Главная / Каталог товаров / Все для строительства и монтажа / Электроинструмент / Краскопульт / Краскораспылитель ФИОЛЕНТ КР1-260 Professional, 60Вт 260мл/мин 0.7л
Описание и характеристики
Отзывы
Доставка и оплата
Код товара
0059148
Производитель
Фиолент
Артикул
КР1-260
Единица продажи
Штука
Мощность, Вт.
60
Емкость бака, л.
0.7
Производительность, л/мин.
0.26
Вес, кг.
1.2
Диаметр сопла, мм:
0.6/0.8
Вязкость, DIN
80
Емкость бачка, л.
0.7
Производительность, мл/мин.
260
Принцип работы
Воздушный
Краскораспылитель ФИОЛЕНТ КР1-260 Professional, 60Вт 260мл/мин 0.7л 1.2кг вязкость до80 DIN-C КР1-260 Краскораспылитель Фиолент КР1-260 используется для быстрого и равномерного нанесения краски, грунтовки и прочих материалов на необходимые поверхности. Изделие подходит для жидкостей, максимальная вязкость которых составляет до 80 DIN-C. Мощность, Вт 60 Емкость бака, л 0.7 Max вязкость, Din 80 Вес, кг 1.2
Оставить отзыв
Пока нет ни одного отзыва о данном товаре. Ваш отзыв будет первым!
Предлагаем Вам купить краскораспылитель ФИОЛЕНТ КР1-260 Professional, 60Вт 260мл/мин 0.7л по выгодной цене 2 330 . Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Чтобы купить краскораспылитель ФИОЛЕНТ КР1-260 Professional, 60Вт 260мл/мин 0.7л в нашем интернет-магазине Вам достаточно оформить заказ любым удобным способом:
На сайте. Для этого нужно выбрать понравившиеся Вам товары, положить их в корзину и оформить покупку (не займет много времени).
По телефонам 8 (8453) 64-30-40, 8 (8453) 64-46-60. Наши операторы проконсультируют Вас по всем вопросам, связанных с товаром, и примут Ваш заказ на обработку.
По электронной почте [email protected]. В письме необходимо указать наименования (коды) выбранных Вами товаров и их количество, а также данные о себе: Ф. И.О., контактный телефон и e-mail.
Продолжая использовать наш сайт, Вы принимаете пользовательское соглашение на обработку файлов _COOKIE и пользовательских данных в целях повышения качества функционирования сайта, проведения ретаргетинга и статистических маркетинговых исследований. Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
Видео обзоры ФИОЛЕНТ КР1-260 на CMP24
Где купитьКупить в кредит
{{message}}
{{message}}
Рейтинг:
(5/5)
Отзывы (2) Оставить отзыв
Описание Видео обзоры (3) Характеристики (30) Сравнить цены (7) Яндекс.Маркет Отзывы (2)
Видео Обзоры (5)
КР-1 краскораспылитель краскопульт Фиолент Professional
Фиолент КР1-260 Краскораспылитель
ремонт краскопульта Power Force
Выбираем электрический краскораспылитель
ТОП—7.
Лучшие электрические краскопульты для дома. Рейтинг 2020 года!
Сравнить цены (7)
Последняя известная цена от 69 р. до 99 р. в 7 магазинах
В данный момент у нас нет информации о наличии данного товара в магазинах. Вы можете поискать его на других площадках:
Магазин
Цена
Наличие
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены
Яндекс.Маркет
Купить в кредит (0)
Компания
Предложение
Описание
Краскораспылитель Фиолент КР1-260 универсален для густых и жидких материалов вязкостью до 80 DIN. Быстрая разборка, без применения дополнительных инструментов, легкая очистка распылителя. Работает с современными красками, производитель которых рекомендует безвоздушный метод нанесения. Плавная регулировка количества распыляемого материала. Встроенный фильтр для краски. Износоустойчивая насадка (сопло) с рубиновой вставкой. Для внутренних и наружных работ.
– плунжерный краскораспылитель для равномерного и быстрого нанесения грунтовки, краски и прочих ЛКМ. Мощность модели — 60 Вт. Устройство подходит как для густых, так и для жидких материалов, вязкость которых не превышает 80 DIN. Аппарат работает с красками, предназначенными для безвоздушного метода нанесения. Вес модели – 1,2 кг.
Краскораспылитель используется для быстрого и равномерного нанесения краски, грунтовки и прочих материалов на необходимые поверхности. Изделие подходит для жидкостей, максимальная вязкость которых составляет до 80 DIN-C.
Характеристики (30)
Параметр
Значение
Тип краскопульта
плунжерный
Мощность
60. 000
Макс. производительность краскопульта
260
Бак
0.7
Сопло
0.6
Способ распыления
безвоздушный
Макс. вязкость краски
80
Вес нетто
1.200
Страна происхождения
Россия
Габариты без упаковки
215х104х223
Емкость бака
0.700
Max вязкость
80.000
Класс товара
профессиональный
Bosch DIY
нет
Тип компрессора
встроенный
Производительность
0.160
Длина шланга
не требуется
Для латексной краски
да
Для краски на водной основе
да
Для лака
да
Для масел
нет
Для защитных составов для дерева
нет
Для закрепителя краски
нет
Для морилки
нет
Для пластичных красок
да
Для грунтовки
да
Для масляных красок
да
Для эмалевых красок
да
Для серебрянки
нет
Для антикоррозионных покрытий
нет
Отзывы (2)
Все отзывы (2)
Зарегистрируйтесь и получайте бонусы за покупки!
Пожалуйста подождите. .
{{message}}
Ошибка! Повторите попытку позднее.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
Лучшие электрические краскопульты — Рейтинг 2019, ТОП 7
Точный рейтинг электрических краскопультов невозможно составить только на основании характеристик различных устройств. Гораздо важнее знать, как они себя проявляют в работе, а рассказать об этом могут только клиенты, которые уже пользовались такими инструментами. Представленные ниже модели выбраны из тех, что чаще всего покупаются и при этом получают самые положительные отзывы владельцев.
Содержимое:
Лучшие электрические краскораспылители
Лучшие безвоздушные электрические краскораспылители
Лучшие авиационные электрические краскопульты
Электрические краскопульты — это устройства с высоким качеством покраски, которое обеспечивается за счет разбивания капель лакокрасочных материалов на мелкие частицы потоком воздуха. Правда, из-за этого на рабочем месте образуется разноцветный туман, поэтому работа с такими краскопультами требует соблюдения техники безопасности.
При работе с такими краскопультами места, на которые НЕ нужно наносить краску, желательно не только застелить пленкой, но и дополнительно проклеить ее края, чтобы не сдуло воздушной струей.
Bosch PFS 5000 E
WAGNER WP 585 Flexio
Специальный БПО-350
Калибр ЭКРП-600/0,8
Мощность, Вт
1200
630
380
600
Производительность, л/мин
0,5
0,5
0,8
0,35
Диаметр сопла мм
3
2,5
0,8
0,8
Максимальная вязкость, DIN
нет данных
40
60
30
Емкость бака, л
1
1,3
0,7
0,8
Масса, кг
4,8
2
1,3
2,1
Пистолет электрический Bosch PFS 5000E
Для удобства краскопульт оснащен четырехметровым шлангом подачи воздуха, а давление в системе поддерживается электродвигателем мощностью 1,2 кВт.
+ Плюсы Bosch PFS 5000E
Высокая мощность двигателя и использование технологии All Paint позволяют работать с густыми лакокрасочными материалами.
Качественная сборка — детали корпуса подогнаны плотно и без люфтов.
Максимально простое управление — производитель позиционирует прибор как инструмент бытового класса.
Кожух электродвигателя на колесиках, чтобы краскопульт было удобнее перемещать по окрашиваемой поверхности.
Сменные сопла для различных видов лакокрасочных материалов.
— Минусы Bosch PFS 5000E
Небольшой бак для краски — 1 литр, со скоростью 0,5 литра в минуту.
При покраске больших площадей часто приходится добавлять краску.
Для длительной работы желательно приобрести дополнительные беруши или наушники — шум от двигателя примерно сравним с пылесосом.
Аэрограф позиционируется как универсальный, но для каждого типа краски его необходимо настраивать отдельно. При этом внятной инструкции нет и нужно привыкать делать все «на глаз».
Все подобные инструменты от Bosch выполнены в зеленом корпусе, что означает устройство для бытового использования. При этом запаса мощности достаточно для использования такого краскопульта в мелкосерийном производстве.
Универсальный краскораспылитель с турбинным нагнетателем мощностью 630 Вт, расположенный непосредственно в приборе. Комплектуется отдельными форсунками для жидких и вязких материалов. Для переноски используется пластиковый кейс.
+ Плюсы WAGNER WP 585 Flexio
В двигателе используется технология X-Boost, позволяющая при относительно небольшой мощности использовать распылитель для нанесения вязких составов.
Универсальность — возможность работы с большинством лакокрасочных материалов.
Регулятор мощности воздушного потока — настройка краскопульта на нужную краску и снижение ее потерь при образовании цветного тумана.
Подробная и с картинками инструкция по использованию устройства.
Даже при перебоях в охлаждении двигателя краскопульт может окрасить площадь 150-200 м² в сутки.
— Минусы WAGNER WP 585 Flexio
К распылителю нужно привыкнуть. Это проявляется в необходимости фильтровать некоторые краски через сито или регулировать распылитель для уменьшения красочного тумана.
Отверстия в форсунке маленькие и 5 минут простоя достаточно, чтобы в них высохла краска, особенно неразбавленная. То же самое касается и окончания работы — если сразу не промыть форсунку, то потребуется долго его чистить.
Короткий шнур питания — сразу нужно рассчитывать на покупку удлинителя.
Емкость с краской мыть придется подручными средствами — в комплекте нет ни кисти, ни кисти.
Конструкция монокорпусного краскопульта предполагает его использование исключительно в бытовых целях, так как двигатель периодически будет нуждаться в отдыхе. При этом аэрограф отлично справляется со всеми поставленными задачами и полностью себя оправдывает.
Пистолет-распылитель электрический Специальный БПО-350
Бытовой краскораспылитель с мощностью двигателя 380 Вт — предназначен для работы с красками максимальной вязкостью 60 Din. Напыление производится по технологии HVLP.
+ Pros Special BPO-350
Малый вес. Хотя это параллельно показатель простоты устройства, но в случае с ручным краскопультом это можно считать дополнительным плюсом.
Не требовательна к типу лакокрасочных материалов — в пределах допустимой вязкости работает с водными и масляными красками, пропитками, лаками и т.п.
Распылите краску равномерно и быстро — без разводов и подобных неприятностей.
Хорошее соотношение цены и качества с простой и надежной конструкцией.
Высокая производительность в минуту распыляется 0,8 литра краски.
— Минусы Special BPO-350
Диаметр сопла 0,8 мм позволяет работать только с жидкими составами.
Емкость бака для краски всего 0,7 литра. Возможно, это дополнительная перестраховка, чтобы пользователи не забывали почаще давать краскопульт для отдыха.
Шум в 70 дБ при работе терпим, но неприятен.
Вся конструкция краскопульта – это золотая середина между функциональностью, неприхотливостью и надежностью. Для профессионального использования его точно будет недостаточно, а вот для нанесения жидких красок или других составов в домашних условиях или на даче — сойдет.
Аэрограф электрический Калибр ЭКРП-600/0,8
Аэрограф с отдельно стоящим нагнетателем воздуха мощностью 600 Вт. Предназначен для работы с красками вязкостью 30 Din, производительность аппарата 0,35 л/мин.
+ Плюсы Калибр ЭКРП-600/0,8
При использовании жидких составов работает без нареканий.
Простота и надежность конструкции.
Мощный двигатель — при необходимости его можно использовать как компрессор для сдувания листьев с садовых дорожек или для раздувания огня в печи или мангале.
Относительно небольшой вес устройства.
Звук турбины хоть и ощутимый, но тише аналогов.
— Минусы Калибр ЭКРП-600/0,8
Работает только с составами предельно жидкой консистенции.
Краски на водной основе или акриловые грунтовки забивают сопло на 20-30 минут.
Стандартными средствами шланг между распылителем и воздуходувкой плохо подсоединен. Вполне вероятно, что придется дополнительно промазывать стыки герметиком.
Жесткий шланг — распылять не всегда удобно.
Если не делать перерывов в работе, то двигатель сильно нагревается.
Каждый инструмент предназначен для выполнения определенной задачи. При работе с жидкими составами и при условии надлежащего ухода данный краскопульт показывает себя на высоком уровне.
Какой пневмоэлектрический краскопульт вы решили купить?
Лучшие безвоздушные электрические краскораспылители
Хотя безвоздушные краскораспылители не разбивают капли краски на такие мелкие частицы, как аэрозольные, качество краски вполне достаточно для домашнего использования. Выбирая, какой электрический аэрограф лучше, стоит учитывать, что безвоздушные модели можно использовать с вязкими материалами, и при их работе не образуется разноцветный туман.
Молоток PRZ110
Фиолетовый KP1-260
Мощность, Вт
110
60
Макс. производительность, мл/мин.
300
260
Диаметр сопла мм
0,8
0,6
Максимальная вязкость, DIN
120
80
Емкость бака, л
0,8
0,7
Масса, кг
1,8
1,6
Электрический краскораспылитель Hammer PRZ110
Аэрограф с плунжерным распылением краски методом электростатического разряда. Приводится в действие электродвигателем мощностью 110 Вт, производит производительность 300 мл/мин и способен использовать краску вязкостью до 120 Din.
+ Плюсы Hammer PRZ110
Хорошая развесовка — удобно лежит в руке и не нагружает кисть.
Простая и надежная конструкция — если не перегружать двигатель, то к краскопульту претензий не будет.
Удобный регулятор количества подаваемой краски в виде барашка на задней части корпуса.
Хорошее оборудование, включающее вискозиметр, иглу для очистки сопла, два сопла, ключ для разборки и две стопорные иглы.
Прозрачный бак для краски изготовлен из химически инертного пластика — не подвергается коррозии под действием химически активных компонентов краски и позволяет контролировать количество оставшейся краски.
— Минусы Hammer PRZ110
Качество материалов. Пластик хоть и не трескается, но создает ощущение «среднего» качества. Резина на ручке улучшает сцепление, но имеет резкий запах.
При работе с жидкими составами возможно появление наплывов. Некоторые покупатели приспособили пульверизатор для опрыскивания картофеля и мытья окон, где это не критично.
Аэрограф подходит для большинства домашних работ с лакокрасочными материалами — от лакировки полов до покраски наружных стен. Только помните предел вязкости 120 Din и качество пластика – не пытайтесь заливать в него абразивные включения, жидкое стекло, щелочи и едкие вещества.
Краскопульт электрический Фиолент КР1-260
Ручной электрический краскораспылитель для работы с красками и вязкостью 80 Din. Мощность электродвигателя 60 Вт, производительность 260 мл. в минуту.
+ Плюсы Фиолент КР1-260
Конструкция краскопульта позволяет производить его разборку и чистку без применения дополнительных инструментов.
В комплектации есть гибкая насадка, чтобы можно было красить труднодоступные места.
Бак с краской соответствует характеристикам краскопульта — его хватает на 3 минуты при максимальной мощности.
Просто хорошая модель — если использовать с красками, подходящими по вязкости, то претензий к работе не будет.
Сопла диаметром 0,6-0,8 мм позволяют работать с жидкими красками.
— Минусы Фиолент КР1-260
Шумный двигатель — даже в инструкции написано, что громкость может доходить до 96 дБ.
Может отказаться от немедленного всасывания краски из бака. Лечится ручной регулировкой поршня — надо выкрутить емкость с краской и выставить поршень так, чтобы он выглядывал наружу.
Это бюджетный аэрограф, поэтому супер результатов от него ждать не стоит, хотя со своей непосредственной задачей в бытовых условиях он справляется.
Какой безвоздушный электрический краскопульт вы решили купить?
Надеемся, что представленный выше рейтинг устройств, подкрепленный отзывами покупателей, поможет выбрать лучший электрический краскопульт для домашнего использования.
Воздуховоды для вентиляции: виды, различия, особенности монтажа
6 минут
Алексей Папченко
22 сентября 2021
Обновлено:15.03.2023
Вентиляционные каналы отвечают за циркуляцию свежего воздуха в зданиях. Планируя обустройство системы вентиляции, стоит уделить особое внимание выбору воздуховодов — от этого зависит технология монтажа, экономичность и надежность комплекса. Не знаете, какие вентиляционные каналы подойдут лучше и почему? Мы поможем вам в этом вопросе. В статье представлена подробная классификация различных типов вентканалов, обозначена специфика их использования и монтажа.
Что такое воздуховод?
Воздуховоды — «кровеносные сосуды» вентиляционной сети. На профессиональном сленге их также называют вентиляционными каналами, «рукавами», магистральной сетью вентсистемы. Именно благодаря им свежий воздух поступает в помещение, а отработанный — удаляется. В зависимости от выполняемых задач устройства могут отличаться по конструкции, параметрам, материалу изготовления и другим характеристикам. Воздуховоды применяются при монтаже вентиляционной системы в жилых домах, в промышленных и коммерческих помещениях, а также в зданиях общественного назначения. Зачастую в одной сети используют несколько типов воздуховодов, которые образуют сложную сеть с различными ответвлениями.
Основные виды и отличия
Вентиляционный канал — это элемент, который можно классифицировать двумя способами. Первое деление касается его формы. Различают три типа вентиляционных каналов:
Прямоугольные. Их чаще всего используются в промышленных, производственных или бытовых помещениях. Изделия отличаются компактными габаритами и способны пропускать большой воздушный поток;
Круглые. Являются наиболее распространенным типом воздуховодов в жилищном строительстве. Просты в установке, но требуют тщательной теплоизоляции при монтаже. Круглые вентиляционные каналы из пластика отличаются небольшим диаметром, что упрощает задачу монтажа во встроенных каналах;
Овальные. Компромисс между прямоугольными и круглыми вентиляционными каналами. Они требуют гораздо меньшей изоляции и отличаются большей пропускной способностью, чем круглые воздуховоды.
Также вентканалы классифицируются по виду материала, из которого они выполнены:
жесткие воздуховоды чаще всего изготавливаются из стали и цинка. Как правило, они используются в промышленных зданиях, реже — в жилищном строительстве. Их рекомендуют из-за их высокой прочности и устойчивости к различным механическим факторам. Недостатком является слабая звукоизоляция. Ее уровень следует повышать за счет использования различных типов глушителей;
полужесткие вентканалы занимают промежуточное положение между жесткой и гибкой конструкцией. Они органично сочетают в себе эластичность гибких конструкций с высокой прочностью жестких воздуховодов. Полужесткие вентканалы дешевле жестких аналогов и их проще монтировать. Имеют следующий недостаток: после однократного растяжения повторно не сжимаются и не возвращают прежнюю форму;
гибкие изготавливаются из алюминиевой фольги толщиной от 45 до 70 микрон, армированной спирально намотанной стальной проволокой. Пластик в основном используется для изготовления фурнитуры и других элементов, входящих в систему вентиляции.
Долгое время при установке вентиляции отдавали предпочтение гибким и жестким каналам. На сегодняшний день все большую популярность приобретают системы на основе гибких пластиковых воздуховодов небольшого сечения.
Особенности изготовления воздуховодов
По конструктивному исполнению вентиляционные компоненты можно разделить на следующие категории:
прямошовные изделия выполняются из стального листа стали толщиной 0,55-1,2 мм и длиной 1,25 м. Могут быть круглыми и прямоугольными. В последнем случае шов размещается на сгибе, чем обеспечивается добавочная жесткость конструкции;
спирально-сварные воздуховоды изготавливаются из стальных лент с антикоррозийным покрытием. Имеют толщину от 0,8 до 2,2 миллиметров и длину без ограничений. Поскольку сварка стыков производится внахлест, изделия имеют прочный шов;
спирально-навивные обладают способностью равномерно распределять воздушные массы, передвигающиеся с высокой скоростью. Их используют при прокладке приточно-вытяжной вентиляции при строительстве промышленных, коммерческих и крупных жилых объектов. Чаще всего их производят из оцинкованных стальных лент, которые имеют толщину 0,5-1 мм, ширину около 130 мм и произвольную длину. Могут навиваться в ленту либо в кольцо. Последний вариант считается более качественным, но и более дорогим.
Спирально-навивной воздуховод считается самым эффективным.
Особенности монтажа для каждого типа воздуховодов
Схема прокладки вентканалов должна содержать минимум соединений. Монтаж элементов выполняется двумя способами:
фланцевое соединение. Детали с фланцами, расположенными по краям, скрепляют саморезами или заклепками, расположенными на расстоянии 20 см друг от друга. Для большей прочности швы можно заваривать. Для герметизации необходимо уплотнять резиновыми прокладками;
бесфланцевый метод заключается в соединении деталей ребром жесткости из металлических полос. Этот способ считается более экономичным, так как позволяет быстро собрать конструкцию с минимальным использованием дополнительных элементов.
Монтаж жестких воздуховодов производят в следующей последовательности:
Система делится на несколько блоков. Длина каждого не более 15 метров.
На всех участках размечаются места крепления.
В этих локациях просверливают отверстия необходимого диаметра.
К ним прикреплены винты. Стыки обрабатываются специальным скотчем или герметиком.
Выполняется сборка соединительных элементов и вентканалов в одно устройство, которая фиксируется хомутами и другими деталями.
Сборную конструкцию поднимают и подвешивают на подставке или другом оборудовании.
Элемент подключается к ранее выполненному вентиляционному участку, при этом стыки обязательно должны быть заделаны по диаметру.
Сборка системы из гибких или полужестких элементов несколько проще, так как в этом случае проще делать изгибы. Важно не забыть тщательно заклеить швы. Основные моменты:
при размещении канала следует избегать его близости к системам отопления;
радиус изгиба должен соответствовать двойному диаметру канала или превышать его;
крепление секций осуществляется с помощью пластиковых хомутов, фольгированной ленты, подвесок, хомутов;
все соединения должны быть тщательно загерметизированы;
при прокладке системы через стену нужно использовать специальные переходники — гильзы.
Монтаж воздуховодов может производиться как с утеплителем, так и без него. Теплоизоляция предотвращает образование конденсата в подающих магистралях, поэтому ее рекомендуется использовать при прокладке элементов вентиляции в неотапливаемых помещениях или на открытом воздухе.
Если канал установлен в комнате, где важно снизить уровень шума (офисе, спальне, детской), то стоит подумать о звукоизоляции. Хороший эффект достигается за счет использования каналов с большой толщиной стенки, а также обертывания элементов конструкции звукопоглощающими материалами.
Виды соединений воздуховодов
Согласно нормативным документам (СНиП 41-01-2003 и МГСН 3.01.01) круглые швеллеры из оцинкованной стали изготавливаются диаметром 100, 125, 140, 160, 180, 200, 225, 250-2000 мм. Параметры прямоугольных элементов колеблются от 100 до 3200 мм.
В одной системе вентиляции можно использовать детали с разной конфигурацией и параметрами. Для их соединения используются всевозможные элементы: тройники, отводы, переходники.
Чтобы правильно выбрать размер изделия, необходимо знать расчетное значение скорости воздуха. В помещениях с естественной вентиляцией этот показатель не должен превышать 1 м/с, с принудительной — 3-5 м/с. Для каждого объекта нужно рассчитать количество подаваемого воздуха. При расчете необходимо ориентироваться на нормативную документацию — СНиП 41-01-2003 и МГСН 3.01.01.
Основные ошибки при монтаже воздуховодов
Монтаж установки без профессиональной технической документации чреват последствиями: система может работать неэффективно и не обеспечивать качественного воздухообмена. Основные ошибки:
Монтаж системы без проекта. Проектная документация, подготовленная с учетом технических требований и параметров помещения гарантирует корректную и долгосрочную работу системы воздухообмена без лишних затрат на реконструкцию.
Непрофессиональная установка вентиляционных каналов. Воздуховоды должны быть устроены как можно проще, без резких изгибов. Соединения должны быть плотными и прочными, чтобы избежать потерь тепла.
Вентиляционные решетки установлены слишком низко. Элементы должны располагаться на расстоянии не более 15 см от потолка, где скапливается большинство загрязнителей воздуха.
Неправильно подобранные диаметры воздуховодов. При установке вентканалов их диаметр должен уменьшаться по мере удаления от вентилятора, рекуператора или приточно-вытяжной установки. По этой причине диаметр вторичных каналов должен быть меньше диаметра основных.
Подробнее об этих и других ошибках монтажа вентсистем. Монтаж вентиляции лучше всего производить на основании профессиональной технической документации, в которой будут учтены:
достаточное количество свежего воздуха и его эффективный обменом между помещениями;
оптимальное распределение точек притока и оттока;
устройство сети вентиляционных каналов, адаптированных к техническому помещению;
размещение приточно-вытяжной установки в наиболее подходящей локации;
сведение к минимуму гравитационных вентиляционных отверстий, вызывающих нежелательные потери энергии.
При правильном монтаже и эксплуатации система способна прослужить долгие годы. Оптимально, если установка основана на компонентах с хорошими антистатическими, антибактериальными и противогрибковыми свойствами, не пачкается, не ржавеет и не ухудшает свои параметры со временем.
На что обращать внимание при выборе воздуховодов?
Воздуховоды могут монтироваться снаружи или внутри опорной поверхности:
внешние вентканалы прокладываются по фасадам. Отличаются гибкой схемой монтажа и простотой обслуживания. Систему можно доработать или расширить в любой момент. Минусы: потребность в теплоизоляции, уязвимость ко внешним факторам, нарушение эстетики фасада;
встроенные «погружают» в опорную поверхность – стену, плиту перекрытия, балку, шахту. Основные достоинства этого решения — максимальная прочность и компактность конструкции. Канал не занимает место внутри помещения, экономя полезное пространство. Недостаток — заложить их можно на этапе строительства. Сложно модифицировать в дальнейшем. Трудно обслуживать.
В ряде случаев систему вентиляции оборудуют внешними и внутренними воздуховодами, пользуясь преимуществами первого и второго варианта. Такая схема упрощает расчет воздуховодов, предоставляя возможность перестроить систему под любые «правила» воздухообмена.
Вывод
Профессиональный монтаж вентиляционного оборудования на промышленном или коммерческом объекте — гарантия качественный реализации проекта и безупречной работы системы. Выбор надежного подрядчика при монтаже инженерных коммуникаций — залог качества работ, экономия денег и нервов. Нужна помощь в проектировании, подборе и монтаже систем воздухообмена? Обращайтесь к специалистам нашей компании по телефону горячей +7 (495) 055-72-55 или закажите бесплатную консультацию, заполнив форму обратной связи на сайте. Мы всегда готовы помочь и проконсультировать по самым сложным вопросам!
Оцените статью:
4.75
Оценок: 0
Автор статьи
Алексей Папченко
QWENT
Руководитель технического отдела
Эксперт в области проектирования, монтажа и обслуживания систем вентиляции, кондиционирования и дымоудаления.
Комментарии
Вам могут быть полезны эти статьи
Как устроены системы кондиционирования воздуха
Кондиционирование воздуха — это процесс воздухообмена в помещении, направленный на поддержание соответствующей температуры и влажности воздуха.
Время чтения:5 минут
Что такое система вентиляции и для чего она нужна?
В этом обзоре рассказываем об основных компонентах и видах оборудования. Для чего нужна система вентиляции рассматриваем далее.
Время чтения:9 минут
Из чего состоит система вентиляции
Основная задача системы вентиляции — обеспечить циркуляцию воздуха в помещении для комфортного пребывания находящихся в здании людей.
Время чтения:9 минут
Остались вопросы? Свяжитесь с нами или оставьте заявку и наши менеджеры с радостью вас проконсультируют!
Заказать проектирование, монтаж и обслуживание инженерных систем можно по телефону +7 (495) 055-72-55, по адресу электронной почты [email protected], или просто оставьте заявку в форме ниже — мы вам перезвоним!
Типы воздуховодов
Прямоугольные воздуховоды
Круглые воздуховоды
Одной из основных составляющих любой вентиляционной системы служит воздуховод, представляющий собой конструкцию в виде трубопровода, служащую для передвижения воздуха. В системе воздуховодов имеются прямые участки и фасонные части, которые влияют на направление движения воздушных потоков, а также на их соединение и разделение. К его выбору рекомендуется подходить основательно, в зависимости от индивидуальных параметров вашей системы и условий, в которых они будут применяться. Попробуем разобраться в многообразии видов воздуховодов, ведь от этого зависит Ваш выбор.
Для начала рассмотрим внешний вид воздуховодов. Их можно классифицировать по форме сечения. Подразделяются на:
прямоугольные
круглые
Также воздуховоды подразделяются в зависимости от материала, из которого они изготовлены. Бывают из:
оцинкованной стали
нержавеющей стали
алюминия
По конструкционному исполнению выделяют:
прямошовные
спиральные
По способу соединения:
фланцевые
соединение при помощи шины и уголка
реечные
Поговорим о различных формах воздуховодов.
Воздуховоды с прямоугольным сечением
Рассмотрим воздуховоды с прямоугольным сечением. Их используют в зданиях промышленного значения и жилых помещениях. Монтаж таких воздуховодов достаточно прост, при этом обеспечивается необходимый уровень герметичности. Однако стоимость их в с сравнении с круглыми может быть дороже на 20-30%. Время монтажа прямоугольных каналов также занимает больше времени, чем круглых из-за необходимости делать и скреплять фланцы.
Основные виды комплектующих для воздуховодов с прямоугольным сечением
Прямой участок воздуховода
На прямоугольных участках можно выбрать высоту, ширину и длину воздуховода (с учетом технологических ограничений).
Диапазон размеров:
от 100×100 мм до 2000×2000 мм
длиной до 2500 мм (обычно длина 1250 мм)
толщина от 0,55 мм до 1,0 мм
Вентиляционный отвод на 90⁰ и 45⁰
Используется при необходимости изменения направления воздуховодов. Такой элемент является одним из самых необходимых при монтаже любого объекта.
Для заказа существует условное обозначение:
A — размер канала (мм)
B — размер канала (мм)
L1 — длина шейки (мм)
L2 — длина шейки (мм)
R — радиус (мм)
Для стандартных отводов L1= L2 не указывать.
Радиус поворота (R) — любой
Установка направляющей воздушного потока.
Диапазон размеров:
от 100×100 мм до 1200×2000 мм:
Отвод вентиляционный из оцинкованной стали толщиной от 0,55 мм до 1,0 мм,
Отвод вентиляционный из нержавеющей стали толщиной от 0,5 мм до 0,8 мм.
Возможно любое соотношение размеров ( с учетом технологических ограничении ).
Размер канала (мм) — A
Размер канала (мм) — B
Длина шейки (мм) — L1
Длина шейки (мм) — L2
Радиус (мм) – R (с учетом технологических ограничений)
Переход на прямоугольное сечение
Возможность перейти с одного размера сечения на другое. По желанию можно даже изменить прямоугольное сечение на круглое. Без таких элементов практически невозможно выполнить быстро и качественно монтаж, поскольку изготовление таких деталей занимает достаточно много времени.
Для заказа существуют условные обозначения:
A — ширина (мм) B — высота (мм) C — ширина (мм) D — высота (мм) L — длина (мм) E — смещение по стороне А (мм) F — смещение по стороне В (мм)
Возможно любое соотношение размеров (с учетом технологических ограничений)
Прямоугольный вентиляционный тройник
При необходимости разветвления воздуховодов используют такую типовую фасонную деталь, как прямоугольный вентиляционный тройник. Он является многофункциональным так как позволяет также обойтись без переходников с одного сечения на другое. Альтернативным решением может быть использование врезок в боковую часть воздуховода.
Для заказа существует условное обозначение:
A1 — Ширина (мм) A2 — Ширина (мм) A3 — Ширина (мм) B — Высота (мм)
При заказе нестандартных вентиляционных тройников указываются следующие размеры: H — Высота (мм) L — Длина (мм) R – Радиус
Крестовина вентиляционная прямоугольная
Также можно использовать прямоугольный участок воздуховода с установленными в него врезками, называемый крестовиной. Они служат для присоединения четырех либо трех воздуховодов одновременно. Сечение и число врезок могут быть разными. В крестовине врезки можно расположить под разным углом. Воздуховоды нужно монтировать в разных направлениях для обеспечения правильного потока воздуха.
Вместо крестовины часто также используют тройник и дополнительную врезку. Стандарт длины прямоугольной крестовины: L = a + 200 мм
Заглушка торцевая
Такая деталь, как заглушка, применяется при перекрытии находящейся в конце системы фасонной детали или торца воздуховода. Ее использование позволит уменьшить аэродинамический шум и увеличить герметичность системы.
В заказе указывают:
A — ширина (мм) B — высота (мм) L — длина (мм)
Соотношение размеров может быть разным (учитывая технологические ограничения). Возможно любое соотношение размеров (с учетом технических ограничений)
Утка прямоугольная
Если Вы хотите изменить уровень воздуховода, рекомендуем применять вентиляционную утку. Она осуществляет небольшое смещение, когда прямая прокладка воздуховода невозможна. Например, при обходе каких-либо препятствий под потолком – поперечно проходящие трубы или бетонные балки. Альтернативным решением для изготовления утки служит использование двух полуотводов по 30⁰ или 45⁰.
Для заказа нужно указать:
A — высота (мм) B — ширина (мм) L — длина (мм) S — смещение (мм)
Также можно использовать любое соотношение размеров (учитывая технологические ограничения).
Прямоугольная врезка
Такая деталь, как прямоугольная врезка используется при монтаже в одну из сторон воздуховода (в нем проделывают отверстие). Ее прикрепляют механическим путем, используя заклепки и саморезы. Также учитывается, что сторона отверстия для врезки должна быть меньше стороны воздуховода (мин. на 50 мм.). Между воздуховодом и врезкой используют силиконовое уплотнение. Их применяют в местах разветвления потока. По сути это тот же тройник, только сделанный по месту.
При заказе выбирается:
A — ширина (мм) B — высота (мм) L — длина (мм)
Дроссель клапан
Для изготовления используется оцинкованная сталь. Он состоит из патрубка, полотна и сектора управления. Так называемая лопатка, располагающаяся с внешней стороны клапана, устанавливается на узел управления. При помощи рукоятки ее можно поворачивать. Под необходимым углом при помощи лопатки перекрывается сечение клапана. Лопатку фиксируют гайкой-барашком. При помощи градуированной шкалы устанавливают угол ее поворота. Дроссель-клапаны рекомендуется использовать на главных магистралях или в месте разветвления воздуховода. Помимо этого, в большинстве случаев без дроссель-клапанов невозможно отбалансировать систему и выставить необходимые расходы воздуха на решетках, поэтому очень важно ставить их в нужных местах.
Зонт крышный
В системах вентиляции с механическим и естественным побуждением используют прямоугольные или круглые зонты с креплением на фланцах из уголка или шины, чтобы атмосферные осадки не проникали в вентиляционные шахты. Такой зонт служит конечным элементом практически для любой вентиляционной системы стоящей вертикально.
Пленумы вентиляционные
Для добавления с улицы свежего воздуха к циркулирующему потоку используют вентиляционный пленум. Представляет собой специальное воздухозаборное устройство в виде короба с двумя входами. Также в нем есть выход для воздушного потока. Пленум может перемещать холодный, нагретый и свежий воздух.
Вентиляционный адаптер
Вентиляционный адаптер – используется для присоединения вентиляционных решеток квадратного или прямоугольного сечения. (300х300; 450х450; 600х600). Закрепить распределительную решетку, например 450х450мм к воздуховоду D160 просто невозможно без адаптера. Помимо этого, при помощи адаптера устраняются вихревые эффекты на выходе из вентиляционных решеток.
Шибер
В системе вентиляции не обойтись без запорно-регулирующего устройства, именуемого шибером, состоящим из стального полотна и направляющей панели. Размеры его зависят от размера воздуховода. Его изготавливают из тонколистовой оцинкованной стали толщиной от 0,55 до 1 мм. (зависит от сечения и диаметра детали). Подразделяются на прямые (в системах аспирации и пневмотранспорта) и косые (в системах общеобменной вентиляции) шиберы. При этом давление в системе не должно превышать 1000 Па. Основная функция – регулировка воздушного потока.
Гибкие вставки для воздуховодов
Для устранения вибрации различного оборудования (как правило вентиляторы) используют гибкие вставки для воздуховодов, изготавливаемые из износостойкого материала «робаст», прикрепляемый к посадочным элементам из оцинкованной стали. Прямоугольные гибкие вставки на фланцах из шины бывают длиной 150 и 240 мм. (или изготавливаются под размер на заказ) Также Вы можете подобрать необходимый размер сечения.
Воздуховоды круглого сечения
Воздуховоды круглого сечения подразделяются на спирально-навивные и прямошовные. Они могут использоваться в общеобменной, приточно-вытяжной вентиляции, а также в системах пневмотранспорта и аспирации.
Рассмотрим преимущества и недостатки каждого из этих видов.
Параметры
Спирально-навивные воздуховоды
Прямошовные воздуховоды
Время на изготовление
+
_
Легкость изготовления
+
_
Стоимость изготовления
+
_
Примение в системах аспирации и невмотранспорта
_
+
Установка на разрежение системы
_
+
Жесткость
_
+
Прочность
_
+
Износостойкость
_
+
Расчет стоимости
+
_
Основные комплектующие воздуховодов с круглым сечением
Отвод вентиляционный 90⁰
Отвод вентиляционный 60⁰
Отвод вентиляционный 45⁰
Отвод вентиляционный 30⁰
Отвод вентиляционный 15⁰
Для заказа существует условное обозначение: d — диаметр (мм)
α — угол поворота ° R — радиус поворота (мм)
При R=d — не указывается R =1 x d В стандартном отводе радиус поворота равен его диаметру. Радиус при необходимости, может быть любой.
Перейти в каталог воздуховодов
Перейти
Переход вентиляционный круглый
Центральный Односторонний Со смещением
Используется для сужения или расширения сечения воздуховода. Обойтись без такого изделия на объекте крайне сложно, поскольку изготовление перехода достаточно сложный и долгий процесс, если делать это вручную при монтаже.
При заказе указывают малый и большой диаметры. Если заказ нестандартный, то также указывается длина и смещение (для переходов со смещением).
d1 — диаметр (мм) d2 — диаметр (мм)
При заказе нестандартной длины, указать:
Длина (мм) — L Смещение (мм) — С
Круглый вентиляционный тройник
Первый тип:
Используется для разветвления потоков воздуха. Иногда чтобы сэкономить заказывают вместо тройников – врезки и делают ответвление на месте, но такой способ занимает больше времени в монтаже.
Существует условное обозначение для заказа:
d1— диаметр (мм) d2 — диаметр (мм) L — длина (мм) Н — высота (мм)
Возможно любое соотношение размеров (с учетом технических ограничений)
Второй тип:
Существует условное обозначение для заказа:
d1 — диаметр (мм) d2 — диаметр (мм) L — длина (мм) α — угол
Возможно любое соотношение размеров ( с учетом технологических ограничений). Третий тип:
Существует условное обозначение для заказа:
d1 — диаметр (мм) d2 — диаметр (мм) d3 — диаметр (мм) L — длина (мм) α — угол
Возможно любое соотношение размеров ( с учетом технологических ограничений).
Четвертый тип:
Иногда приходится делать ответвление прямоугольного сечения. Это бывает нужно например для присоединения небольших прямоугольных распределительных решеток, которые вставляются в канал.
Существует условное обозначение для заказа:
d — диаметр (мм) H — высота (мм) A×B — размер врезки (мм) n — фланец: 20 (мм), 30 (мм), (без фланца: 0) L — длина (мм)
Возможно любое соотношение размеров ( с учетом технологических ограничений).
Крестовина вентиляционная круглая
Для стандартной детали: Н2 = Н3 − 0.5d1 + 50 (мм)
Если l > (d2 + d3) / 2 + 120 (мм), то есть возможность рассмотреть использования двух тройников. Обычно такие изделия не заказывают заранее, а изготавливают на месте с помощью тройников.
Высота (мм) — H2,Н3 L — длина детали (мм) Если l = 0, — не указывать l — расстояние между врезками (мм) α — угол между врезками от d3 к d2, °
Возможно любое соотношение размеров ( с учетом технологических ограничений).
Ниппель вентиляционный круглый
Служит для соединения между собой воздуховодов одного диаметра. Воздуховоды одним простым движением вставляются с разных сторон ниппеля. Без ниппелей бывает крайне неудобно соединять трубы, поскольку приходится вальцевать («делать цветочек») и вставлять одну в другую. Выглядит некрасиво и делать неудобно.
Существует условное обозначение для заказа:
d — диаметр (мм)
Общая длина ниппеля вентиляционного:
до Ø 500 — 140 (мм) до Ø 900 — 180 (мм) до Ø 1250 — 200(мм)
Муфта вентиляционная круглая
Соединяет фасонные изделия и воздуховоды. Изготовлена из оцинк. стали. В отличие от ниппеля одевается сверху на скрепляемые детали. На маленьких диаметрах их как правило не используют, а нарезают из кусков трубы, но на больших диаметрах (больше 400мм) бывает значительно дольше резать трубу на месте, поэтому выгоднее их заказать заранее.
Существует условное обозначение для заказа:
d — диаметр (мм)
Каждому диаметру соответствует определенная длина муфты L–мм. (См. приложение 1).
Заглушка вентиляционная круглая
Является концевым элементом системы, чтобы перекрыть сечение канала.
Необходимо при заказе:
d — диаметр (мм)
От 100 до 1250 мм.
Также есть возможность выбрать любой диаметр и длину и изготовить с ручкой в торце.
Утка вентиляционная круглая
Является фасонным изделием и используется в местах стыков разноуровневых воздуховодов. Также можно использовать при стыке воздуховодов, находящихся левее или правее друг друга. Также можно вместо утки обойтись использованием двух отводов по 30 или 45 градусов.
При заказе указывают:
d1 — диаметр (мм) d2 — диаметр (мм) L — длина детали (мм) H — высота (мм).
Если d1= d2, то указывают один размер
Также есть возможность использовать любые размеры (с учетом технологических ограничений).
Дроссель-клапан для воздуховодов круглого сечения
Для изготовления используется оцинкованная сталь. Он состоит из патрубка, полотна и сектора управления. Так называемая лопатка, располагающаяся с внешней стороны клапана, устанавливается на узел управления. При помощи рукоятки ее можно поворачивать. Под необходимым углом при помощи лопатки перекрывается сечение клапана. Лопатку фиксируют гайкой-барашком. При помощи градуированной шкалы устанавливают угол ее поворота. Дроссель-клапаны рекомендуется использовать на главных магистралях или в месте разветвления воздуховода.
Очень важно правильное расположение и количество дроссель-клапанов, чтобы можно было грамотно отбалансировать систему и выставить нужные расходы по веткам.
Зонт крышный для круглого воздуховода
Защищает воздуховод от попадания атмосферных осадков. Используется как правило на вертикально установленных вытяжных трубах.
Для заказа используют:
d — диаметр (мм) (от 100 до 710 мм)
От d зависит D и высота H.
Врезка вентиляционная круглая
Фасонная деталь, устанавливается в стенках воздуховодов. Используется вместо тройника с целью разветвления потока. Занимает несколько больше времени при монтаже, чем тройник, но стоит дешевле и дает возможность установить где угодно.
Существует три вида:
Для вмонтирования в воздуховод прямоугольного сечения воздуховод круглого сечения
Для присоединения круглых воздуховодов
Для угловых воздуховодов
При заказе указывают:
d — диаметр от 100 до 1250 мм I— длина 40, 60, 80, 100 мм,
также для при необходимости
H — высота (не менее 50 мм) α — угол, °
Также возможно использование любых соотношений размеров (с учетом технологических ограничений).
Узел прохода через кровлю воздуховодов
Применяется в местах вывода на кровлю вентиляционной шахты. Главной задачей узла прохода является герметизация проходного отверстия.
При заказе указывают:
d — диаметр 100 – 400 мм H — высота (мм). α — угол °
Также возможно использование любых соотношений размеров (с учетом технологических ограничений).
Шибер вентиляционный круглого сечения
Запорно-регулирующее устройство. Изготавливается из тонколистовой оцинкованной стали. Подразделяются на прямые (в системах аспирации и пневмотранспорта) и косые (в системах общеобменной вентиляции) шиберы. При этом давление в системе не должно превышать 1000 Па. Основная функция – регулировка воздушного потока.
Гибкие вставки круглого сечения для воздуховодов
Устраняют вибрацию при присоединении мощного оборудования, например радиальных вентиляторов или вентиляционных установок, чтобы шум от вибрации не передавался в систему воздуховодов.
Используют от 100 до 1600 мм.
Обратный клапан
Устанавливается в воздуховодах круглого сечения. Цель ограничить возможность обратной тяги. То есть обратный клапан пропускает поток воздуха только в одну сторону, в обратную поток воздуха невозможен.
Изготавливают из оцинкованной листовой стали. Его можно установить в вертикальном положении.
При заказе указывают:
А (мм)
В (мм)
С (мм)
D (мм)
Получить бесплатную консультацию инженера по воздуховодам
Получить!
CCOHS: 3-канальные
Что рассматривается в этом документе?
Наверх
Этот документ является частью серии документов по промышленной вентиляции и включает основные принципы проектирования и обслуживания воздуховодов.
Введение
Единицы и меры
Воздуховоды
Вентиляторы
Вытяжки
Устройства очистки воздуха
Установка и обслуживание (общее)
Поиск и устранение неисправностей
Глоссарий общих терминов
Что такое система воздуховодов?
Наверх
Система вентиляции в здании состоит из устройств для перемещения воздуха, таких как вентиляторы и воздуходувки, а также сети воздуховодов для удаления загрязненного воздуха из помещений и подачи воздуха снаружи здания.
Воздуховоды – это каналы, трубки или патрубки, по которым движется воздух.
Каковы основные принципы проектирования воздуховодов?
Наверх
Системы воздуховодов должны быть спроектированы таким образом, чтобы поток воздуха проходил через воздуховоды с минимальным трением или сопротивлением. Количество воздуха, проходящего через воздуховод, зависит от площади поперечного сечения (площади отверстия воздуховода) воздуховода и скорости воздуха. Слишком медленное движение воздуха приведет к оседанию и накоплению загрязняющих веществ, таких как пыль. Эти частицы в конечном итоге забивают воздуховод. Слишком быстрое движение воздуха приводит к потере мощности, может создавать проблемы с шумом и вызывать чрезмерное истирание, особенно в ответвлениях и коленах, из-за повышенного трения между воздухом, транспортирующим частицы пыли, и воздуховодом. Рекомендуемые скорости («скорость воздуховода») для разных типов загрязнений можно найти в справочниках по вентиляции.
Системам воздуховодов обычно требуется большое количество воздуха для перемещения относительно небольшого количества загрязняющих веществ. Требуемый объем воздушного потока зависит от допустимой концентрации загрязняющих веществ в воздухе внутри рабочего пространства. Тщательно спроектированная система может обеспечить требуемую концентрацию воздуха при минимальном потреблении энергии. Другие соображения по проектированию включают первоначальные капитальные затраты, надежность, техническое обслуживание и долговечность оборудования для обработки воздуха.
В приведенной ниже таблице показаны некоторые основные принципы проектирования воздуховодов.
Принципы проектирования воздуховодов
Принцип
Исполнение для меньшего сопротивления для потока воздуха
Избегайте конструкции, вызывающей ошибку . большее сопротивление воздушному потоку
Максимально оптимизируйте систему, чтобы свести к минимуму турбулентность и сопротивление воздуха.
Круглые воздуховоды обеспечивают меньшее сопротивление, чем квадратные воздуховоды (меньшая площадь поверхности).
Гладкие, жесткие воздуховоды обеспечивают меньшее сопротивление, чем гибкие, шероховатые воздуховоды.
Короткие участки воздуховодов обеспечивают меньшее сопротивление, чем длинные участки.
Бег по прямой обеспечивает меньшее сопротивление, чем бег с изгибами и изгибами.
Ветви воздуховода должны входить под углом от 30° (или менее) до 45°, а не под прямым углом, и в месте, где воздуховод постепенно расширяется.
Локти с постепенным изгибом обеспечивают меньшее сопротивление, чем резкий изгиб.
Воздуховоды большого диаметра обеспечивают меньшее сопротивление, чем воздуховоды малого диаметра.
Какие существуют основные типы систем воздуховодов для местной вентиляции?
Наверх
Существует два основных типа систем воздуховодов: коническая основная система и нагнетательная камера.
Основной воздуховод конической системы увеличивается по мере добавления ответвлений и объединения потоков. Это сужение позволяет скорости воздуха оставаться почти постоянной по всему воздуховоду. Благодаря этой характеристике система конических воздуховодов является основной системой, используемой в местной вентиляции. (Рисунок 1)
Рисунок 1 Система конических воздуховодов
В системе нагнетания главный воздуховод имеет одинаковый размер во всей системе. Скорость воздуха ниже, чем в конических воздуховодах, а иногда и ниже минимальной скорости, необходимой для транспортировки загрязняющих веществ. По этой причине система нагнетания в основном используется только тогда, когда предполагается отделение твердых частиц (крупных частиц или капель жидкости). Однако взрывоопасная пыль не должна выбрасываться через систему воздуховодов.
Одно из преимуществ системы нагнетания заключается в том, что новые ответвления можно добавлять в любом месте, и это добавление ограничивается только общим воздушным потоком и давлением, доступным на вентиляторе.
Рисунок 2 Пленумная система
Что вызывает утечку или закупорку воздуховода?
Наверх Воздуховоды
могут забиваться или протекать по следующим основным причинам:
Низкая скорость воздуха: Внутри воздуховодов скорость воздуха должна быть в диапазоне, достаточном для эффективного перемещения загрязняющих веществ. Изменение размера воздуховода или расхода воздуха через любой воздуховод может привести к изменению минимальной скорости транспортировки. Одно небольшое изменение в одном разделе системы может повлиять на всю систему и ее производительность.
Гибкие воздуховоды: Гофрированные гибкие воздуховоды создают больше потерь на трение и изгиб, что замедляет движение воздуха.
Модификации системы воздуховодов: Если к существующей системе воздуховодов добавляются вытяжки и воздуховоды, необходимо отрегулировать или «сбалансировать» воздушный поток. Если балансировка не выполнена должным образом, система будет «самобалансироваться» — обычно поток воздуха будет уменьшен в секциях с более высоким сопротивлением. Уменьшение воздушного потока приведет к тому, что твердые частицы осядут из потока воздуха и воздуховоды забьются.
Уловители твердых частиц, отстойники или «очистители» отсутствуют или не используются: Частая очистка определенных точек в сети воздуховодов (тех, которые закупориваются первыми) может уменьшить потребность в капитальной очистке системы. Мониторинг наиболее распространенных проблемных мест сводит к минимуму усилия, необходимые для обслуживания воздуховодов. В местах быстрого или частого засорения дверцы для очистки или доступа значительно облегчают очистку. См. рис. 3.
Рисунок 3 Типичная дверца для очистки воздуховодов
Воздушный поток резко меняет направление: Отложения чаще встречаются в отводах с коротким радиусом и Т-образных ответвлениях. На рисунках ниже показано, что происходит при резком изменении направления воздуха.
Рисунок 4(а) Резкое изменение направления воздуха (Изгибы с коротким радиусом создают большие отложения)
Рисунок 4(б) Резкое изменение направления воздуха (Никогда не используйте Т-образное соединение)
Как узнать, функционируют ли воздуховоды в соответствии с проектом?
Наверх
Большинство проблем с производительностью системы вентиляции связано с неправильным функционированием воздуховодов. Обычно система хорошо спроектирована и правильно установлена, но со временем возникают проблемы.
Необходимо регулярно и по расписанию измерять расход воздуха и статическое давление в сети воздуховодов, чтобы убедиться, что система работает в соответствии с проектными спецификациями, и устранить любые возможные проблемы. Эти измерения должны выполнять обученные люди, такие как специалисты по вентиляции или специалисты по гигиене труда, использующие специальное оборудование.
Однако ниже приведены несколько советов по проведению простой проверки. Прежде чем начать, убедитесь, что у вас есть чертеж системы вентиляции (или сделайте его в процессе). Пока вы проходите через всю систему, обратите внимание на следующее:
Пониженная способность улавливать загрязняющие вещества («летучие» загрязняющие вещества можно измерить или иногда увидеть).
Постоянная закупорка воздуховода. Аккуратно постучите по протоку палочкой, чтобы увидеть, есть ли в нем слои отложений,
Поврежденные воздуховоды (вмятины, дыры).
Повреждены или отсутствуют прокладки.
Видимая пыль на оборудовании, подключенном к системе вентиляции.
Очевидные дополнения к системе (особенно те, которые были добавлены после первоначальной установки системы).
Открытые противовзрывные ворота или другие отверстия.
Отрезки воздуховодов (с глухими фланцами).
Задокументируйте любую из вышеперечисленных проблем и возможные причины. Если возможно, сообщите об этих проблемах обслуживающему персоналу здания, вашему руководителю или специалисту по вентиляции.
Последняя редакция информационного бюллетеня: 01.09.2016
Что такое воздуховоды? Руководство домовладельца по воздуховодам ОВКВ
В вашем доме есть скрытая система, предназначенная для циркуляции воздуха. Ничего не знаете о своих воздуховодах? Ты не один. Когда в домах есть проблемы с воздуховодами, такие как холодные или горячие точки, домовладельцы стараются избегать этих комнат. И когда они это делают, сами того не осознавая, они уменьшают пригодную для жизни площадь в своих домах.
От неравномерной комнатной температуры до чрезмерного количества пыли и высоких счетов за электроэнергию проблемы с воздуховодами могут ежедневно вызывать отчаяние как у домовладельцев, так и у арендаторов. Далее следует руководство домовладельца по воздуховодам; мы объясним все, что вам нужно знать, чтобы вы могли избавиться от этих обременительных холодных или горячих точек и вернуть свои комнаты.
Получите заслуженный комфорт
Что такое воздуховод?
Проверьте это. Воздуховоды, или воздуховоды ОВКВ, или воздуховоды переменного тока — это каналы, по которым теплый или холодный воздух подается для обогрева, вентиляции и охлаждения каждой комнаты. Воздуховоды подключены к блоку HVAC, который фильтрует, а затем нагревает или охлаждает воздух в вашем доме перед его отправкой. Воздуховоды являются жизненно важной частью вашей системы HVAC, обеспечивая тепловое благополучие и хорошее качество воздуха в помещении для вашей семьи.
Просто, правда?
Далее посмотрим, из чего делают воздуховоды.
Типы воздуховодов
Воздуховод из листового металла
Воздуховоды из оцинкованной стали или алюминия могут быть круглыми, овальными или прямоугольными, как тот, по которому проползает Брюс Уиллис в «Крепком орешке». Воздуховоды ОВКВ из листового металла являются наиболее прочными и менее всего подвержены плесени. Металлические воздуховоды практически не ржавеют, особенно оцинкованная сталь с ее цинковым покрытием.
Гибкий воздуховод
Проще говоря, гибкие воздуховоды изготавливаются из спирали из стальной проволоки, обернутой полимером (гибким пластиком) и окруженным изоляцией. Такие воздуховоды недороги, легки и просты в установке. Гибкие воздуховоды творят чудеса в труднодоступных местах, где более жесткие воздуховоды не годятся.
Воздуховод из фибрового картона
Этот тип воздуховода имеет два слоя: неорганическое стекловолокно, связанное прессованной смолой, покрытое фольгой для предотвращения проникновения воздуха и водяного пара. Как правило, такой воздуховод является наименее дорогим, препятствует возникновению шума и уже имеет хорошую теплоизоляцию. Обратная сторона? Шероховатая поверхность из стекловолокна препятствует воздушному потоку.
Осторожно! Старые воздуховоды из ДВП не обработаны для предотвращения образования плесени и грибка и должны быть немедленно заменены. Если вы подозреваете, что у вас старый воздуховод из ДВП, не пытайтесь его очистить. Повреждение поверхности приведет к выбросу стекловолокна в воздух и по всему дому.
Теперь, когда мы рассмотрели материалы для воздуховодов, давайте рассмотрим различные компоненты воздуховодов.
Воздушные потоки в системе принудительного воздуховода
В системах HVAC воздух проходит цикл. Отрицательное давление в воздуховодах всасывает воздух, пропуская его через фильтр. Очищенный воздух нагревается или охлаждается и направляется обратно в помещения вашего дома, где он остается до тех пор, пока снова не пройдет цикл.
Возвратные воздуховоды
Вопреки распространенному мнению, системы HVAC получают воздух изнутри здания. Возвратные воздуховоды вытягивают воздух из жилых помещений обратно в блок HVAC, питая либо вашу печь, либо воздухообрабатывающую установку. Обратные вентиляционные отверстия обычно больше, чем приточные, и называются решетками. Фильтр часто устанавливается либо глубоко внутри обратного канала, либо прямо на возвратной решетке, чтобы защитить ваш блок HVAC от загрязнений.
Каналы подачи
Приточные воздуховоды подают теплый или холодный воздух в помещение внутри дома. Приточные вентиляционные отверстия часто имеют заслонки для управления потоком, называемые регистрами. Приточные регистры часто устанавливаются возле окон или дверей, чтобы лучше противодействовать потерям тепла или холода, а два приточных регистра могут быть установлены в больших помещениях для равномерного распределения воздуха HVAC.
Отлично, мы рассмотрели основы воздушного потока.
Но что делать, если воздуховоды не соответствуют стандартам?
Признаки того, что ваш воздуховод неисправен
Горячие и холодные точки
Это явный признак того, что у вас проблемы с воздуховодами. Вы, вероятно, чувствовали это раньше. Заходишь в комнату, а там слишком жарко, или спускаешься по лестнице, а там заметно холоднее, больше 3 градусов. Если это так, используйте термометр для подтверждения. Как только вы убедитесь в несоответствии, вы можете позвонить специалисту по HVAC. Они точно определят причину, придумают план и претворят его в жизнь. Узнайте больше о том, как исправить горячие и холодные точки здесь.
Слабый поток воздуха или его отсутствие из приточного вентиляционного отверстия
Простой способ проверить это — поднести лист бумаги к приточному отверстию. Если бумага не сгибается, как в подвешенном состоянии, что-то мешает воздушному потоку. Если вам повезет, заслонка на вашем регистре закрыта и ее нужно просто снова открыть. Если это не сработает, вам, возможно, придется вызвать специалиста по HVAC.
Высокие счета за коммунальные услуги
До 30 процентов воздуха может выходить из воздуховодов (большие счета). Когда кондиционированный воздух выходит наружу или нагретый воздух теряется через недоизолированные воздуховоды, плата за коммунальные услуги отображается в вашем счете за коммунальные услуги. Кроме того, если воздух выходит из утечек в ваших воздуховодах, это может заставить ваш вентилятор работать тяжелее, пытаясь нагреть или охладить ваш дом до нужной температуры. Это может привести к перегрузке вентилятора и, в конечном итоге, к поломке. Самое страшное, что вы, вероятно, этого не заметите.
Через отчет об использовании коммунальных услуг вы можете обнаружить, что потребляете гораздо больше электроэнергии, чем другие аналогичные дома в вашем районе.
Громкий шум
Подождите минутку, а блок HVAC не шумит во время работы? Конечно, да, но звук не должен вас чертовски раздражать. Если вы слышите громкое дребезжание или свист, возможно, у вас ослаблены, отсоединены или повреждены воздуховоды. Не игнорируйте это, иначе станет хуже.
Низкое качество воздуха в помещении
Есть два серьезных признака того, что качество воздуха в вашем доме находится под угрозой. Во-первых, сбор пыли в вашем доме может затмить старую библиотеку. Во-вторых, все чихают, особенно маленький Тимми, у которого сильная аллергия. Видите ли, пыль или пыльца могут просочиться в ваши воздуховоды через отверстия или ослабленные соединения и проникнуть в ваш дом.
По данным Национального института комфорта, проблемы с воздуховодами настолько распространены, что типичная система HVAC обеспечивает только 57% своей номинальной мощности. Вас интересует качество воздуха в помещении? Узнайте, как измерить загрязнение воздуха в помещении, здесь.
Ой.
Но почему? Давайте углубимся.
Проблемы конструкции воздуховодов ОВиК
Проверьте это – существует 4 распространенных конструкции воздуховодов. Во-первых, это нагнетательная или радиальная система воздуховодов. Радиальные системы имеют блок HVAC и возвратную решетку в центре дома, а приточные каналы проходят вокруг камеры, как ноги паука.
Вторая система редукционного нагнетания. Как следует из названия, камера уменьшается в размерах по мере того, как воздуховоды выходят с обеих сторон.
Третий — расширенная система нагнетания. На этот раз камера, которая распределяет или удаляет воздух для блока HVAC, не уменьшается в размерах по мере расширения.
Последняя система контура периметра – радиальная система, не так много паучьих ног, с воздуховодом, который окружает здание.
Хорошие подрядчики по HVAC рассчитывают расход воздуха, определяют типы воздуховодов, которые следует использовать для удовлетворения требований дома, и делают эскиз системы распределения воздуха для правильного размещения оборудования и размеров воздуховодов. Но недостатки конструкции воздуховодов ОВК слишком распространены:
Слишком много воздуховодов, отходящих от вентиляционной камеры
Пленумы, как мы уже упоминали, представляют собой коробки, соединенные с нагревательным или охлаждающим устройством, которые наполняются горячим или холодным воздухом и распределяют или удаляют его, как правило, при более высоком атмосферном давлении. . Дуктопус представляет собой плохо сконструированную радиальную систему с воздуховодами, отходящими от нагнетательного пространства во всех направлениях, как щупальца осьминога. Когда подсоединено слишком много ответвлений воздуховода, поток воздуха очень плохой.
Длинные воздуховоды
Это распространенная проблема с редукционной системой воздуховодов. Недостаточное количество воздуха поступает в помещение в самом конце приточного воздуховода. Решение? Увеличенный размер воздуховода.
Неправильное расположение отвода
Когда воздух движется из приточной камеры или главного воздуховода в отвод, он меняет направление. Воздушному потоку трудно поворачивать на высоких скоростях, как если бы мы выезжали с межштатной автомагистрали на съезд. Нам нужен постепенный и плавный поворот, так как мы движемся очень быстро. Расход воздуха тот же. Когда в воздуховоде происходит изменение направления воздуха, воздушному потоку требуется примерно 24 дюйма, чтобы восстановить свой рисунок. Таким образом, взлеты должны быть на расстоянии 24 дюйма от любых поворотов, переходов или торцевой крышки.
Возвраты меньшего размера и подачи меньшего размера
Когда система HVAC имеет возвраты меньшего размера или подачи меньшего размера, она дышит через соломинку. Воздух не может циркулировать должным образом, и устройство изо всех сил пытается нагреть и охладить здание.
Центральная проблема возврата
В идеальном мире возврат должен быть для каждой комнаты дома, кроме кухни, ванной и подсобного помещения. Но строители любят экономить. Имея только один центральный возвратный канал для питания блока HVAC, закрытые двери будут истощать печь или кондиционер и создавать среду с отрицательным давлением. Затем грязный наружный воздух проникает в дом через щели, создавая всевозможные неприятные проблемы.
Неоптимальное расположение вентиляционного отверстия
Место, место, место! Если вентиляционные отверстия находятся вне поля зрения, например, в чуланах, приточный воздух не может должным образом обогревать или охлаждать помещение. Точно так же, если вентиляционные отверстия заблокированы мебелью, ваша система вентиляции и кондиционирования будет работать усерднее, чтобы достичь желаемой температуры. Этот износ значительно сократит срок службы вашей системы HVAC.
Нет буэно.
Теперь, когда мы рассмотрели общие недостатки конструкции воздуховодов, давайте рассмотрим проблемы неправильной установки. Если вы подозреваете, что ваш воздуховод спроектирован или установлен неправильно, он может стать причиной всех ваших проблем с отоплением и охлаждением. Воспринимайте все свои проблемы как знак того, что пришло время внести коррективы в существующую работу воздуховодов.
Обновите работу воздуховодов; Обновите свой комфорт.
Проблемы с установкой воздуховодов ОВКВ
Хорошее качество обработки листового металла 50-х и 60-х годов давно ушло в прошлое. С 1970-х годов установка воздуховодов была вынужденно дешевле и, как правило, хуже. Вот распространенные проблемы при установке воздуховодов:
Плохие уплотнения и соединения воздуховодов
Помните, что в типичном доме не менее 20% воздуха, проходящего через воздуховоды, выходит через утечки, отверстия и плохие соединения? (Убегающий воздух). В условиях современной экономики установщики систем отопления, вентиляции и кондиционирования воздуха вынуждены использовать дешевые материалы, чтобы поддерживать свой бизнес на плаву. (см. Один центральный возврат). Использование дешевых уплотнителей вместо нормальных герметичных приводит к шуму, пыли, сквозняку, влажности и многому другому. Это связано с тем, что плохо закрепленные воздуховоды могут расшататься при движении, вызванном потоком воздуха.
Неизолированные или недостаточно изолированные воздуховоды
Воздуховоды изготавливаются из тонкого материала с небольшой изолирующей способностью. Изоляция сохраняет воздух внутри ваших воздуховодов при температуре, которой он должен быть. Летом изоляция предотвращает конденсацию холодного воздуха, которая может привести к образованию плесени и грибка. В некондиционируемых помещениях, таких как чердаки и подвальные помещения, рекомендуемый уровень изоляции воздуховодов – R-8. Хотите верьте, хотите нет, но большинство воздуховодов утеплены только на R-2.
Перекрученные, запутанные и изогнутые гибкие воздуховоды
Суть в том, что многие подрядчики ОВиК слишком ленивы, чтобы растянуть гибкие воздуховоды и обрезать их, чтобы они полностью растянулись. Вместо этого слишком длинные отрезки остаются скрученными, запутанными и изогнутыми. Помните металлическую грудную клетку в гибких воздуховодах? Теперь поток воздуха уменьшается еще больше, что стоит вам больших денег.
Неподдерживаемые участки воздуховодов и стыковые соединения
В этом и есть суть: гибкие воздуховоды не должны оставаться без опоры более чем на 4 фута, иначе они начнут провисать. То же самое произойдет, когда подрядчики возьмут два отрезка гибких воздуховодов, соединит их лентой и обернут изоляцией, чтобы скрепить их вместе. Хотя это может пройти проверку, пренебрежение установкой металлического стыкового соединения создает слабое соединение и приводит к провисанию воздуховодов и утечке воздуха.
Ненужные изгибы
Подобно самолету, который вибрирует в воздушных карманах, воздух, сталкиваясь с воздуховодом, становится турбулентным и движется медленнее. Хороший специалист по ОВКВ избежит ненужных изгибов при установке системы воздуховодов ОВКВ и, по возможности, выберет меньшие воздуховоды типа ветки дерева.
Несбалансированный поток воздуха
Неправильно установленный воздуховод приводит к несбалансированному воздуховоду, что приводит к появлению горячих и холодных точек, что ведет к увеличению счетов – ну, вы это понимаете. Передовая практика HVAC требует баланса воздуха после установки, чтобы определить, проходит ли воздух там, где он предназначен. Если это не так, на ствол воздуховода можно установить заслонки для регулировки потока воздуха. К сожалению, это делается редко.
Ошибки при проектировании и монтаже воздуховодов могут нанести ущерб вашему домашнему комфорту.
Но это еще не все.
Продолжайте читать, чтобы узнать, как время изнашивает воздуховоды ОВКВ, что приводит к всевозможным уникальным проблемам.
Износ воздуховодов
Движущийся воздух представляет собой мощную силу. Просто спросите корову в твистер. Ваши воздуховоды со временем изнашиваются, когда воздух рикошетит от стен, поэтому, к сожалению, они не вечны. Срок годности варьируется — металлические воздуховоды обычно служат дольше, чем гибкие воздуховоды, потому что металл более жесткий, а его поверхность позволяет воздуху скользить, в отличие от змеевика вокруг гибких воздуховодов. При этом средний срок службы воздуховодов колеблется от 15 до 25 лет. (срок службы воздуховода)
По мере старения воздуховодов начинают возникать проблемы:
Негерметичные, корродированные воздуховоды
Старые уплотнения разрушаются при достаточном износе, позволяя воздуху выходить (или входить). Если в воздуховод попадет влага, со временем он заржавеет. Вы увидите такую же коррозию, если ваш подвал или подполье слишком влажные, или если вода просачивается с крыши, водопровода или увлажнителя. Неподдерживаемые гибкие участки воздуховода с большей вероятностью провиснут, и в углублении будет собираться конденсат.
Грязные и забитые воздуховоды
Не буду вам врать, одна проблема с воздуховодом ведет ко многим. Если воздух в помещении грязный (ознакомьтесь с нашим постом в блоге Air Balance ), примеси могут накапливаться внутри ваших воздуховодов и, если мусор значителен, забивать их. Это усугубляется дырами, ослабленными соединениями и общей нечистотой в вашем доме.
Вредители
Если ваш воздуховод засорен, и это не мусор или Брюс Уиллис, ползающий через него, возможно, это вредители. Износ воздуховодов систем отопления, вентиляции и кондиционирования воздуха создает пространство для грызунов и насекомых, которые могут чувствовать себя как дома и размножаться. Когда это произойдет, вы услышите шум или запах фанка, сопровождающий блокировку воздуха.
Кстати, небезопасные бактерии могут также присутствовать в вашем доме, если у вас нет осушителя для всего дома.
Плесень в воздуховоде
Предупреждение: не допускайте попадания влаги в воздуховоды. Образуется плесень. И хотя это может физически не повредить ваш воздуховод, это повлияет на качество вашего воздуха и, соответственно, на ваши легкие. Вентиляционные отверстия разнесут споры плесени в каждую комнату. А в худшем случае это может привести к гниению мебели или стен.
Брутто.
Что делать дальше, если вы думаете, что что-то не так? Специалист по HVAC легко сможет оценить все ваши варианты во время ремонта воздуховода.
Ремонт воздуховодов Premium
с superTech HVAC
Итак, ваши воздуховоды нуждаются в ремонте?
Если вы подозреваете, что с вашей системой воздуховодов что-то не так, позвоните авторитетным специалистам по HVAC, например, нашей команде SuperTech HVAC. Выполняя анализ комнаты за комнатой, они оценят, поставляет ли ваша система HVAC нужное количество воздуха в каждую зону вашего дома. Это делается в 7 шагов:
Измерьте, сколько воздуха подается в каждую комнату.
Обрабатывающие центры с ЧПУ, обрабатывающие центры с ЧПУ и фрезерные станки с ЧПУ для деревообработки
Обрабатывающие центры с ЧПУ для деревообработки
Если вы хотите купить новый или подержанный фрезерный станок с ЧПУ, вы ожидаете, что станок решит ваши производственные задачи. Обрабатывающие центры с ЧПУ HOMAG предлагают передовые технологии от лидера мирового рынка для всех технологий деревообработки для производителей всех размеров.
Лидер мирового рынка HOMAG представляет свои обрабатывающие центры с ЧПУ:
Мы предлагаем передовые технологии и оборудование для высокоэффективного производства мебели, предметов интерьера, строительных элементов и столярных изделий, для обработки панелей, пластика и обработки массива дерева.
Преимущества наших обрабатывающих центров с ЧПУ
Подходящая система зажима для любой задачи: консольный или плоский стол, сетчатый стол, зажимной стол, многостоловый стол, сдвоенный стол, стол с направляющими, консольный стол
Доступно в вариантах с 3, 5 или 5 осями
Тяжелая рама станка из сварной стальной конструкции и стабильной конструкции мобильного портала
Масштабируемая производительность за счет индивидуальной сборки обрабатывающего центра с ЧПУ с фрезерными шпинделями, сверлильными редукторами и устройствами смены инструмента.
Быстрый и легкий доступ к узлам обработки и агрегатам.
Максимальный обзор машины во время обработки, в то же время обеспечивая защиту и надежные функции безопасности для оператора
Простая заправка клея-расплава
Простая и быстрая загрузка и замена кромочных материалов
Энергоэффективное вытяжное устройство с низким энергопотреблением
Снижение энергопотребления за счет работы в режиме ожидания нажатием кнопки
Области применения обрабатывающего центра с ЧПУ
С нашими деревообрабатывающими станками с ЧПУ мы предлагаем ВАШЕ решение. С обрабатывающим центром с ЧПУ от HOMAG вы идеально подготовлены для выполнения любых задач.
изготовление лестниц
производство мебели
кухонные и ванные шкафы
столярные изделия
производство окон
производство дверей
фасонные детали
внутренняя отделка
обработка пластмасс
Оснащение наших фрезерных станков с ЧПУ
Такие же разные, как и предъявляются производственные требования, настолько широк набор характеристик оборудования и технологий. Мы можем предложить вам все, чтобы получить максимальную отдачу от вашего оборудования: от устройств смены инструмента, агрегатов, обработки кромок, консольных столов, сетчатых столов, вакуумных присосок до индивидуальных зажимных решений для нашего фрезерного станка с ЧПУ.
Технологии обработки:
пиление
резка
соединение
раздельное
фрезерование
сверление
900 19 клеевых кромок
обработка кромок
измерение
3D-обработка
Автоматизация обработки с ЧПУ center
С помощью интеллектуальных решений мы можем помочь вам превратить ваш обрабатывающий центр с ЧПУ в производственные ячейки с автоматической обработкой материалов и другими функциями. От входа в систему автоматизации до неограниченного манипулирования заготовками:
навесные загрузчики/кормораздатчики
управление роботами
маркировка
управление производственными ячейками
визуализация установок/систем
партнерство, ориентированное на решения, инновационные — обрабатывающие центры с ЧПУ от ХОМАГ.
Пятиосевая обработка
Облицовка кромки
Вложение
Фрезерно-фрезерные станки с ЧПУ и станки с ЧПУ для раскроя
Станки с ЧПУ для раскроя деревянных панелей.
Наши машины для раскроя и программное обеспечение позволяют осуществлять раскройную обработку и разделение материалов из деревянных панелей с использованием 3-, 4- или 5-осевой технологии. Размер, резка и обработка деревянных панелей на станках с ЧПУ помогают сэкономить время и материал. На помощь приходят фрезерные станки с ЧПУ HOMAG.
Решения для фрезерования с ЧПУ на основе раскроя и обработки с ЧПУ
Обрабатывающие центры с ЧПУ HOMAG Nesting и программное обеспечение полностью интегрированы во все процессы обработки:
Обработка каркаса
Резка и отделка фасадов мебели
Обработка для производства модульной мебели
«Передовые материалы» (например, оргстекло, алюминий, алюкобонд).
Различные возможности автоматизации обработки материалов обеспечивают большую экономию времени и более эффективную работу.
Сверлильно-фрезерные обрабатывающие центры с ЧПУ
Сверление и фрезерование партиями 1 без времени на переналадку, с возможностью гибкого расширения до полностью автоматизированных обрабатывающих ячеек
Не требует времени на переналадку благодаря транспортировке заготовки клещами. Станок сам определяет правильное положение цанг в зависимости от операций обработки. Никаких дополнительных зажимных устройств и вакуумных насосов не требуется.
Компоненты от XXS до XXL: Надежное крепление и обработка от самой маленькой панели выдвижного ящика до самой большой панели.
Измерение деталей для проверки и компенсации допусков
Масштабируемая производительность благодаря широкому выбору сверлильных станков и расширению с помощью фрезерных шпинделей и дюбелей
Автоматизация для любых нужд: От автоматического возврата в автоматизированные ячейки до интеграции в производственные линии
Cut Ready
что такое центр разреза?
Центр резки — это станок, который немного похож на фрезерный станок с ЧПУ, но работает совершенно по-другому. Вместо создания программ ЧПУ, которые сообщают машине, как двигаться, она уже знает, как двигаться. Он действительно умеет производить продукты, десятки тысяч продуктов. Просто скажите ему, что вы хотите, как вы хотите, чтобы это было сделано, и оно сделает это.
Это революционный подход к производству, которым может управлять каждый. Никаких специальных технических навыков, никакой обширной подготовки. Он интуитивно понятен… подскажет, что делать, покажет, что нужно сделать, и при желании соединит вас с реальным живым человеком. Это производство для реальных людей
как это работает?
Это довольно просто… выясните, что вы хотите сделать, а затем сделайте это. Ответьте на несколько вопросов; «Что ты хочешь сделать? — Сделать что-нибудь…» Что ты хочешь сделать? — Шкафы, шкафы, мебель, двери, ящики, молдинги, формы … просто выберите один. Все это работает через интуитивно понятный сенсорный экран. «Как вы хотите, чтобы это было сделано?» — детали . .. такие как каркас или без каркаса, прикрепленный или отсоединенный носок, односторонний или двусторонний материал … вы поняли. Теперь вы видите изображения всех продуктов, которые вы просили, сделанные так, как вы хотите… коснитесь одного из них, и появится трехмерное изображение. Переместите его, поверните, взорвите и убедитесь, что это то, что вы хотите. Отрегулируйте размер и добавьте его в свою работу. Вы готовы резать
Запуск этой машины не похож ни на что, что вы видели раньше. Он берет вас за руку и ведет вас шаг за шагом. Вы общаетесь с помощью «кликера», который носите на магнитной цепочке… нет причин подходить к экрану каждый раз, когда вы хотите что-то сделать. Если вы не понимаете даже самую простую инструкцию, он воспроизводит видео, показывающее, что именно нужно делать. Он использует другой подход, лучший, более простой подход к традиционным практикам. Например, если детали необходимо обработать с обеих сторон, станок сначала выполняет операции с обратной стороны на полном листе. Затем он переворачивает лист и завершает фронтальные операции. Когда детали вырезаны, они готовы… перед и зад. Он управляет вашими инструментами, отслеживает срок службы инструментов, измеряет ваши инструменты, управляет доской для отходов, включает и выключает пылесос, даже насос и, как правило, выполняет все сложные действия автоматически, так что вам не нужно
что он может сделать?
Это ОЧЕНЬ много… и это еще не все. Начнем со шкафов. Он уже может сделать более 10 000 различных конфигураций шкафов, не считая разных размеров. Если принять во внимание комбинации дверей и фасадов ящиков, прямо сейчас и сегодня можно произвести более 20 миллионов различных продуктов. Он делает кухонные шкафы примерно так, как вы хотите. Он также производит шкафы-купе, ванные шкафы и хозяйственные шкафы, и есть некоторые действительно приятные функции, которые вы не найдете в других шкафах, такие как сборочные метки (которые показывают, какие части подходят друг к другу) и отверстия для выравнивания, которые упрощают установку ящиков. Компания также производит мебель, начиная с действительно хороших полок и систем полок и заканчивая отличными развлекательными центрами. Некоторые из них довольно сложны, поэтому машина напечатает инструкции, чтобы вы могли их собрать, но мы еще не закончили
Машина также изготавливает двери, ящики и молдинги. Вы можете сделать несколько шкафов, а затем сказать ему сделать ящики, двери, фасады ящиков и торцы для этих шкафов, и он это сделает (и вам никогда не придется беспокоиться об одном измерении). Просто скажите ему, как вы хотите сделать ящики (боковое крепление, нижнее крепление, конструкция с глухим патрубком или ласточкиным хвостом, толстое или тонкое дно), и оно сделает их, и они идеально подойдут. То же самое с дверями. Выбирайте из сотен дизайнов дверей из МДФ, скажите, хотите ли вы частичное наложение, полное наложение или вставку, и они сделают их подходящими. Или вы можете вырезать двери из плиты, чтобы зерно плавно проходило по поверхности шкафа. А еще есть молдинги. Машина делает молдинги, прямые молдинги, криволинейные молдинги, даже резные молдинги. Вы даже можете отрегулировать размер этих молдингов и просто сделать их… никаких ножей, никаких специальных инструментов… просто сделайте их, используя стандартный станок и стандартные инструменты. Что действительно удивительно, так это то, что все это так просто
А если вам нужно сделать вещи не в системе, мы можем добавить их для вас. Мы разработаем на заказ определения для ваших конкретных продуктов в нужном диапазоне размеров из нужного вам материала и установим их на вашу машину. Если это можно сделать на фрезерном станке с ЧПУ, то это можно сделать и на станке для резки без компьютера, программного обеспечения и программирования… просто выберите то, что вы хотите, и сделайте это
Cut Ready Web and Demo Логин
могу ли я запустить его?
Если вы умеете читать, вы, вероятно, сможете запустить его. Когда мы впервые начали эту разработку, нашей заявленной целью было создать машину, к которой мог бы подойти и запустить обычный человек без предварительных знаний, обучения и руководства. Сейчас мы довольно близки
Типичные руководства по программному обеспечению для проектирования корпусов и должным образом задокументированным фрезерным станкам с ЧПУ занимают более тысячи страниц (что показывает, насколько драматично наше видение этого станка). Большинство людей, использующих фрезерные станки с ЧПУ, осваивают несколько продуктов и несколько методов и остаются довольными. С центром огранки каждый может делать все, что угодно, легко… ограничений больше нет, а возможности невероятные
могу ли я себе это позволить?
Помимо того, что он самый простой в использовании, если вы используете индивидуальные шкафы и учитываете общую стоимость, вы обнаружите, что Cut Ready Cut Center дешевле, чем ЛЮБОЙ фрезерный станок с ЧПУ
Центр резки имеет конкурентоспособную цену по сравнению с любым обычным фрезерным станком с ЧПУ хорошего качества. Даже если вы добавите все предлагаемые опции, их можно арендовать в месяц дешевле, чем стоимость обычного программиста ЧПУ. Кстати, вам понадобится программатор ЧПУ с ЛЮБОЙ фрезерный станок с ЧПУ . Это означает, что даже если они ДАЛИ вам фрезерный станок с ЧПУ и программное обеспечение для проектирования БЕСПЛАТНО , это все равно будет стоить вам больше, чем наш центр резки. Думаю об этом!
Если вы планируете программировать самостоятельно, ваше время не бесплатно. Программирование отнимает у вас драгоценное время, которое вы могли бы потратить на более важные вещи, такие как работа с клиентами, продажи и управление вашим бизнесом. Фрезерный станок с ЧПУ часто занимает шесть месяцев, чтобы запрограммировать его и запустить в производство. Полдня или пол года? С этим полгода связаны серьезные затраты
Если вы изготавливаете шкафы на заказ, а Cut Ready Cut Center изготовит то, что вам нужно, нет менее дорогого способа….none
Когда вы покупаете Cut Center, вы присоединяетесь к движению. Мы планируем постоянно расширять ассортимент продукции, которую могут производить наши центры огранки, руководствуясь, в первую очередь, пожеланиями наших пользователей, и вы получите все эти новинки бесплатно. Вы также получаете любые обновления программного обеспечения и живые виртуальные службы бесплатно, если у вас есть машина. Через несколько лет ваш ограночный центр будет стоить еще больше, потому что он сможет делать еще больше. Так работает технология нового поколения
есть ли еще что-нибудь?
На самом деле есть. Хотя Cut Ready Cut Center — это совершенно новый тип станка, которым может управлять любой человек без программирования, его также можно использовать как фрезерный станок с ЧПУ (через «Доступ к ЧПУ»), если вам когда-либо понадобится. Он выполняет программы ЧПУ, созданные любым программным обеспечением. На самом деле, у него есть программное обеспечение и операционные функции, которые делают его намного более гибким, чем любой другой фрезерный станок с ЧПУ. Но есть еще
С помощью Cut Ready Cut Center, работающего как центр резки вместо фрезерного станка с ЧПУ, вы выбираете и определяете то, что хотите, изменяете размер и вырезаете прямо на станке с помощью интуитивно понятного сенсорного экрана. Машина уже знает, как делать все, что нужно типичному мебельному цеху, но, если хотите, вы можете научить ее делать свои собственные изделия. Используя программное обеспечение eCabinet Systems Design Software от Thermwood и следуя протоколу Cut Center, вы можете разрабатывать свои собственные продукты, устанавливать их на машину и запускать их таким же образом. Вы не ограничены. Это требует некоторого обучения и навыков работы с программным обеспечением, но предлагает почти неограниченные возможности и огромную гибкость. Если хотите, Thermwood может сделать это за вас. С Cut Ready Cut Center ограничений нет
И, наконец, мобильное приложение Cut Center, которое позволяет выбирать и определять продукты и создавать задания с помощью мобильного устройства или ПК, как если бы вы делали это на станке. Эти задания хранятся в облаке, где ваш центр резки может получить к ним доступ, обработать и вырезать. Эта захватывающая технология открывает все новые способы взаимодействия с клиентами и управления вашим бизнесом.
Коды распространенных ошибок в газовых отопительных котлах
Автономные отопительные системы являются одними из наиболее оптимальных с точки зрения эргономики. Однако безаварийный режим их эксплуатации никто гарантировать не может. Если в работе котла происходит сбой, на дисплее агрегата высвечивается сообщение с кодом ошибки. Зная примерную суть проблемы, котел можно быстрее привести в чувство.
В принципах кодификации ошибок отопительных котлов царит анархия — каждый производитель устанавливает собственные правила шифрования кодов неисправностей. Общепринятым является использование для кодирования ошибок комбинации букв латинского алфавита и цифр от 0 до 9. Чаще всего для толкования того либо иного кода достаточно прибегнуть к помощи технической документации на изделие. Как правило, она содержит таблицы с названием ошибки, причиной неисправности и списком предпринимаемых мер по ее устранению.
Проблемы с котлами обычно возникают на фоне несвоевременного обслуживания узлов и агрегатов, поэтому необходимо принять за правило время от времени устраивать отопительному оборудованию тщательную проверку силами причастных специалистов. К ним же стоит обращаться и по всем проблемам с котлами. За исключением каких-то элементарных неурядиц, которые можно решить своими силами.
В газовых отопительных котлах пристального внимания требует газовая горелка, так как именно она забивается чаще всего. Также важно производить периодическую очистку от загрязнений внутренних поверхностей рабочих камер и обслуживать дымоход. Примечательно, что риск выхода из строя или возникновения неисправностей в двухконтурных изделиях в разы выше, нежели в одноконтурных моделях. Виной всему более сложная конструкция устройств первого типа, к тому же водонагревателю в составе такого котла приходится круглый год трудиться без передышки.
Важный момент! Не доверяйте установку и обвязку газового котла дилетантам. Допущенные при этом ошибки могут обнаружиться не сразу, однако они будут постепенно выводить из строя элементы отопительной системы.
Некоторые отопительные агрегаты не оснащены дисплеем, тем не менее они тоже поддаются диагностированию неисправностей. В случае возникновения проблемы на панели таких котлов загораются или же мигают цветные лампочки. Их подноготная раскрыта в сопутствующей документации к прибору. Не ленитесь ее полистать — изучение техпаспорта модели пойдет исключительно впрок.
Далее приведен перечень наиболее распространенных кодов ошибок с их описанием для шести крупных игроков на рынке отопительных систем. Имена компаний-производителей в списке расположены в алфавитном порядке:
Котлы BAXI
E 01 — не удалось произвести розжиг газовой горелки в штатном режиме. Ошибка принадлежит к разряду общих — к ее появлению приводят самые разношерстные факторы: несоответствие входного давления газа установленным нормам, несоблюдение полярности подключения котла, неисправность газового клапана или электронной платы и т.п.
E 02 — срабатывание аварийного термостата перегрева. Чаще всего перегрев котла вызван засорением теплообменного контура. Реже проблему стоит искать в термостате или температурном датчике на подаче отопления.
E 03 — наличие проблем с подачей или отведением воздуха из камеры сгорания. В котлах с открытой камерой ошибка практически со 100-процентной вероятностью указывает на отсутствие должной тяги, а вот в моделях турбированного типа все не так однозначно: причиной высвечивания на экране ошибки E 03 может быть как незапуск вентилятора, так и банальное скапливание конденсата в трубках.
E 05 — неисправность датчика температуры на подаче отопительного контура. Зачастую при возникновении данной ошибки вышеупомянутый датчик просится на замену.
E 06 — неисправен датчик температуры системы ГВС. Аналогично предыдущему пункту.
E 10 — недопустимое давление в системе отопления. Ошибка «выскакивает» из-за низкого давления воды в контуре, плохом контакте между датчиком и платой управления либо же причиной ее появления становится неисправность реле минимального давления. В подавляющем большинстве проблема сводится на нет при заполнении системы теплоносителем.
E 25 — превышение максимальной температуры котла. Причину нужно искать, преимущественно, в плохой циркуляции теплоносителя или в неисправности датчика температуры системы отопления, который устанавливается на выходе первичного теплообменника.
E 35 — паразитное пламя (прерывистое). Код можно лицезреть на дисплее котла при неисправности электронной платы, а также неправильном расположении электрод-детектора пламени.
E 40, E 41 — засорение дымохода или слишком низкое входное давление газа. На возникновение тандема этих ошибок влияет множество факторов: от действительно низкого давления подачи «голубого топлива» до неисправности газового клапана.
E 96 — пониженное напряжение питающей цепи (менее 170 В). Ежели ошибка появляется с завидной регулярностью, нелишним будет обзавестись стабилизатором напряжения, дабы выровнять его значение и обезопасить устройство от возможных перепадов энергии в сети питания.
E 00, E 99 — внутренняя ошибка электронной платы.
Популярные котлы BAXI
Котлы Bosch
Для серии Bosch Gaz 6000:
A7 — неполадка датчика температуры контура ГВС. Датчик необходимо проверить и при необходимости заменить.
Ad — не определен температурный датчик бойлера. Потребуется проверка самого датчика и соединительного провода.
C1 — низкая частота вращения вентилятора. Может быть вызвана как низким напряжением в сети питания, так и связанными проблемами в системе отвода дымовых газов.
C4 — дифференциальное реле давления не отключается при выключенном вентиляторе.Необходимо произвести осмотр данного реле.
C7 — неисправность вентилятора. Пути решения проблемы: проверка работоспособности вентилятора и его проводов со штекерами. В случае необходимости производится замена вентилятора.
E2 — неполадка датчика температуры на линии подачи (обрыв). К возникновению данной ошибки обычно приводит повреждение или короткое замыкание вышеупомянутого датчика.
E9 — срабатывание ограничителя температуры в теплообменнике. Код E9 появляется на экране котла из-за многих факторов — от повреждения ограничителя температуры до проблем в отопительном контуре.
EA — пламя не обнаружено. Это одна из наиболее распространенных ошибок в отопительных котлах Bosch. Причин возникновения ошибки, как и способов решения проблемы, существует уйма. Но сперва лучше проверить открытие газового крана, давление подачи газа и систему отвода дымовых газов. Не помогает? Приступаем к чистке теплообменника и, при необходимости, меняем газовую арматуру.
F7 — котел определяет пламя при отключенном состоянии. Причину нужно искать в загрязнении электродов, параллельно с чем желательно проверить на влажность платы управления.
FA — котел определяет пламя при перекрытой подаче газа. Проверке подлежит газовая арматура и система отвода дымовых газов.
Газовые котлы Bosch гармонируют с большинством современных интерьеров.
Для серий ZSC / ZWC:
A7 — неполадка температурного датчика контура горячего водоснабжения (ГВС). Проблема зачастую именно в нем, т.е. датчик нужно заменить.
A8 — соединение с BUS-шиной прервано. Неполадку призвана устранить проверка соединительного кабеля и регуляторов.
A9 — неправильная установка датчика температуры ГВС. При появлении указанной ошибки стоит проверить монтажную зону датчика и выполнить его переподключение с использованием теплопроводящей пасты.
Ad — датчик бойлера не обнаружен. Необходимо осуществить диагностику датчика или его замену.
C1 — во время работы котла произошло размыкание дифференциального реле давления. Осмотру подлежат диффреле, вытяжное устройство и соединительные трубы.
C4 — дифференциальное реле давления не отключается при выключенном вентиляторе. Необходимо произвести осмотр данного реле.
C6 — дифференциальное реле не размыкается. Первым пунктом программы при возникновении ошибки является проверка реле и трубы отвода дымовых газов.
d4 — чересчур большая разность температур. При появлении кода нужно уделить внимание циркуляционному насосу, байпасному шлангу и проверить давление в системе.
EA — пламя не обнаружено. Это одна из наиболее распространенных ошибок в отопительных котлах Bosch. Причин возникновения ошибки, как и способов решения проблемы, существует уйма. Но сперва лучше проверить открытие газового крана, давление подачи газа и систему отвода дымовых газов. Не помогает? Приступаем к чистке теплообменника и, при необходимости, меняем газовую арматуру.
F0 — внутренняя неполадка. В данном случае нужно произвести диагностику электронной платы.
F7 — котел определяет пламя при отключенном состоянии. Причину нужно искать в загрязнении электродов, параллельно с чем желательно проверить на влажность платы управления.
FA — котел определяет пламя при перекрытой подаче газа. Проверке подлежит газовая арматура и система отвода дымовых газов.
Популярные котлы Bosch
Котлы Buderus
Ошибки, которые встречаются в газовых котлах Buderus, шифруются особым образом. Сперва указывается основной код (какая возникла неисправность), затем — дополнительная кодовая комбинация (это число однозначно идентифицирует сигнал неисправности), а в конце обозначается класс неисправности. Классов бывает несколько:
О — рабочие сообщения при нормальном режиме работы котла;
R — неблокирующие неисправности, при возникновении которых система продолжает работать;
B — блокирующие неисправности, которые ведут к ограниченному по времени выключению отопительной системы;
V — запирающие неисправности, которые блокируют работу отопительной системы.
Для котлов Buderus предусмотрена особая система кодификации ошибок.
Перечень возможных ошибок у котлов Buderus весьма обширен. Однако чаще всего пользователь видит на служебном экране такие коды неисправностей:
2E 357 О — активна функция удаления воздуха либо же температура подающегося потока быстро нарастает.
3C 217 V — не работает вентилятор. Тут важно определить на каком этапе возникает неполадка: если вентилятор запускается, но реле не щелкает — проблема кроется в подводящих трубках или засорении дымохода. Ежели вентилятор не запускается вовсе, нужно проверить, подается ли на него напряжение. Если вентилятор работает и проблем с дымоходом нет, необходимо проверить пневмореле. Его постоянно замкнутые контакты или их размыкание в процессе работы горелки будут также расценены системой безопасности как неисправность.
4C 224 B V — срабатывание ограничителя температуры теплообменника или ограничителя температуры дымовых газов. Осматриваются оба датчика, шлейф питания к ним, а если давление в системе недостаточное, нужно подпитать котел. Также проблема может быть вызвана неполадками с циркуляцией теплоносителя или возникновением воздушной пробки.
4Y 351 B V — обрыв температурного датчика. Побороть неисправность помогает прозвонка контактов и установка новой детали.
6A 227 B V — не распознается пламя. В большинстве случаев решение проблемы с розжигом лучше доверить специалистам. Самое простое, что можно сделать рядовой пользователь, — это визуальный осмотр камеры сгорания и электродов на предмет загрязнения. При необходимости производится их чистка. А ежели котел разжигается, но спустя некоторое время тухнет, нелады часто связаны с выходом из строя электронной платы.
Популярные котлы Buderus
Котлы Hotpoint-Ariston
101 — срабатывание системы защиты от перегрева. Основных причин появления кода с ошибкой несколько: повышенное давление на выходе газового клапана, загрязнение фильтра грубой очистки, плохая циркуляция теплоносителя в системе отопления, плохая проходимость теплообменника из-за образования накипи, неисправность циркуляционного насоса.
108 — падение давления в отопительном контуре ниже минимума. Вероятно, в системе где-то возникла протечка.
109 — давление в системе поднялось свыше 3 бар. Ошибка порой возникает во втором теплообменнике котлов двухконтурного типа. Из-за неисправности в нем смешиваются горячая и холодная вода, что и приводит к повышению давления.
201 — нет контакта с датчиком на подаче в контур ГВС. Потребуется подтянуть контакты либо же произвести замену датчика.
302 — потеря связи с дисплеем и электронным модулем. Проблема зачастую кроется в проводке.
501 — отсутствие пламени при розжиге. Ошибка из разряда наиболее распространенных. Первое и самое главное — проверьте, не перекрыт ли кран подачи газа. Также неисправность порой проявляется из-за поломки датчика пламени.
SP3 (5P3) — отрыв пламени. С завидной регулярностью неполадка возникает в области коаксиального дымохода. Дабы свести ее на нет, отрегулируйте его положение и очистите от мусора.
601 — отсутствие тяги в системе. Если сенсор работает правильно, придется заняться прочисткой дымохода.
604 — низкая частота вращения вентилятора.
6P1, 6P2 — задержка замыкания контактов реле давления воздуха. Возникает из-за повреждения трубки Вентури. Разница кодов состоит в том, что 6Р2 высвечивается при работе котла, а 6Р1 — при попытке осуществить розжиг с уже поврежденной трубкой.
Популярные котлы Hotpoint-Ariston
Котлы Protherm
F00/01 — неисправность датчика температуры нагревания. Датчик необходимо проверить и при необходимости заменить.
F20 — неисправность перегрева (температура свыше 97 °С). Для устранения ошибки нужно проверить циркуляционный насос, удостовериться в открытии нагревательных кранов и байпасного клапана, а также произвести диагностику теплового фильтра.
F22 — в котле нет теплоносителя. Заполните систему и удостоверьтесь, что в ней отсутствуют протечки.
F24 — неисправность циркуляции теплоносителя. Проблема в данном случае кроется как в насосе, так и в закрытых отопительных кранах.
F26 — отсутствие необходимого тока через двигатель газового клапана. Шаговый двигатель нуждается в диагностике и последующей замене.
F28/29 — не обнаружено пламя во время розжига и потеря пламени во время работы горелки. Тут все как у сверстников — проверить открытие газового крана необходимо собственноручно, а для решения более серьезных проблем придется обратиться за помощью к квалифицированным специалистам.
F84 — постоянная разница температур между датчиком подачи и обратки. Датчик, скорее всего, подлежит замене.
Популярные котлы Protherm
Котлы Vaillant
F.10/11 — короткое замыкание в датчике подачи/обратки. Датчик нуждается в диагностике или замене.
F.22 — недостаточное количество воды в системе или ее полное отсутствие. В подавляющем большинстве проблема сводится на нет при заполнении системы теплоносителем.
F.28 — неполадка в электронной плате.
F.29 — не загорается газовая горелка. Одна из перечня наиболее общеизвестных проблем с газовыми котлами. На ее появление оказывают влияние несоответствие входного давления газа установленным нормам, несоблюдение полярности подключения котла, неисправность газового клапана или электронной платы и т.п.
F.36 — выброс газообразных продуктов горения в помещение. Ошибка возникает при закрытом воздуховоде или газоотводе. Проявляется из-за плохой тяги и вентиляции, а также из-за повышенной температуры в помещении, где установлен котел.
F.61 — ошибка в управлении газовыми клапанами. Суть проблемы кроется как в самих клапанах, так проводке к ним либо же в электронной плате управления.
F.75 — насос газового котла запущен, а давление не изменяется. Чтобы как можно быстрее исправить ситуацию, проверке подлежат настраиваемый байпас, датчик давления, циркуляционный насос и правильность подключения к линии расширительной емкости.
Популярные котлы Vaillant
Полный перечень ошибок и возможные пути устранения неполадок, как было сказано выше, нужно искать в сопутствующей бумажной документации к отопительному котлу.
Тепла в ваши дома!
Читайте также:
Мал да удал: ТОП-5 ультрабуков в районе $1000
Кто сказал, что ноутбук не может быть одновременно компактным, мощным и доступным?
Сам себе фотограф: ТОП-5 селфи-стиков
Селфи-стик больше не роскошь или гаджет для хипстеров, а необходимая вещь для каждого владельца смартфона.
Посредник в обмене файлами: ТОП-5 картридеров
Когда не нужно долго ждать, чтобы передать большой архив фотографий.
Планируете заготовку дров? ТОП-5 электрических цепных пил для домашнего мастера
Лучшие в своей категории электрические цепные пилы на любой бюджет.
Держим давление в норме: ТОП тонометров-автоматов на плечо
Автоматические тонометры для измерения артериального давления и пульса с креплением манжеты на предплечье.
Siemens | Сименс | Преобразователи частоты и промышленная автоматика Siemens
Концерн Siemens уже несколько десятилетий занимается производством регулируемых электроприводов. Не осталось, пожалуй, ни одной области жизни, где бы они не применялись. Существенная экономия электроэнергии, снижение затрат на эксплуатацию и техническое обслуживание — далеко не все плюсы новых технологий.
Помимо того, что преобразователи частоты позволяют управлять производительностью отдельных элементов системы, они также позволяют сберечь электроэнергию и сделать инженерные системы более энергоэффективными. В ряде случаев экономия электроэнергии достигает 70%.
Преобразователи частоты Siemens
К числу инновационных разработок концерна Siemens относятся надежные и удобные для любого
Устройства плавного пуска Siemens
Устройства данной серии имеют небольшие габаритные размеры, встроенный шунтирующий контактор
Контроллеры Siemens
Это позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов
Регулирующие и смесительные клапаны Siemens
В данном разделе представлены долговечные и надежные клапаны Siemens, совместимые с любыми
Автоматические регуляторы перепада давления Siemens
Устройства Siemens VSG и Siemens VHG применяется в качестве регуляторов перепада давления или
Газовые клапаны Siemens
Клапаны Siemens газовые предназначены для применения на газовых теплогенераторах, в
Радиаторные клапаны Siemens
Это позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов
Приводы для регулирующих клапанов Siemens
Выбирая оборудование из модельного ряда приводов Siemens, Вы получаете полный спектр приводов
Приводы для газовых клапанов Siemens
Привод Siemens для газовых клапанов служит исполнительным механизмом и обеспечивает выполнение функций
Приводы воздушных заслонок Siemens
Приводы воздушных заслонок Siemens характеризуются низким энергопотреблением, высокой
Сервоприводы Siemens
Электромоторные приводы Siemens применяются совместно с различными клапанами Siemens
Автоматы горения Siemens
Приводы воздушных заслонок Siemens характеризуются низким энергопотреблением, высокой
Менеджеры горения Siemens
Менеджер горения это устройство на основе микропроцессора с соответствующими компонентами для
Датчики и сенсоры для горелок Siemens
Датчики для контроля пламени газовых и жидкотопливных горелок, а также для проверки наличия искры
Датчики для помещений Siemens
Датчики перепада давления используются для считывания показаний перепада давления
Термостаты комнатные Siemens
Siemens выпускает обширный модельный ряд термостатов и температурных регуляторов практически для любых приложений: для частных домов, гостиниц
Термостаты капиллярные Siemens
Линейка продукции включает как электромеханические, так и электронные приборы. Мы выпускаем приборы практически для любых приложений
Контроллеры Albatros
Albatros — это контроллеры для автоматизации котельных (линейка RVA) и индивидуальных тепловых пунктов (линейка RVD)
Контроллеры Sigmagir
Sigmagir — контроллеры тепловых пунктов. Управление тепловыми пунктами с контуром отопления и ГВС. Оптимизирован для управления температурой в обратной магистрали
Контроллеры Synco
Ряд контроллеров Synco 100 состоит из температурных контроллеров для прямого монтажа (не требуется панели управления) и контроллеров комнатной температуры
Контроллеры универсальные Siemens
Универсальные контроллеры для поддержания комфорта в помещениях при помощи управления системами вентиляции, отопления, кондиционирования и
Преобразователи частоты Sinamics
Отдельное внимание стоит уделить коммутационной технике и частотным преобразователям. Данные продукты идеально подходят для автоматизации процесса производства каких-либо изделий в различных отраслях промышленности. При этом осуществляется компьютерное управление согласно современным тенденциям и технологиям. Качественные преобразователи частоты Sinamics, которые применяются к различным типам оборудования.
Siemens Sinamics — сегодня это универсальный функционал базирующийся на одной платформе, открытый подход для инжиниринга, широчайший диапазон мощностей, встроенные системы безопасности и самодиагностики, высокая рентабельность и энергоэффективность.
Линейка Sinamics включает в себя:
Sinamics G110 — привод на малые мощности.
Sinamics G120 — привод модульной конструкции для средних мощностей.
Sinamics G110D — компактный и простой привод малой мощности. Децентрализованный.
Sinamics G120D — привод модульной конструкции для средних мощностей. Децентрализованный.
Sinamics G130, Sinamics G150 — Универсальные преобразователи на приводы высоких мощностей.
Частотные преобразователи Micromaster
К числу более популярных и универсальных преобразователей частоты можно отнести Micromaster, серия которых уже не первый год находится на данном рынке и остается наиболее запрашиваемым выбором на рынке.
Серия преобразователей частоты Micromaster — это синоним слова «качество». На сегодняшний день компания Siemens выпускает четвертое поколение преобразователей — Micromaster 4.
Micromaster 420 — Преобразователь частоты, основной задачей которого регулирование скорости стандартных приводов. Применяется в конвейерных системах, упаковочных машинах, насосных станциях, вентиляторном оборудовании
Micromaster 430 — Преобразователь, предназначенный в основном для работы приводов насосных станций и вентиляторов. Обеспечивается программным обеспечением для решения типовых задач
Micromaster 440 — Преобразователь частоты с режимом векторного управления с обратной связью. Используется в приводах, где есть необходимость использовать большой диапазон регулирования
Устройства плавного пуска SIRIUS
Софт-стартеры или устройства плавного пуска SIRIUS 3RW осуществляют плавный пуск и останов трёхфазных электродвигателей методом нарастания/спада напряжения. Устройства данной серии имеют небольшие габаритные размеры, встроенный шунтирующий контактор.
Преимущества от использования данных устройств:
Плавный пуск и останов
Бесступенчатый запуск
Уменьшение пиковых токов
Исключение колебания напряжения в сети
Разгрузка сети электроснабжения
Снижение механических нагрузок на привод
Надёжная коммутация, не нуждающаяся в уходе
Простота в обслуживании
Значительная экономия места и объёма электромонтажа по сравнению с традиционными пускателями
3RW30 — Это серия цифровых устройств плавного запуска для асинхронных электродвигателей мощностью от 0,25 до 55 кВт включительно. Этот тип устройств плавного пуска широко используется в холодильном оборудовании, кондиционерах, системах управления насосами, ленточными конвейерами и многих других применениях. За счёт двухфазного управления на протяжении всего разгона ток во всех трёх фазах поддерживается на уровне минимальных значений. Благодаря непрерывному действию напряжения здесь не возникают неизбежные, например, для пускателей типа «звезда–треугольник» пиковые токи и моменты. Применение этих устройств снижает нагрузку на сеть электропитания, тем самым, продлевая ей жизнь.
3RW40 — Устройства плавного пуска SIRIUS 3RW40 обладают такими же преимуществами, как и 3RW30/31. Однако данные модели оснащены функциями, уникальными в данном диапазоне мощности: полупроводниковая защита от перегрузки двигателя и встроенная защита устройства, регулируемые ограничения тока и двухфазный метод управления (баланс полярности).
3RW44 — Помимо плавного разгона/торможения, полупроводниковые устройства плавного пуска SIRIUS 3RW44 предоставляют множество функций для повышенных требований эксплуатации. Устройства плавного пуска SIRIUS 3RW44 характеризуются компактным размерами, благодаря которым возможна экономия пространства и четкая планировка шкафа управления.
Асинхронный двигатель
Электрические асинхронные двигатели с короткозамкнутым ротором — это наиболее распространенные двигатели в современном производстве и промышленности. Основная суть такого электродвигателя — превращение электрической энергии в механическую, с минимальной потерей энергии. Асинхронные двигатели Siemens на данный момент весьма распространены в силу своей надежности и малых энергопотерь, что в свою очередь приводит к экономии средств на запчастях и электроэнергии.
Программируемые логические контроллеры
Из-за стремительного роста конкуренции практически во всех нишах предприятия требуют максимальной степени автоматизации производства. Такое преимущество позволит выбиться в топ и стать лидером на конкретном сегменте рынка.
Но успех автоматизации и бизнеса в целом зависит от грамотного внедрения качественного и надежного оборудования, к числу которых можно отнести программируемые логические контроллеры (ПЛК) и программируемые реле, а также многих других представителей микроконтроллеров.
Siemens Simatic
Несмотря на изменчивость рынка, Simatic не сдает лидирующие позиции, обеспечивая предприятиям надежное и качественное функционирование. При этом данная линейка поддерживает такие популярные протоколы как Ethernet и MPI, Point to Point и PPI, и многие другие. Это позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов.
В линейку Simatic входят следующие семейства контроллеров:
Simatic S7-200 — популярная система автоматизации с широчайшим выбором доп. модулей
Simatic S7-300 — семейство для автоматизации крупных объектов
Simatic S7-400 — флагман серии, обеспечивающий управление крупными мощностями
Simatic S7-1200 — новое поколение программируемых контроллеров Siemens
Siemens LOGO!
Серию недорогих логических модулей представляет Siemens Logo! цена которых намного ниже возможностей и качества, которые предназначены для логической обработки информации и выполнения не сложных программ. Основное преимущество данной серии заключается в гибкости модификации модуля и его невысокой стоимости.
Комплексная автоматизация способна кардинально изменить процесс производства, сделав его более оптимизированным и удовлетворяющим современные требования. Убедитесь в этом, сделав заказ умного оборудования именно у нас.
Новости компании
03.11.2020
Интернет-шлюз SINAMICS CONNECT 300
Интернет-шлюз для сбора данных через порт USS преобразователя и синхронизации данных с MindSphere, операционной системой Siemens Industrial Cloud
03.11.2020
Новое сетевое программное обеспечение SINEC INS V1.0 от Siemens
Программное решение SINEC INS (Infrastructure Network Services) это WEB приложение, которое сочетает в себе различные сетевые инструменты и сервисы.
03.11.2020
LOGO! теперь с облачным функционалом!
Самый маленький контроллер от Siemens в новом обновлении v8.3 получит облачный функционал, который раскроет его с новой стороны!
03. 11.2020
Система мониторинга персонала SIWATH
Российское подразделение Siemens разработало собственную систему по мониторингу персонала на базе носимых устройств типа «Умные часы».
Прецизионный поворотный столик L-611
Активные оси
θZ
θZ
θZ
θZ
θZ
θZ
θZ
Диапазон вращения в θZ
360°
360°
360°
360°
360°
360°
360°
Максимальная угловая скорость в θZ, без нагрузки
200 °/с
200 °/с
200 °/с
200 °/с
200 °/с
50 °/с
50 °/с
Линейные перекрестные помехи по X с движением по θZ
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
тип.
Линейные перекрестные помехи по Y с движением по θZ
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
тип.
Линейные перекрестные помехи по Z с движением по θZ
± 1 мкм
± 1 мкм
± 1 мкм
± 1 мкм
± 1 мкм
± 1 мкм
± 1 мкм
тип.
Вращательные перекрестные помехи в θX с движением в θZ
± 15 мкрад
± 15 мкрад
± 15 мкрад
± 15 мкрад
± 15 мкрад
± 15 мкрад
± 15 мкрад
тип.
Вращательные перекрестные помехи в θY с движением в θZ
Держатель аккумуляторов Sony NPF от одного до восьми.
Держатель батареи Sony NPF-550 (4 шт.)
вещьвселенная
Модель
Это держатель для 4 аккумуляторов Sony NPF-550, помогающий хранить их и не позволяющий им свободно болтаться в сумке/футляре для фотокамеры. Это отличные маленькие держатели для хранения батарей, так как вы можете размещать заряженные батареи клеммами вверх и…
Монтажная пластина для пустышки Sony NPF
вещьвселенная
Монтажная пластина для беспроводных видеопередатчиков и приемников, в которой использовалось крепление батареи NPF на передатчике/приемнике для крепления к камере с помощью болтов 1/4 20.
На данный момент посадка довольно плотная. …Я обновлю допуски.
Двустороннее крепление для батареи NPF
вещьвселенная
Это принт для установки внешнего видеопередатчика, такого как Teradek или Vaxis, на задней панели монитора, если оба устройства питаются от другого источника питания вместо использования их крепления для батареи NPF.
Пожалуйста, помните, что это фиктивное крепление, так что… вещьвселенная
Индивидуальная версия https://www.thingiverse.com/thing:2124509Создано с помощью настройщика! …https://www.thingiverse.com/apps/customizer/run?thing_id=2124509
Адаптер DJI Ronin RS2 для крепления пластины аккумулятора NPF
вещьвселенная
Вы по-прежнему можете загрузить «Файл Thing». Этот адаптер для аккумуляторной батареи NPF надевается на кронштейн RS2 рядом с объективом камеры и фиксируется на месте.
Будет печатать вертикально без поддержки, но сильнее, если печатать горизонтально.
Я использую с моим…
АД-200-31 НПФ Электропривод
грабкад
шаговый двигатель
Крышка аккумуляторного отсека SONY RM945
мояминифабрика
Тапа-де-лас-пилас-дель-мандо на расстоянии SONY RM945. …
Держатель батареи Sony FM500H
вещьвселенная
Я разработал это настенное хранилище для батарей, чтобы было место, где я могу хранить запасные батареи для моей камеры Sony alpha 77. Моя цель — создать стену со всем моим оборудованием для моей камеры. Так что, возможно, последует какое-то другое решение для хранения…
Двойной держатель батареи Sony
вещьвселенная
Мне надоело, что в кармане рюкзака лежат дополнительные батарейки: каждый раз, когда я брал телефон, налобный фонарь или альпинистское снаряжение, я боялся их потерять.
В этом футляре батареи компактно размещаются вместе…
Аккумулятор Sony 4
вещьвселенная
Индивидуальная версия http://www. thingiverse.com/thing:1201466 Создано с помощью настройщика! …http://www.thingiverse.com/apps/customizer/run?thing_id=1201466
инструкции Используя следующие параметры:…
Аккумулятор Sony NP BX1
вещьвселенная
Компактная коробка для аккумулятора Sony NP BX1 Sonu RTX100
Аккумулятор 9В SONY
грабкад
Solidworks 2013
Аккумулятор Sony NP-FW50
вещьвселенная
Это 3D-модель аккумулятора NP-FW50, который используется в нескольких DSLM-камерах Sony. Я нашел несколько чехлов/протекторов для этой батареи, но до сих пор никто не сделал муляж для моделирования. Итак, вот оно.
Обратите внимание, что я снял мерки с моего…
Крышка аккумуляторного отсека дистанционного управления Sony
вещьвселенная
Крышка батарейного отсека для пульта дистанционного управления телевизора Sony. …
Аккумулятор Sony NP-FM500H
вещьвселенная
Это модель, которую я сделал из моей батареи Sony NP-FM500H (для моей Sony Alpha 68), чтобы сделать макет батареи с нуля. Его также можно использовать для создания держателя или внешнего разъема для питания других устройств (я сделаю один для BlackMagic Pocket 4K). …
…
Аккумулятор Sony NP-F550
грабкад
Замена аккумулятора Sony NP-F550 производства Patona. …Эта модель изготовлена на основе измерений реальной батареи.
Аккумулятор Sony Ericsson
грабкад
Аккумулятор Sony Ericsson W910
Аккумулятор Sony NP-FM50
вещьвселенная
Аккумулятор Sony модели NP-FM50.
Аккумулятор Sony RX100
вещьвселенная
— для 5x ‘NP-BX1’ — номинальный зазор между двумя частями составляет ~ 0,15 мм, мне все еще нужно было отшлифовать «корпусную» часть для плотного прилегания. … — Рекомендуется 4 магнита Ø10 мм x 2 мм
Держатель батареи Sony FM500H
культы3d
Я разработал это настенное хранилище для батарей, чтобы было место, где я могу хранить запасные батареи для моей камеры Sony alpha 77. Моя цель — создать стену со всем моим оборудованием для моей камеры. …Так что, возможно, последует какое-то другое решение для хранения…
Крышка батарейного отсека Sony Camera
вещьвселенная
В багаже самолета литиевые батареи можно перевозить отдельно, только если они находятся в соответствующей упаковке. Это связано с тем, что контакты аккумулятора могут вызвать короткое замыкание. Оригинальная батарея поставляется без корпуса, за исключением…
Аккумулятор Sony NP-F970
грабкад
Сони НП-Ф9Замена батареи 70 производства Patona. …Эта модель изготовлена на основе измерений реальной батареи.
Крышка батарейного отсека дистанционного управления Sony
вещьвселенная
Сменная крышка батарейного отсека для пульта дистанционного управления Sony BD. РМТ-8104А. детализация, соответствующая удаленному корпусу, потрясающая. …Очень хорошо подходит с прочной защелкой
SONY BATTERY STORAGE – АССОРТИМЕНТ ЗАЛИВНЫХ АККУМУЛЯТОРОВ SONY
вещьвселенная
//АНГЛИЙСКИЙ
Крошечная коробка, предназначенная для хранения 3 батареек SONY типа NP. Полезно, если вы не хотите, чтобы ваши батареи перемещались куда-либо в рюкзаке для камеры.
//ФРАНЦУЗСКИЙ
Небольшой пакет состоит из 3 аккумуляторов типа SONY NP. … Utile si vous ne…
Sony Headphone AAA Battery Caddy
прусапринтеры
Caddy для наушников Sony потребуется лента или клей, чтобы закрепить батареи внутри caddyМодель BP-HP800-11
Крышка аккумуляторного отсека Sony NP-BY1
вещьвселенная
Это крышка для внешних контактов Sony NP-BY1 и совместимого ионно-литиевого аккумулятора. Должна быть плотной посадкой со скругленными углами. … Этот аккумулятор используется в мини-экшн-камере HDR-AZ1
Органайзер для аккумуляторов Sony NP-F
вещьвселенная
**Модель не работает — выполняется исправление**
Низкопрофильный лоток для размещения аккумуляторов Sony NP-F в ящиках или на стене.
== Защита == Использование ящика: **3M 667** Scotch двусторонний съемный скотч (не постоянный 3M 665). … Настенное крепление: толщина 1 мм (0,04″)…
Стеклонаполненный полиамид — характеристики стеклонаполненного ПА | ПластЭксперт
Стеклонаполненные ПА
О полиамидах
Полиамид – это гетероцепной полимер, имеющий в составе своей основной цепи атомы не только углерода, как многие полимеры общего назначения, но и азота и кислорода в составе повторяющихся амидных групп вида —C(O)—NH—. Изделия из полиамидов выпускаются прежде всего литьевые, а также пленки и волокна.
В современной промышленности производят и используют несколько основных видов полиамидов. В обозначении типа полимера, после непосредственно слова «полиамид» идут одна или несколько цифр, означающих сколько именно атомов углерода входит в состав мономеров, которые применялись в ходе синтеза этого конкретного вида полимера. Наиболее крупнотоннажным из которых – достаточно простой в производстве полиамид-6 (ПА-6 или PA6), выпускающийся из ε-капролактама. Реже применяется более прочный и дорогой полиамид-6,6 (ПА-66 или PA66), сырьем для которого служит гексаметилендиамин и адипиновая кислота.
Существует разнообразие прочих полиамидов с цифровыми индексами 12, 610, 612 и т.д. В быту чаще используют торговые обозначения полиамидных материалов, зарегистрированными в своё время теми или иными производителями: нейлон (nylon), перлон, капролон, капрон и так далее.
Свойства полиамида
Своё распространение полиамиды получили благодаря комплексу свойств, выгодно отличающих их от прочих полимеров и тем более от классических конструкционных материалов. ПА обладают высокими прочностными характеристиками, в частности прочностью на разрыв, также они более устойчивы к истиранию, чем другие крупнотоннажные пластики. Полиамиды стойки к действию химических агентов, теплостойки имеют относительно низкий коэффициент трения.
Полиамид-6, хотя и является более популярным из-за более низкой цены и широкого производства, тем не менее имеет ряд ценных свойств, не уступающих многим дорогим материалам. Он имеет высокую износостойкость, размягчается при больших температурах, может работать и сохранять эластичность при достаточно низких температурах, особенно в случае модификации эластомерами.
ПА-6 может применяться в широких диапазонах температур в условиях, когда температурный режим подвержен сильным колебаниям. Детали из полиамида обладают хорошей стойкостью к циклическим и ударным нагрузкам. Качественные характеристики PA6 дают возможность выпуска из него изделий конструктивного назначения, таких как втулок для подшипников, деталей передаточных механизмов и редукторов, элементов для компенсации вибраций, и т.д. Полиамид считается одним из лучших материалов для производства строительных дюбелей, шнуров и канатов.
Рис.1. Шнуры полиамидные
ПА-6,6 является более высоко конструкционным полимером, с лучшими физико-механическими характеристиками, чем ПА-6. Он обладает высокой прочностью и твердостью. Плотность полиамида-6,6 выше, чем у ПА-6, а влагопоглощение ниже, чем у PA6, однако при этом больше влагопоглощения PA12. Полиамид-6,6 имеет высокую текучесть и отлично подходит для литья под давлением.
Температура плавления полиамидов достаточно высока, если сравнивать с полиолефинами, у ПА-6 она составляет около 220 градусов Цельсия. Ненаполненный полиамид-6,6 плавится при еще более высокой температуре, она равна 252-265 градусов.
Другие виды наполненного ПА
Многие полимеры, и среди них полиамид являются связующим для большого количества полимерных композиционных материалов. Наполнители нужны как для удешевления пластмасс, так и для придания полимеры улучшенных физико-механических характеристик, например прочностных, магнитных, тепло- или электропродности и т.д. Исходя из этого наполнителями для пластмасс могут быть разнообразные химические вещества и природные материалы, находящиеся не только в виде порошка, но и волокна, ткани, микрогранул и т.д.
Стеклонаполненный полиамид, которому посвящен этот материал мы подробно рассмотрим ниже. Сейчас коснемся других типов наполненного полиамида.
Ударопрочный ПА наполняют модификаторами ударной вязкости, которые улучшают стойкость пластика к удару. Такой полиамид используют в машино- и авиастроительной промышленности. Повышение ударной вязкости также возможно при применении в качестве модификатора другого полимера с высоким показателем ударной вязкости.
Минералонаполненный полиамид характеризуется повышенной теплостойкостью, размерной стабильностью, изотропностью, меньшим короблением и усадкой, а также хорошим внешним видом. Обычно при компаундировании полиамидов применяют два основных типа неорганических наполнителей – тальк (буква Т в наименовании марки) и мел (соответственно, буква М).
Трудногорючий ПА получают путем добавления в рецептуру композита антипиренов, которые бывают галогеновые, безгалогеновые и фосфорные. Такие компаунды являются трудногорючими разной степени в зависимости от типа и количества наполнителя. Трудногорючий полиамид применяется в тех сферах, где критична пожаробезопасность – строительстве, электротехнике, радиоэлектронике, приборостроении.
Антифрикционный полиамид обладает основным особым свойством – пониженным коэффициентом трения. Его получают путем введения в матрицу специальных аддитивов – графита и сульфида молибдена. Антифрикционный полиамид применяют в изделиях, где необходимо снизить энергетические потери на трение: подшипниках, передаточных механизмах.
Экструзионный ПА обладает повышенной вязкостью (низким показателем текучести расплава) и перерабатывается на экструзионных линиях. Среди его свойств также высокая эластичность, хорошая морозостойкость, высокая ударная вязкость и бензо-маслостойкость.
Рис.2. Полиамидный корпус подшипника.
Кроме того, применяются более редкие композиции полиамида, например теплопроводные, электропроводные, термостойкие, УФ-стабилизированные, прочие. Были также эксперименты по наполнению этого полимера древесной мукой.
Что такое стеклонаполненный ПА
Полиамиды широко применяются несколько десятилетий, наполненный полимер – не так давно, порядка 30 лет. Наиболее современные и высокопрочные из полиамидов – это стеклонаполненные полиамиды. Как было сказано ранее, наполнение полиамида волокнами – действенный путь повышения его физико-механических свойств. Такие материалы отличаются от чистого полимера или смесей полимеров тем, что большой процент этого композитного материала составляет стекловолокно или стеклянные микро-шарики. Этот один из самых распространенных в мире наполнитель придает полимерам повышенные прочностные качества, причем чем больше волокна в составе, тем прочность выше. Однако, с другой стороны, пластик со стекловолокном в составе, гораздо труднее перерабатывается, чем без него.
Степень наполнения полиамида может составлять от 10 до 50 процентов (в редких случаях выше), при этом наиболее распространенная степень наполнения – 30 процентов стекловолокна. Основная цель ввода стекла в полиамид – это увеличение разрывной прочности. Стекловолокно в полиамидный пластик может быть введено как в рубленом виде, так и в виде длинного волокна, поставляемого в катушках (long glass fiber). Основные применяемые марки наполненного стеклом полиамида-6 на сегодняшний день это:
— ПА6-211 ДС,
— ПА6-СВ-30,
— ПА6-12-КС,
— ПА6-210-КС,
— ПА6-211-КС,
— ПА6-130-КС,
— ПА6-СВ30-КС-М5.
Марки отличаются между собой не только маркой используемого полиамида (ПА6, ПА6,6, ПА610 и т.д.), но и длиной стеклянной нити и размером гранулы. КС (ДС) – нормативное обозначение длины стеклонаполненной гранулы: КС – длина до 5 мм, ДС – длина от 5 до 7,5 мм; значение числа после СВ – это процент массового содержания стекловолокна, например 15, 30, 50 и т.д.
Волокна для полиамида
Стеклянное волокно (СВ) – один из наиболее часто применяемых армирующих наполнителей для пластмасс вообще и полиамидных компаундов в частности. Несмотря на то, что стекловолокно придает полимерам отличные физико-механические и тепловые свойства, оно также обладает некоторыми недостатками, например большой плотностью, что приводит к увеличению плотности композита, хрупкостью, гидрофильностью (относится и к самому полиамиду также), которая ставит зависимость свойств материала от условий окружающей среды. Но наиболее важным недостатком можно назвать абразивность как волокна, так и получающегося компаунда, свойство, которое вызывает повышенный износ оборудования для переработки пластмасс (как правило шнеков и материальных цилиндров) и формующего инструмента. Для литья и экструзии ПА-СВ в промышленных объемах нужно применять шнеки и цилиндры, обработанные для повышения абразивной стойкости (так называемые «бронированные»).
Для производства стекловолокна для использования в полиамидах применяют несколько основных марок стекла разного химического состава и с разными свойствами:
‐ Е (electrical) – со слабой электропроводностью;
‐ S (strength) – с повышенной прочностью;
‐ C (chemical) – с повышенной химстойкостью;
‐ M (modulus) – с высоким модулем упругости;
‐ А (alkali) – с большим содержанием щелочных металлов;
‐ D (dielectric) – с диэлектрической проницаемостью;
‐ AR (alkali resistant) – с высокой сопротивляемостью щелочам.
Большинство марок стекловолокна, производимого на сегодняшний день в разных регионах мира, относятся к разновидностям волокна типа Е. Можно сказать, что такие волокна относятся к недорогому материалу общего назначения, тогда как остальные типы – к специальным стеклянным волокнам.
Рис.3. Стекловолокно в бухте.
Для стекловолокна существует параметр «критическая длина», параметр равный наименьшей длине волокон, при которой работает передача усилия от матрицы полимера к стекловолокну. Как правило, значение критической длины для композитов лежит в пределах 300 до 600 мкм. Для получения еще более высоких механических свойств композита применяется так называемое «длинное стекловолокно» (long glass fiber), однако переработка таких компаундов задача непростая.
Применение стеклонаполненного ПА
Детали из ПА-СВ (полиамида, наполненного стекловолокном) применяются в многочисленных отраслях, например в авиационной, машиностроительной, электротехнической, автомобильной и железнодорожной промышленности. Отраслями, где такие полиамидные компаунды незаменимы, также можно назвать судостроение, оружейное дело, выпуск спецтехники, бытовой и оргтехники.
Наиболее сильно ПА-компаунды востребованы в автомобильной отрасли. Она потребляет почти половину всех производимых композиций ПА-6 и ПА-6,6. Все последние десятилетия идет процесс замещения металлических деталей авто на полимерные, львиную долю которых, не считая крупных интерьерных изделий и бамперов, составляют полиамидные детали. В последнее время драйвером роста потребления полиамидов в автомобилестроении стал выпуск из него подкапотных деталей.
Кроме того, из наполненного стеклом ПА производят компоненты приборов, корпусные детали электрооборудования и электроинструмента, прочие корпуса, элементы подшипников, конструкционные части трансформаторов, и т.п.
PA+GF применяется в производстве изоляционных материалов, техизделий, также из него выпускают сильно нагруженные детали и компоненты механизмов.
Стоит отметить, что полиамидные изделия со стекловолокном, изготовленные литьем на термопластавтоматах обладаю довольно плохой эластичностью (выглядят при высоком наполнении «как каменные») и ударной прочностью. Их вторичная переработка затруднена необходимостью сильного измельчения стеклянных волокон и высоким износом оборудования для вторичной переработки пластмасс. Прежде всего это касается ножей для дробилок, использующихся для измельчения перерабатываемых деталей, и, как уже было сказано выше, шнеков и цилиндров экструдеров, работающих в составе грануляторов.
Производители и поставщики стеклонаполненного нейлона 66 — Китайская фабрика
Производители и поставщики стеклонаполненного нейлона 66 — Китайская фабрика — Julier Technology
Главная > Продукты > Пластиковый сырье > PA6/PA66
1- Обладает хорошими механическими свойствами и высокой жесткостью 2- Хорошая атмосферостойкость, хорошая устойчивость к УФ-излучению 3- Имеет отличную усадку и хорошую стабильность размеров 4- Очень низкое водопоглощение и отличная стойкость к гидролизу 5-Низкая плотность, меньший вес и экономия затрат по сравнению с металлом с такими же характеристиками 6- Подходит для литья под давлением
Отправить запросТеперь говорите
Подробная информация о продукции
Описание продукта из нейлона 66 со стеклом
1- Обладает хорошими механическими свойствами и высокой жесткостью 2- Хорошая атмосферостойкость, хорошая устойчивость к УФ-излучению 3- Имеет отличную усадку и хорошую стабильность размеров 4- Очень низкое водопоглощение и отличная стойкость к гидролизу 5-Низкая плотность, меньший вес и экономия затрат по сравнению с металлом с такими же характеристиками 6- Подходит для литья под давлением
Нейлон 6 обычно используется в качестве заменителя бронзы, латуни, алюминия, стали и других металлов для снижения веса и шума при контакте металла с металлом. Нейлон 6/6 имеет тенденцию к гигроскопичности, но имеет самую низкую проницаемость для бензина / минерального масла / фторуглеродных хладагентов. Это самый прочный и широко используемый нейлон. Его высокая кристалличность приводит к очевидной температуре плавления, а его механические свойства меньше зависят от температуры.
Внимание: все наши клиенты говорят нам, что поверхность продукта, сделанная из стекловолокна Nylon 66, не имеет внешнего вида стекловолокна.. Мы профессионалы.
Добро пожаловать на оптовую продажу высококачественного стекла из нейлона 66, изготовленного в Китае, с нашего завода. Являясь одним из ведущих производителей и поставщиков в Китае, мы оснащены современным оборудованием и технологиями. Не стесняйтесь получать от нас индивидуальные продукты.
горячая этикетка : стеклонаполненный нейлон 66, Китай, завод, производители, поставщики, оптовая торговля, индивидуальные, сделано в Китае
сопутствующие товары
PA66 GF20
Нейлон Pa6.6 модифицированные пластмассы
Epdm Pa66 Гибкость заполненного полиамида 6 6 Материал
Преимущества и недостатки стеклонаполненного нейлона
Спинка
Материалы
Материалы по услугам
Литье под давлениемОбработка с ЧПУ3D-печатьЛистовой металл
Материалы по типам
Пластмассы, металлы, эластомеры
Связанные ссылки
Поставка заказчиком ed ResinsColors
Полное руководство по обработке с ЧПУ
Наше загружаемое руководство предлагает советы по оптимизации ваш дизайн для обработки, допуски и соображения по резьбе, выбор правильного материала для ваших деталей и многое другое.
Скачать
Ресурсы
Советы по дизайну Наборы инструментов Руководства и отчеты о тенденциях Тематические исследования Вспомогательные средства дизайна Вебинары и выставки
Блог Видео Часто задаваемые вопросы Педагоги и студенты Глоссарий
Отрасли Медицинский Аэрокосмическая промышленность Автомобильный Бытовая электроника Промышленное оборудование
О нас
Кто мы Почему Протолабс? Фабрики х Сеть Платформа цифровых котировок Исследования и разработки Награда за крутую идею Устойчивое развитие и социальное воздействие
Карьера Инвесторы Места Нажимать Приобретение Партнерство
Свяжитесь с нами Proto Labs, Inc. 5540 Pioneer Creek Dr. Maple Plain, MN 55359 США
Наши цифровые фабрики производят мелкие детали за несколько дней, в то время как наша цифровая сеть партнеров-производителей на основе концентраторов открывает передовые возможности и оптовые цены при больших количествах.
Узнать больше
Получить предложениеВойти
Материаловедение
Опубликовано 15 августа 2022 Автор: Protolabs
Вы можете повсюду найти детали из нейлона, но что поделать, если вы хотите использовать нейлон, но он недостаточно прочен. Стеклонаполненный нейлон представляет собой синтетический полиамидный термопласт и является одним из наиболее важных материалов, используемых в технике, благодаря своей прочности и термостойкости. Его изготавливают путем добавления стеклянного порошка в нейлоновую смолу или экструзии пластика со стеклянными волокнами. Для 3D-печати нейлоновыми порошками к основному порошку можно добавлять стеклянные шарики в различном процентном соотношении. Добавление стекла действительно меняет правила игры.
Преимущества стеклонаполненного нейлона
Добавление стекла делает нейлон значительно прочнее, тверже и жестче, а также имеет более высокое сопротивление ползучести, лучшую размерную стабильность и повышенную износостойкость, чем нейлон сам по себе. Стеклонаполненный нейлон также допускает более высокие максимальные рабочие температуры. Вот основные преимущества по сравнению со стандартным нейлоном без наполнителя:
Значительно более твердый
Превосходная прочность на растяжение
Повышенная жесткость
Значительно меньший коэффициент теплового расширения
Повышенная стабильность при воздействии колебаний температуры
Меньшая скорость ползучести
Хорошая усталостная прочность
Высокие механические демпфирующие свойства
Идеальный материал для изготовления деталей, требующих высоких статических нагрузок при высоких температурах
Недостатки стеклонаполненного нейлона
Ни один материал не всегда лучше другого. Всегда есть компромиссы. Вот некоторые недостатки выбора стеклонаполненного материала:
Значительно более высокие затраты
Более хрупкий
Достаточно абразивный, вызывает повышенный износ инструментов
Может вызывать эрозию сопряженных деталей из-за повышенного трения
Тяжелее стандартного нейлона
Значительно более слабые линии сварки
Анизотропные свойства и усадка
Преимущества использования стеклонаполненного нейлона для обрабатываемых деталей
Нейлон является идеальным материалом для обрабатываемых деталей, которые будут подвергаться трению и износу. Но когда вы имеете дело со стеклонаполненным нейлоном, процесс обработки с ЧПУ становится значительно сложнее и сложнее. Стеклянный наполнитель обладает высокой абразивностью, что может привести к быстрому износу режущих инструментов и вставок. Но когда со стеклонаполненным нейлоном обращаются осторожно и правильно, использование этого материала в ваших проектах по обработке с ЧПУ дает много преимуществ. Как и другие варианты нейлона, стеклонаполненный нейлон обладает хорошими механическими свойствами, усталостной прочностью, шумоподавлением, а также устойчивостью к скольжению и износу. В нашем сервисе используется нейлон 6/6 (30% GF) Natural.
Преимущества стеклонаполненного нейлона для деталей, напечатанных на 3D-принтере
Из нейлоновых материалов получают прочные и долговечные детали, обладающие свойствами, подходящими как для функционального прототипирования, так и для проектов конечного использования. Широкий спектр нейлонов можно использовать как для селективного лазерного спекания (SLS), так и для процессов 3D-печати Multi Jet Fusion (MJF). В то время как все набивные нейлоны обладают высоким уровнем прочности, жесткости и термостойкости, стеклонаполненные нейлоны отличаются от своих стандартных нейлоновых аналогов тем, что обладают долговременной износостойкостью, более высокой жесткостью и значительно большей устойчивостью к деформации при нагревании. Мы производим детали из стеклонаполненного нейлона из полиамида 12 с содержанием стекла 40%. Один черный, другой PA 614-GS белого цвета. В приведенной ниже таблице представлены основные различия различных нейлонов, используемых в 3D-печати.
Сравнение свойств стеклонаполненного нейлона
Материал
Процесс
Цвет
Прочность на растяжение
Модуль упругости при растяжении
Удлинение
Температура теплового отклонения. при 0,46 МПа
Температура теплового отклонения. @ 1,82 МПа
PA 12 С минеральным наполнителем (PA620-MF)
СЛС
светло-серый
5,51 тыс. фунтов на кв. дюйм (38,0 МПа)
450 фунтов на квадратный дюйм (3100 МПа)
3%
363°F 184°C
354°F 179°C
PA 12 40% стеклонаполненный
(ПА 614-ГС)
СЛС
Белый
7,25 тыс. фунтов на кв. дюйм (50,0 МПа)
522 фунта на квадратный дюйм (3600 МПа)
5%
314°F 157°C
204°F 96°C
PA 12 40% стеклонаполненный черный
МДФ
Черный
4,35 тыс. фунтов на кв. дюйм (30,0 МПа)
508 фунтов на квадратный дюйм (3500 МПа)
8,5%
347°F 175°C
248°F 120°C
Жесткость и термостойкость стеклонаполненного нейлона SLS делают его подходящим для таких компонентов, как арматура и монтажные пластины. С MJF черный PA 12, наполненный стеклом на 40%, часто используется для изготовления корпусов, корпусов и приспособлений. Он также хорошо подходит для защелок и петель.
Преимущества стеклонаполненного нейлона для литьевых деталей
Все формованные нейлоновые материалы обладают хорошим уровнем твердости, жесткости и жесткости. Но нейлон обычно имеет плохую термостойкость и не выдерживает ультрафиолетового излучения. Добавление стекловолокна к нейлону модифицирует материал, улучшая эти свойства. Прочность нейлона при высоких температурах значительно повышается, если он армирован стеклом. Использование стеклонаполненного нейлона в проектах литья под давлением также повышает износостойкость детали и улучшает ее химическую стойкость, за исключением воздействия сильных кислот и щелочей. Мы предлагаем стеклонаполненный нейлон для литья под давлением:
Hylon Select N1013HL (13 % нейлона 66 из стекловолокна)
Hylon Select N10113HL (13% GF нейлон 66)
Hylon Select N1033HL (33% GF нейлон 66)
Minlon 10B40 (40% усиленный минералами нейлон 66)
RTP 200 203 FR (20% GF нейлон 66)
Vydyne R533H (33% нейлон 66 GF)
Zytel HTN 51G35HSL (35% GF PPA)
Zytel 70G13 (13% нейлон 66 GF)
Zytel 70G33 (33% нейлон 66 GF)
Zytel 73G15L (15% стекловолокна нейлон 6)
Zytel 77G33L (33% нейлона GF 6/12)
Zytel 80G14AHS (14% нейлон 66 GF)
Zytel 8018 HS (14% нейлон 66 GF)
Стеклонаполненный нейлон не проводит электричество, что делает его полезным в качестве экрана для электрических и автомобильных приложений. Вот некоторые дополнительные преимущества использования стеклонаполненного нейлона в ваших проектах по литью под давлением:
Повышенная жесткость
Повышенная твердость
Превосходная прочность на растяжение
Повышенное сопротивление ползучести
Повышенная стабильность размеров
Высокое механическое демпфирование
Нейлон — и, что более важно, нейлон со стекловолокном — может быть более подвержен деформации из-за нелинейной усадки, поэтому выбор идеального типа нейлона, соответствующего вашим конкретным потребностям, имеет решающее значение. Если ваша деталь будет находиться во влажной среде, имейте в виду, что нейлон — это гигроскопичный материал, который будет поглощать влагу, что может вызвать проблемы с размерами и структурой. Кроме того, при работе с полукристаллическими материалами у стеклонаполнителя иногда возникают проблемы с размерами. Таким образом, это может быть чем-то вроде компромисса.
Метки: литье под давлением, ЧПУ обработка, 3D печать, нейлон
Стеклонаполненный нейлон 6 | Emco Plastics
Выберите тип ← Назад к Литой нейлон Тип 6 Стеклонаполненный Литой нейлон Тип 6 Маслонаполненный Литой нейлон Тип 6 Наполненный MoS2 Литой нейлон Тип 6 Ненаполненный
Компания Emco Industrial Plastics является одним из ведущих дистрибьюторов пластиковых материалов в Северной Америке. . Мы поддерживаем широкий выбор инженерных, высокоэффективных и товарных пластиков в различных формах, включая листы, стержни, трубы, профили и пленки, для удовлетворения различных потребностей клиентов. Например, мы предлагаем нейлон 6 (литой нейлоновый материал) в стеклонаполненных вариантах.
Обзор нейлона
Нейлон очень универсален. Благодаря своим многочисленным преимуществам он находит применение во многих отраслях промышленности и промышленного применения, что делает его одним из наиболее широко используемых инженерных термопластов. Например, более легкий вес материала, прочность, ударопрочность и термостойкость (до 180ºF) делают его подходящим для производства механических и электрических компонентов. Кроме того, он часто служит заменой алюминию, латуни, бронзе, стали и другим металлам в узлах, требующих снижения веса и/или уменьшения шума, возникающего при контакте металла с металлом.
Материал доступен в многочисленных вариациях, каждая из которых незначительно отличается по составу и, следовательно, проявляемым свойствам. Коммерчески доступные типы включают нейлон 6, нейлон 4/6, нейлон 6/6, нейлон 6/10, нейлон 6/12, нейлон 11 и нейлон 12. Численные определители указывают соотношение атомов углерода в диамине и двухосновной кислоте. мономеры, используемые при производстве материала (например, нейлон 6/6 имеет шесть атомов углерода в мономере диаминовой кислоты и шесть атомов углерода в мономере двухосновной кислоты).
Свойства, преимущества и области применения стеклонаполненного нейлона
Производители нейлона также могут включать различные добавки и наполнители для улучшения или усиления свойств материала. Например, добавление стеклянного порошка или волокон может повысить его прочность и жесткость. По сравнению со стандартным нейлоном стеклонаполненный нейлон обычно имеет следующие преимущества:
Повышенная жесткость до 80 %
Прочность на растяжение выше на 70 %
Приблизительно 50 % коэффициента теплового расширения
Увеличенная на 50 % твердость материала
Однако фактические свойства и характеристики конечного материала сильно зависят от основного состава и количества добавленного стекла. Например, нейлон 6/6 с содержанием стекла 30 % обладает следующими свойствами:
Легкий вес материала
Низкий коэффициент трения
Высокая прочность на растяжение
Высокая эластичность
Высокая термостойкость
Устойчивость к истиранию, вибрации и износу
Устойчивость к различным химическим веществам, щелочам, разбавленным кислотам и окислителям
Поглотитель влаги
Низкая проницаемость при воздействии бензина, минерального масла и фторуглеродного хладагента
Уникальные характеристики стеклонаполненного нейлона делают его идеальным для использования в самых разных отраслях промышленности и промышленного применения. Типичные варианты использования включают:
Бытовая техника
Подшипники
Бачки тормозной жидкости
Бизнес-машины
Охлаждающие вентиляторы
Дверная защелка
Промышленное оборудование
Формованные расширители крыльев
Шестерни спидометра
Звездочки ГРМ
Шайбы и штамповки
Детали стеклоочистителя
Соединители проводов
Каковы свойства, преимущества и области применения стеклонаполненного нейлона 6?
Нейлон 6 — прочный и устойчивый к истиранию вариант нейлона. По сравнению с нейлоном 6/6, он предлагает лучшие свойства внешнего вида поверхности и технологичность и требует более низких температур формования с меньшим риском усадки формы. Кроме того, он, как правило, обладает хорошей ударной вязкостью и энергопоглощающими характеристиками, которые увеличиваются по мере увеличения содержания влаги. Добавляя в материал стеклянные шарики или волокна, производители пластика могут еще больше улучшить его механические и тепловые характеристики. Стеклонаполненный нейлон 6 обычно используется в тех случаях, когда требуется прочный и износостойкий материал с превосходными смазывающими свойствами.
Что доступно в Emco Plastics?
Emco Industrial Plastics продает широкий ассортимент пластиковых материалов. Мы предлагаем материалы из стекловолокна и нейлона 6: SUSTAMID® 6G GK и SUSTARIN® C MDT.
SUSTAMID® 6G GK
SUSTAMID® 6G GK обладает следующими свойствами:
Плотность: 0,0419 фунт/дюйм 3
Водопоглощение: 2,0%
Твердость по Шору D: 83
Прочность на растяжение, предел текучести: 10 200 фунтов на кв. дюйм
Удлинение при разрыве: 5,0%
Модуль упругости: 580 тысяч фунтов на квадратный дюйм
КТР, линейный: 3,3 мкдюйм/дюйм-°F
Удельная теплоемкость: 0,382 БТЕ/фунт-°F
Теплопроводность: 1,87 БТЕ-дюйм/час-фут²-°F
Температура плавления: 424°F
Максимальная рабочая температура воздуха, долгосрочная: 230°F
Максимальная рабочая температура воздуха, кратковременная: 338°F
Температура прогиба при 1,8 МПа: ≥212°F
Минимальная рабочая температура воздуха: 14°F
Воспламеняемость, UL94: HB
SUSTARIN® C MDT
SUSTARIN® C MDT обладает следующими характеристиками:
Плотность: 0,056 фунт/дюйм 3
Водопоглощение: 0,2%
Твердость по Шору D: 82
Прочность на растяжение, предел текучести: 9500 фунтов на кв. дюйм
Мы не претендуем на то, чтобы представлять всех производителей или продукты с торговыми марками, перечисленные выше. Этот список предназначен в качестве руководства по типичным материалам, которые можно приобрести у Emco Industrial Plastics, Inc. Для получения дополнительной информации о наших предложениях из стеклонаполненного нейлона свяжитесь с нами сегодня.
Фотогалерея
Фильтр по возможностям:
— Резка пластика по размеруЛазерная резкаОбработка с ЧПУИзготовление на заказЭкструзионная сваркаОбработка кромок, формовка и полировкаЛитье под давлениемДрапирование и формование в печиВакуумное формованиеДисплеиДополнительные услугиЛитье под давлениемЛитье под давлением 9 0005
3D принтеры. Виды и работа. Применение и технологии. Как выбрать
3D принтеры – это станки с числовым программным управлением, предназначенные для послойной печати объемных деталей. Создание объекта осуществляется по виртуальной трехмерной модели, параметры которой передаются на процессор устройства. Моделирование для печати осуществляется на специальном программном обеспечении.
Объемная печать может осуществляться различными материалами, что зависит от параметров принтера. От этого зависят эксплуатационные характеристики получаемых моделей.
Оборудование для объемной печати работает на следующих материалах:
Порошок.
Гипс.
Фотополимер.
Воск.
Порошковые принтеры
Данные устройства исходя от параметров детали установленных на чертеже наносят по периметру подставки связующее вещество. Поверх него укладывается порошок, после чего осуществляется спекание. Далее цикл повторяется. За один проход достигается подъем заготовки на миллиметры, поэтому процесс продолжительный особенно при создании крупных моделей. Неоспоримым преимуществом является то, что такие 3D принтеры могут работать с металлической пудрой.
Гипсовые устройства
Такой 3D принтер на самом деле может работать не только с гипсом, но и различными шпаклевками, и цементом. Этим оборудованием пользуются для создания статуэток, а также интерьерных украшений. Применяя такое устройство можно получать произведения искусства или модели, необходимые для создания силиконовых форм для отливки.
Фотополимерные принтеры
Это самые распространенные разновидности печатных устройств, которые имеют наиболее доступную стоимость. В продаже встречаются различные комплектующие для их сборки. Нередко подобные 3D принтеры изготовляются самостоятельно из самодельных и заводских деталей. Для заправки такого устройства применяется полимер, сделанный в виде длинной проволоки накрученной на катушку. Принтер печатает расплавленным пластиком. В дальнейшем он застывает под воздействием ультрафиолетового луча или просто при остывании.
Такие устройства используются для создания фигурок, шестеренок и других комплектующих для механизмов. Фотополимерный принтер печатает очень медленно. Продолжительность распечатки даже простеньких моделей может занимать десятки часов. Распространенной проблемой при использовании подобных устройств является смещение заготовки при печати, что случается в результате ее плохого приклеивания к основанию. Как следствие полученные изделия отправляются в брак. Такая проблема решается путем нанесения специальных клеев на подставку, на которой осуществляется печать. В этом случае адгезия между первым слоем модели и основанием увеличивается.
Восковые устройства
3D принтеры на таком материале применяются сравнительно редко, в связи с недостаточной прочностью воска и низкой температурой его плавления. Однако столь легкие для разрушения модели являются отличным решением при создании предметов из бронзы путем литья. Восковые изделия помещаются в слой песка таким образом, чтобы осталось только отверстие для заливки. В него заливается расплавленный металл. Он сжигает воск и занимает его место. После застывания получается такая же модель, но уже из бронзы, латуни, золота или алюминия. Именно таким оборудованием пользуются современные литейные мастерские, что многократно повышает производительность труда в сравнении с ручной лепкой.
Популярные технологии 3D печати
Существует около десятка технологий, по которым могут работать 3D принтеры. Далеко не все из них отвечают требованиям дешевизны и скорости печати, поэтому самыми популярными считаются всего 4 типа:
FDM.
SLA.
SLS.
3DP.
FDM – это самая популярная технология. Это обусловлено невысокой стоимостью оборудования и сравнительно неплохим качеством печати. Такие устройства печатают пластиковой нитью. Принтер ее расплавляет, после чего формирует каплями пасты слои модели.
SLA принтеры вторые по популярности, и уступают только по цене, в то время как качество их работы на порядок выше. Они позволяют печатать очень точно, поэтому применяются при изготовлении моделей для производства ювелирных изделий. Их лазерный луч просвечивает ванну с жидким полимером, заставляя его точечно застывать. После извлекается полностью готовая модель без пустот.
SLS принтеры намного дороже, чем предыдущие виды. Они используют для печати порошок, который запекается лазером. Благодаря этому детали приобретают высокую степень прочности, поэтому во время печати не могут разрушиться, что исключает производство брака, конечно если программное моделирование сделано без ошибок. В качестве самого порошка могут применяться различные материалы, такие как бронза, керамика, литейный воск, стекло и так далее.
3DP оборудование подразумевает изначальное нанесение клея, после чего насыпается слой порошка. Устройство распространяет материал слоями. Полученные изделия внешне напоминают гипс. Для создания заготовок разных цветов колер добавляется в клей, а не в порошковые материалы. Такими устройствами можно печатать даже съедобные вещи. В этом случае в качестве порошка используется шоколадная крошка или сахар, а также специальный пищевой клей.
Сфера использования 3D принтеров
Подавляющее большинство печатного оборудования позволяющего создавать трехмерные модели применяется в качестве развлекательного устройства, с помощью которого изготовляют фигурки и различные предметы интерьера. 3D принтеры доступного ассортимента на большее и неспособны.
Существуют более совершенные устройства, которые применяют профессионально в различных сферах:
Архитектуре.
Дизайне.
Ювелирном деле.
Автомобильной промышленности.
Стоматологии.
Аэрокосмической промышленности и т.д.
С помощью 3D принтера осуществляется изготовление стоматологических имплантов, сложных деталей для автомобилей и даже целых домов. В мире существует несколько крупных печатных установок, которые печатают стены домов. Это большие принтеры, собираемые на строительной площадке. Их печатная головка двигается по периметру ранее созданного фундамента и тонкими слоями укладывает раствор. Благодаря наличию в составе полимерных добавок он сравнительно быстро застывает. Такая технология позволяет ускорить процесс и снизить затраты на одноэтажное строительство. Все же подобное оборудование не идеально, поскольку требует ручного изготовления фундамента, а также крыши. Получаемые стены имеют гребенчатую поверхность, на которой просматриваются все слои. Это решается использованием штукатурки или листовых отделочных материалов.
Критерии выбора 3D принтера
Подбирая устройство для объемной печати можно увидеть, что технические параметры принтеров существенно отличаются даже среди оборудования действующего по одной технологии.
Чтобы не прогадать, нужно обращать внимание в первую очередь на такие параметры:
Цена материала печати.
Скорость печати.
Область печати.
Точность.
Если принтер будет использоваться постоянно, то есть смысл выбрать более дорогое устройство, которое будет работать на дешевых расходниках, чем покупать недорогой принтер и много платить за материал. Это особенно важно, если получаемые модели будут продаваться в качестве сувениров. Выгоднее делать много изделий и реализовывать их дешево. Преследуя такую цель лучше остановиться на 3D принтерах, применяющих ABS и PLA пластики.
Очень важным параметром является скорость печати. Даже самые дорогие приборы делают это долго, но дешевые могут строить модели сутками. Если принтер будет применяться для серийного производства, то получить выгоду изготавливая одну фигурку или деталь раз в несколько дней невозможно. При выборе нужно ориентироваться не только по скорости заявленной производителем, но и смотреть на жесткость корпуса устройства. Если он сделан из металла, то действительно будет печатать быстрее и качественнее, но вот приборы с пластиковыми стойками во время работы на высокой скорости расшатываются, поэтому нарушается требуемая геометрия заготовок и приходится в настройках ставить низкую скорость.
Очень важным параметром является область печати. Именно по ней можно определить насколько крупные модели удастся распечатать. Чем выше область, тем лучше, но естественно крупное оборудование стоит дороже. Однако в определенных случаях можно распечатывать модели частями, а после их склеивать
Точность печати не менее важна, чем все предыдущие параметры. Отдельные 3D принтеры создают грубые модели, которые невозможно применить практически нигде. Если же хочется делать сложные сувениры, то лучше выбрать SLA устройства.
Следует учитывать, что более дешевые принтеры подразумевают только печать одним цветом. Загрузив изначально определенный материал сделать переключение на другой не удастся. Самые совершенные устройства подразумевают заправку материалами разных цветов, после чего они комбинируются автоматически, благодаря чему получается требуемая модель.
Средние по цене устройства работают аналогично дешевым. У них загружается рабочий материал одного цвета, но во время работы если требуется использовать другой оттенок, то принтер останавливается и сообщает об этом. Нужно убрать установленные расходники и поставить новые, после чего нажать кнопку продолжить. Принтер возобновит печатать уже новым цветом. Таким образом, поставить принтер и уйти не получится. Если на момент необходимости смены материала человека не будет рядом, то принтер так и будет оставаться в режиме ожидания для замены цвета, вне зависимости от того потребуется на это несколько минут или дней.
Похожие темы:
Промышленные роботы. Виды и устройство. Работа и применение
Кибернетика. Устройство и применение. Особенности и будущее
Системы автоматики. Виды и особенности применения
Электрография. Виды и работа. Применение и особенности
Аддитивные технологии. Применение и работа. Особенности
Классификация 3D принтеров (7 технологий 3D печати) / Хабр
На хабре уже были статьи о технологиях печати, которые используют 3D принтеры, однако в данной статье я постарался подойти к вопросу системно, чтобы в голове у читателя сложилась четкая картина о том, какие принципы заложены в технологии 3D печати, какие материалы используются и в конечном итоге какую технологию лучше использовать для получения определенного результата, будь то деталь из титана, или мастер-модель для последующего тиражирования.
Статья основана на книге Fabricated: The New World of 3D printing
I. Те которые что-то выдавливают или выливают или распыляют
1) FDM (fused deposition modeling) принтеры которые выдавливают какой-то материал слой за слоем через сопло-дозатор, не буду расписывать подробно, мы про них все знаем. Все мэйкерботоподобные принтеры + принтеры Stratasys + различные кулинарные принтеры (используют глазурь, сыр, тесто) + медицинские которые печатают “живыми чернилами” (когда какой-либо набор живых клеток помещается в специальный медицинский гель которые используется далее в биомедицине)
2) Технология Polyjet , была изобретена израильской компанией Objet в 2000 г. в 2012 их купили Stratasys. Суть технологии: фотополимер маленькими дозами выстреливается из тонких сопел, как при струйной печати, и сразу полимеризуется на поверхности изготавливаемого девайса под воздействием УФ излучения. Важная особенность, отличающая PolyJet от стереолитографии, является возможность печати различными материалами.
Преимущества технологии: а) толщина слоя до 16 микрон (клетка крови 10 микрон) б) быстро печатает, так как жидкость можно наносить очень быстро. Недостатки технологии: а) печатает только с использованием фотополимера — узко-специализированный, дорогой пластик, как правило, чувствительный к УФ и достаточно хрупкий.
Применение: промышленное прототипирование и медицина
3) LENS (LASER ENGINEERED NET SHAPING)
Материал в форме порошка выдувается из сопла и попадает на сфокусированный луч лазера. Часть порошка пролетает мимо, а та часть, которая попадает в фокус лазера мгновенно спекается и слой за слоем формирует трехмерную деталь. Именно по такой технологии печатают стальные и титановые объекты.
Поскольку до появления этой технологии печатать можно было только объекты из пластика, к 3D печати особенно серьезно никто не относился, а эта технология, открыла двери для 3D печати в “большую” промышленность. Порошки различных материалов можно смешивать и получать таким образом сплавы, на лету.
Применение: например, титановые лопатки для турбин с внутренними каналами охлаждения. Производитель оборудования: Optomec
4) LOM (laminated object manufacturing)
Тонкие ламинированные листы материала вырезаются с помощью ножа или лазера и затем спекаются или склеиваются в трехмерный объект. Т.е. укладывается тонкий лист материала, который вырезается по контуру объекта, таким образом получается один слой, на него укладывается следующий лист и так далее. После этого все листы прессуются или спекаются.
Таким образом печатают 3D модели из бумаги, пластика или из алюминия. Для печати моделей из алюминия используется тонкая алюминиевая фольга, которая вырезается по контуру слой за слоем и затем спекается с помощью ультразвуковой вибрации.
II. Те которые что-то спекают или склеивают
1) SL (Stereolithography) Стереолитография.
Есть небольшая ванна с жидким полимером. Луч лазера проходит по поверхности, и в этом месте полимер под воздействием УФ полимеризуется. После того как один слой готов платформа с деталью опускается, жидкий полимер заполняет пустоту далее запекается следующий слой и так далее. Иногда происходит наоборот: платформа с деталью поднимается вверх, лазер соответственно расположен снизу…
После печати таким методом, требуется постобработка объекта — удаление лишнего материала и поддержки, иногда поверхность шлифуют. В зависимости от необходимых свойств конечного объекта модель запекают в т.н. ультрафиолетовых духовках.
Фотополимер зачастую бывает токсичным поэтому при работе с ним нужно пользоваться средствами защиты и респираторами. Содержать и обслуживать такой принтер дома — сложно и дорого
Преимущества: быстро и точно, точность до 10 микрон. Для спекания фотополимера достаточно лазера от Blu-ray проигрывателя, благодаря чему на рынке появляются дешевые при этом точные принтеры работающие по такой технологии (e.g. Form1).
2) LS (laser sintering)
Лазерное спекание. Похоже на SL, только вместо жидкого фотополимера используется порошок, который спекается лазером.
Преимущества: а) менее вероятно, что деталь сломается в процессе печати, так как сам порошок выступает надежной поддержкой б) материалы в порошковой форме довольно легко найти в продаже в том числе это могут быть: бронза, сталь, нейлон, титан
Недостатки: а) поверхность получается пористая б) некоторые порошки взрывоопасны, поэтому должны храниться в камерах, заполненных азотом в) спекание происходит при высоких температурах, поэтому готовые детали долго остывают, в зависимости от размера и толщины слоев, некоторые предметы могут остывать до одного дня.
3) 3DP (three dimensional printing)
Технология изобретена в 1980 году в MIT студентом Paul Williams, технология была продана в несколько коммерческих организаций, одна из которых — zCorp, в настоящее время поглощена 3D Systems.
На материал в порошковой форме наносится клей, который связывает гранулы, затем поверх склеенного слоя наносится свежий слой порошка, и так далее. На выходе, как правило, получается материал sandstone (похожий по свойствам на гипс)
Преимущества: а) так как используется клей, в него можно добавить краску и таким образом печатать цветные объекты б) технология относительна дешевая и энергоэффективная в) можно использовать в условиях дома или офиса в) можно печатать использовать порошок стекла, костный порошок, переработанную резину, бронзу и даже древесные опилки. Используя похожу технологию можно печатать съедобные объекты например из сахара или шоколадного порошка. Порошок склеивается специальным пищевым клеем, в клей может добавляться краситель и ароматизатор. Как пример, новые 3D принтеры от компании 3D systems, которые были продемонстрированы на CES 2014 — ChefJet и ChefJet Pro
Недостатки: а) на выходе получается достаточно грубая поверхность, с невысоким разрешение ~ 100 микрон б) материал нужно подвергать постобработке (запекать), чтобы придать ему необходимые свойства.
Надеюсь материал будет для вас полезен.
Дополнения принимаются.
типов 3D-принтеров: полное руководство
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные с продаж и другими способами.
3D-печать — это новейшая разработка, которая понравится всем, кто любит простые в использовании интерактивные технологии. Инженеры и ученые работают с этим удивительным оборудованием еще с 1983 года. Именно тогда американский инженер Чарльз (Чак) Халл изобрел первый в мире 3D-принтер. Он назвал это своей машиной SLA, что означает стереолитографический аппарат.
Не пропустите: Лучшие 3D-принтеры 2018 года.
Некоторые представители отрасли называют часть процесса 3D-печати аддитивным производством (AM), но здесь мы будем использовать его практическое название — 3D-печать. Это сделает руководство последовательным и удобным для чтения.
Причины появления нескольких типов 3D-принтеров
Причины, по которым существуют разные типы 3D-принтеров, и процессы печати аналогичны 2D-принтерам, с которыми мы так хорошо знакомы. Все сводится к следующим шести соображениям:
Стоимость принтера
Качество печати
Скорость печати
Возможности принтера
Практичность
Ожидания пользователя
Некоторые принтеры печатают только текст, другие — текст и графику. Используемые технологии и материалы также различаются, как и то, как машина выдавливает чернила на бумагу. 3D-принтеры еще умнее. И, как и их 2D-аналоги, они также предлагают ряд вариантов, включая качество, материалы и цену.
Краткий обзор процесса 3D-печати
Процесс 3D-печати больше не будет сложным для домашнего пользователя, как только вы усвоите основные принципы. Итак, принтеры, материалы для печати, печатные объекты и программное обеспечение для 3D-печати могут различаться. Тем не менее, несмотря на это, процесс от проектирования до конечного продукта идет по одному и тому же пути. Мы подробно рассмотрели эти процессы в другом руководстве, но вот как это выглядит в двух словах:
Пользователь имеет доступ к приложению для 3D-моделирования или 3D-сканеру
Пользователь создает виртуальный дизайн (3D-модель) объекта, который он хочет напечатать в 3D
Пользователь обычно сохраняет свой проект в виде файла автоматизированного проектирования или сокращенно CAD
Пользователь нарезает свой файл САПР перед отправкой на принтер
Пользователь загружает нарезанный файл САПР на 3D-принтер
Принтер считывает каждый фрагмент 2D-файла для создания трехмерного объекта
Для кого предназначено это руководство?
Это простое руководство предназначено для тех, кто хочет понять разницу между различными типами 3D-печати. Это также для любителей, школ, библиотек и всех, кто хочет инвестировать в эту удивительную технологию. Если вы совсем ничего не знаете о 3D-печати, но хотели бы научиться, это руководство для ВАС. Не волнуйтесь, мы не собираемся ошеломлять вас или ослеплять вас наукой.
К концу этого руководства у вас будет хорошее базовое представление обо всех типах 3D-принтеров, доступных сегодня. Если вы думаете об инвестировании в 3D-принтер, мы вам поможем. Вы будете в гораздо лучшем положении, чтобы принять взвешенное решение, прежде чем расстаться со своими с трудом заработанными деньгами.
В центре внимания этого руководства
В этом руководстве рассматриваются наиболее распространенные типы 3D-принтеров, используемых сегодня. Сначала мы представим каждую из этих машин по их длинным именам. После этого мы будем использовать соответствующие сокращения, чтобы облегчить чтение. Например, стереолитография становится SLA. И производство ламинированных объектов становится LOM, как два примера.
Вот девять типов 3D-принтеров, о которых вы узнаете:
Стереолитография (SLA)
Цифровая обработка света (DLP)
Моделирование методом наплавления (FDM)
Селективное лазерное спекание (SLS)
Селективное лазерное плавление (SLM)
Электронно-лучевая плавка (EBM)
Производство многослойных объектов (LOM)
Струя связующего (BJ)
Струйная обработка материалов (MJ)
Основные компоненты 3D-принтера
Прежде чем мы начнем рассматривать различные типы 3D-принтеров и методы печати, уделим немного времени перечислению основных компонентов этих машин. Есть много частей, и каждая из них играет решающую роль в процессе печати. Мы не собираемся вдаваться в технические подробности. Однако все же важно знать, каковы основные компоненты. Это поможет вам лучше понять процессы печати при чтении различных разделов.
Основные компоненты и их использование в 3D-принтере:
Рама для 3D-принтера: удерживает машину вместе
Механизм движения головки 3D-принтера: перемещается относительно платформы во всех направлениях
Головка 3D-принтера: сопло, которое укладывает нить или наносит краску и жидкое связующее
Платформа для 3D-построения или платформа для построения: часть принтера, на которой печатается объект
Шаговые двигатели для 3D-принтеров (не менее 4): используются для точного позиционирования и управления скоростью
Электроника 3D-принтера: используется для привода двигателей, нагрева экструдера и многого другого
Прошивка 3D-принтера: Постоянное программное обеспечение, используемое для управления всеми аспектами 3D-принтера
Программное обеспечение для 3D-принтера: не является частью самого принтера, но все же необходимо для процесса печати.
Более подробное описание компонентов 3D-принтера можно прочитать здесь.
Вспомогательные вещества для 3D-печати
Многие 3D-принтеры используют различные вещества для поддержки сложной геометрии. Вспомогательные материалы так же важны для процесса 3D-печати, как и основные материалы. Без поддержки во время сборки не было бы успешного результата. Эти материалы предлагают лучшее решение, чем старые физические опорные конструкции прошлого. После завершения печати пользователь просто удаляет все поддерживающие вещества с готовой детали.
В некоторых 3D-технологиях используются поддерживающие материалы, которые растворяются при помещении в химическую ванну. Другие будут использовать окружающий порошок, чтобы держать все на месте. А есть те, в которых используется жидкое гелеобразное вещество. В этом руководстве вы прочтете о том, какой процесс печати использует какие вспомогательные материалы.
1) Технология стереолитографии (SLA)
SLA — это быстрый процесс прототипирования. Те, кто использует эту технологию, серьезно относятся к точности и аккуратности. Он может создавать объекты из файлов данных 3D CAD (сгенерированных компьютером) всего за несколько часов. Это процесс 3D-печати, который популярен благодаря своим мелким деталям и точности. Машины, использующие эту технологию, производят уникальные модели, модели, прототипы и различные серийные детали. Они делают это, превращая жидкие фотополимеры (особый тип пластика) в твердые трехмерные объекты, слой за слоем. Пластик сначала нагревают, чтобы превратить его в полужидкую форму, а затем он затвердевает при контакте. Принтер создает каждый из этих слоев с помощью ультрафиолетового лазера, направляемого сканирующими зеркалами по осям X и Y. Непосредственно перед каждым циклом печати по поверхности перемещается лезвие повторного покрытия, чтобы обеспечить равномерное распределение каждого тонкого слоя смолы по объекту. Таким образом, цикл печати продолжается, создавая 3D-объекты снизу вверх.
После завершения кто-то берет 3D-объект из принтера и осторожно отсоединяет его от платформы. В 3D-детали обычно используется химическая ванна для удаления излишков смолы. Также обычной практикой является пост-отверждение объекта в ультрафиолетовой печи. Это делает готовый предмет более прочным и стабильным. В зависимости от детали, она может пройти ручную шлифовку и профессиональную окраску. Печать SLA стала предпочтительным экономичным выбором для самых разных отраслей промышленности. Некоторые из них включают автомобильную, медицинскую, аэрокосмическую, развлекательную, а также для создания различных потребительских товаров.
Некоторые принтеры SLA включают: 3D-принтер Pegasus Touch SLA, 3D-принтер XYZprinting Nobel 1.0 SLA, настольный 3D-принтер SUNLU SLA, 3D-принтер Form 1+ SLA.
2) Технология цифровой обработки света (DLP)
DLP — старейшая из технологий 3D-печати, созданная человеком по имени Ларри Хорнбек еще в 1987 году. работает с фотополимерами. Жидкая пластиковая смола, используемая принтером, помещается в полупрозрачный контейнер для смолы. Однако между ними есть одно существенное различие, которое заключается в источнике света. В то время как SLA использует ультрафиолетовый свет, DLP использует более традиционный источник света, обычно дуговые лампы. Этот процесс приводит к довольно впечатляющим скоростям печати. Когда много света, смола быстро затвердевает (мы говорим о секундах). По сравнению с 3D-печатью SLA, DLP позволяет сократить время печати большинства деталей. Причина, по которой он работает быстрее, заключается в том, что он выставляет сразу целые слои. При SLA-печати лазер должен прорисовывать каждый из этих слоев, а это требует времени.
Еще одним преимуществом технологии DLP-печати является то, что она надежна и каждый раз позволяет получать модели с высоким разрешением. Это также экономично благодаря возможности использовать более дешевые материалы даже для сложных и детализированных объектов. Это не только сокращает отходы, но и снижает затраты на печать.
Некоторые DLP-принтеры включают: Настольный DLP-принтер Makex M-one, настольный УФ-DLP, LumiPocket — Miniature DLP, Solus DLP 3D-принтер
3) Технология моделирования методом наплавления (FDM)
FDM — это процесс 3D-печати, разработанный Скоттом Крампом, а затем внедренный компанией Stratasys Ltd. в 1980-х годах. Для печати своих 3D-объектов компания использует термопластичные материалы промышленного класса. Он популярен для создания функциональных прототипов, концептуальных моделей и вспомогательных средств. Это технология, которая может создавать точные детали и может похвастаться исключительным соотношением прочности и веса.
Перед началом процесса FDM-печати пользователь должен разбить данные 3D CAD (3D-модель) на несколько слоев с помощью специального программного обеспечения. Нарезанные данные САПР отправляются на принтер, который затем строит объектный слой за раз на платформе сборки. Он делает это просто путем нагревания, а затем выдавливания термопластичной нити через сопло на основу. Принтер также может экструдировать различные вспомогательные материалы, а также термопласт. Например, для поддержки верхних слоев принтер может добавить под них специальный поддерживающий материал, который затем растворяется после процесса печати. Как и во всех 3D-принтерах, время, необходимое для печати, зависит от размера объекта и его сложности.
Как и многие другие 3D-технологии, готовый объект нуждается в очистке. Необработанные детали FDM могут отображать довольно заметные линии слоев на некоторых объектах. Очевидно, что после печати потребуется ручная шлифовка и отделка. Только так можно получить гладкий конечный продукт с ровной поверхностью. Готовые объекты FDM функциональны и долговечны. Это делает его популярным процессом для использования в широком спектре отраслей, в том числе для машиностроения и производителей деталей. BMW использует 3D-печать FDM, как и известная пищевая компания Nestle, и это лишь некоторые из них.
Некоторые FDM-принтеры включают: Настольный 3D-принтер JGAURORA, настольный 3D-принтер FDM с высоким разрешением ALUNAR, оригинальный Prusa i3 MK2, PowerSpec 3D Pro, Lulzbot Mini, FlashForge Creator Pro.
4) Технология селективного лазерного спекания (SLS)
Американский бизнесмен, изобретатель и преподаватель доктор Карл Декард разработал и запатентовал технологию SLS в середине 1980-х годов. Это метод 3D-печати, в котором используются мощные лазеры CO2 для сплавления частиц. Лазер спекает порошкообразные металлические материалы (хотя он может использовать и другие материалы, такие как белый нейлоновый порошок, керамику и даже стекло). Вот как это работает:
Платформа сборки, или кровать, постепенно опускается с каждым последующим лазерным сканированием. Это процесс, который повторяется по одному слою за раз, пока не достигнет высоты объекта. Во время процесса сборки существует неспеченная поддержка из других порошков, которые окружают и защищают модель. Это означает, что 3D-объектам не нужны другие опорные конструкции во время сборки. Кто-то удалит неспеченные порошки вручную после печати. SLS производит прочные, высокоточные детали и может использовать широкий спектр материалов. Это идеальная технология для полнофункциональных деталей и прототипов для конечного использования. SLS очень похож на технологию SLA по скорости и качеству. Основное различие заключается в материалах, поскольку SLS использует порошкообразные вещества, тогда как SLA использует жидкие смолы. Именно это широкое разнообразие доступных материалов делает технологию SLA настолько популярной для печати индивидуальных объектов.
Некоторые SLA-принтеры включают: XYZprinting Nobel 1.0 SLA 3D Printer, SUNLU SLA Desktop 3D Printer, Formlabs Form 2, 3D Systems ProJet 1200, DWS Lab Xfab.
5) Технология селективного лазерного плавления (SLM)
Изображение из Protoshape
SLM впервые появился в 1995 году. Он был частью немецкого исследовательского проекта Института Фраунгофера ILT, расположенного в самом западном городе страны Ахене. Как и SLA (см. выше), SLM также использует мощный лазерный луч для формирования 3D-деталей. В процессе печати лазерный луч плавит и сплавляет различные металлические порошки. Простой способ взглянуть на это состоит в том, чтобы разбить основной процесс следующим образом:
Порошкообразный материал + тепло + точность + многослойная структура = идеальный трехмерный объект.
Когда лазерный луч достигает тонкого слоя материала, он выборочно соединяет или сваривает частицы вместе. После одного полного цикла печати принтер добавляет новый слой порошкового материала к предыдущему. Затем объект опускается точно на толщину одного слоя. Когда процесс печати будет завершен, кто-то вручную удалит неиспользованный порошок с объекта. Основное различие между SLM и SLS заключается в том, что SLM полностью расплавляет порошок, тогда как SLS только частично его расплавляет (спекает). В общем, конечные продукты SLM, как правило, прочнее, поскольку в них меньше или совсем нет пустот.
SLM-печать обычно используется для трехмерных деталей со сложной структурой, геометрией и тонкими стенками. Аэрокосмическая промышленность использует 3D-печать SLM в некоторых своих новаторских проектах. Как правило, это те, которые сосредоточены на точных, прочных и легких деталях. Однако это дорогостоящая технология, поэтому она непрактична и не популярна среди домашних пользователей. SLM в настоящее время достаточно широко распространен в аэрокосмической и медицинской ортопедической промышленности. Среди тех, кто инвестирует в 3D-принтеры SLM, есть исследователи, университеты и разработчики металлических порошков. Есть и другие, которые заинтересованы в изучении всего спектра и будущего потенциала аддитивного производства металлов.
Некоторые промышленные принтеры SLM включают: SLM Solutions SLM 125, 280 и 500, Realizer SLM 125, Optomec LENS 450 и другие.
6) Технология электронно-лучевой плавки (EBM)
Шведская компания Arcam AB основала EBM ® в 1997 году. Это технология 3D-печати, похожая на SLM (см. техника постельного слияния. Разница между ними заключается в источнике питания. В описанном выше подходе SLM используется мощный лазер в камере с благородным или инертным газом. EBM, с другой стороны, использует мощный электронный пучок в вакууме. Помимо источника питания, остальные процессы между ними очень похожи. Основное применение EBM — 3D-печать металлических деталей. Его основными характеристиками являются способность создавать сложные геометрические формы со свободой дизайна. EBM также производит невероятно прочные и плотные детали.
Вот некоторые из других впечатляющих особенностей EBM:
Не требует дополнительного вспомогательного оборудования для процесса 3D-печати
Повышенная эффективность при использовании сырья
Сокращает время выполнения заказа, что приводит к более быстрому поступлению деталей на рынок
Может создавать полностью функциональные долговечные детали по запросу для самых разных отраслей промышленности
Процесс печати начинается, как и большинство других, с того, что пользователь должен сначала создать 3D-модель или компьютерный цифровой файл.
Промышленный EBM-принтер включает в себя: Arcam Q20
7) Технология изготовления ламинированных объектов (LOM)
Калифорнийская компания Helisys Inc. Cubic Technologies) впервые разработала LOM как эффективную и доступный метод 3D-печати. Инженер-конструктор из США Майкл Фейгин — пионер технологий 3D-печати — первоначально запатентовал LOM.
LOM — это система быстрого прототипирования, которая работает путем сплавления или ламинирования слоев пластика или бумаги с использованием тепла и давления. Управляемое компьютером лезвие или лазер вырезают объект до нужной формы. После завершения печати каждого слоя платформа опускается примерно на 1/16 дюйма, готовая к следующему слою. Затем принтер протягивает новый лист материала по подложке, где он приклеивается нагретым валиком. Этот базовый процесс продолжается снова и снова, пока не будет завершена трехмерная часть.
Согласно Википедии, LOM-печать работает следующим образом:
Лист приклеивается к подложке с помощью нагретого валика.
Лазер определяет желаемые размеры прототипа.
Лазерная штриховка области, не связанной с деталями, для облегчения удаления отходов.
Платформа с готовым слоем движется вниз в сторону.
Свежий лист материала свернут на место.
Платформа опускается в новое положение для приема следующего слоя.
Процесс повторяется.
Возможно, сегодня это не самый популярный метод 3D-печати, но, тем не менее, LOM остается одним из самых быстрых. Это также, пожалуй, самый доступный метод создания 3D-прототипов. Это связано с низкой стоимостью используемых материалов (бумаги и пластика). Это также процесс, который может создавать довольно большие 3D-печатные объекты. Среди тех, кто продолжает использовать принтеры LOM сегодня, есть архитекторы, художники и разработчики продуктов.
Один из популярных принтеров LOM: The Mcor Matrix
8) Технология Binder Jetting (BJ)
Изображение от Эндрю Уолрейвена
Массачусетский технологический институт (MIT) впервые изобрел BJ 3D-печать. Вы также можете услышать, что эта технология упоминается под другими названиями, в том числе:
Печать в порошковом слое
Струйная 3D-печать
Капельный порошок
Связующее струйное (BJ). Это самое популярное имя, и мы будем использовать его для обозначения.
BJ — это процесс 3D-печати, в котором для создания объектов используются два типа материалов: материал на основе порошка (обычно гипс) и связующее вещество. Как следует из названия, «связующий» агент действует как прочный клей для соединения (скрепления) слоев порошка вместе. Сопла принтера выдавливают связующее в жидкой форме, как в обычном струйном 2D-принтере. После завершения каждого слоя рабочая пластина немного опускается, чтобы можно было разместить следующий. Этот процесс повторяется до тех пор, пока объект не достигнет необходимой высоты.
Четыре популярных материала, используемых в BJ-печати, включают:
Керамика
Металлы
Песок
Пластмасса
С помощью BJ-печати невозможно получить сверхвысокое разрешение или сверхпрочные 3D-объекты, но есть и другие преимущества. Например, эти принтеры позволяют печатать детали в полноцветном режиме. Для этого вы просто добавляете в связующее цветные пигменты, которые обычно включают черный, белый, голубой, желтый и пурпурный. Эта технология все еще развивается, поэтому ожидайте, что в будущем нас ждет еще больше замечательных вещей. На момент написания некоторые приложения BJ 3D-печати включали быстрое прототипирование и различные применения в аэрокосмической, автомобильной и медицинской промышленности.
Некоторые принтеры BJ: Addwii представляет X1, ExOne R2, ZCorp Spectrum z510
02 Вы также услышите, что струйная обработка материала называется воском. Кастинг. В отличие от других технологий 3D-печати, у MJ нет ни одного изобретателя. Фактически, до недавнего времени это была скорее техника, чем реальный процесс печати. Это то, что ювелиры использовали на протяжении веков. Восковое литье было традиционным процессом, при котором пользователь производил высококачественные ювелирные изделия с индивидуальным дизайном. Причина, по которой он упоминается здесь, заключается в появлении 3D-печати. Благодаря появлению этой технологии литье воска стало автоматизированным процессом.
Сегодня 3D-принтеры MJ производят детали с высоким разрешением, в основном для стоматологической и ювелирной промышленности,
Для ювелиров, которые хотят поэкспериментировать с различными слепками, как это делает большинство ювелиров, MJ теперь является их ведущей 3D-технологией. На момент написания статьи на рынке было несколько высококачественных профессиональных восковых 3D-принтеров. Вот как они работают:
Как только 3D-модель (файл САПР) загружена на принтер, все системы работают. Принтер добавляет расплавленный (нагретый) воск на алюминиевую сборочную платформу контролируемыми слоями. Это достигается с помощью форсунок, которые равномерно перемещаются по всей площади сборки. Как только нагретый материал попадает на рабочую пластину, он начинает остывать и затвердевать (ультрафиолетовое излучение помогает отвердеть слои). По мере создания 3D-детали гелеобразный материал помогает поддерживать процесс печати более сложной геометрии. Как и все вспомогательные материалы в 3D-печати, его легко удалить впоследствии вручную или с помощью мощных водяных струй. После того, как деталь будет готова, вы можете сразу ее использовать, никакого дополнительного пост-отверждения не требуется.
Существуют также 3D-принтеры Polyjet MJ, в которых вместо синтетического воска используются фотополимерные смолы. Технология Polyjet также предлагает очень хорошее разрешение. В отличие от цифровых восковых принтеров люди используют устройства Polyjet для создания деталей для самых разных отраслей.
Некоторые принтеры MJ включают: 3D-принтер ABS, 3D-принтер PLA (большой формат), HP Multi Jet Fusion
Подводя итоги
3D-принтеры и технологии печати постоянно совершенствуются. При этом цены будут продолжать падать, поскольку устройства и процессы становятся все более впечатляющими. Если вы прочитали это руководство от начала до конца, у вас теперь будет хорошее базовое представление о различных 3D-принтерах и о том, как они работают. Вы также узнаете о различных материалах, которые используют принтеры, и об отраслях, которые они поддерживают. И если вам нужно освежить в памяти, вы можете в любое время просто вернуться к любому разделу этого руководства.
Нет принтера Нет проблем
Помните также, что вам не обязательно иметь 3D-принтер, чтобы изучать технологию или печатать в 3D. Существует множество бесплатных веб-программ для 3D-печати и моделирования на выбор. Когда у вас есть 3D-дизайн, все готово. Вы должны быть в состоянии найти кого-то в вашем районе с 3D-принтером, который напечатает ваш проект за номинальную плату. Проверьте школы, библиотеки или небольшие стартапы в местных коворкинг-центрах. В противном случае отправьте свой цифровой 3D-файл онлайн и позвольте одному из 3D-сервисов напечатать вашу модель.
Предупреждение; Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять угрозу пожарной безопасности.
6 типов 3D-печати, о которых вы не знали
3D-печать используется практически во всех отраслях, включая автомобилестроение, строительство, стоматологию и ювелирное дело. Однако качество ваших 3D-печатей может зависеть от используемой вами технологии 3D-печати.
Существует множество технологий 3D-печати, которые можно использовать для создания 3D-печатных объектов. Общие из них включают стереолитографию, селективное лазерное спекание и моделирование методом наплавления.
В этой статье рассматриваются типы технологий 3D-печати.
1. Стереолитография (SLA)
Стереолитография или SLA — одна из первых технологий 3D-печати, которая используется до сих пор. Технология использует процесс фотополимеризации в ванне для создания трехмерных объектов.
В SLA объект изготавливается путем воздействия на фотополимерную смолу света, обычно УФ-излучения. Процесс включает в себя направление лазерного луча на резервуар (чан) с жидким фотополимером, выборочное отверждение и отверждение его, а также наращивание его по одному слою за раз.
Детали, напечатанные с использованием этой технологии, обычно имеют точные размеры с гладкой поверхностью, хотя они включают в себя опорные конструкции. SLA используется в аэрокосмической, автомобильной и медицинской промышленности, и это лишь некоторые из них.
2. Селективное лазерное спекание (SLS)
Селективное лазерное спекание (SLS) — это тип технологии 3D-печати, основанный на процессе сплавления в порошковом слое. Эта технология является преимущественно промышленной и идеально подходит для сложной геометрии, включая отрицательные и внутренние элементы, поднутрения и тонкие стенки.
Спекание – это процесс изготовления твердой массы материала путем его нагревания, но не до плавления. Источником тепла является мощный лазер, используемый для спекания порошкообразных термопластов для формирования функциональных деталей. Обычно используемый материал в SLS — нейлон.
Как SLS, так и SLA основаны на процессе плавки в порошковом слое и имеют схожий метод работы. Но в отличие от SLA, для SLS не нужны опорные конструкции, поскольку заготовка окружена неспеченным порошком. Кроме того, детали SLA, как правило, прочнее, чем SLA, и имеют более грубую поверхность, чем последние.
3. Моделирование с наплавлением (FDM)
FDM, иногда называемое изготовлением наплавленных нитей (FFF), является популярной технологией 3D-печати, в которой используется процесс экструзии материала. Эта технология является одним из наиболее рентабельных методов изготовления нестандартных термопластичных деталей и прототипов.
Принтер FDM создает объекты путем наслоения экструзии расплавленного термопластика через движущееся нагретое сопло на рабочую платформу, где он охлаждается и затвердевает. Хотя готовые объекты обычно функциональны, они, как правило, имеют грубую поверхность и требуют дополнительной обработки и отделки.
FDM — одна из наиболее широко используемых технологий для моделей домашних настольных принтеров. Например, вы можете использовать принтер FDM для печати настольных миниатюр дома.
FDM — одна из немногих технологий 3D-печати, в которой для печати деталей с отличными термическими, химическими и механическими свойствами используются термопласты промышленного класса. Используемые термопластичные нити включают полиэтилентерефталат (ПЭТФ), полимолочную кислоту (ПЛА) и акрилонитрилбутадиенстирол (АБС). Общие области применения FDM включают 3D-печать зданий и изготовление 3D-десертов.
Струйная обработка металлическим связующим (MBJ) — это технология 3D-печати, использующая процесс распыления связующего для изготовления металлических объектов. Струйное распыление связующего формирует объекты путем выборочного нанесения связующего на слой порошкового материала.
В MBJ связующее вещество наносится печатающими головками на слой металлического порошка, создавая объекты сложной геометрии. Связующее вещество «склеивает» металлический порошок внутри и между слоями.
Для создания объекта слои накладываются друг на друга до тех пор, пока желаемый объект не будет завершен. Как только это будет завершено, вам нужно будет применить методы постобработки, такие как спекание или инфильтрация, для создания функциональных металлических объектов.
Данную технологию можно использовать с различными материалами (песчаными композитами, керамическими порошками, акрилом) при условии, что связующее эффективно соединяет их. Струйное распыление связующего также позволяет добавлять в связующее цветные пигменты для получения полноцветных печатных деталей.
Гидроструйная обработка металлического связующего – быстрый процесс. Однако он создает детали с зернистой поверхностью, которая не всегда подходит для конструкционных деталей. Благодаря этому технология идеально подходит для 3D-печати металлом и недорогого серийного производства функциональных металлических деталей.
5. Цифровая обработка света (DLP)
Цифровая обработка света или DLP — это метод полимеризации в ванне. Технология 3D-печати работает с полимерами и очень похожа на SLA. Обе технологии формируют детали слой за слоем, используя свет для выборочного отверждения жидкой смолы в ванне.
После того, как детали будут напечатаны, вам нужно будет очистить их от излишков смолы и подвергнуть воздействию источника света, чтобы улучшить их прочность. Как и SLA, DLP можно использовать для создания деталей с высокой точностью размеров.
Эти две технологии также имеют схожие требования к опорным конструкциям и постобработке. Их главное отличие — источник света; DLP использует более традиционные источники света, такие как дуговые лампы.
DLP также может работать с небольшим количеством смолы для производства точных деталей, что позволяет сэкономить на материалах и эксплуатационных расходах. Однако иногда 3D-печать терпит неудачу. Хорошая новость заключается в том, что вы всегда можете переработать неудачные 3D-отпечатки.
И DMLS, и SLM аналогичны SLS, за исключением того, что в этих технологиях для создания деталей используется металлический порошок вместо пластика. В процессе используется лазер для расплавления частиц металлического порошка, сплавляя их слой за слоем. Типичные используемые материалы включают медь, сплавы титана и сплавы алюминия.
В отличие от SLS, как DMLS, так и SLM нуждаются в опорных конструкциях из-за высоких температур, необходимых во время процесса. Вы можете удалить опорные структуры в постобработке.
Кроме того, конечные продукты как SLM, так и DMLS, как правило, более прочные и имеют отличное качество поверхности. Одно заметное отличие состоит в том, что DMLS только нагревает металлические частицы до точки плавления, в то время как SLM полностью их плавит. Еще одно отличие состоит в том, что DMLS может формировать детали из металлических сплавов, в то время как SLM производит детали из одного элемента, такие как титан.
Какая технология 3D-печати лучше всего подходит для вашего проекта?
При выборе технологии 3D-печати необходимо учитывать несколько факторов, в том числе требуемый материал, визуальные или физические характеристики конечного объекта и функциональность.
Каждая технология 3D-печати имеет свои сильные и слабые стороны, которые делают ее более подходящей для конкретных проектов.
Без долларов и заграницы. Сравниваем жизнь в СССР и в России после 24 февраля
Подпишитесь на нашу рассылку ”Контекст”: она поможет вам разобраться в событиях.
Автор фото, Getty Images
После вторжения российских войск в Украину жизнь россиян стала стремительно меняться. Границы закрываются, рубль обесценивается, цены ползут вверх.
Западные компании массово приостанавливают свою работу в России и прекращают оказание услуг клиентам из России.
Об уходе из России объявили Boeing и Airbus, Apple и Nokia, IKEA и ExxonMobil, BMW и Ford, сотни других компаний и организаций. Крупные российские банки отключают от SWIFT, а платежные системы Visa и Mastercard прекращают обслуживать российские банковские карты. О приостановке работы в России объявил и символ капиталистических перемен «Макдоналдс».
Очень многое из того, чего появилось в России за последние 30 лет после распада СССР, на глазах становится недоступным.
Валюта
Как было в СССР
Свободное хождение валюты в Советском Союзе было запрещено, за незаконные валютные операции грозило наказание вплоть до смертной казни. Официальный курс иностранных валют был смехотворным (64 копейки за доллар), на черном рынке доллар стоил в разы дороже. Получить небольшую сумму в валюте на законных основаниях могли лишь выезжающие в загранкомандировку или по турпутевке, непотраченные деньги полагалось по возвращении сдать (впрочем, обычно советские граждане тратили все).
Автор фото, TASS
Подпись к фото,
Советский рубль за границей никакой ценности не имел и в обиходе носил обидную кличку «деревянный»
Как стало в России
Банк России в ночь на среду ввел ограничения на операции с наличной валютой — теперь купить ее в России будет нельзя.
Купить наличную валюту россиянам нельзя даже для поездки за рубеж, подтвердил ЦБ. Единственный вариант — снимать валюту с российской карты «Мир». Но ее принимают немногие страны — Турция, Вьетнам, Армения, Беларусь, Казахстан, Кыргызстан, Таджикистан, Узбекистан.
Центробанк России запретил банкам продавать людям валюту
Клиенты банков, имеющие валютные счета, могут снять наличность, но не более 10 тысяч долларов. Остальное — рублями. Евро снять нельзя.
Граждане смогут открывать новые валютные счета и вклады, но снять с них средства можно будет также только в рублях. «Временный порядок» действует до 9 сентября, следует из сообщения ЦБ.
Граница
Как было в СССР
Чтобы выехать за границу, советский человек должен был иметь «безупречную биографию», собрать множество справок и характеристик, всех кандидатов на загранпоездку тщательно проверял КГБ. Кроме дипломатов и разведчиков, получить заветный загранпаспорт могли, например, моряки, спортсмены, артисты, а также выезжающие по турпутевкам в страны соцлагеря.
Подавляющему большинству советских граждан заграница была недоступна.
Автор фото, Getty Images
Подпись к фото,
У советских туристов западный образ жизни вызывал восхищение и шок, поэтому за рубеж отпускали только идейно стойких — но и за ними присматривали люди из КГБ
Как стало в России
Формально выезд из России пока не запрещен, но сильно затруднен. Авиасообщение со многими странами прекращено — Евросоюз, другие государства Европы, США, Канада закрыли небо для российских самолетов.
Росавиация, со своей стороны, сама рекомендовала российским авиакомпаниям не летать за границу — иначе они могут лишиться самолетов, находящихся в лизинге. Сообщалось также, что визовые центры некоторых стран прекратили прием у россиян документов на визы. Выезд за границу ограничен теперь и фактически запретом на продажу долларов россиянам.
Российские авиакомпании прекращают международные перелеты — главные вопросы
СМИ
Как было в СССР
Автор фото, Getty Images
Подпись к фото,
Львиную долю времени советские СМИ уделяли восхвалению партийных и государственных деятелей
Вплоть до объявленной Горбачевым перестройки независимые от государства СМИ в Советском Союзе отсутствовали. Все газеты, журналы, теле- и радиостанции финансировались из госбюджета и находились под контролем компартии и спецслужб. Основной задачей советских СМИ была пропаганда социалистического строя, борьба с западной идеологией и доведение до народных масс позиции КПСС как направляющей и единственно верной.
Как стало в России
После 24 февраля многие независимые СМИ были заблокированы Роскомнадзором. Читатели, которые не могут обойти блокировку, читают новости в телеграм-каналах.
Телеканал «Дождь» объявил о приостановке работы (в прошлом году он был включен в реестр СМИ, выполняющих функции иностранного агента). Радиостанция «Эхо Москвы», входившая в холдинг «Газпром-медиа», была ликвидирована по решению совета директоров, а ее эфир достался радио Sputnik.
Радиостанцию «Эхо Москвы» и ее сайт ликвидируют
Принят закон о «военных фейках», предусматривающий до 15 лет лишения свободы за «дискредитацию» российских военнослужащих. Это вынудило многие редакции вывезти журналистов за границу.
LIVE: Последние новости в режиме реального времени
КОНФЛИКТ: Война России с Украиной: что дальше и что будет делать НАТО?
ЭСКАЛАЦИЯ: Путин перевел силы ядерного сдерживания в особый режим. Что это значит?
ОЧЕВИДЦЫ: «Kак в XXI веке может быть вообще война?» Жительницы Харькова о бомбежках
ИЗОЛЯЦИЯ: ЕС отрезал Россию от самолетов. К чему это приведет?
ПЕРСПЕКТИВЫ: Балтийские страны готовятся к военному конфликту с Россией. Насколько он реален?
Общепит
Как было в СССР
Автор фото, Getty Images
Подпись к фото,
Типичный советский буфет. Зато недорого
Общепит в Советском Союзе был трех видов. Дешевый — наподобие заводских столовых, где можно было сытно пообедать за рубль. Непритязательный — наподобие рюмочных и привокзальных буфетов с черствыми пирожками и жидким чаем. И дорогой ресторанный, с деликатесами и вежливым обслуживанием, недоступный большинству советских граждан.
31 января 1990 года в Москве открылся первый в стране «Макдоналдс». СССР еще существовал.
Как стало в России
8 марта «Макдоналдс» объявил о том, что принял решение временно закрыть все рестораны в России и приостановить операции на российском рынке.
О перспективах российского ресторанного бизнеса на данный момент судить сложно. О полном или частичном свертывании работы в России объявили «Макдоналдс» и Starbucks, владелец ресторанов KFC и другие (KFC при этом работает по франшизе, как и Burger King, и эти рестораны могут продолжить работу).
С началом войны в Украине в московских кафе и ресторанах снизился поток клиентов. Участники рынка говорят, что из-за резкого падения курса рубля цены на продукты могут вырасти, и ресторанному бизнесу нужно будет адаптироваться к новым условиям.
McDonald’s закрывает все свои рестораны в России. Coca-Cola приостанавливает бизнес в стране
Продукты и ширпотреб
Как было в СССР
СССР называли страной пустых магазинных полок и тотального дефицита. Огромные очереди, нехватка товаров, спекулянты и перекупщики. В каждом регионе был свой набор дефицитных товаров. Тяжелее всего в Союзе было купить автомобили и бытовую технику. В дефиците была также электроника, хорошая одежда, обувь, книги, косметика. При этом советские граждане знали или догадывались, что в западных странах торговые прилавки ломятся от изобилия.
Автор фото, Getty Images
Как стало в России
О тотальном дефиците товаров в России речи пока нет, но перебои в логистических цепочках уже начинают ощущаться.
Из России уходят множество всемирно знаменитых брендов, другие прекращают поставки товаров, и заместить их продукцию будет непросто.
Apple, Microsoft и другие технологические гиганты прекратили поставки и продажи новой техники в России.
Приостановили доставку грузов в Россию транспортно-логистические компании — DHL, FedEx, Kuehne+Nagel, Maersk, UPS.
С марта весь модельный ряд российской марки автомобили Lada подорожал более чем на 15%, такой рост стал рекордным за всю современную историю.
IKEA прекращает работу в России
Преследование инакомыслящих
Как было в СССР
Автор фото, Getty Images
Подпись к фото,
Советский Союз вел изнурительную войну в Афганистане, многие солдаты возвращались оттуда в цинковых гробах, но говорить об этом было нельзя — войну официально называли «интернациональной помощью братскому народу Афганистана»
Пропустить Подкаст и продолжить чтение.
Подкаст
Что это было?
Мы быстро, просто и понятно объясняем, что случилось, почему это важно и что будет дальше.
эпизоды
Конец истории Подкаст
Всякое свободомыслие фактически приравнивалось к госизмене и подавлялось. Советских диссидентов лишали гражданства и сажали в тюрьмы или под домашний арест, как академика Сахарова. За антисоветские анекдоты во времена Сталина могли посадить и расстрелять, во времена Брежнева — отправить в психушку или внести в список неблагонадежных.
Как стало в России
В России уже не первый год разгоняют любые протестные акции, под разными предлогами не допускают к выборам оппозиционных политиков.
Выступления против войны в Украине подавляются, по всей стране задержаны и подвергнуты штрафу или административному аресту уже тысячи людей.
«ОВД-Инфо» (проект внесен в реестр организаций, выполняющих функции иностранного агента) подсчитал, что только в воскресенье, 6 марта, в стране задержали больше 5 тысяч человек. Очевидцы при этом сообщали, что задерживали не только тех, кто вышел протестовать против войны.
Россиян начали штрафовать по закону о «военных фейках». Правозащитники сообщали, что завели уже 144 административных дела. После административных дел новый закон предусматривает уголовные.
«Нет войны». Как россиян штрафуют за антивоенные протесты
Перестройка и падение цен на нефть: был ли заговор с участием США?
8 апреля 1986 года главное слово было сказано: генеральный секретарь Коммунистической партии СССР Михаил Горбачев объявил о реформах в своей стране как о деле решенном: «Начинать нужно сначала с перестройки в мышлении и психологии, в организации, в стиле и способах работы». Новые преобразования были призваны затронуть всех. И Горбачев настаивал: «Скажу откровенно, если мы сами не перестроимся, я глубоко убежден в этом, то не перестроим и экономику, и нашу общественную жизнь». Причина, заставлявшая генсека спешить, не оглашалась, но окружению его была хорошо известна. С декабря 1985 года цены на нефть успели снизиться в три раза, и прогноз по их конъюнктуре оставался крайне неблагоприятным. Специалистам казалось, что мир вступал в эпоху перманентно дешевой энергии, а это сделало бы советскую модель нерентабельной и отказ от нее — только делом времени.
Нефть просачивается сквозь пальцы
Читайте также
Переводчик Горбачева напомнил, что политик предлагал сохранить СССР в формате конфедерации
Постепенное втягивание Советского Союза в экономическую орбиту Запада начинается с эпохи Никиты Хрущева, когда всего за пять лет, с 1955 по 1960 год, благодаря открытию месторождений Волго-Уральского региона советская добыча нефти возросла вдвое. Доставшееся нежданно сырьевое богатство было осмыслено как выгодный экспортный товар. Ухудшение отношений с Китаем и столкновения на острове Даманский диктовали тактический поворот на Запад. В советском руководстве сложилось единодушное мнение: прокладывание трубопроводов в капиталистическую ФРГ и продажа туда газовых излишков укрепит советскую экономику, не нанеся при этом вреда делу мира и социализма.
СССР предупреждали о возможных издержках, но пессимистические прогнозы раздавались из уст завзятых врагов Кремля. Один из них, албанский диктатор Энвер Ходжа, в 1970 году предположил, что укрепление экономических связей с Европой прокладывает путь к поступательной трансформации советских порядков изнутри: «Советский Союз продает [на Запад] главным образом сырье — минералы, газ, нефть, древесину; этим он погашает также получаемые кредиты. Мировой капитал непосредственно влияет на структуру экономики Советского Союза, что неминуемо ведет к коренным изменениям в надстройке, не говоря уже о том, что Запад и другими путями прямо оказывает влияние на учреждения всех уровней».
Теми же мыслями в узком кругу делился председатель торгового комитета «Восток — Запад» ФРГ Отто Вольф фон Амеронген. К нему прислушивался канцлер Людвиг Эрхард. «Если мы соединимся друг с другом газопроводом, то в Москве политическая картина будет меняться в лучшую сторону. Это будет намного больше, чем только продажа труб или закупка газа», — замечал фон Амеронген. Советскому Союзу, далекому от этих соображений, срочно требовались деньги. Премьер СССР Алексей Косыгин формулировал это так: «В стране напряженная ситуация с хлебом. Мне нужно 3 млн т (нефти) сверх плана» — имелось в виду:чтобы закупить недостающее за рубежом.
Сырьевая конъюнктура 1970-х позволяла строить расчеты на столь зыбкой почве. Благодаря нефтяному эмбарго, введенному арабскими странами в 1973 году, стоимость нефти увеличилась в 10 раз. Но к началу 1980-х эффект картельного сговора начал сходить на нет. Диктовать свою волю рынку больше не удавалось: главная причина этого — обозначившийся избыток черного золота, вызванный открытием новых месторождений в неисламских странах (oil glut) и постепенным подъемом зеленого движения, выступившего за бережное расходование энергии. Нефти неожиданно оказалось слишком много еще и потому, что мировая экономика приостановила свой взрывной рост: Запад начал останавливаться, а Китай еще не успел подняться.
Америке есть что предложить саудитам
На этом фоне с начала 1980-х годов сырьевые котировки устойчиво пошли вниз. В первой половине десятилетия они еще разнонаправленно колебались, но в 1986 году определились с многолетней конъюнктурой: закрепились на чрезвычайно невысоких отметках. Впрочем, слышен голос экспертов, что в этом случае дело не обошлось без сговора.
Читайте также
«Человек с собственным мнением». Высказывания о Михаиле Горбачеве
В 2014 году сын президента США Рональда Рейгана Майкл дал тогдашнему американскому лидеру Бараку Обаме совет: если тот хочет остановить Россию, то лучший путь — обрушить цены на нефть. Якобы в 1986 году сам Рейган следовал именно этим путем. Слово его наследнику: «Я думаю, у главы государства может возникнуть интерес, как Рональд Рейган победил СССР. Он сделал это без единого выстрела, и все же в его распоряжении было супероружие — нефть. Нефть — единственный советский товар, который в мире еще соглашались покупать, кроме атомных бомб, конечно, — но те были не на продажу. И раз уж вышло так, что на нефти зиждилось все кремлевское богатство, то мой отец убедил саудовцев взять и залить рынок дешевой нефтью. Это привело к девальвации рубля, доводя СССР буквально до банкротства. Последствия известны: перестройка, Михаил Горбачев и распад самой советской империи».
Рональд Рейган и Король Саудовской Аравии Фахд, 11 февраля 1985 года
Рейган-младший — далеко не единственный, кто видит в обрушении цен сговор. Советник по национальной безопасности его отца Ричард Аллен придерживался того же мнения. Он называет и исполнителя миссии по экономическому удушению СССР: консервативно настроенного директора ЦРУ Уильяма Кейси, совершившего в 1986 году (по другим сведениям, еще и в 1981-м) визит в Эр-Рияд. За закрытыми дверями обсуждалась ценовая конъюнктура, и Кейси якобы делал все от него зависевшее, чтобы донести свою мысль: зажиточной и малонаселенной монархии ничего не стоит заполнить рынок дешевой нефтью, а для Советского Союза, противника обеих держав в Афганистане, такое развитие событий будет равнозначно катастрофе. И саудовцы — если принять на веру эти сведения — согласились с его выводами.
«Саудовцы сделали это, чтобы помочь нам нанести ущерб Советам и в качестве благодарности за ранее оказанную помощь», — считает биограф Рейгана Пол Кэнгор. «И даже ценой риска», — добавляет он, имея в виду, что высокие доходы от нефти — естественный залог благополучия такой страны, как королевство чистого ислама, который оно согласилось временно поставить на карту.
Нефтяное пятно ширится
И все же у сторонников теории сговора есть оппоненты, призывающие взглянуть на падение нефтяных цен как на драматичное проявление спонтанного хода вещей. На отрезке бурного роста западных экономик с 1945 по 1973 год мысль о нефтяном шантаже уже могла бы прийти на ум Вашингтону. Но диктовать цены даже в сговоре с Саудовской Аравией он был не в силах. Чтобы такая возможность приобрела реальные очертания, понадобилось всемирное замедление темпов роста, вытекавшее из него падение спроса и отсутствие на рынке постоянно набирающего обороты глобального потребителя энергии — подобного современному Китаю. Цены пошли вниз сами, и США лишь оставалось подтолкнуть их.
Читайте также
«Борис, ты не прав». Высказывания Егора Лигачева о Горбачеве, распаде СССР и перестройке
Иногда выдвигают и другой довод. Внутренняя конкуренция в картеле поставщиков нефти ОПЕК вынудила Эр-Рияд пойти на непопулярные меры. С 1981 по 1986 год Саудовская Аравия, напротив, снижала добычу, надеясь договориться с другими нефтепроизводителями на основании системы квот. Из этого ничего не вышло. Ведшие войну друг против друга Иран и Ирак отчаянно нуждались в доходах. Чтобы извлечь их, они находили способ обойти квоты и, продавая из-под полы нефть, стали теснить саудовцев с их традиционных рынков. В Эр-Рияде такое развитие событий посчитали равнозначным оскорблению.
Королю Фахду, управлявшему исламской монархией, могло показаться унизительным, что из-за постоянно снижавшихся им самим темпов добычи богатеют страны, не входившие в ОПЕК. Среди них — Великобритания, активно разрабатывавшая запасы Северного моря. Когда британский и саудовский уровни добычи сравнялись, ситуация могла показаться абсурдной: ведь разница в их запасах бросалась в глазах каждому, знакомому с географией залегания углеводородов.
Наконец, саудовцам попросту понадобились деньги. И они нашли выход: до упора открутили нефтяной вентиль.
В Соединенных Штатах это решение понравилось далеко не всем. Среди тех, кто почувствовал себя задетым, — вице-президент Джордж Буш — старший. Представитель американской нефтяной индустрии, он вовсе не был заинтересован в долгосрочном падении цен. Последовал визит Буша в Эр-Рияд, где на самом высоком уровне американец уговаривал саудовцев скорректировать свой курс. На деле администрация США разделилась: Буш был против обвального падения цен, но некоторые советники Рейгана — за. Несогласия даже вынесли на суд широкой публики.
Месторождение исчерпано?
Читайте также
Главред The National Interest заявил, что Россия не пойдет на уступки времен Горбачева
Советскому Союзу в новых экономических реалиях предстояли непростые времена. Снижение цен означало потерю доходов: в одном только 1986 году Кремль недосчитался 20 млрд долларов, или 7,5% экспортной выручки. Выход стали искать на кредитных рынках. С 1986 по 1989 год внешний долг СССР возрос вдвое — с 30 млрд до 50 млрд долларов.
Оставшись без важной части средств, СССР вынужден был сэкономить на внешней политике. «Мы должны в первую очередь заботиться о нашем народе», — сформулировал это Горбачев. Финансовую подпитку восточно-европейских стран сократили. Прокатившиеся по тем странам акции протеста были оставлены на усмотрение местных правительств.
Анархические торговые войны производителей нефти напряженно отслеживались из Кремля. И давали позднесоветским властям впечатление скорого торжества ничем не ограниченного капитализма. Пробуксовывающая система квот, частные, т. н. давальческие, сделки по нефти, сделки тет-а-тет нескольких видов («нетбэк», «спотбэк», спотовые) вытесняли попытки организованного, выгодного сразу многим экономического поведения. И — нефть оставалась безнадежно дешевой. Времена ее пиков, казалось, навечно прошли. Прежняя советская модель — не только экономически, но и психологически, морально — трещала по швам. Перестройка, вызванная ее кризисом, — напротив, набирала обороты.
Игорь Гашков
Теги:
Распад СССРИстория
30 лет спустя: как распад Советского Союза превратил Россию в глобальную нефтегазовую державу
В этом списке энергетический переход | Природный газ | Нефть
30 лет спустя: как распад Советского Союза превратил Россию в глобальную нефтегазовую державу
Масло | Природный газ (европейский) | Природный газ | СПГ | Возобновляемые ресурсы | Выбросы | энергетический переход | Ядерный | Риск электроэнергии | Электроэнергия | Уголь | Энергия | Электричество
Кризис цен на энергоносители в Европе
Энергия | Масло | Сырая нефть
Platts Сырая нефть Marketwire
Энергия | Масло | Энергетический переход
АПЕК 2023
Металлы | Энергия | Природный газ | Масло | Сталь | Сырая нефть
Влияние сокращения ОПЕК+ на разведку и добычу, вероятно, станет главной темой докладов о прибылях и убытках за первый квартал
Доставка | Нефтехимия | Энергия | энергетический переход | Сельское хозяйство | СПГ | Масло | Контейнеры | Ароматика | Выбросы | Углерод | Сухой груз | Нефтепродукты | Мазут
В 2023 году коллапс контейнерных рынков столкнется с новыми проблемами
Принимайте решения с уверенностью
Для полного доступа к обновлениям в режиме реального времени, последним новостям, анализу, ценообразованию и визуализации данных подпишитесь сегодня.
Подпишись сейчас
Переход энергии | Природный газ | Масло
25 авг. 2021 г. | 10:15 UTC
Аналитический блог
Автор
Розмари Гриффин
Товар
Энергетический переход, Натуральный газ, Масло
Тема
Энергетический переход, Коммодитизация СПГ, ОПЕК+ сокращает добычу нефти
Включая
Розмари Гриффин
Товар
Энергетический переход, Натуральный газ, Масло
Тема
Энергетический переход, Коммодитизация СПГ, ОПЕК+ сокращает добычу нефти
Прошло 30 лет с тех пор, как распад Советского Союза изменил глобальные энергетические рынки и поставил Россию на путь получения места за столом ОПЕК наряду с огромным влиянием на цены на нефть и природный газ.
Крупнейший в мире экспортер сырой нефти и газа в Европу увеличил свое влияние за счет разрушенных остатков коммунистического блока, когда будущее его энергетического сектора было под вопросом. Через год после периода, приведшего к демократизации России, известного как «перестройка», доля страны на мировых нефтяных рынках составляла лишь малую долю от нынешних 12%.
«Турбулентность сразу после распада Советского Союза привела к падению поставок сырой нефти и конденсата в регион на 4,2 млн баррелей в сутки между 19только в 1994 и 1994 годах», — сказал Пол Шелдон, главный геополитический советник S&P Global Platts Analytics. Согласно обзору Platts ОПЕК за июль, сегодня Россия производит около 9,64 млн баррелей в сутки, а Platts оценил ключевой для России сорт нефти Urals CIF Med в 25 августа 68,145 долл. США за баррель. до августа 1990 года, когда мировые цены резко выросли после вторжения Ирака в Кувейт.
«Нефтяной избыток 1980-х годов, последовавший за скачком цен на нефть в 1979 году, непосредственно способствовал распаду Советского Союза в 1991 году. Незадолго до этого СССР стал крупным мировым производителем нефти; снижение цен немедленно привело к значительная потеря доходов от экспорта твердой валюты, вынуждающая СССР истощать свои официальные резервы на фоне растущего дефицита почти всего по всему союзу», — сказал Георгий Волошин, глава парижского отделения Aperio Intelligence.
Частные инвестиции
Эта новая экономическая и политическая реальность также создала новые возможности. Приватизация нефтегазовых активов позволила иностранным инвесторам выйти на постсоветские рынки и внедрить передовые технологии на производственных площадках. Они также помогли расширить географию российского производства за счет новых проектов, разработанных на востоке России, в том числе на шельфе Сахалина, а также на крайнем севере страны.
«Последующие периоды приватизации российской нефтяной компании в конечном итоге привели к более целенаправленным инвестициям, повышению эффективности и технологическому прогрессу, что проложило путь к почти неуклонному росту производства с 1998», — добавил Шелдон из Platts Analytics.
Аналогичной политике последовали и другие бывшие советские республики. баррелей в сутки в период с 1998 по 2019 год, до того, как сокращения ОПЕК+ вызвали редкое падение в 2020 году», — сказал Шелдон. нефть и газ
«Появление новой экспортной инфраструктуры, в дополнение к нефтепроводу «Дружба», построенному в 1960-х годах, способствовало расширению районов нефтедобычи в России», — сказал Волошин из Aperio.
Ключевые новые проекты включают нефтепровод Восточная Сибирь-Тихий океан, введенный в эксплуатацию в 2009 году для экспорта в Китай и более широкий Азиатско-Тихоокеанский регион. Балтийская транспортная система увеличила экспортные возможности за счет проектов на Волге, Урале и в Западной Сибири, а также на севере России. В последние годы правительство уделяло приоритетное внимание развитию транспортировки нефти и СПГ по Северному морскому пути, который снабжает Европу и Азию через арктические воды.
«Я смотрю, как Путин смог подружиться с Китаем и отправить больше нефти на восток и особенно начать больше газа на восток и в Арктику, вы посмотрите, что происходит на Ямале, вы посмотрите, что происходит во втором арктическом проекте на восток будет поступать много газа, и это будет прямая конкуренция с Катаром и Австралией», — сказала независимый экономист и советник по энергетике Корнелия Мейер.
Однако расширение экспорта и борьба за долю рынка привели к некоторым проблемам, в частности, из-за зависимости Европы от импорта газа из России, а также из-за влияния Кремля на страны, которые транзитируют российский газ в Европу. Новая экспортная инфраструктура также была ключевой целью санкций США, введенных в 2014 году из-за роли России в конфликте на Украине.
Экономическая устойчивость
Зависимость России от доходов от нефти и газа также возросла за последние 30 лет. В 1998 году падение спроса на нефть, вызванное азиатским финансовым кризисом, привело к дефолту в России и значительному обесцениванию рубля.
С 2000 года, когда Владимир Путин стал президентом России, устойчивый рост цен на нефть позволил Кремлю погасить большие суммы внешнего долга и создать стабилизационный фонд для защиты от волатильности цен. Это смягчило последствия мирового финансового кризиса 2008 года и помогло стране справиться с последующей волатильностью цен, в том числе с влиянием роста добычи сланца в США с середины 2010-х годов.
Повышение устойчивости российского бюджета в последние годы позволило ей торговаться за увеличение объемов добычи в рамках соглашения ОПЕК+, поскольку государственные бюджеты многих других членов коалиции более чувствительны к волатильности цен на нефть.
Поскольку регион отмечает 30-летие со дня распада Советского Союза, эти тенденции продолжают определять политические и коммерческие приоритеты. Энергетический переход добавит дополнительное измерение, поскольку производители пытаются сбалансировать планы по добыче новых углеводородов и проекты экспорта с растущими опасениями по поводу окружающей среды и все более очевидным воздействием изменения климата.
Советская экономика, 1917-1991 гг.: ее жизнь и жизнь после смерти
В 1980-х годах Советский Союз был широко известен как «Верхняя Вольта с ракетами».1 Это несправедливо умаляло историю и культуру страны, ныне известной как Буркина-Фасо. Это было недобрым и по отношению к Советскому Союзу, стране, которая была больше и богаче на порядки. Однако зерно правды было: военные возможности Советского Союза были непропорциональны его экономическим размерам.
На рис. 1 показаны великие державы по стандартному показателю, разработанному политологами для отражения «способности нации оказывать влияние и сопротивляться ему» в мире. К 1970-м годам по этому показателю Советский Союз стал ведущей мировой державой. Тем не менее, ее экономика производила менее половины реального ВВП США, несмотря на то, что население такого же размера, рассредоточенное по гораздо большей территории.
Рисунок 1 Великие державы в международной системе с 1913 по 1987 год (выбранные годы) по сводному индексу национального потенциала
Источник : набор данных National Material Capabilities (версия 4.0), описанный Singer et al (1972) и доступный на http://www.correlatesofwar.org/ (по состоянию на 7 января 2016 г.). Примечания : Составной индекс национального потенциала объединяет шесть показателей относительного веса страны в международной системе в каждый момент времени: общая численность населения, городское население, производство чугуна и стали, потребление энергии, военный персонал и военные расходы. Австро-Венгрия опущена, исчезнув в 1918.
На рис. 2 сравниваются экономические результаты Советского Союза в реальном объеме производства на душу населения. В 1913 году, по мировым меркам, Россия была страной со средней экономикой — далеко позади США, но далеко впереди Верхней Вольты. Столетие спустя, в начале мирового финансового кризиса в 2008 году, Россия снова была средней экономикой.
Рисунок 2 Реальный ВВП на душу населения с 1885 по 2008 год: США и Россия/Советский Союз по сравнению с мировым (международные доллары и цены 1990 года)
Источники : США и мир от Ангуса Мэддисона на http://www.ggdc.net/maddison; Россия (Российская империя до 1913 г., затем СССР, а затем бывший СССР) от Маркевича и Харрисона (2011 г.).
Между ними произошло многое. Большевистская революция, столетие которой приходится на 7 ноября 2017 года, сменилась крахом в духе Венесуэлы. После этого экономика восстановилась, вернулась к общемировому среднему значению и несколько десятилетий оставалась выше него. Но, оглядываясь назад, мы можем видеть, что эффект советской системы заключался прежде всего в повышении уровня производства за счет непрерывной мобилизации. Базовые темпы роста производительности не были повышены, и советская экономика так и не приблизилась к американским стандартам.
Подсказкой была советская диспропорция между мощностью и производительностью. Мы учим наших студентов тому, что каждая страна имеет свои сравнительные преимущества. Сравнительное преимущество советской экономики заключалось в производстве средств власти в мире. Это отражало идеи лидеров, пришедших к власти в ходе большевистской революции, в проводимой ими политике и в созданных ими институтах (Harrison 2017a).
С самого начала большевики восхищались двумя моделями экономической организации, немецкой и американской, и следовали им 9 .0003
Немецкая модель современной военной экономики была реализована в 1915 и 1916 годах Вальтером Ратенау и Эрихом Людендорфом. В военной экономике была мобилизация для массовых войн и массовых жертвоприношений с нормированием товаров по фиксированным ценам.
Американская модель, реализованная Генри Фордом и воспетая Фредериком Уинслоу Тейлором, представляла собой стандартизированные товары, массово производимые под централизованным иерархическим управлением.
Вместе эти две модели обеспечили ключевые принципы «экономики советского типа», описанные в западных учебниках.
Советские экономические институты были сформированы в период с 1917 по 1934 год (Davies 1994). Эти годы были отмечены интенсивными политическими и социальными конфликтами и несколькими разворотами, которые изменили возможности организации рынка и потребительского выбора. Развороты придают некоторую достоверность идее о том, что советская экономика могла развиваться более чем по одному альтернативному пути. В конце концов, даже сегодня сохраняются «разновидности коммунизма» — от Китая и Кубы до Северной Кореи.
Несмотря на различия, после 19 века в советской политике сохранялась важная преемственность.17. Наиболее очевидной была централизованная однопартийная диктатура. Диктаторы разделяли убеждения, которые формировали их собственные интересы и способы их продвижения. Они видели мир внутренне враждебным, а свою страну — крепостью, осажденной врагами и проникнутой шпионами. Когда не было войны, они готовились к войне.
В экономике они построили способность авторитарного государства подбирать и направлять персонал, защищать свои цепочки поставок, а также направлять и фильтровать информацию. Это был однолинейный процесс, начавшийся в 1917 и продолжалось в фоновом режиме, независимо от колебаний политики (Harrison 2017b).
За границей советские правители ниспровергли соседние государства, в конечном итоге навязав большинству из них коммунистические режимы. Заручившись союзниками своих соседей, они не раз вторгались в них под лозунгом «защиты завоеваний революции». Их конфронтационные действия постоянно генерировали доказательства, которые служили бы подтверждением их убеждений.
В отечественной экономике советская политика коренным образом изменила распределение ресурсов, подавив потребление для финансирования промышленных и военных проектов. Одним из результатов стала обширная военная промышленность, организованная для массового производства вооружений. В традиционных отраслях, как видно из рис. 3, этот комплекс в значительной степени заложился в XIX в.30 с. Когда разразилась Вторая мировая война, Советский Союз уже соперничал с Германией как один из двух ведущих мировых поставщиков оружия (Davies et al. в процессе подготовки). Новые ветки для ядерного оружия, космических ракет и радиоэлектроники были добавлены во время и после войны.
Рисунок 3 Советская оборонная промышленность, 1917-1987 гг.: Количество производственных, научно-исследовательских и проектных организаций по отраслям
Источник : Dexter and Rodionov (2017).
Советское государство конфисковало большую часть личного богатства и, похоже, распределяло доходы от заработной платы более равномерно, чем в России до или после. Об этом свидетельствует рисунок 4, на котором показаны новые данные Novokmet et al. (2017).
Но данные о доходах не могут быть хорошим показателем неравенства потребления при коммунизме. Распределение потребительских товаров и услуг характеризовалось дефицитом и привилегией. Каждый советский взрослый мог рассчитывать на доход, но доход не определял доступ к товарам и услугам — это зависело от политического и социального статуса.
Когда-то знакомые образы очередей у советских магазинов изображают людей, у которых были деньги, но они не могли потратить их, не дожидаясь, потому что у них не было привилегий или необходимых для этого контактов.
Рисунок 4 Доли доходов, 1905-2016 (выбранные годы): нижние 50% и нижние 90% (2017). Отметим, что в советское время доля доходов, не распределяемых среди взрослых, была намного больше, чем до или после. Данные о личных доходах основаны главным образом на распределении заработной платы, за исключением большинства сельских домохозяйств.
При советской системе миллионы жизней были повреждены или уничтожены периодическими голодоморами, эпизодами массовых убийств и непрерывными повсеместными репрессиями. Тем временем, по той же системе, были выдвинуты миллионы других жизней. Бенефициаров легче всего определить с точки зрения демографии.
Одной из групп, которые выиграли, были молодые женщины. Большевики, стремившиеся продвигать национальные способности, видели в женщинах потенциальный ресурс, но скованный неграмотностью и отсутствием образования. Массовое образование открыло женщинам мир офисной работы, освободило их от тяжелой работы в полях и на фабриках и дало им возможность жить достойной жизнью.
Например, к 1970 г. женщины составляли более 60% всех служащих в органах государственного и хозяйственного управления (ЦСУ, 1973, с. 348, 445). В своей карьере женщины продолжали сталкиваться с сегрегацией на работе, стеклянным потолком и «двойной сменой» оплачиваемой работы и работы по дому. Тем не менее, перемена в их жизни была глубокой.
Второй группой бенефициаров были дети. До революции каждый шестой ребенок умирал в возрасте до пяти лет. После ухудшения в неспокойные первые годы советской власти эта пропорция резко улучшилась. Основными факторами были простые, но действенные меры общественной санитарии, инфекционного контроля и антисептики при родах и хирургии.
Как показано на рис. 5, к 1950-м годам ожидаемая продолжительность жизни при рождении выросла с менее 30 лет до более 60. После этого улучшение остановилось, а на какое-то время даже пошло на спад.
Рисунок 5 Общая ожидаемая продолжительность жизни мужчин в России с 1896/97 по 1989 (годы переписи), при рождении и в разном возрасте
Источник : Госкомстат России 1998: 167-168.
На рис. 5 также представлена третья группа, не получившая никакого прироста. Это были мужчины (и женщины) среднего возраста. Советский Союз мало использовал новую науку о неинфекционных и дегенеративных заболеваниях. Зрелые советские граждане курили, неумеренно пили, дышали грязным воздухом и преждевременно умирали от отказа органов и рака. Из 189С 0 по 1980-е годы ожидаемая продолжительность жизни мужчин и женщин в возрасте 40 лет и старше практически не изменилась.
Советская экономика была продуктом глобальных войн, верований и технологий начала двадцатого века. За время его существования многие другие страны добились аналогичных или больших социальных и экономических успехов с большим согласием и меньшим насилием. В свой столетний юбилей советскую экономику надо помнить, а не оплакивать.
Ссылки
Дэвис, Р.В. (1994), «Изменение экономических систем: обзор». в Р. В. Дэвис, М. Харрисон и С. Г. Уиткрофт (редакторы), Экономическая трансформация Советского Союза, 1913–1945 , Кембридж: Издательство Кембриджского университета, стр. 1–23.
Дэвис Р.В., Харрисон М., Хлевнюк О. и Уиткрофт С.Г. (в процессе подготовки), Индустриализация Советской России, том. 7. Советская экономика и приближение войны, 1937-1939 гг. Бейзингсток: Пэлгрейв.
Декстер К., Родионов И. (2017), «Заводы, научно-исследовательские и проектные учреждения советской оборонной промышленности: Путеводитель: Вер. 18», Уорикский университет, экономический факультет.
Госкомстат России (1997), Население России за 100 лет (1897-1997). Статистический сборник , Москва.
Харрисон, М. (2017a), «Советская экономика, 1917-1991: ее жизнь и загробная жизнь», The Independent Review 22(2): 199-206.
Харрисон, М. (2017b), «Основы советской командной экономики, 1917–1941», в С. Понс и С. Смит (ред.), Кембриджская история коммунизма, том. 1: Мировая революция и социализм в одной стране, Кембридж: Издательство Кембриджского университета, стр. 327-347.
Маркевич, А. и М. Харрисон (2011), «Великая война, гражданская война и восстановление: национальный доход России, 1913–1928 гг.», Journal of Economic History 71(3): 672-703.
Новокмет, Ф., Т. Пикетти и Г. Цукман (2017 г.), «От советов к олигархам: неравенство и собственность в России, 1905–2016 гг.», Рабочий документ WID.world №. 2017/09.
Зингер, Дж. Д., С. Бремер и Дж. Стаки (1972), «Распределение возможностей, неопределенность и война за крупные державы, 1820–1965», в Б.
Мобильные обои, шаблоны дизайна, элементы дизайна, шаблоны PPT и использование наших проектов в качестве основного элемента для перепродажи.
Портрет Коммерческое использование
(Только для обучения и общения)
Портретно-чувствительное использование
(табачная, медицинская, фармацевтическая, косметическая и другие отрасли промышленности)
(Только для обучения и общения)
(Contact customer service to customize)
(Contact customer service to customize)
(Contact customer service to customize)
Шаблоны узоров для вырезания по дереву
Резьба по дереву узоры симметричные
Трафареты для стен простые
Угловой узор для выпиливания
Узоры для резьбы по дереву
Прорезная или пропильная домовая резьба
Абрамцево-Кудринская резьба схема
Узоры для росписи по стеклу
Орнаменты для резьбы Барокко вектор
Орнамент Шеридан
Узоры для резьбы по дереву эскизы
Листья аканта узор
Резные узоры карандашом
Вектор прорезная резьба по дереву
Орнамент прямоугольный
Эскизы украшения дворца Халифа
Домовая прорезная резьба по дереву шаблоны
Трафареты узоров для вырезания
Ажурная прорезная резьба по дереву эскизы
Прорезная резьба по дереву эскизы
Контурные узоры для резьбы по дереву
Чертежи для пропильной резьбы по дереву для лобзика
Орнамент в полосе растительный трафарет
Орнаменты и узоры завитки для резьбы по дереву
Прорезная пропильная резьба по дереву
Трафареты для лобзика
Трафарет русские узоры
Логачева резчикам по дереву. Альбом орнаментов 2
Резные шкатулки из фанеры чертежи для ЧПУ
Узоры для прорезной резьбы по дереву
Орнаментальная резьба прорезная
Узоры для резьбы по дереву эскизы
Узоры для тиснения кожи в стиле Шеридан
Растительный орнамент в п
Прорезная резьба по дереву орнаменты узоры
Трафарет узор
Прорезная резьба по фанере лобзиком трафареты
Узоры на фанере электролобзиком
Шеридан тиснение орнаменты
Узоры для резьбы по дереву
Трафареты животных для резьбы по дереву
Прорезная резьба по дереву лобзиком трафареты
Трафареты узоров для вырезания
Трафареты узоров для вырезания
Трафареты узоров для вырезания
Растительный орнамент резьба
Лиственный орнамент
Домовая резьба наличники трафареты
Узоры для вырезания
Прорезная береста трафареты
Домовая резьба по дереву трафареты наличники
Орнамент для вырезания
Трафареты для резьбы по дереву
Трафареты для лобзика
Орнаменты и узоры
Трафареты для резьбы по дереву
Узоры для прорезной резьбы по дереву трафареты
Трафареты узоров для вырезания
Шеридан тиснение орнаменты
Узоры для выжигания по дереву
Орнамент в прямоугольнике
Казахский орнамент в полосе
Чертежи для выпиливания электролобзиком по дереву
Резной орнамент по дереву
Прорезная домовая резьба, фронтоны
Трафарет узор
Прорезной орнамент по дереву
Прорезные орнаменты и узоры
Красивые узоры для фанеры
Орнамент Акант Римский
Трафареты узоров для выпиливания лобзиком
Трафареты для росписи
Узоры на фанере
Прорезная резьба трафареты для наличников
Узоры ювелирные трафареты
Комментарии (0)
Написать
Информация Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
вектор искусства
резьбы по дереву Стоковые Изображения вектор искусства
резьбы по дереву Стоковые изображения | Depositphotos
Изображения
ВидеоРедакцииМузыка и звуковые эффекты
Инструменты
ПредприятияЦены
Векторы
ВходРегистрация
Значок долота с теневым дизайном Набор векторных иллюстраций столярных инструментов: различные ручные пилы и долота. Часть коллекции деревообрабатывающих инструментов. Инструменты для резьбы по дереву. Деревянная рама с улиткой — векторная иллюстрация набор векторных эскизов на фоне кружевной салфетки
Премьера
Винтажная ретро гравюра на дереве растительный знакРезьба по дереву текст утвержденный дизайн фон
Фото только резьба по дереву
Карта мира резьба по деревянной доске
Премьера
Резьба по дереву. Векторная иллюстрация. Бесшовные. Набор силуэтов деревьев. Сакура с цветами и завитками. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Силуэт дерева без листьев. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Два дерева в квадратной рамке, с листьями и без них. Коричневый ствол, ветки. Элемент дизайна, образец панели для плоттерной резки. Шаблон для резки бумаги, фанеры, картона, гравировки по металлу, резьбы по дереву. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары. Трафарет с листьями. Векторный силуэт элемента. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Лазерная резка векторного дизайна рождественских украшений. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары.
Попробуйте другие ключевые слова.
Силуэт ветки с листьями. Тема растений. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка векторного дизайна рождественских украшений. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары. Абстрактный геометрический фонЛазерная резка векторного дизайна рождественских украшений. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары.Декоративное панно в форме шестиугольника. Цветочный узор из листьев. Ажурный шаблон для лазерной резки, гравировки металла, резьбы по дереву, фанеры, картона, бумаги. Растительная тема. Векторная иллюстрацияСилуэт головы кошки. Трафарет для детей. Белый объект на оранжевом фоне. персонаж артунского зоопарка. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Арочные резные ворота с арабским орнаментом. Макет для обрезки. Векторная иллюстрация. Шаблон векторного логотипа инструментов. значок зубила, молотка или рейсмуса. Коллекция старинных деревянных рамок для картин. Зеркало, портрет, значок изображения или символ. Векторная иллюстрацияOpenwork циферблат со стрелками на белом фоне. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Рождественский бал со снежным озером для резки бумаги, резьбы по дереву и рождественских украшений. Рождественский снежный декор. Векторная иллюстрация снежинокНабор вертикальных прямоугольных панелей, решетки, закладки. Декоративные элементы с резным узором. Шаблон для плоттерной лазерной резки бумаги, гравировки по металлу, резьбы по дереву, чпу. Векторная иллюстрация. Декоративное панно с цветами. Летний луг с травой, листьями, бутонами, травами, бабочками, стрекозами. Векторный шаблон для плоттерной лазерной резки бумаги, гравировки металла, фанеры, резьбы по дереву, ЧПУ. Значок резьбы по дереву на белом фоне. Простой элемент illustratiBrown цветочный орнамент на бежевом фоне. Векторная иллюстрация.
Fresh
Набор флажков с вырезанными английскими буквами и цифрами. Декор к празднику или дню рождения. Белые объекты на красном фоне. Векторная иллюстрация. Шаблон для лазерной резки, резьбы по дереву или бумаги. Резьба по дереву backgroundHappy улыбающийся плюшевый мишка. Трафарет для детей. Белый объект на оранжевом фоне. персонаж артунского зоопарка. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка шаблона свадебного приглашения. Квадратная карта с абстрактным орнаментом. Векторная иллюстрация фона. Белый 3D вырезанный из бумаги силуэт на День святого Валентина. Панно для резьбы по дереву, высечка. Трафарет для детей. Панда и бамбук. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация.
Попробуйте разные ключевые словадизайн
Трафарет с листьями. Векторный силуэт элемента. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Ветка с листьями в форме сердца. Тема растений. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Значок инструментов для резьбы по дереву, логотип с долотами, эмблема гравировки древесины, векторный набор кофейных трафаретов. Для нанесения рисунка на капучино, макиато и латте. Цветочная тема. Силуэты цветов и листьев. Шаблон для лазерной резки, резки бумаги и резьбы по дереву. Vector.Set веток, цветов, бабочек и стрекоз. Растительная тема. Белые объекты на зеленом фоне. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Набор рождественских украшений — забавные игрушки оленей. Силуэт северного оленя. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Новогодняя тема. Изолированный объект. Векторная иллюстрация. Кулон в форме сердца с листьями внутри. Ажурный шаблон для лазерной резки, гравировки по металлу, резьбы по дереву, фанеры, картона, резки бумаги или печати. Цветочный орнамент. Векторная иллюстрация. Курительная трубка с резьбой и деревянной текстурой, символом черепа смерти и философии, атрибутом моряка, векторной иллюстрацией с черными контурными линиями, выделенными на белом фоне в стиле каракулей и ручной работы Лазерная резка шаблона свадебного приглашения. Рамка с сердцем и цветами. Сложите открытку на день святого валентина. Золотая векторная иллюстрация. Силуэт золотой панели для резьбы по дереву, вырезки из бумаги, высечки. Шаблон для лазерной резки тропических листьев, ветвей джунглей. Экзотическая расщепленная листва пальмы изолирована на зеленом фоне. Векторный силуэт элементов. Набор для резьбы по дереву, вырез по бумаге, штамп для высечки
Попробуйте разные ключевые словазолотая фоторамка
Декоративное панно с цветами. Летний луг с травой, листьями, бутонами, ягодами, травами, бабочками, стрекозами. Векторный шаблон для плоттерной лазерной резки бумаги, металла, фанеры, резьбы по дереву, ЧПУ. Силуэт дерева в квадратной рамке. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Круглая декоративная фоторамка с восточным орнаментом. опийное пространство в центре. Шаблон для лазерной резки (чпу), резьбы по дереву, бумаги или печати. Векторная иллюстрация. Буква D. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Кулон в форме шестиугольника с листьями внутри. Ажурный шаблон для лазерной резки, гравировки по металлу, резьбы по дереву, фанеры, картона, резки бумаги или печати. Цветочный узор. Векторная иллюстрация. Векторная квадратная рамка с узором из ветвей, листьев. Элемент дизайна, образец панели для плоттерной резки, ручная работа. Шаблон для резки бумаги, фанеры, картона, гравировки по металлу, резьбы по дереву, печати. Лазерная резка шаблона свадебного приглашения. Квадратная карта с мистером, миссис, богато украшенным орнаментом. Золотая векторная иллюстрация. Силуэт сердца на день святого Валентина. Панель для резьбы по дереву, вырезания из бумаги, высечки. Сложите векторный силуэт. Влюбленная пара, лица в профиль на День святого Валентина. Панно для резьбы по дереву, вырезка из бумаги, высечка, штамп.
Попробуйте разные ключевые словавиноградная лоза
Вырезанный лазером шаблон свадебного приглашения. Квадратная карта с абстрактным орнаментом. Векторная иллюстрация фона. Белый 3D вырезанный из бумаги силуэт на День святого Валентина. Панно для резьбы по дереву, высечка. Набор украшений ко Дню Святого Патрика. Коллекция ажурного трилистника. Значок клевера. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторный силуэт элемента. Декоративная панель с цветочным узором. Прямоугольная рамка с цветами ромашки, маргаритками, маками, листьями. Векторный шаблон для плоттерной лазерной резки бумаги, гравировки металла, резьбы по дереву, фанеры. Ажурный циферблат со стрелками на белом фоне. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Ручной инструмент для резьбы по дереву винтажная гравировкаТрафарет. Тема растений. Силуэты пальмовых листьев. Шаблон для лазерной резки, резьбы по дереву, резки и печати бумаги. Векторная иллюстрация. Ажурный циферблат со стрелками и арабскими цифрами. Силуэт часов на белом фоне. Декор для дома. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Орнаментальный круглый узор с цветочными элементами. Лазерная резка шаблона. Векторная иллюстрация русского национального орнаментаСилуэт милого плюшевого мишки. Декор для детской комнаты. Белый мультипликационный персонаж на зеленом фоне. Шаблон для лазерной резки, резьбы по дереву или бумаги. Векторная иллюстрация.
Попробуйте разные ключевые словаsold wood background
Номер один — 1. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Квадратная декоративная панель с цветами и листьями. Белый объект на синем фоне. Шаблон для лазерной резки, резьбы по дереву, резки бумаги или печати. Векторная иллюстрация. Номер семь — 7. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Силуэт головы льва. Трафарет для детей. Белый объект на оранжевом фоне. персонаж артунского зоопарка. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Трафарет. Алфавит. Ажурная буква Q. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка шаблона свадебного приглашения. Квадратная карта с мистером, миссис, богато украшенным орнаментом. Золотая векторная иллюстрация. Силуэт сердца на день святого Валентина. Панель для резьбы по дереву, вырезка из бумаги, высечка. Буква N. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Набор флагов с резными английскими буквами и цифрами. Декор к празднику или дню рождения. Красочные объекты на белом фоне. Векторная иллюстрация. Шаблон для лазерной резки, резьбы по дереву или бумаги. Буква U. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Номер семь — 7. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация.
Попробуйте разные ключевые словаsouthwestern
Число ноль — 0. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Полный английский алфавит. Кружевные буквы. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Ажурный циферблат со стрелками и римскими цифрами. Силуэт часов на белом фоне. Декор для дома. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Декоративная панель с узорами из листьев. Бесшовный трафарет с цветочным орнаментом. Красивый квадратный фон. Шаблон для лазерной резки, металла, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка шаблона свадебного приглашения. Квадратная карта с абстрактным орнаментом. Векторная иллюстрация фона. Белый 3D вырезанный из бумаги силуэт на День святого Валентина. Панно для резьбы по дереву, высечка. Новогоднее украшение — голова оленя. Силуэт северного оленя. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Новогодняя тема. Изолированный объект. Векторная иллюстрация. Набор декоративных бордюров. Трафарет с кружевом и цветочными узорами. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторные иллюстрации. Слова жених, невеста. Топперы на торт Сердце, Мистер, Миссис, Жених, Невеста. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Декор для фотосессии. Векторная иллюстрация. Ажурный циферблат со стрелками на белом фоне. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Номер девять — 9. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация.
Попробуйте разные ключевые словарусское искусство
Трафарет. Цветочная тема. Силуэты листьев клена, дуба, осины, каштана. Шаблон для лазерной резки, резьбы по дереву, резки и печати бумаги. Векторная иллюстрация. Лазерная резка шаблона свадебного приглашения. Квадратная карта с абстрактными листьями. Векторная иллюстрация фона. Белый 3D вырезанный из бумаги силуэт на День святого Валентина. Панно для резьбы по дереву, высечка. Номер три — 3. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Русский традиционный орнамент резьбы. Трафарет. Цветочная тема. Силуэты тропических пальмовых листьев, монстеры, листьев джунглей, листьев клена, дуба, осины. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Трафарет для детей. Рыба, водоросли, камни и ракушки. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка шаблона свадебного приглашения. Квадратная карта с мистером, миссис, богато украшенным орнаментом. Золотая векторная иллюстрация. Силуэт сердца на день святого Валентина. Панно для резьбы по дереву, вырезка из бумаги, высечка.Ажурный циферблат со стрелками и арабскими цифрами. Силуэт часов на белом фоне. Декор для дома. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Кулон в форме круга с листьями внутри. Ажурный шаблон для лазерной резки, гравировки по металлу, резьбы по дереву, фанеры, картона, резки бумаги или печати. Цветочный орнамент. Векторная иллюстрация. Панель с цветами и насекомыми. Клумба, полевой луг с ромашками, маками, бабочками, стрекозами. Декоративный макет для плоттерной лазерной резки бумаги, гравировки по металлу, резьбы по дереву, фанере.
Попробуйте разные ключевые словавиноградники
Стамески для дерева
Следующая страница
Тип вектора
Набор иконокИнфографикаБуклеты
Дата добавления
В любое времяПрошедшие 24 часаПрошлая неделяПрошлая неделя 5 900Прошлый год3 900 Содержание 900 0003
Только премьераВкл.Выкл.
Ориентация
ГоризонтальноВертикальноКвадратноПанорамно
Изолированный Только Исключить Изолированный
Автор
Редакционный
Редакционный OnlyExclude Editorial
Color
Происхождение и местоположение
Любая странаAndorraArgentinaArmeniaAustraliaAustriaAzerbaijanBangladeshBelarusBelarusBelgiumBosnia and HerzegovinaБразилияBulgariaCanadaChinaColombiaEstmarkEptenChornzechDCyprus земляФранцияГрузияГерманияГрецияГонконгВенгрияИндияИндонезияИрландияИзраильИталияЯпонияКазахстанКорея, Республика КыргызстанЛатвияЛитваМакедонияМалайзияМексикаМолдоваЧерногорияМароккоНидерландыНовая ЗеландияНорвегияПакистанПеруФилиппиныПольшаПортугалияРумынияРоссийская ФедерацияСербияСингапурСловакияСловакияСловенияСловенияСловенияЮжная Африка stanТаиландТурцияУкраинаОбъединенные Арабские ЭмиратыВеликобританияСШАУругвайУзбекистанВьетнам
Launch X-431 PRO v.4.0 (Version 2020) сканер с открытой диагностической платформой
Launch X431 Pro 2020 – самый новый сканер в линейке PRO. Изменения коснулись практически всего – новый планшет, новый диагностический адаптер DBScar, новое приложение, новый кейс и его внутренняя компоновка. Компания отказалась от использования планшета стороннего производителя и перешла на планшет собственной разработки, в корпусе которого появилось место для хранения адаптера DBScar. Подобное уже было в первой версии X431 PRO, но тогда это был обычный планшет в чехле с местом под адаптер, а теперь это полностью цельная конструкция, с механизмом фиксации и извлечения адаптера. Характеристики планшета скромные по сегодняшним меркам — 2 ГБ оперативной памяти, 32 ГБ для хранения, 8 дюймовый экран с разрешением 1280 х 800 пикселей и литий-ионная батарея объёмом 4680 мАч. Диагностический адаптер DBScar IV стал меньше по габаритам, но его характеристики остались прежними — напряжение питания 9-18 и поддержка всех современных протоколов.
Возможности
Сканер для автодиагностики X431 Pro ver 2020 поддерживает такие марки как: MERCEDES-BENZ, BMW, PORSCHE, VW, AUDI, SKODA, OPEL, CITROEN, PEUGEOT, RENAULT, SEAT, FIAT, LAND ROVER, SAAB, VOLVO, FERRARI, ASTON MARTIN, MASERATI, GM, FORD, CHRYSLER, NISSAN, TOYOTA, MITSUBISHI, HONDA, SUZUKI, ISUZU, MAZDA, SUBARU, DAIHATSU, KIA, HYUNDAI, SSANGYONG, DAEWOO, SAMSUNG, GREAT WALL, CHERY, LIFAN и другие. Также поддерживает стандарт OBD II (шины данных SAE J1850 VPW, SAE J1850 PWM, ISO 9141-2, ISO 14230, ISO-15765-4 CAN).
В комплектацию Launch X431 Pro входят программы для диагностики автомобилей российского производства ВАЗ, ГАЗ, УАЗ и др. , но работают они некорректно. Исключение – модели автомобилей ВАЗ последних поколений, созданных на общей платформе с Renault и Nissan.
Функции
Кодирование блоков управления
Адаптация блоков управления
Сброс сервисных интервалов
Считывание потоков данных систем автомобиля
Отображение текущих параметров системы
Проверка исполнительных механизмов
Чтение и стирание кодов неисправностей систем автомобиля
Преимущества
Удобное русское меню
Универсальные программы спецфункций в отдельном меню
Встроенный держатель для адаптера DBScar IV
Отсутствие блокировки после окончания срока подписки
Поддержка эндоскопа VSP-600
Поддержка программатора ключей X-PROG
Печать результатов диагностики на беспроводном мини-принтере (опционально)
Функциональные возможности и карта покрытия постоянно расширяются
Особенности
Связь между устройствами может выполняться как с помощью Bluetooth, так и по USB
Прибор обновляется по Wi-Fi непосредственно из приложения с сервера производителя
Интернет соединение необходимо только для загрузки обновлений и онлайн операций (справка, обмен информацией и пр. )
Epson представляет новый сканер документов со встроенным сетевым подключением для предприятий, интенсивно использующих бумагу сетевые технологии, такие как решения для беспроводного сканирования документов, для повышения продуктивности совместной работы в динамично развивающейся бизнес-среде. Epson America, один из самых быстрорастущих брендов сканеров в Америке, сегодня представил DS-79.Беспроводной сетевой цветной сканер документов 0WN с универсальными возможностями подключения. Разработанный для надежности и простоты использования в самых разных отраслях, таких как правительство, бюро обслуживания, высшее образование, финансы и корпорации здравоохранения, DS-790WN обеспечивает высококачественное сканирование с высокой скоростью, поэтому предприятия могут уверенно управлять документами.
«Потребность в эффективном управлении документами и бесшовной интеграции в рабочие процессы продолжает расти, и потребность в сетевых сканерах как никогда очевидна, — сказал Тим Андерсон, менеджер по продукции Epson America. «Новейшее дополнение к отмеченной наградами линейке сканеров документов Epson, DS-79.0WN оснащен надежными функциями, включая сетевое подключение и интуитивно понятную сенсорную панель, поэтому предприятия могут легко сканировать и обмениваться большими объемами документов без использования ПК».
DS-790WN обеспечивает высококачественное сканирование со скоростью до 45 стр./мин/90 изобр./мин. 1 с пиковым дневным рабочим циклом до 7000 листов, однопроходное двустороннее сканирование 2 и устройство АПД большой емкости на 100 страниц, вмещающее визитные и удостоверения личности и листы размером до 8,5 на 240 дюймов. Созданный для поддержки совместных рабочих групп, DS-790WN включает в себя 4,3-дюймовый цветной сенсорный ЖК-экран и встроенную локальную сеть и беспроводную связь для простого доступа к нескольким заданиям сканирования или сканирования на USB-накопитель, электронную почту, в сеть 3 или в облачные сервисы хранения 4,5 , такие как Dropbox ® , Evernote ® и Google Drive ™4,5 — без компьютера. Индивидуальная аутентификация пользователя 6 с помощью сенсорного экрана или дополнительного устройства чтения карт 7 обеспечивает доступ к личным записям об использовании и пользовательским настройкам сканирования, чтобы обеспечить беспроблемное сканирование.
Обладая полной совместимостью с большинством существующих систем управления документами, DS-790WN оснащен встроенными драйверами TWAIN и ISIS ® , а также включает программное обеспечение OCR для простого создания PDF-файлов с возможностью поиска и настраиваемых документов Office. 3 Пользователи также могут сканировать с мобильных устройств с помощью приложения Epson Smart Panel ® 8 на iOS ® или Android ™ .
Доступность и поддержка
DS-790WN (рекомендованная розничная цена 849 долларов США).) уже доступен у авторизованных реселлеров CapturePro SM . Благодаря ведущей в отрасли поддержке коммерческие сканеры документов Epson имеют 3-летнюю ограниченную гарантию с программой Advanced Exchange, включая доставку на следующий рабочий день. 9 Для получения дополнительной информации и сведений о наличии посетите веб-сайт https://epson.com/document-scanners-for-business.
О компании Epson Epson — мировой лидер в области технологий, стремящийся к совместному обеспечению устойчивого развития и обогащению сообществ за счет использования своих эффективных, компактных и точных технологий, а также цифровых технологий для объединения людей, вещей и информации. Компания сосредоточена на решении социальных проблем посредством инноваций в области домашней и офисной печати, коммерческой и промышленной печати, производства, визуального оформления и образа жизни. Цель Epson — стать к 2050 году углеродно-отрицательным и отказаться от использования истощаемых подземных ресурсов, таких как нефть и металл9.0005
Возглавляемая японской корпорацией Seiko Epson Corporation международная компания Epson Group производит около 1 трлн иен в год. global.epson.com/
Epson America, Inc., базирующаяся в Лос-Аламитосе, Калифорния, является региональной штаб-квартирой Epson в США, Канаде и Латинской Америке. Чтобы узнать больше о Epson, посетите: epson.com. Вы также можете связаться с Epson America через Facebook (facebook.com/Epson), Twitter (twitter.com/EpsonAmerica), YouTube (youtube.com/epsonamerica) и Instagram (instagram.com/EpsonAmerica).
# # #
1 На основе сканов формата Letter с разрешением 300 dpi в черно-белом, оттенках серого или цветном режиме с использованием интерфейса USB.
2 Пиковый дневной рабочий цикл — это максимальное рекомендуемое количество отсканированных листов в день. Для достижения наилучших результатов не превышайте пиковый дневной рабочий цикл. Расчеты основаны на скорости сканирования 45 страниц в минуту и предполагаемом ежедневном времени использования. Скорость сканирования зависит от условий сети.
3 С программами Epson Document Capture и Epson Scan, установленными на подключенном ПК с ОС Windows или Mac.
4 Беспроводное сканирование на смартфоны или планшеты (устройства Android/iOS) через приложение Epson Smart Panel; беспроводное сканирование в облако, ПК или Mac с помощью программного обеспечения Epson Document Capture, установленного на подключенном ПК с Windows или Mac. Требуется подключение к Интернету.
5 Требуется учетная запись Epson Connect™ и активация.
6 С программным обеспечением Document Capture Pro Server Authentication Edition, работающим на сервере Windows. Требуется подключение к сети.
7 Совместимые устройства чтения карт продаются отдельно.
8 Требуется загрузка приложения Epson Smart Panel и совместимое мобильное устройство. Может взиматься плата за использование данных.
9 Для получения дополнительной информации перейдите по адресу www.epson.com/3yearscannerwarranty . В соответствии с условиями ограниченной гарантии. Ускоренная доставка доступна не во всех регионах. Заказы дорожной службы должны быть размещены и обработаны до 15:00. Восточное время для доставки на следующий рабочий день.
EPSON и Epson Smart Panel — зарегистрированные товарные знаки, EPSON Exceed Your Vision — зарегистрированный логотип, а Better Products for a Better Future и Epson Connect — товарные знаки Seiko Epson Corporation. Mac является товарным знаком Apple Inc., зарегистрированным в США и других странах. Android и Google Диск являются товарными знаками Google LLC. Excel, PowerPoint и Windows являются либо зарегистрированными товарными знаками, либо товарными знаками корпорации Microsoft в США и других странах. Wi-Fi® является зарегистрированным товарным знаком Wi-Fi Alliance®. Все остальные названия продуктов и торговых марок являются товарными знаками и/или зарегистрированными товарными знаками соответствующих компаний. Epson отказывается от каких-либо прав на эти знаки. Copyright 2022 Epson America, Inc.
10-дюймовый OEM-сканер OBD2 Автомобильный считыватель кодов Professional Full Systems Ve — THINKCAR
от Thinkcar
Поделись этим:
Распродажа
Распродажа
Первоначальная цена
2 099,99 долл. США
Первоначальная цена
2099,99 долларов США
— Изначальная цена
2 099,99 долл. США
Первоначальная цена
$2,099.99
Текущая цена
1499,95 долл. США
1499,95 долл. США — $1499,95
Текущая цена
1499,95 долларов США
| /
Автомобильный диагностический сканер Thinkcar Platinum S10 — это новейшая модель с новейшей технологией Android 10. Этот автомобильный диагностический планшет является передовым профессиональным автомобильным диагностическим инструментом со специальными функциями уровня OE. Этот сканирующий инструмент имеет полные функции для техников, такие как сканирование автомобиля, чтение / очистка кодов неисправностей, данные в реальном времени. Мощные возможности полной диагностики системы с использованием новейшего превосходного оборудования. Поддерживает Benz, BMW, Audi, Nissan, VW, Ford, GM и другие. Поддерживает до 28 сбросов сервисного обслуживания, средство повторного обучения и программирования TPMS, функцию ADAS и охватывает 99% марок автомобилей на рынке. Этот профессиональный сканер также имеет доступный принтер, видеоскоп, рабочий свет, тепловизор, прицел, модель активации TPMS и тестер батареи, готовый к подключению.
28 Функции сброса обслуживания
10-дюймовый сенсорный экран
Диагностика уровня OEM
Тип продукта: сканер OBD2, считыватель кодов ошибок автомобилей, диагностический инструмент для автомобилей, профессиональный автомобильный диагностический сканер
Цвет: черный
Прочный корпус, выдерживающий падение с высоты 3 футов
Имеет дополнительное покрытие для большегрузных автомобилей, функцию TPMS и калибровку ADAS для обеспечения дополнительных функций
Графическая запись и воспроизведение потоков данных
Двухфункциональное управление работой транспортного средства, выявление проблем и устранение ненужного ремонта
Обеспечивает покрытие на 98% автомобилей отечественного производства
Подходит для легковых автомобилей 12 В и 24 В, коммерческих автомобилей, гибридных автомобилей и автомобилей большой грузоподъемности
Прочный внешний корпус изготовлен из магниевого сплава, а его углы усилены прорезиненными накладками
Наша компания занимается разработкой и производством больших 3д принтеров по вашим техническим заданиям Один из последних принтеров имеет область печати 0,5х1,0х1,0 метра. Совершенно верно, область печати у него составляет половину кубического метра. При этом большой 3Д принтер печатает популярными полимерами с небольшой усадкой — PLA, PETG, SBS и различными композиционными пластиками. Композиционные материалы для 3д печати — это полимеры с наполнителем, обычно в качестве наполнителя вводится углеволокна. Делается это для улучшения характеристик материала и уменьшения усадки печати больших объектов.
Круг применения больших принтеров весьма широк. Это и печать различного вида больших оснасток и держателей для различных производств, это печать выжигаемых моделей для литья в керамические формы, создание большеразмерных прототипов при разработке и производстве корпусов, деталей и прочих больших объектов. Это создание конструкционных кастомных элементов для конечный сборки — например, печать бамперов, обтекателей, консолей, панелей и прочих элементов при создании уникального дизайна автомобиля. Широко большие 3д принтеры используются для печати элементов дизайна, мастер-моделей для изготовления форм, создание форм и оснасток при работе с ХТС для последующего литья сплавов.
Какие размеры 3д принтеров с большой областью печати?
Перед разработкой и производством большого 3Д принтера под ваши требования сначала обсуждаются вопросы, связанные с типом применяемых полимеров — от этого зависит, закрытый или открытый принтер вам необходим. Затем уточняются размеры области печати. Мы можем производить профессиональные принтеры с размерами области печати до 2.0х2.0х2.0 метра, более большие области обсуждаются отдельно.
Каждый 3д принтер имеет гарантию. При необходимости наш специалист произведет установку принтера и первоначальное обучение работы на нем.
Уже несколько лет наше предприятие создает 3Д принтеры на заказ по индивидуальным требованиям заказчиков. Для чего это необходимо? Некоторым нужна специфическая область печати, другим — высокое качество и точность, третьим — надежность, четвертым — строго определенные габариты принтера.
Также мы изготавливали промышленные 3Д принтеры с большой областью печати для различного вида экспериментальных задач, например, под новый гранулярный экструдер, которые еще только разрабатывают.
Все зависит от желания заказчика и стоящих перед ним задач производства печатных изделий. Кому то требуются большие формы, кто то нуждается в печати экспериментальными высокотемпературными материалами.
Для начала развеем миф — универсальных больших 3Д принтеров не бывает. Принтер, который печатает большие художественные объекты, вроде скульптур или форм для последующего использования, в корне отличается от принтера, который печатает конструкционными материалами детали, готовые для решения практических задач.
Если вам нужна точная и красивая печать художественных моделей, то мы изготовим в Москве на заказ 3Д принтер, который будет иметь открытый корпус и будет печатать распространенными пластиками наподобие PLA, PETG, SBS. Он так же подходит для печати различных форм и оснасток, которые не применяются при средних и высоких температурах.
Если вам нужен принтер, который печатает конструкционными пластиками, то это совершенно другое устройство — это закрытый принтер с термокамерой. В этом случаем можно надежно печатать полимерами с повышенной усадкой, такими как ABS, HIPS, нейлонами PA6, PA12.
Очень важные моменты при проектировании большого 3Д принтера — необходимо учесть применяемый тип экструдера, нагревателя, сопла и область печати. От этих параметров зависит, насколько будет точна и бесперебойна печать. Кроме того, эти комплектующие напрямую влияют не производительность. При испытании разработанного станка индивидуально подбирают параметры печати — скорость, экструзию, настройки профилей для популярных слайсеров.
Например, мы недавно создавали принтер с областью печати 1х1х1.4 метра экструдером для гранул. Почему мы использовали гранульный экструдер? Потому что пожеланием заказчика была производительность печати 1 кг/ч. При испытаниях мы добились скорости 1.3 кг/ч при печати слоем 3мм и соплом в 6мм. На данный момент созданное нами устройство активно эксплуатируется по назначению при печати огромных декоративных ваз. Уже израсходовано более ста килограмм гранул, и это только за 1 месяц.
Обращайтесь к нам и мы подробно проконсультируем по изготовлению большого 3D принтера на заказ по вашим требованиям, подберем для вас наиболее подходящую конфигурацию.
В каких отраслях применяются большие 3Д принтеры?
Машиностроительная отрасль – уже давным давно 3Д
принтеры применяются для изготовления различного вида оснасток больших размеров. Это такой вид
деталей, которые используются для фиксации производимой продукции на конвейерах
при различного вида технологических процессах и при ЧПУ обработке. При
изготовлении прототипов, не только для примерки, но и вполне функциональных
деталей. При изготовлении форм и пресс-форм. В литьевой промышленности для
изготовления форм из ХТС для последующей заливки требуемым сплавом.
Дизайн. В этой отрасли все ограничено только воображением
дизайнера. На больших принтерах печатают предметы обихода, вазы, мебель,
раковины, ванны, светильники и многое другое. Широкий выбор материалов и
способов постобработки позволяет создавать законченные изделия без
промежуточных этапов.
Архитектура. Печать и восстановление фонтанов, скульптур,
барельефов. Можно на большой 3Д принтер поставить экструдер, печатающий керамикой и
получать необыкновенные скульптуры. Можно поставить экструдер, печатающий
цементом и печать дома. Различного вида формы и шпатели для работы с
декоративной рельефной штукатуркой.
Аэрокосмическая промышленность – 3D принтер с большой областью печати может
печатать даже металлический детали, если экструдер заменить сварочным
аппаратом. При послойной сварке металлическим прутком в инертном газе в наше
время уже делают различные детали для, в том числе топливные баки.
Судостроительная область. Вышеописанным способом выполняют
быстрый ремонт судов, которые из за поломки ходового винта могут застрять в
доке на многие месяцы. Теперь винт можно создать прямо в порту при помощи
большого 3Д принтера. Можно напечатать лодку из композитных полимеров или
оснастку для изготовления корпуса лодки.
Автомобильная промышленность – на данный момент уже
создаются некоторые детали и оснастки методом 3Д печати. Более того, можно напечатать
полностью раму будущего автомобили из композитных полимеров – получится легкая
и прочная автомашина.
Производство 3D принтеров с большой областью печати
Рекомендуемые
3D принтер BigFarm 1000×500
Профессиональный 3D принтер с большой областью 3D печати — 0.5 кубических метра. Разработан по требо..
1200000р.
3D принтер BigFarm 600×600
3D принтер с большой областью построения. BigFarm 600×600 разработан для оптимального соотношения це..
900000р.
3D принтер BigFarm 1000×1000
Профессиональный большой 3D принтер с огромной областью построения. BigFarm 1000×1000 разработ..
1500000р.
Изготовление 3Д принтеров на заказ
Наша компания занимается не только продажей готовых типовых проектов уже разработанных моделей. Мы предлагаем изготовление 3Д принтеров на заказ по техническому заданию заказчика. Зачем применяется такой подход?
Прежде всего, из за особенностей печати разными видами полимеров по технологии FDM (FFF) — послойного нанесения пластика. Разные виды полимера имеют разные характеристики. Это температурная усадка, межслойная адгезия, адгезия к горячему столу (платформе), требования к обдуву или наличию температурной камеры и много другое. Строго говоря — универсального 3Д принтера на данный момент не существует.
Так же принтеры различаются по видам (типам) механики, по применяемой электрике и электронике, по стоимости и качеству компонент, по типу и виду экструдеров. Для качественной и надежной печати необходимо все эти параметры учитывать при разработке 3Д принтера на заказ.
Простой пример — какой тип экструдера больше подходит к 3Д принтеру с большой областью печати 2000х2000х2000 мм? То есть целых 8 кубических метров. Стандартный экструдер с подачей калиброванного прутка 3.00 или 1.75 мм в этом случае не подойдет. Время печати большой детали будет стремится к бесконечности. В этом случае подойдет только гранулярный экструдер. Правда у него есть свои минусы, вроде снижения точности детали или сложной, и поэтому снижающей надежность системы подачи пластиковых гранул. Зато сильно вырастет скорость печати в разы. Однако возникнут другие проблемы — потребуется совершенно другая система обдува напечатанной детали, чтобы отводить большое количество тепла для кристаллизации полимера. Иначе деталь будет находится в полужидком состоянии, соответственно получим производственный брак.
Почему же стоит заказать 3D принтер по ТЗ?
Давайте представим, что у вас есть конкретное техническое задание на станок. Допустим, это будет 3Д принтер с габаритами 2000х1000х1000 мм для печати автомобильных бамперов. Обычные полимеры с минимальной усадкой отпадают, потому что довольно легкоплавки. Остаются такие известные материалы как нейлон и ABS. Нейлон для 3Д печати довольно дорог, но очень прочен. Из минусов — довольно сильная усадка и слабая адгезия к платформе. АБС тоже имеет усадку, но гораздо меньшую. Соответственно, при разработке 3Д принтера на заказ, мы прописываем в ТЗ обязательно подогреваемую платформу, закрытый корпус и желательно термокамеру. Для уменьшения стоимости и увеличения скорости печати мы посоветует экструдер, которые печатает гранулами. Не лишним будет закаленное стальное сопло, стойкое к композитным материалам.
Что такое композитные полимеры — это материалы для 3Д печати, в которые ввели наполнитель для увеличения прочности и уменьшения усадки. Это может быть стекловолокно, мел или углеволокна (карбон). В расплаве они довольно абразивные, поэтому для долгой печати применяются стальные или рубиновые сопла.
Высокотемпературные 3Д принтеры для печати PSU, PPSU, PES
По пожеланиям наших клиентов мы расширили линейку производимых устройств — теперь в нашем ассортименте есть высокотемпературные 3Д принтеры для печати такими материалами, как полисульфон, полиэфирсульфон, полифениленсульфон. В этом случае при заказе обязательно в техническом задании указывается стальное сопло для композитных материалов, термостатируемая камера для снижения усадки полимера и повышения спекаемости.
Наш телефон для связи: +79256185279
3D-принтеров большого объема | MatterHackers
Воплотите в жизнь свои самые амбициозные проекты с помощью этих 3D-принтеров большого объема! От невероятно больших 3D-принтеров Modix до гибких и промышленных 3D-принтеров от таких брендов, как Raise3D, MakerGear или BCN3D; У MatterHackers есть подходящий 3D-принтер большого объема, соответствующий вашим потребностям.
Доступные для покупки в виде комплектов или готовые к отправке в полностью собранном виде, эти крупногабаритные 3D-принтеры позволят вам печатать БОЛЬШИЕ объемы и исследовать разработку продуктов и прототипирование без необходимости вкладывать средства в дорогостоящие полномасштабные системы аддитивного производства.
Руководства и статьи
Что такое 3D-печать?
3D-печать — это процесс, при котором физические, трехмерные объекты, детали или модели изготавливаются слой за слоем с помощью систем автоматизированного проектирования или САПР и цифровых файлов.
Анатомия 3D-принтера
Получите представление о том, как работает 3D-печать, изнутри и снаружи. Это руководство познакомит вас с каждым из важнейших компонентов 3D-принтера и ответит на вопрос: «Как работает 3D-принтер?»
Десять лучших советов по началу работы с 3D-печатью
В какой-то момент мы все были нубами! Вот десять лучших советов по началу работы с 3D-печатью — будь то ваша первая 3D-печать или вам нужно освежить в памяти основы, это руководство поможет вам!
Руководство по устранению неполадок 3D-принтера
Используйте это руководство, чтобы определить и решить наиболее распространенные проблемы, которые могут возникнуть при 3D-печати.
Как откалибровать экструдер вашего 3D-принтера
Это краткое и информативное руководство поможет вам идеально откалибровать экструдер для получения точных и качественных отпечатков.
3D-печать 101: Как добиться успеха с идеальным первым слоем для каждой 3D-печати
Первый слой вашей 3D-печати — это основа всего, что последует за ним, что делает его такой важной частью процесса 3D-печати.
Как получить лучшие 3D-печатные детали, понимая настройки экструзии
Плавление — важная концепция 3D-печати, но до сих пор ей не уделялось должного внимания. Эта статья научит вас, как правильно экструдировать нить, чтобы она плавно текла. Оставьте в прошлом застревание нити, расслаивание и ослабление деталей.
Основы 3D-печати: как добиться успеха с решением для каждой поверхности кровати
Соответствие нитей для 3D-печати подходящему материалу поверхности кровати — важная часть процесса 3D-печати. Узнайте больше, чтобы узнать лучший путь к успеху.
Основы 3D-печати: загрузка нити
Правильная загрузка и выгрузка нити является необходимой частью безотказной 3D-печати. Читайте дальше, чтобы узнать основной метод, которому вы должны следовать.
Основы 3D-печати: выравнивание платформы
Для некоторых выравнивание платформы 3D-принтера может быть сложной задачей, но это не обязательно. Прочитайте это важное руководство, чтобы узнать, что нужно сделать, чтобы сделать это правильно.
Краткие советы: как начать работу с пакетной 3D-печатью
Максимально эффективно использовать время 3D-принтера станет намного проще, если вы начнете пакетную печать деталей, чтобы обеспечить бесперебойную работу 3D-принтера и свести к минимуму время простоя.
ПОЧЕМУ Я ДОЛЖЕН ВЫБРАТЬ БОЛЬШОЙ ОБЪЕМ 3D-ПРИНТЕРА?
Количество доступных 3D-принтеров большого объема растет с каждым днем. Независимо от того, начинаете ли вы с 3D-печати, считаете себя опытным любителем или профессионалом, который хочет сделать следующий шаг в мир крупномасштабного производства, у вас есть 3D-принтер большого объема, который удовлетворит ваши потребности.
СКОЛЬКО СТОИТ 3D ПРИНТЕР БОЛЬШОГО ОБЪЕМА?
Стоимость 3D-принтеров больших объемов может варьироваться от 500 долларов, например, Creality Ender 5 Plus, а стоимость некоторых из них может достигать 15 000 долларов, например абсолютно массивного Modix Big-180X.
Есть много других дополнительных факторов, которые следует учитывать при обсуждении затрат, связанных с 3D-принтерами большого объема. Важно тщательно учитывать такие вещи, как тип нити для 3D-принтера или смолы для 3D-принтеров, с которыми вы планируете печатать, тип необходимых хотэндов и сопел, а также любые другие аксессуары, такие как рабочие поверхности и экстракторы дыма.
КАКОГО БОЛЬШОГО Я МОГУ ПЕЧАТЬ?
Линейка 3D-принтеров Modix легко лидирует, когда речь идет об объеме печати. Большие, с широкими возможностями модернизации и доступные исключительно в виде комплектов, эти принтеры являются исключительными вариантами для получения невероятно больших отпечатков.
Modix BIG-40: 400 мм x 400 мм x 800 мм, от 5600 долларов США
Modix BIG-60 V3: 600 мм x 600 мм x 660 мм, от 4500 долларов США
Modix BIG-120X: 1200 мм x 600 мм x 640 мм, от 7550 долларов США
Modix BIG-120Z: 600 мм x 600 мм x 1200 мм, от 7450 долларов США
Modix BIG-180X: 1800 мм x 600 мм x 600 мм, от 15 150 долл. США
Modix BIG-Meter: 1010 мм x 1010 мм x 1010 мм, от 13 150 долларов США
Комплект для 3D-принтера Modix BIG-60 V4
Главная
Магазин
3D-принтеры
3D-принтеры FDM
Комплекты 3D-принтеров FDM
Modix BIG-60 V4 — это 3D-принтер гигантского формата с огромным рабочим объемом, двухзонной рабочей пластиной MIC-6 и оригинальными линейными направляющими HIWIN. Он также оснащен новой и улучшенной печатающей головкой Griffin.
Том гигантского формата
Печать любым материалом
Практически безграничный объем сборки
Удалить из списка желаний Добавить в список желаний
loading…
Доступные дополнения (15)
Показать больше дополнений
Номер продукта M-UAC-LF7P
Старая цена:
$5 500,00
Цена:
4900,00 $
Цена:
$. ..
Заказать сейчас:
Обработано немедленно Бесплатная доставка грузовиком Бесплатная доставка по США
Кол-во
Запрос котировки
Комплект 3D-принтера Modix BIG-60 V4 создавать свои модели. Сохраняйте свои дизайны в целости и печатайте в натуральную величину благодаря прочной конструкции и системе движения.
Вот основные характеристики 3D-принтера Modix BIG-60 V4:
Объем сборки гигантского формата
Питание от сети переменного тока, 1350 Вт, двухзонная сборочная пластина MIC-6 с гладкой поверхностью из полиэтиленимина
Оснащен новой улучшенной печатающей головкой Griffin.
Оригинальные линейные направляющие HIWIN MGNW9 для осей X и Y с ременным приводом и гладкие стержни для оси Z с шарико-винтовой передачей.
Модернизация по мере необходимости — доступно множество опций для улучшения качества 3D-печати
Автоматическая калибровка кровати
Печать любым материалом
Один год гарантии и пожизненная поддержка Modix
Практически безграничный объем сборки
С объемом сборки, который можно измерить в футах, Modix BIG-60 V4 может похвастаться одним из самых больших объемов сборки в нашем каталоге; Избавьте себя от необходимости разбивать свои большие 3D-модели на несколько меньших и печатайте свои дизайны одним куском.
Объем сборки: 600 мм x 600 мм x 660 мм (23,6 дюйма x 23,6 дюйма x 26 дюймов)
3D-печать сотен мелких деталей одновременно
Создавайте большие 3D-модели для прототипирования, демонстрации или изготовления крупных деталей для конечного использования
Легкое приклеивание и удаление 3D-печати
Столь большой рабочий стол требует превосходного сцепления, чтобы гарантировать, что даже самые длинные 3D-отпечатки будут прилипать к рабочему столу на протяжении всего задания, а по окончании работы их будет легко отсоединить. Прецизионно фрезерованная алюминиевая рабочая пластина MIC-6, покрытая высококачественным гладким листом PEI, делает именно это, используя двухзонный нагреватель переменного тока для нагревания только центра или всей рабочей пластины, если это необходимо.
Нагреватель кровати мощностью 1350 Вт с питанием от сети переменного тока для поддержания температуры кровати 120°C.
Алюминий MIC-6, фрезерованная литая рабочая плита для самой плоской рабочей плиты.
Наклейка с гладким слоем PEI для обеспечения сцепления с большинством материалов.
Высокопроизводительная печатающая головка Griffin
В каждый комплект 3D-принтера Modix входит новая печатающая головка Modix Griffin. Это предложение состоит из изготовленного на заказ экструдера Bontech (на основе модели BMG) и нового хот-энда, разработанного Modix. Экструдер Bondtech оснащен системой двойного привода, которая захватывает нить с обеих сторон. Тепловой блок изготовлен из меди с никелированным покрытием для более быстрой передачи тепла и совместимости с более высокими температурами печати, а также включает в себя другие высококачественные компоненты Slice Engineering.
Модернизация датчика температуры PT-1000 позволяет печатать при температуре до 500°C
Новая конструкция печатающей головки значительно упрощает замену сопел и даже позволяет быстро заменить всю подсистему плавления нити.
Жесткое крепление термоблока позволяет заменять форсунки одной рукой, что еще больше упрощает проверку форсунок разных диаметров.
Точное движение по каждой оси
Машине такого размера нужны сверхмощные компоненты, чтобы все работало бесперебойно. Оригинальные линейные направляющие HIWIN направляют оси X и Y, а ось Z направляется гладкими линейными стержнями с возможностью модернизации направляющих HIWIN.
Каждая направляющая HIWIN MGNW9 предварительно нагружена для плавного движения.
9-миллиметровые оригинальные ремни GATES GT2 и 4 шарико-винтовых пары SFU1204 с редуктором с ременной передачей приводят в движение 3D-принтер.
Обновите гладкие стержни оси Z с помощью линейных направляющих HIWIN MGNW9.
Создайте идеальный 3D-принтер для себя
Подбирайте компоненты, соответствующие вашему индивидуальному варианту использования и наилучшим образом отвечающие вашим бюджетным потребностям. Дополнительная настройка доступна во время покупки, но регулярно публикуемые руководства по поддержке доступны на портале онлайн-сервисов Modix.
Дополнительный комплект корпуса для высокотемпературных материалов.
Колесики для легкого перемещения Modix BIG-60 V4.
Руководства по обслуживанию проведут вас через процесс обновления.
Автоматическая и управляемая калибровка платформы
Когда у вас есть такая большая платформа для 3D-принтера, вы хотите каждый раз получать идеальный первый слой. Полностью автоматический датчик выравнивания платформы BL-Touch исключительно хорошо измеряет любые провалы и неровности рабочей пластины (даже незначительные) и позволяет программному обеспечению компенсировать эти отклонения.
Подлинный датчик выравнивания кровати BL-Touch для измерения 100 точек на кровати.
Встроенные макросы помогут вам пройти процедуру прокачки.
Начните с равных условий игры, используя макрос регулировки кровати
Расширьте возможности 3D-печати с помощью системы Open Filament
Modix BIG-60 V4 с гордостью поддерживает открытое использование нити, что позволяет вам приобретать и использовать любую нить, совместимую с возможностями принтера.
1,75 мм только с прилагаемой печатающей головкой Griffin.
Компоненты
Griffin Hotend рассчитаны на 500°C и до сих пор были проверены при печати при температуре до 340°C.
Должна требоваться температура слоя 120°C или ниже
Какими материалами можно печатать с помощью Modix BIG-60 V4?
Независимо от того, используете ли вы один или два хотэнда Griffin, ожидайте превосходного контроля над гибкими нитями, такими как PRO Series Flex или TPU, в то время как регулируемое натяжное устройство шестерни экструдера дает вам возможность попробовать различные настройки для более твердых или более мягких материалов. Вот список материалов для 3D-печати, совместимых с Modix BIG-60 V4:
PLA и прочный PLA
АБС и АСА
ПЭТГ и ХПЭ
Нейлон
NylonX, NylonK и NylonG (с соплом из закаленной стали (продается отдельно)
Ultrafuse 316L и 17-4 PH
ТПУ и ТПЭ
ПВА и растворимые подложки (при использовании в качестве вспомогательного материала во втором экструдере)
Поликарбонат
Посмотреть все совместимые материалы можно здесь.
Какой 3D-принтер Modix мне подходит?
Поскольку все 3D-принтеры Modix начинают свою жизнь в виде комплектов, они невероятно модульны и просты в изготовлении машин различных размеров и объемов. Функции, аппаратное обеспечение и удобство использования практически идентичны для разных моделей, с основным отличием в размерах сборки:
Modix BIG-40: 400 мм x 400 мм x 800 мм, от 5600 долларов США
Modix BIG-60 V4: 600 мм x 600 мм x 660 мм, от 4500 долларов США
Modix BIG-120X: 1200 мм x 600 мм x 640 мм, от 7 550 долларов США
Modix BIG-120Z: 600 мм x 600 мм x 1200 мм, от 7450 долларов США
Modix BIG-180X: 1800 мм x 600 мм x 600 мм, от 15 150 долларов США
Modix BIG-Meter: 1010 мм x 1010 мм x 1010 мм, от 13 150 долларов США
Что входит в комплект Modix BIG-60 V4?
КОМПЛЕКТ ПРИНТЕРА BIG-60 V4
См. полный упаковочный лист здесь.
Печатающая головка Modix Griffin
Детектор засорения Modix
Детектор столкновений Modix Z
Высокотемпературный датчик Modix PT-1000
ПРИНАДЛЕЖНОСТИ
Набор шестигранных ключей
Ключ для насадки на 7 мм
Тонкое масло — 20 мл
Стяжки (100)
Технические характеристики комплекта Modix BIG-60 V4
Каковы размеры BIG-60 V4?
Объем сборки: 600 мм x 600 мм x 660 мм / ~23 дюйма x 23 дюйма x 25 дюймов
Размеры в собранном виде (с корпусом): 906 мм x 1060 мм x 1356 мм / 35,6 дюйма x 41,7 дюйма x 53,4 дюйма
Вес брутто: 120 кг (265 фунтов)
Каковы свойства принтера Modix BIG-60 V4?
Технология FFF: Изготовление плавленых нитей
Сборка: Самостоятельная сборка
Закрытая камера печати: Дополнительный модуль
Тип корпуса (дополнительно): Алюминиевые композитные панели (ACP) толщиной 3 мм. Поликарбонатные двери и верхняя крышка
Ножки: Шарнирные регулировочные ножки в комплекте (дополнительные ролики)
ПЕЧАТАЮЩАЯ ГОЛОВКА:
Количество печатающих головок: В комплект входит одна печатающая головка (дополнительная дополнительная печатающая головка)
Диаметр нити по умолчанию: 1,75 мм, может быть изменен пользователем на 3 мм
Марка и модель экструдера: E3D Aero Extruder (прямой привод)
Марка и модель Hotend: печатающая головка Modix Griffin; Вторичная печатающая головка Griffin (дополнительно)
В комплекте сопла (мм): 0,4 мм, 0,6 мм, 0,8 мм для первичного хотэнда 0,4 мм для вторичного хотэнда
Хотэнд макс. температура: 500ºc
Двигатели экструдеров: Motech MT-1703HS168A Экструдеры с прямым приводом, редуктор 1:3
Датчик биения нити: отдельный датчик на каждый экструдер
ДВИЖЕНИЕ:
Линейные направляющие по осям X и Y: HIWIN MGW9
Направляющие оси Z: Гладкие стержни входят в комплект. (дополнительное обновление HIWIN MGW9)
Система привода осей X и Y: Gates GT2, ширина: 9 мм, армированный стекловолокном
Система привода оси Z: SFU1204 ШВП 2:5 ременный редуктор
Двигатели оси X: 2 X Motech MT-1705HS200A 92
ПЛАТФОРМА ДЛЯ ПЕЧАТИ:
Платформа основания: Alcoa Mic-6, 6,35 мм фрезерованная литая алюминиевая пластина
Количество нагревателей: нагреватель переменного тока, 1350 Вт, двухзонный
Выравнивание кровати: форма кровати измеряется путем измерения в 100 различных точках.
Регулировка наклона кровати: полуавтоматическая, управляемая макросом на экране
Система движения кровати: 4 винта с шариковой гайкой. Каждый винт крепится к отдельному шаговому двигателю с ременной передачей
.
ЭЛЕКТРОНИКА:
Электронный контроллер: Duet3D: Duet2 Wifi
Пользовательский интерфейс: 7-дюймовый сенсорный экран – PanelDue от Duet3D
Дистанционное управление (WiFi): загружайте файлы Gcode прямо с рабочего стола
Прямое подключение: SD-карта, USB-кабель
Ethernet: дополнительно с платой Duet3D Ethernet. Должен быть приобретен и заменен клиентом
Питание электроники (постоянный ток): Блок питания Meanwell 24 В/280 Вт для питания электронной системы и системы управления движением. Универсальный вход переменного тока: 110-230 В, 50/60 Гц
Электронагреватели кровати (переменного тока): Прямое питание от сети переменного тока, 1370 Вт Силиконовый нагревательный элемент. Доступны две версии: 110 В и 230 В. Мы поставляем в соответствии с местом доставки. Требуемая мощность для нагревателя кровати в Северной Америке — это выделенная розетка на 15 А.
Шнуры питания переменного тока: Мы поставляем необходимые шнуры переменного тока для каждой страны
Что такое программное обеспечение для Modix BIG-60 V4?
Совместимость с операционными системами: GNU/Linux, Mac, Windows
Сколько времени займет доставка моей покупки в MatterHackers?
Товары, приобретенные у MatterHackers, будут отправлены со склада производителя в США. Время выполнения заказа может быть в зависимости от наличия на складе.
Могу ли я вернуть комплект для 3D-принтера, если он был вскрыт?
Возврат любого открытого набора для 3D-принтера не принимается. Новые нераспечатанные наборы для 3D-принтеров можно вернуть в течение 30 дней с момента покупки.
Какую поддержку MatterHackers предоставляет для замены компонентов по гарантии?
MatterHackers предоставляет поддержку по гарантийной замене компонентов. Инструкции по сборке, устранение неполадок и техническая поддержка предоставляются непосредственно службой поддержки Modix.
Чтобы получить мгновенное предложение, добавьте все необходимое в корзину и нажмите «Загрузить как предложение».
Или используйте форму ниже, и эксперт MatterHackers свяжется с вами в течение одного рабочего дня, чтобы обсудить доступные скидки, варианты обучения и обслуживания.
 Изделие подходит для жидкостей, максимальная вязкость которых составляет до 80 DIN-C.
Изделие подходит для жидкостей, максимальная вязкость которых составляет до 80 DIN-C. Калибр ЭКРП-410/1,8″
Калибр ЭКРП-410/1,8″ ,900 мл/мин.,100 DIN/сек.,резервуар 1300мл.)
,900 мл/мин.,100 DIN/сек.,резервуар 1300мл.) И.О., контактный телефон и e-mail.
И.О., контактный телефон и e-mail. Лучшие электрические краскопульты для дома. Рейтинг 2020 года!
Лучшие электрические краскопульты для дома. Рейтинг 2020 года! Работает с современными красками, производитель которых рекомендует безвоздушный метод нанесения. Плавная регулировка количества распыляемого материала. Встроенный фильтр для краски. Износоустойчивая насадка (сопло) с рубиновой вставкой. Для внутренних и наружных работ.
Работает с современными красками, производитель которых рекомендует безвоздушный метод нанесения. Плавная регулировка количества распыляемого материала. Встроенный фильтр для краски. Износоустойчивая насадка (сопло) с рубиновой вставкой. Для внутренних и наружных работ. 000
000 .
.

 При этом внятной инструкции нет и нужно привыкать делать все «на глаз».
При этом внятной инструкции нет и нужно привыкать делать все «на глаз».
При этом аэрограф отлично справляется со всеми поставленными задачами и полностью себя оправдывает.



 Приводится в действие электродвигателем мощностью 110 Вт, производит производительность 300 мл/мин и способен использовать краску вязкостью до 120 Din.
Приводится в действие электродвигателем мощностью 110 Вт, производит производительность 300 мл/мин и способен использовать краску вязкостью до 120 Din. Резина на ручке улучшает сцепление, но имеет резкий запах.
Резина на ручке улучшает сцепление, но имеет резкий запах.

 Круглые вентиляционные каналы из пластика отличаются небольшим диаметром, что упрощает задачу монтажа во встроенных каналах;
Круглые вентиляционные каналы из пластика отличаются небольшим диаметром, что упрощает задачу монтажа во встроенных каналах;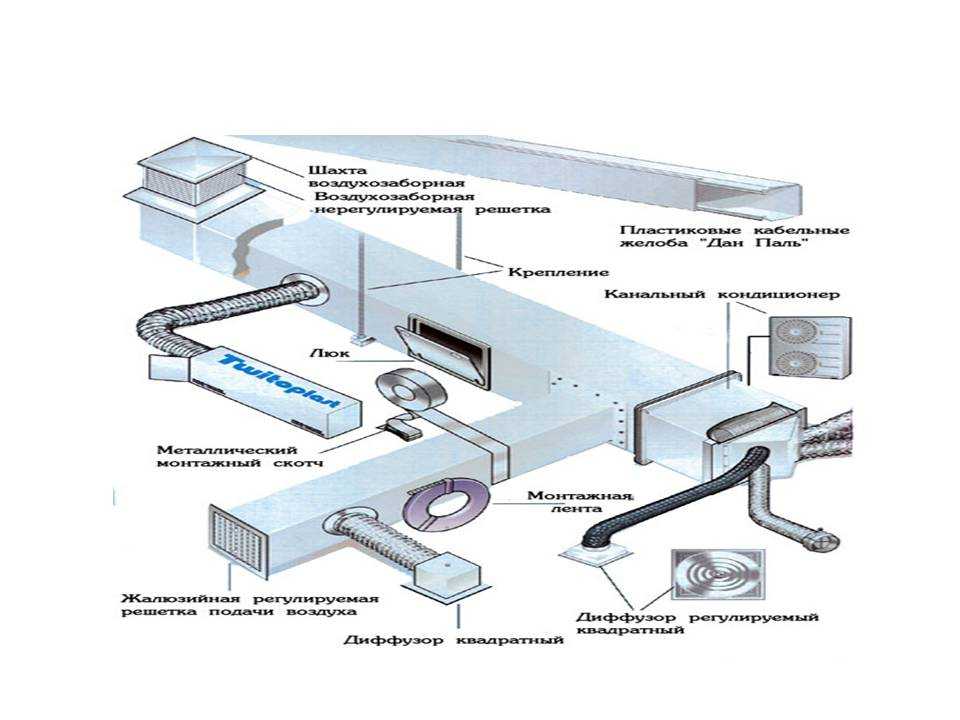 Полужесткие вентканалы дешевле жестких аналогов и их проще монтировать. Имеют следующий недостаток: после однократного растяжения повторно не сжимаются и не возвращают прежнюю форму;
Полужесткие вентканалы дешевле жестких аналогов и их проще монтировать. Имеют следующий недостаток: после однократного растяжения повторно не сжимаются и не возвращают прежнюю форму; Имеют толщину от 0,8 до 2,2 миллиметров и длину без ограничений. Поскольку сварка стыков производится внахлест, изделия имеют прочный шов;
Имеют толщину от 0,8 до 2,2 миллиметров и длину без ограничений. Поскольку сварка стыков производится внахлест, изделия имеют прочный шов; Для большей прочности швы можно заваривать. Для герметизации необходимо уплотнять резиновыми прокладками;
Для большей прочности швы можно заваривать. Для герметизации необходимо уплотнять резиновыми прокладками;

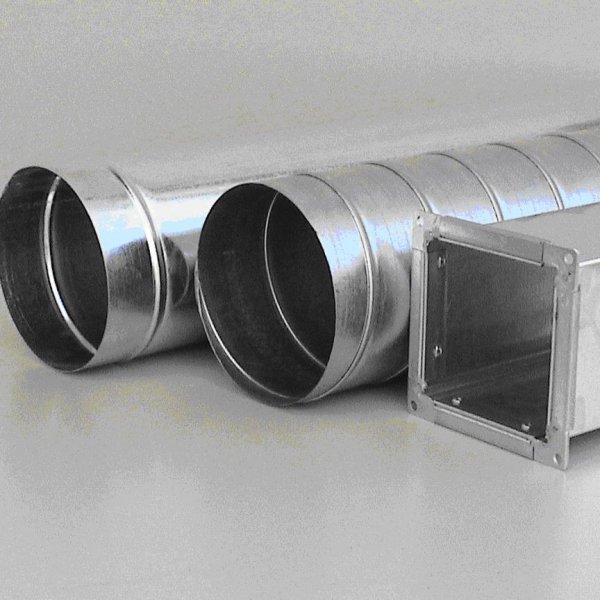 Для каждого объекта нужно рассчитать количество подаваемого воздуха. При расчете необходимо ориентироваться на нормативную документацию — СНиП 41-01-2003 и МГСН 3.01.01.
Для каждого объекта нужно рассчитать количество подаваемого воздуха. При расчете необходимо ориентироваться на нормативную документацию — СНиП 41-01-2003 и МГСН 3.01.01.

 Оптимально, если установка основана на компонентах с хорошими антистатическими, антибактериальными и противогрибковыми свойствами, не пачкается, не ржавеет и не ухудшает свои параметры со временем.
Оптимально, если установка основана на компонентах с хорошими антистатическими, антибактериальными и противогрибковыми свойствами, не пачкается, не ржавеет и не ухудшает свои параметры со временем.
 Такая схема упрощает расчет воздуховодов, предоставляя возможность перестроить систему под любые «правила» воздухообмена.
Такая схема упрощает расчет воздуховодов, предоставляя возможность перестроить систему под любые «правила» воздухообмена.


 Попробуем разобраться в многообразии видов воздуховодов, ведь от этого зависит Ваш выбор.
Попробуем разобраться в многообразии видов воздуховодов, ведь от этого зависит Ваш выбор. Однако стоимость их в с сравнении с круглыми может быть дороже на 20-30%. Время монтажа прямоугольных каналов также занимает больше времени, чем круглых из-за необходимости делать и скреплять фланцы.
Однако стоимость их в с сравнении с круглыми может быть дороже на 20-30%. Время монтажа прямоугольных каналов также занимает больше времени, чем круглых из-за необходимости делать и скреплять фланцы.

 Они служат для присоединения четырех либо трех воздуховодов одновременно. Сечение и число врезок могут быть разными. В крестовине врезки можно расположить под разным углом. Воздуховоды нужно монтировать в разных направлениях для обеспечения правильного потока воздуха.
Они служат для присоединения четырех либо трех воздуховодов одновременно. Сечение и число врезок могут быть разными. В крестовине врезки можно расположить под разным углом. Воздуховоды нужно монтировать в разных направлениях для обеспечения правильного потока воздуха. Она осуществляет небольшое смещение, когда прямая прокладка воздуховода невозможна. Например, при обходе каких-либо препятствий под потолком – поперечно проходящие трубы или бетонные балки. Альтернативным решением для изготовления утки служит использование двух полуотводов по 30⁰ или 45⁰.
Она осуществляет небольшое смещение, когда прямая прокладка воздуховода невозможна. Например, при обходе каких-либо препятствий под потолком – поперечно проходящие трубы или бетонные балки. Альтернативным решением для изготовления утки служит использование двух полуотводов по 30⁰ или 45⁰. Их применяют в местах разветвления потока. По сути это тот же тройник, только сделанный по месту.
Их применяют в местах разветвления потока. По сути это тот же тройник, только сделанный по месту.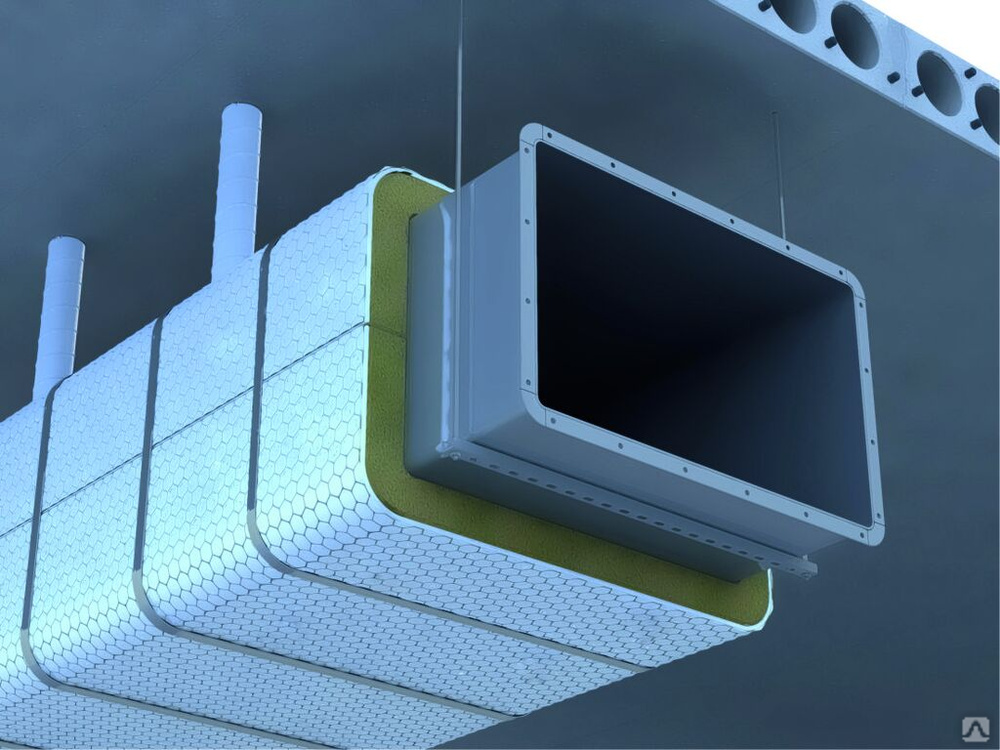
 Помимо этого, при помощи адаптера устраняются вихревые эффекты на выходе из вентиляционных решеток.
Помимо этого, при помощи адаптера устраняются вихревые эффекты на выходе из вентиляционных решеток.  (или изготавливаются под размер на заказ) Также Вы можете подобрать необходимый размер сечения.
(или изготавливаются под размер на заказ) Также Вы можете подобрать необходимый размер сечения. Радиус при необходимости, может быть любой.
Радиус при необходимости, может быть любой. Иногда чтобы сэкономить заказывают вместо тройников – врезки и делают ответвление на месте, но такой способ занимает больше времени в монтаже.
Иногда чтобы сэкономить заказывают вместо тройников – врезки и делают ответвление на месте, но такой способ занимает больше времени в монтаже.

 Изготовлена из оцинк. стали. В отличие от ниппеля одевается сверху на скрепляемые детали. На маленьких диаметрах их как правило не используют, а нарезают из кусков трубы, но на больших диаметрах (больше 400мм) бывает значительно дольше резать трубу на месте, поэтому выгоднее их заказать заранее.
Изготовлена из оцинк. стали. В отличие от ниппеля одевается сверху на скрепляемые детали. На маленьких диаметрах их как правило не используют, а нарезают из кусков трубы, но на больших диаметрах (больше 400мм) бывает значительно дольше резать трубу на месте, поэтому выгоднее их заказать заранее.

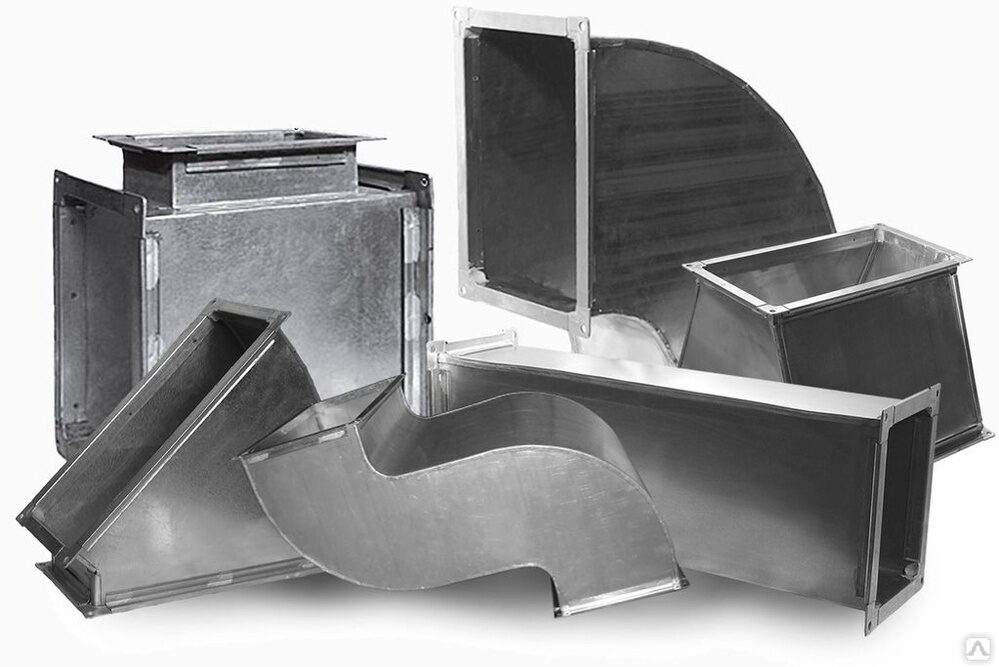


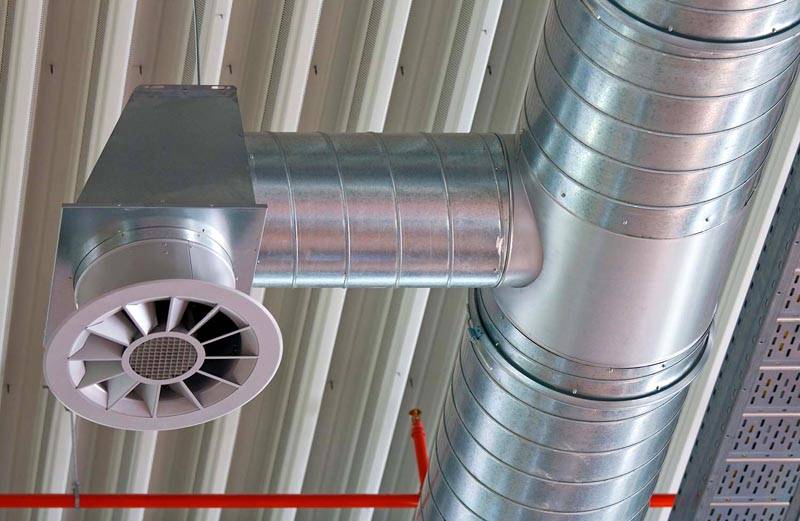


 (Рисунок 1)
(Рисунок 1) Изменение размера воздуховода или расхода воздуха через любой воздуховод может привести к изменению минимальной скорости транспортировки. Одно небольшое изменение в одном разделе системы может повлиять на всю систему и ее производительность.
Изменение размера воздуховода или расхода воздуха через любой воздуховод может привести к изменению минимальной скорости транспортировки. Одно небольшое изменение в одном разделе системы может повлиять на всю систему и ее производительность. Мониторинг наиболее распространенных проблемных мест сводит к минимуму усилия, необходимые для обслуживания воздуховодов. В местах быстрого или частого засорения дверцы для очистки или доступа значительно облегчают очистку. См. рис. 3.
Мониторинг наиболее распространенных проблемных мест сводит к минимуму усилия, необходимые для обслуживания воздуховодов. В местах быстрого или частого засорения дверцы для очистки или доступа значительно облегчают очистку. См. рис. 3. Обычно система хорошо спроектирована и правильно установлена, но со временем возникают проблемы.
Обычно система хорошо спроектирована и правильно установлена, но со временем возникают проблемы.
 И когда они это делают, сами того не осознавая, они уменьшают пригодную для жизни площадь в своих домах.
И когда они это делают, сами того не осознавая, они уменьшают пригодную для жизни площадь в своих домах.
 Как правило, такой воздуховод является наименее дорогим, препятствует возникновению шума и уже имеет хорошую теплоизоляцию. Обратная сторона? Шероховатая поверхность из стекловолокна препятствует воздушному потоку.
Как правило, такой воздуховод является наименее дорогим, препятствует возникновению шума и уже имеет хорошую теплоизоляцию. Обратная сторона? Шероховатая поверхность из стекловолокна препятствует воздушному потоку.

 Если бумага не сгибается, как в подвешенном состоянии, что-то мешает воздушному потоку. Если вам повезет, заслонка на вашем регистре закрыта и ее нужно просто снова открыть. Если это не сработает, вам, возможно, придется вызвать специалиста по HVAC.
Если бумага не сгибается, как в подвешенном состоянии, что-то мешает воздушному потоку. Если вам повезет, заслонка на вашем регистре закрыта и ее нужно просто снова открыть. Если это не сработает, вам, возможно, придется вызвать специалиста по HVAC.

 Но недостатки конструкции воздуховодов ОВК слишком распространены:
Но недостатки конструкции воздуховодов ОВК слишком распространены: Воздушному потоку трудно поворачивать на высоких скоростях, как если бы мы выезжали с межштатной автомагистрали на съезд. Нам нужен постепенный и плавный поворот, так как мы движемся очень быстро. Расход воздуха тот же. Когда в воздуховоде происходит изменение направления воздуха, воздушному потоку требуется примерно 24 дюйма, чтобы восстановить свой рисунок. Таким образом, взлеты должны быть на расстоянии 24 дюйма от любых поворотов, переходов или торцевой крышки.
Воздушному потоку трудно поворачивать на высоких скоростях, как если бы мы выезжали с межштатной автомагистрали на съезд. Нам нужен постепенный и плавный поворот, так как мы движемся очень быстро. Расход воздуха тот же. Когда в воздуховоде происходит изменение направления воздуха, воздушному потоку требуется примерно 24 дюйма, чтобы восстановить свой рисунок. Таким образом, взлеты должны быть на расстоянии 24 дюйма от любых поворотов, переходов или торцевой крышки. Имея только один центральный возвратный канал для питания блока HVAC, закрытые двери будут истощать печь или кондиционер и создавать среду с отрицательным давлением. Затем грязный наружный воздух проникает в дом через щели, создавая всевозможные неприятные проблемы.
Имея только один центральный возвратный канал для питания блока HVAC, закрытые двери будут истощать печь или кондиционер и создавать среду с отрицательным давлением. Затем грязный наружный воздух проникает в дом через щели, создавая всевозможные неприятные проблемы. Воспринимайте все свои проблемы как знак того, что пришло время внести коррективы в существующую работу воздуховодов.
Воспринимайте все свои проблемы как знак того, что пришло время внести коррективы в существующую работу воздуховодов. Это связано с тем, что плохо закрепленные воздуховоды могут расшататься при движении, вызванном потоком воздуха.
Это связано с тем, что плохо закрепленные воздуховоды могут расшататься при движении, вызванном потоком воздуха. Помните металлическую грудную клетку в гибких воздуховодах? Теперь поток воздуха уменьшается еще больше, что стоит вам больших денег.
Помните металлическую грудную клетку в гибких воздуховодах? Теперь поток воздуха уменьшается еще больше, что стоит вам больших денег.
 Срок годности варьируется — металлические воздуховоды обычно служат дольше, чем гибкие воздуховоды, потому что металл более жесткий, а его поверхность позволяет воздуху скользить, в отличие от змеевика вокруг гибких воздуховодов. При этом средний срок службы воздуховодов колеблется от 15 до 25 лет. (срок службы воздуховода)
Срок годности варьируется — металлические воздуховоды обычно служат дольше, чем гибкие воздуховоды, потому что металл более жесткий, а его поверхность позволяет воздуху скользить, в отличие от змеевика вокруг гибких воздуховодов. При этом средний срок службы воздуховодов колеблется от 15 до 25 лет. (срок службы воздуховода) Если воздух в помещении грязный (ознакомьтесь с нашим постом в блоге Air Balance ), примеси могут накапливаться внутри ваших воздуховодов и, если мусор значителен, забивать их. Это усугубляется дырами, ослабленными соединениями и общей нечистотой в вашем доме.
Если воздух в помещении грязный (ознакомьтесь с нашим постом в блоге Air Balance ), примеси могут накапливаться внутри ваших воздуховодов и, если мусор значителен, забивать их. Это усугубляется дырами, ослабленными соединениями и общей нечистотой в вашем доме. И хотя это может физически не повредить ваш воздуховод, это повлияет на качество вашего воздуха и, соответственно, на ваши легкие. Вентиляционные отверстия разнесут споры плесени в каждую комнату. А в худшем случае это может привести к гниению мебели или стен.
И хотя это может физически не повредить ваш воздуховод, это повлияет на качество вашего воздуха и, соответственно, на ваши легкие. Вентиляционные отверстия разнесут споры плесени в каждую комнату. А в худшем случае это может привести к гниению мебели или стен.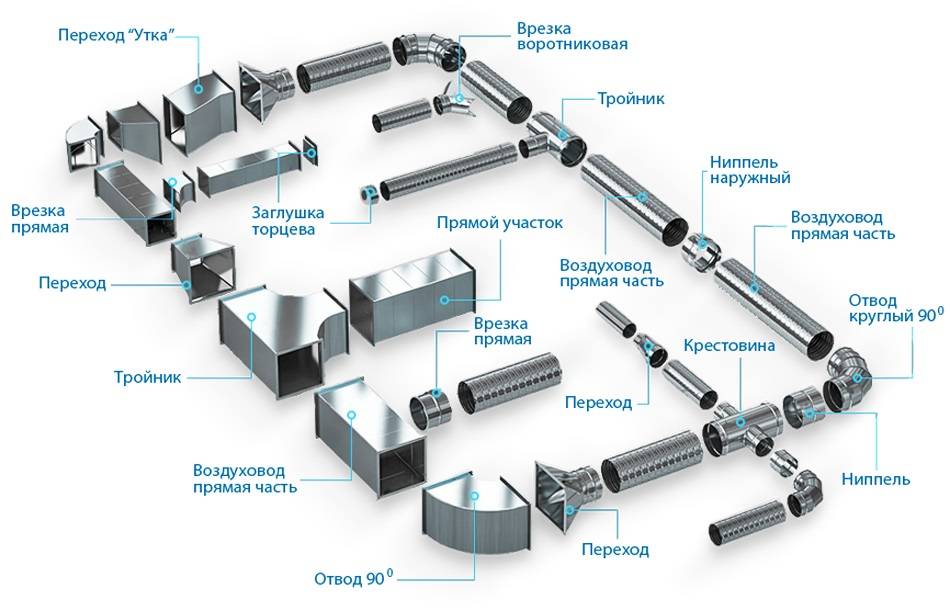
 Мы можем предложить вам все, чтобы получить максимальную отдачу от вашего оборудования: от устройств смены инструмента, агрегатов, обработки кромок, консольных столов, сетчатых столов, вакуумных присосок до индивидуальных зажимных решений для нашего фрезерного станка с ЧПУ.
Мы можем предложить вам все, чтобы получить максимальную отдачу от вашего оборудования: от устройств смены инструмента, агрегатов, обработки кромок, консольных столов, сетчатых столов, вакуумных присосок до индивидуальных зажимных решений для нашего фрезерного станка с ЧПУ.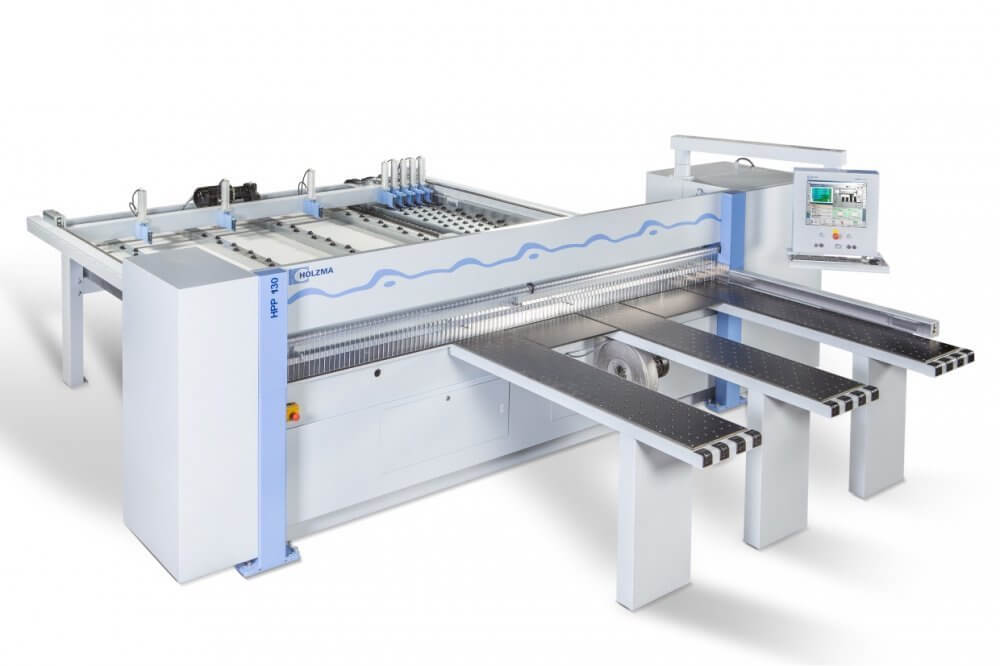
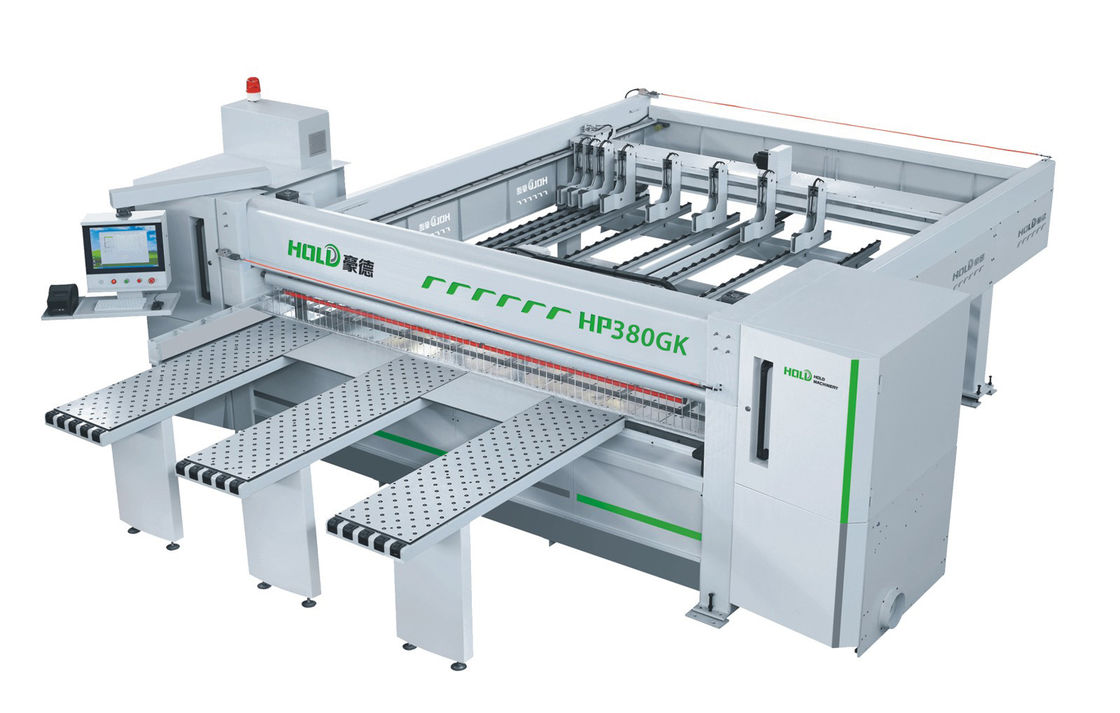
 Вместо создания программ ЧПУ, которые сообщают машине, как двигаться, она уже знает, как двигаться. Он действительно умеет производить продукты, десятки тысяч продуктов. Просто скажите ему, что вы хотите, как вы хотите, чтобы это было сделано, и оно сделает это.
Вместо создания программ ЧПУ, которые сообщают машине, как двигаться, она уже знает, как двигаться. Он действительно умеет производить продукты, десятки тысяч продуктов. Просто скажите ему, что вы хотите, как вы хотите, чтобы это было сделано, и оно сделает это. .. такие как каркас или без каркаса, прикрепленный или отсоединенный носок, односторонний или двусторонний материал … вы поняли. Теперь вы видите изображения всех продуктов, которые вы просили, сделанные так, как вы хотите… коснитесь одного из них, и появится трехмерное изображение. Переместите его, поверните, взорвите и убедитесь, что это то, что вы хотите. Отрегулируйте размер и добавьте его в свою работу. Вы готовы резать
.. такие как каркас или без каркаса, прикрепленный или отсоединенный носок, односторонний или двусторонний материал … вы поняли. Теперь вы видите изображения всех продуктов, которые вы просили, сделанные так, как вы хотите… коснитесь одного из них, и появится трехмерное изображение. Переместите его, поверните, взорвите и убедитесь, что это то, что вы хотите. Отрегулируйте размер и добавьте его в свою работу. Вы готовы резать Затем он переворачивает лист и завершает фронтальные операции. Когда детали вырезаны, они готовы… перед и зад. Он управляет вашими инструментами, отслеживает срок службы инструментов, измеряет ваши инструменты, управляет доской для отходов, включает и выключает пылесос, даже насос и, как правило, выполняет все сложные действия автоматически, так что вам не нужно
Затем он переворачивает лист и завершает фронтальные операции. Когда детали вырезаны, они готовы… перед и зад. Он управляет вашими инструментами, отслеживает срок службы инструментов, измеряет ваши инструменты, управляет доской для отходов, включает и выключает пылесос, даже насос и, как правило, выполняет все сложные действия автоматически, так что вам не нужно Компания также производит мебель, начиная с действительно хороших полок и систем полок и заканчивая отличными развлекательными центрами. Некоторые из них довольно сложны, поэтому машина напечатает инструкции, чтобы вы могли их собрать, но мы еще не закончили
Компания также производит мебель, начиная с действительно хороших полок и систем полок и заканчивая отличными развлекательными центрами. Некоторые из них довольно сложны, поэтому машина напечатает инструкции, чтобы вы могли их собрать, но мы еще не закончили Машина делает молдинги, прямые молдинги, криволинейные молдинги, даже резные молдинги. Вы даже можете отрегулировать размер этих молдингов и просто сделать их… никаких ножей, никаких специальных инструментов… просто сделайте их, используя стандартный станок и стандартные инструменты. Что действительно удивительно, так это то, что все это так просто
Машина делает молдинги, прямые молдинги, криволинейные молдинги, даже резные молдинги. Вы даже можете отрегулировать размер этих молдингов и просто сделать их… никаких ножей, никаких специальных инструментов… просто сделайте их, используя стандартный станок и стандартные инструменты. Что действительно удивительно, так это то, что все это так просто Сейчас мы довольно близки
Сейчас мы довольно близки Кстати, вам понадобится программатор ЧПУ с ЛЮБОЙ фрезерный станок с ЧПУ . Это означает, что даже если они ДАЛИ вам фрезерный станок с ЧПУ и программное обеспечение для проектирования БЕСПЛАТНО , это все равно будет стоить вам больше, чем наш центр резки. Думаю об этом!
Кстати, вам понадобится программатор ЧПУ с ЛЮБОЙ фрезерный станок с ЧПУ . Это означает, что даже если они ДАЛИ вам фрезерный станок с ЧПУ и программное обеспечение для проектирования БЕСПЛАТНО , это все равно будет стоить вам больше, чем наш центр резки. Думаю об этом! Вы также получаете любые обновления программного обеспечения и живые виртуальные службы бесплатно, если у вас есть машина. Через несколько лет ваш ограночный центр будет стоить еще больше, потому что он сможет делать еще больше. Так работает технология нового поколения
Вы также получаете любые обновления программного обеспечения и живые виртуальные службы бесплатно, если у вас есть машина. Через несколько лет ваш ограночный центр будет стоить еще больше, потому что он сможет делать еще больше. Так работает технология нового поколения Машина уже знает, как делать все, что нужно типичному мебельному цеху, но, если хотите, вы можете научить ее делать свои собственные изделия. Используя программное обеспечение eCabinet Systems Design Software от Thermwood и следуя протоколу Cut Center, вы можете разрабатывать свои собственные продукты, устанавливать их на машину и запускать их таким же образом. Вы не ограничены. Это требует некоторого обучения и навыков работы с программным обеспечением, но предлагает почти неограниченные возможности и огромную гибкость. Если хотите, Thermwood может сделать это за вас. С Cut Ready Cut Center ограничений нет
Машина уже знает, как делать все, что нужно типичному мебельному цеху, но, если хотите, вы можете научить ее делать свои собственные изделия. Используя программное обеспечение eCabinet Systems Design Software от Thermwood и следуя протоколу Cut Center, вы можете разрабатывать свои собственные продукты, устанавливать их на машину и запускать их таким же образом. Вы не ограничены. Это требует некоторого обучения и навыков работы с программным обеспечением, но предлагает почти неограниченные возможности и огромную гибкость. Если хотите, Thermwood может сделать это за вас. С Cut Ready Cut Center ограничений нет
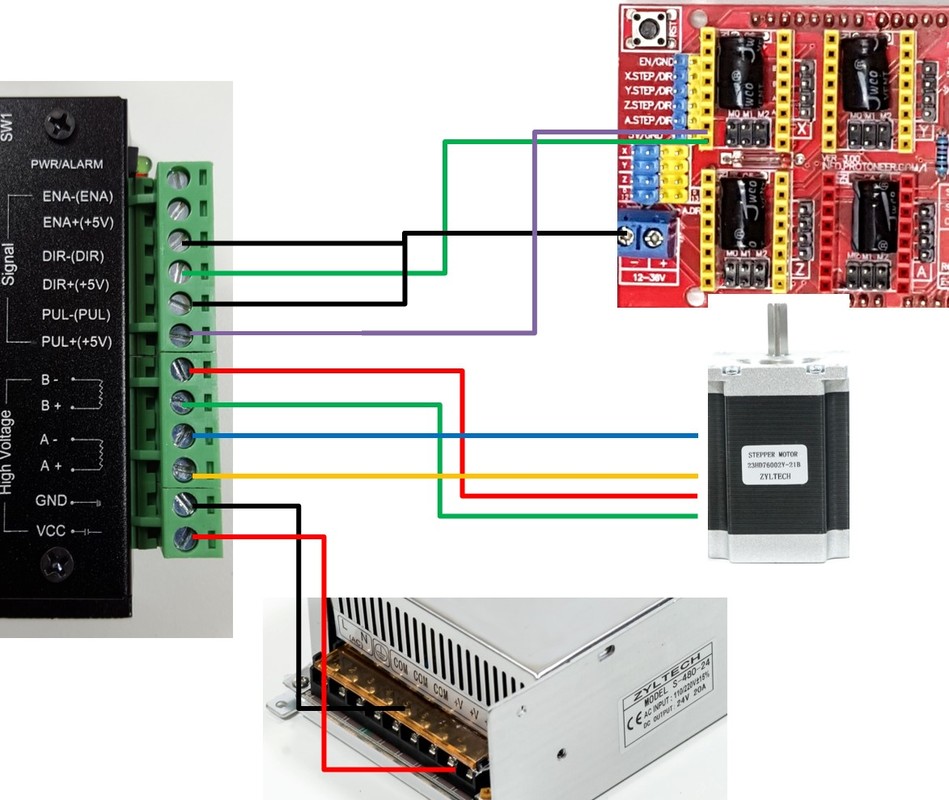 В случае возникновения проблемы на панели таких котлов загораются или же мигают цветные лампочки. Их подноготная раскрыта в сопутствующей документации к прибору. Не ленитесь ее полистать — изучение техпаспорта модели пойдет исключительно впрок.
В случае возникновения проблемы на панели таких котлов загораются или же мигают цветные лампочки. Их подноготная раскрыта в сопутствующей документации к прибору. Не ленитесь ее полистать — изучение техпаспорта модели пойдет исключительно впрок.
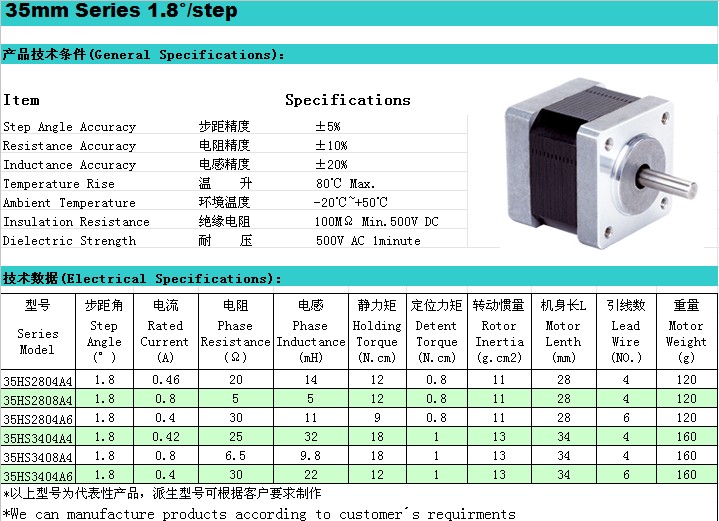
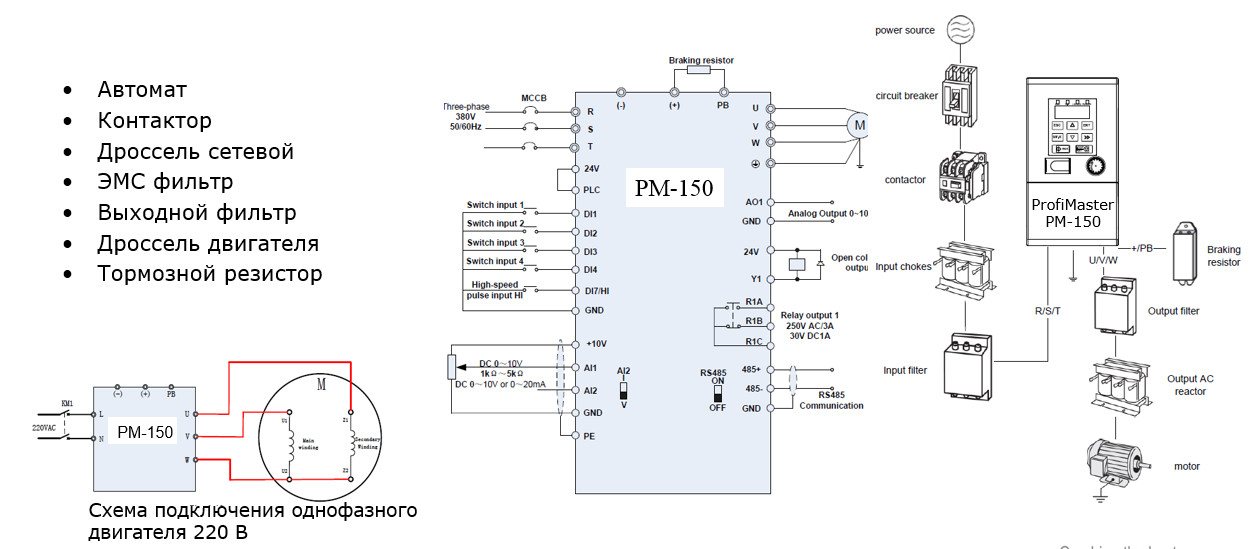

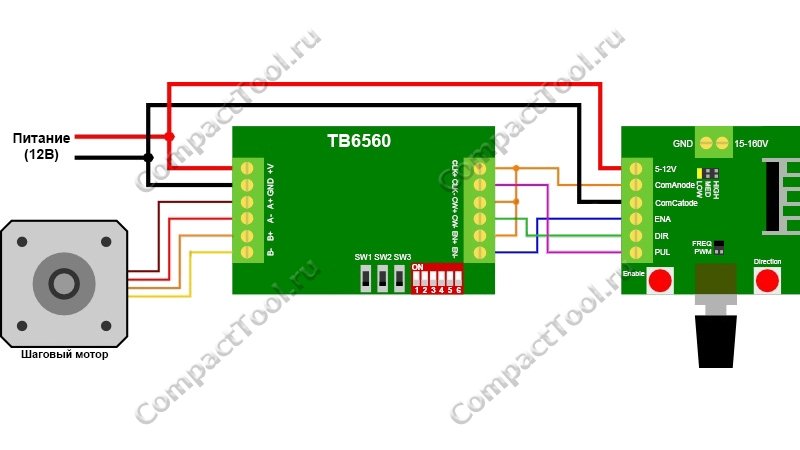
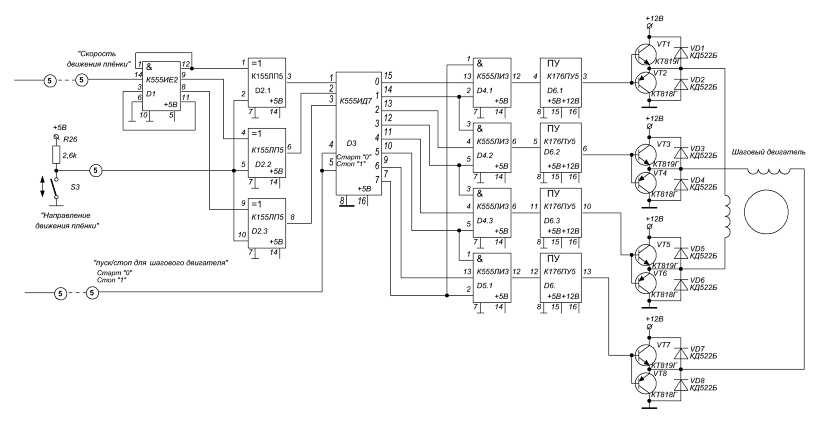

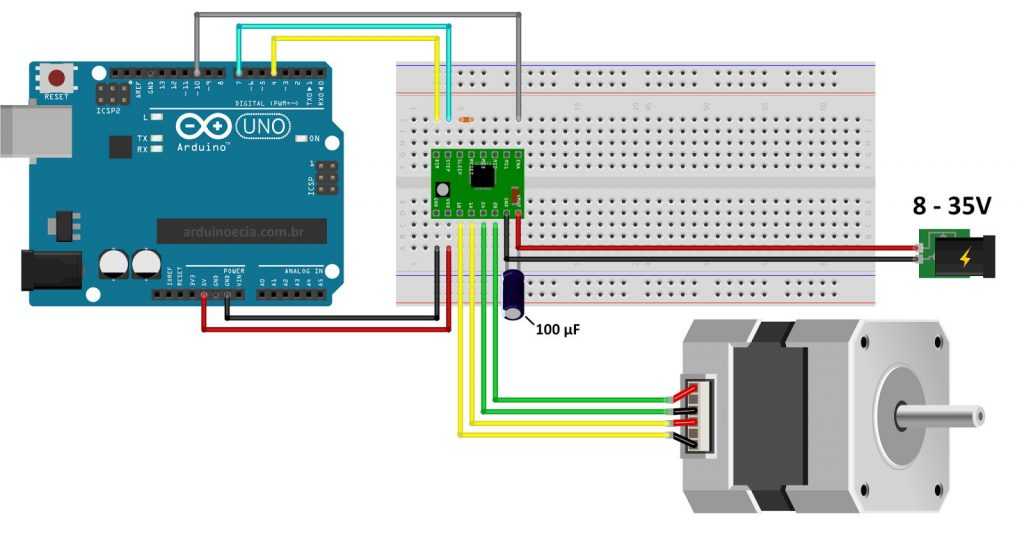
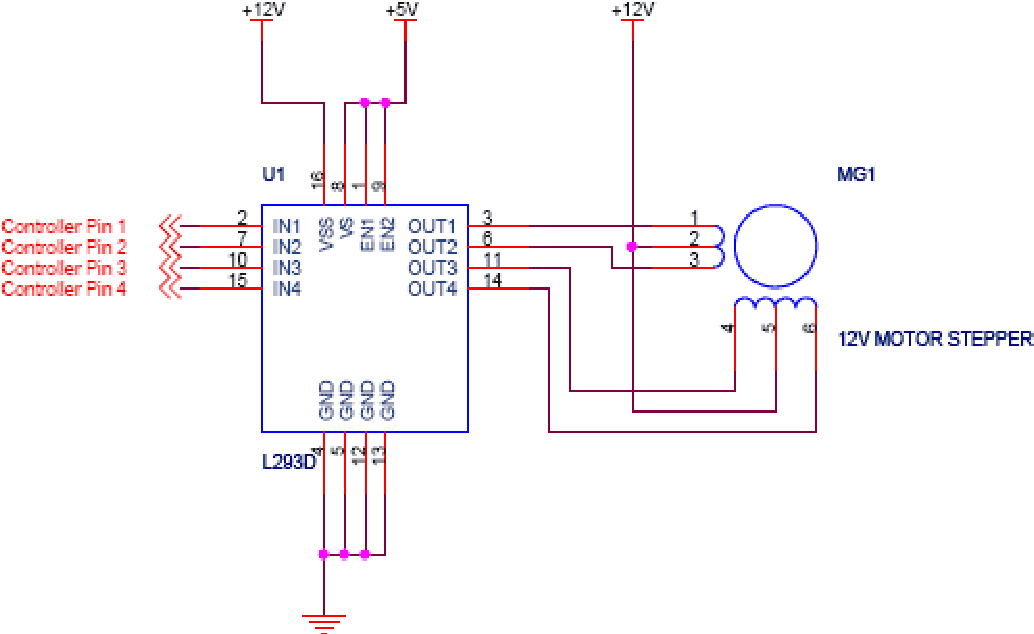
 Также проблема может быть вызвана неполадками с циркуляцией теплоносителя или возникновением воздушной пробки.
Также проблема может быть вызвана неполадками с циркуляцией теплоносителя или возникновением воздушной пробки.
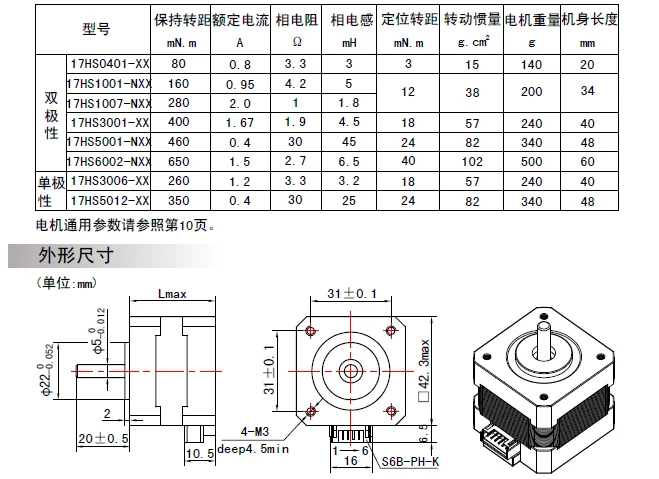
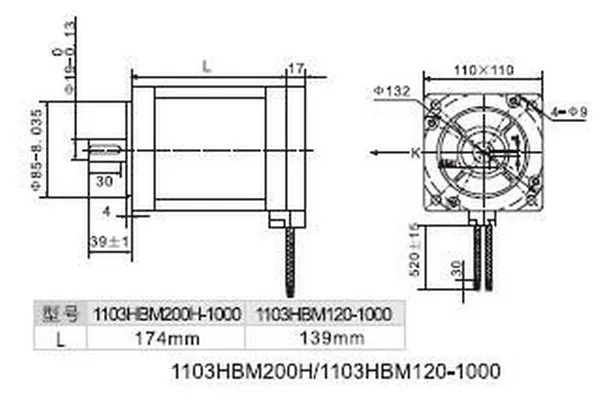 Заполните систему и удостоверьтесь, что в ней отсутствуют протечки.
Заполните систему и удостоверьтесь, что в ней отсутствуют протечки.
 Аналогично предыдущему пункту.
Аналогично предыдущему пункту.

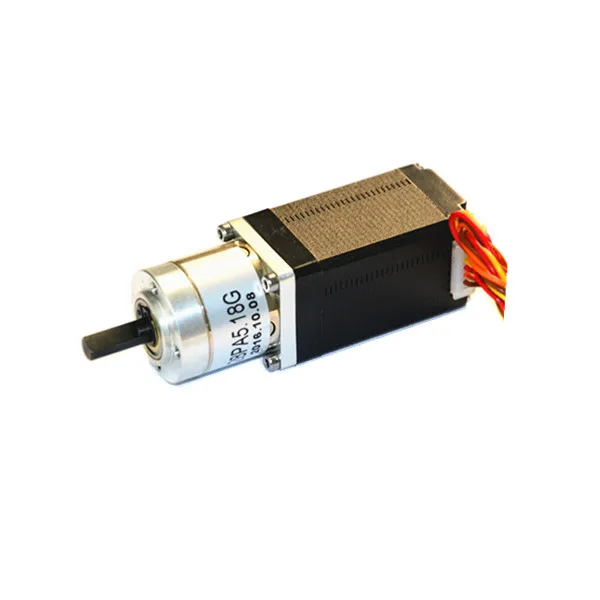 Мы выпускаем приборы практически для любых приложений
Мы выпускаем приборы практически для любых приложений 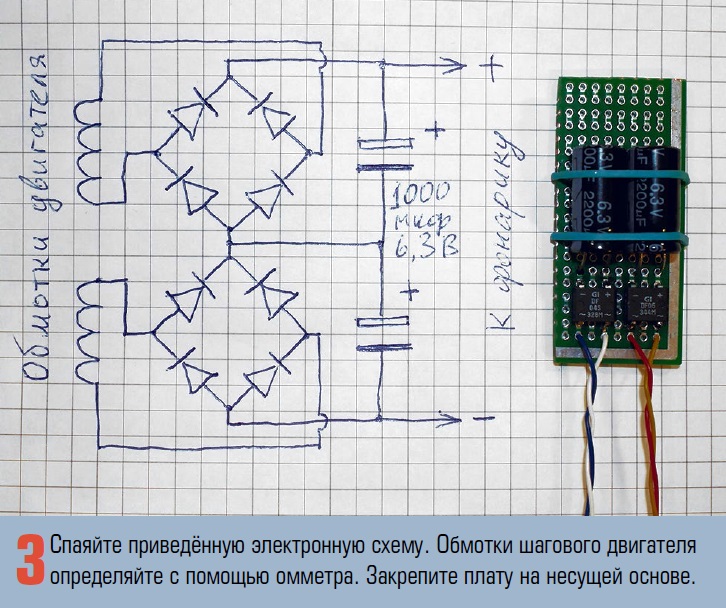 Данные продукты идеально подходят для автоматизации процесса производства каких-либо изделий в различных отраслях промышленности. При этом осуществляется компьютерное управление согласно современным тенденциям и технологиям. Качественные преобразователи частоты Sinamics, которые применяются к различным типам оборудования.
Данные продукты идеально подходят для автоматизации процесса производства каких-либо изделий в различных отраслях промышленности. При этом осуществляется компьютерное управление согласно современным тенденциям и технологиям. Качественные преобразователи частоты Sinamics, которые применяются к различным типам оборудования.
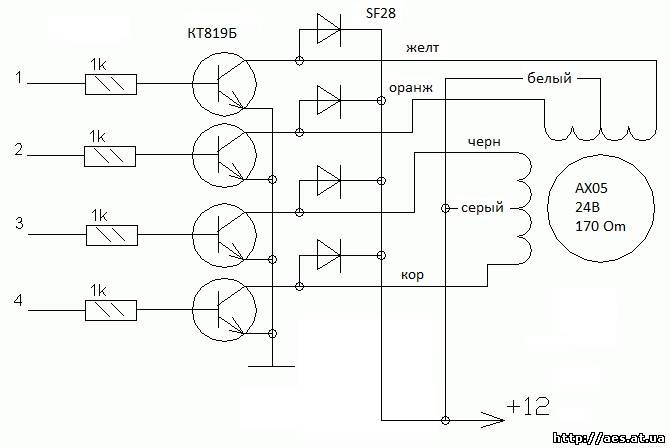 Устройства данной серии имеют небольшие габаритные размеры, встроенный шунтирующий контактор.
Устройства данной серии имеют небольшие габаритные размеры, встроенный шунтирующий контактор.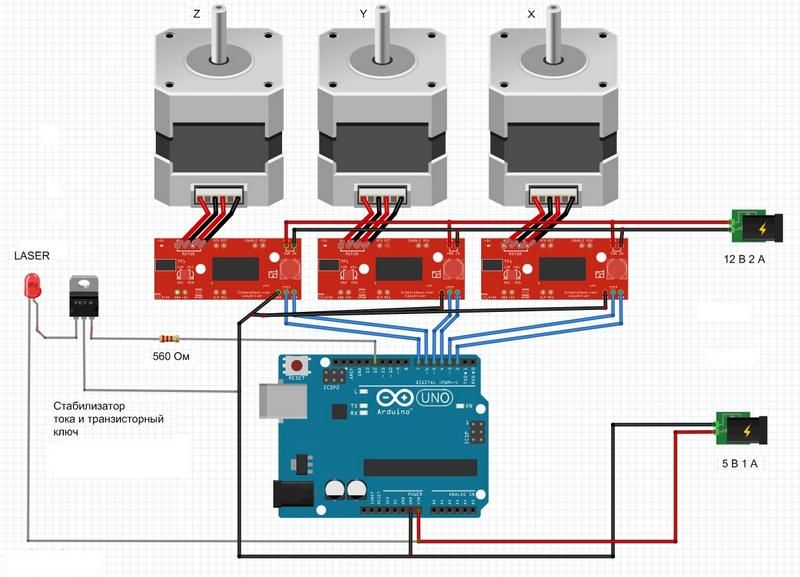 Благодаря непрерывному действию напряжения здесь не возникают неизбежные, например, для пускателей типа «звезда–треугольник» пиковые токи и моменты. Применение этих устройств снижает нагрузку на сеть электропитания, тем самым, продлевая ей жизнь.
Благодаря непрерывному действию напряжения здесь не возникают неизбежные, например, для пускателей типа «звезда–треугольник» пиковые токи и моменты. Применение этих устройств снижает нагрузку на сеть электропитания, тем самым, продлевая ей жизнь.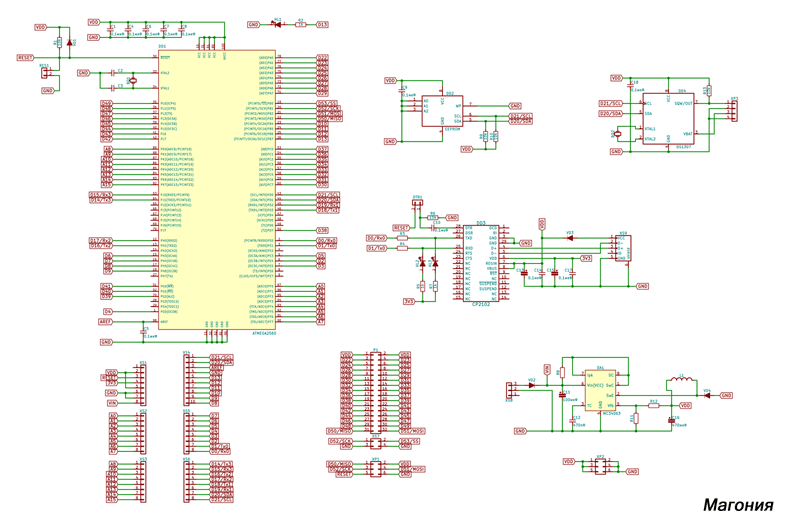 Основная суть такого электродвигателя — превращение электрической энергии в механическую, с минимальной потерей энергии. Асинхронные двигатели Siemens на данный момент весьма распространены в силу своей надежности и малых энергопотерь, что в свою очередь приводит к экономии средств на запчастях и электроэнергии.
Основная суть такого электродвигателя — превращение электрической энергии в механическую, с минимальной потерей энергии. Асинхронные двигатели Siemens на данный момент весьма распространены в силу своей надежности и малых энергопотерь, что в свою очередь приводит к экономии средств на запчастях и электроэнергии.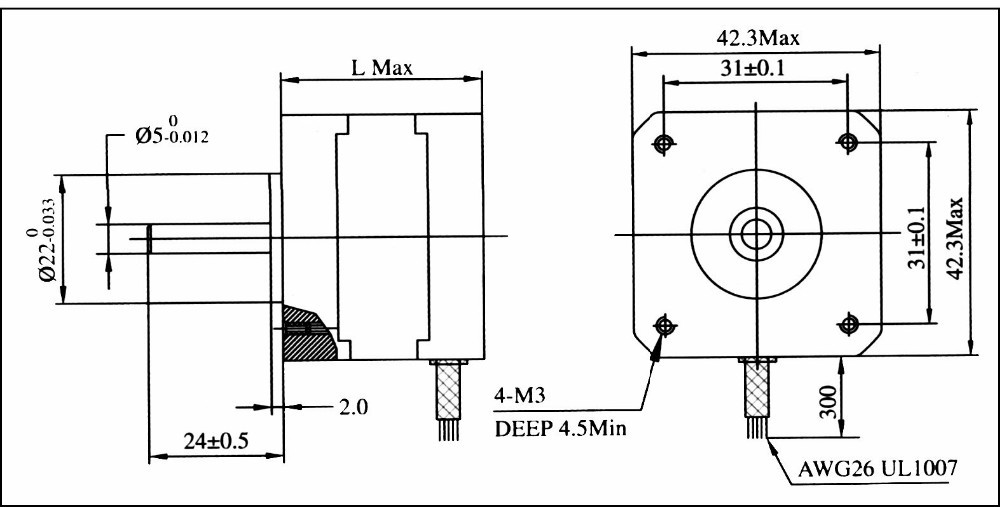 При этом данная линейка поддерживает такие популярные протоколы как Ethernet и MPI, Point to Point и PPI, и многие другие. Это позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов.
При этом данная линейка поддерживает такие популярные протоколы как Ethernet и MPI, Point to Point и PPI, и многие другие. Это позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов.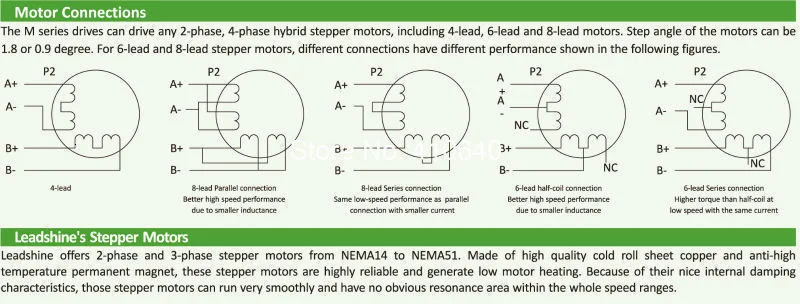
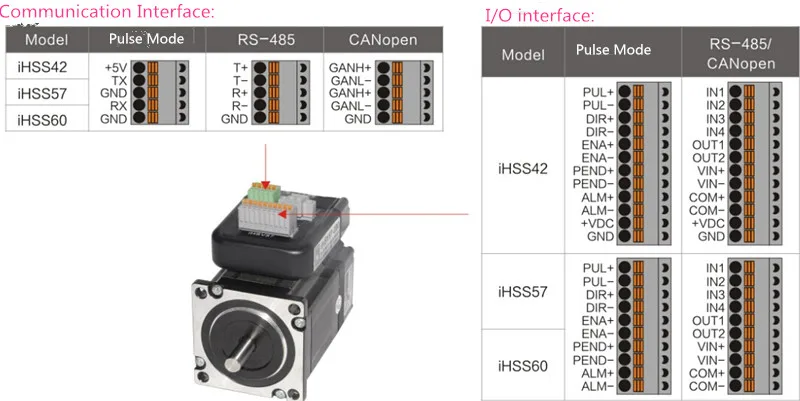 11.2020
11.2020

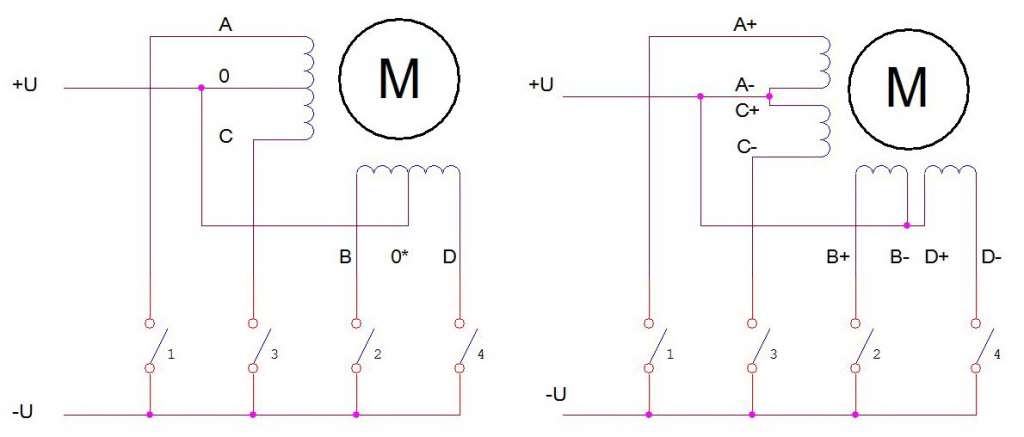
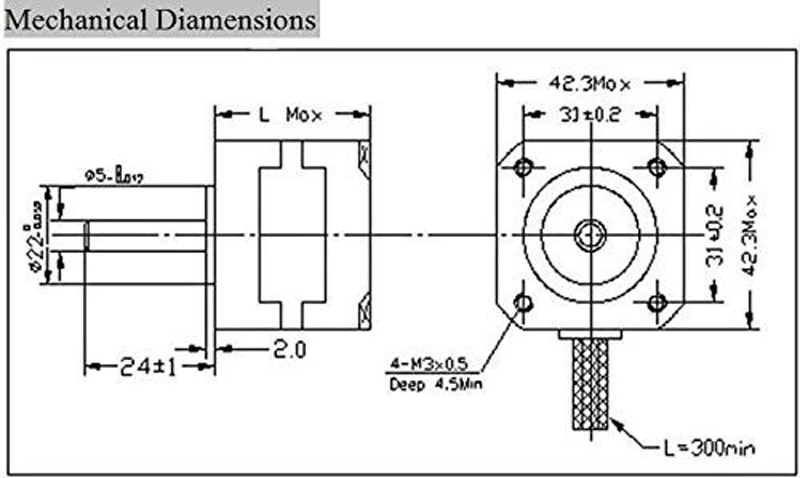
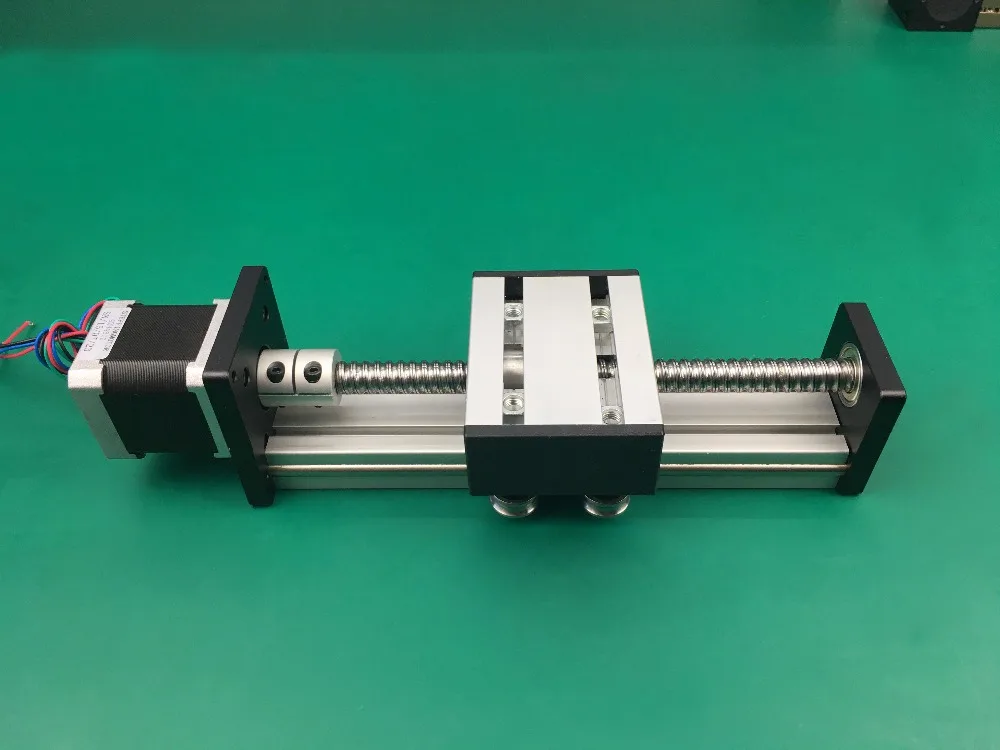
 90АД
90АД 12
12
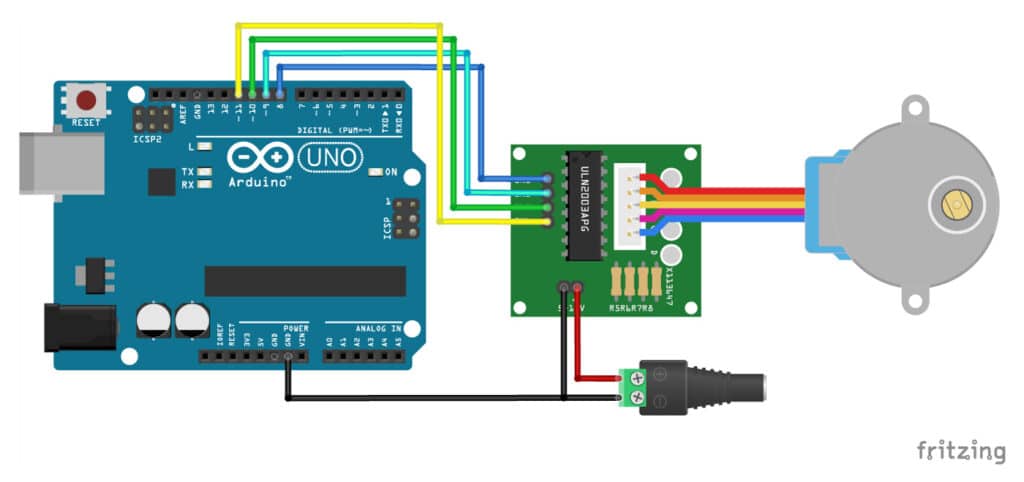

 thingiverse.com/thing:1201466
thingiverse.com/thing:1201466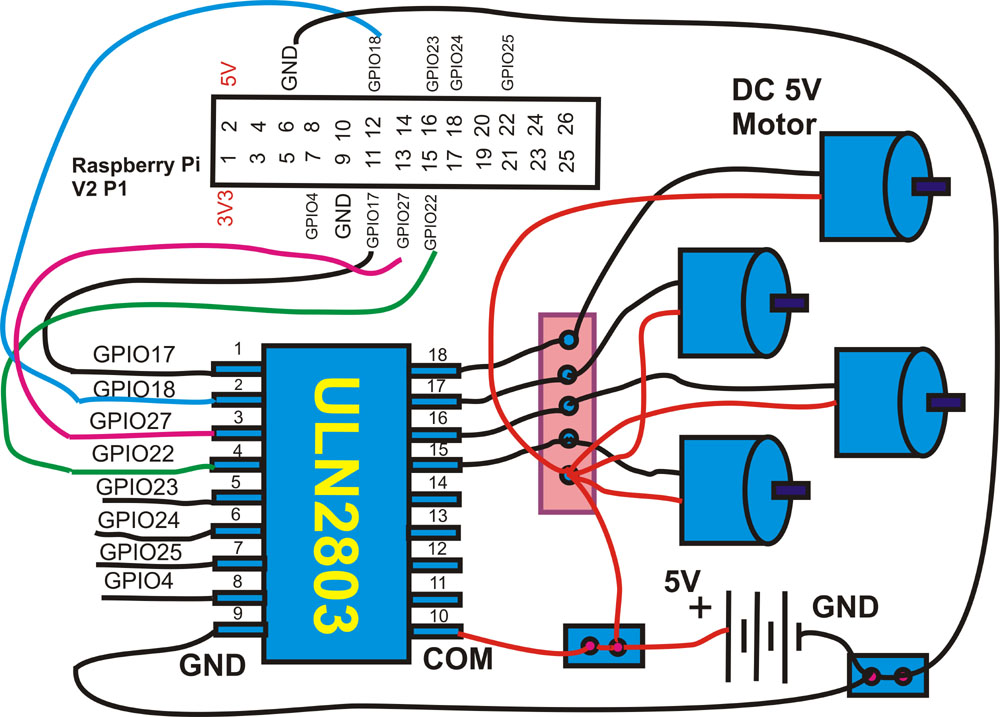 Итак, вот оно.
Итак, вот оно.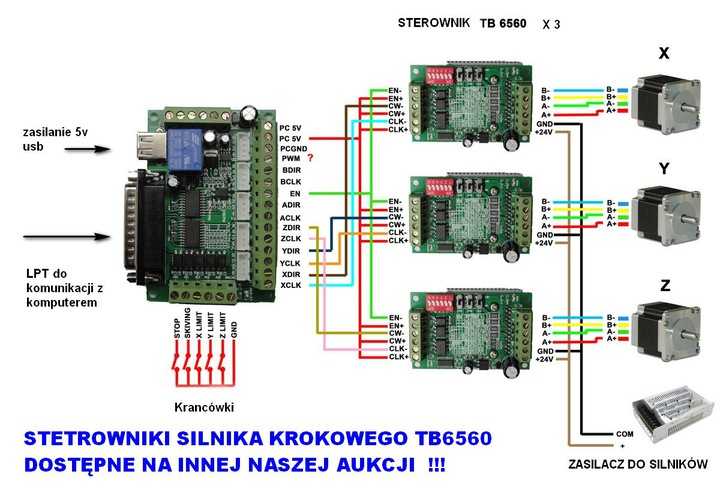 …Эта модель изготовлена на основе измерений реальной батареи.
…Эта модель изготовлена на основе измерений реальной батареи.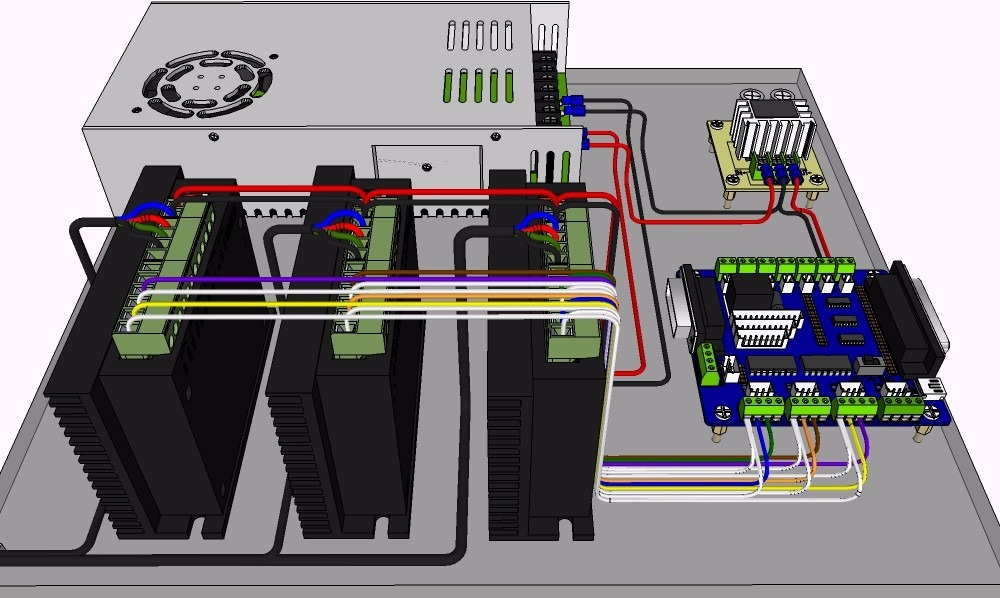
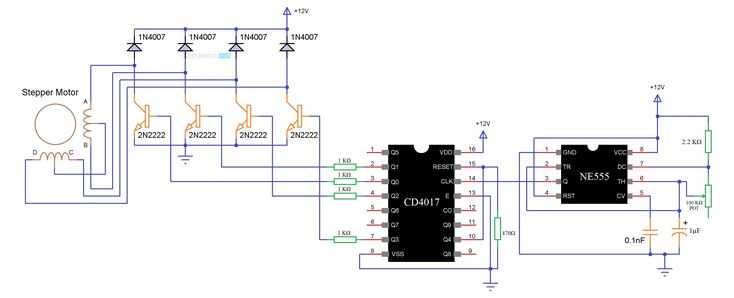 РМТ-8104А. детализация, соответствующая удаленному корпусу, потрясающая. …Очень хорошо подходит с прочной защелкой
РМТ-8104А. детализация, соответствующая удаленному корпусу, потрясающая. …Очень хорошо подходит с прочной защелкой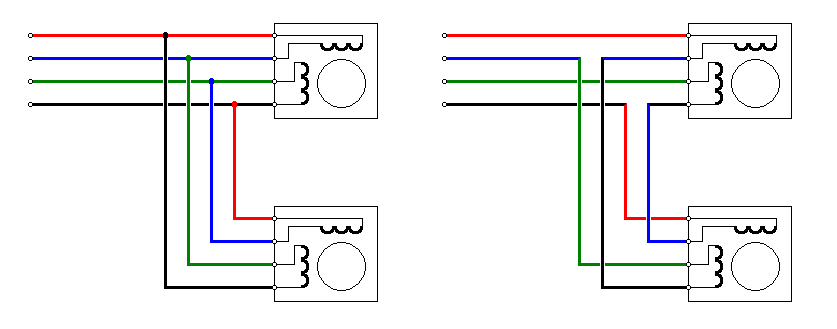 Должна быть плотной посадкой со скругленными углами. …
Должна быть плотной посадкой со скругленными углами. …

 Ненаполненный полиамид-6,6 плавится при еще более высокой температуре, она равна 252-265 градусов.
Ненаполненный полиамид-6,6 плавится при еще более высокой температуре, она равна 252-265 градусов.
 Повышение ударной вязкости также возможно при применении в качестве модификатора другого полимера с высоким показателем ударной вязкости.
Повышение ударной вязкости также возможно при применении в качестве модификатора другого полимера с высоким показателем ударной вязкости.
 Его получают путем введения в матрицу специальных аддитивов – графита и сульфида молибдена. Антифрикционный полиамид применяют в изделиях, где необходимо снизить энергетические потери на трение: подшипниках, передаточных механизмах.
Его получают путем введения в матрицу специальных аддитивов – графита и сульфида молибдена. Антифрикционный полиамид применяют в изделиях, где необходимо снизить энергетические потери на трение: подшипниках, передаточных механизмах.
 Наиболее современные и высокопрочные из полиамидов – это стеклонаполненные полиамиды. Как было сказано ранее, наполнение полиамида волокнами – действенный путь повышения его физико-механических свойств. Такие материалы отличаются от чистого полимера или смесей полимеров тем, что большой процент этого композитного материала составляет стекловолокно или стеклянные микро-шарики. Этот один из самых распространенных в мире наполнитель придает полимерам повышенные прочностные качества, причем чем больше волокна в составе, тем прочность выше. Однако, с другой стороны, пластик со стекловолокном в составе, гораздо труднее перерабатывается, чем без него.
Наиболее современные и высокопрочные из полиамидов – это стеклонаполненные полиамиды. Как было сказано ранее, наполнение полиамида волокнами – действенный путь повышения его физико-механических свойств. Такие материалы отличаются от чистого полимера или смесей полимеров тем, что большой процент этого композитного материала составляет стекловолокно или стеклянные микро-шарики. Этот один из самых распространенных в мире наполнитель придает полимерам повышенные прочностные качества, причем чем больше волокна в составе, тем прочность выше. Однако, с другой стороны, пластик со стекловолокном в составе, гораздо труднее перерабатывается, чем без него.
 Основные применяемые марки наполненного стеклом полиамида-6 на сегодняшний день это:
Основные применяемые марки наполненного стеклом полиамида-6 на сегодняшний день это:
 Но наиболее важным недостатком можно назвать абразивность как волокна, так и получающегося компаунда, свойство, которое вызывает повышенный износ оборудования для переработки пластмасс (как правило шнеков и материальных цилиндров) и формующего инструмента. Для литья и экструзии ПА-СВ в промышленных объемах нужно применять шнеки и цилиндры, обработанные для повышения абразивной стойкости (так называемые «бронированные»).
Но наиболее важным недостатком можно назвать абразивность как волокна, так и получающегося компаунда, свойство, которое вызывает повышенный износ оборудования для переработки пластмасс (как правило шнеков и материальных цилиндров) и формующего инструмента. Для литья и экструзии ПА-СВ в промышленных объемах нужно применять шнеки и цилиндры, обработанные для повышения абразивной стойкости (так называемые «бронированные»).

 Отраслями, где такие полиамидные компаунды незаменимы, также можно назвать судостроение, оружейное дело, выпуск спецтехники, бытовой и оргтехники.
Отраслями, где такие полиамидные компаунды незаменимы, также можно назвать судостроение, оружейное дело, выпуск спецтехники, бытовой и оргтехники.

 Нейлон 6/6 имеет тенденцию к гигроскопичности, но имеет самую низкую проницаемость для бензина / минерального масла / фторуглеродных хладагентов. Это самый прочный и широко используемый нейлон. Его высокая кристалличность приводит к очевидной температуре плавления, а его механические свойства меньше зависят от температуры.
Нейлон 6/6 имеет тенденцию к гигроскопичности, но имеет самую низкую проницаемость для бензина / минерального масла / фторуглеродных хладагентов. Это самый прочный и широко используемый нейлон. Его высокая кристалличность приводит к очевидной температуре плавления, а его механические свойства меньше зависят от температуры. Являясь одним из ведущих производителей и поставщиков в Китае, мы оснащены современным оборудованием и технологиями. Не стесняйтесь получать от нас индивидуальные продукты.
Являясь одним из ведущих производителей и поставщиков в Китае, мы оснащены современным оборудованием и технологиями. Не стесняйтесь получать от нас индивидуальные продукты.

 Стеклонаполненный нейлон также допускает более высокие максимальные рабочие температуры. Вот основные преимущества по сравнению со стандартным нейлоном без наполнителя:
Стеклонаполненный нейлон также допускает более высокие максимальные рабочие температуры. Вот основные преимущества по сравнению со стандартным нейлоном без наполнителя: Но когда вы имеете дело со стеклонаполненным нейлоном, процесс обработки с ЧПУ становится значительно сложнее и сложнее. Стеклянный наполнитель обладает высокой абразивностью, что может привести к быстрому износу режущих инструментов и вставок. Но когда со стеклонаполненным нейлоном обращаются осторожно и правильно, использование этого материала в ваших проектах по обработке с ЧПУ дает много преимуществ. Как и другие варианты нейлона, стеклонаполненный нейлон обладает хорошими механическими свойствами, усталостной прочностью, шумоподавлением, а также устойчивостью к скольжению и износу. В нашем сервисе используется нейлон 6/6 (30% GF) Natural.
Но когда вы имеете дело со стеклонаполненным нейлоном, процесс обработки с ЧПУ становится значительно сложнее и сложнее. Стеклянный наполнитель обладает высокой абразивностью, что может привести к быстрому износу режущих инструментов и вставок. Но когда со стеклонаполненным нейлоном обращаются осторожно и правильно, использование этого материала в ваших проектах по обработке с ЧПУ дает много преимуществ. Как и другие варианты нейлона, стеклонаполненный нейлон обладает хорошими механическими свойствами, усталостной прочностью, шумоподавлением, а также устойчивостью к скольжению и износу. В нашем сервисе используется нейлон 6/6 (30% GF) Natural. В то время как все набивные нейлоны обладают высоким уровнем прочности, жесткости и термостойкости, стеклонаполненные нейлоны отличаются от своих стандартных нейлоновых аналогов тем, что обладают долговременной износостойкостью, более высокой жесткостью и значительно большей устойчивостью к деформации при нагревании. Мы производим детали из стеклонаполненного нейлона из полиамида 12 с содержанием стекла 40%. Один черный, другой PA 614-GS белого цвета. В приведенной ниже таблице представлены основные различия различных нейлонов, используемых в 3D-печати.
В то время как все набивные нейлоны обладают высоким уровнем прочности, жесткости и термостойкости, стеклонаполненные нейлоны отличаются от своих стандартных нейлоновых аналогов тем, что обладают долговременной износостойкостью, более высокой жесткостью и значительно большей устойчивостью к деформации при нагревании. Мы производим детали из стеклонаполненного нейлона из полиамида 12 с содержанием стекла 40%. Один черный, другой PA 614-GS белого цвета. В приведенной ниже таблице представлены основные различия различных нейлонов, используемых в 3D-печати. фунтов на кв. дюйм (38,0 МПа)
фунтов на кв. дюйм (38,0 МПа) С MJF черный PA 12, наполненный стеклом на 40%, часто используется для изготовления корпусов, корпусов и приспособлений. Он также хорошо подходит для защелок и петель.
С MJF черный PA 12, наполненный стеклом на 40%, часто используется для изготовления корпусов, корпусов и приспособлений. Он также хорошо подходит для защелок и петель. Вот некоторые дополнительные преимущества использования стеклонаполненного нейлона в ваших проектах по литью под давлением:
Вот некоторые дополнительные преимущества использования стеклонаполненного нейлона в ваших проектах по литью под давлением: . Мы поддерживаем широкий выбор инженерных, высокоэффективных и товарных пластиков в различных формах, включая листы, стержни, трубы, профили и пленки, для удовлетворения различных потребностей клиентов. Например, мы предлагаем нейлон 6 (литой нейлоновый материал) в стеклонаполненных вариантах.
. Мы поддерживаем широкий выбор инженерных, высокоэффективных и товарных пластиков в различных формах, включая листы, стержни, трубы, профили и пленки, для удовлетворения различных потребностей клиентов. Например, мы предлагаем нейлон 6 (литой нейлоновый материал) в стеклонаполненных вариантах. Коммерчески доступные типы включают нейлон 6, нейлон 4/6, нейлон 6/6, нейлон 6/10, нейлон 6/12, нейлон 11 и нейлон 12. Численные определители указывают соотношение атомов углерода в диамине и двухосновной кислоте. мономеры, используемые при производстве материала (например, нейлон 6/6 имеет шесть атомов углерода в мономере диаминовой кислоты и шесть атомов углерода в мономере двухосновной кислоты).
Коммерчески доступные типы включают нейлон 6, нейлон 4/6, нейлон 6/6, нейлон 6/10, нейлон 6/12, нейлон 11 и нейлон 12. Численные определители указывают соотношение атомов углерода в диамине и двухосновной кислоте. мономеры, используемые при производстве материала (например, нейлон 6/6 имеет шесть атомов углерода в мономере диаминовой кислоты и шесть атомов углерода в мономере двухосновной кислоты). Например, нейлон 6/6 с содержанием стекла 30 % обладает следующими свойствами:
Например, нейлон 6/6 с содержанием стекла 30 % обладает следующими свойствами:  По сравнению с нейлоном 6/6, он предлагает лучшие свойства внешнего вида поверхности и технологичность и требует более низких температур формования с меньшим риском усадки формы. Кроме того, он, как правило, обладает хорошей ударной вязкостью и энергопоглощающими характеристиками, которые увеличиваются по мере увеличения содержания влаги. Добавляя в материал стеклянные шарики или волокна, производители пластика могут еще больше улучшить его механические и тепловые характеристики. Стеклонаполненный нейлон 6 обычно используется в тех случаях, когда требуется прочный и износостойкий материал с превосходными смазывающими свойствами.
По сравнению с нейлоном 6/6, он предлагает лучшие свойства внешнего вида поверхности и технологичность и требует более низких температур формования с меньшим риском усадки формы. Кроме того, он, как правило, обладает хорошей ударной вязкостью и энергопоглощающими характеристиками, которые увеличиваются по мере увеличения содержания влаги. Добавляя в материал стеклянные шарики или волокна, производители пластика могут еще больше улучшить его механические и тепловые характеристики. Стеклонаполненный нейлон 6 обычно используется в тех случаях, когда требуется прочный и износостойкий материал с превосходными смазывающими свойствами. дюйм
дюйм дюйм
дюйм
 В него заливается расплавленный металл. Он сжигает воск и занимает его место. После застывания получается такая же модель, но уже из бронзы, латуни, золота или алюминия. Именно таким оборудованием пользуются современные литейные мастерские, что многократно повышает производительность труда в сравнении с ручной лепкой.
В него заливается расплавленный металл. Он сжигает воск и занимает его место. После застывания получается такая же модель, но уже из бронзы, латуни, золота или алюминия. Именно таким оборудованием пользуются современные литейные мастерские, что многократно повышает производительность труда в сравнении с ручной лепкой. Они позволяют печатать очень точно, поэтому применяются при изготовлении моделей для производства ювелирных изделий. Их лазерный луч просвечивает ванну с жидким полимером, заставляя его точечно застывать. После извлекается полностью готовая модель без пустот.
Они позволяют печатать очень точно, поэтому применяются при изготовлении моделей для производства ювелирных изделий. Их лазерный луч просвечивает ванну с жидким полимером, заставляя его точечно застывать. После извлекается полностью готовая модель без пустот. Такими устройствами можно печатать даже съедобные вещи. В этом случае в качестве порошка используется шоколадная крошка или сахар, а также специальный пищевой клей.
Такими устройствами можно печатать даже съедобные вещи. В этом случае в качестве порошка используется шоколадная крошка или сахар, а также специальный пищевой клей. Их печатная головка двигается по периметру ранее созданного фундамента и тонкими слоями укладывает раствор. Благодаря наличию в составе полимерных добавок он сравнительно быстро застывает. Такая технология позволяет ускорить процесс и снизить затраты на одноэтажное строительство. Все же подобное оборудование не идеально, поскольку требует ручного изготовления фундамента, а также крыши. Получаемые стены имеют гребенчатую поверхность, на которой просматриваются все слои. Это решается использованием штукатурки или листовых отделочных материалов.
Их печатная головка двигается по периметру ранее созданного фундамента и тонкими слоями укладывает раствор. Благодаря наличию в составе полимерных добавок он сравнительно быстро застывает. Такая технология позволяет ускорить процесс и снизить затраты на одноэтажное строительство. Все же подобное оборудование не идеально, поскольку требует ручного изготовления фундамента, а также крыши. Получаемые стены имеют гребенчатую поверхность, на которой просматриваются все слои. Это решается использованием штукатурки или листовых отделочных материалов. Это особенно важно, если получаемые модели будут продаваться в качестве сувениров. Выгоднее делать много изделий и реализовывать их дешево. Преследуя такую цель лучше остановиться на 3D принтерах, применяющих ABS и PLA пластики.
Это особенно важно, если получаемые модели будут продаваться в качестве сувениров. Выгоднее делать много изделий и реализовывать их дешево. Преследуя такую цель лучше остановиться на 3D принтерах, применяющих ABS и PLA пластики.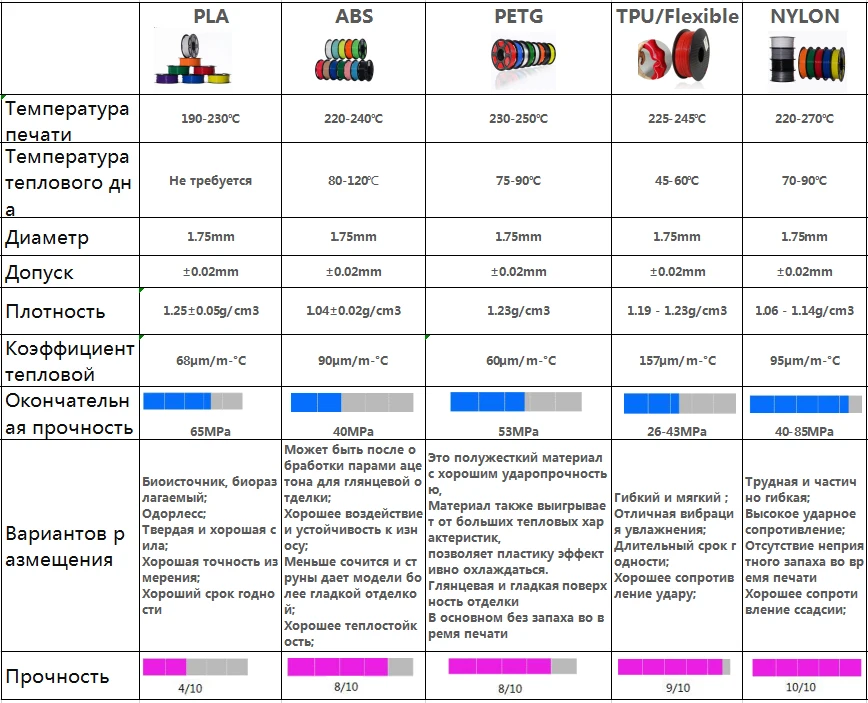 Чем выше область, тем лучше, но естественно крупное оборудование стоит дороже. Однако в определенных случаях можно распечатывать модели частями, а после их склеивать
Чем выше область, тем лучше, но естественно крупное оборудование стоит дороже. Однако в определенных случаях можно распечатывать модели частями, а после их склеивать Принтер возобновит печатать уже новым цветом. Таким образом, поставить принтер и уйти не получится. Если на момент необходимости смены материала человека не будет рядом, то принтер так и будет оставаться в режиме ожидания для замены цвета, вне зависимости от того потребуется на это несколько минут или дней.
Принтер возобновит печатать уже новым цветом. Таким образом, поставить принтер и уйти не получится. Если на момент необходимости смены материала человека не будет рядом, то принтер так и будет оставаться в режиме ожидания для замены цвета, вне зависимости от того потребуется на это несколько минут или дней.

 После того как один слой готов платформа с деталью опускается, жидкий полимер заполняет пустоту далее запекается следующий слой и так далее. Иногда происходит наоборот: платформа с деталью поднимается вверх, лазер соответственно расположен снизу…
После того как один слой готов платформа с деталью опускается, жидкий полимер заполняет пустоту далее запекается следующий слой и так далее. Иногда происходит наоборот: платформа с деталью поднимается вверх, лазер соответственно расположен снизу…  Похоже на SL, только вместо жидкого фотополимера используется порошок, который спекается лазером.
Похоже на SL, только вместо жидкого фотополимера используется порошок, который спекается лазером.  На выходе, как правило, получается материал sandstone (похожий по свойствам на гипс)
На выходе, как правило, получается материал sandstone (похожий по свойствам на гипс) 
 Все сводится к следующим шести соображениям:
Все сводится к следующим шести соображениям: Это также для любителей, школ, библиотек и всех, кто хочет инвестировать в эту удивительную технологию. Если вы совсем ничего не знаете о 3D-печати, но хотели бы научиться, это руководство для ВАС. Не волнуйтесь, мы не собираемся ошеломлять вас или ослеплять вас наукой.
Это также для любителей, школ, библиотек и всех, кто хочет инвестировать в эту удивительную технологию. Если вы совсем ничего не знаете о 3D-печати, но хотели бы научиться, это руководство для ВАС. Не волнуйтесь, мы не собираемся ошеломлять вас или ослеплять вас наукой.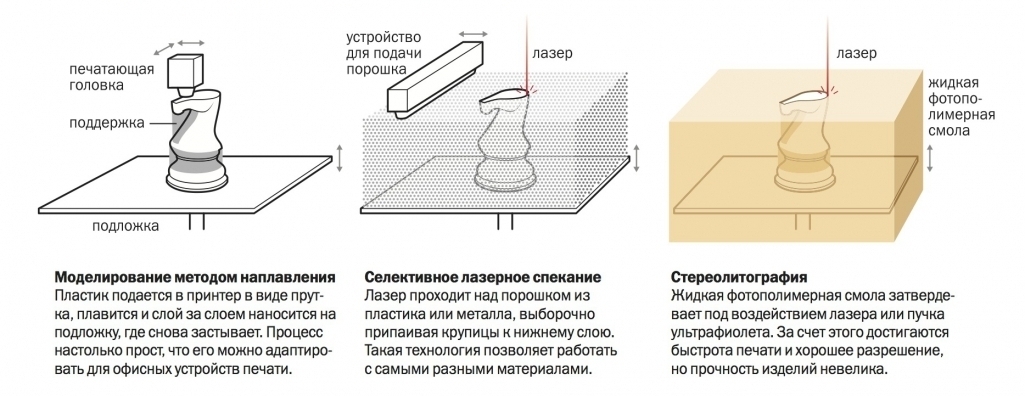

 Те, кто использует эту технологию, серьезно относятся к точности и аккуратности. Он может создавать объекты из файлов данных 3D CAD (сгенерированных компьютером) всего за несколько часов. Это процесс 3D-печати, который популярен благодаря своим мелким деталям и точности. Машины, использующие эту технологию, производят уникальные модели, модели, прототипы и различные серийные детали. Они делают это, превращая жидкие фотополимеры (особый тип пластика) в твердые трехмерные объекты, слой за слоем. Пластик сначала нагревают, чтобы превратить его в полужидкую форму, а затем он затвердевает при контакте. Принтер создает каждый из этих слоев с помощью ультрафиолетового лазера, направляемого сканирующими зеркалами по осям X и Y. Непосредственно перед каждым циклом печати по поверхности перемещается лезвие повторного покрытия, чтобы обеспечить равномерное распределение каждого тонкого слоя смолы по объекту. Таким образом, цикл печати продолжается, создавая 3D-объекты снизу вверх.
Те, кто использует эту технологию, серьезно относятся к точности и аккуратности. Он может создавать объекты из файлов данных 3D CAD (сгенерированных компьютером) всего за несколько часов. Это процесс 3D-печати, который популярен благодаря своим мелким деталям и точности. Машины, использующие эту технологию, производят уникальные модели, модели, прототипы и различные серийные детали. Они делают это, превращая жидкие фотополимеры (особый тип пластика) в твердые трехмерные объекты, слой за слоем. Пластик сначала нагревают, чтобы превратить его в полужидкую форму, а затем он затвердевает при контакте. Принтер создает каждый из этих слоев с помощью ультрафиолетового лазера, направляемого сканирующими зеркалами по осям X и Y. Непосредственно перед каждым циклом печати по поверхности перемещается лезвие повторного покрытия, чтобы обеспечить равномерное распределение каждого тонкого слоя смолы по объекту. Таким образом, цикл печати продолжается, создавая 3D-объекты снизу вверх.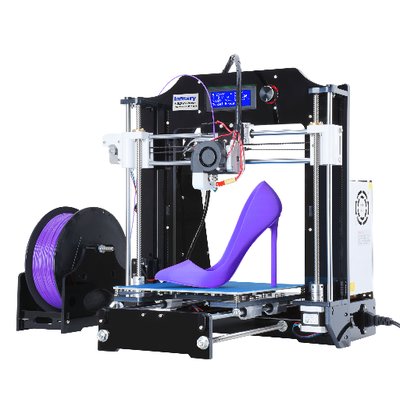 В 3D-детали обычно используется химическая ванна для удаления излишков смолы. Также обычной практикой является пост-отверждение объекта в ультрафиолетовой печи. Это делает готовый предмет более прочным и стабильным. В зависимости от детали, она может пройти ручную шлифовку и профессиональную окраску. Печать SLA стала предпочтительным экономичным выбором для самых разных отраслей промышленности. Некоторые из них включают автомобильную, медицинскую, аэрокосмическую, развлекательную, а также для создания различных потребительских товаров.
В 3D-детали обычно используется химическая ванна для удаления излишков смолы. Также обычной практикой является пост-отверждение объекта в ультрафиолетовой печи. Это делает готовый предмет более прочным и стабильным. В зависимости от детали, она может пройти ручную шлифовку и профессиональную окраску. Печать SLA стала предпочтительным экономичным выбором для самых разных отраслей промышленности. Некоторые из них включают автомобильную, медицинскую, аэрокосмическую, развлекательную, а также для создания различных потребительских товаров. Однако между ними есть одно существенное различие, которое заключается в источнике света. В то время как SLA использует ультрафиолетовый свет, DLP использует более традиционный источник света, обычно дуговые лампы. Этот процесс приводит к довольно впечатляющим скоростям печати. Когда много света, смола быстро затвердевает (мы говорим о секундах). По сравнению с 3D-печатью SLA, DLP позволяет сократить время печати большинства деталей. Причина, по которой он работает быстрее, заключается в том, что он выставляет сразу целые слои. При SLA-печати лазер должен прорисовывать каждый из этих слоев, а это требует времени.
Однако между ними есть одно существенное различие, которое заключается в источнике света. В то время как SLA использует ультрафиолетовый свет, DLP использует более традиционный источник света, обычно дуговые лампы. Этот процесс приводит к довольно впечатляющим скоростям печати. Когда много света, смола быстро затвердевает (мы говорим о секундах). По сравнению с 3D-печатью SLA, DLP позволяет сократить время печати большинства деталей. Причина, по которой он работает быстрее, заключается в том, что он выставляет сразу целые слои. При SLA-печати лазер должен прорисовывать каждый из этих слоев, а это требует времени. в 1980-х годах. Для печати своих 3D-объектов компания использует термопластичные материалы промышленного класса. Он популярен для создания функциональных прототипов, концептуальных моделей и вспомогательных средств. Это технология, которая может создавать точные детали и может похвастаться исключительным соотношением прочности и веса.
в 1980-х годах. Для печати своих 3D-объектов компания использует термопластичные материалы промышленного класса. Он популярен для создания функциональных прототипов, концептуальных моделей и вспомогательных средств. Это технология, которая может создавать точные детали и может похвастаться исключительным соотношением прочности и веса.
 Это метод 3D-печати, в котором используются мощные лазеры CO2 для сплавления частиц. Лазер спекает порошкообразные металлические материалы (хотя он может использовать и другие материалы, такие как белый нейлоновый порошок, керамику и даже стекло). Вот как это работает:
Это метод 3D-печати, в котором используются мощные лазеры CO2 для сплавления частиц. Лазер спекает порошкообразные металлические материалы (хотя он может использовать и другие материалы, такие как белый нейлоновый порошок, керамику и даже стекло). Вот как это работает: Именно это широкое разнообразие доступных материалов делает технологию SLA настолько популярной для печати индивидуальных объектов.
Именно это широкое разнообразие доступных материалов делает технологию SLA настолько популярной для печати индивидуальных объектов. После одного полного цикла печати принтер добавляет новый слой порошкового материала к предыдущему. Затем объект опускается точно на толщину одного слоя. Когда процесс печати будет завершен, кто-то вручную удалит неиспользованный порошок с объекта. Основное различие между SLM и SLS заключается в том, что SLM полностью расплавляет порошок, тогда как SLS только частично его расплавляет (спекает). В общем, конечные продукты SLM, как правило, прочнее, поскольку в них меньше или совсем нет пустот.
После одного полного цикла печати принтер добавляет новый слой порошкового материала к предыдущему. Затем объект опускается точно на толщину одного слоя. Когда процесс печати будет завершен, кто-то вручную удалит неиспользованный порошок с объекта. Основное различие между SLM и SLS заключается в том, что SLM полностью расплавляет порошок, тогда как SLS только частично его расплавляет (спекает). В общем, конечные продукты SLM, как правило, прочнее, поскольку в них меньше или совсем нет пустот.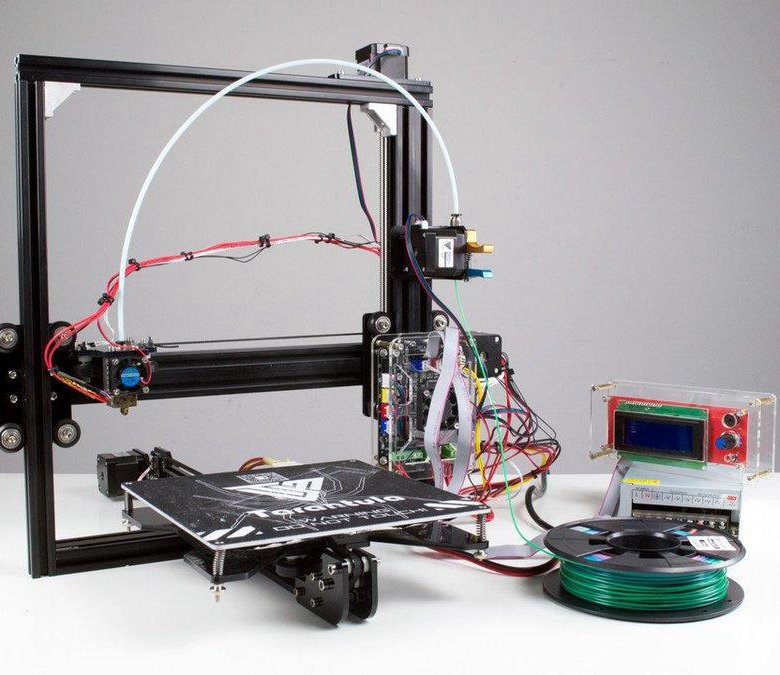 Среди тех, кто инвестирует в 3D-принтеры SLM, есть исследователи, университеты и разработчики металлических порошков. Есть и другие, которые заинтересованы в изучении всего спектра и будущего потенциала аддитивного производства металлов.
Среди тех, кто инвестирует в 3D-принтеры SLM, есть исследователи, университеты и разработчики металлических порошков. Есть и другие, которые заинтересованы в изучении всего спектра и будущего потенциала аддитивного производства металлов. EBM также производит невероятно прочные и плотные детали.
EBM также производит невероятно прочные и плотные детали.

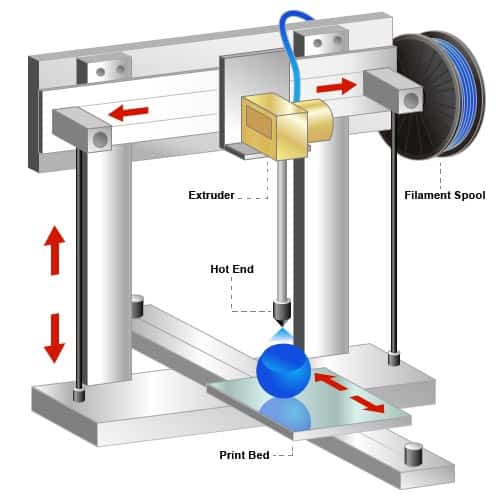
 Эта технология все еще развивается, поэтому ожидайте, что в будущем нас ждет еще больше замечательных вещей. На момент написания некоторые приложения BJ 3D-печати включали быстрое прототипирование и различные применения в аэрокосмической, автомобильной и медицинской промышленности.
Эта технология все еще развивается, поэтому ожидайте, что в будущем нас ждет еще больше замечательных вещей. На момент написания некоторые приложения BJ 3D-печати включали быстрое прототипирование и различные применения в аэрокосмической, автомобильной и медицинской промышленности. Сегодня 3D-принтеры MJ производят детали с высоким разрешением, в основном для стоматологической и ювелирной промышленности,
Сегодня 3D-принтеры MJ производят детали с высоким разрешением, в основном для стоматологической и ювелирной промышленности, После того, как деталь будет готова, вы можете сразу ее использовать, никакого дополнительного пост-отверждения не требуется.
После того, как деталь будет готова, вы можете сразу ее использовать, никакого дополнительного пост-отверждения не требуется. И если вам нужно освежить в памяти, вы можете в любое время просто вернуться к любому разделу этого руководства.
И если вам нужно освежить в памяти, вы можете в любое время просто вернуться к любому разделу этого руководства. Однако качество ваших 3D-печатей может зависеть от используемой вами технологии 3D-печати.
Однако качество ваших 3D-печатей может зависеть от используемой вами технологии 3D-печати. SLA используется в аэрокосмической, автомобильной и медицинской промышленности, и это лишь некоторые из них.
SLA используется в аэрокосмической, автомобильной и медицинской промышленности, и это лишь некоторые из них.
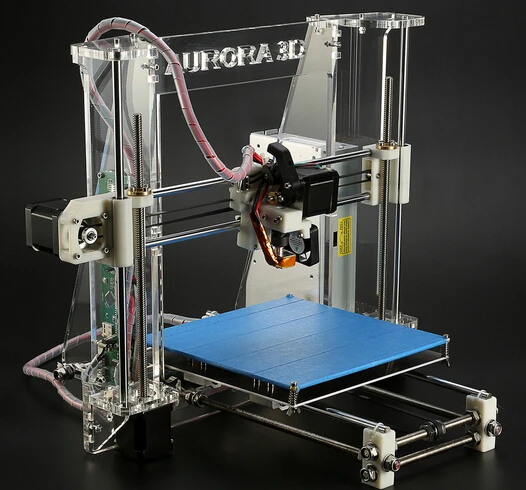 Используемые термопластичные нити включают полиэтилентерефталат (ПЭТФ), полимолочную кислоту (ПЛА) и акрилонитрилбутадиенстирол (АБС). Общие области применения FDM включают 3D-печать зданий и изготовление 3D-десертов.
Используемые термопластичные нити включают полиэтилентерефталат (ПЭТФ), полимолочную кислоту (ПЛА) и акрилонитрилбутадиенстирол (АБС). Общие области применения FDM включают 3D-печать зданий и изготовление 3D-десертов.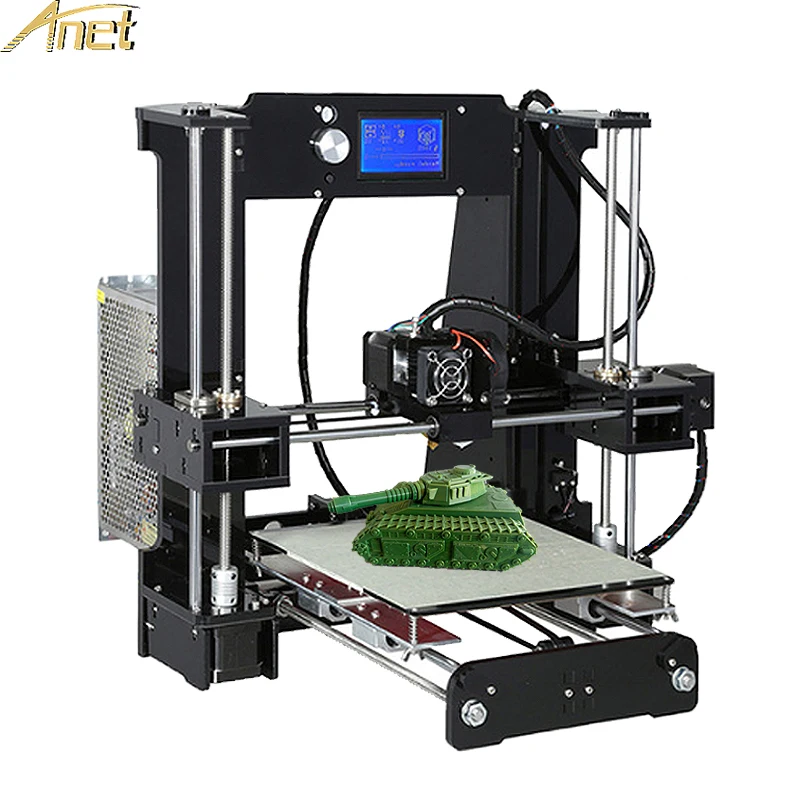
 Как и SLA, DLP можно использовать для создания деталей с высокой точностью размеров.
Как и SLA, DLP можно использовать для создания деталей с высокой точностью размеров.

 Единственный вариант — снимать валюту с российской карты «Мир». Но ее принимают немногие страны — Турция, Вьетнам, Армения, Беларусь, Казахстан, Кыргызстан, Таджикистан, Узбекистан.
Единственный вариант — снимать валюту с российской карты «Мир». Но ее принимают немногие страны — Турция, Вьетнам, Армения, Беларусь, Казахстан, Кыргызстан, Таджикистан, Узбекистан.
 Все газеты, журналы, теле- и радиостанции финансировались из госбюджета и находились под контролем компартии и спецслужб. Основной задачей советских СМИ была пропаганда социалистического строя, борьба с западной идеологией и доведение до народных масс позиции КПСС как направляющей и единственно верной.
Все газеты, журналы, теле- и радиостанции финансировались из госбюджета и находились под контролем компартии и спецслужб. Основной задачей советских СМИ была пропаганда социалистического строя, борьба с западной идеологией и доведение до народных масс позиции КПСС как направляющей и единственно верной. Это вынудило многие редакции вывезти журналистов за границу.
Это вынудило многие редакции вывезти журналистов за границу. Непритязательный — наподобие рюмочных и привокзальных буфетов с черствыми пирожками и жидким чаем. И дорогой ресторанный, с деликатесами и вежливым обслуживанием, недоступный большинству советских граждан.
Непритязательный — наподобие рюмочных и привокзальных буфетов с черствыми пирожками и жидким чаем. И дорогой ресторанный, с деликатесами и вежливым обслуживанием, недоступный большинству советских граждан.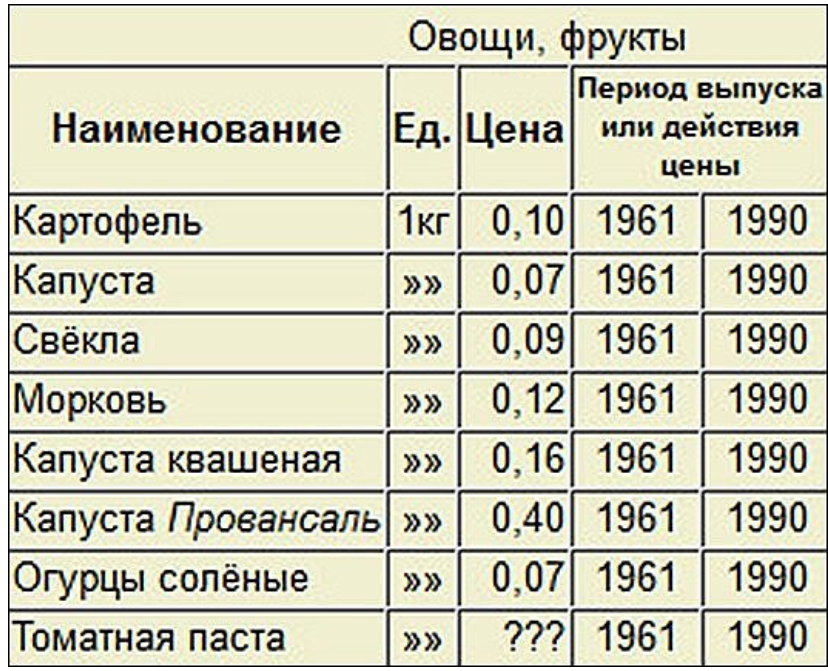



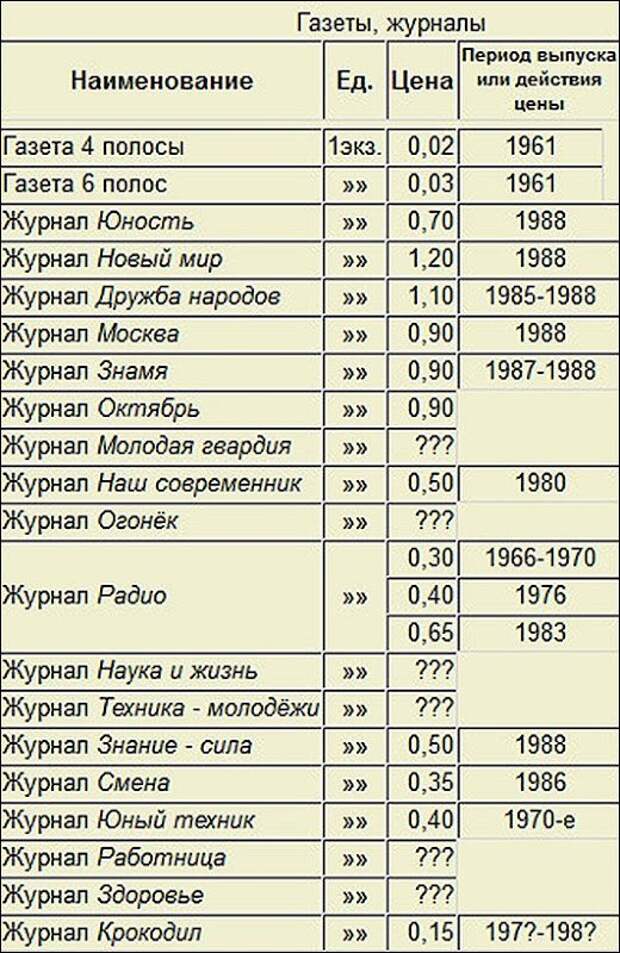 Специалистам казалось, что мир вступал в эпоху перманентно дешевой энергии, а это сделало бы советскую модель нерентабельной и отказ от нее — только делом времени.
Специалистам казалось, что мир вступал в эпоху перманентно дешевой энергии, а это сделало бы советскую модель нерентабельной и отказ от нее — только делом времени.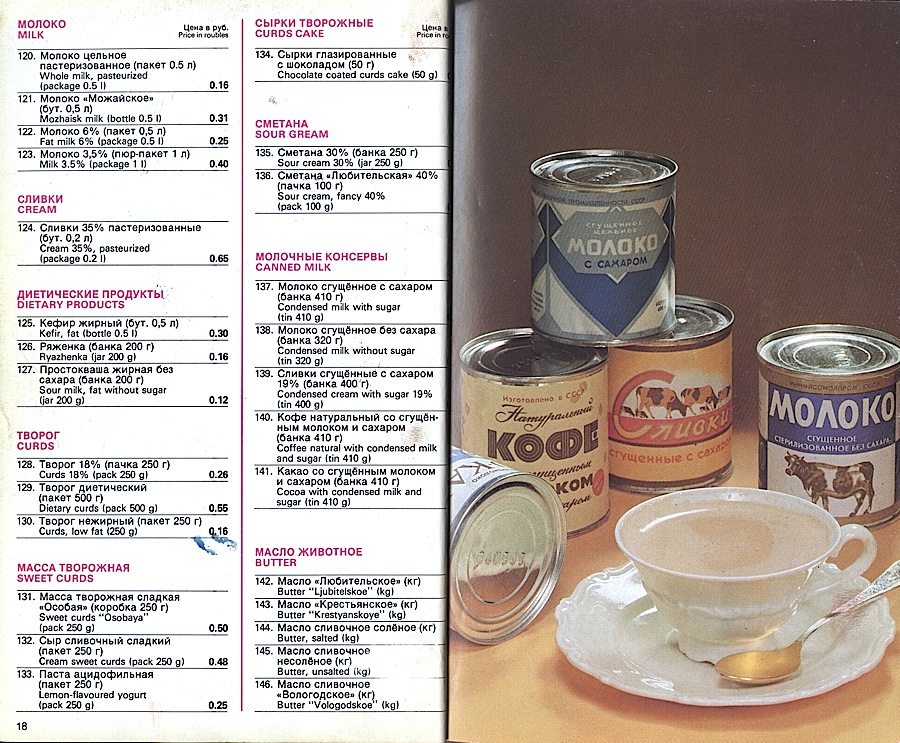
 Советскому Союзу, далекому от этих соображений, срочно требовались деньги. Премьер СССР Алексей Косыгин формулировал это так: «В стране напряженная ситуация с хлебом. Мне нужно 3 млн т (нефти) сверх плана» — имелось в виду:чтобы закупить недостающее за рубежом.
Советскому Союзу, далекому от этих соображений, срочно требовались деньги. Премьер СССР Алексей Косыгин формулировал это так: «В стране напряженная ситуация с хлебом. Мне нужно 3 млн т (нефти) сверх плана» — имелось в виду:чтобы закупить недостающее за рубежом. В первой половине десятилетия они еще разнонаправленно колебались, но в 1986 году определились с многолетней конъюнктурой: закрепились на чрезвычайно невысоких отметках. Впрочем, слышен голос экспертов, что в этом случае дело не обошлось без сговора.
В первой половине десятилетия они еще разнонаправленно колебались, но в 1986 году определились с многолетней конъюнктурой: закрепились на чрезвычайно невысоких отметках. Впрочем, слышен голос экспертов, что в этом случае дело не обошлось без сговора. Это привело к девальвации рубля, доводя СССР буквально до банкротства. Последствия известны: перестройка, Михаил Горбачев и распад самой советской империи».
Это привело к девальвации рубля, доводя СССР буквально до банкротства. Последствия известны: перестройка, Михаил Горбачев и распад самой советской империи».
 Цены пошли вниз сами, и США лишь оставалось подтолкнуть их.
Цены пошли вниз сами, и США лишь оставалось подтолкнуть их. Когда британский и саудовский уровни добычи сравнялись, ситуация могла показаться абсурдной: ведь разница в их запасах бросалась в глазах каждому, знакомому с географией залегания углеводородов.
Когда британский и саудовский уровни добычи сравнялись, ситуация могла показаться абсурдной: ведь разница в их запасах бросалась в глазах каждому, знакомому с географией залегания углеводородов. Снижение цен означало потерю доходов: в одном только 1986 году Кремль недосчитался 20 млрд долларов, или 7,5% экспортной выручки. Выход стали искать на кредитных рынках. С 1986 по 1989 год внешний долг СССР возрос вдвое — с 30 млрд до 50 млрд долларов.
Снижение цен означало потерю доходов: в одном только 1986 году Кремль недосчитался 20 млрд долларов, или 7,5% экспортной выручки. Выход стали искать на кредитных рынках. С 1986 по 1989 год внешний долг СССР возрос вдвое — с 30 млрд до 50 млрд долларов.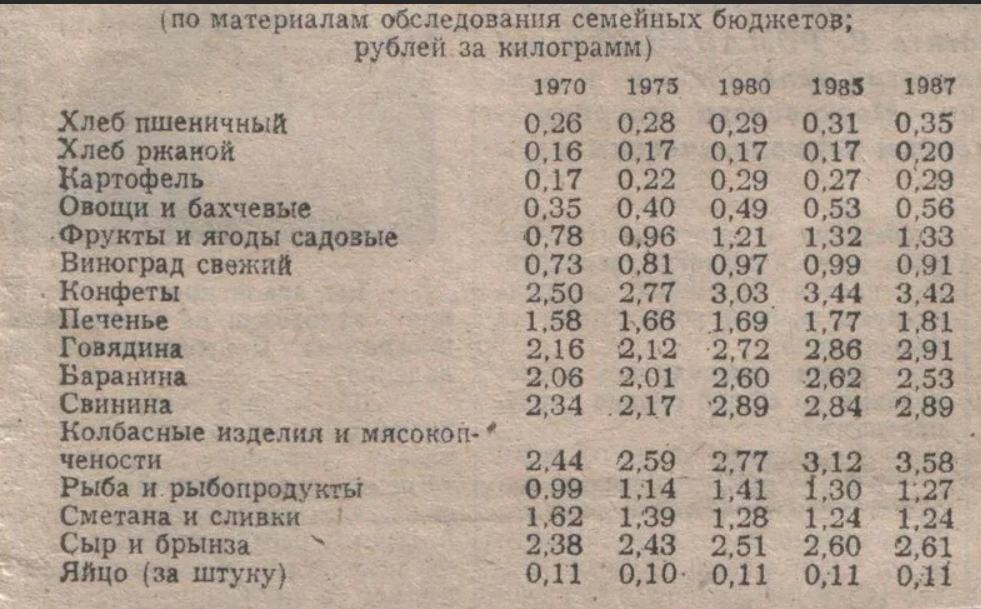 И — нефть оставалась безнадежно дешевой. Времена ее пиков, казалось, навечно прошли. Прежняя советская модель — не только экономически, но и психологически, морально — трещала по швам. Перестройка, вызванная ее кризисом, — напротив, набирала обороты.
И — нефть оставалась безнадежно дешевой. Времена ее пиков, казалось, навечно прошли. Прежняя советская модель — не только экономически, но и психологически, морально — трещала по швам. Перестройка, вызванная ее кризисом, — напротив, набирала обороты.
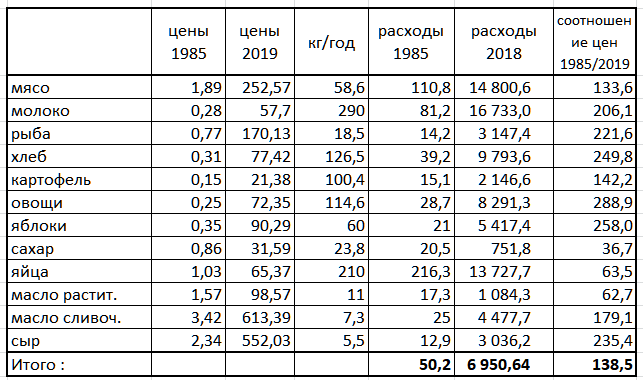
 Незадолго до этого СССР стал крупным мировым производителем нефти; снижение цен немедленно привело к значительная потеря доходов от экспорта твердой валюты, вынуждающая СССР истощать свои официальные резервы на фоне растущего дефицита почти всего по всему союзу», — сказал Георгий Волошин, глава парижского отделения Aperio Intelligence.
Незадолго до этого СССР стал крупным мировым производителем нефти; снижение цен немедленно привело к значительная потеря доходов от экспорта твердой валюты, вынуждающая СССР истощать свои официальные резервы на фоне растущего дефицита почти всего по всему союзу», — сказал Георгий Волошин, глава парижского отделения Aperio Intelligence.

 Однако зерно правды было: военные возможности Советского Союза были непропорциональны его экономическим размерам.
Однако зерно правды было: военные возможности Советского Союза были непропорциональны его экономическим размерам. Австро-Венгрия опущена, исчезнув в 1918.
Австро-Венгрия опущена, исчезнув в 1918. Но, оглядываясь назад, мы можем видеть, что эффект советской системы заключался прежде всего в повышении уровня производства за счет непрерывной мобилизации. Базовые темпы роста производительности не были повышены, и советская экономика так и не приблизилась к американским стандартам.
Но, оглядываясь назад, мы можем видеть, что эффект советской системы заключался прежде всего в повышении уровня производства за счет непрерывной мобилизации. Базовые темпы роста производительности не были повышены, и советская экономика так и не приблизилась к американским стандартам.
 Диктаторы разделяли убеждения, которые формировали их собственные интересы и способы их продвижения. Они видели мир внутренне враждебным, а свою страну — крепостью, осажденной врагами и проникнутой шпионами. Когда не было войны, они готовились к войне.
Диктаторы разделяли убеждения, которые формировали их собственные интересы и способы их продвижения. Они видели мир внутренне враждебным, а свою страну — крепостью, осажденной врагами и проникнутой шпионами. Когда не было войны, они готовились к войне. Одним из результатов стала обширная военная промышленность, организованная для массового производства вооружений. В традиционных отраслях, как видно из рис. 3, этот комплекс в значительной степени заложился в XIX в.30 с. Когда разразилась Вторая мировая война, Советский Союз уже соперничал с Германией как один из двух ведущих мировых поставщиков оружия (Davies et al. в процессе подготовки). Новые ветки для ядерного оружия, космических ракет и радиоэлектроники были добавлены во время и после войны.
Одним из результатов стала обширная военная промышленность, организованная для массового производства вооружений. В традиционных отраслях, как видно из рис. 3, этот комплекс в значительной степени заложился в XIX в.30 с. Когда разразилась Вторая мировая война, Советский Союз уже соперничал с Германией как один из двух ведущих мировых поставщиков оружия (Davies et al. в процессе подготовки). Новые ветки для ядерного оружия, космических ракет и радиоэлектроники были добавлены во время и после войны.
 Тем временем, по той же системе, были выдвинуты миллионы других жизней. Бенефициаров легче всего определить с точки зрения демографии.
Тем временем, по той же системе, были выдвинуты миллионы других жизней. Бенефициаров легче всего определить с точки зрения демографии. Основными факторами были простые, но действенные меры общественной санитарии, инфекционного контроля и антисептики при родах и хирургии.
Основными факторами были простые, но действенные меры общественной санитарии, инфекционного контроля и антисептики при родах и хирургии.


 Д.
Д. Д.
Д.
 Альбом орнаментов 2
Альбом орнаментов 2
 Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Силуэт дерева без листьев. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Два дерева в квадратной рамке, с листьями и без них. Коричневый ствол, ветки. Элемент дизайна, образец панели для плоттерной резки. Шаблон для резки бумаги, фанеры, картона, гравировки по металлу, резьбы по дереву. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары. Трафарет с листьями. Векторный силуэт элемента. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Лазерная резка векторного дизайна рождественских украшений. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары.
Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Силуэт дерева без листьев. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Два дерева в квадратной рамке, с листьями и без них. Коричневый ствол, ветки. Элемент дизайна, образец панели для плоттерной резки. Шаблон для резки бумаги, фанеры, картона, гравировки по металлу, резьбы по дереву. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары. Трафарет с листьями. Векторный силуэт элемента. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Лазерная резка векторного дизайна рождественских украшений. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары. Тема растений. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка векторного дизайна рождественских украшений. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары. Абстрактный геометрический фонЛазерная резка векторного дизайна рождественских украшений. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары.Декоративное панно в форме шестиугольника. Цветочный узор из листьев. Ажурный шаблон для лазерной резки, гравировки металла, резьбы по дереву, фанеры, картона, бумаги. Растительная тема. Векторная иллюстрацияСилуэт головы кошки. Трафарет для детей. Белый объект на оранжевом фоне. персонаж артунского зоопарка. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Арочные резные ворота с арабским орнаментом.
Тема растений. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка векторного дизайна рождественских украшений. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары. Абстрактный геометрический фонЛазерная резка векторного дизайна рождественских украшений. Веселое рождественское украшение для рождественской елки. Рождественский символ для резки бумаги, резьбы по дереву и рождественских украшений. Елочные шары.Декоративное панно в форме шестиугольника. Цветочный узор из листьев. Ажурный шаблон для лазерной резки, гравировки металла, резьбы по дереву, фанеры, картона, бумаги. Растительная тема. Векторная иллюстрацияСилуэт головы кошки. Трафарет для детей. Белый объект на оранжевом фоне. персонаж артунского зоопарка. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Арочные резные ворота с арабским орнаментом. Макет для обрезки. Векторная иллюстрация. Шаблон векторного логотипа инструментов. значок зубила, молотка или рейсмуса. Коллекция старинных деревянных рамок для картин. Зеркало, портрет, значок изображения или символ. Векторная иллюстрацияOpenwork циферблат со стрелками на белом фоне. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Рождественский бал со снежным озером для резки бумаги, резьбы по дереву и рождественских украшений. Рождественский снежный декор. Векторная иллюстрация снежинокНабор вертикальных прямоугольных панелей, решетки, закладки. Декоративные элементы с резным узором. Шаблон для плоттерной лазерной резки бумаги, гравировки по металлу, резьбы по дереву, чпу. Векторная иллюстрация. Декоративное панно с цветами. Летний луг с травой, листьями, бутонами, травами, бабочками, стрекозами. Векторный шаблон для плоттерной лазерной резки бумаги, гравировки металла, фанеры, резьбы по дереву, ЧПУ. Значок резьбы по дереву на белом фоне. Простой элемент illustratiBrown цветочный орнамент на бежевом фоне.
Макет для обрезки. Векторная иллюстрация. Шаблон векторного логотипа инструментов. значок зубила, молотка или рейсмуса. Коллекция старинных деревянных рамок для картин. Зеркало, портрет, значок изображения или символ. Векторная иллюстрацияOpenwork циферблат со стрелками на белом фоне. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Рождественский бал со снежным озером для резки бумаги, резьбы по дереву и рождественских украшений. Рождественский снежный декор. Векторная иллюстрация снежинокНабор вертикальных прямоугольных панелей, решетки, закладки. Декоративные элементы с резным узором. Шаблон для плоттерной лазерной резки бумаги, гравировки по металлу, резьбы по дереву, чпу. Векторная иллюстрация. Декоративное панно с цветами. Летний луг с травой, листьями, бутонами, травами, бабочками, стрекозами. Векторный шаблон для плоттерной лазерной резки бумаги, гравировки металла, фанеры, резьбы по дереву, ЧПУ. Значок резьбы по дереву на белом фоне. Простой элемент illustratiBrown цветочный орнамент на бежевом фоне. Векторная иллюстрация.
Векторная иллюстрация. Ветка с листьями в форме сердца. Тема растений. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Значок инструментов для резьбы по дереву, логотип с долотами, эмблема гравировки древесины, векторный набор кофейных трафаретов. Для нанесения рисунка на капучино, макиато и латте. Цветочная тема. Силуэты цветов и листьев. Шаблон для лазерной резки, резки бумаги и резьбы по дереву. Vector.Set веток, цветов, бабочек и стрекоз. Растительная тема. Белые объекты на зеленом фоне. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Набор рождественских украшений — забавные игрушки оленей. Силуэт северного оленя. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Новогодняя тема. Изолированный объект. Векторная иллюстрация. Кулон в форме сердца с листьями внутри. Ажурный шаблон для лазерной резки, гравировки по металлу, резьбы по дереву, фанеры, картона, резки бумаги или печати. Цветочный орнамент. Векторная иллюстрация.
Ветка с листьями в форме сердца. Тема растений. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Значок инструментов для резьбы по дереву, логотип с долотами, эмблема гравировки древесины, векторный набор кофейных трафаретов. Для нанесения рисунка на капучино, макиато и латте. Цветочная тема. Силуэты цветов и листьев. Шаблон для лазерной резки, резки бумаги и резьбы по дереву. Vector.Set веток, цветов, бабочек и стрекоз. Растительная тема. Белые объекты на зеленом фоне. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Набор рождественских украшений — забавные игрушки оленей. Силуэт северного оленя. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Новогодняя тема. Изолированный объект. Векторная иллюстрация. Кулон в форме сердца с листьями внутри. Ажурный шаблон для лазерной резки, гравировки по металлу, резьбы по дереву, фанеры, картона, резки бумаги или печати. Цветочный орнамент. Векторная иллюстрация. Курительная трубка с резьбой и деревянной текстурой, символом черепа смерти и философии, атрибутом моряка, векторной иллюстрацией с черными контурными линиями, выделенными на белом фоне в стиле каракулей и ручной работы Лазерная резка шаблона свадебного приглашения. Рамка с сердцем и цветами. Сложите открытку на день святого валентина. Золотая векторная иллюстрация. Силуэт золотой панели для резьбы по дереву, вырезки из бумаги, высечки. Шаблон для лазерной резки тропических листьев, ветвей джунглей. Экзотическая расщепленная листва пальмы изолирована на зеленом фоне. Векторный силуэт элементов. Набор для резьбы по дереву, вырез по бумаге, штамп для высечки
Курительная трубка с резьбой и деревянной текстурой, символом черепа смерти и философии, атрибутом моряка, векторной иллюстрацией с черными контурными линиями, выделенными на белом фоне в стиле каракулей и ручной работы Лазерная резка шаблона свадебного приглашения. Рамка с сердцем и цветами. Сложите открытку на день святого валентина. Золотая векторная иллюстрация. Силуэт золотой панели для резьбы по дереву, вырезки из бумаги, высечки. Шаблон для лазерной резки тропических листьев, ветвей джунглей. Экзотическая расщепленная листва пальмы изолирована на зеленом фоне. Векторный силуэт элементов. Набор для резьбы по дереву, вырез по бумаге, штамп для высечки Векторная иллюстрация. Круглая декоративная фоторамка с восточным орнаментом. опийное пространство в центре. Шаблон для лазерной резки (чпу), резьбы по дереву, бумаги или печати. Векторная иллюстрация. Буква D. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Кулон в форме шестиугольника с листьями внутри. Ажурный шаблон для лазерной резки, гравировки по металлу, резьбы по дереву, фанеры, картона, резки бумаги или печати. Цветочный узор. Векторная иллюстрация. Векторная квадратная рамка с узором из ветвей, листьев. Элемент дизайна, образец панели для плоттерной резки, ручная работа. Шаблон для резки бумаги, фанеры, картона, гравировки по металлу, резьбы по дереву, печати. Лазерная резка шаблона свадебного приглашения. Квадратная карта с мистером, миссис, богато украшенным орнаментом. Золотая векторная иллюстрация. Силуэт сердца на день святого Валентина. Панель для резьбы по дереву, вырезания из бумаги, высечки.
Векторная иллюстрация. Круглая декоративная фоторамка с восточным орнаментом. опийное пространство в центре. Шаблон для лазерной резки (чпу), резьбы по дереву, бумаги или печати. Векторная иллюстрация. Буква D. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Кулон в форме шестиугольника с листьями внутри. Ажурный шаблон для лазерной резки, гравировки по металлу, резьбы по дереву, фанеры, картона, резки бумаги или печати. Цветочный узор. Векторная иллюстрация. Векторная квадратная рамка с узором из ветвей, листьев. Элемент дизайна, образец панели для плоттерной резки, ручная работа. Шаблон для резки бумаги, фанеры, картона, гравировки по металлу, резьбы по дереву, печати. Лазерная резка шаблона свадебного приглашения. Квадратная карта с мистером, миссис, богато украшенным орнаментом. Золотая векторная иллюстрация. Силуэт сердца на день святого Валентина. Панель для резьбы по дереву, вырезания из бумаги, высечки. Сложите векторный силуэт. Влюбленная пара, лица в профиль на День святого Валентина. Панно для резьбы по дереву, вырезка из бумаги, высечка, штамп.
Сложите векторный силуэт. Влюбленная пара, лица в профиль на День святого Валентина. Панно для резьбы по дереву, вырезка из бумаги, высечка, штамп. Тема растений. Силуэты пальмовых листьев. Шаблон для лазерной резки, резьбы по дереву, резки и печати бумаги. Векторная иллюстрация. Ажурный циферблат со стрелками и арабскими цифрами. Силуэт часов на белом фоне. Декор для дома. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Орнаментальный круглый узор с цветочными элементами. Лазерная резка шаблона. Векторная иллюстрация русского национального орнаментаСилуэт милого плюшевого мишки. Декор для детской комнаты. Белый мультипликационный персонаж на зеленом фоне. Шаблон для лазерной резки, резьбы по дереву или бумаги. Векторная иллюстрация.
Тема растений. Силуэты пальмовых листьев. Шаблон для лазерной резки, резьбы по дереву, резки и печати бумаги. Векторная иллюстрация. Ажурный циферблат со стрелками и арабскими цифрами. Силуэт часов на белом фоне. Декор для дома. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Орнаментальный круглый узор с цветочными элементами. Лазерная резка шаблона. Векторная иллюстрация русского национального орнаментаСилуэт милого плюшевого мишки. Декор для детской комнаты. Белый мультипликационный персонаж на зеленом фоне. Шаблон для лазерной резки, резьбы по дереву или бумаги. Векторная иллюстрация. Шаблон для лазерной резки, резьбы по дереву, резки бумаги или печати. Векторная иллюстрация. Номер семь — 7. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Силуэт головы льва. Трафарет для детей. Белый объект на оранжевом фоне. персонаж артунского зоопарка. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Трафарет. Алфавит. Ажурная буква Q. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка шаблона свадебного приглашения. Квадратная карта с мистером, миссис, богато украшенным орнаментом. Золотая векторная иллюстрация. Силуэт сердца на день святого Валентина. Панель для резьбы по дереву, вырезка из бумаги, высечка. Буква N. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати.
Шаблон для лазерной резки, резьбы по дереву, резки бумаги или печати. Векторная иллюстрация. Номер семь — 7. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Силуэт головы льва. Трафарет для детей. Белый объект на оранжевом фоне. персонаж артунского зоопарка. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Трафарет. Алфавит. Ажурная буква Q. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка шаблона свадебного приглашения. Квадратная карта с мистером, миссис, богато украшенным орнаментом. Золотая векторная иллюстрация. Силуэт сердца на день святого Валентина. Панель для резьбы по дереву, вырезка из бумаги, высечка. Буква N. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Набор флагов с резными английскими буквами и цифрами. Декор к празднику или дню рождения. Красочные объекты на белом фоне. Векторная иллюстрация. Шаблон для лазерной резки, резьбы по дереву или бумаги. Буква U. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Номер семь — 7. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация.
Векторная иллюстрация. Набор флагов с резными английскими буквами и цифрами. Декор к празднику или дню рождения. Красочные объекты на белом фоне. Векторная иллюстрация. Шаблон для лазерной резки, резьбы по дереву или бумаги. Буква U. Полный английский алфавит и цифры 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Кружевные буквы и цифры. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Номер семь — 7. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Декор для дома. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Декоративная панель с узорами из листьев. Бесшовный трафарет с цветочным орнаментом. Красивый квадратный фон. Шаблон для лазерной резки, металла, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка шаблона свадебного приглашения. Квадратная карта с абстрактным орнаментом. Векторная иллюстрация фона. Белый 3D вырезанный из бумаги силуэт на День святого Валентина. Панно для резьбы по дереву, высечка. Новогоднее украшение — голова оленя. Силуэт северного оленя. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Новогодняя тема. Изолированный объект. Векторная иллюстрация. Набор декоративных бордюров. Трафарет с кружевом и цветочными узорами. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторные иллюстрации. Слова жених, невеста. Топперы на торт Сердце, Мистер, Миссис, Жених, Невеста. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати.
Декор для дома. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Декоративная панель с узорами из листьев. Бесшовный трафарет с цветочным орнаментом. Красивый квадратный фон. Шаблон для лазерной резки, металла, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка шаблона свадебного приглашения. Квадратная карта с абстрактным орнаментом. Векторная иллюстрация фона. Белый 3D вырезанный из бумаги силуэт на День святого Валентина. Панно для резьбы по дереву, высечка. Новогоднее украшение — голова оленя. Силуэт северного оленя. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Новогодняя тема. Изолированный объект. Векторная иллюстрация. Набор декоративных бордюров. Трафарет с кружевом и цветочными узорами. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторные иллюстрации. Слова жених, невеста. Топперы на торт Сердце, Мистер, Миссис, Жених, Невеста. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Декор для фотосессии. Векторная иллюстрация. Ажурный циферблат со стрелками на белом фоне. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Номер девять — 9. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация.
Декор для фотосессии. Векторная иллюстрация. Ажурный циферблат со стрелками на белом фоне. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Номер девять — 9. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Трафарет для детей. Рыба, водоросли, камни и ракушки. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка шаблона свадебного приглашения. Квадратная карта с мистером, миссис, богато украшенным орнаментом. Золотая векторная иллюстрация. Силуэт сердца на день святого Валентина. Панно для резьбы по дереву, вырезка из бумаги, высечка.Ажурный циферблат со стрелками и арабскими цифрами. Силуэт часов на белом фоне. Декор для дома. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Кулон в форме круга с листьями внутри. Ажурный шаблон для лазерной резки, гравировки по металлу, резьбы по дереву, фанеры, картона, резки бумаги или печати. Цветочный орнамент. Векторная иллюстрация. Панель с цветами и насекомыми. Клумба, полевой луг с ромашками, маками, бабочками, стрекозами. Декоративный макет для плоттерной лазерной резки бумаги, гравировки по металлу, резьбы по дереву, фанере.
Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Трафарет для детей. Рыба, водоросли, камни и ракушки. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Лазерная резка шаблона свадебного приглашения. Квадратная карта с мистером, миссис, богато украшенным орнаментом. Золотая векторная иллюстрация. Силуэт сердца на день святого Валентина. Панно для резьбы по дереву, вырезка из бумаги, высечка.Ажурный циферблат со стрелками и арабскими цифрами. Силуэт часов на белом фоне. Декор для дома. Шаблон для лазерной резки, резьбы по дереву, резки бумаги и печати. Векторная иллюстрация. Кулон в форме круга с листьями внутри. Ажурный шаблон для лазерной резки, гравировки по металлу, резьбы по дереву, фанеры, картона, резки бумаги или печати. Цветочный орнамент. Векторная иллюстрация. Панель с цветами и насекомыми. Клумба, полевой луг с ромашками, маками, бабочками, стрекозами. Декоративный макет для плоттерной лазерной резки бумаги, гравировки по металлу, резьбы по дереву, фанере.
 Характеристики планшета скромные по сегодняшним меркам — 2 ГБ оперативной памяти, 32 ГБ для хранения, 8 дюймовый экран с разрешением 1280 х 800 пикселей и литий-ионная батарея объёмом 4680 мАч. Диагностический адаптер DBScar IV стал меньше по габаритам, но его характеристики остались прежними — напряжение питания 9-18 и поддержка всех современных протоколов.
Характеристики планшета скромные по сегодняшним меркам — 2 ГБ оперативной памяти, 32 ГБ для хранения, 8 дюймовый экран с разрешением 1280 х 800 пикселей и литий-ионная батарея объёмом 4680 мАч. Диагностический адаптер DBScar IV стал меньше по габаритам, но его характеристики остались прежними — напряжение питания 9-18 и поддержка всех современных протоколов.  , но работают они некорректно. Исключение – модели автомобилей ВАЗ последних поколений, созданных на общей платформе с Renault и Nissan.
, но работают они некорректно. Исключение – модели автомобилей ВАЗ последних поколений, созданных на общей платформе с Renault и Nissan. «Новейшее дополнение к отмеченной наградами линейке сканеров документов Epson, DS-79.0WN оснащен надежными функциями, включая сетевое подключение и интуитивно понятную сенсорную панель, поэтому предприятия могут легко сканировать и обмениваться большими объемами документов без использования ПК».
«Новейшее дополнение к отмеченной наградами линейке сканеров документов Epson, DS-79.0WN оснащен надежными функциями, включая сетевое подключение и интуитивно понятную сенсорную панель, поэтому предприятия могут легко сканировать и обмениваться большими объемами документов без использования ПК». Индивидуальная аутентификация пользователя 6 с помощью сенсорного экрана или дополнительного устройства чтения карт 7 обеспечивает доступ к личным записям об использовании и пользовательским настройкам сканирования, чтобы обеспечить беспроблемное сканирование.
Индивидуальная аутентификация пользователя 6 с помощью сенсорного экрана или дополнительного устройства чтения карт 7 обеспечивает доступ к личным записям об использовании и пользовательским настройкам сканирования, чтобы обеспечить беспроблемное сканирование. 9 Для получения дополнительной информации и сведений о наличии посетите веб-сайт https://epson.com/document-scanners-for-business.
9 Для получения дополнительной информации и сведений о наличии посетите веб-сайт https://epson.com/document-scanners-for-business. Чтобы узнать больше о Epson, посетите: epson.com. Вы также можете связаться с Epson America через Facebook (facebook.com/Epson), Twitter (twitter.com/EpsonAmerica), YouTube (youtube.com/epsonamerica) и Instagram (instagram.com/EpsonAmerica).
Чтобы узнать больше о Epson, посетите: epson.com. Вы также можете связаться с Epson America через Facebook (facebook.com/Epson), Twitter (twitter.com/EpsonAmerica), YouTube (youtube.com/epsonamerica) и Instagram (instagram.com/EpsonAmerica). Требуется подключение к Интернету.
Требуется подключение к Интернету.  Mac является товарным знаком Apple Inc., зарегистрированным в США и других странах. Android и Google Диск являются товарными знаками Google LLC. Excel, PowerPoint и Windows являются либо зарегистрированными товарными знаками, либо товарными знаками корпорации Microsoft в США и других странах. Wi-Fi® является зарегистрированным товарным знаком Wi-Fi Alliance®. Все остальные названия продуктов и торговых марок являются товарными знаками и/или зарегистрированными товарными знаками соответствующих компаний. Epson отказывается от каких-либо прав на эти знаки. Copyright 2022 Epson America, Inc.
Mac является товарным знаком Apple Inc., зарегистрированным в США и других странах. Android и Google Диск являются товарными знаками Google LLC. Excel, PowerPoint и Windows являются либо зарегистрированными товарными знаками, либо товарными знаками корпорации Microsoft в США и других странах. Wi-Fi® является зарегистрированным товарным знаком Wi-Fi Alliance®. Все остальные названия продуктов и торговых марок являются товарными знаками и/или зарегистрированными товарными знаками соответствующих компаний. Epson отказывается от каких-либо прав на эти знаки. Copyright 2022 Epson America, Inc.  США
США Этот профессиональный сканер также имеет доступный принтер, видеоскоп, рабочий свет, тепловизор, прицел, модель активации TPMS и тестер батареи, готовый к подключению.
Этот профессиональный сканер также имеет доступный принтер, видеоскоп, рабочий свет, тепловизор, прицел, модель активации TPMS и тестер батареи, готовый к подключению.

 На данный момент созданное нами устройство активно эксплуатируется по назначению при печати огромных декоративных ваз. Уже израсходовано более ста килограмм гранул, и это только за 1 месяц.
На данный момент созданное нами устройство активно эксплуатируется по назначению при печати огромных декоративных ваз. Уже израсходовано более ста килограмм гранул, и это только за 1 месяц.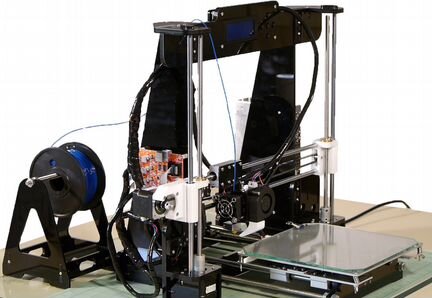 На больших принтерах печатают предметы обихода, вазы, мебель,
На больших принтерах печатают предметы обихода, вазы, мебель,
 Теперь винт можно создать прямо в порту при помощи
Теперь винт можно создать прямо в порту при помощи
 BigFarm 1000×1000 разработ..
BigFarm 1000×1000 разработ..
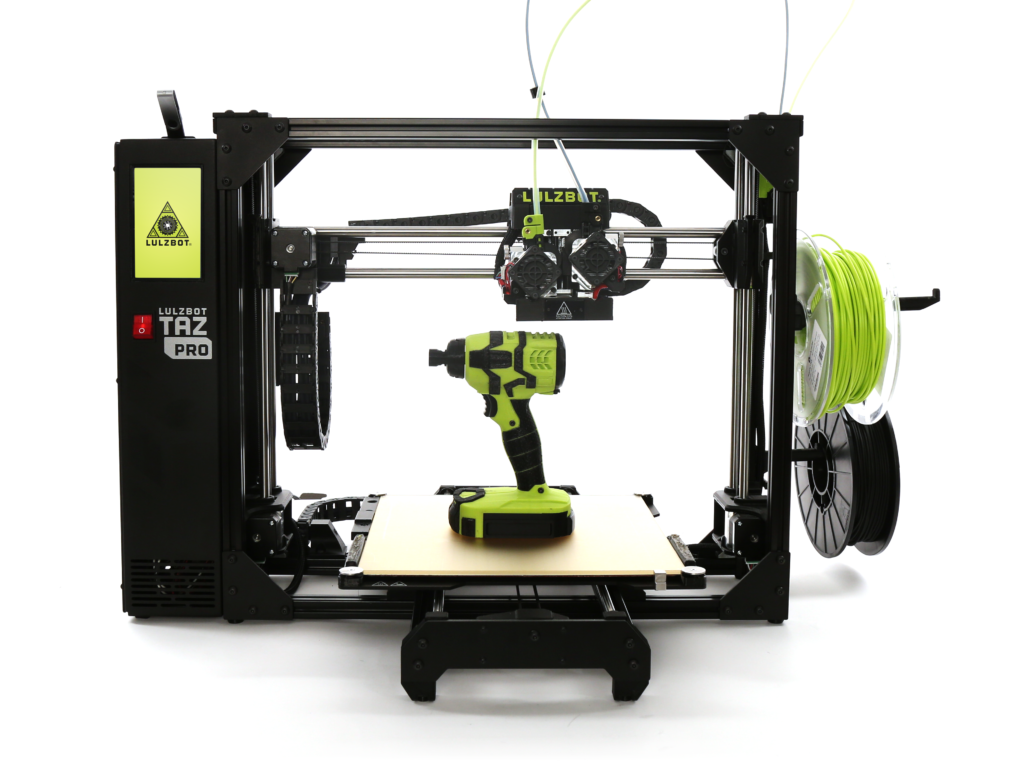 Обычные полимеры с минимальной усадкой отпадают, потому что довольно легкоплавки. Остаются такие известные материалы как нейлон и ABS. Нейлон для 3Д печати довольно дорог, но очень прочен. Из минусов — довольно сильная усадка и слабая адгезия к платформе. АБС тоже имеет усадку, но гораздо меньшую. Соответственно, при разработке 3Д принтера на заказ, мы прописываем в ТЗ обязательно подогреваемую платформу, закрытый корпус и желательно термокамеру. Для уменьшения стоимости и увеличения скорости печати мы посоветует экструдер, которые печатает гранулами. Не лишним будет закаленное стальное сопло, стойкое к композитным материалам.
Обычные полимеры с минимальной усадкой отпадают, потому что довольно легкоплавки. Остаются такие известные материалы как нейлон и ABS. Нейлон для 3Д печати довольно дорог, но очень прочен. Из минусов — довольно сильная усадка и слабая адгезия к платформе. АБС тоже имеет усадку, но гораздо меньшую. Соответственно, при разработке 3Д принтера на заказ, мы прописываем в ТЗ обязательно подогреваемую платформу, закрытый корпус и желательно термокамеру. Для уменьшения стоимости и увеличения скорости печати мы посоветует экструдер, которые печатает гранулами. Не лишним будет закаленное стальное сопло, стойкое к композитным материалам.  В этом случае при заказе обязательно в техническом задании указывается стальное сопло для композитных материалов, термостатируемая камера для снижения усадки полимера и повышения спекаемости.
В этом случае при заказе обязательно в техническом задании указывается стальное сопло для композитных материалов, термостатируемая камера для снижения усадки полимера и повышения спекаемости.
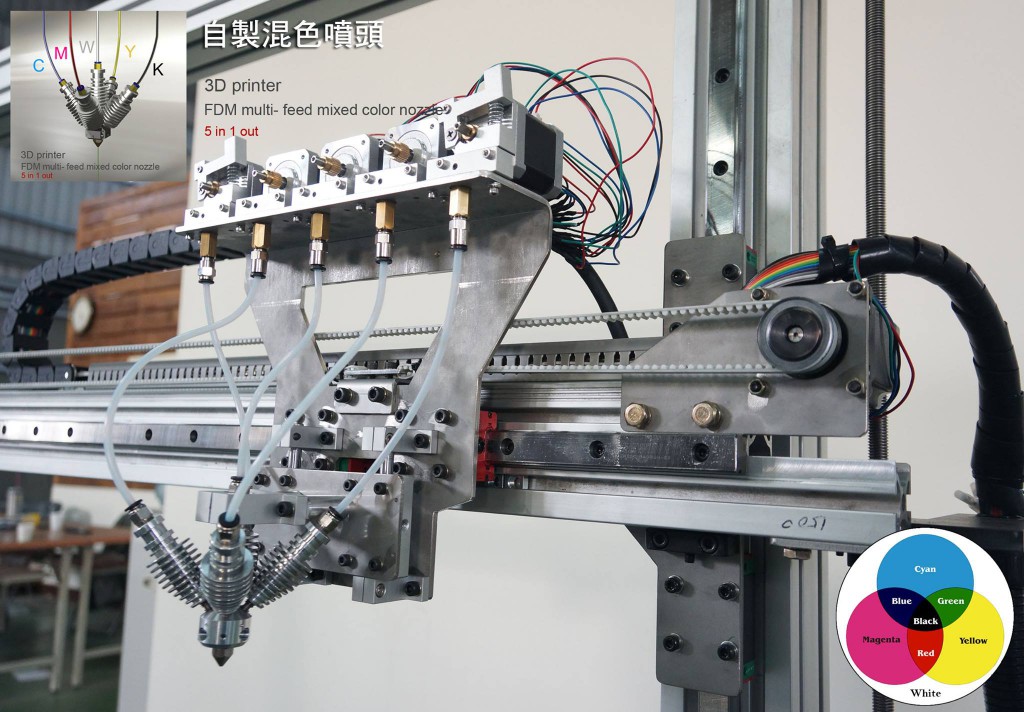
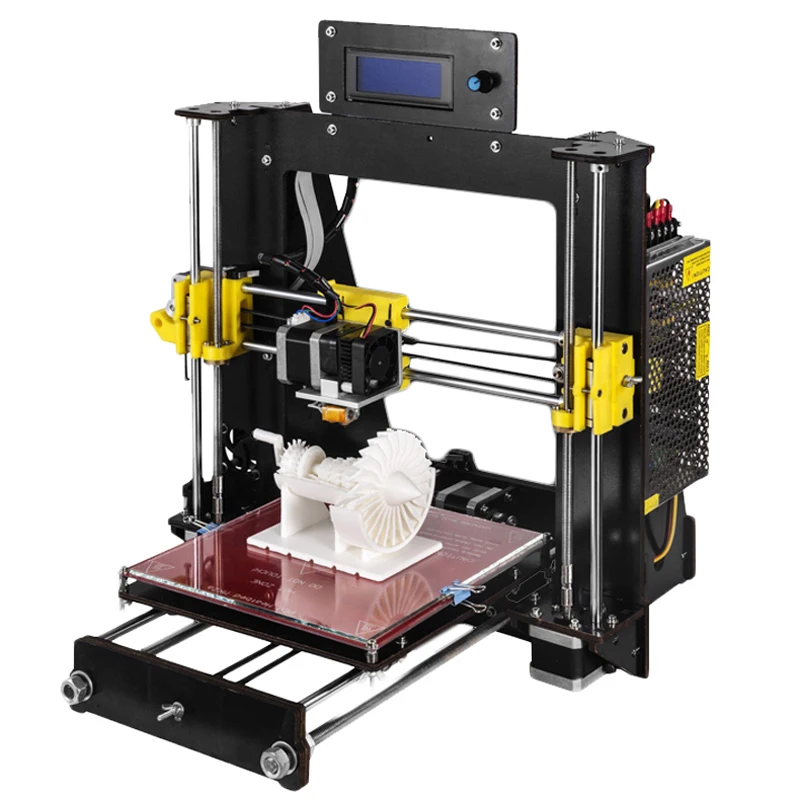

 США
США ..
..
 Прецизионно фрезерованная алюминиевая рабочая пластина MIC-6, покрытая высококачественным гладким листом PEI, делает именно это, используя двухзонный нагреватель переменного тока для нагревания только центра или всей рабочей пластины, если это необходимо.
Прецизионно фрезерованная алюминиевая рабочая пластина MIC-6, покрытая высококачественным гладким листом PEI, делает именно это, используя двухзонный нагреватель переменного тока для нагревания только центра или всей рабочей пластины, если это необходимо. Тепловой блок изготовлен из меди с никелированным покрытием для более быстрой передачи тепла и совместимости с более высокими температурами печати, а также включает в себя другие высококачественные компоненты Slice Engineering.
Тепловой блок изготовлен из меди с никелированным покрытием для более быстрой передачи тепла и совместимости с более высокими температурами печати, а также включает в себя другие высококачественные компоненты Slice Engineering.


 полный упаковочный лист здесь.
полный упаковочный лист здесь. Поликарбонатные двери и верхняя крышка
Поликарбонатные двери и верхняя крышка (дополнительное обновление HIWIN MGW9)
(дополнительное обновление HIWIN MGW9) Каждый винт крепится к отдельному шаговому двигателю с ременной передачей
Каждый винт крепится к отдельному шаговому двигателю с ременной передачей Доступны две версии: 110 В и 230 В. Мы поставляем в соответствии с местом доставки. Требуемая мощность для нагревателя кровати в Северной Америке — это выделенная розетка на 15 А.
Доступны две версии: 110 В и 230 В. Мы поставляем в соответствии с местом доставки. Требуемая мощность для нагревателя кровати в Северной Америке — это выделенная розетка на 15 А. Время выполнения заказа может быть в зависимости от наличия на складе.
Время выполнения заказа может быть в зависимости от наличия на складе.