Как отрегулировать ножи на строгальном станке: Установка ножей фуговального станка — простой способ с деревянным бруском | Своими руками
Содержание
Установка ножей фуговального станка — простой способ с деревянным бруском | Своими руками
Для правильной установки ножей фуговального станка вам потребуется лишь небольшой деревянный брусок и немного терпения. Вот наша простая методика.
Примечание. Эта система хорошо работает с фуговальными станками, оборудованными болтами для регулировки уровня ножей. На некоторых моделях вместо болтов стоят пружины, и в этом случае мы рекомендуем обращаться к заводским инструкциям по установке ножей. Если на станке нет ни болтов, ни пружин, то вам необходимо использовать пару длинных магнитов для выравнивания ножей заподлицо с задним столом выхода пиломатериала. Не забывайте всегда отключать фуговальный станок перед любыми настройками.
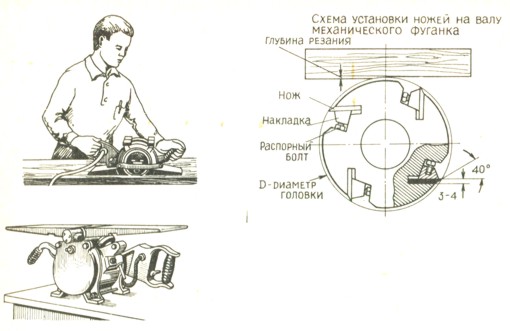
1. Тряпкой, смоченной в растворителе, протрите каждый нож, клин и поджимающий его болт от остатков смолы и грязи (рис. ниже). Вставьте все детали одного ножа в ножевой вал и отрегулируйте передний стол подачи пиломатериала так, чтобы он был на 6 мм ниже, чем задний стол. Затяните поджимающий клин болт в такой мере, чтобы он держал нож, но позволял менять его уровень выхода с помощью регулировочного болта.
Затяните поджимающий клин болт в такой мере, чтобы он держал нож, но позволял менять его уровень выхода с помощью регулировочного болта.
2. Из твердой древесины вырежьте брусок размером 19x25x305 мм хотя бы с одной ровной стороной. Этой ровной стороной положите брусок на задний стол фуговального станка и отметьте две линии — одну на расстоянии 75 мм от правого торца бруска, и вторую на расстоянии 3 мм от первой метки (рис. выше). Прокрутите ножевой вал, чтобы нож стоял ровно вверх, и поместите правый торец бруска сразу за ножом. Наклейте два куска бумажного скотча на противоположных сторонах заднего стола и нанесите на скотч отметки на расстоянии 65 мм от режущей кромки ножа (который по-прежнему смотрит ровно вверх).
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
3. Проверните ножевой вал против часовой стрелки так, чтобы режущая кромка ножа оказалась ниже кромки заднего стола. Прижав брусок к направляющей станка, совместите правую отметку на бруске с отметкой на скотче (рис. ниже).
ниже).
4. Проверните ножевой вал по часовой стрелке примерно на четверть оборота (чтобы нож передвинулся от заднего стола в направлении переднего стола). Если нож стоит на правильной высоте, он сдвинет брусок на 3 мм (рис. выше). Если брусок сдвинется меньше, чем на 3 мм, нужно выдвинуть нож. Если брусок сдвинется больше, чем на 3 мм, нужно утопить нож.
Ссылка по теме: Полезные советы столяру: как мастеру так и начинающему – выпуск 1
5. Поднимите дальний конец ножа до правильной высоты, умеренно затяните поджимающий клин болт на дальнем конце, и проверьте еще раз высоту расположения ножа. Чтобы удостовериться, что нож плотно лег на регулировочный болт, нажмите сверху на нож бруском из хвойной древесины.
Чтобы нож случайно не поднялся, когда вы затягиваете поджимающий клин болт (как показано на нижнем левом рисунке), попробуйте следующие способы:
- Сточите губки гаечного ключа, как показано на рис. ниже.
- Не надевайте гаечный ключ полностью на болт.

6. Теперь повторите те же операции, но с противоположным концом ножа. Когда нож будет правильно выставлен с обеих сторон, затяните поджимающие клинья болты. Еще раз проверьте нож по высоте с двух сторон. Не исключено, что вам придется несколько раз повторить всю процедуру, пока вы не добьетесь правильной установки ножа. Будьте терпеливы и не спешите. У нас ушло примерно по 15 минут на каждый нож.
Повторите эти же операции для остальных ножей в ножевом валу. В качестве последней проверки отфугуйте по одной кромке на двух досках и сложите их этими кромками друг к другу. Так можно наглядно увидеть, срезано ли больше материала у торцов досок или нет (рис. ниже)
Если такие срезы имеются, значит, ножи выставлены слишком высоко. В этом случае ножи фуговального станка снимают больше материала в конце каждого прохода. Если такая ситуация вас не устраивает и расход материала кажется вам неэкономным, вам надо просто немного опустить ножи.
Установка ножей на фуговальном станке.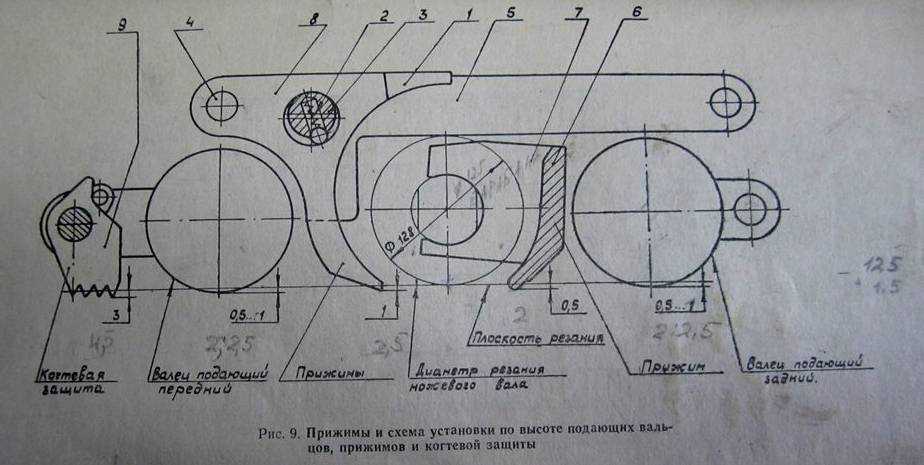 с помощью плашки.
с помощью плашки.
Watch this video on YouTube
Читайте также: Фуганок из рубанка своими руками
Установка ножей на фуговальный станок и настройка
Watch this video on YouTube
Установка ножей на фуговальный станок и настройка. Проверка качества настройки фуговальных ножей
Watch this video on YouTube
При подготовке статьи использованы материалы замечательного журнала для столяров WooDMaster
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Методика и технология настройки фуговального станка
Главная
» Статьи
» Настройка оборудования
» Методика и технология настройки фуговального станка
13. 10.2020
10.2020
Настройка оборудования
Просмотров: 4757
настройка фуговального станка
Операция фугования в столярной обработке древесины является базовой (первичной). Все остальные операции проводятся после получения первой плоской поверхности.
Основное назначение фуговального станка – это получение гладкой ровной (плоской) поверхности.
Все настроечные работы проводятся только после устранения неисправностей фуганка.
Основными неисправностями фуганка могут быть:
- Привод вала (электродвигатель)
- Посадочное место вала двигателя и его шкив (разбитый вал – разбалансированный шкив). Данная ситуация часто возникает при проведении ремонтных работ, когда происходит слом края шкива в процессе его демонтажа. В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив.
 Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя. - Подшипниковые опоры строгального вала. Данная неисправность возникает в результате не квалифицированного демонтажа шкива для замены подшипников строгального вала. Возникает дисбаланс вала и вибрации.
- Износ опорных шеек строгального вала
- Шкив строгального вала
- Износ приводного ремня
- Заклинивание эксцентриковых опор столов
Настройка фуговального станка производится каждый раз при :
- окончании ремонтных работ
- перемещении станка на новое место
- ухудшении точностных характеристик станка.
настройка столов фуговального станка
Является главной операцией. От точности ее выполнения зависит качество настройки станка и получение плоской поверхности обрабатываемой заготовки.
Для проверки параллельности подающего и приемного стола основным измерительным инструментом является поверочная линейка. Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Перед началом проверки и выставления параллельности столов необходимо убедиться в геометрии каждого стола в отдельности. Если настраиваемый станок ранее был в эксплуатации или рассматривается вопрос приобретения станка БУ, необходимо проверить геометрию столов.
Для начала проверяется износ стола по его длине.
Дело в том, что столы фуговальных станков изготавливаются из «мягких» сортов чугуна, слабо устойчивых на истирание. При большом сроке эксплуатации и работе с грязным материалом возникает повышенный износ столов в их средней части. Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Укладываем поверочную линейку поперек стола и в начале, средине и конце стола проверяем измерительным щупом величину износа стола. В идеальном случае износа быть не должно. При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
Подгонка пластин примыкания к ножевому валу
Для столов, имеющих регулируемые (съемные пластины примыкания к ножевому валу) необходимо установить короткую поверочную линейку на соответствующий стол и используя измерительный щуп, проконтролировать отсутствие зазора между линейкой и столом.
В случае наличия зазора необходимо:
- Демонтировать пластину
- Очистить посадочное место
- Используя подкладку мерных пластин выровнять пластину примыкания. В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
После проверки столов и настройки примыкающих пластин возможна настройка параллельности столов в целом.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.
Такие устройства, как правило не имеют отдельных (4) опор установки столов.
Схема настройки:
- Подающий стол устанавливается на высоту приемного
- Укладывается поверочная линейка на 2 стола
- Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
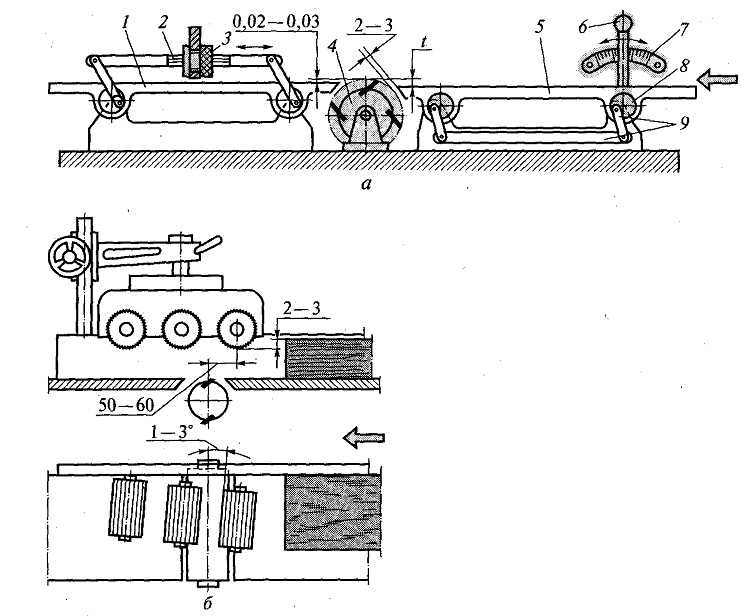
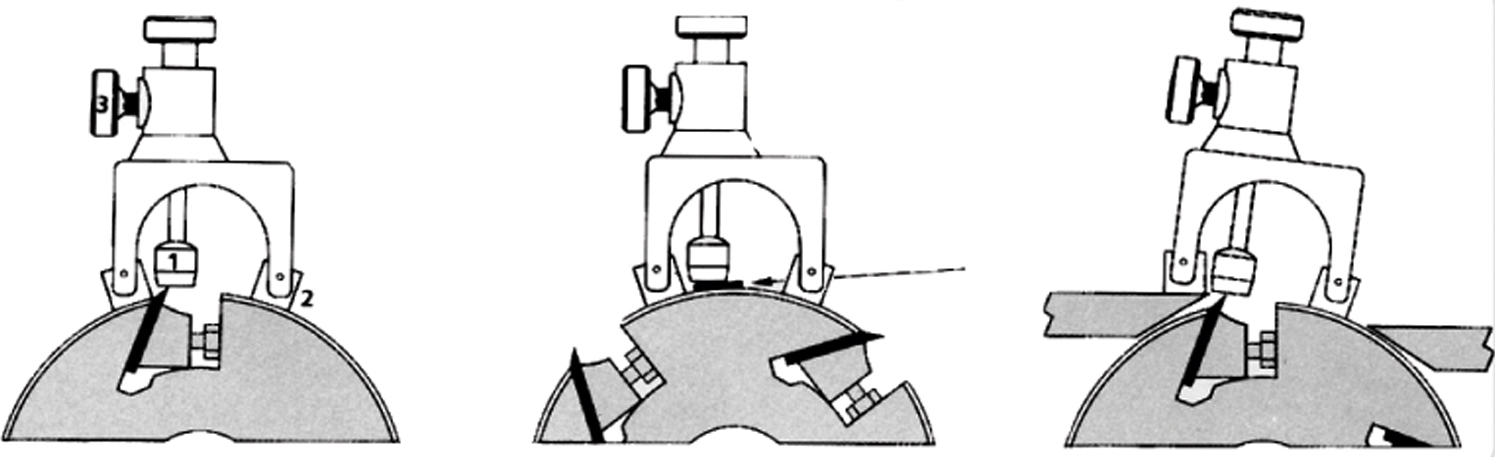
- Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
В таком случае установка стола осуществляется регулировочной гайкой 9.
- На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
- Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
- Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
- Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
- Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т.
 1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм - Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
- После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней. Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.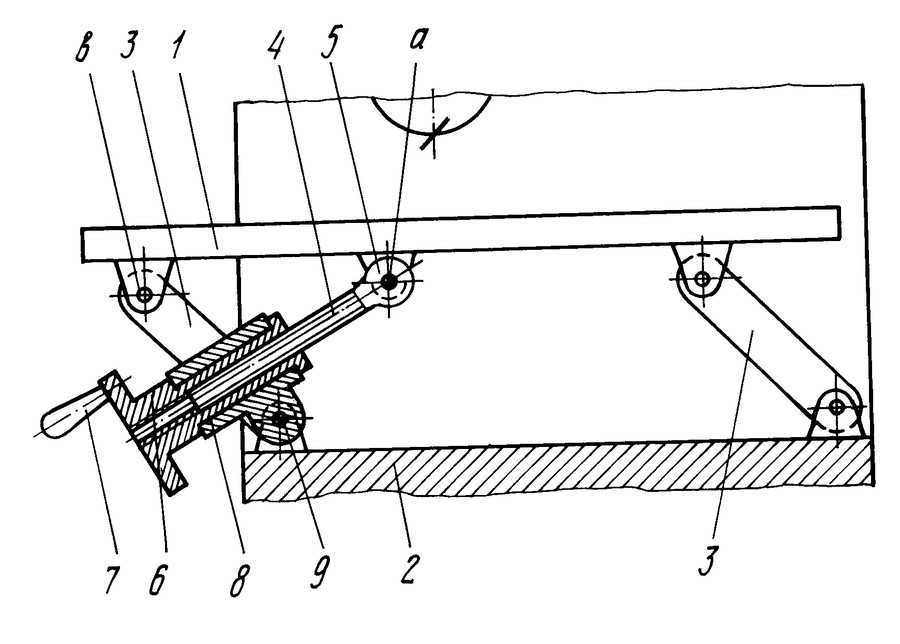
Установка ножей
Производиться после их переточки либо необходимости их подстройки.
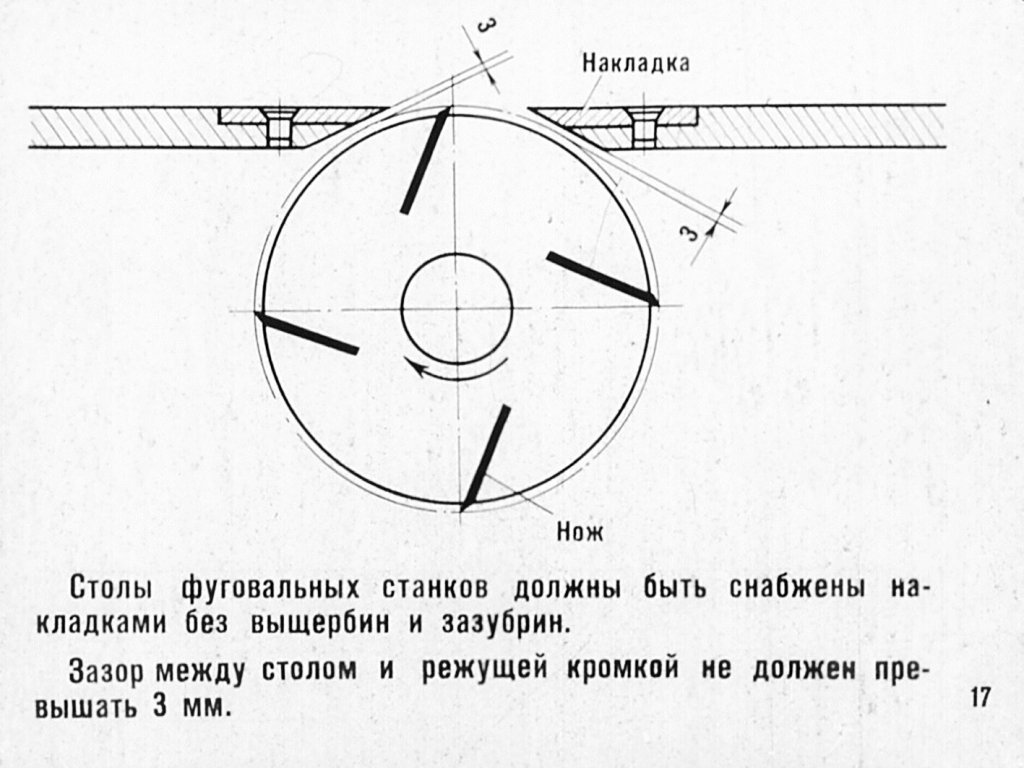
Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» — нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Схема технологического процесса капитального и среднего ремонта
27.11.2017
Просмотров: 3252
Основными причинами вывода оборудования из строя являются: нарушение правил эксплуатации, в том числе переrрузкаотдельных механизмов и узлов; нарушение реrулировки определенноrо узла или механизма
Настройка оборудования
Периодичность и порядок настройки рейсмусового станка.
23.09.2020
Просмотров: 717
Как часто необходимо проверять настройку основных параметров рейсмусового станка?
Настройка оборудования
Методика настройки рейсмуса (рейсмусного станка)
10.09.2018
Просмотров: 12415
Описаны различные способы настройки рейсмусов как по инструкции, так и упрощенный способ. Для подготовки к настройке рейсмусового станка необходимо провести подготовительную операцию.
Настройка оборудования
У меня была довольно неприятная встреча между осколком винта в каком-то Винты, будучи намного тверже гвоздей, довольно сильно царапают ножи. Ники в Выступы, оставленные зазубринами, обычно имеют высоту порядка 0,002 дюйма (0,05 мм). Для твердой древесины большинство этих гребней легко удаляются скребком для шкафа. Этому потребовалось довольно много царапин, чтобы удалить. Вот глядя на дерево с Глядя на режущую головку рубанка, это одна из головок традиционного типа, с Вы можете видеть ник внизу слева на этой картинке. Ножи ослабляются поворотом винтов в клиньях с помощью гаечного ключа. Когда все винты ослаблены, нож можно вытащить. После удаления Две маленькие пружины позади ножа толкают нож вверх. Эти пружины очень Крупный план расположения ножа и клина. Вот ножи от рубанка. Что мне нравится в этом станке, так это то, что он Но если не считать этого неприятного никнейма, эти лезвия все еще в порядке, так что я собираюсь измениться. Многие современные рубанки используют тонкие одноразовые ножи. например, На других небольших рубанках используются ножи с индексными штифтами, которые ввинчиваются более или менее точно. Перед установкой ножей на место помогает все зачистить, чтобы не было Я использую сжатый воздух, чтобы продуть слот. Некоторая грязь, которая накапливается на Сначала вставил пружины, потом клинья. Затем я выкручиваю все винты в клиньях до тех пор, пока не почувствую сопротивление, затем Рейсмусовые станки с такой режущей головкой поставляются с калибром для точной установки ножей. Сфоткать все это с рубанком сложно, но вот фото сделал Используя установочный шаблон для опускания ножей, я могу быть уверен, что они Я начинаю с умеренного затягивания среднего винта в клине, затем затягиваю все винты Эти винты не следует затягивать слишком туго. Очень важно при выполнении такого рода работ — отключить рубанок от сети. Я упоминаю об этом так поздно Но делай, как я говорю, а не как я! Устанавливаем коллектор для сбора пыли обратно. На всякий случай, если нож вылетит. А вот как выглядит ник после этого. Все еще там, но всего 0,001 дюйма в высоту. Два удара См. также: Фуговальный станок бекас на Заточка строгальных или фуганочных ножей прямая Эксперименты на рейсмусовом станке Станок для заточки ножей строгального станка Разборка строгального станка Delta Рубанок Dewalt DW735 Установка и регулировка Фуганок самодельный Стенд строгального станка мой папа старый Вернемся к моему веб-сайту Woodworking . |

.jpg)

 Так сильно, как вы могли бы повернуться с
Так сильно, как вы могли бы повернуться с
Установка ножей рубанка
Установка ножей рубанка
Установка ножей рубанка
Это универсальный |
| Это изображение ножей (тупой) установлен в мой рубанок. Три из них длиной 13 дюймов удерживаются на месте. с тремя клиньями каждый. На этом изображении показан снятый пылезащитный колпак и оранжевый дефлектор убран в сторону.  Когда вам нужно изменить Обычно я даю своим ножам слишком много времени между заточками. |
Используемая процедура В моем случае это означает, что даже после ослабления клина |
ОЧЕНЬ |
| Эта картинка что-то иллюстрирует широко известный как «трюк с винтом». Если вы внимательно посмотрите на концы вы заметите, что концы большинства винтов и болтов редко имеют идеальную форму, на самом деле есть чашка или коса на конце.  Когда концы этих винтов соприкасаются Когда концы этих винтов соприкасаютсядругие части они могут иногда влиять на части нежелательным образом, это особенно истинно, когда эти детали или узлы измеряются или регулируются с шагом в тысячная доля дюйма. | |
Что Примечание. Установочные винты | |
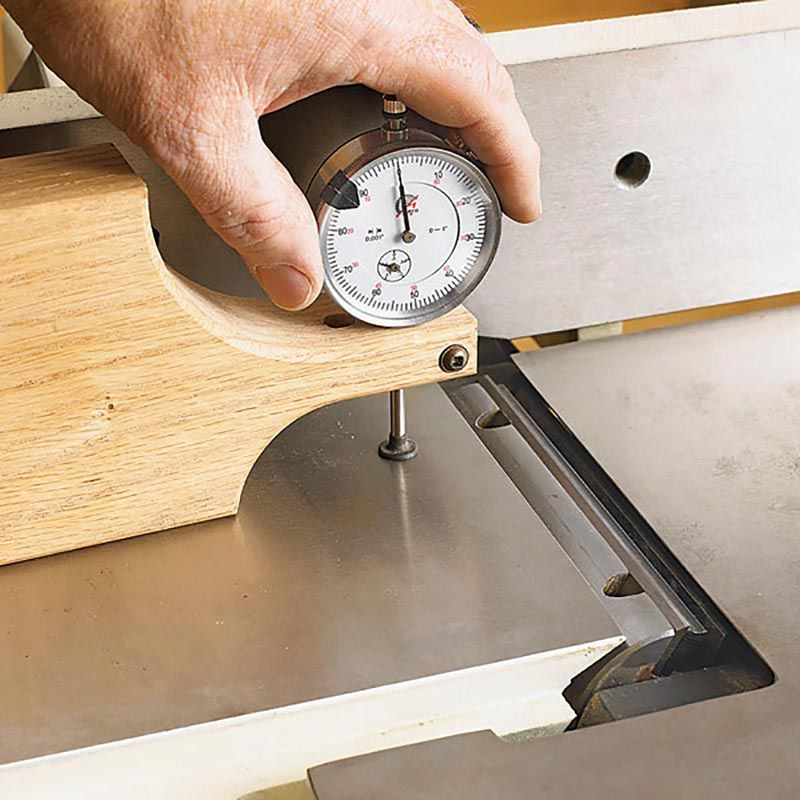
После того, как все детали 1. Нанесите очень тонкий слой 2. Я получаю высоту |

3. 4. Как только цель Обратите внимание, что выше я использую набор ДВУХ циферблатных индикаторов. Важные соображения:
|
 Один раз
Один раз

Всего комментариев: 0