео .
Инструкция
Представляю вашему вниманию регулируемую и удобную подставку для телефона. Вы можете изготовить ее в домашних условиях. Вам нужен только 3D-принтер и пластик для печати. Все подробности в самом видео .
Файлы для скачивания
Скачивание доступно только авторизированным пользователям.
Не у всех есть бор машинки с гибким валом! Я предпочитаю делать больше зазор, чтоб потом не допиливать!
Все детали проверены и печатались лично мною. Настройки печати и диаметр сопла тоже указаны. И причем тут гибкий вал.
Вот ссылки (люди печатали без проблем):
Собрал! всё отлично! Но подпиливать всё же немного пришлось! Отличная модель! Возможно потом доработаю!
Печатал несколько версий разных цветов, пластик PLA. деталь отличная, мне нравится. На объекте была двух ярусная кровать, так я прикрутил ее вверх ногами над головой и вешал телефон что бы лежа смотреть видео (телефон samsung note 5). Жаль нельзя больше фото добавить. За модель автору Лайк!
Для написания комментариев, пожалуйста, авторизуйтесь.
Описание 3D модели:
STL файл подставки под смартфон.
Скачав бесплатно этот STL файл вы сможете распечатать подставку под смартфон и установить его на своем рабочем столе.
Этот держатель распечатанный на 3Д принтере подходит практически к любому телефону.
Нет идей для 3D-печати? Надоели никчемные безделушки? Перед вами список 50 крутых действительно полезных вещей для 3D-печати.
Как и мы, вы просто в восторге от возможностей 3D-печати. Но, к сожалению, горизонт завален безделушками, финтифлюшками и прочими ненужными штуками. Нам грозит опасность быть погребенными под кучей никому не нужного хлама.
Сбросьте с себя оковы посредственности! Давайте создавать действительно полезные вещи! Перед вами список крутых вещей, которые можно изготовить на 3D-принтере прямо сейчас. Докажите своим близким и любимым, что эта чудесная технология может найти ежедневное и практическое применение.
Нет доступа к 3D-принтеру? Не беда. Просто загрузите файлы на нашу систему сравнения цен 3D печати и выберите самую выгодную стоимость, ОНЛАЙН!
Нет 3D-принтера для печати этих замечательных вещей? Тогда приходите к нам, наши специалисты подберут вам лучшее оборудование!
А теперь подробнее о полезных вещах.
Крутая вещь для 3D печати №1: пластмассовый молоток
THWACK это способный к тяжелый работе пластмассовый молоток общего назначения. Отлично подходит для забивания гвоздей в доме, плотно закрывающихся объектов, «ударной» аранжировки в джаз-бэнде и запугивания незнакомцев.
Крутая вещь для 3D печати №2: полка для розетки
Приставьте к вашей розетке полочку для подпорки телефона во время зарядки. В полке имеется наклонная выемка, что позволяется держать ваш смартфон или планшет в вертикальном положении.
Скачать с ThingiVerse
Крутая вещь для 3D печати №3: мыльница
Элегантная мыльница для ванной комнаты с двумя моющимися отделениями. По желанию вы можете изменить узор внутреннего поддона.
Скачать с ThingiVerse
Крутая вещь для 3D печати №4: ручки с ярлычками для тумбочки
Искусство хранения не обязательно должно быть скучным. Hobb Knob – это маленькая ручка с ярлычком для описания вещей, хранимых в ящиках. Теперь вы никогда не потеряете свои носки!
Крутая вещь для 3D печати №5: подстаканники с геометрическими узорами
Когда дело касается горячих напитков, неизбежный риск представляют круги от кружки. Всё принимает куда более серьезные обороты, если в доме водится кофе-зависимый обитатель. Эти подстаканники доступные в трех видах дизайна помогут избежать неприглядных пятен.
Скачать с Pinshape
Крутая вещь для 3D печати №6: лампа на шарнирах
Эта модульная лампа на шарнирах состоит из 6 основных элементов: основа, корпус и верхняя часть со светодиодами. Чтобы сделать лампу более высокой, вы можете добавить необходимое количество элементов.
Крутая вещь для 3D печати №7: открывалка для бутылок одной рукой
Эта открывался для бутылок в форме бумеранга пригодится людям, испытывающим трудности при выполнении действий, требующих приложения силы, например при открывании пластиковой бутылки. Распечатайте ее и подарите своей бабушке. Она по достоинству оценит этот жест.
Крутая вещь для 3D печати №8: насадка душа
Купание под водопадом в вашем списке вещей, которые стоит сделать перед смертью? Следующая лучшая вещь — это 3D-напечатанная насадка душа (вероятно).
Скачать с ThingiVerse
Крутая вещь для 3D печати №9: секретная полочка
Спрячьте ценные документы и заначку от любопытных взглядов на этой потайной полке.
Крутая вещь для 3D печати №10: ручка для банки
Усовершенствуйте пустые банки из-под варенья с помощью напечатанной ручки. Что может быть проще?
Крутая вещь для 3D печати №11: пластмассовый гаечный ключ
Полноценный пластмассовый гаечный ключ общего назначения. Собственно для завинчивания и вывинчивания по дому.
Крутая вещь для 3D печати №12: визитница
«Какой нежный желтоватый оттенок, и толщина подобрана со вкусом, о боже, даже водяные знаки.» У вас есть такая визитка? Найдите ей пару в виде этой визитницы, печатаемой целиком (да, уже с откидной крышкой). Инструкции по добавлению индивидуального логотипа включены.
Крутая вещь для 3D печати №13: держатель туалетной бумаги в форме инопланетного захватчика
Крутая вещь для 3D печати №14: подъёмная платформа
Перед вами полностью собранная подъёмная платформа. Печатается целиком. Нет нужды возиться с кучей деталей. Регулируемая высота может использоваться для подъема или поддержки объекта приемлемого веса.
Крутая вещь для 3D печати №15: автопоилка для растений
Комнатные растения стали жертвой невнимания? ЗАБУДЬТЕ ОБ ЭТОМ. Распечатайте этот простейшую автоматическую поилку для растений, и ваша совесть останется чистой.
Крутая вещь для 3D печати №16: держатель для наушников-капелек
Мы тратим немало денег на покупку наушников на ходу, но недостаточно защищаем их при использовании. Ничего не опасаясь, спрячьте наушники в этом 3D напечатанном держателе.
Крутая вещь для 3D печати №17: ручка для пакета
Нам всем знакома эта ситуация. Тащишься домой из супермаркета, нагруженный пакетами с продуктами. Сила гравитации заставляет пластик врезаться в ваши ладони, я прав? ХВАТИТ. Напечатайте эти ручки для пакетов и навсегда забудьте о натертых ладонях!
Крутая вещь для 3D печати №18: подставка для планшета
Есть случаи, когда при работе со смарт-устройством необходимо освободить руки, например, при просмотре ТВ шоу или рецептов при готовке,. Эта простая подставка для поддержки планшетов с диагональю 7 дюймов и больше, годится как для портретного, так и для альбомного режимов.
Крутая вещь для 3D печати №19: автопоилка для растений №2
Еще одно хитрое изобретение для садоводческого искусства. Оно особенно подходит для кухонных растений. В следующий раз, когда вы купите свежую зелень для готовки, пересадите ее в это аккуратно устройство, и она останется свежей в течение всей недели.
Крутая вещь для 3D печати №20: дверной упор
Надоело, что дома или в офисе все хлопают дверьми? Тогда вам нужен БЕСКОМПРОМИССНЫЙ дверной упор. Легкий вес, безопасен для детей, предназначен для простой установки и простого изготовления на FDM 3D принтере. Создатель упора также утверждает, что устройство может использоваться для отражения зомби-атак, однако эта версия не была проверена.
Крутая вещь для 3D печати №21: скребок для лобового стекла
Зима близко. В некоторых местах она уже наступила. Легко и быстро избавьтесь от снега и льда на лобовом стекле вашей машины с помощью этого удобного скребка. Печатается без опоры, на конце имеется отверстие для шнурка.
Крутая вещь для 3D печати №22: регулятор расхода воды в поливочном шланге
Эта специальная насадка регулирует расход воды в поливочном шланге, около половины галлона в минуту. Отлично, если в разгар лета у вас установлены ограничения на расход воды.
Крутая вещь для 3D печати №23: модульная полка для вина
Неважно, будь вы новичком или ценителем в мире вина, отличным решением для хранения благородного напитка станет эта модульная полка для винных бутылок WIRA. В соответствии с вашей коллекцией ее можно расширить (или сузить), печатая лишь необходимое количество модулей.
Крутая вещь для 3D печати №24: свисток для защиты
Этот свисток оригинального дизайна легко сделать и носить с собой. Износостойкий и очень громкий. Насколько громкий? Как насчет 118 децибел? Этого более чем достаточно, чтобы люди услышали о вашей чрезвычайной ситуации.
Крутая вещь для 3D печати №25: Держатель для наушников Apple
Крутая вещь для 3D печати №26: Держатель зонта для инвалидного кресла
Крутая вещь для 3D печати №27: Защита для диска
Крутая вещь для 3D печати №28: Форма для снежков
Крутая вещь для 3D печати №29: Защита для винной бутылки
Крутая вещь для 3D печати №30: Карманная пепельница
Крутая вещь для 3D печати №31: Кольцо-держатель для стакана
Крутая вещь для 3D печати №32: Стенд для пульта Apple
Крутая вещь для 3D печати №33: Держатель для ключей
Крутая вещь для 3D печати №35: Держатель столовых приборов для людей с ограниченными возможностями
Крутая вещь для 3D печати №36: Крышка для винной бутылки
Крутая вещь для 3D печати №36: Держатель для бумажного стаканчика
Крутая вещь для 3D печати №37: Кейс для лезвия
Крутая вещь для 3D печати №38: Держатель для детской бутылочки
Скачать с MyMiniFactory
Крутая вещь для 3D печати №39: Вешалка для полотенец
Крутая вещь для 3D печати №40: Держатель для стакана
Крутая вещь для 3D печати №41: Держатель для телефона в душе
Крутая вещь для 3D печати №42: Держатель для пивных стаканов
Крутая вещь для 3D печати №43: Подставка для MacBook Pro
Крутая вещь для 3D печати №44: Защита для SD-карт
Крутая вещь для 3D печати №45: Корпус для батареек
Крутая вещь для 3D печати №46: Держатель для мороженых рожков
Крутая вещь для 3D печати №47: Душевой набор
Крутая вещь для 3D печати №49: Яичный сепаратор
Крутая вещь для 3D печати №50: Катушка для кабеля
📱 Лучшие файлы STL, напечатанные на 3D-принтере для держателя телефона・Cults
📱 Лучшие файлы STL, напечатанные на 3D-принтере для держателя телефона
Загрузить 3D-файлы креплений для телефонов
3D. Независимо от того, для чего вы хотите использовать свой держатель для телефона (музыка, подзарядка, украшение, автомобиль…), в этой коллекции вы найдете что-то для 3D-печати.
Рейтинг популярности
гибкая черепаха
Бесплатно
Механическая быстросъемная подставка для телефона
Бесплатно
гибкий мамонт
Бесплатно
Держатель для мобильного телефона на розетке
Бесплатно
ДЕРЖАТЕЛЬ ДЛЯ ТЕЛЕФОНА ДЛЯ ПЕЧАТИ НА МЕСТЕ – ДЛЯ КОСМОСА?!
Бесплатно
гибкий медведь
Бесплатно
Универсальный держатель для телефона _ Samsung Galaxy / Xiaomi Redmi
Бесплатно
держатель для телефона — Кэндис
Бесплатно
Модульная монтажная система
Бесплатно
подставка для телефона
1 €
Универсальная подставка для телефона
Бесплатно
Подставка для мобильного телефона и планшета
Бесплатно
Многоугольная подставка для телефона
Бесплатно
Расклешенный усилитель для iPhone
Бесплатно
Подставка для сотового телефона-2
Бесплатно
Шестигранный усилитель звука для телефона
Бесплатно
Подставка для телефона с прокладкой кабелей
Бесплатно
Подставка для смартфона Bat
Бесплатно
Брелок-подставка для телефона Piggy
Бесплатно
Геометрический держатель для телефона
Бесплатно
Держатель подставки для iPhone iPad
Бесплатно
Параметрическая складная подставка для телефона
Бесплатно
Держатель телефона Kitty
Бесплатно
Телефон поддержки 2 позиции
Бесплатно
Держатель телефона для зарядки
Бесплатно
Записка!?
Бесплатно
Настраиваемое велосипедное крепление для модульной системы крепления
Бесплатно
Черепаховый брелок/подставка для смартфона
Бесплатно
Подставка для планшета/телефона Octopus
Бесплатно
Многоугольная подставка для телефона
Бесплатно
Зарядная полка
Бесплатно
Поддержка по телефону
0,50 €
iPhone 6, 6S и 6 plus Amp Dock
Бесплатно
Автомобильный держатель для iphone 5/5S/SE
Бесплатно
Подставка для телефона Post It — Подставка для телефона
0,50 €
Подставка для сотового телефона-4
Бесплатно
Подставка для телефона проект Mayku
Бесплатно
Чехол для смартфона
Бесплатно
Подставка для телефона с текстурированной колонкой
Бесплатно
Подставка для телефона Cat
Бесплатно
мобильная поддержка
Бесплатно
Складная наклоняемая подставка для планшета/телефона
Бесплатно
Diver — Портативная подставка Elephant и чашка для карандашей
2,90 €
Крепление для телефона на вентиляционную решетку автомобиля
Бесплатно
Забавная подставка для телефона
Бесплатно
Универсальная подставка для мобильного телефона и планшета
Бесплатно
Стационарный GRAMiPhone — гудок для граммофона iPhone 6
Бесплатно
Телефон и маленькие аксессуары_Держатель
Бесплатно
Симпатичные рыбки — подставка для телефона / визитница
гибкая черепаха
гибкая черепаха
гибкая черепаха
Вот наша подборка лучших файлов для 3D-принтеров держателей телефонов и смартфонов , все эти творения взяты из файловой платформы STL Cults и идеально подходят для 3D-печати .
Эта коллекция включает в себя бесплатных и платных 3D-файлов держателей телефонов, созданных дизайнерами нашего сообщества. Есть что-то на любой вкус и любую потребность. Действительно, вы найдете держатели для телефонов с изящными формами , они будут почти невидимы и оставят ваш телефон единственным видимым графическим элементом на вашем рабочем столе. Есть также гораздо больше технических опор с 3D-печатными механизмами , позволяющими, например, их блокировать. Некоторые опоры спроектированы таким образом, что ваш телефон можно подключить к розетке, чтобы он оставался видимым и доступным, пока его батареи заряжаются.
В дополнение к внешнему виду есть еще утилита, некоторые подставки позволят вам усиливать музыку пассивным способом . Таким образом, без энергии вы можете проигрывать свои любимые песни своим друзьям вечером, на пляже или в офисе. Эти подставки для телефонов в большинстве случаев очень полезны и просты в печати 3D-моделей . Поэтому новые владельцы 3D-принтеров любят эти объекты. А при смене телефона не нужно покупать новый держатель, достаточно распечатать другой, подходящего размера.
3D-дизайнеры , которые предлагают свои творения на платформе загрузки 3D-файлов Cults действительно соревновались в изобретательности и творческом духе, чтобы сделать все эти поддержки для iPhone или Samsung 3D-печатью , если вы их скачаете, не забудьте опубликовать фотографии результата!
Бесплатный держатель для телефона в формате STL
Бездна руля
10 €
палочка для еды — Alizee
Бесплатно
Китайские палочки для еды — День святого Валентина
Бесплатно
Медиатор — гитара
Бесплатно
Противоспрейная маска COVID 19
Бесплатно
Лучшие файлы для 3D-принтеров в категории «Дом»
Настольный органайзер — Keep It Simple
Бесплатно
Брелок беззубый
0,83 €
Карандаш
1 €
Кусок
Бесплатно
Коллаж фоторамка
Бесплатно
Подставка для пива Compton / Подставка для напитков
Бесплатно
приставной столик
3,60 €
Табурет из дерева с рисунком
Бесплатно
Бестселлеры категории Дом
Украшение «Сердце Валентина» без опор
2,27 €
Настенная полка «Устричный гриб»
2,60 €
Настенная полка «Ostrea Fungus»
2,60 €
Складной ящик для хранения, напечатанный на 3D-принтере
2,72 €
Венера и Афродита
3,60 €
Орнамент «Сердца и розы», отпечатанный на месте без опор, ко Дню матери
2,27 €
Еще один быстросменный держатель рулона бумажных полотенец
€1,50
-33%
€1
Шкатулка с бабочкой
3 €
Вешалка для одежды Wolf
2,19 €
Мусорные баки Fast-Print с откидной крышкой
4,25 €
Милая слониха-мама и ее маленькие слонята напечатаны на месте без опор
2,72 €
Настенная полка «Djamor Fungus»
2,60 €
брелок с курицей
1 €
Модульный органайзер для стола с быстрой печатью
2,83 €
Еще один быстросменный держатель рулона туалетной бумаги
€1,50
-33%
€1
Бордо, Осьминог
13,60 €
💖 Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому нам очень просто поддержать деятельность и создать будущие разработки .
Компания Vi.Tech — о компании, фотографии офиса, контакты — Хабр Карьера
Аккредитованная ИТ компания, с сильными специалистами и профессиональными решениями. Мы создаем решения для крупнейшей e-commеrce компании в России — ВсеИнструменты.ру
Все высоконагруженные системы для бизнеса мы пишем своими силами с чистого листа: начиная с высокоуровневого дизайна и архитектуры, заканчивая тестированием.
Если ты хочешь решать сложные задачи, экспериментировать и создавать продукты для миллионов пользователей — присоединяйся, чтобы вместе развиваться и и строить будущее.
Наши преимущества:
Интересные и сложные задачи
Использование современных технологий: Golang, актуальная версия PHP и Symfony, ES6, Vue.js, Docker, Kubernetes, RabbitMQ, nats, elasticsearch, test rail, MongoDB, GraphQL, CI/CD и многое другое
Возможность развивать продукт и архитектуру с нуля
Отсутствие бюрократизации процессов
Возможности быстрого роста и развития в разных направлениях
Команда профессионалов и яркая корпоративная жизнь
Стабильность и надежность
Возможность полностью удаленного формата работы.
Востребованные в компании навыки
PHP • Git • MySQL • Symfony • PostgreSQL • SQL • Docker • JavaScript • Vue.js • Golang • Linux • Kubernetes • Python • Yii framework • Управление людьми • Apache Kafka • RabbitMQ • Высоконагруженные системы • HTML • ООП • Рекрутмент • Подбор специалистов • Управление разработкой • Проектирование архитектуры приложений • Redis • Laravel • Microsoft SQL Server • Terraform • Grafana • Prometheus
Ведет блог на «Хабре»
Вакансии компании «Vi.Tech»
Нет вакансий
У компании нет открытых вакансий
Оценки и отзывы сотрудников о компании «Vi.Tech»
Оценить
201820192020202120222023
В 2018 году никто не оценивал компанию.
В 2019 году компанию оценили 7 пользователей. Для демонстрации оценки необходимо 10 голосов.
4.66
Средняя оценка
52 сотрудника дали оценку 34 оставили комментарии 1 официальный ответ
Оценка в деталях
В 2021 году компанию оценили 30 пользователей. Для демонстрации оценки необходимо 75 голосов.
4.29
Средняя оценка
48 сотрудников дали оценку 29 оставили комментарии 1 официальный ответ
Оценка в деталях
Пока только 3 сотрудника дали оценку компании в 2023 году и 2 из них оставили комментарии. Для демонстрации полученной суммарной оценки нужно собрать минимум 25 оценок.
Награды компании
2020
#5
2020
#7
2020
#5
2020
#15
2020
#6
2020
#8
2020
#4
2020
#9
2020
#4
2020
#9
+3 награды
Все награды (13)
Сотрудники компании
+73 работают здесьВсе, кто здесь работал (124)
Откуда приходят в компанию
В какие компании уходят
Фотографии офиса компании «Vi.Tech»
телефоны, как связаться с поддержой?
В этой статье выясним, есть ли горячая линия интернет-магазина «Все инструменты», по каким номерам можно дозвониться? Какие вопросы готовы рассмотреть сотрудники техподдержки и можно ли оставить обращение онлайн?
Содержание
О компании
Как написать в службу поддержки интернет-магазина «Все инструменты»?
Какой телефон горячей линии интернет-магазина «Все инструменты»?
Адреса на карте
Для каких случаев предназначена горячая линия?
В каком случае поддержка не сможет помочь?
Связь со службой поддержки через приложение
Как написать жалобу?
Другие способы связи
Время работы
О компании
«Все инструменты» — один из крупнейших сетевых магазинов, в которых можно приобрести товары для ремонта, строительства, дачи, дома. Есть и категории товаров автомобильного и бытового назначения, техника и т.д. Кроме заведений в крупных населенных пунктах РФ, компания располагает интернет-площадкой, на которой можно оформить заказ с доставкой. С перечнем можно ознакомиться самим на официальном сайте — https://www.vseinstrumenti.ru.
Если возникли вопросы по работе компании, хотите проконсультироваться со специалистами, рекомендуем обратиться в контакт-центр.
Как написать в службу поддержки интернет-магазина «Все инструменты»?
Служба поддержки внимательно относится к любым сообщениям от клиентов, поэтому старается отвечать оперативно и по существу. Но, иногда могут возникать сложности по техническим причинам. Потому в техподдержке рекомендуют при трудностях обращаться и к справочной информации, которая представлена в подразделе «Справка».
Что касается отправки обращений, то сделать это можно легко.
Существует три основных способа:
Отправка писем по электронной почте — info@vseinstrumenti. ru (общие вопросы).
Для обращений в подразделения торговой сети, по конкретным вопросам воспользуйтесь контактами на сайте — https://www.vseinstrumenti.ru/contacts/1.html.
Написать в социальных сетях ВКонтакте и Facebook.
От клиентов требуется внимательность при заполнении обращений, обязательное указание темы, причин, контактов и личных сведений.
Какой телефон горячей линии интернет-магазина «Все инструменты»?
Несмотря на широкий выбор электронных средств коммуникации, большинство клиентов, по-прежнему предпочитает пользоваться телефонами.
В Москве действует свой единый телефон горячей линии — 8 (800) 550 37 70. Позвонить можно бесплатно.
Существуют и региональные номера подразделений, в которые можно дозвониться и получить консультацию.
Для примера, в Петербурге клиенты могут связаться по горячей линии — 8 800 550 37 55.
Номера телефонов в других городах уточняйте на сайте.
Адреса на карте
Адреса, телефоны и режим работы магазинов можно посмотреть на Яндекс Картах.
Для каких случаев предназначена горячая линия?
Помощь контакт-центра может понадобиться в рядовых ситуациях:
Поиск товаров.
Уточнение стоимости, условий доставки.
Участие в акциях.
Правила заказа.
Оплата.
Условия обмена или возврата.
Ремонт, поиск сервисных центров.
Специалисты техподдержки смогут помочь и при возникновении трудностей при работе с личным кабинетом и т.д.
В каком случае поддержка не сможет помочь?
Поддержка старается реагировать на любые запросы от покупателей, отвечая онлайн или перезванивая по телефону. Но, в некоторых ситуациях сотрудники вряд ли смогут помочь. Если человек затрудняется назвать причину, тему, представиться, то специалисты контакт-центра ничем помочь не смогут.
Связь со службой поддержки через приложение
Приложение «Все инструменты», снимки экрана
Для удобства заказа товаров в компании было предусмотрено мобильное приложение. Оно служит площадкой для оформления заказов и как средство обращения за консультацией.
Через приложение можно подавать жалобы, оставлять вопросы и т.д.
Как написать жалобу?
Оставить жалобу можно несколькими способами:
По электронной почте.
Через форму «Обратная связь».
В социальных сетях.
Не редко, клиенты, столкнувшиеся с некачественной продукцией или плохим отношением персонала, о своих претензиях сообщают по горячей линии. Необходимо достоверно уточнить тему, причины и назвать личные данные, номер заказа и т.д.
Другие способы связи
Общая информация об организации, продукции может быть получена и неформальным способом.
Режим работы техподдержки ограничен в промежутке с 05:00 до 22:00.
Ваш совершенный мобильный офис: инструменты, необходимые для работы на любом устройстве
Независимо от того, где вы находитесь, вне офиса или где бы вы ни находились, вы не привязаны ни к чему. Вам нужно редактировать документы, получать доступ к файлам, отслеживать проекты и многое другое со своего ноутбука или любого мобильного устройства. Вот инструменты, которые нужны каждому для выполнения работы в любом месте.
Производительность
Microsoft Office 365
Мы должны упомянуть Office 365, но мы также должны отметить несколько предостережений. С годовой подпиской (100 долларов США) пользователи получают доступ ко всем программам Microsoft на пяти компьютерах с Windows или Mac, а также мобильный доступ на пяти смартфонах и планшетах. Приложения доступны для Android и iOS, и приложение предустановлено на всех телефонах с Windows.
У Office 365 есть большой кроссплатформенный недостаток: ограниченное количество приложений для iOS и Android.
Тем не менее, использование сопутствующих приложений Office 365 на Android и iOS — это что-то вроде кошмара, с упущениями функций и странными причудами, которые мешают общему опыту. Возможно, что еще хуже, вы не можете использовать Office Mobile на своем iPad или планшете Android, поэтому владельцы таких устройств обделены.
Kingsoft Office
Когда PCWorld проводил обзор Kingsoft Office 2012, мы назвали его лучшей альтернативой Microsoft Office, о которой вы никогда не слышали. А с бесплатным не поспоришь. Версия 2013 года может похвастаться дополнительными улучшениями, в том числе ленточным интерфейсом, который выглядит и работает так же, как Office на ПК. У Kingsoft также есть хорошие мобильные приложения для iOS и Android.
Однако Kingsoft Office не идеален. Хотя вы можете открывать документы во всех форматах Office, включая более новый формат .docx для документов Word, вы можете сохранять их только в старом формате .doc.
Google Диск
Google Диск включает в себя мощный текстовый процессор, средство для создания электронных таблиц и средство для создания презентаций, которые можно использовать в любом месте, где есть подключение к Интернету, или в автономном режиме на любом устройстве с браузером Chrome. В отличие от Office 365, Drive предоставляет надежные мобильные приложения для Android и iOS. Вы также найдете приложение для Windows Phone, хотя отзывы о нем неоднозначны, и приложение было функциональным, но, по нашему опыту, немного глючным.
Google Drive — это облачное хранилище и замечательно полнофункциональный (и бесплатный) веб-пакет для повышения производительности в одном флаконе.
Разумеется, Google Диск также предлагает полностью интегрированную платформу облачного хранения с 15 ГБ бесплатного пространства для хранения и возможностью добавления от 100 ГБ до 16 ТБ за счет ежемесячной подписки.
Не замужем за Google? У него тоже есть конкуренция.
Облачное хранилище
Dropbox
Мобильные приложения Dropbox хорошо интегрируются с iOS и Android.
С Dropbox вы бесплатно получаете 2 ГБ онлайн-хранилища и можете разблокировать дополнительное хранилище (от 15 до 20 ГБ можно получить бесплатно) для выполнения определенных задач, таких как включение автоматической загрузки изображений на ваше мобильное устройство. Планы подписки Dropbox добавляют от 100 ГБ до 500 ГБ хранилища за 100–500 долларов в год. За, по общему признанию, высокие цены, вы получаете приоритетный доступ к команде поддержки Dropbox и больше пропускной способности.
В Dropbox есть приложения для ПК, Mac и Linux на стороне персонального компьютера, а также мобильные приложения для Android, iOS, BlackBerry и Windows Phone. Что отличает его от других сервисов, так это его глубокая интеграция с каждой операционной системой. Например, на Android и iOS вы можете настроить приложение на автоматическую загрузку фотографий, снятых на телефон, в Dropbox. На вашем ПК вы можете сохранить отдельную папку для Dropbox, чтобы вы могли легко загружать файлы в облако.
Microsoft SkyDrive
SkyDrive имеет приложения для iOS и Android, но лучше всего интегрируется с Windows Phone.
Microsoft SkyDrive предоставляет пользователям 7 ГБ бесплатного хранилища. Планы подписки добавляют от 50 ГБ до 200 ГБ хранилища за 25–100 долларов в год — немного дешевле, чем другие варианты. Пользователи могут получить доступ к файлам SkyDrive через веб-приложение или через приложения для iOS, Android и Windows Phone.
Сюрприз: SkyDrive глубоко интегрирован с Windows 8, RT и Windows Phone. В Windows Phone SkyDrive встроен в раздел «Фотографии», поэтому вы можете легко сохранять изображения и видео в хранилище SkyDrive. На всех платформах Windows вы можете сохранять и получать доступ к своим файлам Office где угодно, и они хорошо выглядят на всех устройствах, от телефона до планшета и ПК. Служба хорошо работает на других платформах, но на устройствах Windows она всегда будет немного лучше.
Планирование и управление задачами
Ничего против календарей в Outlook и на Диске, но эти сторонние приложения могут добавить ключевые усовершенствования.
Any.do
Any.do — это простой в использовании облачный список задач, который позволяет вам устанавливать целевые сроки выполнения, добавлять напоминания и, конечно же, удалять задачи из списка по мере их выполнения. Каждый шаг занимает всего несколько секунд, а это означает, что вы с большей вероятностью будете использовать инструмент, чем устанете от него — чего не всегда можно сказать о сложных процессах полноценных программ, таких как Microsoft Outlook или Google Calendar.
Приложение Any.do доступно как для Android, так и для iOS, а расширение Google Chrome позволяет управлять задачами с любого ПК, Mac или компьютера с Linux. Компания Any.do также предоставляет приложение календаря Cal (iOS и Android), которое подключается к вашему списку задач Any.do.
Doodle
Простой и бесплатный онлайн-инструмент планирования, Doodle позволяет легко определить, когда все в группе свободны. Вместо того, чтобы рвать на себе волосы, пытаясь уладить все конфликты, организатор встречи проводит опрос с возможными датами и временем встречи. Каждый участник сообщает свое свободное время, после чего организатор собрания может настроить собрание прямо из веб-приложения.
Пользователи могут подключать свои календари Google, iCloud, Outlook или Microsoft Exchange. Doodle доступен через любой веб-браузер. Приложения для Android и iOS по необъяснимым причинам стоят по 3 доллара каждое и уступают возможностям, которые вы получаете в мобильном браузере.
Создание заметок
Evernote
Evernote не нуждается в представлении. С Evernote вы можете быстро делать заметки с изображениями и аудиоклипами, устанавливать напоминания или добавлять списки дел, которые затем синхронизируются с облаком, чтобы вы могли просматривать их на любом устройстве.
Пользователи Evernote Premium (5 долларов в месяц или 45 долларов в год) получают возможность делать заметки в автономном режиме на мобильных устройствах, улучшенные инструменты для совместной работы, блокировку паролем, больше возможностей для загрузки и более интеллектуальный поиск. Режим презентации для ваших заметок — это классная функция, доступная только пользователям Mac.
Evernote предлагает мобильные приложения для iOS, Android, Windows Phone и BlackBerry, а также для сенсорных устройств с Windows 8. Вы также можете устанавливать приложения на несенсорные компьютеры Windows и Mac с помощью страницы загрузки Evernote.
Microsoft OneNote
Схема управления OneNote с колесиком (на фото приложение для Windows 8).
OneNote позволяет делать заметки в цифровом виде, как в обычном блокноте, и вы можете создавать разные «блокноты» для разных тем. Приложения доступны для Android, iOS, Windows Phone (предустановленное приложение) и Windows 7/8/RT, а также с Office Web Apps на любом устройстве Mac или Linux.
В приложении для Windows 8 OneNote действительно сияет, что неудивительно. Помимо создания заметок со встроенными изображениями и электронными таблицами, вы можете захватывать что угодно на экране Windows 8 с помощью чудо-кнопки «Поделиться» и добавлять аннотации, чтобы сделать изображение значимым. Мы хотели бы, чтобы Microsoft включила эту функцию во все версии программного обеспечения OneNote.
Когда вы в пути, инструменты для связи с коллегами или напрямую с офисным ПК помогут вам не сесть на мель. Хотя в этой области наблюдается значительная конкуренция, следующие два инструмента предлагают лучшие наборы функций — и они бесплатны.
Skype
Служба видеоконференций и звонков Skype теперь принадлежит Microsoft и доступна на всех основных платформах, включая компьютеры Windows, Mac и Linux, а также мобильные устройства Windows Phone, Android, iOS и BlackBerry. Неудивительно, что Skype глубоко интегрирован в Windows 8.1 и 8.1 RT, а также интегрируется с People Hub в Windows Phone 8.
То, что всем больше всего нравится в Skype, по-прежнему присутствует: телефонные и видеозвонки между клиентами Skype бесплатны, а пользователи Skype могут звонить на мобильный или стационарный телефон в любую точку мира за умеренную поминутную плату.
TeamViewer
TeamViewer – это бесплатное приложение, позволяющее получить удаленный доступ к вашему компьютеру с Windows, Mac или Linux с устройства Android, iOS, Windows Phone или Windows 8/RT, при условии, что ваш основной компьютер включен и установлено приложение TeamViewer.
TeamViewer позволяет вам или группе легко управлять своим компьютером издалека, как в мобильных приложениях, так и на обычных ПК. (Здесь изображено приложение для Android.)
В нашем тестировании мы легко подключались к нашим компьютерам с Windows и Mac с iPhone, iPad, Nexus 5 и планшета с Windows 8, и все они работали довольно гладко.
11 основных инструментов и функций колл-центра, используемых агентами службы поддержки
Повседневная работа сотрудников меняется. Больше людей, чем когда-либо, работают удаленно, включая сотрудников колл-центра. Подсчитано, что 38% компаний регулярно нанимают удаленных сотрудников, и это число растет. Они полагаются на кофейни, домашние офисы и коворкинги, чтобы помочь клиентам решить проблему. Что это означает для вашего телефонного номера и контакт-центра ? Короче говоря, вам нужно программное обеспечение для связи для поддержки удаленных агентов; тот, который обладает функциями и гибкостью, необходимыми вашим агентам для общения с клиентами из любой точки мира.
Инструменты для колл-центра
Вот необходимые инструменты и функции, которые следует учитывать при поиске нового программного обеспечения для колл-центра.
Программное обеспечение службы поддержки
Программное обеспечение CRM
Настольный софтфон и мобильное приложение
Интерактивный голосовой ответ (IVR)
Автоматическое распределение вызовов (ACD)
Сценарий вызова
Запись звонков
Очередь вызовов
Панели мониторинга и аналитика вызовов
Опросы удовлетворенности клиентов
Предиктивный номеронабиратель
1. Программное обеспечение службы поддержки
Не каждый клиент хочет поднять трубку телефона, чтобы поговорить с оператором колл-центра. На самом деле, все больше людей предпочитают подход самообслуживания, а не получение ответов на вопросы поддержки клиентов. Исследование Zendesk показало, что 63% потребителей полагаются на электронную почту, 43% используют чат, 25% используют социальные сети и 22% используют SMS для получения ответов на вопросы службы поддержки. Программное обеспечение службы поддержки помогает центрам обработки вызовов обеспечивать такого рода многоканальную поддержку клиентов. Клиенты используют тот же метод связи, который они используют, что снижает нагрузку на ваших агентов, особенно если вы предоставляете ответы на часто задаваемые вопросы через веб-чаты. С помощью программного обеспечения службы поддержки группы поддержки клиентов оптимизируют свои входящие сообщения. Им не нужно отдельное программное обеспечение для обработки электронной почты, телефонных звонков и обмена сообщениями в чате. Все взаимодействия обрабатываются в одном пространстве.
2. Программное обеспечение CRM
Поскольку все больше групп продаж и поддержки клиентов тесно сотрудничают, имеет смысл интегрировать программное обеспечение вашего центра обработки вызовов с вашей платформой управления взаимоотношениями с клиентами (CRM). Проверьте, есть ли в вашем решении для центра обработки вызовов интеграция CRM с популярными инструментами, такими как Salesforce или HubSpot. В идеальном мире программное обеспечение вашего контакт-центра сможет синхронизировать данные с каждым инструментом и из него, чтобы получить более целостное представление о ваших разговорах с клиентами. Некоторые инструменты колл-центра даже имеют встроенный CRM-инструмент с функциями , например Screen Pop , который использует телефонный номер входящего звонящего и проверяет совпадение в вашей CRM. Если есть данные для извлечения, вы увидите вызывающих абонентов:
Имя
Компания
Ответ на опрос
Значение счета
Оценка качества обслуживания клиентов
Клиентов раздражает необходимость объяснять свои проблемы нескольким людям в вашем отделе только для того, чтобы получить адекватную поддержку. Инструмент колл-центра с CRM решает эту проблему.
3. Настольный софтфон и мобильное приложение
Поскольку все больше операторов колл-центра работают удаленно, программное обеспечение колл-центра должно иметь функции, позволяющие операторам принимать звонки, где бы они ни находились. Использование облачного решения для колл-центра вместо локального дает вашей команде гибкость и возможность принимать деловые звонки с помощью устройств, которые они уже используют. Более того, ваши агенты будут иметь виртуальные рабочие номера вместо того, чтобы использовать свои личные линии для звонков в службу поддержки. Все, что нужно вашим агентам, — это подключенное к Интернету устройство, например ноутбук, смартфон или планшет, для приема деловых звонков. Загрузите мобильное приложение вашего оператора колл-центра , назначьте лицензии, и вы готовы начать работу. Просто не забудьте проверить, совместимо ли приложение с операционной системой, на которой работают ваши устройства (например, iOS и Android), прежде чем обращаться к провайдеру VoIP.
4. Интерактивный голосовой ответ (IVR)
Количество звонков в колл-центрах увеличилось на 300% в начале пандемии. Для компаний, которым не хватает персонала, система Interactive Voice Response (IVR) может обрабатывать увеличивающиеся объемы вызовов, не создавая слишком большой нагрузки на операторов вашего колл-центра. Эта автоматизированная система собирает информацию о входящем запросе вызывающего абонента, а затем, при необходимости, направляет этого вызывающего абонента к нужному ресурсу или агенту-человеку. Посмотрите наше поясняющее видео ниже, чтобы получить дополнительную информацию о работе систем IVR:
Маршрутизация вызовов через систему IVR повышает качество обслуживания клиентов в целом. Вашим входящим абонентам не нужно ждать в длинных очередях только для того, чтобы получить ответы на свои вопросы в службу поддержки. Входящие вызовы быстро и эффективно перенаправляются агенту, лучше всего способному справиться с проблемой.
5. Автоматическое распределение вызовов (ACD)
Если вы работаете с большой командой агентов, скорее всего, у вас есть группы, которые лучше всего подходят для обработки каждого типа запросов. Автоматическое распределение вызовов (ACD) — это функция, которая идентифицирует вызывающих абонентов, помещает их в очередь и автоматически направляет их в соответствующую группу. Вместо того, чтобы просить входящих абонентов щелкнуть номер, который лучше всего соответствует их запросу, программное обеспечение контакт-центра использует уже имеющуюся у него информацию о вызывающем абоненте, чтобы перенаправить ее в каждый отдел.
Давайте применим это на практике и предположим, что у вас есть один основной рабочий номер телефона. Все звонят по одному и тому же номеру, независимо от того, являются ли они новыми, существующими или потенциальными клиентами. ACD распознает входящий вызов с номера, зарегистрированного на существующего клиента. Таким образом, до того, как звонок будет подключен к главному столу, он перенаправляется в ваш отдел обслуживания клиентов. Это еще одна функция, направленная на уменьшение большого количества вызовов.
6. Сценарии звонков
Сценарий звонка создается с формулировкой письменного сценария, содержащего терминологию, а также блок-схему/логику разговора, которым необходимо следовать во время звонка.
Обеспечивает согласованную поддержку для всех вызовов, независимо от агента, с правильным использованием слов. Это помогает контролировать структуру вызовов и ускоряет их решение.
Сценарий звонка может помочь агенту сосредоточиться на звонящем покупателе и взаимодействовать с ним естественным образом, вместо того чтобы беспокоиться о поиске связанной информации или о том, чтобы показаться обезличенным. Это также пригодится при обучении новых агентов.
Ветвящиеся сценарии вызовов в сочетании с вашими системами IVR не только помогают улучшить качество вызовов, но и значительно сокращают время, необходимое для разрешения.
Связанный: Сценарии обслуживания клиентов для навигации по различным сценариям
7. Запись звонков
Гарантия качества — огромная задача для колл-центров. Крайне важно, чтобы все, кто взаимодействует с вашей командой обслуживания клиентов, имели одинаковый положительный опыт. Базовая функция, такая как запись звонков — отличный способ проанализировать сценарии звонков, результаты и качество обслуживания. Программное обеспечение колл-центра , такое как Nextiva, записывает и хранит все ваши входящие вызовы на срок до шести месяцев. Эти записи легко доступны с административного портала. Просто воспроизведите их, чтобы убедиться, что каждый агент соответствует вашим стандартам обслуживания клиентов.
Запись звонков также помогает операторам колл-центра реагировать на жалобы клиентов. У вас будет четкая и точная запись каждого разговора, который вы имели с вашими клиентами, даже если агент, занимающийся проблемой, не тот же, кто ранее рассматривал их жалобу.
8. Очередь вызовов
Хотя не всегда возможно обеспечить немедленную поддержку каждому входящему звонящему, наличие очереди вызовов сделает процесс ожидания более терпимым. Очередь вызовов проста. Он помещает входящие вызовы в очередь, а не отправляет их прямо на голосовую почту.
Автоматическое приветствие информирует клиента о том, что он в очереди. Он дает примерное время ожидания, чтобы они могли принять обоснованное решение о том, следует ли удерживать линию или перезвонить позже. Настройте очередь звонков, чтобы клиенты могли слушать музыку, узнавать о вашем бизнесе или перенаправлять их на веб-страницу для вашего следующего мероприятия. Он заполняет промежуток между совершением звонка и разговором с оператором, благодаря чему очереди вызовов кажутся короче, чем они есть на самом деле.
9. Панели мониторинга и аналитика звонков
Обеспечение высочайшего качества обслуживания клиентов со скоростью является основным приоритетом для колл-центров, но без отчетности и аналитика звонков , как узнать где стоят эти метрики? Как вы можете улучшить их? Единственный способ узнать, достигаете ли вы своих целей в колл-центре, — это отчетность. Итак, проверьте, предлагает ли ваше программное обеспечение облачного контакт-центра отчетность и аналитику в реальном времени. В идеале он должен отображать показатели колл-центра , например:
Тип запроса: Связано ли большинство обращений в службу поддержки с выставлением счетов, отменой или связанными с продуктом? Используйте эти идеи, чтобы увидеть, можете ли вы создать документацию для самообслуживания, чтобы уменьшить количество звонков.
Объем звонков: Сколько звонков в реальном времени (как входящих, так и исходящих) вы обрабатываете в любой момент времени? Достаточно ли у вас агентов, чтобы справиться с этим спросом?
Среднее время звонка: Сколько времени вы тратите на каждый звонок в службу поддержки? Если оно выше, чем вы ожидали, и вызывает длинные очереди, научите своих агентов тому, как сократить время звонков.
Отношение клиентов: Как кто-то относится к только что звонку с вашим агентом? Проверьте, хорошо ли они справляются со своей задачей, анализируя настроения.
Также стоит проверить, может ли телефонная система колл-центра разбить эти показатели по операторам. Таким образом, вы сможете глубже изучить производительность агентов и выявить наиболее (и наименее) продуктивных членов команды.
10. Опросы удовлетворенности клиентов
Говоря об отчетах, один из лучших способов получить данные — это качественные и количественные отзывы от ваших клиентов. Ищите решение для контакт-центра со встроенным опросы удовлетворенности клиентов . Это автоматическое сообщение, которое отправляется после каждого звонка в службу поддержки. Звонящих попросят оценить агента по таким важным факторам, как общение, дружелюбие и знание продукта. A сообщил 86% покупателей готовы платить больше за высокое качество обслуживания клиентов. Опросы удовлетворенности — отличный способ понять, обеспечиваете ли вы качество обслуживания клиентов или опускаете мяч. Он также определит ключевые области для улучшения вашей поддержки.
11. Интеллектуальный набор номера
Интеллектуальный набор номера становится все более популярной функцией колл-центра. Эта функция использует искусственный интеллект, чтобы предсказать, на какой номер телефона позвонит агент. Вместо того, чтобы агенту приходилось правильно вводить номер телефона клиента, он заполнял оставшуюся часть номера, чтобы подключить вызов в течение нескольких секунд. Интеллектуальный набор номера — это лишь один из видов автоматизации, на который стоит обратить внимание при обновлении колл-центра. Найдите продукт, который может автоматически отправлять опросы после каждого взаимодействия с клиентом, напоминать вашим агентам о просроченных задачах и использовать рабочие процессы для эскалации случаев с отрицательными отзывами.
Выберите колл-центр с необходимыми вам инструментами и функциями
При поиске поставщика облачного колл-центра ознакомьтесь с этим списком лучших инструментов и функций колл-центра.
LEITZ TM 100-0-03/310 Нож строгальный ширина обработки 310 мм
Нож строгальный.
Подходит для:
Древесина мягких пород сухая
Древесина мягких пород влажная
Древесина твердых пород влажная
Древесина твердых пород сухая
Материалы термопластичные
Древесно-полимерные композиты
Россия, Казахстан, Белоруссия, Узбекистан, Армения, Киргизия, Таджикистан — доставка в любой город и другие страны ЕАЭС и мира.
Ваше имя *
Обязательное поле
Имя должно быть не менее 4 символов.
Электронная почта *
Обязательное поле
Неправильный E-mail.
Название компании или физ.лицо *
Обязательное поле
Название должно быть не менее 4 символов.
Телефон
Сообщение *
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Сообщение отправлено
Пожалуйста, заполните форму правильно.
Отправка…
Капча недействительна.
Повторите попытку позже.
АССОРТИМЕНТ
LEITZ производит полный ассортимент изделий для профессиональной обработки древесины и пластиков. Стандартная программа охватывает более 8.000 наименований инструментов.
ЭКОНОМИЧНОСТЬ
Инструменты обладают большим сроком службы, высокой производительностью, и точностью обработки поверхности, на восстановление режущей способности потребуются небольшие затраты.
ИННОВАЦИИ
Инструменты изготавливаются из высоколегированной быстрорежущей стали, твердых сплавов с применением поликристаллических алмазов (PKD), синтетического монокристаллического алмаза.
Пилы дисковые по дереву
WK 150-2, WK 854-2, SK 199-2 и др.
Пилы дисковые специальные
WK 361-2, WK 381-2, WK 462-2 и др.
Строгание и профилирование
WM 501-2, WF 620-2, SF 540-2 и др.
Фрезы концевые
WO 160-2, WO 140-2-50 и др.
Сверление
WB 120-0-10, WB 101-0-02 и др.
Зажимные системы
PT 300, PM 350, TI 501 и др.
Ножи и бланкеты
АТ 103, AT 107, TM 100 и др.
Обработка плитных материалов
WM 230-2-01
Ваше имя *
Обязательное поле
Имя должно быть не менее 4 символов.
Электронная почта *
Обязательное поле
Неправильный E-mail.
Название компании или физ. лицо *
Обязательное поле
Название должно быть не менее 4 символов.
Телефон
Сообщение *
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Настоящее соглашение является официальным документом OOO «Новые Технологии», ОГРН 1131690023178, ИНН 1656069657 (далее – Администратор) и определяют порядок использования посетителями (далее — Посетитель) сайта Администратора и обработки информации, получаемой Администратором от Посетителя.
Соглашение может быть изменено Администратором в одностороннем порядке в любой момент, без какого-либо специального уведомления Посетителя Сайта.
В случае, если при использовании Посетителями Сайта Администратору будет сообщена какая-либо информация, относящаяся прямо или косвенно к определенному или определяемому физическому лицу (далее – Персональные данные), ее последующая обработка будет осуществляться в соответствии с законодательством Российской Федерации. В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27. 07.2006 № 152-ФЗ «О персональных данных».
Посетитель понимает и соглашается с тем, что предоставление Администратору какой-либо информации о себе, не являющейся контактной и не относящейся к целям, обозначенным Администратором Сайта (не относящейся к деятельности Администратора, к продвигаемым им товарам и/или услугам, к условиям сотрудничества Администратора и Посетителя Сайта), а равно предоставление информации, относящейся к государственной, банковской и/или коммерческой тайне, информации о расовой и/или национальной принадлежности, политических взглядах, религиозных или философских убеждениях, состоянии здоровья, интимной жизни Посетителя Сайта или иного третьего лица запрещено.
В случае принятия Посетителем решения о предоставлении Администратору какой-либо информации (каких-либо данных), Посетитель обязуется предоставлять исключительно достоверную и актуальную информацию. Посетитель Сайта не вправе вводить Администратора в заблуждение в отношении своей личности, сообщать ложную или недостоверную информацию о себе.
Администратор принимает меры для защиты Персональных данных Посетителя Сайта в соответствии с законодательством Российской Федерации.
Администратор не проверяет достоверность персональной информации, предоставляемой Посетителем Сайта, и не имеет возможности оценивать его дееспособность. Однако Администратор исходит из того, что Посетитель предоставляет достоверную персональную информацию и поддерживает эту информацию в актуальном состоянии.
Администратор вправе запрещать Посетителю доступ к Сайту или к отдельным частям Сайта.
Посетитель в соответствии с ч. 1 ст. 18 Федерального закона «О рекламе» дает Администратору свое согласие на получение сообщений рекламного характера.
Согласие может быть отозвано субъектом персональных данных или его представителем путем направления письменного заявления ООО «Новые Технологии» или его представителю по адресу: 420030 Казань, Адмиралтейская д. 3 к.4 п.1026.
В случае отзыва субъектом персональных данных или его представителем Согласия на обработку персональных данных, ООО «Новые Технологии» вправе продолжить обработку без разрешения субъекта персональных данных при наличии оснований, указанных в пунктах 2 — 11 части 1 статьи 6, части 2 статьи 10 и части 2 статьи 11 Федерального закона №152-ФЗ «О персональных данных» от 26.06.2006 г.
Настоящее Согласие действует все время до момента прекращения обработки персональных данных по причинам, указанным в п. 9 данного документа.
Ножи и строгальные станки из карбида и быстрорежущей стали Kinves, строгальные станки DeWalt
Поиск
Поиск
«Только наш сервис превосходит наше качество»
Посмотреть как Сетка
Список
6 шт.
Сортировать по
Позиция наименование товара Цена Бренд Установить нисходящее направление
Посмотреть как Сетка
Список
6 шт.
Сортировать по
Позиция наименование товара Цена Бренд Установить нисходящее направление
Infinity Cutting Tools с гордостью предлагает эксклюзивные сменные ножи для фуганка и рубанка по дереву. Мы предлагаем сменные строгальные и фуганочные ножи из высококачественной быстрорежущей стали (HSS) и с твердосплавными напайками для всех марок и моделей строгальных и фуганочных станков, включая портативные настольные строгальные станки DeWalt DW734 и DeWalt DW735.
Ножи для строгальных станков и фуганков из быстрорежущей стали
Каждый строгальный и фуганковый нож из быстрорежущей стали рассчитан на увеличенный срок службы между заточками, и качество является нашим главным приоритетом. Наши строгальные и фуганочные ножи выкованы из высококачественной европейской быстрорежущей инструментальной стали D2, которая производится на знаменитом сталелитейном заводе Bohler в Австрии. Мы указываем твердость по Роквеллу 60 HRC, чтобы максимизировать стойкость к истиранию, повысить способность стали удерживать режущую кромку и повысить ее устойчивость к деформации при повышенных температурах.
Но использование материалов ультра-премиум класса — это только начало. Производственный процесс, который мы используем для наших фуганочных и строгальных ножей, отличает нас от других. Мы закаляем эту специальную сталь в трехкамерной вакуумной печи, а затем закаливаем ее в масле, чтобы получить идеально однородный строгальный или фуганочный нож с повышенной прочностью и ударопрочностью. Этот эксклюзивный процесс является более дорогостоящим, чем методы более низкого качества, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального ножа и фуганка. Наконец, мы тщательно отшлифовываем каждый нож до бритвенного блеска, чтобы вы могли получить идеальный срез.
Фуговальные и строгальные ножи с твердосплавными напайками
Компания Infinity Cutting Tools с гордостью предлагает эксклюзивные строгальные и фуганочные ножи с твердосплавными напайками, которые прослужат примерно в 10 раз дольше, чем наши высококачественные строгальные и фуганочные ножи из быстрорежущей стали. Наши ножи с твердосплавными наконечниками изготовлены из высококачественного микрозернистого карбида, прочно связанного с прочным стальным корпусом. Эта комбинация стали и карбида на каждом строгальном ноже и фуганке обеспечивает сверхпрочность и способна выдерживать высокоскоростные нагрузки внутри вашего фуганка или строгального станка намного лучше, чем лезвия любой другой марки. Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени сама по себе будет значительной.
Мы постоянно стремимся предлагать наилучшие условия для совершения покупок — это включает в себя лучшее в отрасли обслуживание клиентов, удобный для мобильных устройств дизайн, быструю и доступную доставку, неизменно доступные цены и доступ к самым востребованным продуктам на рынке. Не верьте нам на слово, вот несколько отзывов, которые оставили наши прошлые клиенты!
Сменные ножи для большинства строгальных станков и фуганков (прямые и h
Категории
Мы предлагаем большой выбор сменных ножей для большинства строгальных и фуганочных станков. Многие стандартные ножи для рубанков и фуганков также доступны из твердого сплава, который прослужит вам до 10 раз дольше, чем ножи из обычной стали (HSS).
Мы также предлагаем сменные ножи для большинства винтовых режущих головок.
Если вы не нашли то, что искали, или если у вас возникли вопросы, звоните нам по телефону 1-855-699-6635 или:
Уточнить поиск
Сравнение товаров (0)
Сортировать по:
Имя по умолчанию (A — Z) Название (Z — A) Цена (Низкая > Высокая) Цена (Высокая > Низкая) Рейтинг (Самый высокий) Рейтинг (Самый низкий) Модель (A — Z)Модель (Z — A)
Как осуществляется автоматическая смена инструмента на станке с ЧПУ — MULTICUT
Обновлено: 05.12.2022
Развитие числового программного управления привело к появлению многоцелевых станков и универсальных обрабатывающих центров. Системы ЧПУ позволяют производить сверление, фрезерование, расточку в любых направлениях. Многооперационная обработка в трех или четырех координатных осях на одном станке вместо нескольких значительно сократила время производства одной детали. Установка заготовки на универсальный обрабатывающий центр выполняется один раз, и на выходе мы получаем готовое изделие.
Возможности современных управляющих систем практически не ограничены в количестве одновременно выполняемых операций. В современных токарно-фрезерных станках конфигурация «шпиндель-задняя бабка» заменена на «шпиндель-противошпиндель». При этом даже такое усовершенствование оставляет большой запас вычислительных мощностей числового программного управления.
Пройти тест
Схема использования режущего инструмента в станках с ЧПУ
Автоматическая смена инструмента на станках с ЧПУ стала следующим шагом производителей по оптимизации их работы. За счет этого удалось ускорить процесс обработки, обеспечить высокую точность позиционирования, снизить вероятность ошибки оператора и, соответственно, процент брака.
В зависимости от вида изделия частота смены инструмента составляет до 25 раз в час.
Общая схема установки и смены инструмента на станках с ЧПУ выглядит следующим образом:
Подбор необходимых фрез, граверов, резцов в соответствии с программой обработки.
Установка в инструментальный магазин.
Определение вылета (размерная настройка).
Кодирование.
Замена изношенного или поломанного инструмента.
Последний пункт стоит рассмотреть подробнее. У любого режущего инструмента есть расчетный ресурс. Но иногда режущая кромка изнашивается раньше положенного срока, твердосплавная напайка выкрашивается или происходит поломка хвостовика.
Причинами этого могут быть и качество инструмента, и состояние заготовки (избыточная твердость, инородные включения).
Во многих станках с ЧПУ есть системы слежения за состоянием обработки. При повышении нагрузки на шпиндель или поломке фрезы происходит остановка программы, и оператору необходимо выполнить ручную замену и, при необходимости, заточить, повторно определить вылет и запустить обработку. Проблема решается увеличением количества идентичного инструмента в механизме автоматической смены, но это требует повышения емкости последнего.
Виды устройств автоматической смены инструмента
Устройства автоматической смены инструмента на ЧПУ различаются конструктивным исполнением. Каждый производитель использует собственные технические решения, механизмы, комплектующие.
В настоящее время используется 4 алгоритма:
Изменение положения револьверной головки.
Непосредственная передача инструмента из магазина в рабочее положение (шпиндель).
Передача через промежуточный накопитель (поворотную головку).
Передача и установка в шпиндель автооператором.
Рассмотрим самые распространенные виды механизмов.
Револьверная головка
Использование поворотной револьверной головки считается самым простым способом организации автоматической смены инструмента на ЧПУ. Он используется на большинстве одношпиндельных токарных станков. Резцы, сверла, центровки и другой неподвижный относительно станины инструмент устанавливается вручную. Смена инструмента осуществляется поворотом на определенное количество шагов и фиксацией револьверной головки.
Существуют механизмы с вертикальной, горизонтальной и наклонной осями вращения. Номера ячеек чаще всего совпадают с номерами инструментов в управляющей программе.
Главное преимущество такого способа состоит в простоте его реализации. Но ряд существенных недостатков ограничивает его применение:
Револьверная головка имеет ограниченное количество гнезд. Часто их оказывается недостаточно для изготовления детали за один цикл.
Способ неприменим для фрезерных и гравировальных станков, где инструмент должен вращаться.
Резцы и сверла находятся в непосредственной близости от шпинделя, загромождают рабочую зону.
В процессе работы и износа револьверной головки наблюдается снижение точности позиционирования инструмента.
Некоторые производители устранили основные недостатки револьверных головок. Для повышения точности поворотные механизмы были снабжены шаговыми двигателями, добавлены асинхронные приводы вращения рабочего инструмента с частотной регулировкой. В некоторых моделях время смены инструмента было снижено до 0,2 с. Однако такие модели оказались более материалоемкими и дорогими.
Магазин инструментов типа «Зонтик»
Магазин представляет собой вращающийся диск с гнездами для фрез и сверл. При помощи таких механизмов выполняется смена режущего инструмента на фрезерных станках с ЧПУ с вертикально расположенным шпинделем. Алгоритм работы устройства выглядит следующим образом:
По команде управляющей программы шпиндель перемещается в определенную точку, расположенную над магазином.
Поворотный механизм подводит под шпиндель пустую ячейку.
Цанговый патрон разжимается и освобождает инструмент.
Поворотный механизм помещает следующую фрезу под патроном.
Цанга зажимает хвостовик, после чего шпиндель поднимется вверх и вынимает инструмент из ячейки.
На станках с рабочими полями больших размеров используются подвижные магазины типа «Зонтик». Они перемещаются по направляющим и встречаются со шпиндельной головкой в любом месте стола. За счет этого удается сократить время на подготовку следующей операции.
Магазин инструментов типа «Рука»
Специфика применения таких механизмов состоит в том, что поворотный магазин чаще всего имеет боковую установку и используется на станках с горизонтально расположенным шпинделем. В устройстве используется двухзахватная рука — манипулятор, который извлекает фрезу из шпинделя, проворачивается на 180° и устанавливает инструмент для выполнения следующей операции. Одно из базовых преимуществ механизма — возможность смены фрез с коническим хвостовиком (Морзе, ISO). При составлении управляющей программы инструменты можно обозначить как «большие», тогда соседние с ним ячейки в магазине будут оставаться свободными. При установке «тяжелых» фрез движение «руки» замедляется.
Устройства такого типа размещаются вне рабочей зоны станка, при этом время смены остается минимальным.
Код автоматической смены инструмента
При создании управляющей программы для ЧПУ для смены инструмента используется код M06.
Команда обычно выглядит следующим образом: M06 T5. Адрес T и следующая за ним цифра обозначают, из какой ячейки вызывается инструмент. В данном случае это № 5. В большинстве современных систем порядок слов данных в кадре может быть любым: станок поймет, если вначале будет указан номер ячейки, а затем команда автоматической смены. Но в некоторых ЧПУ адрес ячейки T и команда M06 должны находиться в разных кадрах.
Сразу же после смены необходимо выполнить коррекцию длины инструмента. Если этого не сделать обработка будет проведена неправильно, а фреза или резец могут столкнуться со станиной или деталью. Для этого используется код G43, затем слово данных с соответствующим номером и точку, в которую перемещается инструмент. Часть программы будет выглядеть следующим образом:
N10 T5 M06
N15 G43 H5 Z50.0
В данном случае инструмент был смещен по оси Z.
Некоторые старые системы ЧПУ требовали указывать положительную и отрицательную компенсацию длины разными кодами: G43 и G44.
После выполнения операции перед вызовом следующего инструмента компенсацию длины предыдущего нужно отменить. Несмотря на то, что большинство современных станков делают это автоматически перед исполнением кода M06, для безопасности многие наладчики и программисты возвращают шпиндель или револьверную головку в исходное положение отдельной командой.
Станки MULTICUT с автоматической сменой режущего инструмента
В линейке продукции компании MULTICUT оборудование ЧПУ со сменой инструмента представлено серией 5000. Эти портальные фрезерно-гравировальные станки с вертикальным шпинделем разработаны для серийного промышленного производства. Восемь ячеек в инструментальном магазине расположены в ряд параллельно балке портала. Благодаря такой конструкции смена фрез производится за пределами рабочего поля и занимает не более 10 секунд.
Станки выполняют следующие операции:
фрезерование внешних и внутренних поверхностей деталей сложной конфигурации;
раскрой фанеры, МДФ, ДСП, листов из цветных металлов и сплавов;
гравировка;
объемное фрезерование.
В настоящее время серия 5000 поставляется с системой MULTICUT, позволяющей управлять всеми основными и вспомогательными функциями станка, работать в 4-х координатных осях, контролировать перемещение шпинделя и поворот заготовки.
Получить консультации можно у наших сотрудников, позвонив по контактным телефонам.
Читайте также
Обновлено: 10. 04.2023
Гравировка на станках с ЧПУ
В числе других видов декоративной обработки гравировка занимает одно из самых почетных мест. Она позволяет создавать неповторимые рисунки и орнаменты на материалах различной твердости и структуры.
Подробнее
Обновлено: 05.04.2023
Системы ЧПУ
Огромное количество предметов бытового и промышленного назначения, которые мы используем ежедневно, изготовлено на станках с числовым программным управлением. Автоматизированное управление вывело производственное оборудование на качественно новый уровень. Оно позволяет строить сложные технологические линии на базе одного универсального станка или нескольких единиц оборудования.
Подробнее
Обновлено: 05.04.2023
Привязка инструмента на станках с ЧПУ
Чтобы управляющая программа станка отработала корректно, нужно выполнить следующий этап наладки — привязку инструмента, которая заключается в определении вылетов фрезы, сверла или резца по осям и занесении полученных значений в УП. Для понимания важности операции предлагаем рассмотреть её подробнее.
Подробнее
Обновлено: 29.03.2023
Все о станках: комплектующие и системы ЧПУ
Статья освещает исключительно правильный, на наш взгляд, подход к производству станков — её обязательно стоит прочитать накануне приобретения фрезерно-гравировального оборудования.
Подробнее
Обновлено: 13.04.2023
Диагностика станков ЧПУ
Диагностика станков с ЧПУ представляет собой комплекс мероприятий, направленных на выявление причин отказов и сбоев. Конечная цель диагностики – поиск оптимального пути устранения проблем, составление технологической карты ремонта, коррекция управляющих программ.
Подробнее
Возврат к списку
Поделиться:
Как осуществляется автоматическая смена инструмента на станке с ЧПУ
Как можно автоматически менять инструменты на станке с ЧПУ?
Современные обрабатывающие станки, оснащенные ЧПУ, имеют специальную функцию, которая позволяет заменить рабочий инструмент без участия оператора. Специальные устройства имеют различное конструктивное исполнение. Благодаря им повышается производительность, так как сокращается время простоев. Также снижается риск поломки оборудования, после которого вам понадобится ремонт станков.
Использование поворотной головки
Это простейший метод, позволяющий организовать автоматическую замену инструментов. Он нередко используется на станках, предназначенных для токарных работ, с одним шпинделем. Все инструменты, являющиеся по отношению к станине неподвижными, необходимо устанавливать вручную. А их замена производится посредством разворота головки на несколько позиций и ее фиксации. Устройство может иметь вертикальные, наклонные или горизонтальные оси вращения.
Основным преимуществом данного способа замены считается его простая реализация. Однако его использование не всегда является целесообразным, так как метод имеет и недостатки:
головка со временем изнашивается, а это приводит к тому, что точность расположения сверл и резцов снижается;
инструменты занимают часть рабочей зоны, так как располагаются неподалеку от шпинделя;
для гравировального или фрезерного станка данный метод не подходит, потому что у них инструмент вращается;
количество гнезд в головке ограниченно, из-за чего некоторые детали невозможно изготовить за 1 цикл.
Механизм зажима типа «Зонтик»
Механизм выполнен в форме диска, имеющего гнезда для размещения необходимых инструментов. Вращающийся магазин позволяет заменять режущее оборудование на станках, используемых для проведения фрезерных работ, шпиндель которых ориентирован вертикально. Принцип работы механизма простой:
программа для управления посылает сигнал, заставляющий шпиндель перемещаться и остановиться в конкретной точке, которая находится над магазином;
при помощи поворотного устройства пустая камера подводится под шпиндель;
используемый инструмент освобождается после разжатия цангового патрона;
элемент, необходимый для проведения следующего этапа работ, устанавливается под патроном при помощи поворотного механизма;
хвостовик зажимается цангой;
шпиндель поднимается, вынимая при этом из ячейки новую фрезу.
Механизм зажима типа «Рука»
Особенность этого механизма в том, что его поворотная установка, в основном, расположена сбоку. Механизмы подходят для станков, шпиндель которых установлен горизонтально. Прибор для автоматической замены инструментов оснащен манипулятором (двухзахватной рукой), при помощи которой можно извлечь из шпинделя фрезу. После этого механизм описывает полный полукруг и, совершив поворот, захватывает элемент, который понадобится для проведения следующих работ.
Основным достоинством магазина является наличие возможности менять фрезы, имеющие хвостовики в форме конуса (ISO и Морзе). Составляя управляющую программу, есть возможность отметить рабочие инструменты как тяжелые и большие. В этом случае ячейки, расположенные рядом с ними, останутся пустыми, а движение механизма замедлится.
Стоит помнить, что даже при использовании специальных устройств, которые позволяют облегчить работу, вам может понадобиться ремонт станков с ЧПУ . Если какая-то деталь вышла из строя, необходимо сразу же обращаться к мастеру, чтобы избежать возникновения более серьезных поломок.
Стоимость ремонта станков с НДС
Устройство автоматической смены инструмента | Преимущества и принципы работы
Автор:
Категория:
Плазменные станки с ЧПУ
Фрезерные станки с ЧПУ
или качество.
Ручное выполнение операций с несколькими инструментами — одна из особо трудоемких задач, которая может значительно замедлить работу, если вам приходится оставаться поблизости и присматривать за фрезерным станком с ЧПУ. Необходимость присутствия не только замедляет производство, но и необходимость приостанавливать работу для ручной смены инструментов также приводит к пустой трате времени, которое лучше было бы потратить в другом месте.
Здесь устройство автоматической смены инструмента может оказать серьезное влияние. Автоматическое устройство смены инструмента — или ATC — это одна из наиболее выгодных форм автоматизации, которую вы можете внедрить в свою работу с ЧПУ, помогая вам плавно менять инструменты за считанные секунды без необходимости приостанавливать работу.
Подробно рассмотрим, что такое устройство автоматической смены инструмента, как оно работает и какие преимущества дает его добавление в процесс ЧПУ.
Что такое устройство автоматической смены инструмента?
Устройство автоматической смены инструмента повышает производительность и грузоподъемность станка с ЧПУ за счет очень быстрой смены инструментов без помощи ручного оператора. При этом ATC значительно сокращает время простоя данного проекта.
ATC обычно используются для повышения способности машины работать с несколькими инструментами одновременно, но их также можно использовать для замены изношенных или сломанных инструментов. Как правило, существует два типа автоматических устройств смены инструмента — ротационного типа и линейного типа, которые различаются по количеству инструментов, присутствующих в устройстве смены.
Устройство автоматической смены инструмента обычно состоит из:
Как работает устройство автоматической смены инструмента?
После настройки на станке с ЧПУ устройство автоматической смены инструмента следует быстрому набору шагов для замены и замены инструментов. Вот как это работает.
Команда смены инструмента подается на станок через компьютер.
Заменяемый инструмент занимает фиксированное положение, известное как «позиция смены инструмента».
Шпиндель ATC перемещается в это положение для захвата инструмента.
Ось Z перемещается между станочной стойкой/поворотным устройством для подъема/опускания инструмента.
Внутри шпиндель открывает или закрывает патрон для замены инструмента, прежде чем вернуться к работе.
За считанные секунды ATC позволяет автоматически переключать инструменты без участия человека (кроме программирования смены).
Каковы преимущества устройства автоматической смены инструмента?
Устройство автоматической смены инструмента с ЧПУ имеет множество существенных преимуществ в мастерской, в том числе:
Возможность переключения между большим количеством инструментов без участия оператора
Повышенная точность
Повышенная эффективность
Снижение стоимости рабочей силы
Сокращение времени простоя и общего времени производства
Увеличенная емкость для хранения инструментов
Повышенная универсальность станка
Повышенная безопасность для сотрудников и оборудования
Возможность простой замены больших и тяжелых инструментов
Улучшенная обработка кромок благодаря более подходящему инструменту для каждого процесса
Повысьте эффективность и качество продукции с помощью ShopSabre
В ShopSabre наш штат инженеров обладает обширным опытом в области управления движением и всегда стремится предоставить любителям и владельцам магазинов непревзойденную точность, эффективность и универсальность.
Мы предлагаем различные автоматические устройства смены инструмента для станков с ЧПУ, а также множество аксессуаров, совместимых с ATC, включая пылезащитные доки, защитные юбки, насадки для агрегатов и оси C и многое другое. Наши устройства смены инструмента доступны как в линейном, так и в поворотном исполнении с 5 или 10 позициями на большинстве моделей, с возможностью начать с 5 и обновить до 10 позднее, если это необходимо.
Какими бы ни были ваши цели, мы стремимся помочь вам добиться выдающихся результатов с меньшими трудозатратами и затратами.
Вот несколько причин, по которым ShopSabre может разрабатывать и производить такую революционную технологию ЧПУ:
Опытный штат инженеров
Возможность полностью изготавливать и тестировать конструкции на месте
Возможность запуска конструкций в производство
Приобретите нашу широкую коллекцию фрезерных станков с ЧПУ и плазменных станков с ЧПУ в Миннеаполисе сегодня, чтобы испытать ЧПУ таким, каким оно должно быть.
G-код смены инструмента и смещения инструмента
Учебное пособие по G-коду CNCCookbook
G-код смены инструмента
В большинстве программ G-кода ЧПУ будет запрограммирована одна или несколько смен инструмента G-кода. Это справедливо даже в том случае, если на вашем станке нет устройства автоматической смены инструмента. Это потому, что программирование смены инструмента служит двум целям. Во-первых, в случае станка с автоматическим устройством смены инструмента (ATC) G-коды смены инструмента сообщают ATC о необходимости загрузить конкретный инструмент в шпиндель или, в случае токарного станка, повернуть этот инструмент в положение на револьверный станок. Вторая роль этих кодов заключается в настройке другого смещения длины инструмента. Коррекция длины инструмента сообщает станку с ЧПУ, насколько длина текущего инструмента отличается от длины инструмента №1. Он изменит свое представление о том, где находится кончик инструмента, когда вы сделаете свой следующий шаг, основываясь на этом.
Для выполнения этих двух функций может потребоваться от одного до нескольких G-кодов. Давайте рассмотрим каждый возможный g-код и стиль его использования.
T Выбор инструмента и M06 Смена инструмента
Слово «T» обычно используется для выбора инструмента. На VMC с ATC обычно слово «T» сообщает фрезерному станку о выборе этого инструмента, но для фактической смены инструмента требуется выполнить слово M06. Это дает ATC немного заблаговременного предупреждения, позволяя ему повернуть новый инструмент в нужное положение, пока станок занят чем-то другим, что может ускорить смену инструмента. На большинстве токарных станков и даже на некоторых фрезерных станках М06 не нужен. На этих машинах использование M06, скорее всего, будет ошибкой.
Пример смены инструмента с помощью T + M06
N10 T12 (Выбор инструмента №12)
N20 M06 (Перейти к выбранному инструменту)
Если машина не использует M06, образец будет выглядеть так:
Н10 Т12
Если вы хотите воспользоваться отдельными T и M06, чтобы дать вашему станку максимальное время для подготовки к быстрой смене инструмента, вы должны сделать что-то вроде этого:
Т12
М06
Т14
(Обработка с T12 в шпинделе, но T14 готов для следующего M06)
М06
(Теперь Т14 загружен)
T02 (настройка T02 на потом)
(Обработка с T14)
М06
(Теперь Т02 в шпинделе)
(и т. д.)
Случайный выбор инструмента из памяти
Один из приемов, который используют некоторые станки для еще более быстрой смены инструмента, заключается в настройке инструмента таким образом, чтобы ему не приходилось возвращаться в определенный карман на устройстве смены. Вместо этого машина просто втыкает инструмент в ближайший карман, поэтому не нужно много времени, чтобы повернуть карман в нужное положение. Машина отслеживает, например, в каком слоте фактически находится T02, и вы всегда можете указать его как «T02» независимо от того, в каком слоте он окажется.
Коррекция инструмента: геометрия и корректировка износа
А как насчет выбора коррекции инструмента, чтобы станок знал длину инструмента?
Первое, что следует отметить, это то, что на самом деле существует 2 разных смещения длины — смещение геометрии и смещение износа. Смещение геометрии связано с каждым инструментом по номеру и именно оно определяет длину инструмента. Смещение износа — это точная настройка изменения общей длины инструмента, которая используется для компенсации износа и дает оператору возможность точно настроить то, что происходит от детали к детали. Например, вы можете обтачивать деталь по диаметру и обнаружить, что после измерения диаметра микрометром он немного отличается. Возможно, он слишком велик на 0,0013″. Чтобы исправить это, вы можете ввести смещение износа -0,0013, чтобы машина вышла намного ближе к желаемому допуску.
На данный момент проигнорируем смещение износа. Когда вы меняете инструмент, ваш контроллер станка автоматически применяет смещение геометрии на основе информации, содержащейся в его таблице инструментов о каждом инструменте.
Комбинированный номер инструмента и смещение в стиле Fanuc для токарной обработки
Теперь, когда мы знаем об этих смещениях, давайте рассмотрим определение смены инструмента на токарном станке с использованием синтаксиса Fanuc. Это довольно просто. Чтобы выбрать инструмент № 2, мы должны использовать:
Т0202
«Почему «02» повторяется дважды?» Вы задаетесь вопросом.
 Простая конструкция оборудования облегчает включение станка в лесопильный поток как малой, так и большой производительности. Каждым пильным узлом можно управлять отдельно, что облегчает перенастройку ленточно-делительного станка для материалов разных размеров.
Простая конструкция оборудования облегчает включение станка в лесопильный поток как малой, так и большой производительности. Каждым пильным узлом можно управлять отдельно, что облегчает перенастройку ленточно-делительного станка для материалов разных размеров. Такой станок используется на предприятиях с малой и средней мощностью.
Такой станок используется на предприятиях с малой и средней мощностью. Это также обуславливает выработку режущего инструмента и увеличение размера разреза.
Это также обуславливает выработку режущего инструмента и увеличение размера разреза.
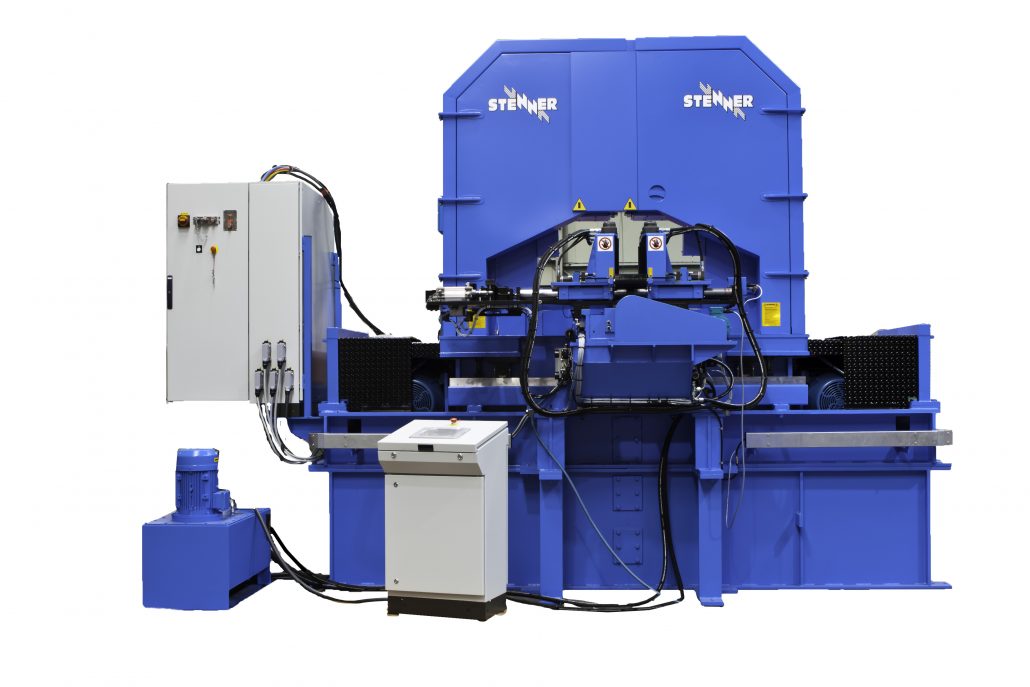
 Состояние: хорошее рабочее. Страна происхождения: . Местонахождение: Ленинградская обл. Цена: по запросу.
Состояние: хорошее рабочее. Страна происхождения: . Местонахождение: Ленинградская обл. Цена: по запросу.
 Цена: по запросу.
Цена: по запросу.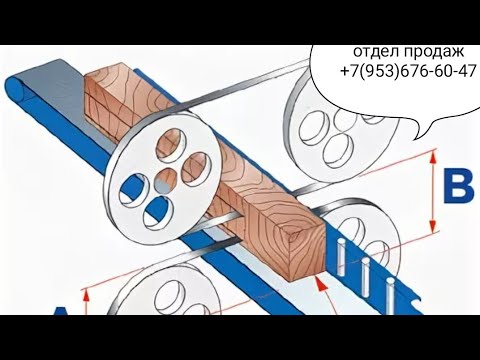 Страна происхождения: Тайвань. Местонахождение: Саратовская обл. Цена: по запросу.
Страна происхождения: Тайвань. Местонахождение: Саратовская обл. Цена: по запросу. Местонахождение: Тверская обл. Страна происхождения: Германия. Цена: по запросу.
Местонахождение: Тверская обл. Страна происхождения: Германия. Цена: по запросу.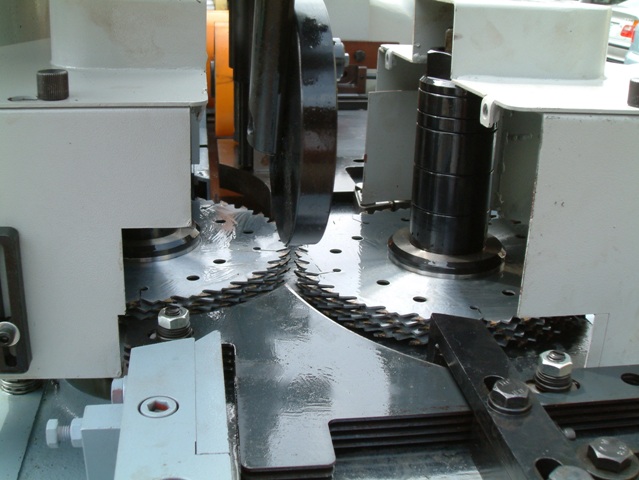



 Благодаря глубокой локализации имеет статус российского производителя.
Благодаря глубокой локализации имеет статус российского производителя.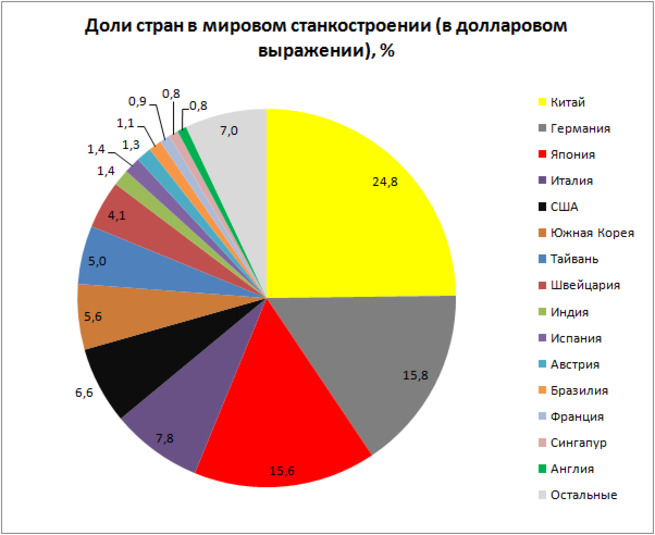 В России есть производители станков плазменной и лазерной резки, станков для производства строительных материалов, балансировочных станков и другого оборудования.
В России есть производители станков плазменной и лазерной резки, станков для производства строительных материалов, балансировочных станков и другого оборудования.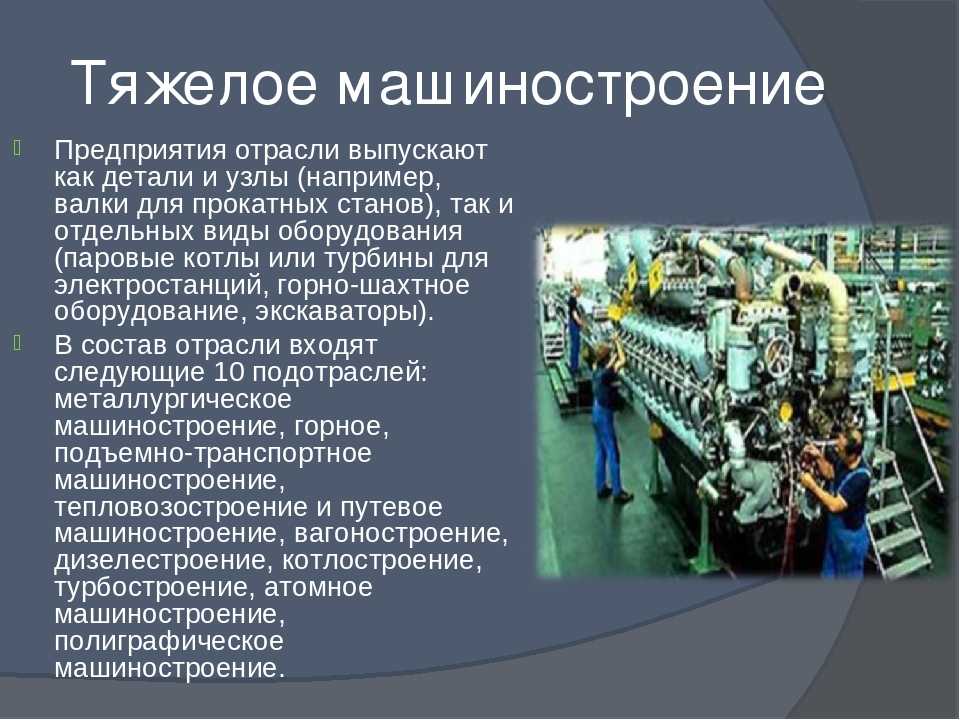
 , г. Кимры, ул. 50 лет ВЛКСМ, 14Г
, г. Кимры, ул. 50 лет ВЛКСМ, 14Г Орджоникидзе, д. 70
Орджоникидзе, д. 70 Москва, г. Щербинка, ул. Железнодорожная д.24, этаж 2, комн.2
Москва, г. Щербинка, ул. Железнодорожная д.24, этаж 2, комн.2 Саратов, ул. Огородная, 162, литер ББ, этаж 1
Саратов, ул. Огородная, 162, литер ББ, этаж 1 Вологда, ул. Залинейная, 22
Вологда, ул. Залинейная, 22
 О.Р.Т.»:
О.Р.Т.»: О.Р.Т.»
О.Р.Т.»



 Ил-76МД-90А). Еще три госконтракта исходят от КБ Кузнецова на поставку, монтаж, пуско-наладку и пуск профильно-шлифовальных станков для изготовления корпусов турбин ПАО «Кузнецов» в Самаре. Очередной госконтракт на поставку 3-х координатных станков с ЧПУ в рамках проекта «Реконструкция и техническое перевооружение производства для Ил-9».6-400М на Воронежском авиационном производственном объединении.
Ил-76МД-90А). Еще три госконтракта исходят от КБ Кузнецова на поставку, монтаж, пуско-наладку и пуск профильно-шлифовальных станков для изготовления корпусов турбин ПАО «Кузнецов» в Самаре. Очередной госконтракт на поставку 3-х координатных станков с ЧПУ в рамках проекта «Реконструкция и техническое перевооружение производства для Ил-9».6-400М на Воронежском авиационном производственном объединении.
 Участвовал в объединении семи производственных площадок: Станкостроение (Башкортостан), ОАО «Станкотех» (Московская область), Рязанский Станкозавод, Донпрессмаш (Ростовская область, Азов) и других.
Участвовал в объединении семи производственных площадок: Станкостроение (Башкортостан), ОАО «Станкотех» (Московская область), Рязанский Станкозавод, Донпрессмаш (Ростовская область, Азов) и других. Мы много говорим о цифровой индустрии, но для этого нужна активная работа», — призвал промышленников модернизировать производство Минниханов. «Республика нуждается в современных станках и заинтересована в привлечении наших зарубежных партнеров и высокотехнологичных компаний для локализации их заводов в нашей республике».
Мы много говорим о цифровой индустрии, но для этого нужна активная работа», — призвал промышленников модернизировать производство Минниханов. «Республика нуждается в современных станках и заинтересована в привлечении наших зарубежных партнеров и высокотехнологичных компаний для локализации их заводов в нашей республике». Если есть российский аналог, настаиваем на его закупке в стране, если нет, то разрешаем ввоз. Комиссия очень избирательно подходит к каждой покупке», — сказал он. Почти 90% станков были импортированы несколько лет назад. «Если раньше на российские аналоги приходилось 6–7% поступающих заказов, то сегодня — 32–35%. Сумма ввозимых станков была на 1,3 миллиарда долларов, или 10-11 тысяч единиц техники, а сейчас она упала до 900 миллионов долларов, или 8-9 тысяч единиц», — пояснил Самодуров.
Если есть российский аналог, настаиваем на его закупке в стране, если нет, то разрешаем ввоз. Комиссия очень избирательно подходит к каждой покупке», — сказал он. Почти 90% станков были импортированы несколько лет назад. «Если раньше на российские аналоги приходилось 6–7% поступающих заказов, то сегодня — 32–35%. Сумма ввозимых станков была на 1,3 миллиарда долларов, или 10-11 тысяч единиц техники, а сейчас она упала до 900 миллионов долларов, или 8-9 тысяч единиц», — пояснил Самодуров.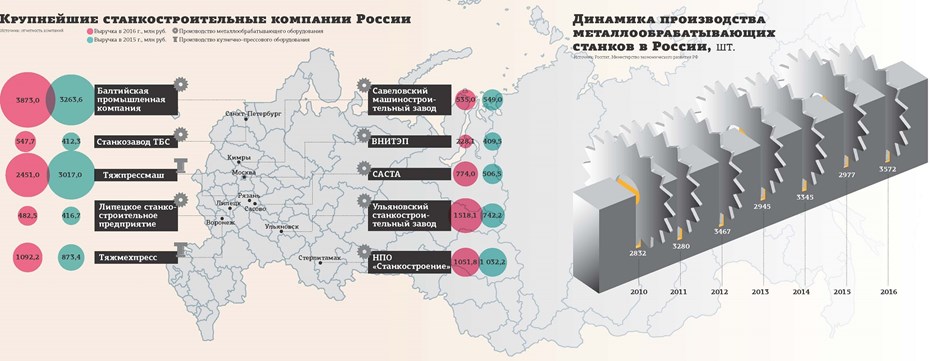
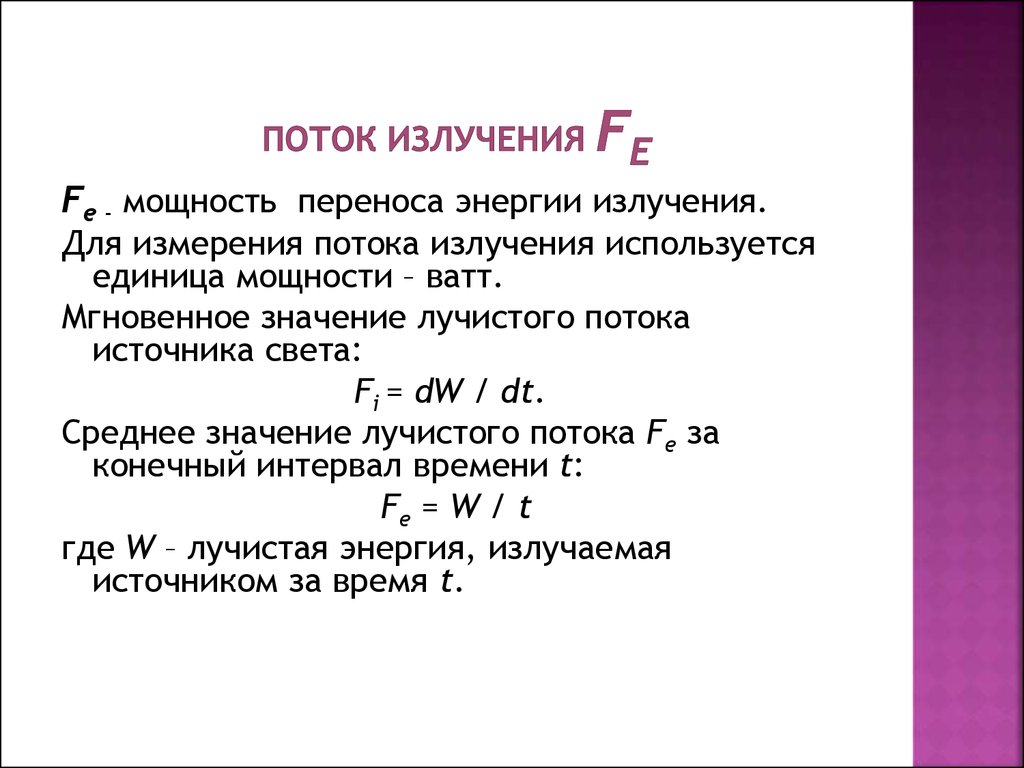 5 кВт
5 кВт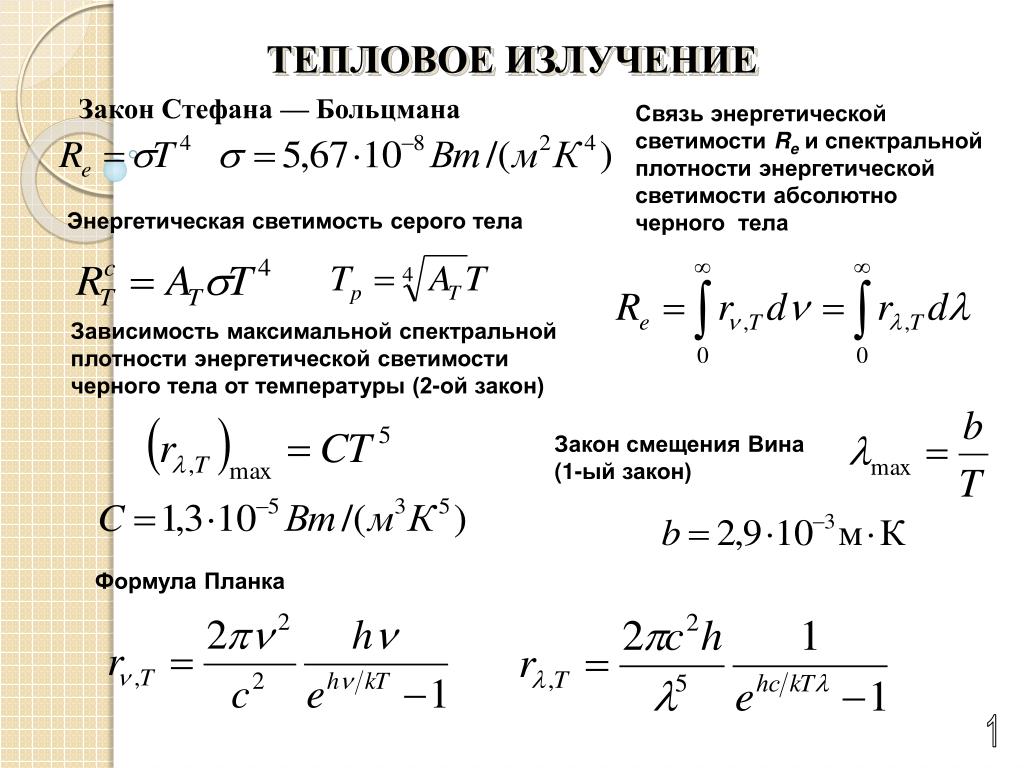 5 кВт
5 кВт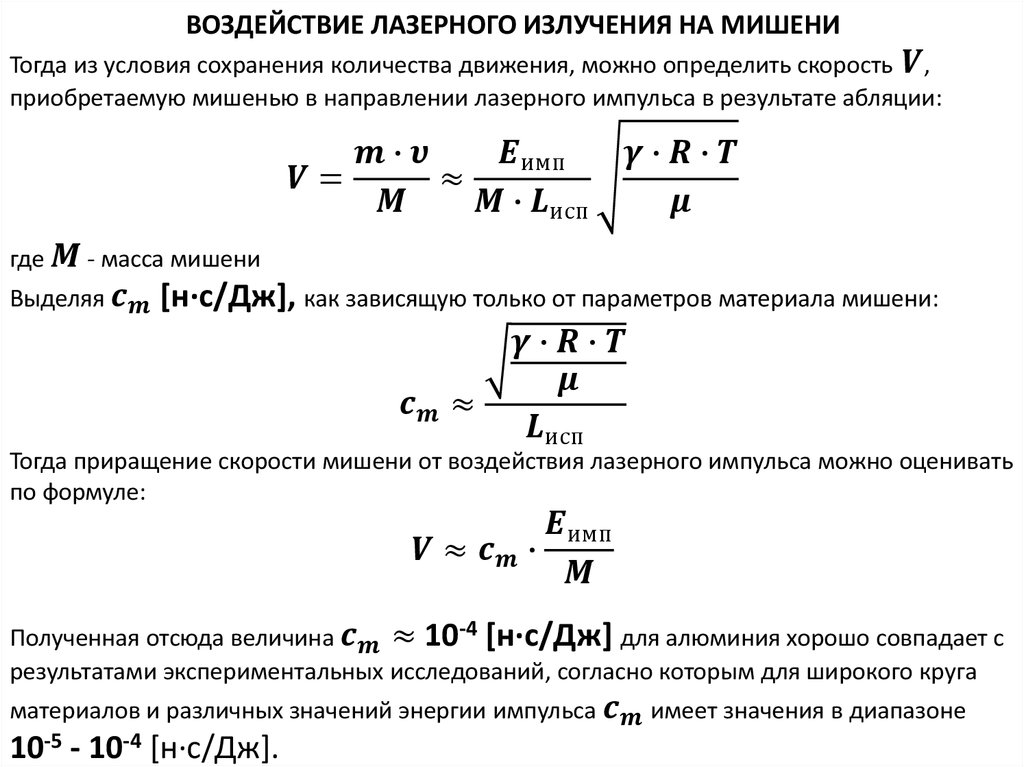 5 кВт
5 кВт 5 кВт
5 кВт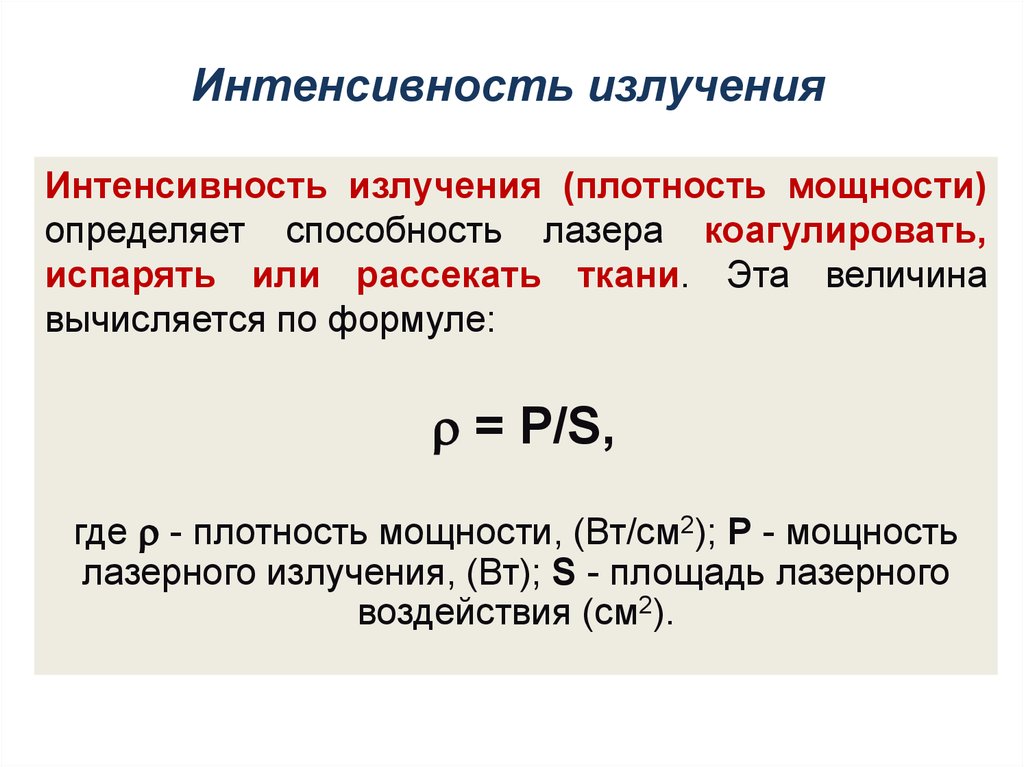 Каждый материал имеет свои особенности, под которые нужно подбирать параметры излучателя. Волоконный лазер создаёт луч с волной 1 миллимикрон. Для большей длины используется сумматор, который объединяет несколько модулей.
Каждый материал имеет свои особенности, под которые нужно подбирать параметры излучателя. Волоконный лазер создаёт луч с волной 1 миллимикрон. Для большей длины используется сумматор, который объединяет несколько модулей.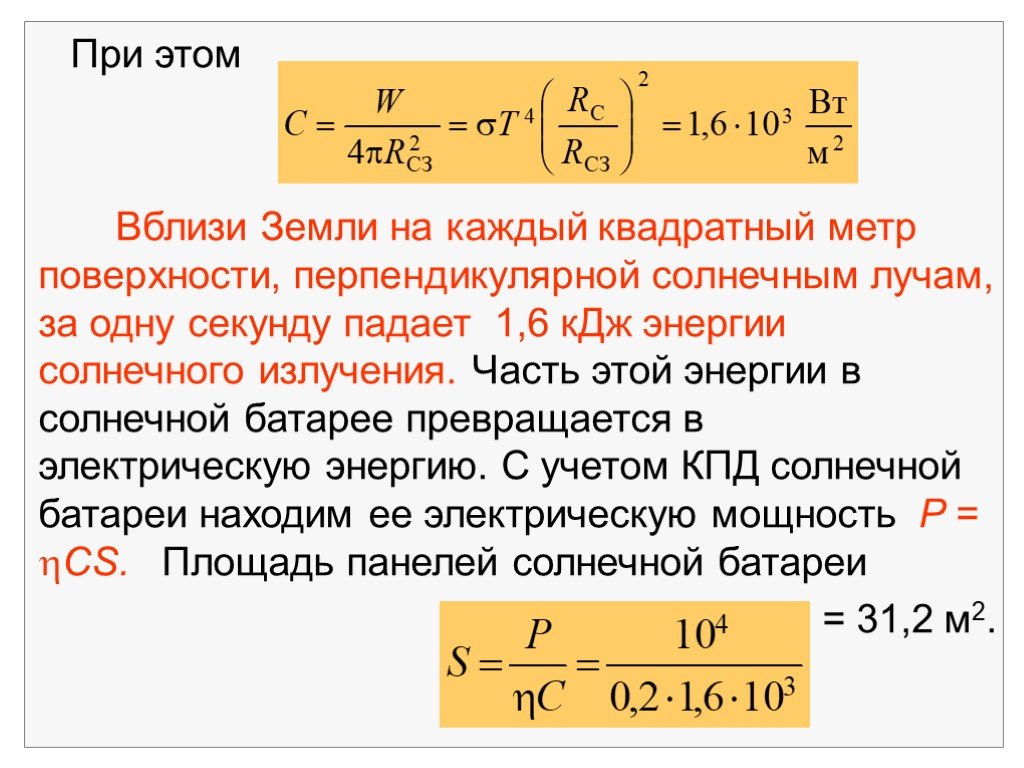 К ним подбираются фильтр, предотвращающие загрязнение воздуха. Лучше всего он режет алюминий, нержавейку. Во время процесса окисляется кромка листа.
К ним подбираются фильтр, предотвращающие загрязнение воздуха. Лучше всего он режет алюминий, нержавейку. Во время процесса окисляется кромка листа.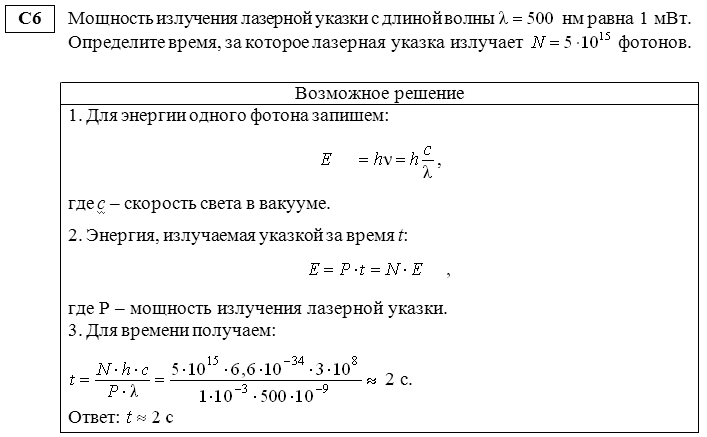 Защита в активном исполнении самостоятельно устраняет опасные отражения.
Защита в активном исполнении самостоятельно устраняет опасные отражения.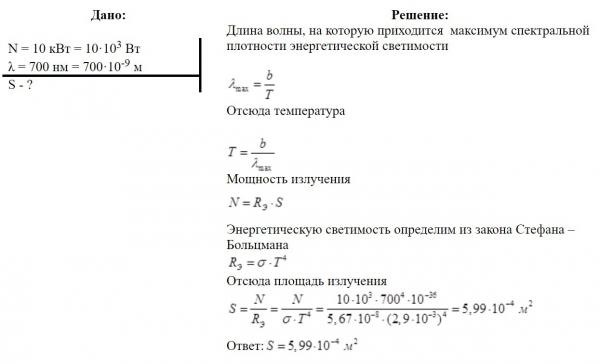 Из-за большого сопротивления латуни таким способом можно резать только 12 мм листы, а у алюминия этот показатель ещё ниже и достигает 10 мм.
Из-за большого сопротивления латуни таким способом можно резать только 12 мм листы, а у алюминия этот показатель ещё ниже и достигает 10 мм.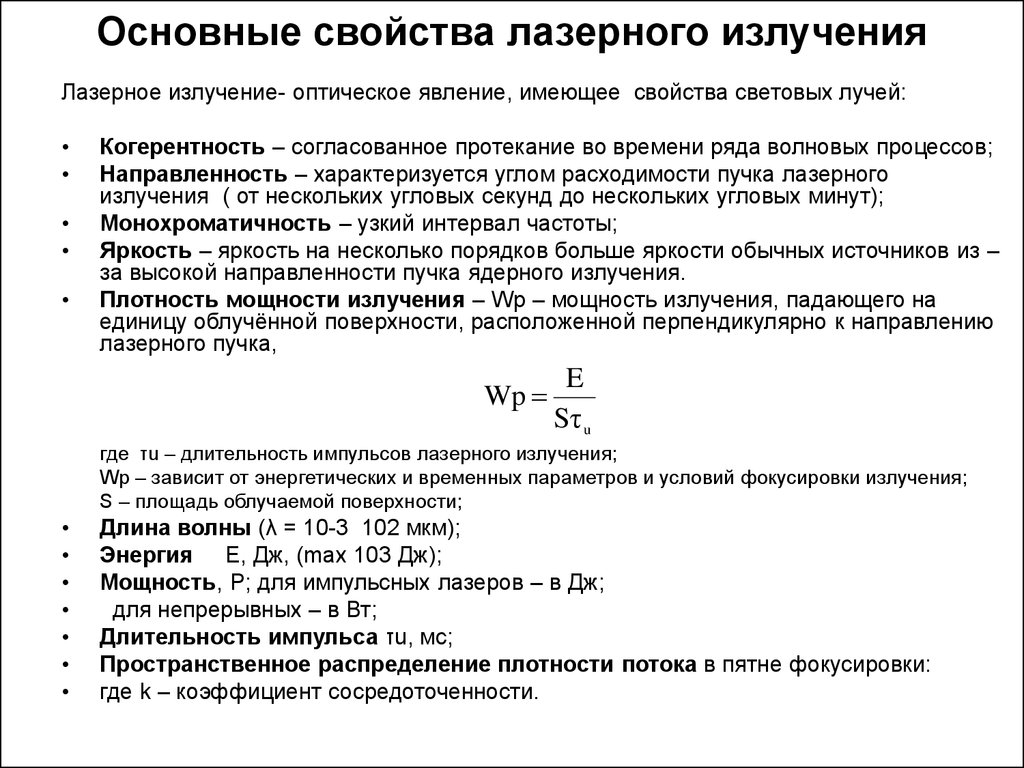 Эту идею подхватили маркетологи, чтобы хоть как-то привлечь клиентов на невзрачный товар. Обычно эти параметры рисуются такими, какими их хочет видеть продавец или покупатель и в 90% случаев не соответствуют действительности.
Эту идею подхватили маркетологи, чтобы хоть как-то привлечь клиентов на невзрачный товар. Обычно эти параметры рисуются такими, какими их хочет видеть продавец или покупатель и в 90% случаев не соответствуют действительности. Но при этом и вероятность появления нежелательных побочных эффектов тоже выше.
Но при этом и вероятность появления нежелательных побочных эффектов тоже выше.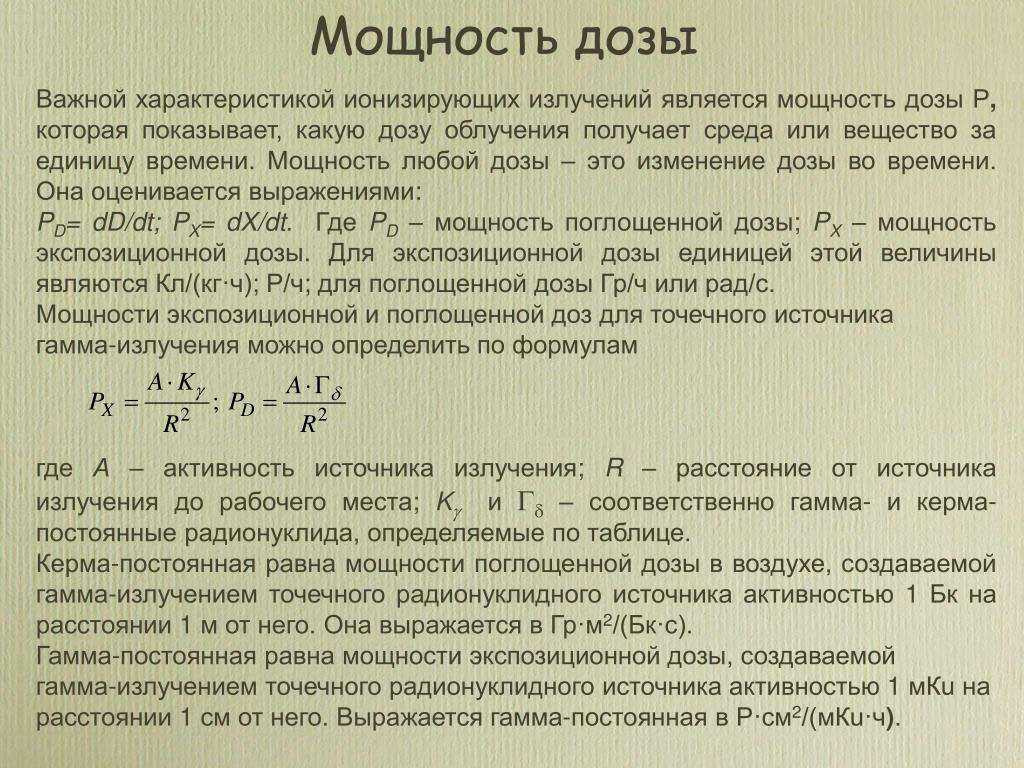
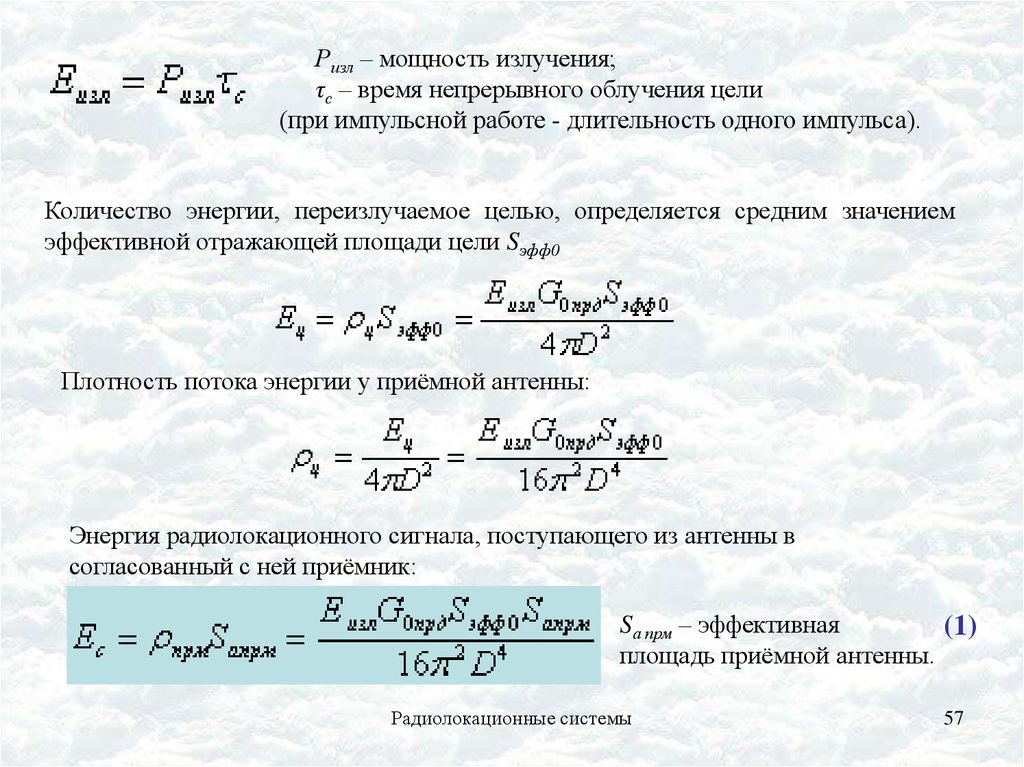
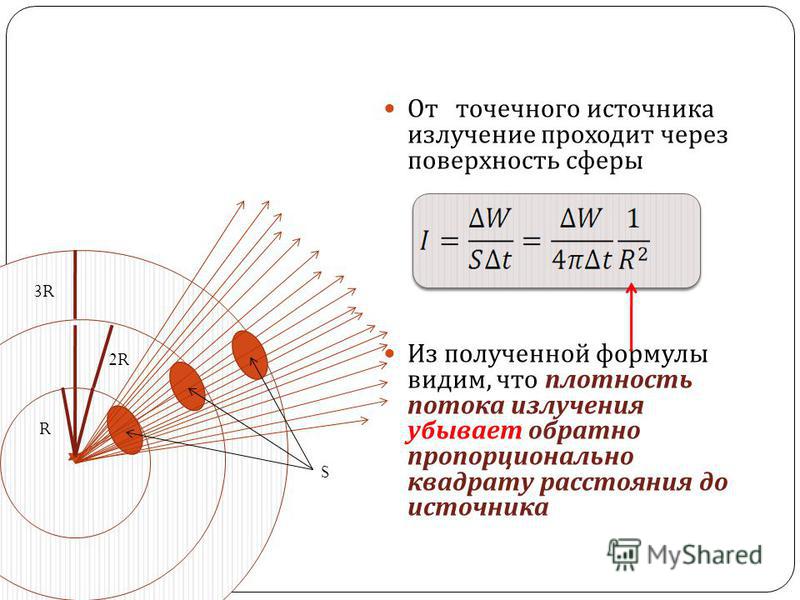
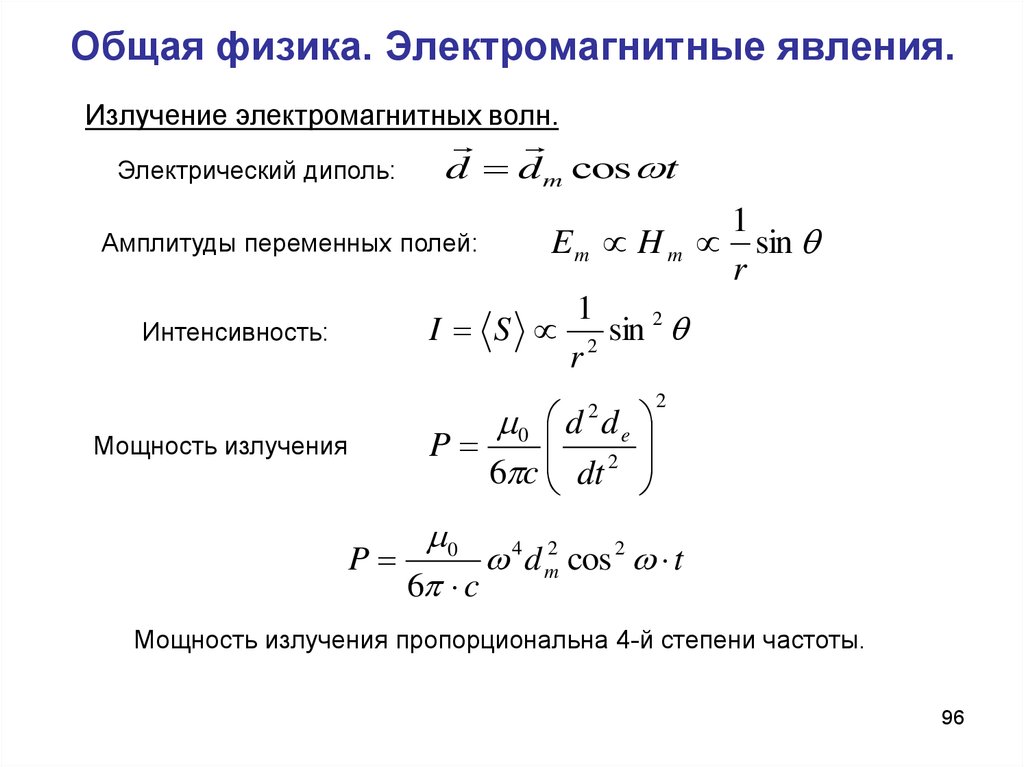 se.com/ww/en/work/products/low-voltage-products-and-systems/»>
se.com/ww/en/work/products/low-voltage-products-and-systems/»>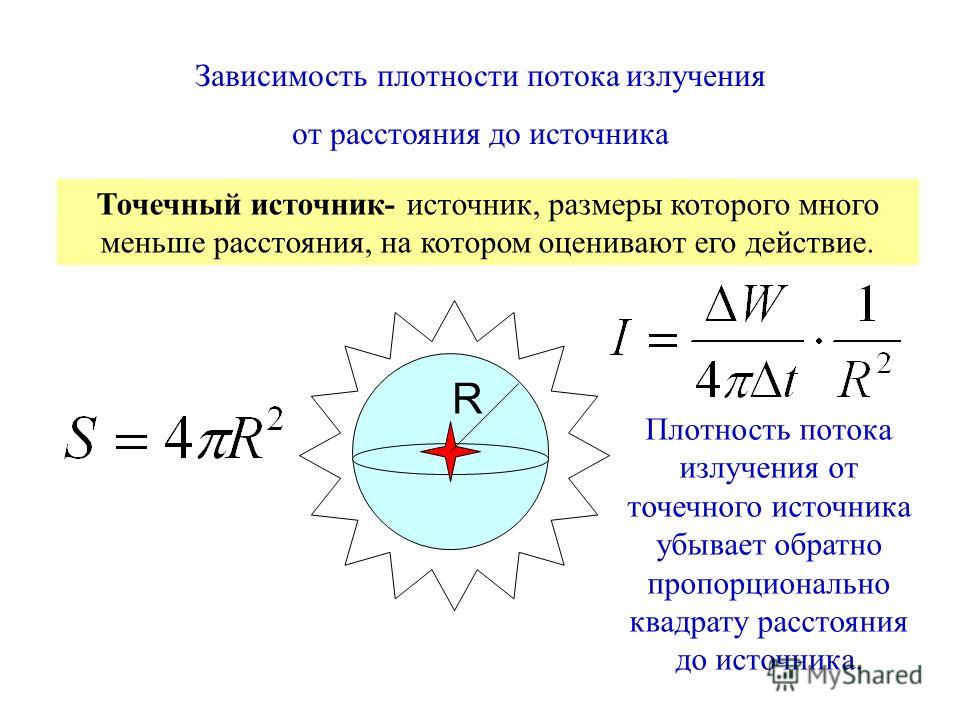 se.com/ww/en/work/products/critical-power-cooling-and-racks/»>
se.com/ww/en/work/products/critical-power-cooling-and-racks/»>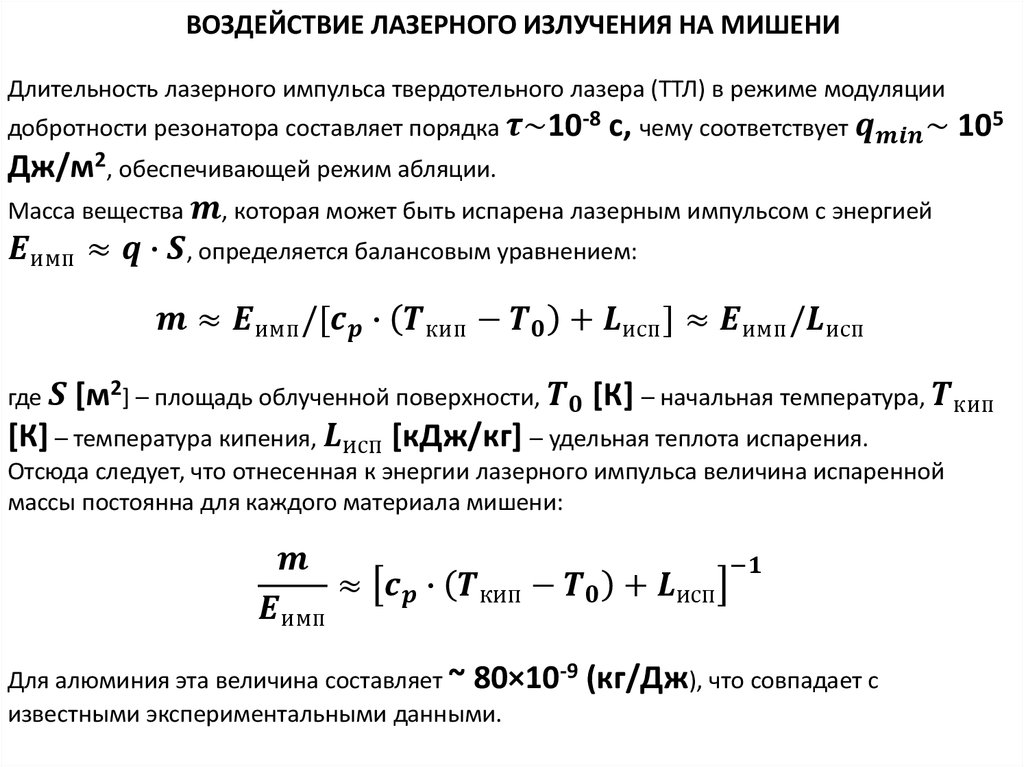 Ассортимент Harmony, доступный по всему миру в версиях из металла и пластика, отвечает вашим потребностям в надежной…
Ассортимент Harmony, доступный по всему миру в версиях из металла и пластика, отвечает вашим потребностям в надежной…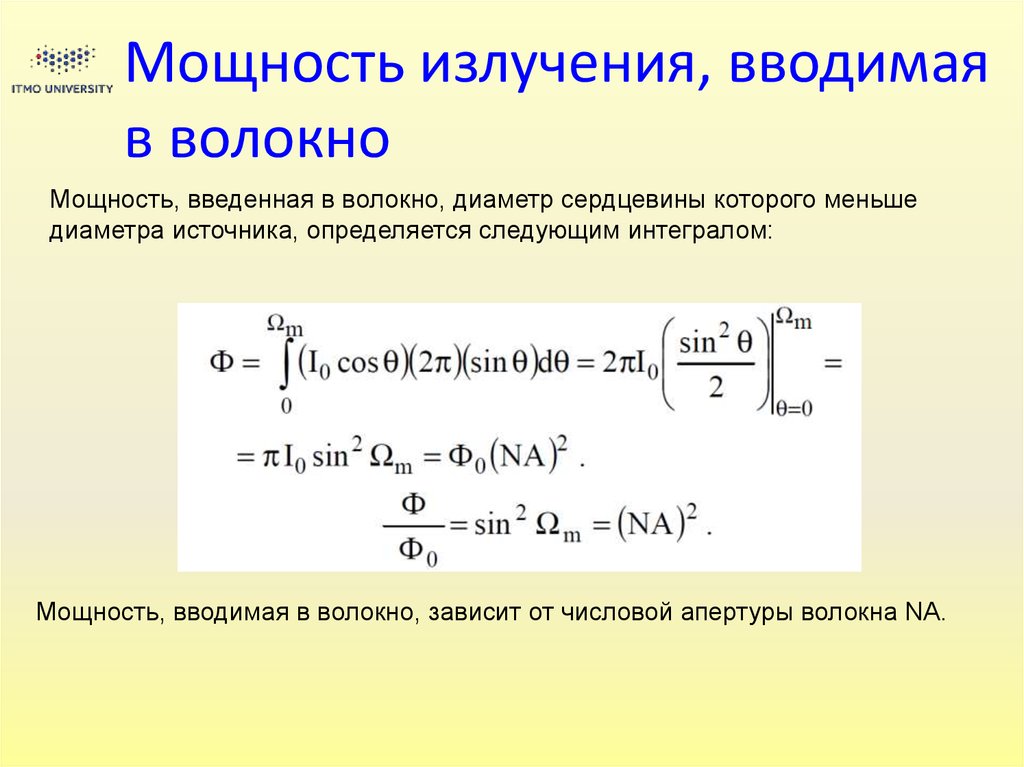
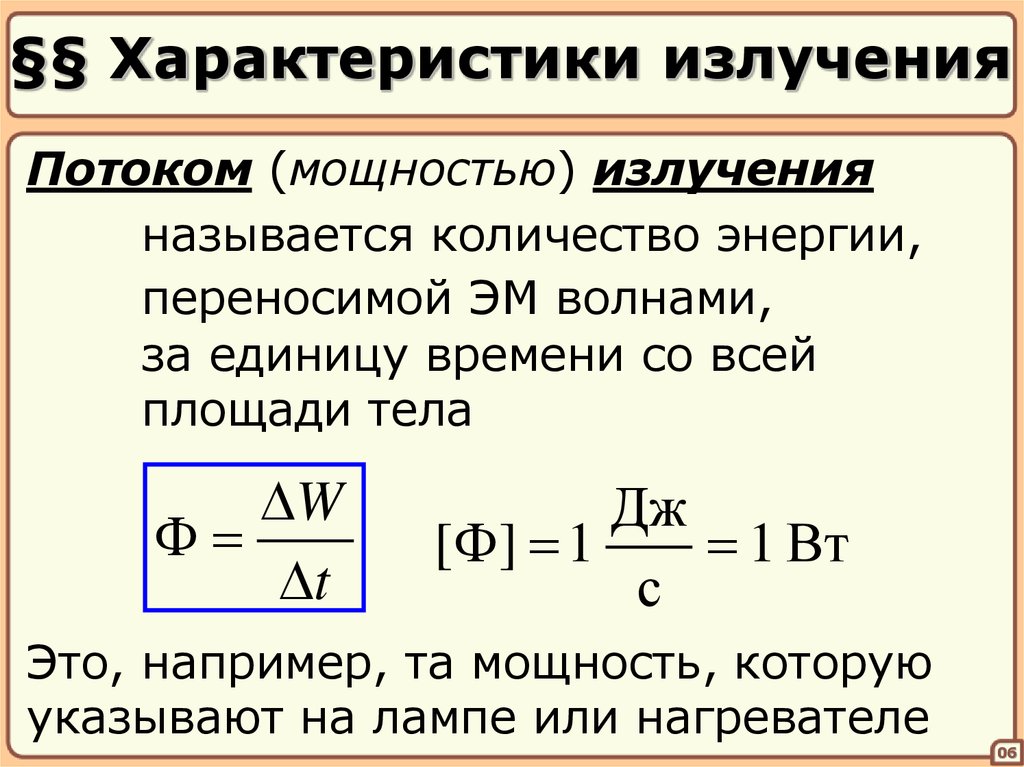
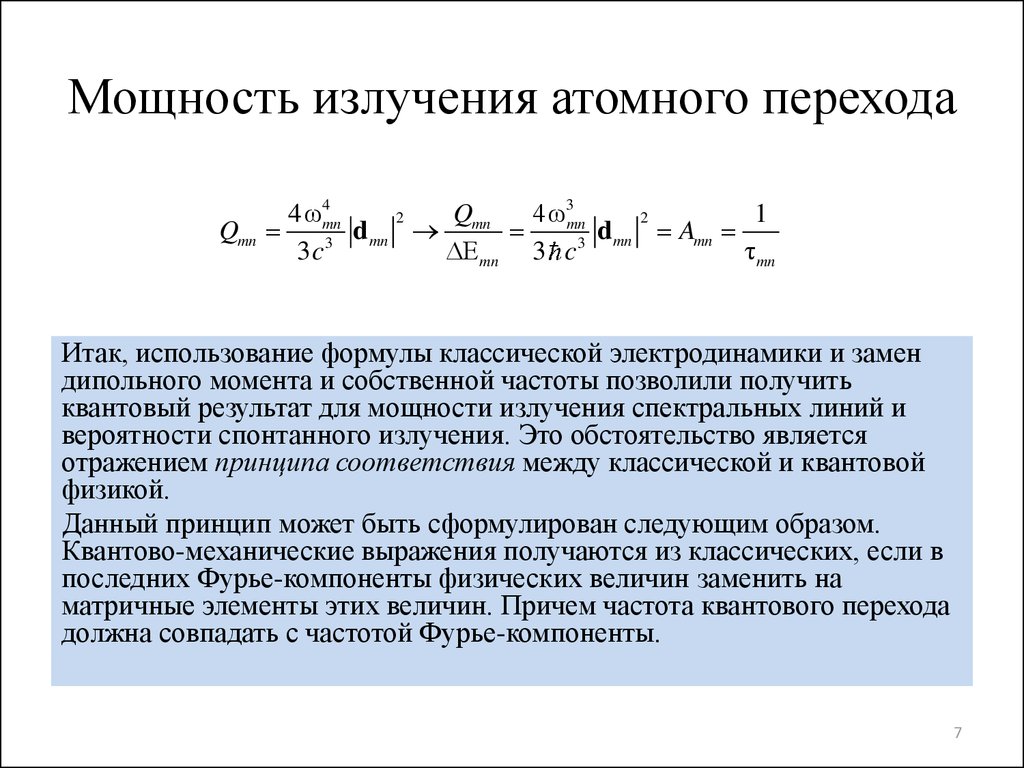 billingAddress.state.stateShortName}}
billingAddress.state.stateShortName}}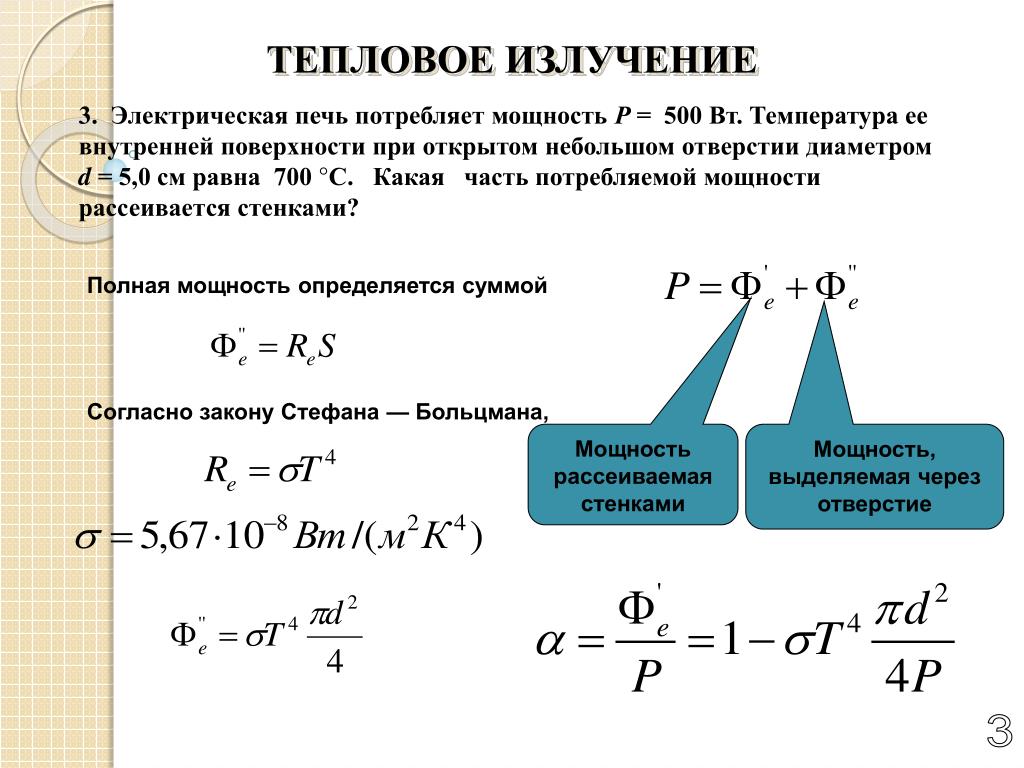
 80-8/4.00-8
80-8/4.00-8

 Вторая используется чаще, чем первая, в силу лучших эксплуатационных характеристик.
Вторая используется чаще, чем первая, в силу лучших эксплуатационных характеристик. Продуктивность работы этих устройств выше в отличие от дрелей, что объясняется показателем силы удара. У легких моделей значение равно 1.4-1.7 Дж, а у тяжелых – 19-26 Дж. Работая с дрелями, удар определяется силой прижимания аппарата к поверхности. Но даже если показатель высокий, то значение будет малым, потому что амплитуда осевого элемента низкая. Как правило, параметр равен высоте зуба шестеренки. Эффективность перфоратора выше и за счет массы устройства. Вес способствует увеличению такого параметра.
Продуктивность работы этих устройств выше в отличие от дрелей, что объясняется показателем силы удара. У легких моделей значение равно 1.4-1.7 Дж, а у тяжелых – 19-26 Дж. Работая с дрелями, удар определяется силой прижимания аппарата к поверхности. Но даже если показатель высокий, то значение будет малым, потому что амплитуда осевого элемента низкая. Как правило, параметр равен высоте зуба шестеренки. Эффективность перфоратора выше и за счет массы устройства. Вес способствует увеличению такого параметра.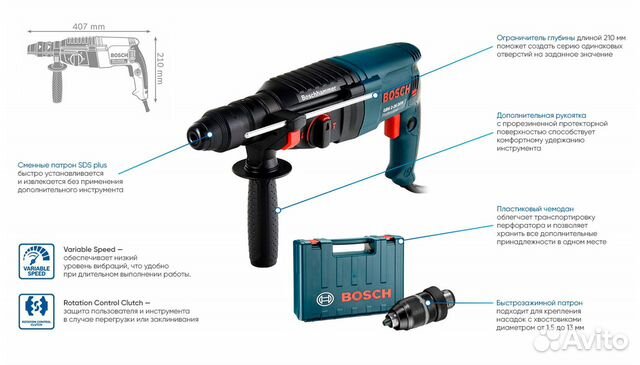 Чаще всего эксплуатируются:
Чаще всего эксплуатируются: Фиксатор способствует быстрой и легкой смене зажима. Стандартная модель включается в комплект аппарата. Когда используется кулачковая вариация, то формируется конструкция, которая состоит из двух зажимов, соединяющихся между собой последовательной цепочкой, и одного вспомогательного. Но в таком случае возникает биение во время работы аппарата, а крепление отличается недостаточной жесткостью.
Фиксатор способствует быстрой и легкой смене зажима. Стандартная модель включается в комплект аппарата. Когда используется кулачковая вариация, то формируется конструкция, которая состоит из двух зажимов, соединяющихся между собой последовательной цепочкой, и одного вспомогательного. Но в таком случае возникает биение во время работы аппарата, а крепление отличается недостаточной жесткостью.  При меньшем значении нажатия снижается и вибрация на руки, что представляет удобство для пользователя.
При меньшем значении нажатия снижается и вибрация на руки, что представляет удобство для пользователя. В результате вибрация влияет с большой силой и жесткостью, негативно отражающейся на комплектующих инструмента, выводя элементы из строя.
В результате вибрация влияет с большой силой и жесткостью, негативно отражающейся на комплектующих инструмента, выводя элементы из строя. Если не предполагается серьезных ремонтных работ, то оптимально выбрать ударную дрель. Она подойдет для деревянных и металлических покрытий, закручивания крепежных элементов. Выбирать перфоратор рационально, когда возникает необходимость просверлить твердые поверхности (каменные, бетонные, кирпичные), подготовить большие отверстия или выполнить демонтажные операции.
Если не предполагается серьезных ремонтных работ, то оптимально выбрать ударную дрель. Она подойдет для деревянных и металлических покрытий, закручивания крепежных элементов. Выбирать перфоратор рационально, когда возникает необходимость просверлить твердые поверхности (каменные, бетонные, кирпичные), подготовить большие отверстия или выполнить демонтажные операции. В режиме реверса с ее помощью можно также откручивать их.
В режиме реверса с ее помощью можно также откручивать их.
 В действие боек приводят подшипник качения
В действие боек приводят подшипник качения Чаще всего дрель используют для
Чаще всего дрель используют для Также пригодится при штроблении –
Также пригодится при штроблении – Лучше, если он
Лучше, если он В режиме бурения, например, вращение
В режиме бурения, например, вращение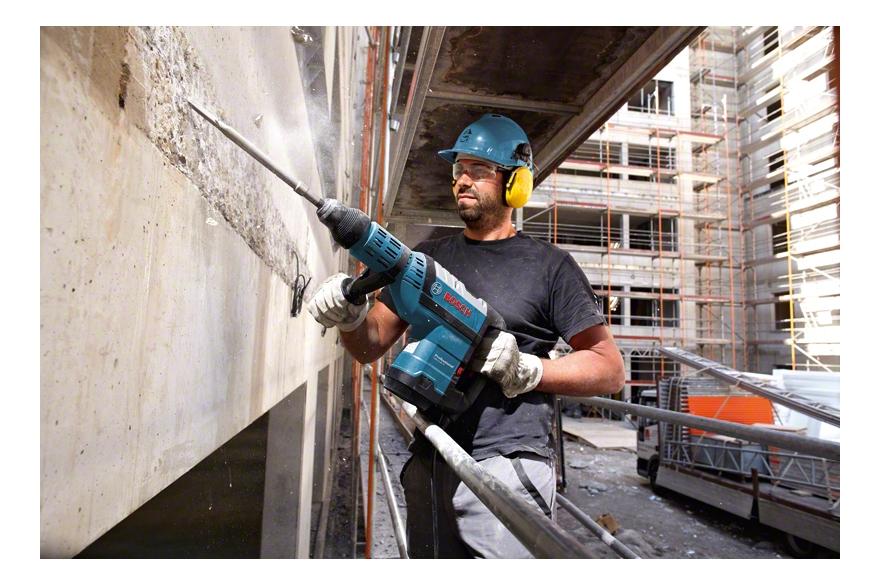 Твердый пробойник проталкивает бумагу через охватывающее отверстие, а отходы выходят внизу. Дрель разрезает бумагу во время вращения, и отходы выбрасываются вверх через ее полый вал и выходят через верхнюю часть.
Твердый пробойник проталкивает бумагу через охватывающее отверстие, а отходы выходят внизу. Дрель разрезает бумагу во время вращения, и отходы выбрасываются вверх через ее полый вал и выходят через верхнюю часть.
 Матрицы не дешевые. Матрица в сверхмощном автоматическом штампе должна прослужить более 10 лет. Лучше задать вопрос: «Сколько ударов в минуту он может сделать?» Быстрый удар может наносить более 100 ударов в минуту. Если вы в среднем делаете от 10 до 15 листов за ход (это не убьет ваш штамп), это 75 000 листов в час. Конечно, хороший оператор сможет еще улучшить эти цифры.
Матрицы не дешевые. Матрица в сверхмощном автоматическом штампе должна прослужить более 10 лет. Лучше задать вопрос: «Сколько ударов в минуту он может сделать?» Быстрый удар может наносить более 100 ударов в минуту. Если вы в среднем делаете от 10 до 15 листов за ход (это не убьет ваш штамп), это 75 000 листов в час. Конечно, хороший оператор сможет еще улучшить эти цифры. Он либо слишком большой, либо слишком маленький, либо слишком толстый, либо слишком тонкий, странной формы или слишком маленький пробег, чтобы его можно было настроить на автоматический пробойник. Настольные удары в основном используются теми, у кого небольшие тиражи.
Он либо слишком большой, либо слишком маленький, либо слишком толстый, либо слишком тонкий, странной формы или слишком маленький пробег, чтобы его можно было настроить на автоматический пробойник. Настольные удары в основном используются теми, у кого небольшие тиражи. Затем они падают прямо в головку ударника, некоторые на ребро, некоторые плашмя. Затем они бегают трусцой и бьют кулаками. Статика, скручивание и волнение могут и будут вызывать множество проблем при таком методе кормления. Решать статические проблемы непросто, и мишура для этого не подойдет. Наилучший метод кормления – это система с ножом/захватом.
Затем они падают прямо в головку ударника, некоторые на ребро, некоторые плашмя. Затем они бегают трусцой и бьют кулаками. Статика, скручивание и волнение могут и будут вызывать множество проблем при таком методе кормления. Решать статические проблемы непросто, и мишура для этого не подойдет. Наилучший метод кормления – это система с ножом/захватом. Иногда вам придется бегать туда-сюда, от одной стороны машины к другой, несколько раз. Есть станки с микрометром, который фактически перемещает матрицу вперед и назад, чтобы избежать этого шага.
Иногда вам придется бегать туда-сюда, от одной стороны машины к другой, несколько раз. Есть станки с микрометром, который фактически перемещает матрицу вперед и назад, чтобы избежать этого шага. Ни один из этих вариантов не делает босса счастливым. Отступающие штабелеры имеют гораздо большую высоту подъема, но машину необходимо остановить, разгрузить штабелер, переустановить и вкатить обратно в машину, прежде чем оператор вернется к работе.
Ни один из этих вариантов не делает босса счастливым. Отступающие штабелеры имеют гораздо большую высоту подъема, но машину необходимо остановить, разгрузить штабелер, переустановить и вкатить обратно в машину, прежде чем оператор вернется к работе. В этот момент стоит начать пробивать дыры. Многократные проходы сверла могут привести к ошибкам. Чем больше передач, тем потенциально больше ошибок.
В этот момент стоит начать пробивать дыры. Многократные проходы сверла могут привести к ошибкам. Чем больше передач, тем потенциально больше ошибок. Хотя проделывание отверстий, возможно, и не самая шекспировская работа, в конце концов, что Шекспир мог знать о современных методах строительства? — это важно почти в каждой сборке сегодня. И все же «проделывать дыры» — вводящая в заблуждение фраза. Что такое делать отверстия? Очевидный и в то же время неверный ответ — идеально круглая форма выреза, с которой мы больше всего знакомы, но это только верхушка айсберга. Значит, в стене проделывается какая-нибудь старая вмятина, вроде выбоины размером с мячик для софтбола в гипсокартоне гостиной с тех пор, как вы сказали своим детям не играть внутри, и, конечно же, они не послушались? Нет. Отверстие может быть отверстием, но «проделывание отверстия» в строительстве относится к преднамеренному открытию, созданному в результате операции перфорации.
Хотя проделывание отверстий, возможно, и не самая шекспировская работа, в конце концов, что Шекспир мог знать о современных методах строительства? — это важно почти в каждой сборке сегодня. И все же «проделывать дыры» — вводящая в заблуждение фраза. Что такое делать отверстия? Очевидный и в то же время неверный ответ — идеально круглая форма выреза, с которой мы больше всего знакомы, но это только верхушка айсберга. Значит, в стене проделывается какая-нибудь старая вмятина, вроде выбоины размером с мячик для софтбола в гипсокартоне гостиной с тех пор, как вы сказали своим детям не играть внутри, и, конечно же, они не послушались? Нет. Отверстие может быть отверстием, но «проделывание отверстия» в строительстве относится к преднамеренному открытию, созданному в результате операции перфорации. Без инструментов для проделывания отверстий мы наверняка жили бы в домах без окон, без розеток для электричества и без внутренней сантехники — другими словами, в пещере. Наши современные здания, будь то жилые или коммерческие, полагаются на инструменты для проделывания отверстий. Выбор правильного инструмента для проделывания отверстий сводится к основному вопросу: перфоратор или дрель. Какой из них вы должны использовать?
Без инструментов для проделывания отверстий мы наверняка жили бы в домах без окон, без розеток для электричества и без внутренней сантехники — другими словами, в пещере. Наши современные здания, будь то жилые или коммерческие, полагаются на инструменты для проделывания отверстий. Выбор правильного инструмента для проделывания отверстий сводится к основному вопросу: перфоратор или дрель. Какой из них вы должны использовать?

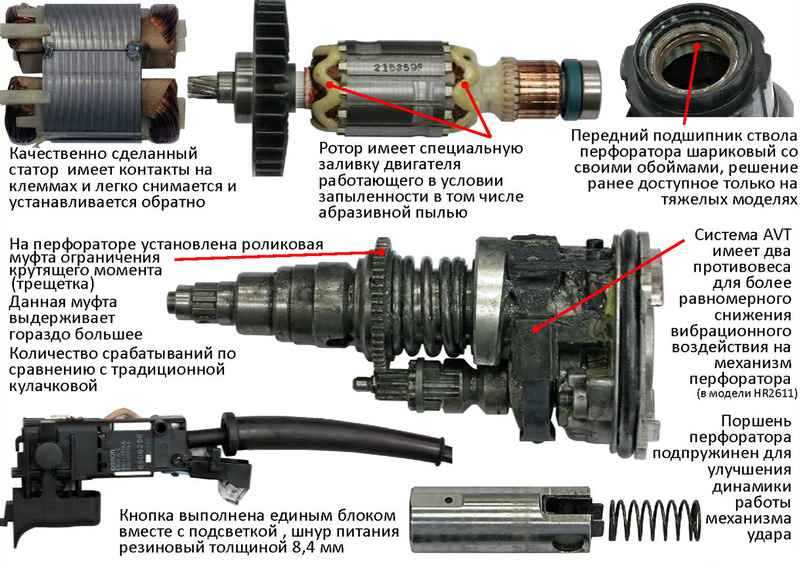 Воронение позволяет поверхности стать гладкой за счет уплотнения без потери прочности. С другой стороны, сверла создают завитки отходов и приподнятые края вокруг участка, называемого заусенцами. Было бы лучше, если бы вы использовали второй инструмент для полировки со сверлами для восстановления поверхности.
Воронение позволяет поверхности стать гладкой за счет уплотнения без потери прочности. С другой стороны, сверла создают завитки отходов и приподнятые края вокруг участка, называемого заусенцами. Было бы лучше, если бы вы использовали второй инструмент для полировки со сверлами для восстановления поверхности.
 изм:
изм: Конечно, можно обходиться и без нее, но это, во-первых, не слишком удобно. Во-вторых, перебои, например, в давлении могут в конечном итоге отрицательно сказаться на сроках службы насосного оборудования.
Конечно, можно обходиться и без нее, но это, во-первых, не слишком удобно. Во-вторых, перебои, например, в давлении могут в конечном итоге отрицательно сказаться на сроках службы насосного оборудования.
 Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.  Вы можете изготовить ее в домашних условиях. Вам нужен только 3D-принтер и пластик для печати. Все подробности в самом видео .
Вы можете изготовить ее в домашних условиях. Вам нужен только 3D-принтер и пластик для печати. Все подробности в самом видео . Жаль нельзя больше фото добавить. За модель автору Лайк!
Жаль нельзя больше фото добавить. За модель автору Лайк!
 По желанию вы можете изменить узор внутреннего поддона.
По желанию вы можете изменить узор внутреннего поддона.
 Собственно для завинчивания и вывинчивания по дому.
Собственно для завинчивания и вывинчивания по дому. Распечатайте этот простейшую автоматическую поилку для растений, и ваша совесть останется чистой.
Распечатайте этот простейшую автоматическую поилку для растений, и ваша совесть останется чистой.
 Печатается без опоры, на конце имеется отверстие для шнурка.
Печатается без опоры, на конце имеется отверстие для шнурка.
 Независимо от того, для чего вы хотите использовать свой держатель для телефона (музыка, подзарядка, украшение, автомобиль…), в этой коллекции вы найдете что-то для 3D-печати.
Независимо от того, для чего вы хотите использовать свой держатель для телефона (музыка, подзарядка, украшение, автомобиль…), в этой коллекции вы найдете что-то для 3D-печати.
 Поэтому новые владельцы 3D-принтеров любят эти объекты. А при смене телефона не нужно покупать новый держатель, достаточно распечатать другой, подходящего размера.
Поэтому новые владельцы 3D-принтеров любят эти объекты. А при смене телефона не нужно покупать новый держатель, достаточно распечатать другой, подходящего размера.
 Для демонстрации оценки необходимо 75 голосов.
Для демонстрации оценки необходимо 75 голосов. Есть и категории товаров автомобильного и бытового назначения, техника и т.д. Кроме заведений в крупных населенных пунктах РФ, компания располагает интернет-площадкой, на которой можно оформить заказ с доставкой. С перечнем можно ознакомиться самим на официальном сайте — https://www.vseinstrumenti.ru.
Есть и категории товаров автомобильного и бытового назначения, техника и т.д. Кроме заведений в крупных населенных пунктах РФ, компания располагает интернет-площадкой, на которой можно оформить заказ с доставкой. С перечнем можно ознакомиться самим на официальном сайте — https://www.vseinstrumenti.ru. ru (общие вопросы).
ru (общие вопросы).



 В отличие от Office 365, Drive предоставляет надежные мобильные приложения для Android и iOS. Вы также найдете приложение для Windows Phone, хотя отзывы о нем неоднозначны, и приложение было функциональным, но, по нашему опыту, немного глючным.
В отличие от Office 365, Drive предоставляет надежные мобильные приложения для Android и iOS. Вы также найдете приложение для Windows Phone, хотя отзывы о нем неоднозначны, и приложение было функциональным, но, по нашему опыту, немного глючным. Планы подписки Dropbox добавляют от 100 ГБ до 500 ГБ хранилища за 100–500 долларов в год. За, по общему признанию, высокие цены, вы получаете приоритетный доступ к команде поддержки Dropbox и больше пропускной способности.
Планы подписки Dropbox добавляют от 100 ГБ до 500 ГБ хранилища за 100–500 долларов в год. За, по общему признанию, высокие цены, вы получаете приоритетный доступ к команде поддержки Dropbox и больше пропускной способности. Пользователи могут получить доступ к файлам SkyDrive через веб-приложение или через приложения для iOS, Android и Windows Phone.
Пользователи могут получить доступ к файлам SkyDrive через веб-приложение или через приложения для iOS, Android и Windows Phone. Каждый шаг занимает всего несколько секунд, а это означает, что вы с большей вероятностью будете использовать инструмент, чем устанете от него — чего не всегда можно сказать о сложных процессах полноценных программ, таких как Microsoft Outlook или Google Calendar.
Каждый шаг занимает всего несколько секунд, а это означает, что вы с большей вероятностью будете использовать инструмент, чем устанете от него — чего не всегда можно сказать о сложных процессах полноценных программ, таких как Microsoft Outlook или Google Calendar. Doodle доступен через любой веб-браузер. Приложения для Android и iOS по необъяснимым причинам стоят по 3 доллара каждое и уступают возможностям, которые вы получаете в мобильном браузере.
Doodle доступен через любой веб-браузер. Приложения для Android и iOS по необъяснимым причинам стоят по 3 доллара каждое и уступают возможностям, которые вы получаете в мобильном браузере. Вы также можете устанавливать приложения на несенсорные компьютеры Windows и Mac с помощью страницы загрузки Evernote.
Вы также можете устанавливать приложения на несенсорные компьютеры Windows и Mac с помощью страницы загрузки Evernote. Хотя в этой области наблюдается значительная конкуренция, следующие два инструмента предлагают лучшие наборы функций — и они бесплатны.
Хотя в этой области наблюдается значительная конкуренция, следующие два инструмента предлагают лучшие наборы функций — и они бесплатны.

 На самом деле, все больше людей предпочитают подход самообслуживания, а не получение ответов на вопросы поддержки клиентов. Исследование Zendesk показало, что 63% потребителей полагаются на электронную почту, 43% используют чат, 25% используют социальные сети и 22% используют SMS для получения ответов на вопросы службы поддержки. Программное обеспечение службы поддержки
На самом деле, все больше людей предпочитают подход самообслуживания, а не получение ответов на вопросы поддержки клиентов. Исследование Zendesk показало, что 63% потребителей полагаются на электронную почту, 43% используют чат, 25% используют социальные сети и 22% используют SMS для получения ответов на вопросы службы поддержки. Программное обеспечение службы поддержки  Программное обеспечение CRM
Программное обеспечение CRM  Инструмент колл-центра с CRM решает эту проблему.
Инструмент колл-центра с CRM решает эту проблему.
 Вашим входящим абонентам не нужно ждать в длинных очередях только для того, чтобы получить ответы на свои вопросы в службу поддержки. Входящие вызовы быстро и эффективно перенаправляются агенту, лучше всего способному справиться с проблемой.
Вашим входящим абонентам не нужно ждать в длинных очередях только для того, чтобы получить ответы на свои вопросы в службу поддержки. Входящие вызовы быстро и эффективно перенаправляются агенту, лучше всего способному справиться с проблемой. Это помогает контролировать структуру вызовов и ускоряет их решение.
Это помогает контролировать структуру вызовов и ускоряет их решение. Программное обеспечение колл-центра
Программное обеспечение колл-центра 
 Итак, проверьте, предлагает ли ваше программное обеспечение облачного контакт-центра отчетность и аналитику в реальном времени. В идеале он должен отображать показатели колл-центра , например:
Итак, проверьте, предлагает ли ваше программное обеспечение облачного контакт-центра отчетность и аналитику в реальном времени. В идеале он должен отображать показатели колл-центра , например:
 Он также определит ключевые области для улучшения вашей поддержки.
Он также определит ключевые области для улучшения вашей поддержки.
 0
0 0
0 5
5

 лицо
лицо

 В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27.
В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27. 07.2006 № 152-ФЗ «О персональных данных».
07.2006 № 152-ФЗ «О персональных данных».
 3 к.4 п.1026.
3 к.4 п.1026.

 Этот эксклюзивный процесс является более дорогостоящим, чем методы более низкого качества, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального ножа и фуганка. Наконец, мы тщательно отшлифовываем каждый нож до бритвенного блеска, чтобы вы могли получить идеальный срез.
Этот эксклюзивный процесс является более дорогостоящим, чем методы более низкого качества, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального ножа и фуганка. Наконец, мы тщательно отшлифовываем каждый нож до бритвенного блеска, чтобы вы могли получить идеальный срез. Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени сама по себе будет значительной.
Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени сама по себе будет значительной.
 США) $52,25
США) $52,25 США) $37,00
США) $37,00 США) $37,00
США) $37,00 США) $52,25
США) $52,25
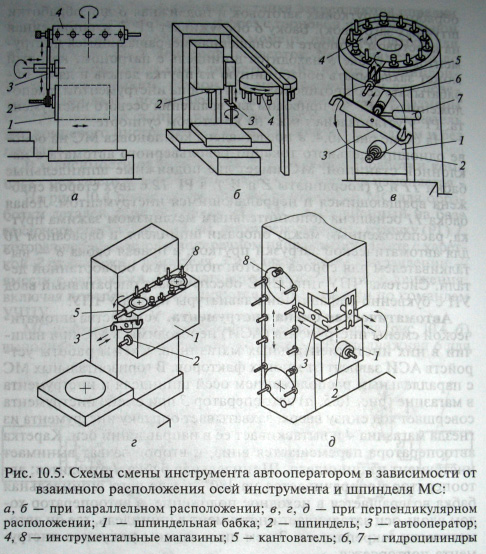


 Если этого не сделать обработка будет проведена неправильно, а фреза или резец могут столкнуться со станиной или деталью. Для этого используется код G43, затем слово данных с соответствующим номером и точку, в которую перемещается инструмент. Часть программы будет выглядеть следующим образом:
Если этого не сделать обработка будет проведена неправильно, а фреза или резец могут столкнуться со станиной или деталью. Для этого используется код G43, затем слово данных с соответствующим номером и точку, в которую перемещается инструмент. Часть программы будет выглядеть следующим образом: Эти портальные фрезерно-гравировальные станки с вертикальным шпинделем разработаны для серийного промышленного производства. Восемь ячеек в инструментальном магазине расположены в ряд параллельно балке портала. Благодаря такой конструкции смена фрез производится за пределами рабочего поля и занимает не более 10 секунд.
Эти портальные фрезерно-гравировальные станки с вертикальным шпинделем разработаны для серийного промышленного производства. Восемь ячеек в инструментальном магазине расположены в ряд параллельно балке портала. Благодаря такой конструкции смена фрез производится за пределами рабочего поля и занимает не более 10 секунд. 04.2023
04.2023 Для понимания важности операции предлагаем рассмотреть её подробнее.
Для понимания важности операции предлагаем рассмотреть её подробнее.
 Механизмы подходят для станков, шпиндель которых установлен горизонтально. Прибор для автоматической замены инструментов оснащен манипулятором (двухзахватной рукой), при помощи которой можно извлечь из шпинделя фрезу. После этого механизм описывает полный полукруг и, совершив поворот, захватывает элемент, который понадобится для проведения следующих работ.
Механизмы подходят для станков, шпиндель которых установлен горизонтально. Прибор для автоматической замены инструментов оснащен манипулятором (двухзахватной рукой), при помощи которой можно извлечь из шпинделя фрезу. После этого механизм описывает полный полукруг и, совершив поворот, захватывает элемент, который понадобится для проведения следующих работ.
 При этом ATC значительно сокращает время простоя данного проекта.
При этом ATC значительно сокращает время простоя данного проекта.

 д.)
д.) Смещение износа — это точная настройка изменения общей длины инструмента, которая используется для компенсации износа и дает оператору возможность точно настроить то, что происходит от детали к детали. Например, вы можете обтачивать деталь по диаметру и обнаружить, что после измерения диаметра микрометром он немного отличается. Возможно, он слишком велик на 0,0013″. Чтобы исправить это, вы можете ввести смещение износа -0,0013, чтобы машина вышла намного ближе к желаемому допуску.
Смещение износа — это точная настройка изменения общей длины инструмента, которая используется для компенсации износа и дает оператору возможность точно настроить то, что происходит от детали к детали. Например, вы можете обтачивать деталь по диаметру и обнаружить, что после измерения диаметра микрометром он немного отличается. Возможно, он слишком велик на 0,0013″. Чтобы исправить это, вы можете ввести смещение износа -0,0013, чтобы машина вышла намного ближе к желаемому допуску.