Коэффициент продвижения marlin: Избавляемся от наплывов на углах или Linear Advance
Содержание
Проблема с экструзией? Вам сюда / Хабр
Вот вы знаете, что такое настоящий вселенский факап? Недавно я полностью ощутил это на своей шкуре. Надеюсь, текст будет полезен начинающим 3D печатникам, так как проблема не единичная, но найти решение было непросто и даже я, старый атеист, чуть не поверил в чудеса. Простите за изложение, так как я не писатель и не блогер, а простой инженер — фирмварщик.
Кроме того, текст рассчитан на людей, имеющих минимальный опыт с 3D печатью.
Исключительно по причине не раздувать статью и не объяснять назначение разных деталей и сленговых словечек. Начну с предыстории. Чуть меньше года назад купил себе недорогой 3D принтер. Один из самых популярных (не на правах рекламы, а что бы было понятно о чем речь) — Ender 3. Сборка была несложная, в Сети есть много рекомендаций. Конечно, собирая его по инструкции — получил бы нерабочий агрегат, но предварительно «покурив мануалы», удалось выполнить первую пробную печать на 5 с плюсом для такой простой машинки! Все было хорошо до определенного момента. Но дальше началось…
Но дальше началось…
Если интересно что, добро пожаловать.
Для тех, кому лень читать:
Сломался рычаг прижимного ролика экструдера.
Принтер нужен был для конкретной задачи — печать нестандартных корпусов для различных мелкосерийных электронных поделок. После того, как наигрался с готовыми моделями и обеспечил дочку различными зверюшками и человечками, освоил «по верхам» FreeCAD и начал делать полезные вещи. Все шло хорошо… По большому счету, печать запускалась «с ноги», ставил и шел спать. Разве что первый слой контролировал. Но появились первые «звоночки».
Где то часть слоя выпадет, где то пластик подгорит. Калибровал стол «по бумажке», грешил на пластик и сопло, менял настройки в слайсере, пластики и сопла — проблемы исчезали. Пока…
В один «прекрасный» момент столкнулся с «неразрешимой» проблемой. Конец марта, плавный перевод на удаленку (я удачно переехал из Подмосковья в Минск 2 годами раньше), решил собрать отдельный компьютер для работы из того, что было. В загашниках лежала неплохая материнская плата, процессор, пару мониторов и 2 корпуса. Один — огромный полноценный ATX, другой — barebone. Решил собрать в маленьком, чтоб места меньше занимал. Корпус нестандартный. С кредлом на 1 CD привод и 3.5 дюймовый винчестер. У меня же нашлось 3x 2.5 SATA SSD небольшого объема, под систему и одного хватит «более чем» и 1x на 1Tb 2.5 HDD.
В загашниках лежала неплохая материнская плата, процессор, пару мониторов и 2 корпуса. Один — огромный полноценный ATX, другой — barebone. Решил собрать в маленьком, чтоб места меньше занимал. Корпус нестандартный. С кредлом на 1 CD привод и 3.5 дюймовый винчестер. У меня же нашлось 3x 2.5 SATA SSD небольшого объема, под систему и одного хватит «более чем» и 1x на 1Tb 2.5 HDD.
Вся эта «живность» размещалась в большом корпусе на самодельном переходнике из старых банковских карт. Но, раз уже появился принтер, неплохо бы им воспользоваться. Создал модельку держателя, поставил на печать и пошел заниматься своими делами. Когда посмотрел, как печатает — увидел только лапшу… С этого момента пошел путь ремонта, длинною в 2 месяца. Постараюсь расписать по полочкам, что помогало, а что нет и в чем была первопричина.
Шаг 1. Настройка роликов {профилактика — всегда полезно}
В очередной раз настроил стол «по бумажке», запустил — пластик не липнет. Менял настройки, пластики — без результата. Вместо того, чтоб клеиться к столу, загибается на сопло. Когда перепроверял настройки зазора сопла, обнаружил, что разболтались ролики и стол люфтит почти на 5мм по краям. Странно, как он вообще до этого печатал… Казалось, причина найдена. Отрегулировал. Но лучше почти не стало. С горем пополам напечатал деталь, но качество оставляло желать лучшего:
Менял настройки, пластики — без результата. Вместо того, чтоб клеиться к столу, загибается на сопло. Когда перепроверял настройки зазора сопла, обнаружил, что разболтались ролики и стол люфтит почти на 5мм по краям. Странно, как он вообще до этого печатал… Казалось, причина найдена. Отрегулировал. Но лучше почти не стало. С горем пополам напечатал деталь, но качество оставляло желать лучшего:
Видны явные пропуски в печати.
А вот и расслоения…
Шаг 2. Песнь о Зе[ль]де {неплохо, когда все идет, как по маслу}
Первое, что пришло в голову — проблема в приводе оси Z. И все советы на форумах по проблеме, похожую на мою, указывали на это. Разобрал, проверил плавность хода. Гайка немного закусывала резьбу и нашел «баг» в паре роликов. При перемещении без винта привода, рельса «X» немного залипала на 1 оборот ролика. Заказал приводную гайку, ролики (запчасти — всегда хорошо, но дело было не в этом). Методом комбинаторики и какой то матери распределил ролики оси по нагрузкам так, чтобы на бракованные приходилось минимальное усилие. «Закусывание» пропало. Очистил и смазал винт привода. Отрегулировал положение его двигателя. В результате — легкого прикосновения пальца хватает, чтобы опустить каретку вниз. Результат — отрицательный.
«Закусывание» пропало. Очистил и смазал винт привода. Отрегулировал положение его двигателя. В результате — легкого прикосновения пальца хватает, чтобы опустить каретку вниз. Результат — отрицательный.
Шаг 3. Слайсер {тюнинг, но не решение проблемы}
Обновил слайсер. Тем более, что в новом релизе как раз было улучшение, связанное именно с качеством печати для моего принтера. Поигрался с потоком и скоростью, толщиной слоев и т. д. Даже успешно напечатал несколько простых небольших корпусов и деталей. Но настройки были откровенно дикие: поток — +10%, скорость — -5%. Учитывая, что после сборки получалась отличная печать на настройках «по умолчанию». Проблема печати сложных деталей не исчезла…
По мотивам этой статьи: https://habr.com/ru/post/494058/ сделал для дочки таймер чистки зубов. По нему готовлю отдельное описание. Спойлер: восьминогий контроллер, прошивка — 119 ассемблерных команд.
Шаг 3. Экструдер {а счастье было так близко…}
Логика подсказывает, раз по геометрии и приводам осей проблем нет, должно быть что то с подачей. Снял шестерню подачи филамента, почистил. Видимого износа не наблюдается. Вернул на место, немного сместив по вылету, для выравнивания износа. Результат — 0. Эх, посмотри я тогда чуть правее, сэкономил бы месяц нервов и 200$.
Снял шестерню подачи филамента, почистил. Видимого износа не наблюдается. Вернул на место, немного сместив по вылету, для выравнивания износа. Результат — 0. Эх, посмотри я тогда чуть правее, сэкономил бы месяц нервов и 200$.
Шаг 4. Проверка драйверов ШД {без комментариев}
Отличная геометрия, нет проблем с механикой. На момент первой сборки все было гораздо хуже. Куча изученных материалов, доработок и настроек, а результат — нулевой. Я в чудеса не верю, осталась электроника. Тем более форумчане часто жалуются на сгоревшие драйверы. Понятно, что полностью выгоревшее плече моста можно обнаружить «на глаз» сразу, подумал про «плавающую» неисправность. Ведь пластик ложиться нормально, потом — пропуски, нить утончается, волосы и остальные прелести. Заказал улучшенную плату управления на ARMе, но, чтоб не терять время, решил проверить имеющуюся. Снял плату, двигатель оси Z в качестве индуктивной нагрузки, собрал стенд на столе, резистором установил температуру хотэнда, чтобы и экструдер можно было покрутить. Посмотрел осциллограммы на катушках ШД. Все отлично. Грел драйвер феном (дефект кристалла или разварки иногда проявляется), механически воздействовал на ИС драйвера, охлаждал пропан бутаном (газ для зажигалок). Примечание. Вполне себе неплохо охлаждает до -20, не обязательно для этого дорогой фризер покупать. Все отлично. Сбоев не видно!
Посмотрел осциллограммы на катушках ШД. Все отлично. Грел драйвер феном (дефект кристалла или разварки иногда проявляется), механически воздействовал на ИС драйвера, охлаждал пропан бутаном (газ для зажигалок). Примечание. Вполне себе неплохо охлаждает до -20, не обязательно для этого дорогой фризер покупать. Все отлично. Сбоев не видно!
Шаг 5. Обновление «прошивки» {а я почти поверил в чудо и теорию заговора}
Нет, я точно уверен, что чудес не бывает. Бывают баги, глюки, фокусы, недостаток информации, субъективное восприятие реальности, в конце концов. Но не чудеса! Но как объяснить, что при исправной механике и электронике печать ведет себя крайне странно? Китайцы сделали закладку в FW чтобы платами дополнительно барыжить? Делается элементарно, но, думаю, уже давно бы обнаружили и торговой марке пришла бы белая пушистая лисица. Баг в прошивке? Все может быть, только как то странно он проявился.
Сбились настройки в EEPROM или «подглючивает» FLASH*? Наиболее вероятно.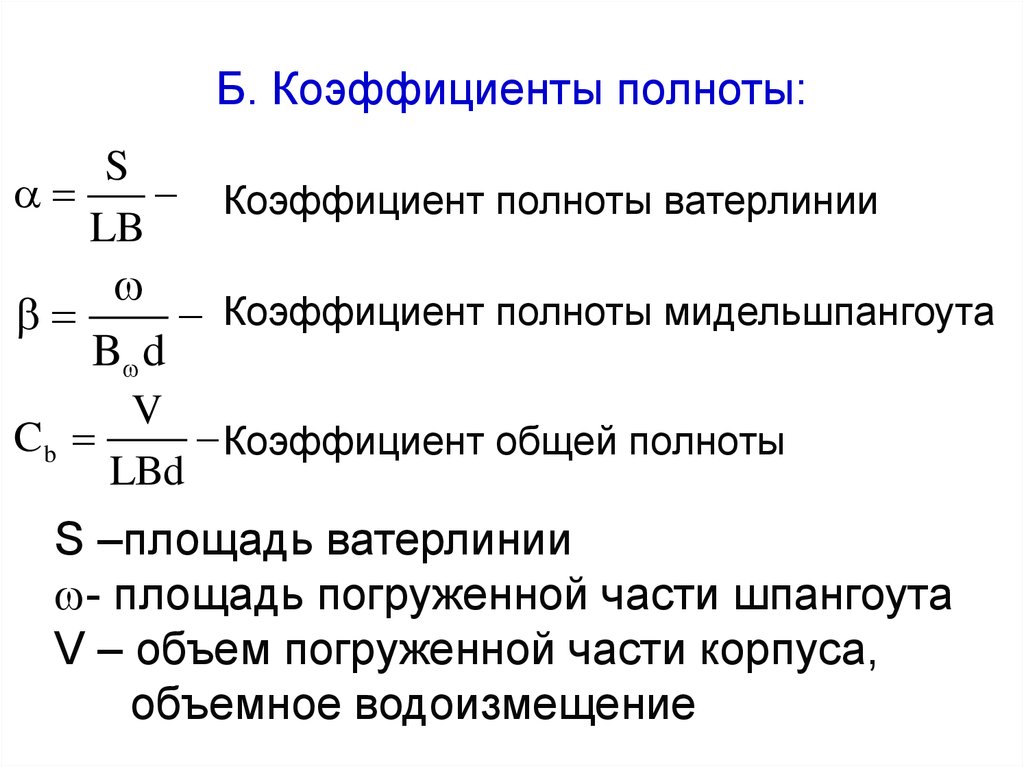 Ладно, раз плата на столе, ничего не мешает ее перепрошить. Обновился до «ванильного» Марлина 1.1.9, собрал все обратно. Результат — чуда не произошло.
Ладно, раз плата на столе, ничего не мешает ее перепрошить. Обновился до «ванильного» Марлина 1.1.9, собрал все обратно. Результат — чуда не произошло.
*Чисто теоретическое обоснование возможности связи проблемы с FLASH памятью:
Допустим, у нас есть следующий фрагмент кода:
…
const uint8_t step = 0x18;
…
position += step;
…
На каждой итерации к текущей позиции прибавляется уставка «step». Так так как программа выполняется на микроконтроллере (МК), код и константы размещены в ПЗУ и изменяться могут только при внешней процедуре программирования (опустим возможности перепрограммирования FLASH памяти внутренними средствами МК). Процедура эта выполняется 1 раз изготовителем. Теперь 2 важных момента: процессор контроллера каждый раз читает команды и константы из ПЗУ, забудем про кэши, у Атмеги их нет. То есть, если цикл прошел 1000000 итераций, то и константа была прочитана тот же миллион раз. При каждом чтении FLASH немного деградирует. Не знаю, каков критический порог чтений для NOR, думаю, десятки миллиардов, но TLC NAND уже неплохо так деградирует после 10-20К чтений… Второй момент — не факт, что наши узкоглазые друзья не использовали отбракованные контроллеры. Мне реально один раз пришли такие. PICи. Не паяные, но на корпусе — странные пометки. FLASH оказалась не стертой, при 3.6В ни стереться ни прошиваться не хотели. Пришлось до 5В поднимать, после чего запись / верификация стали проходить. Допустим, наша константа была записана в бракованную ячейку. Пока устройство новое — 0x18 стабильно читалось. Но от времени (а для Атмег гарантированное время сохранения данных не самое большое) и деградации, в какой то момент стало читаться не 0x18, а 0x08. Не каждый раз, но все же. Знаю, скорее не 1 в 0 деградирует, а наоборот, это — исключительно для примера. Так вот, пока стабильно читается нужное число, перемещение происходит корректно, но когда происходят сбои, к результату прибавляется неверная уставка, что приводит к сбоям подачи.
При каждом чтении FLASH немного деградирует. Не знаю, каков критический порог чтений для NOR, думаю, десятки миллиардов, но TLC NAND уже неплохо так деградирует после 10-20К чтений… Второй момент — не факт, что наши узкоглазые друзья не использовали отбракованные контроллеры. Мне реально один раз пришли такие. PICи. Не паяные, но на корпусе — странные пометки. FLASH оказалась не стертой, при 3.6В ни стереться ни прошиваться не хотели. Пришлось до 5В поднимать, после чего запись / верификация стали проходить. Допустим, наша константа была записана в бракованную ячейку. Пока устройство новое — 0x18 стабильно читалось. Но от времени (а для Атмег гарантированное время сохранения данных не самое большое) и деградации, в какой то момент стало читаться не 0x18, а 0x08. Не каждый раз, но все же. Знаю, скорее не 1 в 0 деградирует, а наоборот, это — исключительно для примера. Так вот, пока стабильно читается нужное число, перемещение происходит корректно, но когда происходят сбои, к результату прибавляется неверная уставка, что приводит к сбоям подачи. Это самый простой и маловероятный пример. Могут быть другие глюки, например, в команде сложения источник R6 изменится на R7. Ассемблерная команда остается валидной, процессор ее выполнит, но результат будет неверен…
Это самый простой и маловероятный пример. Могут быть другие глюки, например, в команде сложения источник R6 изменится на R7. Ассемблерная команда остается валидной, процессор ее выполнит, но результат будет неверен…
Шаг 6. Промываем «горло» {держи голову в холоде, а хотэнд — в чистоте, рекомендую сделать это сразу после покупки принтера}
Подарком «небес» была ссылка на одном из форумов на ролик от производителя. Там они честно признаются, что не все хотэнды одинаково полезны, то есть хорошо собраны.
Тефлоновая трубка не до конца запрессована, срез не ровный. Следствие — образование пробки и экструдер не может нормально продвигать пластик. Вот оно — мой случай!
Ненормальные значения потока и ретракта, все сходится. Несмотря на поздний вечер Субботы и посещение пивного ресторана, решил проверить. Точно. Гуана там немерено, вплоть до остатков пластика, которым печатал месяц назад (тот самый зеленый держатель). Очень вероятно — победа! Прочистил «горло», обрезал трубку ровно, запрессовал до упора, так же зафиксировал второй конец трубки поплотнее, многие используют изоленту, но я намотал немного провода 0. 7, что позволяет свободно откручивать держатель:
7, что позволяет свободно откручивать держатель:
А вот и «убитый» конец трубки, видно, что обрезан криво:
Модель режется на слои с настройками по умолчанию. Печать… Кайма пошла, контур пошел, соплей при ретракте нет. Ура!!! Победа!!! Уже собрался написать статью, чтобы другие не мучились, но… Полное фиаско. Утончение и разрывы пластика, пропуски при печати. Уже готов сдаться. Жена подбадривает, да выкинь ты его, купи новый! Не могу так. Должна же быть причина. Вот только где??? Разумных (и цензурных) мыслей уже не было…
Ремарка про чистку «горла»:
Все операции с хотэндом делаются только «на горячее», иначе есть шанс все сломать. После прогрева, первым делом снимается сопло и очищается от остатков «пробки». Я делал это, нагрев сопло на пламени газовой плиты и аккуратно удалил пластик. Внутренности не чистил. Потом, так же на нагретом хотенде, откручивается фиксатор трубки. Двигаться он может только вверх. После отвода фиксатора, трубка аккуратно, но с усилием должна быть извлечена из «горла». Снимаем все фиксаторы, так как испорченный конец все равно не сохранить, аккуратно, возвратно — поступательным движением вычищаем всю грязь, постоянно снимая ее с трубки. В результате, трубка должна спокойно проходить через горло насквозь. Сборка производилась последовательности FIFO. Вначале установил сопло, потом фиксатор трубки в хотэнде, но не затягивал его полностью, оставив где то 1 оборот. Изношенная часть трубки обрезается под прямым углом и до упора устанавливается в горло. После чего затягивается держатель и устанавливается второй, на противоположную сторону «тефлона».
Снимаем все фиксаторы, так как испорченный конец все равно не сохранить, аккуратно, возвратно — поступательным движением вычищаем всю грязь, постоянно снимая ее с трубки. В результате, трубка должна спокойно проходить через горло насквозь. Сборка производилась последовательности FIFO. Вначале установил сопло, потом фиксатор трубки в хотэнде, но не затягивал его полностью, оставив где то 1 оборот. Изношенная часть трубки обрезается под прямым углом и до упора устанавливается в горло. После чего затягивается держатель и устанавливается второй, на противоположную сторону «тефлона».
Шаг 7. Калибровка подачи {при исправной механике, скорее всего не понадобится, если только после замены деталей приводов или перепрошивке}
В инструкции по обновлению до «ванильного» Марлина было сказано, что для заводского принтера все настройки — идеальные, но может немного уйти точность подачи пластика. Ладно, будем калибровать. Вытащил пластик, разогрел хотэнд (в прошивке блокировка, на холодный не позволяет перемещать «E»). Открутил трубку от механизма подачи, обрезал пластик заподлицо и выполнил команду экструзии 300мм. Линейка у меня на 350. Экструзия длиться достаточно долго, по завершению измерил длину вышедшего филамента и глазам своим не поверил 226мм. Понимаю разницу в 3-5%, но не в 25%! попробую другой пластик…
Открутил трубку от механизма подачи, обрезал пластик заподлицо и выполнил команду экструзии 300мм. Линейка у меня на 350. Экструзия длиться достаточно долго, по завершению измерил длину вышедшего филамента и глазам своим не поверил 226мм. Понимаю разницу в 3-5%, но не в 25%! попробую другой пластик…
Примечание. Видел, как подачу регулируют по нанесенным маркером отметкам на прутке, Но с отрезанием, ИХМО, точнее.
Подготовка к тестовой экструзии:
После экструзии:
Измеряем линейкой, в моем случае (после ремонта) получилось 292мм. Далее идем в меню: control / motion / step mm, смотрим, сколько шагов на мм установлено для экструдера. В моем случае — 93. Выполняем простое вычисление:
>>> (300*93)/292
95.54794520547945
Изменяем уставку и сохраняем настройку. Повторная экструзия — погрешность на уровне измерения.
Шаг 8. Победа!
Вначале я проверял на PETG, решил поменять на PLA. Первый я немного перегрел при сушке, неадекватный разброс списал на возможное залипание на катушке. Обрезание, экструзия. И ничего. Пластик вообще не подается. Ось привода вращается, медленно, но по винтам видно, что движение есть. Посмотрел, пруток неправильно лег между шестерней и прижимным роликом. Ладно, правлю. Что то ролик немного болтается. Надо подтянуть. А фиг! Вот он виновник всех моих бед:
Первый я немного перегрел при сушке, неадекватный разброс списал на возможное залипание на катушке. Обрезание, экструзия. И ничего. Пластик вообще не подается. Ось привода вращается, медленно, но по винтам видно, что движение есть. Посмотрел, пруток неправильно лег между шестерней и прижимным роликом. Ладно, правлю. Что то ролик немного болтается. Надо подтянуть. А фиг! Вот он виновник всех моих бед:
Рычаг прижимного ролика треснул. При этом сила прижима осталась достаточной для частичного продвижения прутка. Следы от шестерни оставались и прижимной ролик вращался.
Соответственно, все игры с настройкой прижимной пружины оказались безуспешны. Проскоки прутка были незаметны на глаз, а трещину невозможно было увидеть на собранном механизме. Все! Экстаз инженера получен! Рычаг был склеен, заказан алюминиевый механизм, на всякий случай напечатан запасной (если сломается, пока буду ждать новый). Вот ссылка на модель. Конечно, неприятно из за такой мелочи столько времени и денег потратить, но это помогло мне намного более глубоко погрузиться в процессы печати и отлова глюков.
Собственно, первая деталь после ремонта. Прижимной рычаг:
Наконец, мой датчик присутствия обрел «морду». Корпус печатался еще до поломки:
Попытки напечатать «морду» на неисправном принтере (после чистки «горла»):
Надеюсь, данный материал хоть кому то поможет не совершить столько глупых попыток поиска примитивной неисправности и сэкономит деньги. Конечно, я не каждый вечер занимался проблемой, но в общей сложности — сутки, наверное, были потрачены. По деньгам — около 200$ на запчасти. Цена устранения неисправности — 15 минут и пару капель «суперклея». Обидно? Скорее нет, так как опыт и запчасти останутся со мной!
Всем гладкой печати и отменной адгезии!
Cуда река-море плавания на онлайн конференции «Философия проектирования судов»
Философия создания судов река-море плавания в выступлениях Геннадия Егорова, Юрия Исупова, Дениса Самсикова, Андрея Батина, Игоря Ганина, Алексея Таразанова, Сергея Прусикова, Софьи Каткововой, Александра Судеревского, Игоря Ивашина и Сергея Преснова на он-лайн конференции, организованной ИАА «ПортНьюс» и Морским Инженерным Бюро, посвященная научным и практическим проблемам проектирования, строительства, модернизации и эксплуатации судов, подготовки технических кадров отрасли под названием «Философия проектирования судов».
В работе третьего дня конференции приняли участие 134 специалиста и студента, в том числе представители шести отраслевых вузов: Санкт-Петербургского государственного морского технического университета («Корабелка», Санкт-Петербург), ГУМРФ им. адмирала С.О. Макарова (Санкт-Петербург), МГУ имени адмирала Г.И. Невельского (Владивосток), Российского университета транспорта — РУТ (МИИТ), Москва, Волжского государственного университета водного транспорта (Нижний Новгород), Сибирского государственного университета водного транспорта (Новосибирск).
Спикеры по теме «Философия проектирования судов река-море плавания»:
• Егоров Геннадий Вячеславович, генеральный директор Морского Инженерного Бюро, д.т.н., профессор.
• Исупов Юрий Иванович, эксперт, экс вице-президент крупной судоходной компании.
• Самсиков Денис Евгеньевич, директор по работе с судостроительными и судоремонтными предприятиями АО «Волжское пароходство».
• Батин Андрей Викторович, генеральный директор судоходной компании Shipmar.
• Ганин Игорь Александров, генеральный директор судоходной компании «Прайм Шиппинг»
• Таразанов Алексей Петрович, глава судоходной компании Marlin Shipmanagement.
• Прусиков Сергей Викторович, генеральный директор судоходной компании Метшип.
• Каткова Софья Викторовна, руководитель проектов проектной компания «Морстройтехнология».
• Судеревский Александр Федорович, заместитель генерального директора по проектированию АО «ЦНИИМФ».
• Ивашин Игорь Вениаминович, заместитель директора департамента по работе с клиентами ПАО «Государственная транспортная лизинговая компания».
• Преснов Сергей Вячеславович, эксперт, кандидат технических наук.
Из выступления профессора Геннадия Егорова, генерального директора Морского Инженерного Бюро:
О река – море плавания и речных судах. В действительности есть очень простой признак: если судно зимой становится на отстой — это речное судно, если судно не становится на отстой, то это судно смешанного река-море плавания или морское судно.
О коастерах. Сейчас в мире под этим классом понимают суда относительно небольшого дедвейта в масштабе морского флота, а именно 10 000 тонн и меньше. Грузовых судов, которые нас интересуют, дедвейтом 5000 тонн и меньше сейчас около 22 000 единиц. Судов дедвейтом от 5 000 до 10 000 тонн около 6000 единиц. Понятно, что вы скажете, что это же не река-море … ничего подобного: RSD59 — 8000 тонн и RST27 — 8000 тонн дедвейта. Соответственно, они уже идут в этом диапазоне дедвейтов.
Итак, вот сегодня есть новое поколение судов, которые мы называем смешанного река-море плавания, хотя это не так, как правило, у них второй морской ограниченный район плавания. Картина вот такая — RST27 пришли на смену Волгонефтей, RSD59 и RSD49 должны менять Волго-Доны. Нефтерудовозы меняются комбинированными RST54. Как видите, везде есть общий признак у этих судов. Это то, что они обладают достаточно странными для классики сверхполными обводами.
Современный этап развития судов смешанного река-море плавания начался в девяностые годы и начался он с того, что массово суда, которые относились по неформальной классификации к речным, пошли зимой в море. Для того, чтобы обеспечить соответствующие решения — конвенционные, прочностные, по остойчивости, по надводному борту и так далее, была проведена масса работ по выводу этих судов в морскую эксплуатацию. Это как раз и был тот толчок, который в итоге привел к появлению сегодняшних новых судов смешанного река-море плавания.
Наши судовладельцы любят суда типа «Волго-Дон макс» и типа «Омские». Это не случайно. Определяется чисто экономическими причинами («максы» могут брать с реки максимальное количество груза, а «Омские» 3000 тонн при осадке 3,2 м, что позволяет работать даже тогда, когда наблюдается маловодье).
Основной метод обеспечения прочности в то время был за счет применения накладных полос (практически на всю длину грузовой зоны), которые увеличивали стандарт прочности и позволяли работать этим судам в море. Этот способ был самым простым, который тогда широко использовался.
Однако нам стало понятно, что наиболее эффективным способом решения проблемы общей прочности/грузоподъемности является увеличение высоты поперечного сечения. Вот пример доведения судна типа «Волжский» по требованиям для работы в море: третий, который тогда запустило Морское Инженерное Бюро — поднятие продольного комингса. Такое решение требует меньше металлоемкости, то есть увеличение высоты сечения приводит к более эффективному решению с точки зрения повышения стандарта прочности по сравнению с полосами. И это идея — увеличения высоты сечения и легла в основу всего нового флота судов река-море плавания.
Вот пример доведения судна типа «Волжский» по требованиям для работы в море: третий, который тогда запустило Морское Инженерное Бюро — поднятие продольного комингса. Такое решение требует меньше металлоемкости, то есть увеличение высоты сечения приводит к более эффективному решению с точки зрения повышения стандарта прочности по сравнению с полосами. И это идея — увеличения высоты сечения и легла в основу всего нового флота судов река-море плавания.
Это, по сути, элементарно, но с учетом других решений дало грандиозный эффект.
Конечно бесконечно «сидеть» на старых судах невозможно. Пример наших исследований, которые показывают ресурс классического судна советского типа река-море плавания типа «Волгонефть» в море… ресурс снижается до 10 лет. Это и происходит и происходило явным образом, и все наши судовладельцы хорошо знают, что суда старого типа достаточно быстро изнашиваются в море. Это не значит, что они все сразу будут списаны, нет, альтернатива списанию — массовые ремонты.
Поэтому и запустился процесс нового судостроения.
У нас есть традиционные вопросы клиентов — можно ли построить с флагом России, но с другими классами. Построить можно, но, как правило, это приводит к утяжелению корпуса. Именно поэтому подавляющее большинство судов смешанного река-море плавание для отечественных заказчиков строится с классами РС или РРР.
Определяющими параметрами для судов ограниченного морского и смешанного река-море плавания являются путевые ограничения. Плюс конечно коммерция, потому что у каждого клиента свои представления о грузовой базе и свои представления о партионности грузов.
В первом десятилетии XXI века заказчики выбирали разные размеры судов, я возвращаюсь к нашей классификации — Азов Максы, Волго-Дон Максы, Азовские пятитысячники, Азовские трехтысячники, суда взамен Волго-Балтов и Сормовских, такое разнообразие было возможно только на хорошем рынке. А когда был хороший рынок, тогда каждому классу грузовых судов находилась своя ниша и своя тема и в тот момент «расцвели все цветы», заметьте, практически все эти типы (судов) строились. Сейчас ситуация кардинально изменилась. Рынок стал очень тяжёлым и начал играть фактор масштаба, то есть суда большей грузоподъемности стали лучше зарабатывать, чем суда меньшей грузоподъемности и это вполне объяснимо (на таком «низком» рынке).
Сейчас ситуация кардинально изменилась. Рынок стал очень тяжёлым и начал играть фактор масштаба, то есть суда большей грузоподъемности стали лучше зарабатывать, чем суда меньшей грузоподъемности и это вполне объяснимо (на таком «низком» рынке).
Об удлинениях судов. Поэтому эти самые, в принципе, очень хорошие суда, а именно «Каспиан экспрессы» проекта 003RSD04 и «Карелии» проекта 005RSD03 наши заказчики начали удлинять. Обратите внимание – по нашему проекту для 003RSD04 было добавлено 24 м длины, что обеспечило увеличение дедвейта на 1200 тонн на максимальной осадке, а в реке плюс 1000 тонн. Я думаю, что это очень красивое решение, с учетом того, что скорость в принципе почти не поменялось. Судно перевозит больше груза, судно большего размера (по длине, конечно), но при этом тратит топлива, примерно столько же, сколько и раньше. Это вполне ясный ответ на то, как влияет размер судна на экономику.
сухогруз проекта RSD49
Потому что есть общие принципы, а есть решения другого уровня, которые влияют на отдельные моменты. Опять же, когда говорят, что мы с Юрием Исуповым совершили страшный грех и «подсадили» отечественное судостроение на полноповоротные винто-рулевые колонки. Так вот, Северо-Западное пароходство на RSD49 вполне обошлось обычной пропульсией. Так что в действительности все это — решение клиента – «на вкус и цвет товарищей нет».
Опять же, когда говорят, что мы с Юрием Исуповым совершили страшный грех и «подсадили» отечественное судостроение на полноповоротные винто-рулевые колонки. Так вот, Северо-Западное пароходство на RSD49 вполне обошлось обычной пропульсией. Так что в действительности все это — решение клиента – «на вкус и цвет товарищей нет».
Я сталкиваюсь с публикациями под названием оптимизация металлоемкости судов смешанного река-море плавания. А при этом в действительности, если правильно считать конструкцию корпуса судна, то оптимизации нет, а есть выполнение требований правил и рациональный алгоритм получения толщин и размеров балок. То есть, если вы правильно проектируете, вы получаете одно-единственное решение, всё остальное будет неправильным.
Когда мы работали в конце 90-х с существующим флотом, мы сталкивались с самыми разнообразными проявлениями воздействий окружающего пространства, то есть деформациями, трещинами, истираниями, посадками на мель. Соответственно, что такое воздействие грунта, грейфера, шлюза на судно мы достаточно ясно и четко представляли и это позволило сформировать наши представления о том, какие должны быть безопасные толщины.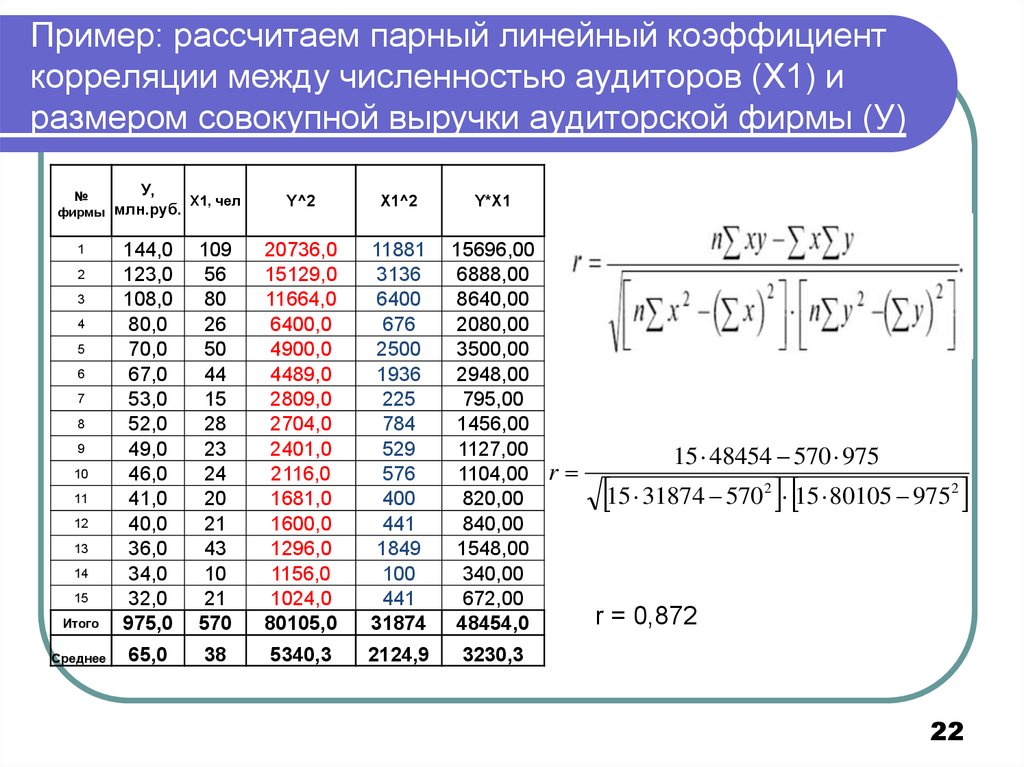 Последствия всего, что вы сейчас видите — есть последствия применения принципа «9 мм». В итоге все наши расчеты показали, что нам нужно иметь построечную толщину наружного контура и большинства судовых конструкций из стали толщиной 9 мм.
Последствия всего, что вы сейчас видите — есть последствия применения принципа «9 мм». В итоге все наши расчеты показали, что нам нужно иметь построечную толщину наружного контура и большинства судовых конструкций из стали толщиной 9 мм.
Рациональный алгоритм проектирования корпуса судна смешанного плавания. Высота сечения в целом должна быть такой, при которой все связи должны иметь минимальные толщины, а та часть связей, которая в итоге является определяющей с точки зрения общей прочности, например, это, как правило, верхний связь – это тронк, это комингс, они должны иметь такую площадь, которая бы позволила обеспечить общую продольную прочность. Поэтому ещё раз говорю, это не оптимизация, это рационализация конструкции, которая дает минимальную металлоемкость.
Когда начинается обсуждение новых проектов, наши коллеги практически всегда начинают с поиска оптимальных обводов: а вдруг где-то, что-то есть такое, что до них никто не заметил? В действительности такие исследования были проведены, причем по всем аспектам.
Применение CFD моделирования вполне разумно и экономит средства и, главное, время по сравнению с испытаниями модели в бассейне.
Для «Волго-Дон макса» наиболее рациональным оказался (как, собственно говоря, это и можно было предположить) вариант с двумя винтами фиксированного шага в насадках. Два винта фиксированного шага без насадок давали по сравнению с первым вариантом увеличение затрат на топливо на 6%. Винт регулируемого шага без насадки давал плюсом почти 9%. Винт регулируемого шага в насадке давал плюсом 5%. Я понимаю, что коллеги, те, которые сталкиваются с морскими судами, удивятся, а как это может быть один винт регулируемого шага хуже, чем два винта. Ведь известно, что у него будет лучше взаимодействие с корпусом. Да действительно будет, но при наличии одной «детальки», о который «классики» забывают – при наличии достаточной осадки.
Какие делать носовые обводы. Если вы обратите внимание на Армадовские обводы, на «Армадах» был небольшой бульб, потом на наших промежуточных (по времени) проектах 007RSD07 и RSD12 использовались цилиндрические носовые обводы, на RST25 был применена «ложкообразная» носовая оконечность (как на «Волгонефтях») с наклонным форштевенем, а вот на RST27-х бульб снова появился и, соответственно, была длительная дискуссия о том, как делать обводы носовой оконечности.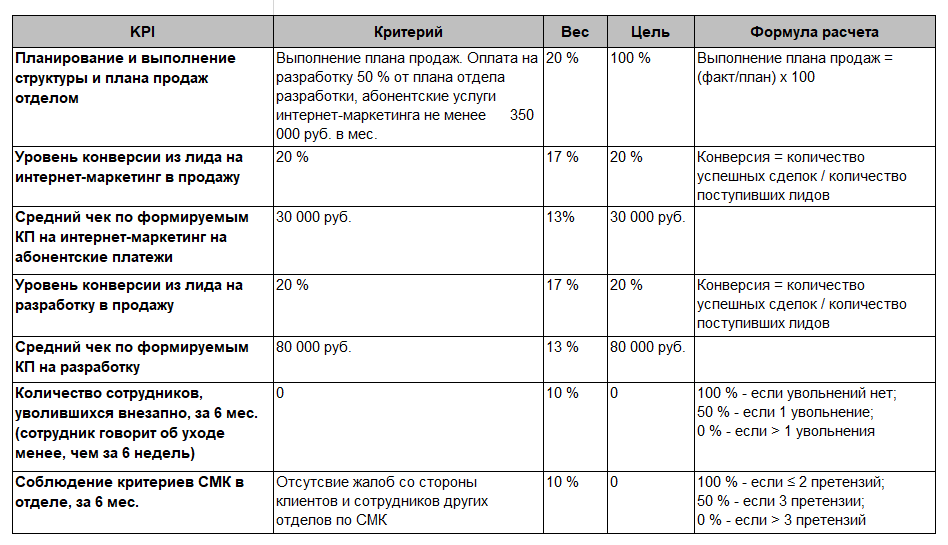
Танкер проекта RST25
Исследования, которые были проведены 12 лет назад. Варианта, как всегда, было 3. Первый. Классический наклонный форштевень, например, как на старых советских судах, а у нас всё ещё очень любят поговорить о классике, о том, как это красиво. Второй. Это, конечно, бульб. Третий. Цилиндр ближе к обводам а-ля морские супертанкера. Результат — нужно либо делать бульб, либо делать цилиндр.
Далее, мы попытались спроектировать обводы, имеющие коэффициент общей полноты больше, чем на «Армадах», то есть больше, чем 0,90. Александр Егоров определил оптимальный коэффициент общей полноты судна с позиций экономики, исследуя вполне конкретные модели эксплуатации судов (причем, как самоходных, так и составов) и задавая стоимость топлива. Это были суда с коэффициентом полноты 0,93. Конечно, все эти исследования были для Волго-Дон Максов, для 140-метровых судов с соответствующим соотношением длины к ширине. Сегодня мы четко видим, что эти обводы себя полностью оправдали, мы проводили натурные мореходные испытания и испытания в ледовых условиях.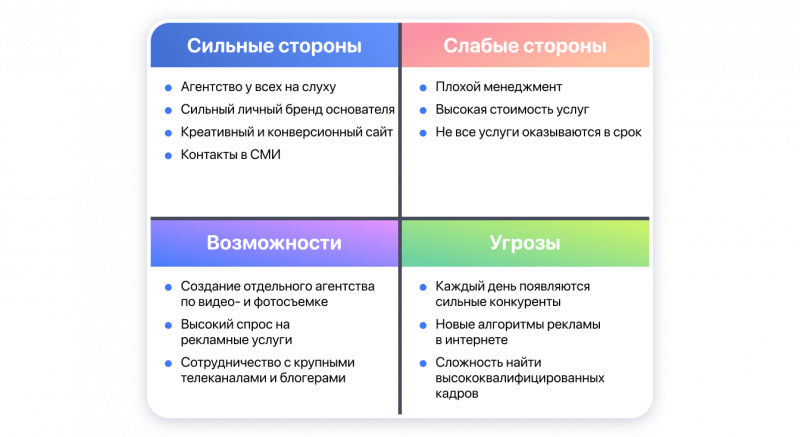
Одним из выигрышных моментов «Каспиан Экспрессов» проекта 003RSD04 был длинный 60 метровый трюм, который позволял грузить самые различные проектные грузы. Это было очень важный фактор, который категорически влиял на реальные доходы, получаемые судовладельцем.
Это «сподвигло» наших коллег к дальнейшему движению вперед, а именно чтобы соединить две возможности — Волго-Дон Макса, именно, как Макса, у которых максимально возможные габариты с возможностью перевозки негабаритных грузов в длинном трюме. Результат — появился RSD49-й проект типа «Нева-Лидер» с 52 метровым трюмом. Это был первый шаг в этом движении. Следующий шаг был более простой – соединить новые «сверхполные» обводы тоже с длинным трюмом — так появился RSD59-й типа «Пола», у которого трюм стал уже почти 80 метров.
Вот, в результате всего этого 20 апреля 2018 года был спущен первый «сверхполный» сухогруз проекта RSD59 река-море плавания типа «Пола Макария». Опять же, условно говоря, я называю его река-море плавания, хотя это судно морского ограниченного второго района. Я на это обращаю внимание — это было очень недавно. Сравним, например, RSD59-й и 006RSD05 типа «Гейдар Алиев», а именно с 006RSD05 начинались сухогрузные Волго-Дон Максы нового поколения. На максимальной осадке у RSD59 плюс 1211 тонн, при осадке 4,20 м (такая характеристическая осадка под азовские порты) плюс 900 тонн, при осадке 3,80 м в реке в Ростове плюс 820 тонн, при осадке 3,6 м в реке плюс 784 тонн.
Я на это обращаю внимание — это было очень недавно. Сравним, например, RSD59-й и 006RSD05 типа «Гейдар Алиев», а именно с 006RSD05 начинались сухогрузные Волго-Дон Максы нового поколения. На максимальной осадке у RSD59 плюс 1211 тонн, при осадке 4,20 м (такая характеристическая осадка под азовские порты) плюс 900 тонн, при осадке 3,80 м в реке в Ростове плюс 820 тонн, при осадке 3,6 м в реке плюс 784 тонн.
Какие дальнейшие возможности развития? По поводу рационализации конструкции корпуса «выжато» всё. Поэтому пути развития простые — это добавочные возможности.
Сухогруз проекта RSD59
Вот одна из добавочных возможностей — подъемные рубки с ними, как я вам уже говорил — можно увеличивать палубный груз и контейнерную вместимость.
Вторая тема — это добавление барж приставок. Ничего нового в этом вообще нет. Вот пример такого составного судна на Рейне — сухогруз, который толкает баржу, такие же решения по Днепру, когда сухогруз толкает баржу и такие же решения на Лене. Наша идея достаточно понятна, когда вот RSD59 толкает соответствующую баржу, то в реки это будет уже не 5000 тонн грузоподъемности, а 10000 тонн. Соответственно требуется новая логистическая схема, при которой по Волге такой состав идёт вместе, по ВДСК идёт раздельно и соответственно необходимо будет иметь толкач на входе в ВДСК. В порту Азов сухогруз снова принимает эту баржу и на перевалку идёт вместе.
Наша идея достаточно понятна, когда вот RSD59 толкает соответствующую баржу, то в реки это будет уже не 5000 тонн грузоподъемности, а 10000 тонн. Соответственно требуется новая логистическая схема, при которой по Волге такой состав идёт вместе, по ВДСК идёт раздельно и соответственно необходимо будет иметь толкач на входе в ВДСК. В порту Азов сухогруз снова принимает эту баржу и на перевалку идёт вместе.
Третья тема — это варьирование трюмов и люковых закрытий.
Наконец четвертая, самая главная тема — это смена материалов. В массе порожнем сухогрузного судна заметную роль играют люковые закрытия. Если попытаться сделать их из композитного материала или из алюминиевого сплава, то можно добиться снижения массы судна примерно на 100 тонн. Соответственно увеличить дедвейт на те же 100 тонн.
Существует два типа судов, которые мало списываются — это Волго-Дон Максы советского типа – Волго-Доны, Волжские и Волгонефти и суда типа Омские.
С чем это связано? Сколько можно делать суда одного размера, мы всё время сидит в одном сегменте бизнеса. Получается мы всех как бы, загоняем в «одно стойло». Беда то в том, что есть же еще более свободный рынок, есть не только массовые перевозки, есть ещё «трёшки» (так называемая 3000 тонная партия) и вот тут как раз и возникла та мысль, которая мучила меня уже не первый год. Ещё раз говорю востребованные Максы, то есть Волго-Дон Максы и востребованы «трёшки», но «трёшки» при малой осадке. Не Волго-Балты и Сормовские с Амурами, которые берут «трёшку» при 3,6 м, соответственно, как только глубина падает они уже трёшку, не берут.
Необходимы параметры нового типа и вот эти вот параметры были реализованы в проекте RSD34.
А что это за параметры другого типа? Это суда типа взамен Омских, которые позволяют перевозить грузы на осадках от 3,2 м до 4,10 м и при этом они как «омские» при 3,2 м гарантированно брать на борт 3000 тонн груза.
Комментарий Юрия Исупова. Конечно, стереотип нашего мышления он остается — чтобы «взять побольше и перевести подальше», чтобы заработать, наверное, побольше денег и здесь я думаю эту составляющую никак не убрать. Но всё-таки то, что мы много рассуждали на эту тему, что есть партии груза трехтысячные и в этом тоже есть смысл и востребованность таких судов, я думаю, что она будет довольна высока, и в ближайшее время, судя по рынку такие суда будут востребованы.
Но всё-таки то, что мы много рассуждали на эту тему, что есть партии груза трехтысячные и в этом тоже есть смысл и востребованность таких судов, я думаю, что она будет довольна высока, и в ближайшее время, судя по рынку такие суда будут востребованы.
Комментарий Андрея Батина
Моё мнение такое — учитывая перспективы выбытия стареющего флота я предвижу, что конечно, старые суда, трехтысячники будут выбывать быстрее, чем старые пятитысячники. При этом спрос на партии 3000 тонн, которые будут перевозиться из речных портов Российской Федерации бассейна реки Волги, Дона, Камы всё равно будет.
Судно проекта RSD34 интересно тем, что в реке оно обеспечивает экономические характеристики в плане эксплуатационных расходов соответствующие старым судам, которые мы сейчас эксплуатируем, проекты Омский, Волго-Балт, Сормовский.
Да, это достойная замена.
А в межнавигационный период, зимой, за счет того, что судно может работать с грузоподъемностью 5000 тонн, оно также будет давать неплохие экономические результаты в результате свой эксплуатации.
Что касается главных двигателей — мощность тоже выбрана и достаточно оптимальна, и я полагаю, что у такого судна расход топлива должен быть порядка 3 тонн в сутки, не более.
Конечно, можно бесконечно строить суда Волго-Дон Максы и грузы для них будут, но всё равно заказчики, которым требуется суда грузоподъемностью 3000 тонн они все равно останутся и никуда не денутся. Не каждая партия товара может быть продана, не каждый покупатель может купить партию товара в 5000, 6000 тонн.
Соответственно, разнообразие судов разной грузоподъемности и вместимости должно сохраняться.
Я начинал работать в начале двухтысячных. Тогда объемы перевозок из речных портов на Волге были колоссальными, мы практически летом никогда не грузились ни в Ростове не в Азове.
Грузов было много. Сейчас, к сожалению, в настоящее время мы подошли к тому, что отгрузки экспортных грузов из речных портов сократились только из-за того, что нет предложения тоннажа.
Некоторые грузовладельцы отказываются от этого, потому что сталкиваются с такой проблемой, что они могут продать товар, а потом в итоге может оказаться, что они не найдут тоннаж для вывоза.
Я думаю, если у нас появится такой новый тоннаж на рынке, то и спрос на перевозки летом из речных портов значительно возрастет, потому что это на самом деле это дешевле и проще — груз в пути меньше испытывает стресс, связанный с перегрузкой с перевалкой, с промежуточным хранением и так далее.
Комментарии Алексея Таразанова. Андрей совершенно верно подметил, что возможности трейдеров они сильно ограничены. Далеко не каждый может осилить большую судовую партию в 6000 тонн. И действительно, если будет возможность тоннажа вывозить вот такие трехтысячные партии из речных портов — это сможет хорошо простимулировать работу трейдеров, рынок и внутренние перевозки.
Геннадий Егоров, заключение:
проект сухогруза RSD34
Итак, вот зачем мы сделали RSD34. Обратите внимание, мы сделали сухогрузное судно, которое имеет:
а) гарантированную грузоподъемность 3000 тонн при любых вариантах развития ситуации на реке, то есть это «новый Омский»;
б) при 4,10 м берёт 5000 тонн
в) при этом весит он в два раза меньше RSD59, а мощность у него 2 х 600 кВт, то есть в сумме 1200 кВт (в два раза меньше, чем на RSD59).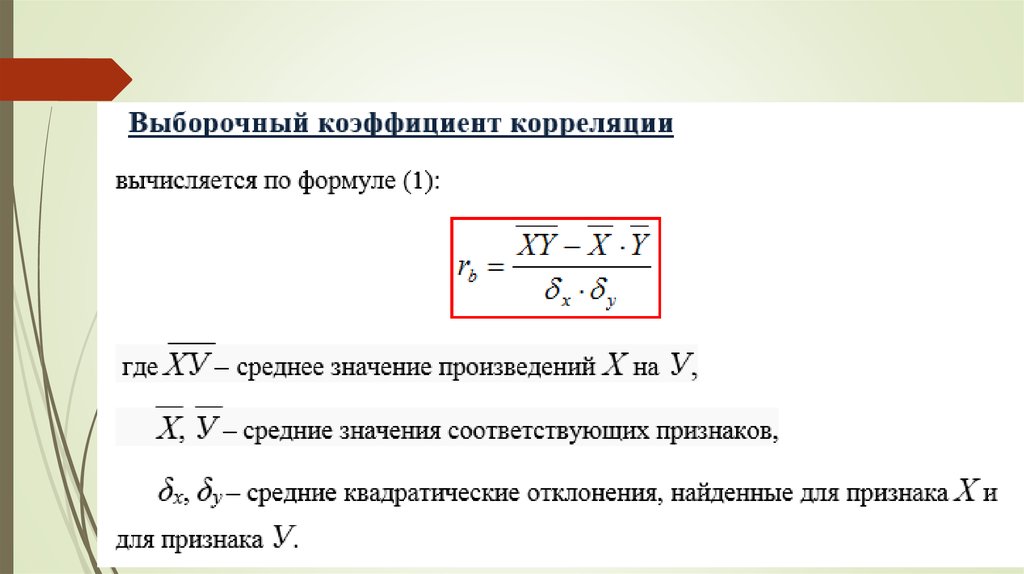
В принципе, у него совокупная мощность главных двигателей в два раза меньше чем у Волго-Дон Максов. В два раза легче, в два раза меньше при этом он пятёрка / трёшка.
Мы, собственно говоря, подгоняли под новую классику, то есть мы действительно хотели создать некий аналог именно новый Омский — это не случайное название использовано такое.
Видимо, в этом и есть «фишка». Помните мою фразу на китайском вебинаре — «пусть расцветают все цветы». Да, понятно, что они должны быть в рамках некой экономики, но как бы с точки зрения самого рынка требуется разные суда.
RSD34 — это ещё одна опора на рынке сухогрузных судов смешанного плавания в дополнении к RSD59, это раз и второе — это «трёшка», и третье — это судно, которое подходит для менее крупных компаний с точки зрения строительной стоимости.
Вы не забывайте у нас это большая беда с тем, что «расцветать все цветы» могут, но не у всех цветов корни достаточные для того чтобы расцвести.
Понимаете, кому-то всё-таки нужны суда поменьше, которые они смогут потянуть по финансам, может они подрастут и до Максов, но им нужно суда, которые более дешевые, не то, что они хуже, нет, они просто меньшего размера с меньшей металлоемкостью, меньшей мощностью.
Идея в том, чтобы сделать судно более доступным и дешевым. Да, он должен вписываться в рыночную нишу, но он должен быть дешевле и вот это жизненно важно для средних и малых частных судоходных компаний.
Линейное продвижение | Прошивка Marlin
В условиях по умолчанию движение оси экструдера обрабатывается так же, как линейные оси XYZ. Двигатель экструдера перемещается линейно пропорционально всем остальным двигателям, поддерживая точно такой же профиль ускорения и точки начала/остановки. Но экструдер не является линейной системой, поэтому такой подход, скорее всего, приводит к выдавливанию дополнительного материала в конце каждого линейного движения.
В качестве примера возьмем обычный тестовый куб. Даже при самой лучшей настройке углы обычно не острые, а размытые. Верхнее сплошное заполнение имеет шероховатости в местах изменения направления печати по периметру. Эти проблемы незначительны или даже незаметны при низкой скорости печати, но они становятся более заметными и проблематичными по мере увеличения скорости печати.
Настройка потока может помочь, но это может привести к недостаточной экструзии при запуске новых линий. Некоторые слайсеры включают возможность преждевременного завершения экструзии на каждом шаге, но это усложняет G-код и требует перенастройки для разных температур и материалов.
Поскольку основной причиной является давление, LIN_ADVANCE отделяет экструзию от других осей, чтобы создать правильное давление внутри сопла, адаптируясь к скорости печати. Как только Linear Advance правильно настроен, кровоточащие края и шероховатая твердая заливка должны быть почти устранены.
- Повышенная точность размеров благодаря уменьшению кромок стекания.
- Возможна более высокая скорость печати без потери качества печати, если ваш экструдер может обрабатывать необходимые изменения скорости.
- Видимое и осязаемое качество печати повышается даже при более низких скоростях печати.
- Нет необходимости в высоких значениях ускорения и рывка для получения острых краев.
Список изменений
- K теперь является значимым значением с единицей [мм сжатия нити, необходимой для скорости экструзии 1 мм/с] или [мм/мм/с].
- Нагрузка внутри шагового ISR уменьшена, так как там больше не нужны вычисления. Вместо этого экструдер работает с фиксированной скоростью во время регулировки давления. Поэтому эта версия работает быстрее.
- LIN_ADVANCE теперь учитывает аппаратные ограничения, установленные в Configuration.h, а именно рывок экструдера. Если для коррекции давления требуется более быстрая регулировка, чем разрешено пределом рывков экструдера, ускорение для этого движения печати ограничивается значением, которое позволяет использовать скорость рывков экструдера в качестве верхнего предела.
- Движения регулировки давления не приводят к дребезжанию экструдера, как это было в версии 1.0: теперь экструдер работает с плавной скоростью, а не рывками между кратными скоростями печати экструдера.
- Эта плавная работа экструдера и соблюдение ограничений по рывкам гарантируют, что ни один шаг экструдера не будет пропущен.

Требуется новое значение К
Поскольку единица измерения К изменилась, необходимо повторить процедуру калибровки К. Подробнее см. следующую главу. В то время как старые значения K v1 для PLA могли быть между 30-130, теперь вы можете ожидать, что K будет около 0,1-2,0.
LIN_ADVANCE может снизить ускорение печати
В v1, если для K было установлено высокое значение, которое не может быть обработано вашим принтером, то принтер терял шаги и/или использовал всю свою вычислительную мощность для выполнения шагов экструдера . В версии 1.5 это реализовано гораздо умнее. LIN_ADVANCE теперь будет проверять, может ли он выполнить дополнительные шаги по мере необходимости. Если необходимая скорость экструдера превышает предел рывка экструдера, это уменьшит ускорение печати для напечатанной строки до значения, которое удерживает скорость экструдера в пределах ограничения.
Хотя вы, скорее всего, не столкнетесь с этим на принтерах с прямым приводом с филаментами, такими как PLA, это, скорее всего, произойдет на боуденовских принтерах, поскольку им требуются более высокие значения K и, следовательно, более быстрая адаптация скорости.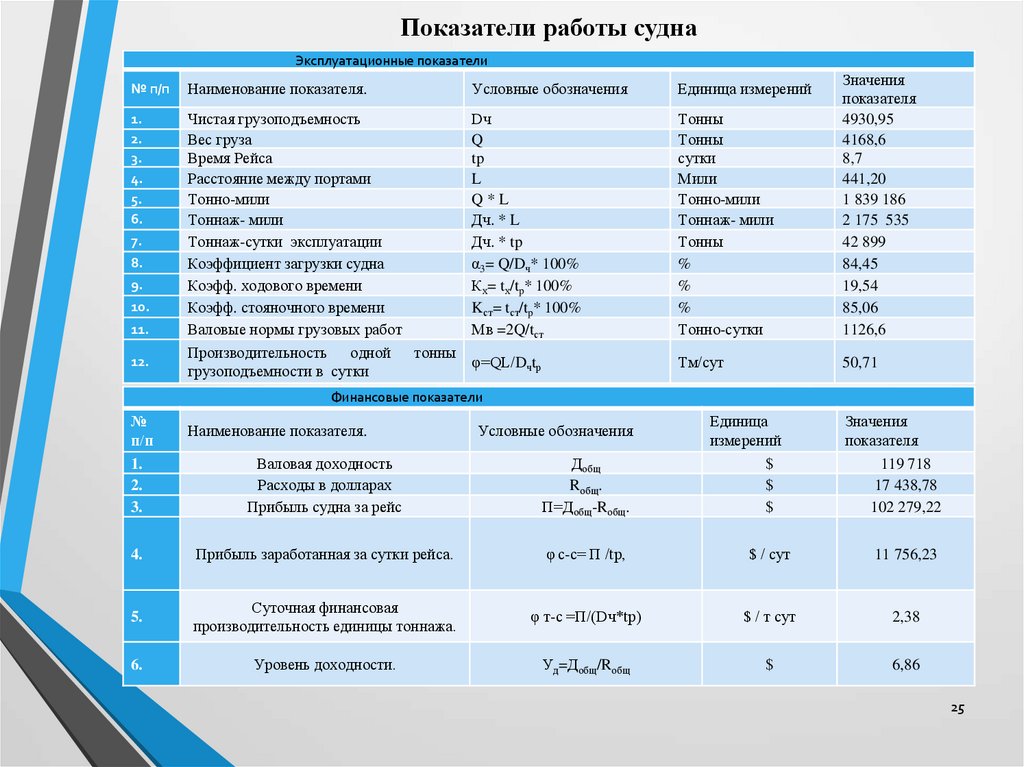 Если это произойдет с суммой, которую вы не хотите принимать, у вас есть следующие варианты:
Если это произойдет с суммой, которую вы не хотите принимать, у вас есть следующие варианты:
- Проверьте настройку рывка экструдера. Если вам кажется, что для него установлено очень консервативное значение, попробуйте увеличить его.
- Поддерживайте низкое ускорение экструдера. Этого можно добиться, уменьшив высоту слоя или ширину линии, например,
- Держите K как можно ниже. Может укоротить боуденовскую трубку?
Замечание о боуденовских принтерах по сравнению с LIN_ADVANCE
При разработке LIN_ADVANCE довольно часто отмечалось, что боуденовские системы (и особенно дельта-принтеры) должны работать быстрее из-за меньшей движущейся массы. Поэтому снижение ускорения печати, как описано выше, было бы неадекватным решением. С другой стороны, боуденовские системы больше всего нуждаются в функции повышения давления, поскольку они обычно имеют больше всего проблем с изменением скорости.
Ну, LIN_ADVANCE был разработан, потому что я (Sebastianv650) не был удовлетворен качеством печати, которое я получил от своего принтера с прямым приводом. Хотя можно сказать, что снижение ускорения на боуденовском принтере (который должен быть быстрым) — это плохо, я вижу это по-другому: если вы удовлетворены качеством печати, которое дает вам установка боудена, вы не будет читать о способе коррекции давления, не так ли? Так что, возможно, в этом случае максимально возможная максимальная скорость совершенно бесполезна. Боудены — это вариант для поддержания низкой движущейся массы и, следовательно, обеспечения более высоких скоростей движения, но не ожидайте, что они дадут такую же точную способность укладки нити, как прямой привод. . Это как рисовать картину: попробуйте рисовать кистью длиной 1 метр, взявшись за задний конец резиновой ручки. Даже если вы попытаетесь компенсировать шаткий кончик кисти (а это, в принципе, и есть
Хотя можно сказать, что снижение ускорения на боуденовском принтере (который должен быть быстрым) — это плохо, я вижу это по-другому: если вы удовлетворены качеством печати, которое дает вам установка боудена, вы не будет читать о способе коррекции давления, не так ли? Так что, возможно, в этом случае максимально возможная максимальная скорость совершенно бесполезна. Боудены — это вариант для поддержания низкой движущейся массы и, следовательно, обеспечения более высоких скоростей движения, но не ожидайте, что они дадут такую же точную способность укладки нити, как прямой привод. . Это как рисовать картину: попробуйте рисовать кистью длиной 1 метр, взявшись за задний конец резиновой ручки. Даже если вы попытаетесь компенсировать шаткий кончик кисти (а это, в принципе, и есть LIN_ADVANCE ), это никогда не будет так хорошо, как использование обычной кисти. С другой стороны, если вам нужно быстро распечатать деталь без особых требований к качеству, нет причин вообще включать LIN_ADVANCE . Для этих отпечатков вы можете просто установить K равным 0.
Для этих отпечатков вы можете просто установить K равным 0.
Генерация тестового шаблона
Документация Marlin содержит генератор калибровочного шаблона K-Factor. Этот скрипт сгенерирует файл G-кода, который поддерживает определение правильного значения К-фактора. Сгенерированный G-код напечатает тестовый шаблон, как показано на следующем рисунке:
Начиная с выбранного начального значения для K , отдельные строки будут печататься слева направо. Каждая линия состоит из 20 мм экструзии с использованием Slow Printing Speed , за которой следуют 40 мм Fast Printing Speed и, наконец, завершаются еще 20 мм Slow Printing Speed .
Для каждой новой строки K-Factor будет увеличиваться на значение K-Factor Stepping до предоставленного End Value для K .
Общие сведения о настройках тестового шаблона
- Боуденовским экструдерам требуется более высокий К-фактор, чем прямым экструдерам.
 Рассмотрим начальное значение
Рассмотрим начальное значение для Kпримерно от 0,1 до конечного значениядля Kпримерно 2,0 для LIN_ADVANCE v1.5 или примерно от 30 до конечного значениядля Kпримерно 130 для v1.0. - От чего зависит наилучшее соответствие К-фактора для использования в производстве.
- Тип нити. Чрезвычайно гибкие нити, такие как Ninjaflex, могут вообще не работать.
- Температура печати.
- Характеристики экструдера: Боуден по сравнению с прямым экструдером, длина Боудена, длина свободной нити в экструдере и т. д.
- Размер и геометрия сопла.
- Значение шагов/мм экструдера должно быть точно откалибровано. Калибровка рекомендуется на низких скоростях, чтобы избежать дополнительных воздействий.
- Свести к минимуму люфт, вызванный зубчатым зацеплением экструдера или нажимными фитингами. Поскольку это не повлияет на К-фактор, это может привести к странным шумам экструдера из-за контроля давления.

Повторите калибровку, если какой-либо из вышеуказанных параметров изменится.
Оценка шаблона калибровки
Переход между фазами Slow Printing Speed и Fast Printing Speed представляет интерес для определения наилучшего соответствия К-фактора. На следующем рисунке показано увеличенное изображение линии со слишком низким К-фактором:
| Фаза | Описание |
|---|---|
| 1 | Низкая скорость печати |
| 2 | Начало Высокая скорость печати . Повышение давления в сопле (= количество экструдированного материала) отстает от ускорения печатающей головки. Это приводит к тому, что материала становится слишком мало, а линия истощается. К концу этой фазы давление достигает заданного значения. |
| 3 | Выдавливание и движение печатающей головки синхронизированы.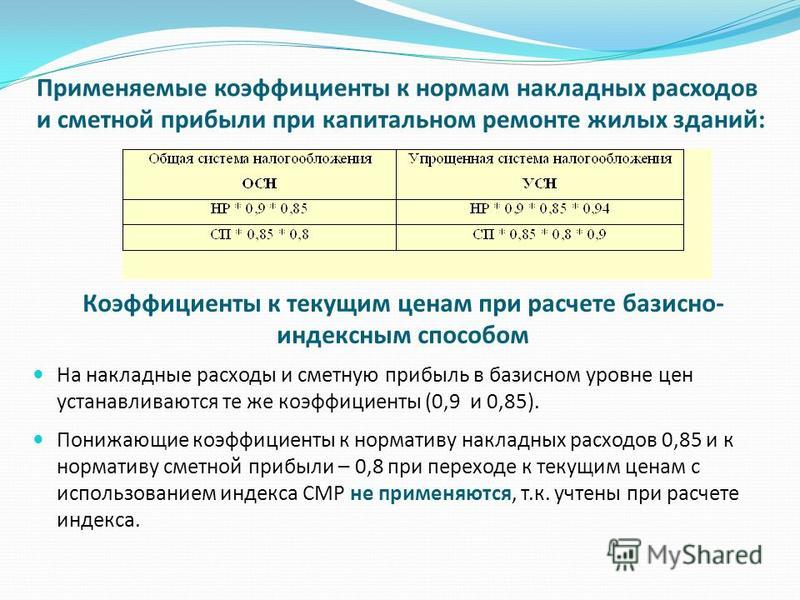 Номинальная ширина линии экструдирована Номинальная ширина линии экструдирована |
| 4 | Начало замедления до Низкая скорость печати . Здесь можно наблюдать противоположность фазы 2: снижение давления в сопле отстает от замедления печатающей головки. В результате экструдируется слишком много материала. |
| 5 | Начало фазы Низкая скорость печати . Тем не менее, давление в сопле не синхронизировано с предполагаемой величиной экструзии, и линия страдает от чрезмерной экструзии. |
| 6 | Низкая скорость печати стабилизировалась. |
Слишком высокий К-фактор существенно меняет вышеприведенную картину на противоположную. Объем выдавливания будет превышен в начале ускорения и остановится в фазе замедления.
Тестовая линия, которая имеет плавный и едва заметный или даже невидимый переход между различными фазами скорости, представляет собой наилучшее соответствие К-фактора.
Рекомендации перед использованием Linear Advance
- Некоторые слайсеры имеют опции для управления давлением сопла. Общие названия: Повышение давления , Выбег в конце , Дополнительная длина перезапуска после отвода . Отключите эти параметры, так как они будут мешать линейному продвижению.
- Также отключите такие параметры, как стирание при втягивании или расчесывание . Как только будет найден правильный К-фактор, тины почти не должно быть.
- Повторно проверьте расстояние отвода после того, как линейное продвижение откалибровано и работает нормально. Оно может быть даже равно 0, поскольку контроль давления снижает давление материала в конце линии почти до нуля.
Следующие соображения больше не являются проблемой для LIN_ADVANCE версии 1.5
- Эта функция увеличивает нагрузку на ЦП (и, возможно, увеличивает износ экструдера). Рекомендуется использовать скорость связи 115200 бод или ниже, чтобы предотвратить ошибки связи и «странные» движения.
- Программное обеспечение узла печати должно использовать номера строк и контрольные суммы. (по умолчанию отключено, например, в Simplify3D)
- Теоретически не должно быть «лишних» движений, создаваемых
LIN_ADVANCE. Если бы производились дополнительные движения, это привело бы к увеличению износа более хрупких деталей, таких как печатные шестерни экструдера Wade.
Сохранение К-фактора в прошивке
Если используется только один материал нити, лучше всего установить К-фактор внутри Configuration_adv.h и перепрошить прошивку:
/** * Реализация линейного контроля давления * * Предположение: продвижение = k * (дельта-скорость) * K=0 означает, что продвижение отключено. * Инструкции по калибровке см. в документации Marlin. */ #define LIN_ADVANCE #если ВКЛЮЧЕН(LIN_ADVANCE) #define LIN_ADVANCE_K <ваше_значение_здесь>
Добавление K-фактора в сценарий запуска G-кода
Стартовые сценарии G-кода поддерживаются различными слайсерами. Большим преимуществом установки К-фактора с помощью этих методов является то, что его можно легко изменить, например, при переходе на другой материал. K-фактор определяется путем добавления команды
Большим преимуществом установки К-фактора с помощью этих методов является то, что его можно легко изменить, например, при переходе на другой материал. K-фактор определяется путем добавления команды M900 Kxx в конец сценария запуска, где xx — это значение, определенное с помощью приведенного выше тестового шаблона.
В следующей главе кратко описано, где найти соответствующие настройки в популярных слайсерах.
Примечание 1:
При использовании метода сценария запуска G-кода эту функцию необходимо активировать в прошивке, как описано в разделе Сохранение коэффициента К в прошивке. Рекомендуется установить для #define LIN_ADVANCE_K значение 0, что эффективно отключает жестко заданное значение микропрограммы. В этом случае используется только K-Factor, установленный через сценарий запуска.
Примечание 2:
Показанные стартовые сценарии G-кода индивидуальны для каждого принтера и личного вкуса. Это предназначено только для демонстрации того, где можно применить настройку К-фактора.
Это предназначено только для демонстрации того, где можно применить настройку К-фактора.
Cura
Settings —> Printer —> Manage Printer —> Machine Settings
Slic3r
Settings —> Printer Settings —> Custom G-code
Simplify 3D
Редактировать настройки процесса —> Показать дополнительные —> Скрипты —> Пользовательский G-код
, от скорости, с которой материал проталкивается в сопло. Если материал проталкивается быстрее (=быстрая печать), нить необходимо сжать сильнее, прежде чем давление внутри сопла станет достаточно высоким, чтобы начать выдавливание материала.
Для одиночной линии с быстрой печатью это приводит к недостаточной экструзии в начальной точке линии (нить сжимается, но давление недостаточно велико) и чрезмерной экструзии с образованием пятна в конце линии ( нить все еще сжимается, когда двигатель E останавливается, что приводит к просачиванию).
Для полной печати это приводит к просвечиванию краев в углах (углы являются точками остановки/конечными точками линий) и, в крайних случаях, даже к зазорам между периметрами из-за недостаточной экструзии в их начальных точках.
Версия 1.5
Версия 1.5 корректирует давление немного по-другому для достижения следующих целей:
- учитывать рывки экструдера
- обеспечивать плавное движение экструдера без дребезжания
- снижает нагрузку внутри шагового двигателя ISR
- 8
. Значение для K Конечное значение К-фактора Шаг К-фактора Шаг К-фактора в тестовом образце. Должен быть точным делителем диапазона К-фактора (конец-начало) Длина медленной скорости Длина тестовой линии низкой скорости (мм) Длина быстрой скорости Длина тестовая линия Fast Speed (мм) Расстояние между тестовыми линиями Расстояние между тестовыми линиями.  Это повлияет на размер печати
Это повлияет на размер печатиРамка привязки печати Добавляет рамку вокруг начальной и конечной точек тестовых линий. Может улучшить адгезию Направление печати Слева направо (0°)45°Спереди назад (90°)135°Справа налево (180°)225°Сзади наперед (270°)315° Поворот печать с шагом 45° Нумерация строк Печатает значение К помимо каждой второй тестовой строки Дополнительно
Соотношение линии сопла Соотношение между шириной экструдированной линии и диаметром сопла. Должно быть от 1,05 до 1,2 Z-Offset Смещение оси Z для ручной настройки слоя Use Bed Leveling NoLevel bed (G29)Leveling ONLoad UBL mesh Сетка UBL 3 Выровняйте поверхность или загрузите сохраненную сетку (например, для UBL) перед печатью. Выравнивание кровати должно быть активировано в Configuration.  h! Загрузка сетки требует активации UBL!
h! Загрузка сетки требует активации UBL!Использовать втягивание FW Использовать втягивание прошивки. Должен быть активирован в Marlin Мультипликатор экструзии Обычно 1,0 Prime ПРИМОН. примерно 1 мм нити для линии длиной 10 мм Основная скорость печати Speed of the prime move Dwell Time Inserts a pause of x seconds before starting the test pattern to bleed off any residual nozzle pressure Filename - Быстрая скорость печати и Медленная скорость печати должны существенно различаться, иначе эффект К-фактора будет едва заметен.
- Используйте функцию выравнивания кровати , для которой требуется датчик.
- Для круглых кроватей опция Origin Bed Center активируется автоматически.
- Общая ширина (в направлении X) отпечатка зависит от параметров Fast Speed Length и Slow Speed Length плюс 5 мм для линии грунтовки. Длина (направление Y) зависит от настроек К-фактора и межстрочного интервала .
- Скрипт проверяет, помещается ли отпечаток на кровати. Проверьте это с помощью программного обеспечения хоста, такого как Printrun или Repetier Host.
- Начальное значение и Конечное значение для К-фактора определяет диапазон, который будет охватывать тестовый шаблон. Например, начальное значение , равное 50, и конечное значение , равное 150, будут тестировать диапазон 100.
- Шаг К-фактора определяет, сколько тестовых строк печатается для вышеуказанного диапазона. Например, шаг 10 и диапазон 100 приводят к 10 тестовым строкам.

4 это путем расчета смещения скорости экструдера в планировщике для данного сегмента. Если у нас есть истинное линейное ускорение, то это выполнит необходимые шаги продвижения как раз вовремя, поэтому мы достигли всех наших необходимых шагов продвижения как раз, когда часть ускорения закончилась. Поскольку Marlin использует приближение для расчета ускорения внутри ISR, это не совсем так, мы вернемся к этому позже. Если необходимое смещение скорости превышает допустимый рывок экструдера, ускорение печати для этого сегмента уменьшается до более низкого значения, чтобы рывок экструдера больше не превышался. Это сравнимо с проверкой, которую Marlin делает для каждой оси, например, если у нас есть ускорение печати 2000 мм/с², но ось X макс. ускорение установлено на 500 мм/с², ускорение печати снижено до 500 мм/с². При расчете трапеции
Это сравнимо с проверкой, которую Marlin делает для каждой оси, например, если у нас есть ускорение печати 2000 мм/с², но ось X макс. ускорение установлено на 500 мм/с², ускорение печати снижено до 500 мм/с². При расчете трапеции LIN_ADVANCE вычисляет необходимое количество шагов опережения на крейсерской скорости и на конечной скорости (= скорость в блоке и блока).
Когда этот блок выполняется шаговым ISR, экструдер устанавливается на частоту, которая представляет расчетное смещение скорости. Шаг продвижения выполняется вместе с обычными шагами e. Во время выполнения блока давление будет увеличиваться до тех пор, пока не будет достигнуто предварительно рассчитанное необходимое количество дополнительных шагов или не начнется замедление. Во время замедления мы уменьшаем величину шага продвижения до тех пор, пока не достигнем величины для конечной скорости или пока блок не подойдет к концу. Эти проверки необходимы, поскольку Marlin использует аппроксимацию для расчета ускорения, как указано выше. Поэтому, например, мы можем не достичь конечного давления в конце движения идеально, но это не важно, так как эта ошибка не будет накапливаться.
Поэтому, например, мы можем не достичь конечного давления в конце движения идеально, но это не важно, так как эта ошибка не будет накапливаться.
Следующее обновление может включать улучшенную обработку перемещений переменной ширины. На пути с переменной шириной возможно, что нам нужно истощить давление во время ускорения, например, когда следующая линия намного уже, чем предыдущая. Следовательно, LIN_ADVANCE должен проверить фактическое необходимое направление экструдера. Другой случай, который следует рассмотреть, — это заполнение зазора до вершины треугольника: в этом случае Марлин будет двигаться с постоянной скоростью, но скорость экструдера и, следовательно, необходимое давление становятся все меньше и меньше, когда мы приближаемся к вершине треугольника. Мы должны адаптировать давление форсунки к макс. возможная скорость (скорость рывка экструдера) тогда. Поскольку большинство слайсеров заполняют промежутки на довольно низких скоростях, мы должны решить, стоит ли эта дополнительная нагрузка эффекта. На 32-битных платах, где производительность вычислений, скорее всего, не проблема, в любом случае это имеет смысл.
На 32-битных платах, где производительность вычислений, скорее всего, не проблема, в любом случае это имеет смысл.
Версия 1.0
Регулятор давления LIN_ADVANCE обрабатывает эту свободную длину нити как пружину, где K — жесткость пружины. Когда сопло начинает печатать линию, в качестве эталона используется скорость экструзии. В дополнение к необходимой длине экструзии для сегмента линии, которая определяется слайсером, он вычисляет необходимое дополнительное сжатие нити для достижения необходимого давления в сопле, так что длина экструзии, определенная слайсером, действительно экструдируется. Это делается в каждом цикле шагового ISR.
Во время замедления сжатие нити снова снимается по той же формуле: шагов продвижения = дельта_скорости_экструзии * K . Во время замедления delta_extrusion_speed имеет отрицательное значение, поэтому значения advance_steps являются отрицательными, что приводит к втягиванию (или замедлению) движения, снова расслабляя нить.
Основная формула ( шагов продвижения = дельта_скорость_экструзии * K ) такая же, как и в знаменитом контроле давления JKN, но с одним важным отличием: JKN вычисляет сумму всех необходимых шагов продвижения экструдера внутри цикла планировщика и равномерно распределяет их по каждое ускорение и замедление шагового ISR-цикла. Это приводит к неправильному распределению шагов продвижения, что приводит к несовершенному результату печати. LIN_ADVANCE вычисляет дополнительные шаги на лету в для каждого цикла шагового ISR , поэтому требуемые шаги применяются именно там, где это необходимо.
Более подробную информацию и графики см. в этой презентации, слайды 7-9.
В Marlin вся работа выполняется в степпере .* и планировщик .* файлов. В цикле планировщика LIN_ADVANCE проверяет, нуждается ли перемещение в контроле давления. Это относится только к перемещениям печати, а не к перемещениям и перемещениям только экструдера (например, втягиванию и заправке).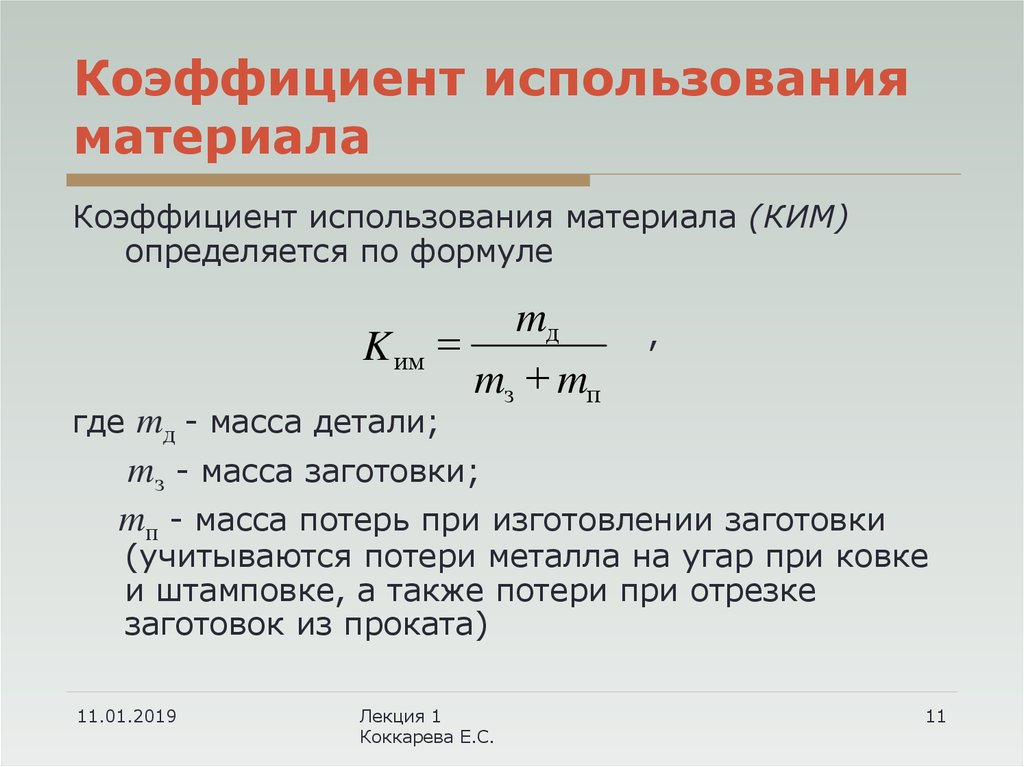
В методе Stepper::isr параметр LIN_ADVANCE вычисляет количество дополнительных шагов, необходимых для достижения требуемого давления в сопле. Чтобы избежать пропуска шагов, он не выполняет их все сразу, а распределяет их между будущими вызовами процедуры обслуживания прерывания.
В v1.0 нет проверки превышения ускорения, скорости или рывка экструдера пределов, установленных в Configuration.h!
Шаблон линейной предварительной калибровки | Прошивка Марлин
Используйте эту форму для создания G-кода, который можно использовать для калибровки К-фактора линейного продвижения. Значения по умолчанию применяются к стандартному PLA с соплом 0,4 мм.
Нажмите кнопку Generate G-code , а затем Download as file , чтобы сохранить результат.
Settings | G-code | ||
Printer Info | |||
| Printer Name | |||
|---|---|---|---|
| Filament | |||
| Filament Diameter | Diameter of the used filament (mm) | ||
| Nozzle Diameter | Diameter of the nozzle (mm) | ||
| Nozzle Temperature | Nozzle Temperature (° C) | ||
| Температура стола | Температура стола (°C) | ||
| Расстояние втягивания | Расстояние втягивания (мм) | ||
| Layer Height | Layer Height (mm) | ||
| Extruder | Extruder Index (0. ..) ..) | ||
| Fan Speed | Fan Speed (%) | ||
Print Кровать | |||
| Форма кровати | ПрямоугольнаяКруглая | Прямоугольная или круглая кровать. Круглые кровати активируют Origin Bed Center | |
| Размер кровати X | Размер (мм) кровати в X | ||
| Размер кровати по оси Y | Размер (мм) кровати по оси Y | ||
| Исходное положение по центру кровати | Установить исходное положение (X0 Y0) по центру кровати вместо переднего левого углаSpeed | ||
| Use mm/s | Use mm/s instead of mm/min | ||
| Slow Printing Speed | Slow printing speed | ||
| Fast Printing Speed 92) | |||
| Рывок X | Установите Рывок для оси X. -1 для использования прошивки по умолчанию | ||
| Jerk Y | Установите Jerk для оси Y. -1 для использования прошивки по умолчанию -1 для использования прошивки по умолчанию | ||
| Jerk Z | Установите Jerk для оси Z. -1 для использования прошивки по умолчанию | ||
| Jerk E | Установите Jerk для экструдера. -1 для использования прошивки по умолчанию | ||
Шаблон | |||
| Lin Advance Version | 1.01.5 | Выберите версию 1.0 для Marlin 1.1.8 и более ранних версий. Выберите 1,5 для Marlin 1.1.9 / 2.0 и выше | |
| Тип типа | Стандарт | Выбрать стандартную или переменную картину | |
| Начальное значение для K | |||
| для K | |||
| для K | |||
| для K | |||
Всего комментариев: 0