Быстрорежущая фреза: Фреза концевая по металлу коническая быстрорежущая удлиненная d.16×63×155 КМ2 (z=3) Р6М5 — купить в СПб
Содержание
Фрезы из быстрорежущей стали
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf — метрическая резьба с мелким шагом»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» G — трубная цилиндрическая резьба»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Фрезы.
 Какие лучше.
Какие лучше.
Фрезы. Какие лучше: быстрорез или твердый сплав?
Без топора — не плотник, без иглы — не портной, ну, а без фрезы — не фрезеровщик. Этих самых фрез — огромное количество: разные формы, разное содержание, исполнение и назначение. Фреза профессионала одевает, фреза обувает, поэтому мы должны выбрать среди этого многообразия именно тот вариант, который будет соответствовать нашим ожиданиям. И первое, с чем стоит разобраться — материал инструмента.
Существует два основных материала для изготовления монолитных фрез: быстрорежущая сталь (HSS) и твёрдый сплав, и, естественно, у них есть свои преимущества и недостатки. Теперь по порядку.
Быстрорез
Быстрорежущие стали содержат от 0,7-1,5% углерода, до 18% вольфрама, и др. элементы. Обозначаются они русской буквой «Р» (Р18, Р6М5 и т. д) или латинскими HSS (High Speed Steel) + дополнительные буквы, свидетельствует о включенных элементах в составе или об определенных манипуляциях в производстве инструмента, которые усиливают его свойства. Быстрорез прочнее и дешевле твёрдого сплава. Такие фрезы легко и быстро перетачиваются (особенно ГОСТовские) на заточном станке. Этих преимуществ пока достаточно для выбора в пользу быстрореза, если мы, к примеру, режем обычную сталь на старом универсальном станке, с малыми оборотами, слабой системой СПИД. В общем, если мы работаем вне благоприятных условиях, на низких скоростях, с простыми машиностроительными материалами, и с низким бюджетом, то покупаем фрезы типа ГОСТ.
Быстрорез прочнее и дешевле твёрдого сплава. Такие фрезы легко и быстро перетачиваются (особенно ГОСТовские) на заточном станке. Этих преимуществ пока достаточно для выбора в пользу быстрореза, если мы, к примеру, режем обычную сталь на старом универсальном станке, с малыми оборотами, слабой системой СПИД. В общем, если мы работаем вне благоприятных условиях, на низких скоростях, с простыми машиностроительными материалами, и с низким бюджетом, то покупаем фрезы типа ГОСТ.
Иначе дело обстоит, если у нас новое оборудование, оборотистое, жесткое: универсальное или ЧПУ — не суть, если материалы остаются конструкционные, а скорости щадящие до 80-100м/мин, то можно продолжать использовать быстрорежущую сталь. Но есть нюанс: лучше взять с защитным покрытием, кобальтированную и созданную по технологиям порошковой металлургии (HSS-E, HSS-E-PM, и т. д). Производительность увеличится, но и цена фрезы возрастёт: приблизится к стоимости твёрдого сплава. А так как скорость обработки и цены наших фрез увеличиваются, то пришло время обсудить твердый сплав.
Твердый сплав
Твёрдые сплавы представляют собой сплавы карбидов тугоплавких металлов с кобальтом, являющийся своеобразной связкой. Из названия понятно, что эти сплавы обладают высокой твёрдостью, износостойкостью и теплостойкостью до 1000 градусов по Цельсию (быстрорезы до 650).
Твёрдые сплавы получают методом порошковой металлургии из микронных, субмикронных субстратов. Обычно используют карбид вольфрама с кобальтом, зачастую туда замешивают карбид титана и карбид тантала (всем известная советская маркировка ВК, ТК, ТТК).
Импортные же маркировки у каждого производителя свои, так как состав их инструмента, который радует станочников стойкостью на определённой операции является конкурентным преимуществом и коммерческой тайной. Их так же улучшают всевозможными сочетаниями PVD и CVD покрытиями, увеличивающими износостойкость фрезы. Такие фрезы способны обрабатывать со скоростью до 500 м/мин. , так называемые, труднообрабатываемые материалы групп P, M, K, S, H, а цветные металлы (группа N) обрабатывают до 2000 м/мин.
, так называемые, труднообрабатываемые материалы групп P, M, K, S, H, а цветные металлы (группа N) обрабатывают до 2000 м/мин.
Но, конечно, на этих режимах работает только лучшее оборудование. Твердый сплав в тандеме с высококачественным, оборотистым и жёстким станком даёт на выходе большую точность, лучшее качество обработанный поверхности, предсказуемую стойкость инструмента. Это позволяет значительно повысить производительность, что с лихвой окупит высокий ценник твердосплавной монолитной фрезы.
Итак, теперь мы понимаем, что выбор инструмента из быстрорежущей стали или твёрдого сплава зависит от условий, в которых фрезе предстоит работать. Но помимо материала инструмента, есть и другие тонкости выбора правильной фрезы для конкретной операции. И как говорят в таких ситуациях бывалые классики, что это уже совсем другая история…
Использованы материалы: Кожевников Д.В. (2005) Режущий инструмент: Учебник для вузов.
Каталог фрез по металлу на онлайн-выставке Enex: https://enex.market/catalog/Raskhodnye_materialy/metallorezhushchiy_instrument/frezy_po_metallu/.
Что такое высокоскоростная резка?
Блог
Термин «Высокоскоростная резка» (также известная как высокоскоростная обработка) значительно расширился в обрабатывающей промышленности за последние 5–10 лет. Несмотря на новоприобретенный статус «модного слова», определение этого процесса остается несколько неуловимым или, в лучшем случае, определяется приблизительно как просто фрезерование на достаточно высоких оборотах. Реальность высокоскоростной резки немного сложнее, но, тем не менее, требует внимания из-за значительной эффективности , которую она обеспечивает. В этом посте мы рассмотрим зарождение и развитие высокоскоростной резки как процесса. Исследования и разработка методологии высокоскоростной резки получили наибольшее развитие в конце 70-х и начале 80-х годов в рамках Программы передовых производственных исследований, финансируемой DARPA. Цель этой программы состояла в том, чтобы определить средства более быстрого удаления материала за счет использования значительно более высоких оборотов в минуту и скорости подачи, чем традиционно используемые. В этой программе тестировались скорости резания (Vc) в диапазоне от 0,05 дюйма/мин до 960 000 дюймов/мин и выше. Аналогичные исследования проводились в Европе в середине 1980-х годов в Техническом университете Дармштадта. Результатом этих исследований стало понимание того, что «золотое пятно» высокоскоростного процесса резания варьируется в зависимости от обрабатываемого материала, а также от геометрии режущего инструмента. В целом, эти зоны наилучшего качества определяются следующим образом:
Цель этой программы состояла в том, чтобы определить средства более быстрого удаления материала за счет использования значительно более высоких оборотов в минуту и скорости подачи, чем традиционно используемые. В этой программе тестировались скорости резания (Vc) в диапазоне от 0,05 дюйма/мин до 960 000 дюймов/мин и выше. Аналогичные исследования проводились в Европе в середине 1980-х годов в Техническом университете Дармштадта. Результатом этих исследований стало понимание того, что «золотое пятно» высокоскоростного процесса резания варьируется в зависимости от обрабатываемого материала, а также от геометрии режущего инструмента. В целом, эти зоны наилучшего качества определяются следующим образом:
Параметры высокоскоростной резки для различных фрезеруемых материалов (см. выше).
После достижения порога диапазона HSM преимущества этого метода резки начинают проявляться. Преимущества высокоскоростной резки реализуются в четырех основных областях:
1.) Повышенная точность обработки
По мере увеличения скорости резания сила резания уменьшается из-за явления, называемого тиксотропией, или из-за свойства материала «размягчаться» из-за напряжения сдвига, придаваемого ему инструментом. режущей кромки, а затем вернуться к исходным свойствам твердости после завершения процесса резки. Это свойство особенно характерно для алюминиевых сплавов, что делает алюминий идеальным кандидатом для процессов высокоскоростной резки.
режущей кромки, а затем вернуться к исходным свойствам твердости после завершения процесса резки. Это свойство особенно характерно для алюминиевых сплавов, что делает алюминий идеальным кандидатом для процессов высокоскоростной резки.
2.) Улучшение чистоты поверхности
Общие сведения о механической обработке говорят нам о том, что тепло трения в процессах фрезерования генерируется в равной степени с каждой стороны режущей кромки инструмента (что составляет почти 80% всего индуцированного тепла трения), а еще 20% возникающие в результате деформации или изгиба образовавшейся стружки. В процессе высокоскоростного резания стружка удаляется с такой высокой скоростью, что большая часть (приблизительно 60%) этого тепла, обусловленного трением, не успевает передаться окружающей заготовке или самому инструменту. В результате обработанная поверхность демонстрирует превосходное качество с заметным снижением деградации обрабатываемой детали, вызванной температурой.
3.) Уменьшение образования заусенцев
На основании исследований, посвященных передовым методам высокоскоростной обработки, после достижения достаточно высокой скорости резания наблюдается заметное уменьшение образования заусенцев. Это уменьшение образования заусенцев зависит как от самой скорости резания, так и от правильной геометрической формы режущей кромки. Короче говоря, режущий инструмент, правильно сконструированный для работы с обрабатываемым материалом, который вращается с достаточной скоростью, выполняет рез достаточно быстро, чтобы срезать материал полностью и чисто, тем самым уменьшая или устраняя образование заусенцев.
Это уменьшение образования заусенцев зависит как от самой скорости резания, так и от правильной геометрической формы режущей кромки. Короче говоря, режущий инструмент, правильно сконструированный для работы с обрабатываемым материалом, который вращается с достаточной скоростью, выполняет рез достаточно быстро, чтобы срезать материал полностью и чисто, тем самым уменьшая или устраняя образование заусенцев.
4.) Улучшение эвакуации стружки
Подобно уменьшению образования заусенцев, улучшение эвакуации стружки, которым пользуются те, кто использует высокоскоростные методы резания, в первую очередь является результатом геометрии режущего инструмента в сочетании с высоким энергетическим состоянием, создаваемым RPM. применяется. При скорости резания более 500 м/мин и режущем инструменте, оптимизированном для удаления большого количества стружки за короткий промежуток времени, полученная стружка может быть выброшена из зоны обработки с высокой скоростью, что значительно снижает вероятность повторной обработки стружки или повреждения заготовки из-за обилия остаточной стружки.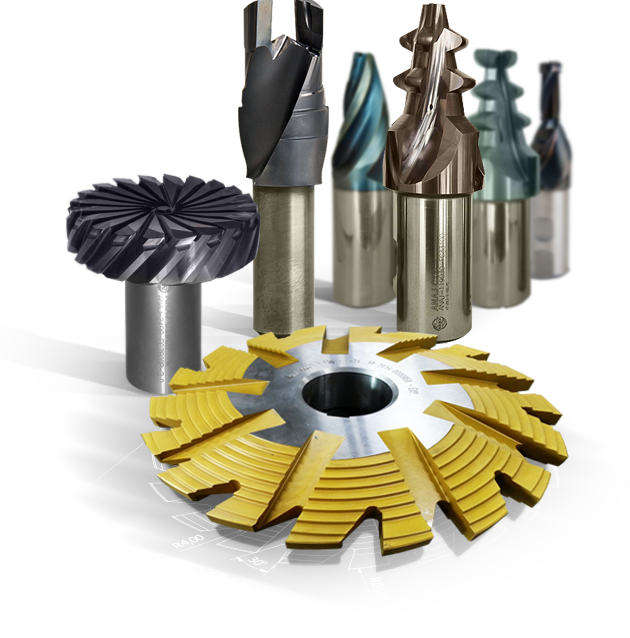 Скорость вращения шпинделя в диапазоне от 8 000 до 12 000 об/мин становится все более распространенной на рынке станков, поэтому производители, желающие адаптироваться, уже могут использовать преимущества высокоскоростной резки стали, чугуна и сплавов на основе никеля. их стратегии на те, которые соответствуют лучшим практикам HSC. Высокоскоростная резка цветных металлов, таких как латунь, алюминий и инженерные пластмассы, требует значительно более высоких скоростей вращения, и поэтому те, кто хочет воспользоваться преимуществами высокоскоростной резки этих материалов, должны сосредоточиться на фрезерном оборудовании, способном работать на высокая скорость шпинделя 9 скоростей0023 от 25 000 до 50 000 об/мин или больше. Учитывая потребность в обрабатываемых деталях, демонстрирующих постоянно растущий уровень точности и качества, высокоскоростная резка предлагает средства для работы «умнее, а не сложнее» — за счет использования фрезерной системы с ЧПУ, в которой синергия между материалом, режущим инструментом и скоростью резания обеспечивает уровни производительности, невиданные в традиционных методах обработки.
Скорость вращения шпинделя в диапазоне от 8 000 до 12 000 об/мин становится все более распространенной на рынке станков, поэтому производители, желающие адаптироваться, уже могут использовать преимущества высокоскоростной резки стали, чугуна и сплавов на основе никеля. их стратегии на те, которые соответствуют лучшим практикам HSC. Высокоскоростная резка цветных металлов, таких как латунь, алюминий и инженерные пластмассы, требует значительно более высоких скоростей вращения, и поэтому те, кто хочет воспользоваться преимуществами высокоскоростной резки этих материалов, должны сосредоточиться на фрезерном оборудовании, способном работать на высокая скорость шпинделя 9 скоростей0023 от 25 000 до 50 000 об/мин или больше. Учитывая потребность в обрабатываемых деталях, демонстрирующих постоянно растущий уровень точности и качества, высокоскоростная резка предлагает средства для работы «умнее, а не сложнее» — за счет использования фрезерной системы с ЧПУ, в которой синергия между материалом, режущим инструментом и скоростью резания обеспечивает уровни производительности, невиданные в традиционных методах обработки.
Chicago Pneumatic CP9116 США Высокоскоростной резак для тяжелых условий эксплуатации | 1,0 л.с. | 14 000 об/мин
Рекомендуемая производителем розничная цена:
$524,40
В настоящее время:
$314,64
(Вы сэкономили
209,76 долларов США
)
(пока отзывов нет)
Написать рецензию
Chicago Pneumatic
Chicago Pneumatic CP9116 США Высокоскоростной резак для тяжелых условий эксплуатации | 1,0 л.
 с. | 14 000 об/мин | Диаметр колеса 4 дюйма
с. | 14 000 об/мин | Диаметр колеса 4 дюйма
Рейтинг
Требуется
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Требуется
Электронная почта
Требуется
Тема отзыва
Требуется
Комментарии
Требуется
Изображения продуктов могут не соответствовать реальному продукту. Пожалуйста, проверьте описание ниже для технических характеристик.
- Артикул:
- 8941091161
- Состояние:
- Новый
- Наличие:
- Обычно отправляется в течение 5–7 рабочих дней
- Вес:
- 3,70 фунта
- Доставка:
- Рассчитано на кассе
- Описание
- Информация о гарантии
- Характеристики
- Предупреждение о законопроекте 65 штата Калифорния
- 4” = 100 мм для лучшего охвата и легкого доступа в ограниченные зоны
- Композитная рукоятка для уменьшения передачи холодного воздуха оператору
- Система блокировки шпинделя для облегчения замены круга
- Регулируемый в 11 положениях поворотный защитный кожух – регулируемый на 126° для лучшей защиты оператора и лучшая видимость операций резки
- Предохранительный рычаг дроссельной заслонки для предотвращения случайного запуска
- Выхлопная труба сзади
- Высококачественная сталь для внутренних шестерен
- Поворотный на 360° воздухозаборник
- Увеличенный и компактный корпус редуктора
- Комфорт
- Простота в использовании
- Безопасность и удобство
- Мощный
- Прочный
- Поставляется с 5 отрезными дисками Norton
- Тип:
- Резак
- Мощность (л.с.):
- 1,0
- Мощность (кВт):
- 746
- Диаметр колеса (дюйм):
- 4
- Диаметр колеса (мм):
- 100
- Свободная скорость (об/мин):
- 14 000
- Расход воздуха при нагрузке (куб.
 фут/мин):
фут/мин): - 7,0
- Расход воздуха при нагрузке (л):
- 3,3
- Длина (дюймы):
- 14,8
- Длина (мм):
- 370
- Мин. Размер шланга (дюймы):
- 3/8
- Мин. Размер шланга (мм):
- 10
- Звуковое давление дБ(А):
- 86
- Звуковая мощность дБ(А):
- 97
- Уровень вибрации (м/с²):
- 3
- Размер воздухозаборника (дюймы):
- 1/4
- сопутствующие товары
- Клиенты также просмотрели
Текущий запас:
Количество:
Добавление в корзину… Товар добавлен
Высокоскоростной резак Chicago Pneumatic CP9116 US является кульминацией десятилетий исследований и технических усовершенствований. Инструменты Chicago Pneumatic надежны, безопасны и прочны, выгодны по цене и просты в использовании. Chicago Pneumatic 8941091161 Резак — это инструмент из закаленного металла, который используется для резки, придания формы и удаления материала с заготовки и идеально подходит для резки композитных материалов, металла и болтов, особенно в ограниченном пространстве. Chicago Pneumatic CP9116 US Cutter предлагает передовые конструкции инструментов, которые работают так же усердно, как и вы, и обеспечивают максимальный комфорт, безопасность, эффективность и удобство обслуживания. Благодаря высокой скорости и эксклюзивным эргономическим характеристикам этот инструмент обеспечивает максимальную производительность в любых тяжелых условиях.
Инструменты Chicago Pneumatic надежны, безопасны и прочны, выгодны по цене и просты в использовании. Chicago Pneumatic 8941091161 Резак — это инструмент из закаленного металла, который используется для резки, придания формы и удаления материала с заготовки и идеально подходит для резки композитных материалов, металла и болтов, особенно в ограниченном пространстве. Chicago Pneumatic CP9116 US Cutter предлагает передовые конструкции инструментов, которые работают так же усердно, как и вы, и обеспечивают максимальный комфорт, безопасность, эффективность и удобство обслуживания. Благодаря высокой скорости и эксклюзивным эргономическим характеристикам этот инструмент обеспечивает максимальную производительность в любых тяжелых условиях.
Модель: CP9116 США | Мощность: 1,0 л.с. / 746 Вт | Размер патрона/колеса: 4 дюйма / 100 мм | Свободная скорость: 14000 об/мин | Потребление воздуха при нагрузке: 7,0 (куб. футов в минуту) / 3,3 (л/с) | Длина: 370 мм / 14,8 дюйма | Уровень вибрации: 3 (a) / 3,0 (k) | Звуковое давление: 86 дБ(А) | Звуковая мощность: 97 дБ(А) | Воздухозаборник: 1/4 дюйма
футов в минуту) / 3,3 (л/с) | Длина: 370 мм / 14,8 дюйма | Уровень вибрации: 3 (a) / 3,0 (k) | Звуковое давление: 86 дБ(А) | Звуковая мощность: 97 дБ(А) | Воздухозаборник: 1/4 дюйма
Особенности и преимущества :
9 Идеален для резки…
Ищете дополнительную информацию о Пневматическом резаке Chicago? Нажмите здесь , чтобы просмотреть каталог .
Чтобы получить помощь в выборе подходящего инструмента для вашего приложения, позвоните по телефону (800) 608-5210 или отправьте электронное письмо по адресу [email protected]
.
Гарантия один год на дефекты изготовления и материалов.
ПРЕДУПРЕЖДЕНИЕ. Этот или другие продукты, продаваемые на этом веб-сайте, могут подвергать вас воздействию химических веществ, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции.
Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
601,40 долл. США
США
В настоящее время:
$360,84
Добавить в корзину
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
606,35 долларов США
В настоящее время:
$363,81
Добавить в корзину
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
202,29 доллара США
В настоящее время:
$121,37
Добавить в корзину
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
298,61 долл. США
США
В настоящее время:
179 долларов.16
Добавить в корзину
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
$152,90
В настоящее время:
$91,75
Добавить в корзину
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
$152,90
В настоящее время:
$91,75
Добавить в корзину
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
426,53 долларов США
В настоящее время:
341,23 доллара США
Добавить в корзину
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
486,95 долларов США
В настоящее время:
29 долларов2. 17
17
Добавить в корзину
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
221,65 долларов США
В настоящее время:
177,32 доллара США
Добавить в корзину
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
298,61 долл. США
В настоящее время:
179 долларов. 16
16
Добавить в корзину
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
191,84 доллара США
В настоящее время:
$115,11
Добавить в корзину
Быстрый просмотр
Чикаго Пневматик
Рекомендуемая производителем розничная цена:
488,45 долларов США
В настоящее время:
29 долларов3.
Всего комментариев: 0