3Д принтер для пластика: Купить пластик для 3D принтера в Москве, цены на пластик для 3Д-печати
Содержание
Отсутствие подачи пластика при печати на 3D принтере
Главная »
Статьи
» Проблемы при 3D-печати » Отсутствие подачи пластика при печати на 3D принтере
Отсутствие подачи 3D-пластика во время работы
Данная проблема актуальна для тех, кто только приобрел 3D-принтер и начал его апробирование. У нее есть несколько причин, которые совсем несложно устранить. Это позволит полностью решить проблему.
- Не полностью заправлен экструдер.
Подобная ситуация имеет место быть при сильном нагревании находящегося в нерабочем состоянии экструдера, что вызывает подтекание пластика и образование щелей внутри сопла. Такое наблюдается, в том числе и при остывании экструдера. Если при запуске печати вы обнаружили отсутствие подачи 3D-пластика, проверьте полноту заполнения сопла пластиком, что означает готовность к работе экструдера.
Профессионалы рекомендуют для исключения ситуаций с неподачей 3D-пластика по причине наличия в сопле пустот пользоваться методом «юбки». Его суть состоит в создании кольца вокруг будущей модели, что позволит полностью заполнить экструдер пластиком, убрав все имеющиеся в сопле пустоты. Данный метод считается подготовительным этапом к полноценной 3D-печати. «Юбка» создается с помощью специальных программных настроек. Альтернативой этому методу будет ручная экструдиция филамента. Ею можно воспользоваться с помощью функции «Jog Control».
- Нарушение калибровки позиций.
Нарушение калибровки позиций приводит к тому, что для выхода пластика не остается места. На это указывает прекращение экструдиции на 1-2 слое и ее возобновление с 3-4 слоя. Сопло оказывается близко расположенным к рабочей платформе, поэтому его отверстие блокируется и соответственно выход филамента прекращается. Эту проблему довольно просто решить – достаточно отрегулировать расстояние между соплом и рабочей платформой
- Сточение пластика в ходе печати.

Конструкционные особенности некоторых современных моделей 3D-принтеров предусматривают наличие специальной шестеренки, назначением которой является проталкивание филаментной нити. Неправильные настройки приведут к «съеданию» пластика по причине сильного их перехвата ее зубцами. На наличие этой проблемы указывает большое количество пластиковой стружки, образующейся после печати. Вручную помогать оборудованию проталкивать филамент не стоит, лучше проверить программные настройки и правильность выставления параметров ретракта.
- Засорение экструдера.
Экструдер, равно, как и любой другой конструкционный элемент, при длительной эксплуатации может засориться и недостаточно охлаждаться, что смягчит пластик в ненужное время. В этом случае вам нужно будет разобрать экструдер и тщательно его прочистить. Для этих целей подойдет длинная тонкая проволока или струна. Это можно сделать самостоятельно, предварительно ознакомившись с инструкцией производителя или обратиться к специалистам.
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Можно ли перерабатывать пластик для 3D-принтеров?
Свяжитесь со специалистом HP по 3D-печати
Выберите номер телефона для своей страны, чтобы поговорить с местным экспертом по продажам 3D-печати HP уже сегодня.
Бельгия/Бельгия
+32 78 48 44 69
Республика Чехия
+420 239 050 531
Германия
+49 7031 986 90 13
+49 7031 986 90 17
Испания
+34 93 003 45 95
Франция
+33 6 28 78 35 59
Италия
+39 02 8295 2406
Нидерланды
+31 20 241 5685
Норвегия
+47 23 96 00 13
Австрия
+43 720 117035
+43 1424 0091
Румыния
+40 376 300 174
Швеция
+46 8 446 891 49
Suisse/Швейцария
+41 44 511 2308
+41 44 511 2333
объединенное Королевство
+44 20 7365 8158
Соединенные Штаты
+1 877 468 8369
На сегодняшний день существует два способа переработки напечатанных на 3D-принтере деталей. Вы можете превратить пластик обратно в материал, который можно повторно использовать для 3D-печати. Или вы можете использовать переработанный пластик для изготовления объектов, используемых в других производственных процессах, таких как литье под давлением.
Вы можете превратить пластик обратно в материал, который можно повторно использовать для 3D-печати. Или вы можете использовать переработанный пластик для изготовления объектов, используемых в других производственных процессах, таких как литье под давлением.
Степень переработки ваших пластиковых отходов зависит от выбранного вами типа 3D-печати.
Существует также все больше возможностей для вторичной переработки материалов, о чем свидетельствует захватывающее сотрудничество между HP и Ford Motor Company.
Назад в меню
Понимание переработки пластика
Вы можете разделить пластиковые материалы для 3D-печати на термопласты, термореактивные пластики и эластомеры.
Термопласты
Термопласты используются почти во всех 3D-принтерах для моделирования методом наплавления (FDM), поскольку при нагревании выше температуры плавления они становятся гибкими и пригодными для обработки. Они также используются в процессах плавления в порошковом слое, таких как Multi Jet Fusion (MJF) или селективное лазерное спекание (SLS). Термопласты не нужно отверждать, а это означает, что теоретически полимеры можно переплавлять и перерабатывать.
Они также используются в процессах плавления в порошковом слое, таких как Multi Jet Fusion (MJF) или селективное лазерное спекание (SLS). Термопласты не нужно отверждать, а это означает, что теоретически полимеры можно переплавлять и перерабатывать.
Но разные термопласты легче перерабатывать, чем другие, и не все предприятия по переработке могут перерабатывать одни и те же материалы.
Термореактивные пластмассы
Термореактивные материалы представляют собой такие материалы, как полиуретан или силикон, которые формуются, а затем отверждаются. Чаще всего они встречаются в смоле, используемой для процессов 3D-печати с полимеризацией в ваннах, таких как стереолитография (SLA).
Часто термореактивные пластмассы нуждаются в отверждении. Хотя это делает их идеальными для высоких температур, это также означает, что они не могут быть переработаны современными методами переработки.
Эластомеры
Эластомеры могут быть натуральными, например каучуком, или синтетическими, такими как термопластичный эластомер (ТПЭ). Существуют также термопластичные каучуки, тип сополимера, изготовленного из каучука и пластика. Они не используются широко в 3D-печати и не подлежат вторичной переработке.
Существуют также термопластичные каучуки, тип сополимера, изготовленного из каучука и пластика. Они не используются широко в 3D-печати и не подлежат вторичной переработке.
Назад в меню
Можно ли перерабатывать нить для 3D-печати?
Почти все нити для 3D-принтеров, включая нейлон и поликарбонат, классифицируются организацией по стандартизации ASTM International как Тип 7 или «Другие» и обычно не перерабатываются муниципальными программами. Сюда входят акрилонитрилбутадиенстирол (ABS), полимолочная кислота (PLA) и полиэтилентерефталатгликоль (PETG).
Полипропилен (ПП), используемый в 3D-печати для печатных деталей, которые являются прочными, водонепроницаемыми или легкими, перерабатывается в некоторых муниципалитетах.
Некоторые предприятия по переработке материалов собирают № 7 на обочине, но детали, напечатанные на 3D-принтере, должны быть отмечены идентификационным кодом смолы (RIC). Это код внутри треугольника, который можно увидеть почти на всех пластиковых изделиях, идентифицирующий различные типы пластика.
Если вы не используете RIC, ваши потенциально пригодные для повторного использования напечатанные на 3D-принтере детали, содержащие перерабатываемые нити, не будут маркированы и не будут собираться на обочине.
Лучший способ узнать, будет ли ваше местное предприятие по переработке материалов перерабатывать напечатанные на 3D-принтере объекты, изготовленные из ABS, PLA, PETG или нейлона, — это спросить их, а также обратиться к поставщику материалов за рекомендациями по определению характеристик отходов.
Назад в меню
Проектирование для сокращения пластиковых отходов
Утилизация отходов 3D-печати может оказаться непростой задачей. Хитрость заключается в том, чтобы сделать все возможное, чтобы предотвратить это, в первую очередь, разумно проектируя детали:
- Вы можете исключить опоры везде, где это возможно, или встроить их в саму деталь.
- При выборе промышленного 3D-принтера обратите внимание на технологии 3D-печати в порошковом слое, такие как MJF, которые позволяют печатать большие сборки, состоящие из сотен элементов.

- В тех случаях, когда платформа для печати является опорной основой для 3D-печатной детали, которую вы создаете, например, с помощью моделирования методом наплавления (FDM) или изготовления плавленых нитей (FFF), всегда следите за тем, чтобы начальные слои прилегали к платформе. Если это не так, есть больше шансов на неудачные отпечатки и потраченные впустую детали.
Убедитесь, что ваш принтер регулярно обслуживается, чтобы он был надежным и снижал вероятность сбоя печати.
Узнайте больше о том, как проектировать детали для сокращения расхода материалов, прочитав наши статьи «Проектирование для аддитивного производства» и «Насколько дорого обходится обслуживание 3D-принтера?»
Назад в меню
Практический пример: преобразование 3D-отходов в автомобильные детали — впервые в отрасли
С начала 2021 года HP и Ford Motor Company вместе с международным лидером по уходу за полостью рта SmileDirectClub и производителем смол Lavergne являются пионерами в области переработки отходов 3D-принтеров в мелкие детали автомобилей.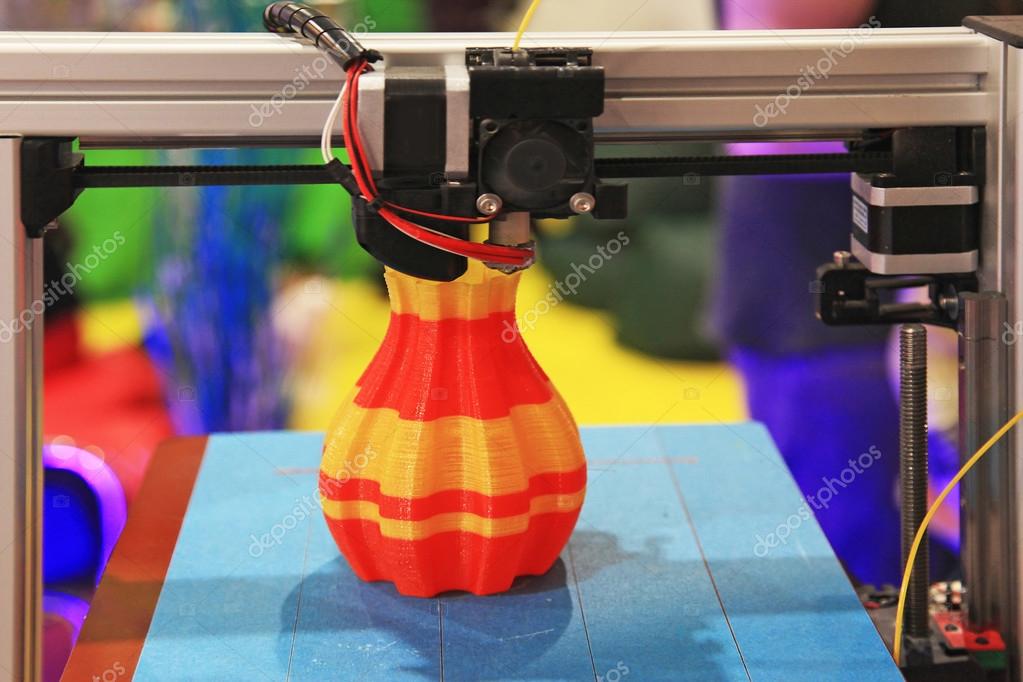 Детали имеют лучшую химическую и влагостойкость, чем обычные варианты, на 7% легче и стоят на 10% дешевле.
Детали имеют лучшую химическую и влагостойкость, чем обычные варианты, на 7% легче и стоят на 10% дешевле.
В процессе участвует компания Lavergne, давний партнер HP по переработке, которая превращает формы для выравнивания зубов SmileDirectClub (3D-печать с помощью HP Multi Jet Fusion) в высококачественные переработанные пластиковые гранулы, которые затем можно использовать для литья под давлением зажимов топливопроводов для Форд. Этот замечательный новый подход может произвести революцию в кастомизации мелкосерийных автомобильных запчастей и повысить экологичность.
HP и Ford уже определили как минимум десять других зажимов топливопроводов на других автомобилях Ford, подходящих для изготовления из отходов 3D-печати, и работают над литьем под давлением этих конструкций.
Назад в меню
Хотите продолжить обучение?
Пластиковая 3D-печать | Термореактивные смолы и порошки термопластов
| Материал | Процесс 3D-печати | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|---|
| ABS-подобный белый (Accura Xtreme White 200) | Соглашение об уровне обслуживания | Белый | 7,9 тысяч фунтов/кв. дюйм дюйм 54,5 МПа | 479 тысяч фунтов на квадратный дюйм 3300 МПа | 9% |
| АБС-подобный серый (Accura Xtreme Grey) | Соглашение об уровне обслуживания | Серый | 5,8 тысяч фунтов/кв. дюйм 40,0 МПа | 290 тысяч фунтов на квадратный дюйм 2000 МПа | 9% |
| АБС-подобный черный (Accura 7820) | Соглашение об уровне обслуживания | Черный | 7,0 тысяч фунтов/кв. дюйм 48,3 МПа | 435 тыс.фунтов/кв.дюйм 3000 МПа | 5% |
| Прозрачный/прозрачный, подобный АБС-пластику (WaterShed XC 11122) | Соглашение об уровне обслуживания | Полупрозрачный/Прозрачный | 7,9 тысяч фунтов/кв. дюйм 54,5 МПа | 421 тыс.фунтов/кв.дюйм 2900 МПа | 6% |
| MicroFine | Соглашение об уровне обслуживания | Серый или зеленый | 8,7 тыс. фунтов/кв.дюйм фунтов/кв.дюйм 60,0 МПа | 377 тысяч фунтов/кв. дюйм 2600 МПа | 8% |
| Углеродный RPU 70 | Углерод | Черный | 6 тыс. фунтов на кв. дюйм 41,4 МПа | 245 тыс.фунтов/кв.дюйм 1690 МПа | 100% |
| Материал | Процесс 3D-печати | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|---|
| ПА 12 Белый (ПА 650) | СЛС | Белый | 7,25 тыс. фунтов на кв. дюйм 50,0 МПа | 290 тысяч фунтов на квадратный дюйм 2000 МПа | 11% |
| ПА 12 Черный | МДФ | Черный | 7,1 фунтов на кв. дюйм 49 МПа | 276 тыс.фунтов/кв.дюйм 1900 МПа | 8,5% |
| ПА 11 Черный (ПА 850) | СЛС | Черный | 7,54 тыс. фунтов/кв.дюйм фунтов/кв.дюйм 52 МПа | 261 тыс.фунтов/кв.дюйм 1800 МПа | 30% |
| PA 12 с минеральным наполнителем (Duraform HST) | СЛС | Светло-серый | 5,51 тыс.фунтов/кв.дюйм 38 МПа | 450 тыс.фунтов/кв.дюйм 3100 МПа | 3% |
| PA 12 40% стеклонаполненный (PA 614-GS) | СЛС | Белый | 7,25 тыс. фунтов на кв. дюйм 50 МПа | 522 тыс.фунтов/кв.дюйм 3600 МПа | 5% |
| PA 12 40% стеклонаполненный черный | МДФ | Черный | 4,35 тыс.фунтов/кв.дюйм 30 МПа | 508 тыс.фунтов/кв.дюйм 3500 МПа | 8,5% |
| Материал | Процесс 3D-печати | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|---|
| ПК-подобный полупрозрачный/прозрачный (Accura 60) | Соглашение об уровне обслуживания | Полупрозрачный/Прозрачный | 10,8 тыс. фунтов/кв.дюйм фунтов/кв.дюйм 74,4 МПа | 508 тыс.фунтов/кв.дюйм 3500 МПа | 7% |
| PC-подобный Advanced High Temp (Accura 5530) | Соглашение об уровне обслуживания | полупрозрачный/янтарный | 6,5 тысяч фунтов на кв. дюйм 44,8 МПа | 566 тыс. фунтов на кв. дюйм 3900 МПа | 1,5% |
| Улучшенный высокотемпературный керамический (PerFORM) | Соглашение об уровне обслуживания | Белый | 10,9 тыс. фунтов на кв. дюйм 75,2 МПа | 1 523 тыс.фунтов/кв.дюйм 10 500 МПа | 1% |
| Материал | Процесс 3D-печати | Цвет | Прочность на растяжение | Модуль упругости при растяжении | Удлинение |
|---|---|---|---|---|---|
| Полипропилен Натуральный | СЛС | Белый | 2,61 тыс.фунтов/кв.дюйм 18 МПа | 123 тыс. фунтов/кв.дюйм фунтов/кв.дюйм 848 МПа | 15% |
| Полипропиленовый полупрозрачный белый (Somos 9120) | Соглашение об уровне обслуживания | Полупрозрачный/Прозрачный | 5,0 тысяч фунтов на кв. дюйм 34,5 МПа | 232 тыс.фунтов/кв.дюйм 1600 МПа | 25% |
| Углеродный FPU 50 | Углерод | Черный | 4 тыс. фунтов на кв. дюйм 27,6 МПа | 100 тысяч фунтов на квадратный дюйм 690 МПа | 200% |
| Материал | Процесс 3D-печати | Цвет | Прочность на разрыв при растяжении | Прочность на растяжение | Удлинение |
|---|---|---|---|---|---|
| ТПУ 70А | СЛС | Белый | — | 580 фунтов на кв. дюйм 4,0 МПа | 210% |
| Цифровой фотополимер (30A) | ПолиДжет | Белый Черный Прозрачный | 85 фунтов на кв. дюйм дюйм 0,59 МПа | 399 psi 2,75 МПа | 245% |
| Цифровой фотополимерный (40A) | ПолиДжет | Белый Черный Прозрачный | 100 psi 0,69 МПа | 508 фунтов на кв. дюйм 3,5 МПа | 200% |
| Цифровой фотополимерный (50A) | ПолиДжет | Белый Черный Прозрачный | 114 фунт/кв. дюйм 0,79 МПа | 508 фунтов на кв. дюйм 3,5 МПа | 190% |
| Цифровой фотополимерный (60A) | ПолиДжет | Белый Черный Прозрачный | 121 psi 0,83 МПа | 580 фунтов на кв. дюйм 4,0 МПа | 160% |
| Цифровой фотополимер (70А) | ПолиДжет | Белый Черный Прозрачный | 185 psi 1,28 МПа | 725 фунтов на кв. дюйм 5,0 МПа | 130% |
| Цифровой фотополимер (85A) | ПолиДжет | Белый Черный Прозрачный | 341 psi 2,35 МПа | 1088 фунтов на кв. <- Предыдущий пост: Фрезы хвостовик 6 мм: Оснастка — Фрезы концевые — круглые фрезы, твердосплавные. Серия 18 Следующий пост: Генератор славянка: Дизельные генераторы ТСС Славянка -> <- Предыдущий пост: Фрезы хвостовик 6 мм: Оснастка — Фрезы концевые — круглые фрезы, твердосплавные. Серия 18 Следующий пост: Генератор славянка: Дизельные генераторы ТСС Славянка -> |
Всего комментариев: 0