Патрон к шпинделю: Концы шпинделей токарных станков
Содержание
Концы шпинделей токарных станков
Шпиндель токарного станка должен сообщать крутящий момент детали, обрабатываемой на станке. Для этого к концу шпинделя крепится зажимное устройство, наиболее соответствующее обрабатываемой детали. Зажимных приспособлений существует большое множество, но обычно это трехкулачковый патрон — он обеспечивакет надежность и точность зажима, удобство установки и снятия большинства симметричных деталей.
Конструкция конца шпинделя токарного станка должен удовлетворять следующим требованиям:
- Обеспечивать надежность крепления токарного патрона
- Обеспечивать точность центровки патрона по отношению к оси шпинделя
- Обеспечивать установку и снятие патрона для замены за минимальное время
- Разновидности передних концов шпинделей токарных станков
- Концы шпинделей резьбовые
- Концы шпинделей фланцевые типа А
- Концы шпинделей фланцевые под поворотную шайбу
- Концы шпинделей типа Кэмлок (Camlock)
- Фланцы промежуточные (переходные) к самоцентрирующим патронам
Содержание
Разновидности передних концов шпинделей токарных станков
Передний конец шпинделя токарного станка служит для базирования (центрирования) и закрепления токарного патрона, планшайбы или поводкового патрона.
На сегодняшний день существует четыре разновидности передних концов шпинделей универсальных токарных станков:
- Резьбовой конец шпинделя — в обязательном порядке требует промежуточный (переходной) фланец, для того чтобы установить на шпиндель патрон или другое зажимное устройство;
- Фланцевый конец шпинделя — с конусной посадкой — форма А. Фланец шпинделя имеет резбовые отверстия для непосредственного крепления патрона спереди винтами с внутренними шестигранниками, проходящими сквозь патрон;
- Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью поворотной (байонетной) шайбы — это наиболее распространенный и предпочтительный вид крепления;
- Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью шпилек типа Camlock
В соответствии с четырьмя существующими разновидностями шпинделей на сегодняшний день действует четыре государственных стандарта регламентирующих конструкцию и размеры передних концов шпинделей:
- ГОСТ 16868 — Концы шпинделей резьбовые (Взамен ОСТ 428)
- ГОСТ 12595 — Концы шпинделей фланцевые типа А и фланцы зажимных устройств
- ГОСТ 12593 — Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств
- ГОСТ 26651 — Концы шпинделей фланцевые типа Кэмлокк и зажимные устройства
- ГОСТ 3889 — Фланцы промежуточные к самоцентрирующим патронам.

Концы шпинделей резьбовые.
ГОСТ 16868 (Взамен ОСТ 428)
Крепление патрона на резьбовой конец шпинделя
Крепление патрона на резьбовой конец шпинделя. Смотреть в увеличенном масштабе
ГОСТ 16868 (Концы шпинделей резьбовые) предлагает два типоразмера концов шпинделей:
- М39 х 4,0
- М45 х 4,5
Конец шпинделя резьбовой ГОСТ 16868
В реальности существуют множество моделей станков, выпущенных до начала 60-х годов, с резьбовыми концами шпинделей от М33 до М150. Резьбовой конец шпинделя использовался на токарных станках старых моделей, например, 1А62 (М90 х 6) и в малых токарных станках — учебных и настольных, например, ТВ-7 (М45 х 4,5) и т.д.
Если резьбовой конец шпинделя не соотвтствует ГОСТ 16868 (Концы шпинделей резьбовые) как, например, на станке ТВ-4 (d = М36 х 4), требуется изготовить нестандартный промежуточный фланец, используя посадочные размеры необходимого патрона.
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на цилиндрический центрирующий поясок диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Недостаток шпинделей с резьбой в том, что при торможении или реверсировании быстроходного станка патрон по инерции может соскочить со шпинделя. Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
В средних и крупных токарных станках используются фланцевые концы шпинделей с центрирующим коротким конусом (7°7′30″). Конические направляющие обеспечивающют более точное центрирование при установке патронов и планшайб.
Концы шпинделей фланцевые типа А
ГОСТ 12595
ГОСТ 12595-2003 (DIN 55026, ИСО 702-1:2001). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые типа А и фланцы зажимных устройств. Основные и присоединительные размеры.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) типа А для токарных и шлифовальных станков, а также на фланцы зажимных устройств, устанавливаемых на концы шпинделей.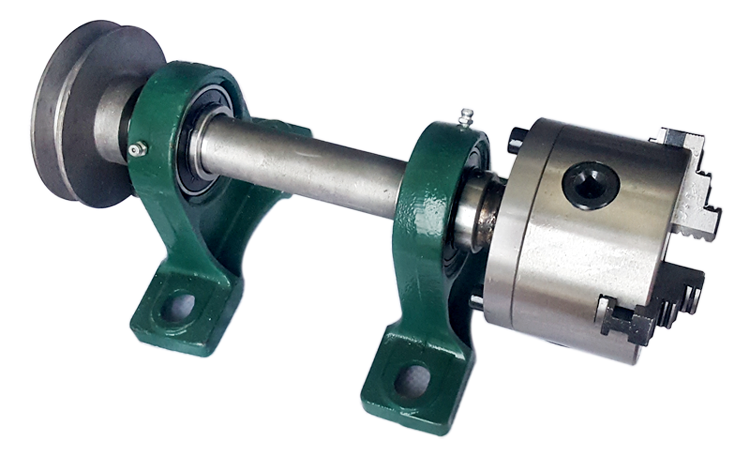
Фланцевые концы шпинделей типа А имеют резьбовые крепежные отверстия по окружности фланца, которые служат для для крепления патрона винтами с внутренними шестигранниками. Для концов шпинделей такого типа (А) должны использаваться зажимные патроны 2 типа по ГОСТ 2675-80 Тип 2.
Крепление патрона на фланцевый конец шпинделя типа А
Крепление патрона на фланцевый конец шпинделя типа А. Смотреть в увеличенном масштабе
Концы шпинделей фланцевые типа А по ГОСТ 12595
Условные размеры концов шпинделей типа А по ГОСТ 12595
Всего предусмотрено девять условных размеров концов шпинделей (3, 4, 5, 6, 8, 11, 15, 20, 28) с номинальным наружным диаметром 92, 108, 133, 165, 210, 280, 380, 520, 725 мм.
Фланец шпинделя снабжен коротким конусом 1:4 (7°7′30″), обеспечивающим надежное центрирование патрона. Допуски на конусы назначаются с таким расчетом, чтобы при установке патрона от руки между торцевыми поверхностями шпинделя и патрона оставался небольшой зазор, при затягивании крепежных винтов зазор ликвидируется, а конусы сопрягаются по посадке, близкой к прессовой.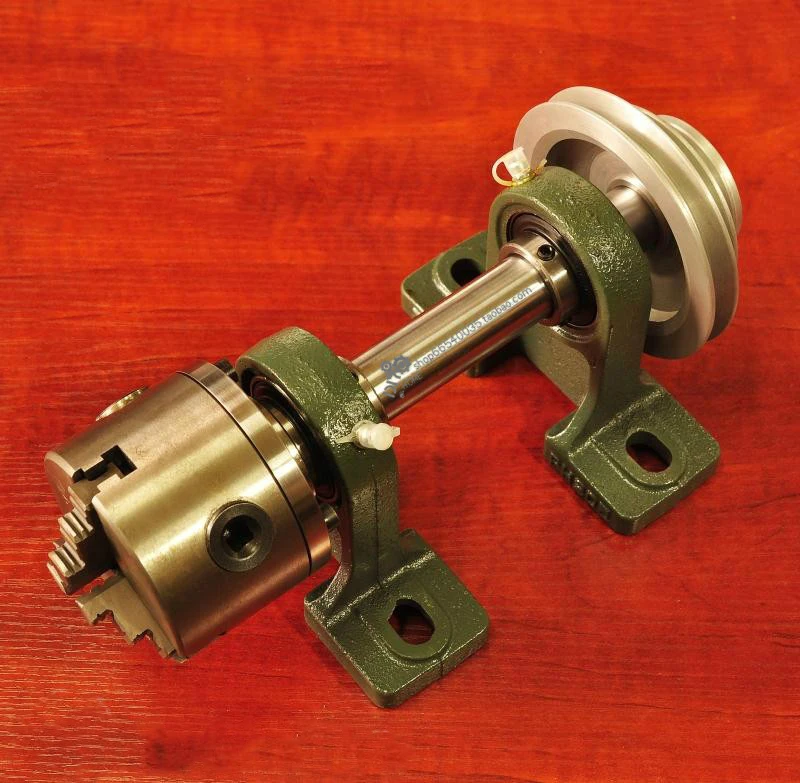 Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Фланцевые концы типа А могут изготавливаться в двух исполнениях.
- Крепежные отверстия расположены на делительных окружностях диаметров D1 и D2;
- Крепежные отверстия расположены только на делительной окружности диаметром D2. Исполнение 2 следует применять для концов шпинделей условного размера №3 и №4;
Исполнения 1 и 2 — следует применять для концов шпинделей условного размера от №5 до №28.
Для крепления токарного патрона на фланцевом шпинделе необходимо установить его на центрирующем конусе шпинделя, пропустить крепежные винты сквозь устанавливаемый токарный патрон в торцевые крепежные отверстия фланца шпинделя, затянуть винты.
Концы шпинделей фланцевые под поворотную шайбу
ГОСТ 12593
ГОСТ 12593-93 (DIN 55027, ИСО 702-3-75). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) и поворотной шайбой для токарных станков и на фланцы зажимных устройств, устанавливаемых на концы шпинделей. ГОСТ 12593-93 представляет собой полный аутентичный текст ИСО 702-3-75 «Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть III. Байонетный тип».
Фланцевые концы шпинделей типа Б имеют сквозные крепежные отверстия по окружности фланца и байонетную поворотную шайбу которые служат для для крепления патрона без свинчивания крепежных гаек, что позволяет быстро закреплять и снимать патроны. Для концов шпинделей такого типа (Б) должны использаваться зажимные быстросменные патроны 3 типа по ГОСТ 2675-80 Тип 3.
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу.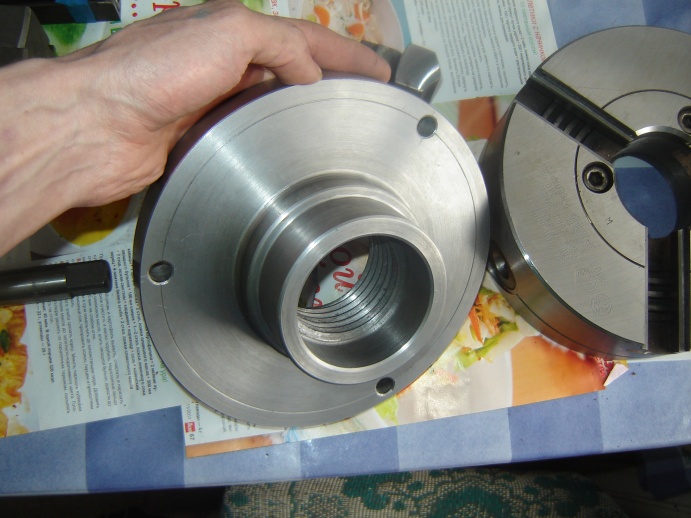 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Пример применения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу. Смотреть в увеличенном масштабе
Размеры фланцевых концов шпинделей под поворотную шайбу
Токарный патрон по ГОСТ 2675-80 Тип 3 для установки c поворотной шайбой
Фланцы для быстросменных патронов (тип Б) с посадкой на конус 1:4 (7°7′30″) под поворотную шайбу выполняются восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20) с номинальным наружным диаметром 102, 112, 135, 170, 220, 290, 400, 540 мм.
Фланцевые концы шпинделей с поворотной шайбой могут изготавливаться в трех исполнениях:
- Условный размер конца шпинделя 3 и 4;
- Условный размер конца шпинделя 5, 6, 8;
- Условный размер конца шпинделя 11, 15, 20.
На рисунке показана установка быстросменного токарного патрона 2 на фланцевом шпинделе с помощью байонетной поворотной шайбы 1.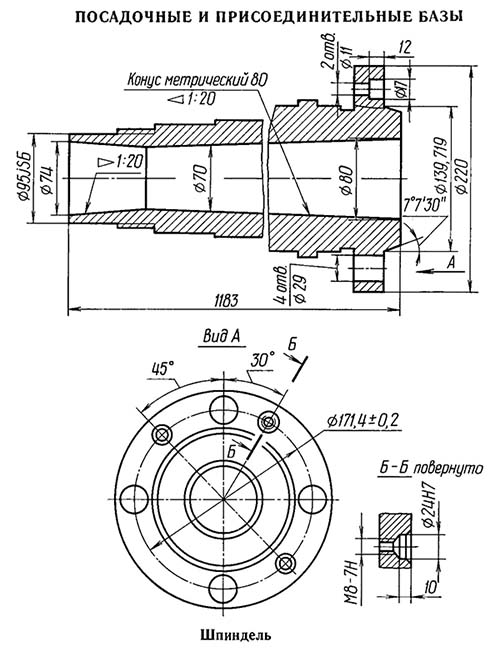 Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Сама поворотная шайба крепится к фланцу шпинделя с помощью втулки 3 и винта 4 (вариант 1) или только винтом 7 (вариант 2), при этом она остается подвижной и может вращаться на шпинделе в пределах вытянутого крепежного отверстия.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает немного времени, вместе с тем фланцевое соединение обеспечивает высокую точность центрирования (отсутствует зазор), полную надежность при больших оборотах шпинделя.
Концы шпинделей фланцевые типа Кэмлок
ГОСТ 26651
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651-85 (DIN 55029, ИСО 702/II-75) Станки металлорежущие. Концы шпинделей фланцевые типа Кэмлок и зажимные устройства.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом типа Кэмлок (Camlock) для токарных станков и зажимные устройства, устанавливаемые на концы шпинделей. Стандарт полностью соответствует СТ СЭВ 4853-84 и ИСО 702/II-75.
Крепление патрона на фланцевый конец шпинделя типа Кэмлок
Крепление патрона на фланцевый конец шпинделя типа Кэмлок. Смотреть в увеличенном масштабе
Фланцевые концы шпинделей типа Кэмлок с посадкой на конус 1:4 предусмотрены восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20).
Эксцентриковые зажимы Кэмлок существенно ускоряют установку токарного патрона, поэтому устанавливаются там, где требуется частая смена патрона.
Фланцы промежуточные к самоцентрирующим патронам
ГОСТ 3889-80
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.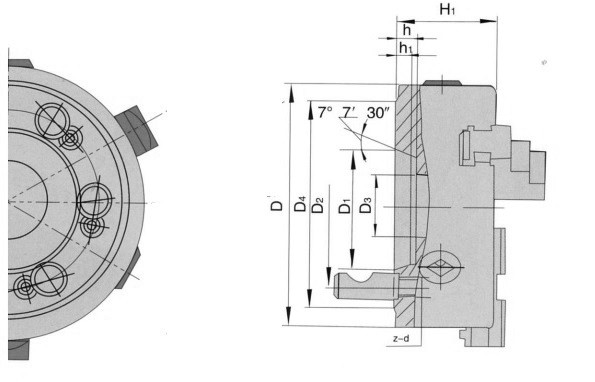
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 (DIN 6350) Фланцы должны изготавливаться исполнений:
- Исполнение 1 — устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.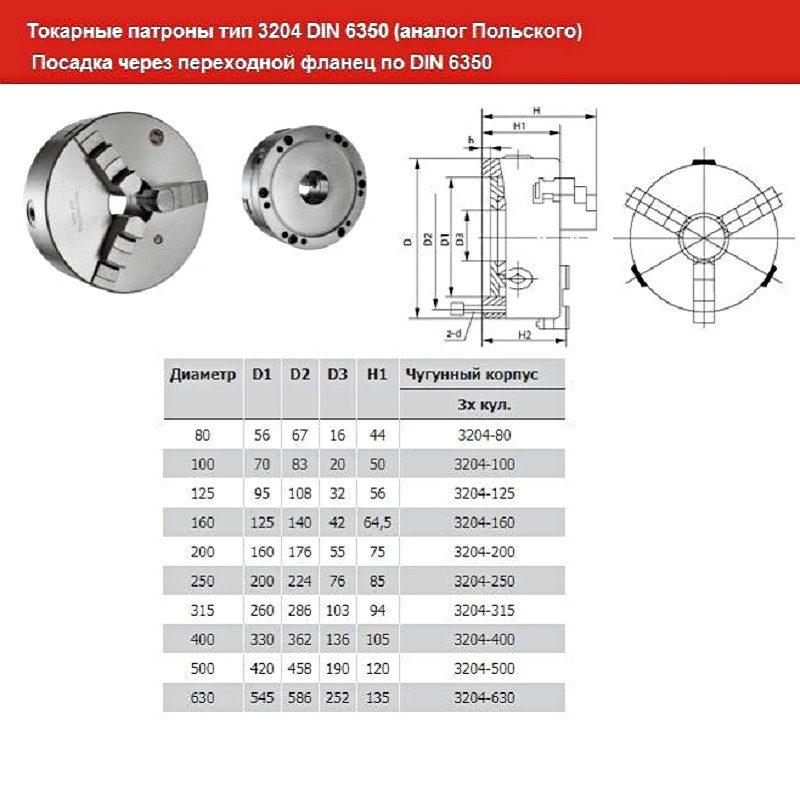
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок — цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Исполнение 2.
 Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Исполнение 3. Фланцы промежуточные под фланцевые концы шпинделей исполнения 1 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
ГОСТ 3889-80 Исполнение 4. Фланцы промежуточные под фланцевые концы шпинделей исполнения 3 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 3
Видеоролик: Разборка и сборка токарного патрона
Видеоролик: Установка токарного патрона и проверка точности центрирования токарного станка
Связанные ссылки. Дополнительная информация
Патрон для токарного станка с улучшенной конструкцией
Модель включает в себя самоцентрирующий патрон для токарного станка, который состоит из корпуса, в составе которого соединенные между собой передняя и задняя части, шпиндель, на его наружной поверхности установлена задняя часть корпуса. Также устройство включает в себя спиральный диск патрона. В виде конусов выполнены внутренние области задней части корпуса и спирального диска а также находящаяся с ними в сопряженнии наружная область шпинделя. У шпинделя наружная область может имеет конусность 7:24.
Втулка установленная между конусными поверхностями шпинделя и спирального диска способна регулироваться в радиальном направлении и может входить в комплектацию устройства. В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше.
В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше.
Устройство используется для закрепления цилиндрических заготовок при обработке на токарных станках в 3-х, 4-х и 6-ти кулачковых самоцентрирующих спирально-реечных патронах и относится к области металлообработки. Корпус, кулачки и спирально-реечный механизм их перемещения содержит известный токарный самоцентрирующий патрон. Корпус крепится к токарному станку шпильками, гайками (ГОСТ 2675-80. патроны самоцентрирующие трехкулачковые) и базируется на конусный поясок и торец на переднем конце шпинделя токарного станка. Данная конструкция патрона выпускается серийно и имеет широкое применение в промышленности. Но подобная система включает в себя ряд недостатков.
Во первых, необходимо базировать корпус патрона для токарного станка, при установке на шпиндель, одновременно на торцевую поверхность и конусную поверхность.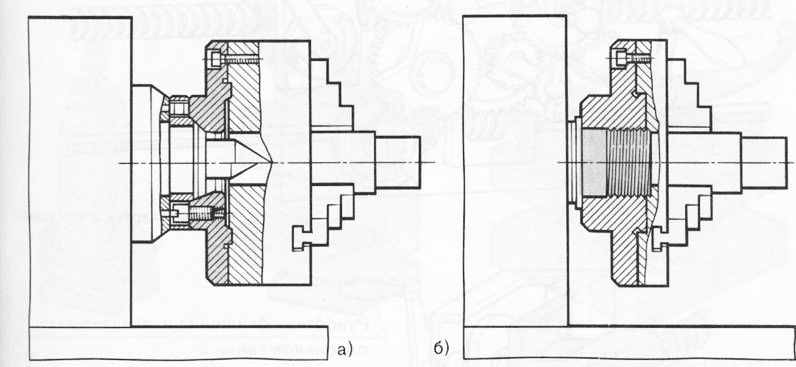 Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.
Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.
Во-вторых, точность радиального перемещения кулачков определяется базированием самого корпуса на шпинделе, а также точностью изготовления спирального диска и его базирования в корпусе. В результате не получится обеспечить заданное биение заготовок во всем диапазоне перемещения кулачков, если сложить все погрешности базирования в данной конструкции патрона. Это вынуждает применять расточку кулачков, при обработки заготовок на получистовых и чистовых операциях, что влечёт за собой снижение срока их службы.
Известен патрон для токарного станка включающий корпус, кулачки, спирально-реечный механизм их перемещения (АС 1808487, МПК B23B 31/00, 1991 г.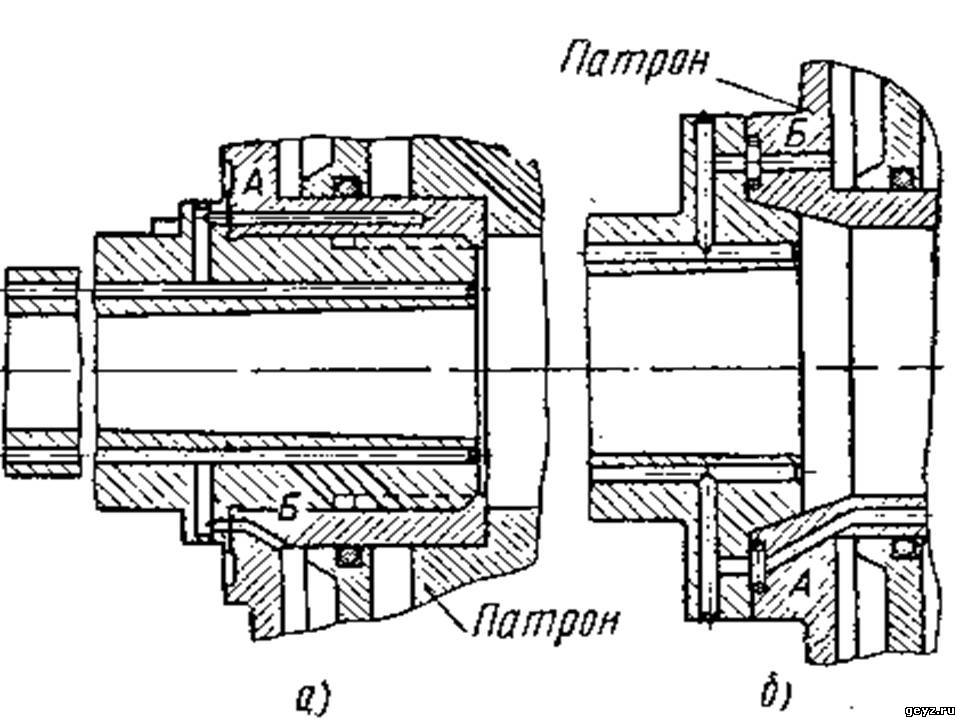 ), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.
), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.
Вследствие нерегулируемого зазора в сопряжении с цилиндрической поверхностью шпинделя, у спирального диска не устранена полностью погрешность базирования на шпинделе, что в свою очередь не гарантирует при закреплении в патроне во всем диапазоне перемещения кулачков заданного биения заготовок.
Достижение требуемой жесткости сопряжения вследствие погрешностей размеров базовых поверхностей не всегда гарантируется при базирование корпуса на внутреннюю коническую поверхность и одновременно на торцевую поверхность.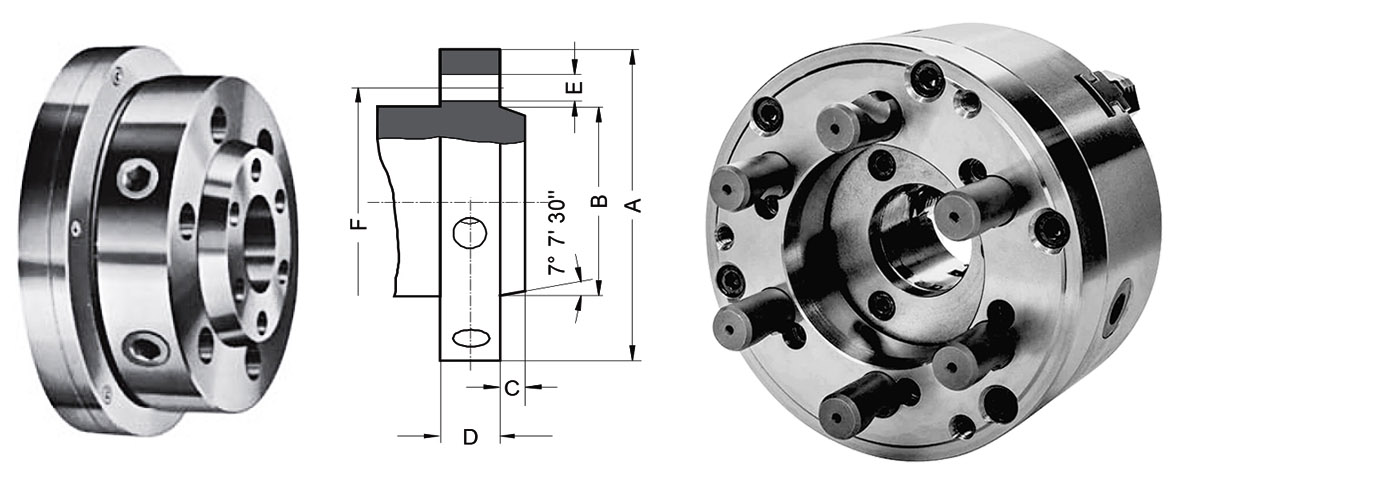
Улучшения достигаемые в новом устройстве, проявляются:
- в повышении срока службы кулачков;
- в снижении себестоимости изготовления патрона;
- в повышении жесткости сопряжения патрона для токарного станка со шпинделем;
- в повышении точности базирования заготовок в кулачках патрона.
Указанный технический результат достигается тем, что корпус и спиральный диск установлены на наружной конусной поверхности шпинделя. Наружная коническая поверхность шпинделя может быть выполнена с конусностью 7:24. Между коническими поверхностями шпинделя и спирального диска может быть установлена регулируемая в радиальном 3 направлении втулка.
Совокупность отличительных признаков такого технического решения является новой. Она необходима и достаточна для достижения заявленного технического результата, что обусловлено следующим.
Во первых, установка корпуса на наружную конусную поверхность шпинделя обеспечивает для тяжелого патрона надежное, жесткое и точное базирование относительно оси вращения шпинделя. Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков.
Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков.
Во-вторых, базирование корпуса только на одну конусную поверхность позволяет снизить требования к точности выполнения размеров сопрягаемых поверхностей шпинделя и патрона для токарного станка, и, соответственно, снизить себестоимости их изготовления.
патронов и шпинделей — звоните, чтобы узнать цены по телефону
, звоните по телефону (800) 274-2635 или пишите по адресу info@handlermfg.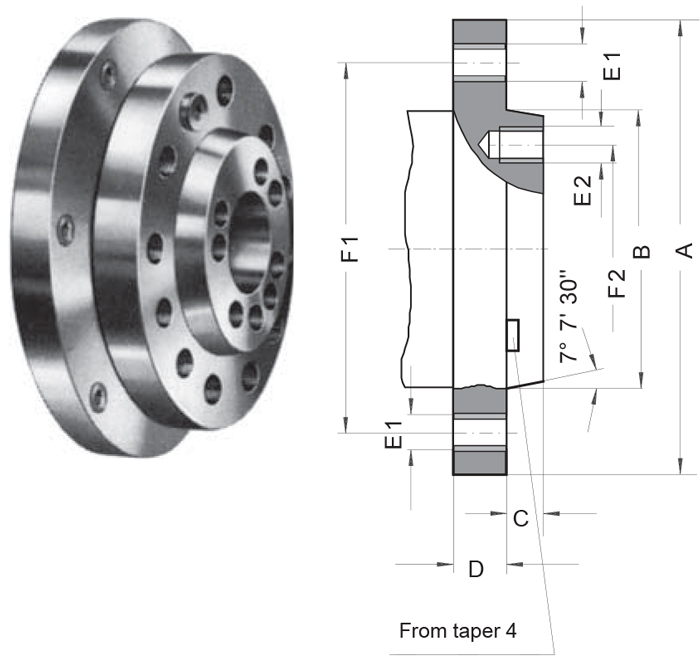 com, чтобы узнать цены и детали доставки.
com, чтобы узнать цены и детали доставки.
7 КОНИЧЕСКИЙ СТАЛЬНОЙ ПАТРОН
7 конический патрон разработан специально для использования с полировальными кругами, щетками и центрирующими кругами. Этот прецизионно изготовленный из легированной стали патрон предназначен для установки на токарные станки и полировальные двигатели, содержащие стандартные стоматологические конические валы. При заказе укажите 7L (левый) или 7R (правый). Транспортировочный вес: 6 унций [107 г] Размеры упаковки: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9cm]
7B КОНИЧЕСКИЙ ЛАТУННЫЙ ПАТРОНИК
Конический патрон 7B разработан специально для использования с полировальными кругами, щетками и центрирующими кругами. Конический патрон 7B изготовлен из латуни, что упрощает установку и снятие на конические стоматологические стержни, что снижает износ стержня. При заказе указывайте 7BL (левый) или 7BR (правый). Транспортировочный вес: 6 унций [107 г] Размеры упаковки: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9 см]
1–6 ПАТРОНЫ ДЛЯ КАМНЯ
Патроны для камней предназначены для установки абразивных кругов с различными внутренними диаметрами, как указано ниже.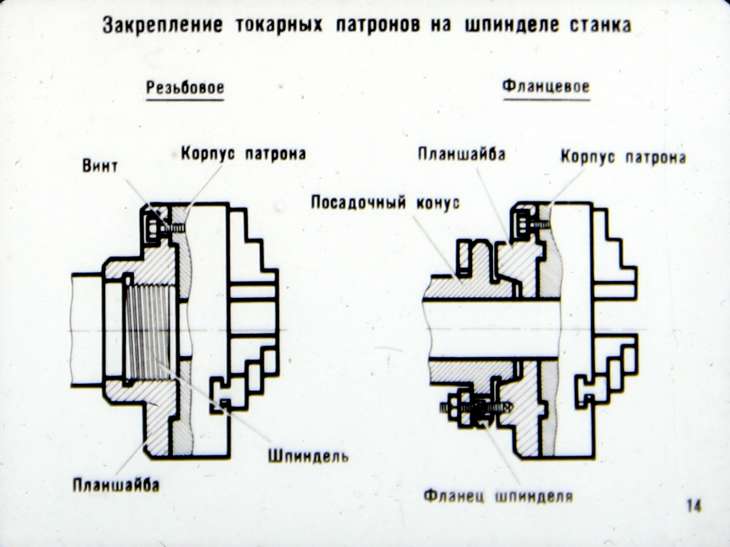 Патроны для обработки камней изготавливаются в соответствии со строгими стандартами из качественной латуни. Только для использования на конических валах токарных станков. При заказе указывайте номер патрона (ниже).
Патроны для обработки камней изготавливаются в соответствии со строгими стандартами из качественной латуни. Только для использования на конических валах токарных станков. При заказе указывайте номер патрона (ниже).
- #1 КАМЕНЬ – для 3/8” [9,5 мм] В.Д. (размер отверстия) Колесо — ПРАВОЕ
- #2 STONE — для 3/8” [9,5 мм] в.д. (размер отверстия) Колесо — ЛЕВОЕ
- #3 STONE — для 5/16” [7,9 мм] В.Д. (размер отверстия) Колесо -ПРАВОЕ
- #4 STONE – для 5/16” [7,9 мм] В.Д. (размер отверстия) Колесо — ЛЕВОЕ
- #5 STONE — для 1/4” [6,3 мм] В.Д. (размер отверстия) Колесо — ПРАВОЕ
- #6 КАМЕНЬ — для 1/4” [6,3 мм] В.Д. (размер отверстия) Колесо – ЛЕВОЕ
Транспортировочный вес: 6 унций [107 г] Размеры устройства: диаметр хвостовика 5/8 дюйма x длина 2 дюйма [2 см x 9см]
9 ЛЕНТА ДЛЯ ОПРАВКИ
Предназначена для использования с абразивными лентами диаметром 3/4 дюйма и шириной 3/4 дюйма [1,9 см x 1,9 см]. Изготовленная из легированной стали и имеющая покрытие для установки на стандартные конические стержни для стоматологии, абразивная лента удерживается на месте путем затягивания концевого винта на резиновой оправке.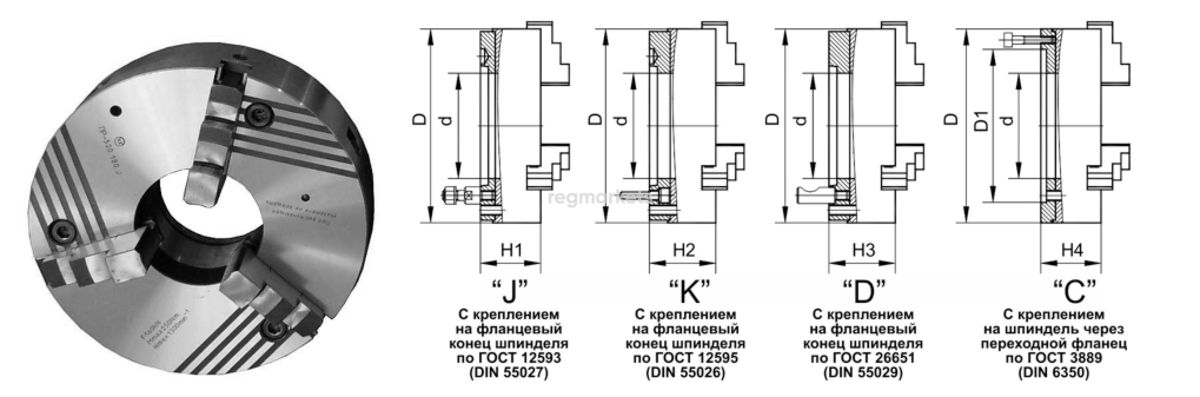 При заказе укажите 9L (левый) или 9R (правый). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 4 7/8” Д x 5/8” Диаметр хвостовика [12 см x 2 см] с диаметром хвостовика 1/4”.
При заказе укажите 9L (левый) или 9R (правый). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 4 7/8” Д x 5/8” Диаметр хвостовика [12 см x 2 см] с диаметром хвостовика 1/4”.
8T JACOBS TYPE JR. ЧАК
8T разработан специально для использования с небольшими борами и оправками, диаметр которых не превышает 1/4” [6,3 мм]. Патрон 8T представляет собой менее дорогой и полуточный регулируемый патрон для использования на токарных станках с коническими валами. Этот патрон открывается поворотом против часовой стрелки и закрывается поворотом по часовой стрелке.
При заказе укажите 8T (справа) или 8T-L (слева). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 2 1/4” Д x 1” Диаметр хвостовика [6 см x 3 см]
18 ATLAS PRECISION CHUCK
Патрон 18 Atlas представляет собой точный патрон типа Джейкобса. для использования с зажимными приспособлениями диаметром от 0,001 дюйма [0,03 мм] до 0,250 дюйма [6,4 мм]. Патрон Atlas 18 крепится к правому валу стоматологического токарного станка со стандартными стоматологическими коническими валами.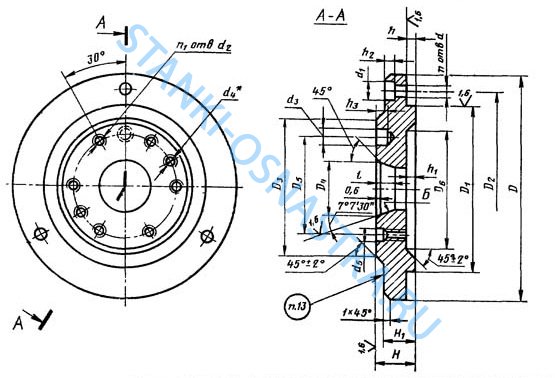 Обработанный с предельной точностью, 18 Atlas обеспечивает техническому специалисту концентричность, не имеющую себе равных ни в одном другом регулируемом патроне, без биения и без вибрации. Только для правого вала. Транспортировочный вес: 1 фунт [0,5 кг] Размеры устройства: 2 1/2” Д x 1 1/4” Диаметр хвостовика [6 см x 3 см]
Обработанный с предельной точностью, 18 Atlas обеспечивает техническому специалисту концентричность, не имеющую себе равных ни в одном другом регулируемом патроне, без биения и без вибрации. Только для правого вала. Транспортировочный вес: 1 фунт [0,5 кг] Размеры устройства: 2 1/2” Д x 1 1/4” Диаметр хвостовика [6 см x 3 см]
12 ПАТРОНА ДЛЯ КАМНЯ
С хвостовиком 1/4 дюйма [0,6 см] для использования в патронах типа Jacobs. Этот патрон для камня подходит для абразивных камней с внутренним диаметром 1/4 дюйма [0,6 см]. только беседка. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 12L (левый) или 12R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: длина 2 3/16 дюйма, диаметр хвостовика 3/4 дюйма [6 см x 2 см] с диаметром хвостовика 1/4 дюйма.
13 ЛЕНТОЧНЫЙ ПАТРОНИК
Разработан с хвостовиком 1/4 дюйма [0,6 см] для использования в патронах типа Jacobs. Принимает 3/4” x 3/4” [1,9см х 1,9 см] абразивные ленты. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 13L (левый) или 13R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 3/4” Диаметр хвостовика [7 см x 2 см] с диаметром хвостовика 1/4”.
Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 13L (левый) или 13R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 3/4” Диаметр хвостовика [7 см x 2 см] с диаметром хвостовика 1/4”.
13-1 КОНИЧЕСКИЙ ПАТРОН
Разработан с хвостовиком 1/4” [0,6 см] для использования в патронах типа Jacobs. Этот конический патрон предназначен для установки небольших полировальных кругов, щеток и центрирующих колес. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе указывайте 13-1L (левый) или 13-1R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 1/2” Диаметр хвостовика [7 см x 1,3 см] с диаметром хвостовика 1/4”.
Конический патрон из стального сплава для использования с прямыми валами 1/2″ [1,3 см] или 5/8″ [0,6 см]. Доступно для левой или правой стороны полировального двигателя. Этот патрон предоставляет пользователю сверхмощный патрон для использования с полировальными кругами, щетками и аксессуарами с центрированием свинца. Крепится с помощью винтов. Пожалуйста, укажите диаметр вала и левое или правое положение.
Крепится с помощью винтов. Пожалуйста, укажите диаметр вала и левое или правое положение.
- 20L – 1/2 дюйма [1,3 см]
- 20R – 1/2 дюйма [1,3 см]
- 20L- 5/8 дюйма [1,6 см]
- 20R – 5/8 дюйма [1,6 см]
- 20R – 5/8 дюйма [1,6 см]0023
999999999 на складе
Патроны и шпиндели – Количество по телефону, чтобы узнать цену
От A2-5 до A2-5 16C Переходной цанговый патрон для соединения шпинделей в сборе
Дом
Все продукты
Работа
патроны
Цанговые патроны
От A2-5 до A2-5 16C Цанговый патрон для адаптации шпинделя к шпинделю в сборе
Вам также может понравиться
Переходник с A2-5 на A2-5 (длинный)
78350000000000
Ваша цена:
2264,00 долларов США
Долларов США/Каждый
Ключ-переходник с A2-5 на A2-5
783
000000
Ваша цена:
$22. 00
00
Долларов США/Каждый
Ключ адаптера с A2-5 на A2-5
78410000000000
Ваша цена:
$22.00
Долларов США/Каждый
Кнопка привода
A2 0011920
Ваша цена:
29,00 долларов США
Долларов США/Каждый
ВИНТОВАЯ КНОПКА
A2 0011920 С
Ваша цена:
$54,00
Долларов США/Каждый
Набор торцевых головок Винт с головкой под ключ 3/8–24 x 1/2 дюйма
0550908
Ваша цена:
0,75 доллара США
Долларов США/Каждый
Цанги для токарных станков
*Показанные изображения продукта представляют ряд продуктов и предназначены только для иллюстраций.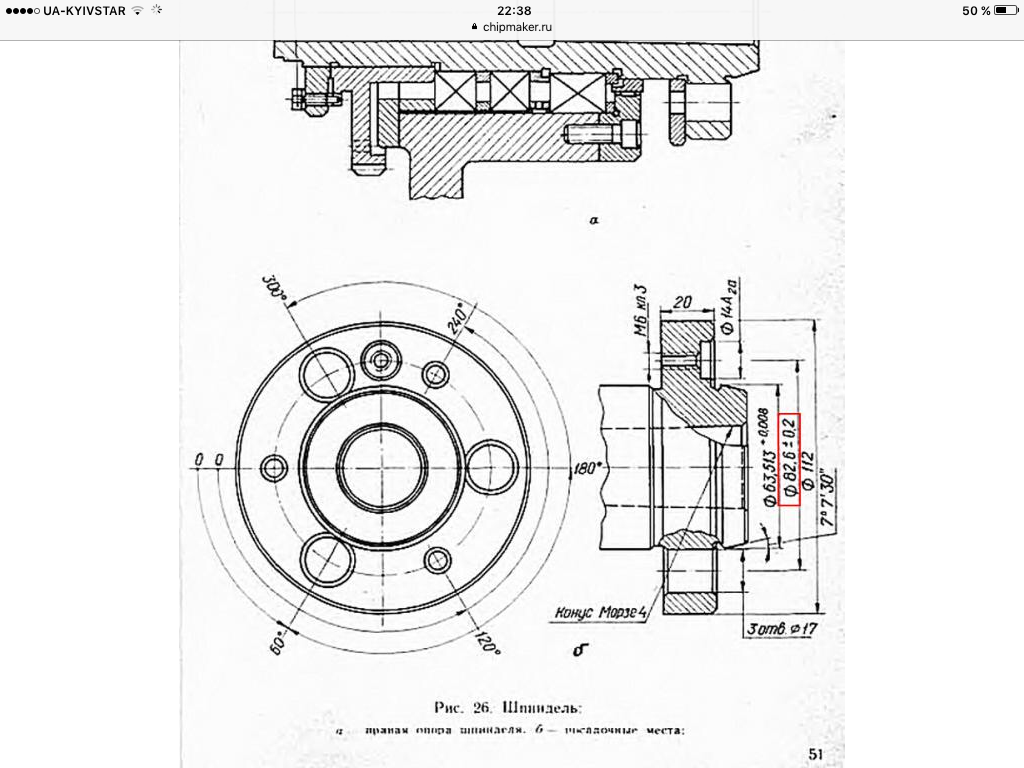 Это может быть не точное представление продукта.
Это может быть не точное представление продукта.
*Изображения продукта представляют собой ряд продуктов и предназначены только для иллюстрации. Это может быть не точное представление продукта.
Технические характеристики
| Корпус адаптера шпинделя | 78350000000000 |
| Ключ связи | 7830000 |
| Цанговый ключ | 78410000000000 |
| Кнопка привода | А2 0011920 |
| Винт с круглой головкой | А2 0011920 С |
| Балансировочный винт | 0550908 |
| Дюймовые болты | 0101244 |
| Метрические болты | МС 0104028 |
| Размер шпинделя | А2-5 |
| Тип шпинделя | Американский стандарт |
| Тип | ГКАС |
| Цанга серии | С |
| Тип срабатывания | Отвод |
| Марка | Хардиндж |
| Стиль | 16С |
| Тип патрона | Шпиндель к шпинделю |
Сведения о доставке
Если товара нет в наличии, позвоните по телефону 1-800-843-8801.
Всего комментариев: 0