Нож строгальный: купить ножи для строгального станка по дереву в Москве, Санкт-Петербурге, Казани и других городах России по низкой цене
Содержание
Строгальные ножи для деревообрабатывающих станков
Сначала популярные
Сначала популярные
Сначала популярные
Сначала дешевле
Сначала со скидками
Сначала новинки
35 товаров
Фильтр
35
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Показать еще
1
2
3
Какой тип оборудования вы ищете?
Вопрос /3
Закрыть
|
Строгальные ножи и ножевые валы Категория: Столярное дело Строгальные ножи и ножевые валы Строгальные ножи. Толстые ножи имеют со стороны обушка прорези для зажимных болтов. Глубина прорезей равна 0,55 ширины ножа, ширина прорезей на 1 — 1,5 мм больше диаметра зажимного болта. Количество прорезей — от 2 до 10, расстояние между ними 60 и 80 мм, в зависимости от длины ножа. Тонкие ножи прорезей не имеют. Строгальные ножи со стороны режущей кромки нередко имеют равномерный прогиб по ширине величиной 0,25 — 0,5 мм. При зажиме ножа в ножевом валу прогиб увеличивает прочность крепления ножа, кроме того, повышается жесткость режушей кромки. Рис. 1. Строгальные ножи: Передняя грань ножа должна быть ровной, шлифованной; задняя грань может быть гладкой или рифленой. Угол заострения строгальных ножей 40°. Заточку ножей производят в ножепилоточной мастерской на точильных станках; вручную можно только править ножи оселком. Рис. 2. Весы для выбалансирования строгальных ножей: Все ножи, устанавливаемые на одном ножевом валу, должны иметь одинаковую толщину и одинаковый вес. Вес ножей проверяют поочередным их взвешиванием. Кроме того, каждый нож должен быть выбалансирован, т. е. уравновешен так, чтобы его Центр тяжести был точно посередине. Выбалансировку ножей производят на специальных балансировочных весах (рис. 80). Нож укладывают на коромысле весов концом вплотную к Упору и весы приводят в равновесие при помощи навески. После этого нож переворачивают и укладывают вплотную к упору другим концом. Если при этом равновесие весов нарушилось, значит нож по отношению к оси симметрии не сбалансирован, Для уравнивания веса обеих половин ножа и веса всех ножей одной головки стачивают часть металла с обушка того или иного ножа. Ножевые валы. Рабочие валы в строгальных станках чаще называют ножевыми валами, иногда — ножевыми головками, патронами. Ножевой вал может быть цельным, изготовленным из одной поковки и составным. У составного вала ось вытачивается отдельно и на нее наглухо насаживается на шпонках патрон для ножей. Рис. 3. Ножевые валы: Ножевые валы бывают квадратные и круглые. Квадратные валы (рис. 3, а) имеют на гранях продольные канавки Т-образного или трапециевидного сечения, в которые заводятся болты для крепления ножей. Вид болтов показан на рис. 3, а, крепление — на рис. 3,б. При установке тонких ножей применяются накладки (рис. Основной недостаток квадратных валов состоит в том, что во время их вращения между валом и краями рабочего стола при каждом ббороте образуются значительные расстояния, представляющие опасность, так как в эти промежутки станочник может попасть пальцами рук. В открытых строгальных станках квадратные ножевые валы не допускаются. Другие недостатки квадратных валов заключаются в следующем: 1) ножи получают крепление только в местах, где ставятся болты, поэтому в промежутках между болтами возможна вибрация (дрожание) ножей во время работы; 2) на валу нельзя крепить больше четырех ножей. Чтобы устранить квадратносгь валов, применяют под болты накладки сегментообразной формы (рис. 3, г). Наиболее безопасны цельноточеные круглые валы. Для крепления ножей на боковой поверхности этих валов имеются продольные пазы, в которые вставляются ножи и трапециевидные прижимные вкладыши с винтами (рис. 3, д). Такой способ крепления ножей вполне надежный, исключающий возможность вылета ножа и вкладыша из паза во время работы, а также вибрацию режущей кромки, так как нож равномерно зажимается по всей его длине. Рис. 4. Определение угла заточки, угла резания и угла наклона строгального ножа, вставленного в ножевой вал Для образования сгружколомателя делают в квадратных валах перед режущей кромкой ножа откос, а в валах с накладками — сегментообразную продольную выемку. В круглых валах откос делают во вкладышах. Ножевой вал при любой его форме должен быть прямым и выбалансированным, т. е. иметь по всей длине одинаковую толщину (диаметр), одну и ту же плотность и одинаковый объемный вес. Угол резания установленных на валу строгальных ножей 50 — 65°, угол уклона равен 10 — 15°. Углы определяют, как показано на рис. 4. Режущие кромки всех установленных ножей должны располагаться на одинаковом расстоянии от центра вала и равномерно выступать над кромкой стружколомателя на 0,5 — 1,5 мм. Затягивают болты от середины к концам ножа. После того как станок поработает 5 — 10 мин. Выбалансированность вала с ножами проверяют повертыванием его вокруг оси вращения с остановками. Если вал после остановок сохраняет полную неподвижность, его считают выба-лансированным. Невыбалансированный вал, как принято говорить, «скатывается вниз», т. е. делает до полной остановки еще какое-то дополнительное вращательное движение. Перед проверкой выбалансированности обязательно снимают приводной ремень. Более точную выбалансировку вала делают путем провертывания его на балансировочных ножах (рис. 5). Рис. 5. Ножевая головка на балансировочных ножах Рис. 6. Строгание вращающимися ножами: Для проверки правильности установки ножей по высоте подводят к кромке какого-нибудь одного ножа точно отфугованную линейку и провертывают ножевой вал. Если при этом режущие кромки всех ножей не цепляют за линейку и зазор между ними и линейкой остается одинаковым, считают, что ножи по высоте установлены правильно. Строгание вращающимися ножами отличается от строгания ручным инструментом. При строгании ручным фуганком, например, получается длинная непрерывная стружка, при строгании вращающимися ножами вырезается короткая стружка в виде сегмента. В материале поперек его волокон образуется на месте срезанной стружки впадина, которую принято называть волной. Строганая поверхность получается волнистой (рис. 6). Чем короче волны, чем ниже гребни между ними, тем строганая поверхность чище. Чистота строгания (длина волн) зависит от числа оборотов ножевого вала, количества ножей на валу и скорости подачи материала. Чем выше число оборотов вала и чем больше ножей на нем, тем чище строгание. Строгальные станки прежних конструкций делали всего 3000 — 4000 об/мин, в современных строгальных станках вал делает 5000 — 6000 об/мин; устанавливают на нем 4 — 8 ножей. Уменьшение скорости подачи повышает чистоту строгания, но одновременно снижает производительность труда. Поэтому уменьшать скорость подачи можно лишь в исключительных случаях, например, при строгании древесины очень свилеватой, древесины ценных пород. Рис. 7. Схема конструкции фуговального станка: Реклама:Читать далее:Строгание на фуговальном станке
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 Строгальные ножи подразделяют на тонкие и толстые. Размеры ножей тонких: длина от 40 до 1810 мм, ширина 30, 35, 40 и 45 мм, толщина — 3 мм; толстых соответственно: 40 — 800, 75 — 120; 6, 8 — 10 мм. Тонкие ножи изготовляют целиком из высококачественной инструментальной стали. У толстых ножей из такой стали наваривают со стороны режущей кромки по всей ее длине и на половину ширины ножа слой толщиной 1,5 — 2 мм.
Строгальные ножи подразделяют на тонкие и толстые. Размеры ножей тонких: длина от 40 до 1810 мм, ширина 30, 35, 40 и 45 мм, толщина — 3 мм; толстых соответственно: 40 — 800, 75 — 120; 6, 8 — 10 мм. Тонкие ножи изготовляют целиком из высококачественной инструментальной стали. У толстых ножей из такой стали наваривают со стороны режущей кромки по всей ее длине и на половину ширины ножа слой толщиной 1,5 — 2 мм. Рифление способствует лучшему сцеплению ножа с ножевым валом. Ножи с трещинами для работы не пригодны. Не допускаются на ножах раковины, ржавчина.
Рифление способствует лучшему сцеплению ножа с ножевым валом. Ножи с трещинами для работы не пригодны. Не допускаются на ножах раковины, ржавчина. Реже производят наваривание металла на обушок.
Реже производят наваривание металла на обушок. 3, в).
3, в). Кроме того, этот способ позволяет устанавливать на круглом валу значительно большее количество ножей, чем на квадратном.
Кроме того, этот способ позволяет устанавливать на круглом валу значительно большее количество ножей, чем на квадратном. , его останавливают и болты подтягивают.
, его останавливают и болты подтягивают.

Ножи и строгальные станки из карбида и быстрорежущей стали Kinves, строгальные станки DeWalt
Поиск
Поиск
«Только наш сервис превосходит наше качество»
Посмотреть как
Сетка
Список
6 шт.
Сортировать по
Должность
наименование товара
Цена
Бренд
Установить нисходящее направление
Посмотреть как
Сетка
Список
6 шт.
Сортировать по
Должность
наименование товара
Цена
Бренд
Установить нисходящее направление
Infinity Cutting Tools с гордостью предлагает эксклюзивные сменные ножи для фуганка и рубанка по дереву. Мы предлагаем сменные строгальные и фуганочные ножи из высококачественной быстрорежущей стали (HSS) и с твердосплавными напайками для всех марок и моделей строгальных и фуганочных станков, включая портативные настольные строгальные станки DeWalt DW734 и DeWalt DW735.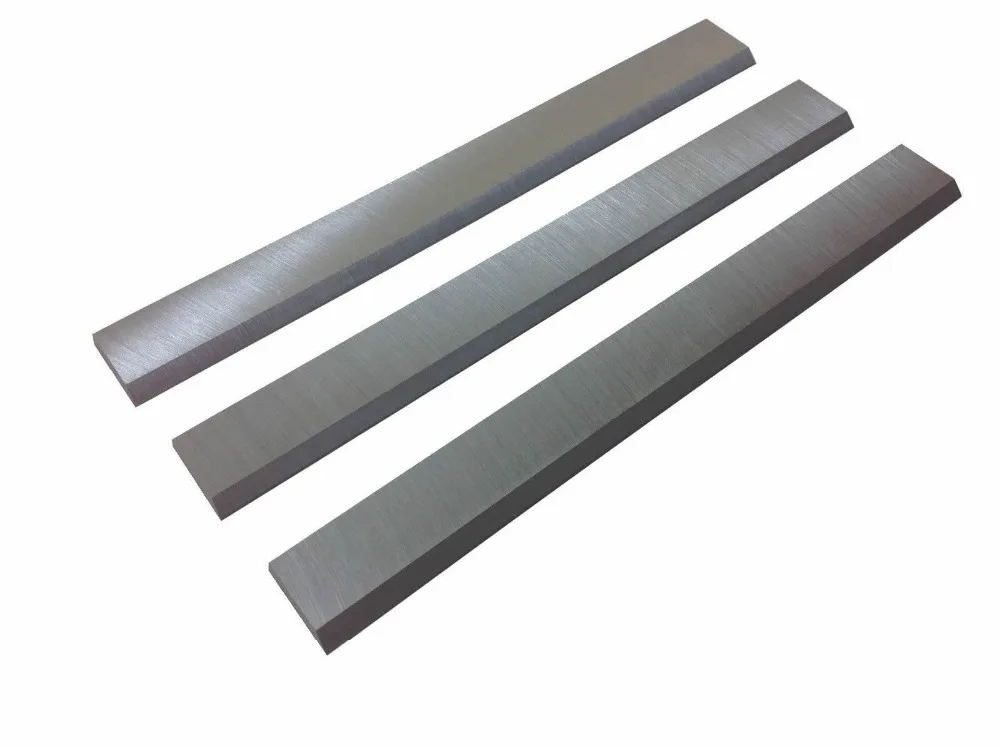
Ножи для строгальных станков и фуганков из быстрорежущей стали
Каждый строгальный и фуганковый нож из быстрорежущей стали рассчитан на увеличенный срок службы между заточками, и качество является нашим главным приоритетом. Наши строгальные и фуганочные ножи выкованы из высококачественной европейской быстрорежущей инструментальной стали D2, которая производится на знаменитом сталелитейном заводе Bohler в Австрии. Мы указываем твердость по Роквеллу 60 HRC, чтобы максимизировать стойкость к истиранию, повысить способность стали удерживать режущую кромку и повысить ее устойчивость к деформации при повышенных температурах.
Но использование материалов ультра-премиум класса — это только начало. Производственный процесс, который мы используем для наших фуганочных и строгальных ножей, отличает нас от других. Мы закаляем эту специальную сталь в трехкамерной вакуумной печи, а затем закаливаем ее в масле, чтобы получить идеально однородный строгальный или фуганочный нож с повышенной прочностью и ударопрочностью. Этот эксклюзивный процесс является более дорогостоящим, чем методы более низкого качества, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального ножа и фуганка. Наконец, мы тщательно отшлифовываем каждый нож до бритвенного блеска, чтобы вы могли получить идеальный срез.
Этот эксклюзивный процесс является более дорогостоящим, чем методы более низкого качества, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального ножа и фуганка. Наконец, мы тщательно отшлифовываем каждый нож до бритвенного блеска, чтобы вы могли получить идеальный срез.
Фуговальные и строгальные ножи с твердосплавными напайками
Компания Infinity Cutting Tools с гордостью предлагает эксклюзивные строгальные и фуганочные ножи с твердосплавными напайками, которые прослужат примерно в 10 раз дольше, чем наши высококачественные строгальные и фуганочные ножи из быстрорежущей стали. Наши ножи с твердосплавными наконечниками изготовлены из высококачественного микрозернистого карбида, прочно связанного с прочным стальным корпусом. Эта комбинация стали и карбида на каждом строгальном ноже и фуганке обеспечивает сверхпрочность и способна выдерживать высокоскоростные нагрузки внутри вашего фуганка или строгального станка намного лучше, чем лезвия любой другой марки. Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени сама по себе будет значительной.
Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени сама по себе будет значительной.
Мы постоянно стремимся предлагать наилучшие условия для совершения покупок — это включает в себя лучшее в отрасли обслуживание клиентов, удобный для мобильных устройств дизайн, быструю и доступную доставку, неизменно доступные цены и доступ к самым востребованным продуктам на рынке. Не верьте нам на слово, вот несколько отзывов, которые оставили наши прошлые клиенты!
Сменные ножи для большинства строгальных станков и фуганков (прямые и h
Категории
Мы предлагаем большой выбор сменных ножей для большинства строгальных и фуганочных станков. Многие стандартные ножи для рубанков и фуганков также доступны из твердого сплава, который прослужит вам до 10 раз дольше, чем ножи из обычной стали (HSS).
Мы также предлагаем сменные ножи для большинства винтовых режущих головок.
Если вы не нашли то, что искали, или если у вас возникли вопросы, звоните нам по телефону 1-855-699-6635 или:
Уточнить поиск
Сравнение товаров (0)
Сортировать по:
Имя по умолчанию (A — Z) Название (Z — A) Цена (Низкая > Высокая) Цена (Высокая > Низкая) Рейтинг (Самый высокий) Рейтинг (Самый низкий) Модель (A — Z)Модель (Z — A)
Показать:
255075100
(долл. США) $37,00
(долл. США) $42,25
(долл. США) $21,50
(долл. США) $52,25
(долл. США) $52,25
(долл. США) $52,25
США) $52,25
(долл. США) $52,25
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $37,00
(долл. США) $42,25
(долл. США) $42,25
(долл. США) $42,25
(долл. США) $42,25
(долл. США) $14,00
(долл. США) $14,00
США) $14,00
(долл. США) $52,25
(долл. США) $52,25
(долл. США) $52,25
(долл. США) $52,25
(долл. США) $149,00
(долл. США) $149,00
(долл. США) $149,00
(долл. США) $149,00
(долл.
Всего комментариев: 0