Профессиональный мощный фрезер для тяжелых работ. Регулировка числа оборотов для различных по плотности материалов. Вес оптимален даже для фрез большого диаметра.
Плавный пуск и фиксированный выключатель позволяют устанавливать данную модель на фрезерный стол. Удобная точная регулировка глубины фрезерования с точностью 0,1 мм, характерна для всех мощных фрезеров Makita. Тормоз двигателя нужен для безопасной работы, для в 3 раза более быстрой остановки фрезы 32 мм.
Наличие тормоза двигателя останавливает вал фрезера без фрезы за стабильное время 2,5 с вне зависимости от первоначальной скорости вращения, без тормоза двигателя вал останавливается за 4-9 с. На RP2300FC в зависимости от первоначальной скорости.
Фрезер Makita RP2301F — это универсальный инструмент для обработки древесины или пластика. С помощью фрезера выбирать пазы и выемки практически любого профиля и формы прямоугольные или фигурные, подрезать кромку ПВХ, вырезать детали сложной формы, копировать детали. Существующие фрезы для фрезера Makita RP2301F позволяют создавать пазы прямоугольной формы, V-образной, полукруглой и фигурные пазы. С помощью копировальных втулок фрезером можно вырезать одинаковые фигуры различной формы при помощи заранее изготовленного шаблона. Фрезер Makita RP2301F в отличие от Makita RP2300F снабжается электронным тормозом, который останавливает вращение фрезы за долю секунды при выключении инструмента.
Двигатель мощностью 2100 Вт позволяет фрезеру Makita RP2301F для резки использовать фрезы различных форм и размеров с диаметром хвостовика 6 мм, 8 мм и 12 мм. Вращаясь, фреза удаляет часть материала своей режущей кромкой. Фрезы устанавливаются в цанговый зажим с диаметром 12 мм и зажимается гайкой при помощи рожкового ключа 24 мм. При этом блокировка шпинделя осуществляется при помощи кнопки блокировки, расположенной на боковой поверхности фрезера. Для работы с фрезами с хвостовиком 6 мм и 8 мм нужно использовать переходные втулки 763801-4 и 763804-8 соответственно.
Фрезер Makita RP2301F соединён с основанием двумя направляющими штифтами. Скользя по ним, он опускается вниз под нажимом оператора или поднимается при помощи встроенных пружин вверх относительно основания. Следовательно, и фреза перемещается вверх или вниз. Так задаётся глубина фрезерования. Около боковой рукоятки располагается винт регулировки глубины, с помощью которого можно точно задать глубину погружения фрезы. За регулировочным винтом располагается шкала для точной регулировки. Установив нужную глубину, фрезер фиксируется зажимным рычагом. Глубина погружения фрезы может задаваться в пределах от 0 до 70 мм, что позволяет работать со всеми существующими фрезами. На основании располагается стопор револьверного типа. На нём установлены три ограничителя разной высоты. Поворачивая стопор по кругу можно выбрать заданную заранее глубину погружения. При опускании фрезера винт регулировки будет упираться в стопор. Такая система очень полезна при глубоком фрезеровании, постепенно увеличивая глубину погружения, так как производитель не рекомендует фрезеровать более 20 мм за один проход.
За винтом регулировки глубины расположен винт регулировки предельной высоты подъёма фрезера. То есть с помощью этого винта и нейлоновой гайки на нём можно сократить расстояние между верхней точкой и нижней точкой. Такая регулировка может быть полезна при использовании фрезера на фрезерном столе.
Для более удобной вырезки прямых пазов или снятия фаски в комплекте с фрезером поставляется параллельная направляющая (артикул 342428-9). Упираясь в край заготовки, она позволяет сделать вырез или обработать кромку ровно и на одинаковом расстоянии от края.
Для включения фрезера Makita RP2301F используется включатель, расположенный на одной из рукояток. Для предотвращения случайного включения инструмента в верхней части той же рукоятки используется кнопка разблокировки. С помощью кнопки разблокировки можно зафиксировать кнопку включения в нажатом состоянии удобства при длительной работе.
Фрезер Makita RP2301F снабжён электронным контролем скорости. Этот контроллер поддерживает заданную скорость вращения фрезы при изменении нагрузки. А ограничитель пускового тока (плавный пуск) позволяет включаться инструменту плавно и без рывков.
Ещё одна полезная функция — это электронная регулировка скорости вращения фрезы. Регулятор скорости расположен верхней части инструмента. Скорость вращения может задаваться 6 режимами. Скорость вращения можно регулировать в диапазоне от 9000 до 22000 оборотов в минуту. Такая функция позволяет подобрать необходимый режим для качественной обработки различных материалов для фрез различных размеров.
Для поддержания рабочего места в чистоте предусмотрено подключение фрезера к пылесосу. Для подключения используется выполненный из прозрачного пластика адаптер Makita 415412-8, который прочно крепится к основанию.
Фрезер Makita RP2301F снабжён лампами подсветки рабочей зоны. Лампы включаются одновременно с включением фрезера и гаснут с задержкой 10-15 секунд. Подсветка помогает работать в плохо освещённых помещениях.
Для более удобного обслуживания у фрезера Makita RP2301F предусмотрен быстрый доступ к угольным щёткам. Для замены щёток достаточно открутить шлицевой отвёрткой заглушки на корпусе электродвигателя.
Механические инструменты | hansapost.ee
(6013)
Фильтровать
Просмотреть список товаровСамые дешевые наверхуСамые дорогие наверхуCрок доставкиHаивысшая оценка
3739€
В корзину
4.9/5
ЗАБЕРИТЕ ЗАВТРА
Лазерный дальномер Hecht 2003
Тип: Лазерные измерители
Предназначено: Для точного измерения
Торговая марка: Hecht
800€ / мес. 12800€
В корзину
Набор инструментов Topex, 20 шт.
Тип: Наборы инструментов
Предназначено: Наборы инструментов
Торговая марка: Topex
770€ / мес. 10100€
В корзину
Набор насадок и ключей Sthor, 216 шт.
Тип: Наборы инструментов
Предназначено: Инструменты для откручивания, зажима
Торговая марка: Не указано
730€ / мес. 11700€
В корзину
5/5
ЗАБЕРИТЕ ЗАВТРА
Набор инструментов Makita E-11542, 87 шт.
Тип: Наборы инструментов
Предназначено: Наборы инструментов
Торговая марка: Makita
740€ / мес. 5638€
В корзину
5/5
ЗАБЕРИТЕ ЗАВТРА
Лазерный нивелир Stanley Cubix Red
Тип: Лазерные измерители
Предназначено: Инструменты для измерения
Торговая марка: Stanley
1999€
В корзину
5/5
ЗАБЕРИТЕ ЗАВТРА
Форма для садовых тропинок, 49×49 см
Тип: Для дорожек
Предназначено: Вспомогательные инструменты
Торговая марка: Iso Trade
1849€
В корзину
Цифровой мультиметр HOEGERT
Тип: Инструменты для измерения
Предназначено: Инструменты для измерения
Торговая марка: Hoegert
1449€
В корзину
5/5
ЗАБЕРИТЕ ЗАВТРА
Набор отверток Fieldmann FDS 5007, 18 штук
Тип: Отвертки и их принадлежности
Предназначено: Инструменты для откручивания, зажима
Торговая марка: Fieldmann
1249€
В корзину
5/5
ЗАБЕРИТЕ ЗАВТРА
Набор насадок Fieldmann FDS 9003, 56 частей
Тип: Головки и наконечники
Предназначено: Инструменты для откручивания, зажима
Торговая марка: Fieldmann
620€ / мес. 4700€
В корзину
Скабозабиватель DEWALT DWHTTR350-0
Тип: Пистолеты для скоб
Предназначено: Инструменты крепления
Торговая марка: Dewalt
1460€
В корзину
Заклепочник Topex, 260мм
Тип: Заклепки
Предназначено: Клепальные
Торговая марка: Topex
НОВИНКА
3799€
В корзину
Лом JUCO
Тип: Ломы
Предназначено: Дробильные инструменты
Торговая марка: Juco
НОВИНКА
620€ / мес. 4699€
В корзину
JUCO BLACKSMITH'S HAMMER LUX 3.0кг
Тип: Молотки
Предназначено: Инструменты для ковки, вытягивания
Торговая марка: Juco
НОВИНКА
670€ / мес. 5049€
В корзину
Уровень 50 см, AZ 50
Тип: Уровни
Предназначено: Инструменты для измерения
Торговая марка: Sola
НОВИНКА
740€ / мес. 5599€
В корзину
Скребок JUCO
Тип: Ломы
Предназначено: Дробильные инструменты
Торговая марка: Juco
НОВИНКА
720€ / мес. 5449€
В корзину
JUCO BLACKSMITH'S HAMMER LUX 4.0кг
Тип: Молотки
Предназначено: Инструменты для ковки, вытягивания
Торговая марка: Juco
НОВИНКА
3549€
В корзину
КУСАЧКИ YATO 24″ 600мм 1846
Тип: Ножницы
Предназначено: Инструменты для обрезки
Торговая марка: Yato
НОВИНКА
730€ / мес. 15100€
В корзину
КОМБИНИРОВАННЫЙ КЛЮЧ KING TONY 55 мм
Тип: Гаечный ключ
Предназначено: Инструменты для откручивания, зажима
Торговая марка: King Tony
НОВИНКА
900€ / мес.
8649€
В корзину
Набор сверл Awtools, 25 шт.
Тип: Набор сверл
Предназначено: Для сверления
Торговая марка: Awtools
НОВИНКА
890€ / мес. 8499€
В корзину
Набор стамесок Irwin, 5 шт.
Тип: Долота
Предназначено: Инструменты для ковки, вытягивания
Торговая марка: Irwin
НОВИНКА
720€ / мес. 5449€
В корзину
JUCO HAMMER TRADITIONAL SLIP 5.0kg
Тип: Молотки
Предназначено: Инструменты для ковки, вытягивания
Торговая марка: Juco
НОВИНКА
950€ / мес. 25300€
В корзину
КОМБИНИРОВАННЫЙ КЛЮЧ KING TONY 80 мм
Тип: Гаечный ключ
Предназначено: Инструменты для откручивания, зажима
Торговая марка: King Tony
НОВИНКА
820€ / мес. 6249€
В корзину
Пилы BOSCH для дисковой пилы
Тип: Лезвия
Предназначено: Инструменты для резки
Торговая марка: Bosch
НОВИНКА
690€ / мес. 11000€
В корзину
Набор фрез BOSCH 15 шт., ручка 8 мм
Тип: Головки и наконечники
Предназначено: Шлифовальные инструменты
Торговая марка: Bosch
НОВИНКА
750€ / мес. 5699€
В корзину
JUCO BLACKSMITH'S HAMMER LUX 5.0кг
Тип: Молотки
Предназначено: Инструменты для ковки, вытягивания
Торговая марка: Juco
НОВИНКА
890€ / мес.
23600€
В корзину
КОМБИНИРОВАННЫЙ КЛЮЧ KING TONY 85 мм
Тип: Гаечный ключ
Предназначено: Инструменты для откручивания, зажима
Торговая марка: King Tony
НОВИНКА
750€ / мес. 20100€
В корзину
Набор фрез BOSCH 15 шт., ручка 8 мм
Тип: Головки и наконечники
Предназначено: Шлифовальные инструменты
Торговая марка: Bosch
GREENLEE, Makita 18V LXT, замки и болтовые уплотнения из мягкой стали диаметром 3/8 дюйма, аккумуляторный болторез — 499N34|EK628LXBC11
Наведите курсор на изображение, чтобы увеличить его.
Идет загрузка…
Сравнить
Артикул
499N34
Произв. Модель
EK628LXBC11
Страница в каталоге
Н/Д
Марка
9 0018 GREENLEE
Батарейки в комплекте
Да
Напряжение
18 В пост. тока
Батарейная платформа
Makita 18 В LXT
90 010 Тип продукта
Болторезы
Режущая способность
Диаметр 3/8 дюйма Мягкая сталь Замки и пломбы
Комплект аккумуляторных инструментов Содержимое
(2) Батарейки; голый инструмент; Зарядное устройство
Емкость аккумулятора
4 Ач
Номер модели зарядного устройства
33RT43
Номер детали производителя совместимой батареи
52070024
Совместимое зарядное устройство Номер детали Grainger
33RT43
Номер детали производителя совместимого зарядного устройства
52049201
Максимальный диаметр совместимого устройства
3/ 8 дюймов
Совместимость с
Замки и болты из мягкой стали
Сила резания
6 тонн
Особенности
Предназначен для резки; Функция безопасности двойного щелчка; закаленное лезвие; Светодиодная лампа освещает рабочую зону для лучшей видимости
Стиль рукоятки
Эргономичный
Тип рукоятки
Прямой
Вращение головы
350 °
Батарея в комплекте Артикул
52070024
Номер детали зарядного устройства в комплекте
33RT43
Включает
Кейс для переноски
Включает зарядное устройство
Да
Номер детали производителя
EK628LXBC11 9001 3
Срок гарантии производителя
3 года
Максимальный объем одноразового замка
3/8 в диаметре Мягкая сталь
Количество батарей в комплекте
2
Общая высота
18 дюймов
Общая длина
18 дюймов
Общая ширина
2,9 дюйма
Источник питания
Беспроводной
Стандарты
OSHA
Суббренд
Greenlee
Инструмент Серия
EK628LX
Вес инструмента
6 фунтов
UNSPSC
27111512
Страна происхождения
Германия (возможны изменения)
Описание продукта
Болторезы Greenlee включают в себя инструменты на 10,8 В, работающие от батарей Greenlee, и инструменты на 18 В, работающие на батареях Makita совместимой платформы и соответствующего напряжения. Аккумуляторы также могут питать другие инструменты Greenlee или Makita. Болторезы разрезают болты, замки, уплотнения контейнеров и (в зависимости от модели резака) резьбовые стержни и кабельные лотки. Также известные как резаки для замков, они более универсальны, но оставляют более грубые концы, чем специальные стержневые или лотковые резаки.
(1) Двухпортовое быстродействующее оптимальное зарядное устройство XGT® макс. 40 В (DC40RB)
(4) Аккумулятор XGT® 40 В макс. 8,0 Ач (BL4080F)
(1) Муфта водяного шланга (123120-4)
(1) Отрезной круг 14 дюймов (E-12809)
(1) Переходное кольцо (от 20 мм до 1 дюйма) (191W53-9)
(1) Универсальный ключ 13-19 (782037-6)
Комплект бесщеточных 14-дюймовых резаков Makita (GEC01PL4) XGT® с системой AFT® и электрическим тормозом. удобство беспроводной работы. Диаметр колеса 14 дюймов позволяет выполнять резку за один проход глубиной до 5 дюймов в различных материалах из кирпичной кладки и металла. Комплект электрорезака Makita модели GEC01PL4 включает в себя четыре батареи XGT® 40 В макс. 8,0 Ач (BL4080F), эффективное двухпортовое быстрое оптимальное зарядное устройство XGT 40 В макс. (DC40RB) и аккумуляторную электропилу Makita GEC01 14 дюймов.
Технология нового поколения (XGT) Makita (GEC01PL4) 80V MAX использует 2 батареи, объединенные для удвоения мощности (40V MAX Battery X 2). Созданные Makita бесщеточные двигатели вместе с двумя батареями XGT макс. 40 В обеспечивают мощность и производительность, необходимые для работы с тяжелыми нагрузками. Используя (2) батареи XGT макс. 40 В, вы получаете 80 В мощности в одной системе. Повышенная мощность и производительность позволяют беспроводному оборудованию и инструментам XGT конкурировать с сетевыми инструментами и газовым оборудованием.
Makita XGT® (GEC01PL4) 14-дюймовый бесщеточный резак — это новый 40 В | Максимальная система беспроводного оборудования и инструментов 80 В. Технология Makita Next Generation (XGT®) превосходит, превосходит и превосходит все остальные. Благодаря инновационным разработкам Makita технология XGT® приведет к созданию оборудования и инструментов будущего.
14-дюймовый резак Makita GEC01 разработан с использованием технологии активной обратной связи (AFT®), которая автоматически отключает двигатель, если вращение режущего диска внезапно прекращается. Он также оснащен технологией экстремальной защиты (XPT). ™), который разработан с учетом повышенной пыле- и водостойкости для работы в суровых условиях. Два действия для запуска Power Cutter Он также имеет функцию плавного пуска, которая подавляет реакцию запуска для более плавного запуска и увеличения срока службы редуктора, а также защиту от перегрузки, предназначенную для защиты двигателя от перегорания в ситуациях с аномально высоким крутящим моментом. 0003
Другие особенности включают в себя встроенные полностью алюминиевые колеса, которые помогают снизить усталость и сохранить точность при резке пола, регулируемый защитный кожух, облегчающий резку в нижней или верхней части стены, и прорезиненную переднюю рукоятку, которую можно держать в нескольких положениях для повышения комфорта. при различных направлениях резки.
Технология нового поколения Makita (XGT®) представляет собой систему оборудования, инструментов, аккумуляторов и зарядных устройств, использующих литий-ионные аккумуляторы с максимальным напряжением 40 В. XGT® разработан для обеспечения высокой мощности для выполнения приложений с высокими требованиями, что позволяет пользователям полностью перейти на беспроводную рабочую площадку. XGT® оснащен передовым бесщеточным двигателем, интеллектуальной цифровой связью и превосходными характеристиками долговечности, чтобы превзойти остальные.
Makita GEC01PL4 Power Cutter Kit Особенности:
Outpow
Встроенный антивибрационный механизм снижает вибрацию до 50 % при резке
Технология активного обнаружения обратной связи (AFT®) выключает электродвигатель, если вращение колеса внезапно принудительно останавливается
14-дюймовый круг позволяет выполнять пропилы глубиной до 5 дюймов в различных кирпичных и металлических материалах за один проход
Встроенные полностью алюминиевые колеса помогают снизить усталость и сохранить точность при резке пола
Встроенная система подачи воды с ручкой регулировки расхода воды обеспечивает непрерывную подачу воды в соответствии с требованиями OSHA. Таблица 1 Соответствие требованиям при резке бетона
Встроенный светодиод. фонарь с независимым включателем/выключателем освещает зону резания для улучшения видимости
Встроенный индикатор перегрузки предупреждает о чрезмерном потреблении заряда батареи при больших нагрузках
Защита от перегрузки предназначена для защиты двигателя от перегорания в ситуациях с аномально высоким крутящим моментом
Регулируемый защитный кожух облегчает резку в нижней или верхней части стены
Прорезиненная передняя рукоятка может удерживаться в нескольких положениях для повышения комфорта при резке в различных положениях
Конструкция с ременным приводом обеспечивает более плавную работу и меньшую вибрацию
Блокирующий выключатель питания требует двух действий для запуска питания
Большая кнопка блокировки шпинделя для облегчения замены круга в перчатках
Система координат в ЧПУ простым языком для операторов – новичков.Только качественные статьи на DARXTON
Добрый день, дорогие читатели, сегодня мы поговорим о такой непростой вещи,как система координат.
Основы системы координат используются повсеместно, а не только для одного конкретного станка с ЧПУ. Даже самые современные машины одинаковы по своей сути: они используют оси X, Y и Z для определения координатного пространства внутри станка, и пространства для перемещения инструмента (иногда концевая фреза, иногда экструдер, иногда лазерный луч) . Технология перемещения может измениться, но основы остаются такими же. В этой статье мы рассмотрим базовые знания системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и систему смещения.
Почему координаты так важны?
Аддитивные машины строят детали снизу вверх. Там не стоит вопрос о том, в каком месте начинается деталь на сборочной пластине. . Однако машина должна суметь понять положение заготовки в физическом пространстве. Увы, но просто засунуть кусок металла в ЧПУ станок и нажать кнопку «Пуск» будет недостаточно.
Все еще более усложняется, когда нам необходимо провести обработку используя несколько инструментов. Каждый из них имеет различную длину, которая изменяет расстояние между базовой точкой шпинделя и заготовкой. Т.е точка начала, которую вы только что установили для 3-мм концевой фрезы, не будет работать для 6-мм сверла.
Система координат – способ восприятия трехмерного пространства станками с ЧПУ. Без системы координат ваш ЧПУ не знал бы:
• Где заготовка
• Как далеко от неё инструмент
• Какие движения использовать для обработки детали
С первого взгляда система координат может показаться сложной, но ее можно разбить на простые компоненты. Давайте начнем с основ декартовой системы координат.
Основы декартовой системы координат.
Почти все станки с ЧПУ используют декартову систему координат, основанную на осях X, Y и Z. Эта система позволяет машине двигаться в определенном направлении и вдоль определенной плоскости.
Сократите декартову систему до ее основ, и вы получите знакомую числовую линию. Берём точку, и назначаем ее «исходной». Любые числа слева от исходной точки являются отрицательными, числа справа положительными.
Объедините оси X, Y и Z вместе под углом 90 градусов, и вы создадите трехмерное пространство для перемещения вашего станка с ЧПУ. Каждая ось встречается в начале координат.
Когда две оси соединяются вместе, вы формируете то, что называется плоскостью. Например, когда оси X и Y встречаются, вы получаете плоскость XY. Эти плоскости делятся на четыре квадранта, пронумерованных 1-4, которые имеют свои положительные и отрицательные значения.
Простой способ понять декартову систему координат относительно вашего станка с ЧПУ — использовать Правило правой руки. Поднимите руку ладонью вверх, указательным и указательным пальцами наружу, а средний палец вверх. Поставьте руку перед станком с ЧПУ, выровняйте по шпинделю станка, и вы увидите, что оси идеально выровнены.
• Средний палец — это ось Z.
• Указательный палец — это ось Y.
• Большой палец — это ось X.
Как ЧПУ станок использует координаты?
Используя декартову систему координат, можно управлять станком с ЧПУ вдоль каждой оси, что уже позволит сделать из заготовки деталь. Проще говоря,с точки зрения оператора(смотрящего на станок)вы получаете следующие движения :
• Ось X позволяет движение «влево» и «вправо»
• Ось Y позволяет двигаться «вперед» и «назад»
• Ось Z позволяет движение «вверх» и «вниз»
Соедините все это вместе, и у вас получится станок, который может разрезать не только разные стороны заготовки в плоскости XY, но и на разной глубине вдоль оси Z. Будь то фрезерный станок или лазер, все они используют эту систему движения.
Движение вашего ЧПУ вдоль системы координат всегда основано на том, как движется ваш инструмент,а не стол с заготовкой. Например, увеличение значения координаты X приведет к смещению стола влево, но, если смотреть с точки зрения инструмента, он движется вправо вдоль заготовки.
Увеличение координаты оси Z приведет к смещению шпинделя вверх, а при уменьшении — к заготовке. Кусок, который соответствует отрицательной координате оси Z.
Исходная точка вашего станка с ЧПУ.
Каждый станок с ЧПУ имеет свою собственную внутреннюю исходную точку, которая называется Machine Home. Когда ваш ЧПУ впервые загружается, он не знает, где он находится в физическом пространстве, и ему требуется калибровка.
Когда этот процесс происходит, все три оси вашего ЧПУ движутся к своему максимальному механическому пределу. Как только предел достигнут, сигнал отправляется контроллеру, который записывает исходное положение для этой конкретной оси. Когда это происходит для всех трех осей, машина теперь «находится в режиме ожидания».
Процесс варьируется от ЧПУ к ЧПУ. Для некоторых станков есть физический концевой выключатель, который сигнализирует контроллеру, что машина достигла предела оси. На некоторых машинах имеется целая сервосистема, которая делает весь этот процесс невероятно плавным и точным. Контроллер машины отправляет сигнал через печатную плату на серводвигатель, который подключается к каждой оси машины. Серводвигатель вращает шариковый винт, который прикреплен к столу на вашем станке с ЧПУ, заставляя его двигаться.
Движение стола назад и вперед мгновенно сообщает об изменении координат в пределах точности до 0.0005 мм.
Как оператор станка использует систему координат?
До этого мы обсуждали, как станок с ЧПУ использует свою внутреннюю систему координат. Проблема в том, что мы, люди, не можем так же легко ссылаться на эту систему координат. Например, когда ваш ЧПУ находит свою исходную точку, он обычно имеет свои предельные механические ограничения по осям X, Y и Z. Представьте себе необходимость использовать эти значения координат в качестве отправной точки для вашей программы управления.
Чтобы упростить написание программ ЧПУ, мы используем другую систему координат, разработанную для манипуляций уже оператором, называемую системой рабочих координат или WCS. WCS определяет конкретную исходную точку в блоке материала, обычно в программном обеспечении САМ.
Вы можете определить любую точку в блоке материала в качестве исходной точки для WCS. Как только начальная точка будет установлена, вам нужно будет найти ее внутри станка с ЧПУ, используя искатель кромок, индикатор набора номера, датчик или другой метод определения местоположения.
Выбор исходной точки для вашей WCS требует тщательного планирования. Помните эти пункты при прохождении процесса:
• Источник должен быть найден механическими средствами с помощью искателя края или зонда.
• Одинаковые источники помогают сэкономить время при замене деталей.
• Источник должен учитывать требуемые допуски последующих операций.
Как взаимодействуют станок с ЧПУ и координаты заданные оператором?
Как мы упоминали выше, операторы будут использовать WCS, которая обеспечивает простой набор координат для написания программы ЧПУ. Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ выровняет их? Правильно,со смещениями.
Станок с ЧПУ будет использовать то, что называется рабочим смещением, чтобы определить разницу в расстоянии между вашей WCS и ее собственным исходным положением. Эти смещения хранятся в контроллере машины, и обычно к ним можно обращаться в таблице смещений, подобной приведенной ниже.
Здесь мы видим, что несколько смещений уже запрограммированы, G54, G55 и G59. В чем преимущество наличия нескольких смещений? Если вы обрабатываете несколько деталей в одном задании, каждой детали может быть назначено собственное смещение. Это позволяет станку с ЧПУ точно связать свою систему координат с системами нескольких деталей в разных местах и выполнять несколько настроек одновременно.
Коррекции инструмента.
Обычно для одной и той же работы используется несколько инструментов, и поэтому нужен способ учета разной длины инструмента. Коррекция инструмента запрограммирована на вашем станке с ЧПУ, чтобы облегчить эту работу. С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать,какое расстояния от шпинделя до заготовки с каждым инструментом. Есть несколько способов записать коррекцию:
• Беговая. Переместите инструмент из исходного положения станка в нулевое положение детали. Пройденное расстояние измеряется и вводится как смещение инструмента.
• прецизионный блок. Установите все инструменты в общую позицию Z в верхней части прецизионного блока 1-2-3, который лежит на столе станка.
• Зондирование. Используйте зонд для автоматического определения коррекции инструмента. Это самый эффективный метод, но также и самый дорогой, так как для него требуется измерительное оборудование.
Собираем все вместе.
Теперь, когда мы знаем все основополагающие принципы координат, давайте пройдемся по примерам различных задач. Мы используем деталь, после ручной обработки, чтобы определить внешнюю форму. Теперь используем станок с ЧПУ, чтобы просверлить несколько точных отверстий.
Задача 1.
Сначала нам нужно обезопасить и установить наши оси и исходную точку:
• Деталь зажимается в тисках, которые крепятся болтами к нашему столу станка и распределяются по осям станка.
• Это сохраняет ось X в WCS выровненной с осью X станка.
• Левая часть детали находится напротив тисков. Это устанавливает воспроизводимое начало оси X.
• Поскольку одна часть тисков зафиксирована, мы можем использовать эту часть для определения повторяемого начала оси Y, находя это местоположение с помощью зонда или другим методом.
С нашей WCS станок теперь понимает положение запаса относительно его собственных внутренних координат. Процесс обработки начинается с обработки и сверления на лицевой стороне детали.
Задача 2.
Теперь деталь должна быть перевернута, чтобы работать на другой стороне. Поскольку мы просто перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, поэтому можно использовать то же Z-смещение.
Здесь следует помнить одну важную переменную силу зажима вашего тиска. Если вы еще не видели его, операторы обычно отмечают закрытое положение тисков черным маркером или используют динамометрический ключ. Почему они это делают? Для создания постоянного зажимного давления при перемещении или вращении деталей. Изменения давления зажима могут привести к различиям в позиционировании детали или другим сбоям, таким как деформация детали или изгиб, в зависимости от геометрии детали. Предполагая, что наше усилие зажима более или менее одинаково, теперь можно обрабатывать.
Задача 3.
Теперь нам нужно просверлить последние несколько отверстий, для чего необходимо поставить деталь на ее конец. Это вращение не меняет XY-происхождение WCS. Однако теперь у нас есть меньшее расстояние перемещения между нашим инструментом и деталью.
Это требует использования нового смещения, которое сместит исходную точку в верхний угол детали. Мы также удалили параллели, чтобы увеличить поверхность захвата, и опустили тиски, чтобы они соединялись с поверхностью детали, а не с нижним карманом.
Мы все еще можем использовать две наши исходные плоскости отсчета для выполнения задачи 3.
Итак, дорогие читатели, вы прошли курс молодого бойца и готовы к обработке на ЧПУ станке.
Установка нулевой точки на фрезерном ЧПУ-станке
Перед началом работы на любом станке с ЧПУ нужно выставить машинные координаты резки и то, с какой точки начнётся отсчёт пространства. В разных источниках точка может называться нулевой, реперной или исходной.
Установка нулевой точки на фрезерном станке с ЧПУ происходит каждый раз после того, как оборудование включается. И это операция, которую должен уметь производить каждый оператор ЧПУ.
Почему нельзя раз и навсегда установить нулевую точку во время написания программы для станка? Такая точность на уровне управления привела бы к высокому проценту брака. Каждый раз пришлось бы приводить заготовку в идеальное соответствие с точкой отсчёта. А это довольно сложно реализуемая задача.
Кроме того, программа создаётся с прицелом на то, что заготовка останется неподвижной, двигаться будет сама фреза.
Но есть в этом нюанс. Некоторые станки так и действуют, но другие, напротив, передвигают не инструмент, а сам рабочий стол с заготовкой. То есть, направления движения совершенно противоположные. Что при этом делать создателю программы — вопрос сложный. Но, к счастью, система станка сама выстроит наиболее эффективный маршрут без участия человека. Гораздо проще и надёжнее будет указать станку, откуда начинать перемещения, на этапе его запуска. Осложняется всё тем, что работа идёт не в одной системе координат, а сразу в трёх
Во-первых, это система координат самого ЧПУ станка. По отношению к остальным она является определяющей. Системы координат различаются в зависимости от:
типа станка;
модели;
производителя.
Согласно этим системам координат происходят дальнейшие перемещения режущего инструмента. Нулевую точку от которой отсчитываются все передвижения задаёт производитель техники. Пользователь её изменять по своему желанию не может.
Вторая координатная система, с которой придётся работать — система координат самой детали. Она обычно прописывается в проектной документации, чертеже или эскизе.
В программе, которая загружается перед началом резки, прописаны:
Оси координат;
Нулевая точка.
По этим параметрам задаются координаты опорных точек будущих деталей. Под этим понятием мы имеем в виду точки начала геометрических элементов, их окончания или пересечения с другими объектами. От этого всего будет зависеть траектория движения режущего инструмента. Точка, от которой начинается отсчёт, называется нулём детали.
Третья система координат в которой ведётся отсчёт — координатная система самого инструмента. Она нужна, чтобы задавать положение режущей части во время обработки. Здесь отсчёт происходит с той точки, откуда начинает движение инструмент. Называется она нулём обработки, либо нулём инструмента.
Нулевую точку устанавливает производитель, помещая в неё все приводы, двигатели и винты. Система ЧПУ определит их, синхронизируется со станком. Обойтись без этого невозможно — если не выставить исполнительный механизм в нулевую точку, станок просто не будет работать. Но, к счастью, это не нужно делать руками. На всём ЧПУ оборудовании для этого есть специальная кнопка.
Какой способ настройки наименее хлопотный? Однозначно настройка нуля детали. Это не программная настройка станка, назначить её можно под нужды и особенности конкретной задачи.
Лучше всего совмещать точку отсчёта фактическую с той, что обозначена на чертеже. Обычно начинается движение с угла листа. Также отсчёт можно вести от габаритного центра заготовки или центра отверстия. По оси Z, то есть вверх, начинать отсчёт можно с верхней плоскости или основания стола.
Прежде всего убедитесь, что нижний торец резца находится выше, чем поверхность заготовки.
Далее переместите режущий инструмент к тому месту, с которого планируете начать обработку. Перемещать его нужно в плоскости X-Y, то есть по горизонтали.
Сделайте острой частью отметку на поверхности заготовки, затем остановите резак.
В завершение нужно будет обнулить систему отсчёта координат по всем осям с помощью специальных клавиш, которые есть на станке.
После перезагрузки системы, понадобится внести новые координаты. Готово, можно начинать работу.
11 способов найти нулевую деталь на станке с ЧПУ
Эта статья была первоначально опубликована в 2016 году и содержала всего 8 способов найти нулевую деталь, и с тех пор она пользуется огромной популярностью. Я обновил его несколькими новыми методами.
Одна из первых вещей, которую вы должны сделать, прежде чем приступить к обработке детали, — это сообщить станку, где находится ноль детали. Ноль детали — это точка отсчета, соответствующая координате 0, 0 на чертеже CAD, который вы использовали для всей своей работы в CAM или для создания G-кода для вашей программы обработки деталей. Это также называется «Нулевая программа», поскольку X0Y0Z0 в программе g-кода является местоположением нулевой части. Между прочим, поиск нулевой части часто называют «прикосновением».
Чтобы узнать больше, ознакомьтесь с нашей главой о программировании g-кода в части Zero.
Каждый оператор станков с ЧПУ должен уметь выполнять этот простой шаг, и часто полезно иметь несколько способов его выполнения. Количество затрачиваемых усилий неодинаково для каждого из них, и некоторые лучше подходят для особых случаев, а другие — более общего характера. Понимание всего арсенала методов поможет вам стать более эффективным, выбрав лучший для каждой работы.
Вот несколько методов на выбор:
Метод 1. Использование краевого искателя
Кромковидатели — это, безусловно, самый распространенный способ найти нулевую часть, поэтому мы начнем с него. Чтобы использовать этот метод, поместите деталь во фрезерные тиски или приспособление. Обычно вы собираетесь сделать угловую часть нулевой. Поскольку вы начнете (обычно) с необработанного материала, важно оставить некоторый запас для обработки в вашем чертеже САПР. Таким образом, нулевая часть находится в пространстве, а не на самом деле.
Искатели краев бывают разных видов, но мы сгруппируем их по механическим и электрическим категориям. Электрические искатели кромок загораются и/или издают звуковой сигнал при соприкосновении с заготовкой. Они полагаются на то, что заготовка является электропроводной, поэтому цепь замыкается, когда кромкомер касается заготовки. Вот типичный электрический искатель края:
Электрический краевой искатель загорается или издает звуковой сигнал, когда шаровой конец касается детали и замыкает цепь…
Электрические краевые искатели, подобные этим, чрезвычайно просты в использовании и относительно дешевы. Если они и страдают от недостатков, так это то, что те, у которых есть подвижные шары для предотвращения повреждений, не очень воспроизводимы, а те, у которых нет подвижных шаров, довольно легко сломать, если вы бежите слишком далеко или слишком быстро и врезаетесь один в свой. часть.
Механические искатели кромок существуют уже давно. Они работают, вращаясь на довольно низких оборотах (осторожно!), и когда вы слегка проходите край, они «выскакивают». В этом видео от Tormach представлен отличный пример работы одного из этих механических и электронных кромкомеров:
Чтобы использовать искатель кромки, вам просто нужно найти кромку, соответствующую каждой оси, X и Y, и обнулить ЦИ станка, когда вы найдете кромку. Обратите внимание, что при пристрелке необходимо учитывать радиус наконечника!
Способ 2. Используйте 3D-дегустатор
Еще один очень распространенный, но более современный и удобный метод, чем два вышеупомянутых краевых определителя, — использование «3D-дегустатора». 3D-дегустаторы (теперь их часто называют «3D-сенсорами», но оригинальный перевод с немецкого звучит гораздо интереснее!) Впервые были произведены в Германии компанией Haimer, хотя теперь вы можете купить их более дешевые клоны. Попробовав клон, рекомендую придерживаться оригинала. Это больше денег, но гораздо точнее и прочнее.
Haimer 3D Taster — 395 долларов на Amazon…
Я заплатил больше, когда купил свой — на самом деле намного больше, так как сначала купил дешевый китайский клон, пожалел об этом, а затем купил настоящую вещь, которая продавалась дороже, чем 395 долларов, которые они перечисляют на Amazon. Что вы можете сделать с одним? Что вы не можете сделать? В основном это модные, но чрезвычайно точные и простые в использовании искатели краев. Вы вставляете один в свой шпиндель и используете его, чтобы найти нулевую точку детали, края, углы, откатывание тисков и все виды других общих задач настройки. Причина, по которой вам нужен один, заключается в том, что они быстрее и проще, чем другие методы.
Эти прецизионные измерительные инструменты немецкого производства настолько удобны для стольких задач по наладке, что я все время держу один из них в державке и видел, как многие другие операторы ЧПУ делают то же самое.
Чтобы найти нулевую часть, используйте 3D-дегустатор, как искатели краев. Вот видео Tormach для демонстрации:
Метод 3: Выберите фиксированное положение на тисках или приспособлении
Это мой любимый метод, потому что он требует наименьшего времени и усилий для каждой настройки, хотя он требует небольшой предварительной настройки. один раз.
При использовании двух других методов вы должны находить нулевую деталь каждый раз, когда кладете новую заготовку на станок. С помощью этого метода вы найдете его один раз, потому что он относится к заготовке. Позвольте мне привести пример. Предположим, вы используете угол неподвижной губки ваших станочных тисков:
Используйте угол неподвижной губки ваших фрезерных тисков (обведено красным) в качестве нулевой точки…
Кстати, на этом рисунке также показана визовую остановку я сделал. Один из самых удобных инструментов в моем магазине!
Кстати, если вы используете фиксирующую пластину, вам не составит труда каждый раз ставить тиски на пластину в одно и то же место. Установите эту фиксированную часть челюсти на ноль в качестве рабочего смещения, и вы сможете вернуть ее обратно в любое время очень быстро. На этой фотографии показано, как установить тиски на фиксирующей пластине с помощью всего 3 штифтов каждый раз:
Каждый раз находите тиски и устанавливайте нулевую часть очень быстро с помощью фиксирующей пластины…
Это прекрасная экономия времени, потому что тиски большую часть времени находятся на вашем фрезерном столе. Пока вы проектируете свои детали с идеей, что угол губок тисков представляет собой нулевую часть, вы можете вставить деталь в губки и начать обработку без измерения нуля детали, по крайней мере, без измерения X и Y. Вам нужно только измерить и обнулить если тиски перемещаются или вы меняете исходное положение. Возможно, вам придется провести повторные измерения, если на ваших машинах также отсутствуют воспроизводимые домашние переключатели. Но с какой бы стороны вы на это ни посмотрели, вы будете устанавливать нулевую часть намного реже, и это сэкономит ваше время.
Метод 4. Использование какого-либо упора
На рисунке выше показан стопор тисков, который я сделал давным-давно. Вы можете настроить стопор так, чтобы повторяемая ориентация детали соответствовала нулевой точке, до которой вы измеряете.
В качестве альтернативы упорам можно поместить упоры на пластину крепления. Наконец, вы даже можете получить упоры, которые подходят к Т-образным пазам, как эти, от Tormach:
Метод 5: используйте камеру или прицел довольно точно:
Центрирующий прицел позволяет оптически позиционировать нулевую часть…
Предупреждаю вас, что эти центрирующие прицелы трудно увидеть. Иногда оптика не ахти и изображение может быть совсем тусклым. Помогает достаточное освещение, возможно, от дополнительной лампы. Но более современный подход — использовать цифровую камеру с увеличением. Вот снимок центрирующего прицела на фрезерном станке Beatty Robotics:
Центрирующий прицел Beatty Robotics…
А вот изображение, полученное с помощью центрирующего прицела:
Использование цифровой камеры для центрирования углубления для центровочного сверления…
Обратите внимание, что камера смещена от осевой линии шпинделя. Это смещение является фиксированным и может учитываться при обнулении. Есть также камеры, которые вставляются прямо в держатель инструмента и смотрят прямо по оси шпинделя.
Кстати, если вы никогда не посещали Beatty Robotics, загляните сюда. Это семейное предприятие, в котором отец Битти вместе со своими дочерьми выполняет всевозможные замечательные проекты с ЧПУ. Действительно крутая вещь, и они даже используют G-Wizard.
Метод 6: Обнуление элемента детали
Этот метод не является полностью независимым, поскольку для правильного определения положения элемента детали необходимо использовать один из других методов. Но это чрезвычайно полезно для повторных операций и случаев, когда вам нужно положить на машину что-то другое, кроме грубого куска материала, возможно, для ремонта или доработки.
Идея состоит в том, чтобы обнулить некоторые особенности детали. Например, мы использовали углубление для точечного сверления с цифровой камерой выше.
На самом деле, расположение отверстий может быть выполнено очень точно, так что это довольно распространенный тип функции. Используйте цифровой датчик или коаксиальный индикатор Блейка, чтобы центрировать шпиндель станка над отверстием.
Конечно, функция не обязательно должна быть нулевой. Он просто должен быть расположен на известном смещении, чтобы, как только вы нашли элемент, вы могли применить смещение, чтобы получить нулевую часть.
Метод 7: Концевая фреза плюс бумага, щуп или измерительный блок
Определение нулевой точки детали с помощью концевой фрезы — еще один очень распространенный подход. Идея состоит в том, чтобы подойти к детали с помощью концевой фрезы и использовать какую-либо прокладку, чтобы концевая фреза фактически не соприкасалась с деталью. Обычные прокладки включают в себя лист бумаги, толщиномер или калибровочный блок. За исключением случая с бумагой, для этого метода шпиндель должен быть неподвижен.
Однажды я провел несколько экспериментов, чтобы определить, насколько точен такой метод. Вот что я нашел из нескольких методов затычки по Z:
Захват на ощупь : Для моего 1-го метода, когда шпиндель остановлен, опустите фрезу на верхнюю часть заготовки. Обнулите DRO и идите оттуда. Это дало результат с ошибкой 0,012″. Не очень хорошо! Ошибка была относительно повторяемой, поэтому можно было добавить фактор выдумки. В конце дня разрез оказался на 0,012 дюйма глубже, чем хотелось бы. Это также не особенно хорошо для фрезы или подшипников шпинделя, если вы не будете осторожны.
Отключение по звуку : Со второй попытки я осторожно опустил шпиндель под напряжением и прислушался, когда фреза начнет резать. Этот метод оказался немного более точным и привел к слишком глубокому разрезу на 0,0085 дюйма. Все еще не очень хорошо.
Соприкосновение с бумагой : Традиционный метод старой школы включает в себя удерживание листа папиросной бумаги (по слухам, толщиной ровно 0,001 дюйма) на заготовке и постепенное опускание резака, пока он не начнет захватывать бумагу. Добавьте еще 0,001″, и вы на нуле! Не имея сигаретной бумаги, я использовал обычную бумагу для лазерного принтера. Я отрезал полосу шириной 1/2″, чтобы можно было держаться за один конец с безопасного расстояния, и подождал, пока резак схватится. В моем случае я получил захват на 0,010″, а не на 0,001″, но, по крайней мере, это было хорошее круглое число и довольно повторяемое.
Устройство предварительной настройки оси Z : Последним в тестах был дешевый Устройство предварительной настройки оси Z, которое я купил на eBay. Они выглядят так:
Пресеттер оси Z от продавца eBay 800 ватт…
Как это работает? Простой. В левом нижнем углу видна небольшая рифленая ручка. У него есть позиция «испытание» и «использование». Установите его на «тест», и внутренний эталон встанет на место, так что, если вы нажмете на наковальню сверху пальцем до упора, у вас будет ровно 2 дюйма от вершины наковальни до низа гаджета. Вы поворачиваете циферблат до нуля в этом положении. Теперь установите ручку в положение «использовать», поместите ее на заготовку, опустите резак до тех пор, пока игла не совпадет, обнулите иглу, обнулите ЦИ, и вы должны быть ровно на 2″ выше того, на чем сидит пресеттер.
Итак, не ожидая многого, я втиснул присоску поверх моего алюминиевого куба в тиски Курта на фрезерном станке и провернул головку, пока резак почти не соприкоснулся. Заблокировал головку и проворачивал пиноль с точной регулировкой до тех пор, пока стрелка не обнулилась, обнулил мой ЦИ, удалил пресеттер, повернул еще на 2″ с точной регулировкой, снова обнулил ЦИ, добавил 0,010″ для скромного среза, запустил куб через силовую подачу и перетащил блок на поверхность плиты, чтобы посмотреть, что я сделал.
Желаемый результат: 2,396″. Я опустил штангенрейсмастер, чтобы снять показания, которые, пожалуйста, барабанная дробь, 2,396 дюйма! Святая сверхъестественная точность, Бэтмен! Дешёвый пресеттер действительно работал, и работал хорошо, и хотя перо прошло 2″, а я ожидал худшего, всё получилось правильно.
Они делают гораздо более качественные и точные устройства, чем этот, поэтому я не вижу смысла в других испробованных мною методах. Я скажу, мерный блок может быть чрезвычайно точным. Просто убедитесь, что вы используете его, скользя между инструментом и заготовкой, вытягивая его, толкая и проверяя, пока он не подойдет. Не перемещайтесь с установленным мерным блоком, так как это вредно для калибрующего блока и резака.
Метод 8: Лазерный прицел
Этот метод очень нагляден, но не очень точен. Вы можете установить дешевый лазер в держатель инструмента, который будет проецировать красивое красное лазерное пятно на вашу работу, которая находится на оси шпинделя. Вот один из них, который предлагает Tormach:
Лазерный «яблочко» от Tormach…
Если вы не рассчитываете на его сверхточность, он может стать для вас идеальным инструментом для настройки Part Zero. Возьмем, к примеру, случай, когда вы спроектировали свою деталь так, чтобы нулевая часть была углом черновой заготовки и находилась «в космосе», а не на самой детали. Вы собираетесь обработать излишки и оставить примерно 0,150 дюйма необработанного материала. Пока вы находите край в пределах, скажем, половины этого (с точностью до 0,075″), все в порядке. Эти маленькие лазеры, безусловно, способны на это. Или, возможно, вы просто выполняете какую-то работу на фрезерном станке с ЧПУ, которая не требует жестких допусков. Опять же, вы можете найти это лазерное пятно достаточно хорошо для многих подобных вещей.
Наверное, стоит засунуть один в свой набор инструментов на всякий случай. Некоторые люди клянутся ими.
Метод 9: Датчик с ЧПУ
Самое лучшее я оставил напоследок — высококачественный датчик с ЧПУ более автоматизирован и может быть более точным, чем любой другой метод. Датчики вставляются в шпиндель и используют наконечник стилуса для измерения детали:
Датчики 3D Touch могут быть очень точными…
Датчиками можно управлять с помощью G-кода и использовать для различных задач. Они могут определять края, центры отверстий или выступов и многое другое. Используя правильный g-код, вы можете полностью автоматизировать процесс поиска Part Zero. Просто поместите код в начало вашей программы обработки деталей, и оператор может поместить деталь в тиски, нажать зеленую кнопку и позволить станку выяснить все остальное. Удивительно, на что способны эти вещи. Их основные недостатки заключаются в том, что они будут самым дорогим методом, а сами зонды могут быть повреждены при столкновении, что делает вещи еще дороже.
Метод 10: Достаточно близко к «глазному яблоку»
С помощью этого метода вы написали свою программу обработки детали, предполагая, что деталь находится на некотором расстоянии внутри заготовки. Это расстояние определяет, насколько точно вы должны найти нулевую часть.
Если программа обработки детали написана так, чтобы предположить, что деталь находится на расстоянии 0,25 дюйма внутри заготовки, нам нужно только убедиться, что заготовка достаточно велика, чтобы содержать столько отходов вокруг готовой детали, и что ноль детали заготовки расположен в пределах 0,25 дюйма. фактической нулевой части. Это настолько большая погрешность, что вы можете легко заметить нулевую часть.
Бонус: Метод 11: Используйте свою машину для установки остановки
Вот метод, предложенный нашими читателями в комментариях ниже — спасибо, ребята!
Вставьте штифт в держатель инструмента, расположите с помощью программы обработки деталей и дайте штифту остановиться, когда вы вставите деталь в тиски. Вам нужно будет компенсировать диаметр штифта в вашей программе.
Это упрощает изготовление деталей, которые намного короче или длиннее губок тисков. Я делаю что-то подобное на своем токарном станке с ЧПУ все время, когда устанавливаю инструмент так, чтобы я мог поднять прутковый материал и использовать инструмент в качестве упора, чтобы начать новую деталь.
Заключение
Теперь у вас есть 8 способов управления Part Zero для ваших проектов с ЧПУ. У каждого есть свои сильные и слабые стороны. Есть еще много методов. Поиск нулевой детали для некоторых видов 5-осевой обработки или обработки деталей сложной формы может быть очень сложной задачей. Я не коснулся методов, связанных с DTI, инструментальными стульями, держателями нулевой установки и т.п. Я оставлю это вам, любезный читатель, в качестве упражнения, которое вы должны выполнить и прокомментировать.
Расскажите нам, какие ваши любимые методы, которые мы пропустили в комментариях – поделитесь богатством с вашими собственными специальными методами.
Станки с ЧПУ 101: Исходная точка, опорные точки и координаты
30 октября 2020 г. / Автор: Shane / 2 минуты чтения
1. Исходная точка станка и опорные точки станков с ЧПУ
2. Система координат станков с ЧПУ
Вы готовы погрузиться в увлекательный мир станков с ЧПУ? Если вам интересно, как работают эти сложные машины, то вы попали по адресу.
Принцип работы фальцевального станка с ЧПУ…
Пожалуйста, включите JavaScript
Принцип работы фальцевального станка с ЧПУ
Одной из фундаментальных концепций обработки с ЧПУ является начало координат, которое формирует начальную точку системы координат станка. Но каково его происхождение и почему оно так важно для процесса обработки с ЧПУ?
В этой статье мы рассмотрим определение начала координат станка, опорных точек и системы координат станков с ЧПУ. Мы также углубимся в принципы выбора исходной точки заготовки или нулевой точки заготовки, а также факторы, влияющие на их выбор.
Независимо от того, являетесь ли вы опытным оператором станков с ЧПУ или только начинаете работать в этой области, эта статья предоставит вам ценную информацию о сложном мире обработки с ЧПУ.
Итак, приступим!
1. Исходная точка станка и опорные точки станков с ЧПУ
Исходная точка станка с ЧПУ, также называемая механической исходной точкой, является начальной точкой системы координат станка. Эта фиксированная точка определяется конструкцией и производством машины и не может быть изменена пользователем.
Исходная точка станка служит опорной точкой для системы координат заготовки, системы координат программирования и привязки станка. Следует отметить, что начало координат станка — это не физическая аппаратная точка, а скорее определяющая точка в системе координат станка.
В станках с ЧПУ, использующих инкрементальное измерение, исходная точка станка отражается контрольной точкой станка. Эта контрольная точка является физической аппаратной точкой и уникальна для станков с ЧПУ.
Данный станок предназначен для обработки древесины и продуктов ее переработки.
Описание
Станок предназначен для индивидуальной эксплуатации и совмещает в себе две самые востребованные функции: фугование и рейсмусование.
На верхнем столе производят фугование или строгание под углом с использованием параллельного упора, который регулируется в диапазоне от 0 до 45°. Максимальная величина съема материала 3 мм. Для рейсмусования (калибрования деталей по толщине) предназначен нижний стол и устройство автоподачи заготовок. В данном случае максимальная глубина строгания за один проход составляет 2 мм.
Преимущества
Система отключения при перегрузке.
Jet JPT-10B комплектуется мощным и «тяговитым» коллекторным двигателем, который обеспечивает высокую производительность. Моторы этого типа требовательны к соблюдению температурного режима, поэтому станок оснащен датчиком перегрева, отключающим питание, когда нужен перерыв на охлаждение.
Мобильность.
Обладая широкой функциональностью и высокой производительностью, станок весит немногим более 30 кг и остается мобильным: его можно взять на стройку или в одиночку перемещать по мастерской. Предусмотрена установка на пол (открытая подставка входит в стандартную комплектацию) или на верстак.
Пылеудаление.
При эксплуатации станка следует учитывать, что точная и безотказная работа возможна только при качественном стружкоудалении, например, с помощью вытяжных установок Jet.
Фугование
Регулировка глубины фугования
Регулируемый фуговальный упор
Регулируемое ограждение ножевого вала
Фуговальные столы из алюминиевого литья
Фуговальный упор из алюминиевого профиля
Рейсмусование
Технические характеристики
Потребляемая мощность, кВт 1,5
Напряжение, В 230
Частота вращения строгального вала 9000 об/мин
Диаметр строгального вала 50 мм
Размер ножей (ДхШхТ) 261 х 16,5 х 1,5 мм
Количество ножей 2
Скорость подачи заготовки 6 м/мин
Максимальная ширина заготовки, мм 254
Максимальная высота заготовки, мм 120
Максимальная глубина строгания за один проход 2,0 мм
Максимально допустимая глубина строгания за один проход по всей ширине 1,0 мм
Минимальная длина заготовки, мм 160
Длина рейсмусового стола (с удлинителями) 305 (500) мм
Глубина строгания за один проход 0-3,0 мм
Размеры фуговального стола (ДхШ) 945 х 262 мм
Размеры фуговального упора (ДхВ) 635 х 125 мм
Угол наклона фуговального упора 0–45°
Диаметр вытяжного штуцера, мм 100
Длина, мм 980
Ширина, мм 470
Высота, мм 1120
Масса, кг 34
Длина в упаковке, см 104,5
Ширина в упаковке, см 44,5
Высота в упаковке, см 53,5
Масса в упаковке, кг 41,4
Комплектация:
Комплект ножей (установлен на валу)
Фуговальный упор
Ограждение ножевого вала
Комплект опорных ног для напольной установки
Производство Jet (Швейцария/Тайвань). Гарантия 2 года.
Jet — это широкий ассортимент станков для работы с деревом и металлом. Большинство моделей адресовано профессионалам и предназначено для эксплуатации в условиях небольших мастерских и промышленных предприятий. Но есть и отдельная серия начального уровня для хобби.
Рекомендация «Арсенал Мастера РУ»
Pекомендуем JET купить jpt 10B, доставим по всей России.
Видео:
Отзывы о Фуговально-рейсмусовый станок 230 В 1,5 кВт JET JPT-10B 707410M
Отзывов пока не было. Вы можете оставить его первым
Фуговально-рейсмусовый станок JET JPT-10B 707410M применяется для строгания заготовок из дерева. Наладка оборудования осуществляется без труда при помощи удобных рукояток и рычагов. Полированные рабочие платформы изготавливаются из высококачественного износостойкого материала. Электрический привод на 220 В закрывается специальным кожухом, что обеспечивает его защиту от механических повреждений и безопасную эксплуатацию станка. Установка активно используется на деревообрабатывающих предприятиях, в том числе на мебельном производстве. Защита от перегрева и перегрузки существенно увеличивает срок службы агрегата. Максимальная глубина строгания за один проход при фуговании составляет 3 мм, при рейсмусовании — 2 мм.
Характеристики
Тип станка
рейсмусно-фуговальный
Напряжение, В
220
org/PropertyValue»>
Потребляемая мощность, Вт
1500
Частота вращения строгального вала, об/мин
9000
Диаметр строгального вала, мм
50
Количество ножей, шт
2
Размер ножей, мм
261х16.5х1.5
Вес нетто, кг
34
Скорость движения детали (рейсмус), м/мин
6
org/PropertyValue»>
Глубина строгания, мм
3
Передача
ременная
Размер рабочего стола, мм
945х262
Диаметр аспирационного отверстия, мм
100
Max ширина обработки, мм
254
Max глубина строгания (рейсмус), мм
2
Max глубина строгания (фугование), мм
3
org/PropertyValue»>
Min толщина заготовки (рейсмус), мм
5
Max толщина заготовки (рейсмус), мм
120
Тип станины
сборная
Габариты без упаковки, мм
980х470х1120
Напишите свой отзыв о «Фуговально-рейсмусовый станок JET JPT-10B / 707410M»
Имя / Псевдоним
Плюсы
Минусы
Комментарий
Оценка товара
Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных
Обзор фуговально-фуговального станка
JET — JPT-10B
Если вы ищете недорогой фуговально-фуговальный станок, занимающий минимум места в вашей мастерской, фуговально-фуговальный станок Jet 10″ JPT-10B идеально подходит под это описание.
При поиске этого фуганка я не нашел буквально никакой информации в Интернете, только несколько видео на Youtube, которые были в основном о 8-дюймовой версии.
На собственном веб-сайте JET нет никаких подробностей о JPT-10B. Однако, кажется, есть модель под названием JJP-10BTOS, которая также является 10-дюймовой моделью. Единственное отличие, которое я вижу от версии, которая у меня есть, это крышка фуганка. Компании довольно часто имеют разные названия моделей с вариациями для разных рынков.
Технические характеристики JPT10B:
Потребляемая мощность 230 В: 1,5 кВт
Скорость ножевого вала: 9000 об/мин
Диаметр режущего вала: 45 мм
Ножи: 2 шт. затачиваемый
Скорость подачи: 6 м/мин.
Макс. Удаление Строгание: 3 мм
Макс. Удаление Толщина: 2 мм
Макс. Ширина обработки: 254 мм
Толщина заготовки: 5-120 мм
Длина стола: 498 мм
Выходное отверстие для удаления пыли: 57 и 100 мм
Размеры (ДхШхВ): 980 x 470 x 1120 мм
Вес: 34 кг
Комбинированный фуганок Jet JPT-10B
Я заказал комбинированный фуговальный станок Jet онлайн, и он прибыл быстро, учитывая период полублокировки к COVID.
Машина была хорошо упакована в пенопласт, и ее было достаточно легко достать из коробки.
Jet JPT-10B поставляется с желобом для сбора пыли, переходником для пылесборника на 4 дюйма, подставкой и двумя пластиковыми нажимными блоками.
Руководство пользователя было хорошо написано с точными инструкциями и списком деталей. Все винты и ручки были в комплекте, но лишних почти не было. На самом деле, я помню, что после установки всего у меня была одна лишняя стопорная шайба.
JET включает в себя простой шаблон для измерения высоты отвала. По сути, это алюминиевый блок, и он понадобится вам при замене ножей.
Сборка и установка Jet JPT-10B
Когда дело доходит до сборки, вы должны начать с прилагаемой подставки. В инструкциях было очень понятно, как это сделать, и я смог собрать подставку/основание за короткое время.
Четыре комплекта гаек и болтов крепят строгальный станок к стойке.
Кабель питания аккуратно обмотан сзади, и, как видите, я использую европейскую вилку, рассчитанную на 220 В . Возможно, это также объясняет различия в названиях моделей линейки фуганков Jet.
Ограничитель фуганка, изготовленный из алюминия, удерживается на месте несколькими винтами с шестигранной головкой. Быстросъемный рычаг позволяет установить упор в любом месте между 45 и 9°.0 градусов.
Фуганковый стол обработан очень хорошо, но его можно немного очистить денатурированным спиртом. подающий и разгрузочный столы кажутся совмещенными друг с другом, но есть одна загвоздка.
Чтобы отрегулировать высоту стола, необходимо ослабить два зажимных винта сзади, а затем использовать регулировочный винт на конце нижнего стола. Проблема в том, что есть совсем немного провисания при настройке.
Когда вы затяните два зажимных винта, станина может сместиться и больше не будет находиться в одной плоскости. Чтобы решить эту проблему, я дважды проверяю линейкой каждый раз, когда регулирую высоту кровати.
Это может показаться хлопотным, но на самом деле я установил регулировку высоты на , срезал 0,5 мм при каждом проходе и практически оставил эту настройку.
На левой стороне рубанка есть индикатор толщины и четыре ходовых винта, которые контролируют движение станины рубанка.
Пылеуловитель Jet JPT10B
Входящий в комплект пылесборник — самая разочаровывающая часть строгального станка Jet. Он сделан из дешевого пластика с очень заметными линиями швов.
Однако пылесборник является ключевым компонентом при использовании этой машины. Без правильно установленного пылесборника станок не включится ни в режиме фуганка, ни в режиме рубанка.
Это связано с маленькими штифтами, которые разблокируют предохранительный механизм на головке рубанка. Чтобы переключиться между фуганком и рубанком, вам нужно переместить пылесборник так, чтобы штифты активировали предохранительный замок сверху или снизу.
Пылесборник неплохо справляется с удалением стружки, но эффективность зависит от того, насколько мощная система вакуума или сбора пыли в вашем магазине. В моем случае пылесборник удаляет только около 70% стружки.
Вы также заметите, что я использую узкий переходник для выхода пыли вместо прилагаемого. Это потому, что я использую одну и ту же систему циклонного пылеуловителя, катающуюся на тележке, для всех своих электроинструментов.
Этот универсальный адаптер подходит ко всем из них, включая рубанок Jet. Если у вас есть специальная циклонная система, это было бы идеально, и вы можете использовать 4-дюймовый шланг большего размера.
Использование узкого адаптера, как у меня, может привести к засорению, и я несколько раз сталкивался с этим, выполняя тяжелые проходы при строгании или расшивке.
Проблемы с фуганком у фуганка
Помнится, я где-то читал, что все строгальные станки, сколько бы они ни стоили, имеют проблемы с бекасом. Единственный способ уменьшить бекас — это точно настроить высоту и угол наклона удлинителя рубанка.
Мне пришлось немало порезаться, используя Jet JPT10B в режиме фуганка и рубанка. Когда я начал регулировать столы рубанка и станину фуганка, мне удалось значительно уменьшить количество бекасов.
На удлинительном столе рубанка есть два регулировочных винта , которые регулируют угол или шаг. Когда вы их затяните, вы заметите, что удлинитель рубанка поднимается.
Для уменьшения бекаса, приставной стол должен быть немного выше основной кровати . Вы действительно должны продолжать настраивать и тестировать, пока не добьетесь нужного результата.
При этом этот строгальный станок способен обрабатывать только древесину средней длины, по моему мнению, не более 4 футов.
Чем длиннее древесина, тем большее давление она оказывает на удлинительную станину при выходе из рубанка, толкая ее вниз и увеличивая вероятность бекаса.
Мой обзор строгального станка Jet
Я использую этот фуганок уже более шести месяцев, используя его как для хвойных пород, таких как сосна, так и для твердых пород, таких как клен. Вот что я искренне думаю об этом.
Jet JPT-10B Плюсы:
Отличное соотношение цены и качества – Получить хорошего фуганка в этой части мира может быть непросто, особенно небольшой настольный фуганок. За ту цену, которую я заплатил, я получил две машины и занял очень мало места в моей маленькой мастерской.
Хорошее качество сборки — За исключением пылесборника, я чувствую, что получил свои деньги. Машина была крепкой и хорошо собранной. Большая часть не. По этой цене вы должны ожидать этого.
Достаточно точно — Если вы убедитесь, что датчики правильные, когда вы настраиваете машину, она даст достаточно точные результаты. Машинист может счесть допуски неприемлемыми, но при работе с деревом я обнаружил, что вы всегда можете подкорректировать позже.
Занимает мало места – В моей мастерской мало места. Тот факт, что у меня есть место для фуганка и рубанка в одном маленьком уголке, является хорошей новостью.
10″ соединение — Большинство настольных фуганков могут сделать максимум 6 футов.
Jet JPT-10B Минусы:
Переключение режимов утомительно – Для переключения между режимами фуганка и рубанка вам просто нужно изменить положение пылесборника, пока штифты не войдут в предохранитель. Хотя это правда, вам также придется каждый раз снимать защитный кожух фуганка и ручку регулировки рубанка.
Строгальный станок 10 футов – Другие специализированные настольные строгальные станки и рейсмусовые станки могут обрабатывать до 12 дюймов.
Низкокачественный пылесборник — Честно говоря, я думаю, что они должны были сделать его намного лучшего качества, так как это ключ к тому, чтобы машина работала.
Запасные ножи трудно найти – По какой-то причине Jet JPT-10B не так популярен, как специализированные рубанки Makita и Dewalt. После интенсивных поисков я нашел поставщиков в Китае и заказал пять сменных комплектов на будущее.
В целом я на 100% доволен фуговально-строгальным станком JET JPT-10B. Это помогло мне сократить время, необходимое для определения размеров дерева. Теперь я могу сосредоточиться на своем настоящем ремесле, например, на изготовлении шкатулок для драгоценностей или деревянных шкатулок для часов.
Поскольку я обычно не работаю над большими проектами, ограничение в 10 дюймов на рубанке меня не беспокоит. Я исследовал эту машину в течение нескольких месяцев, прежде чем решил ее приобрести, и я рад, что сделал это.
JET Tools JPT 10-дюймовый / 254 мм (1,5 кВт) рейсмусовый станок и фуганок
Продукт
Описание
Что в коробке
Описание
Выделять
**Характеристики** . Сочетание настольного фуганка и рубанка представляет собой машину 2-в-1, позволяющую максимально увеличить рабочее пространство .Компактная настольная конструкция удобно подходит для небольших магазинов .Мощный двигатель мощностью 1500 Вт для различных операций резки .2 ножа из быстрорежущей стали для ровных резов .Огромные эргономичные ручки обеспечивают простоту использования и максимальный контроль .Большой алюминиевый экструдированный забор .Замок строгальных и стыковочных столов .Прецизионно обработанная столешница обеспечивает ровный и прямой срез .Гарантия 6 месяцев
**Технические характеристики** Бренд JET Tools Модель JPT-10B Код № 707410М Напряжение 230В 50Гц Мощность двигателя 1,5кВт Рейтинг DIY/любитель Скорость режущего блока 9000 об/мин Режущий блок диаметром 45 мм Ножи 2шт HSS перезатачиваемые Скорость подачи 6 м/мин Макс. удаление строгания 3 мм Макс. удаление толщины 2 мм Макс. ширина наплавки 254 мм Толщина заготовки 5-120 мм Длина стола 498 мм Патрубок для удаления пыли 57 и 100 мм Размеры Д980 x Ш470 x В2120 мм Вес 34 кг Гарантия 6 месяцев
JET Tools JPT 10-дюймовый / 254 мм (1,5 кВт) рейсмусовый станок. Модель JPT-10B (707410M)
Габаритные размеры и конструкция обеспечивают универсальное использование и удобство транспортировки. JET Tools JPT-10B отличается прочной и стабильной конструкцией, точными строгальными столами и длинным рейсмусовым столом. Благодаря вытяжной крышке, другим защитным крышкам и предохранителю на двигателе он идеально подходит как для деревообрабатывающей мастерской, так и для строительной площадки. Еще одной хорошей особенностью станка является устойчивая подставка с резиновыми ножками.
**Характеристики**
.Сочетание настольного фуганка и рубанка представляет собой машину 2-в-1, позволяющую максимально увеличить рабочее пространство . Компактная настольная конструкция удобно подходит для небольших магазинов .Мощный двигатель мощностью 1500 Вт для различных операций резки .2 ножа из быстрорежущей стали для ровных резов .Огромные эргономичные ручки обеспечивают простоту использования и максимальный контроль .Большой алюминиевый экструдированный забор .строгальный и стыковочный замок .Прецизионно обработанная столешница обеспечивает ровный и прямой срез .Гарантия 6 месяцев
**Технические характеристики**
Бренд JET Tools Модель JPT-10B Код № 707410М Напряжение 230В 50Гц Мощность двигателя 1,5кВт Рейтинг DIY/любитель Скорость режущего блока 9000 об/мин Режущий блок диаметром 45 мм Ножи 2шт HSS перезатачиваемые Скорость подачи 6 м/мин Макс. удаление строгания 3 мм Макс. удаление толщины 2 мм Макс. ширина наплавки 254 мм Толщина заготовки 5-120 мм Длина стола 498 мм Патрубок для удаления пыли 57 и 100 мм Размеры Д980 x Ш470 x В2120 мм Вес 34 кг Гарантия 6 месяцев
г. Абакан, ул. Итыгина, 10, павильон 05, павильон 8/1, «Торговый город»
г. Абакан, ул. Павших коммунаров, 141
Количество:
Для оформления в кредит укажите свой телефон
+7
Описание
ОТЗЫВЫ
Компактные проточные водонагреватели Etalon обеспечат экономию электроэнергии и гарантирует низкие потери тепла при нагреве воды. Идеально подходит для душа или, где необходимо относительно небольшое количество горячей воды, но часто или в течение длительного времени. Устанавливается над раковиной и подсоединяется к сети электропитания с помощью жесткого кабеля.
Написать отзыв
Перед тем как написать отзыв пожалуйста авторизируйтесь
Характеристики
Вес
3,7
кг
Высота
265
мм
Глубина
95
мм
Максимальная температура
60
С
Мощность
8
кВт
Нагревательный элемент
Мокрый ТЭН
Напряжение
220
В
Производитель ГВС л/мин
6,5
Способ монтажа
Настенный
Способ нагрева
Электрический
Тип
Проточный
Цвет
Белый
Ширина
265
мм
Описание и фото товара носит информационный характер и может отличаться от описания, представленного в технической документации производителя. Рекомендуем при покупке проверять наличие желаемых функций и характеристик.
Представленные цвета могут отличаться от действительных.
Не является публичной офертой.
Новинки
УВС-ЭТАЛОН система весоизмерительная универсальная
Универсальная весоизмерительная система УВС-ЭТАЛОН предназначена для измерения веса в статическом режиме при контроле управления и регулирования параметров технологических процессов для встраивания в весовое оборудование.
Конструктивно УВС-ЭТАЛОН состоит из двух функционально законченных блоков: тензорезисторного датчика и весового прибора ЭТАЛОН, соединенных между собой кабелем. По дополнительной опции возможна поставка узлов встройки датчика.
Особенности УВС-ЭТАЛОН:
Позволяет измерять вес от 5 кг до 200 тонн.
Калибровка производится на заводе-изготовителе.
Гарантийный срок эксплуатации УВС – 12 месяцев.
Категория: Весовые терминалы
Описание
Отзывы (0)
Описание
Технические характеристики
Пределы допускаемой погрешности
0,1% от наибольшего предела измерений
Выходные сигналы
RS-232
Структура обозначения, пример заказа
УВС — Наименование модели
ЭТАЛОН — Наименование весового прибора
9035 — Наименование тензорезисторного датчика (см. Варианты исполнений)
100 — Наибольший предел измерения УВС, кг (см. Варианты исполнений)
Только зарегистрированные клиенты, купившие данный товар, могут публиковать отзывы.
систем отсчета и систем отсчета | Geo Week News
Земные системы отсчета и системы отсчета определяют параметры, необходимые для установления систем координат.
Система отсчета – это недвусмысленная спецификация соглашений, алгоритмов и числовых констант. Возможность построить систему отсчета, которая может быть реализована в глобальном масштабе, появилась сравнительно недавно. В прошлом существовали местные, национальные и региональные системы, разработанные для того участка земли, который представляет интерес для проектировщика. Их были и есть сотни, каждая со своей уникальной комбинацией происхождения, осей, единиц, констант, алгоритмов и представлений фигуры Земли.
Однако во всех случаях система отсчета остается непривязанной к реальному миру. Это офис реализации, установления реальных положений на поверхности Земли, чтобы она стала системой отсчета. Система отсчета и система отсчета зависят друг от друга — ни одно из них не полезно без другого, точно так же, как положения на Земле бесполезны без начала координат, ориентации осей, определяющих единиц и так далее. Без системы отсчета координаты контрольных точек подобны шахматным фигурам без шахматной доски, их можно расставлять, анализировать и перемещать, но они не имеют смысла.
Поскольку использование глобальных навигационных спутниковых систем стало практически повсеместным, влияние временных изменений на ориентацию Земли нельзя игнорировать. Поверхность Земли находится в движении относительно своего центра, оси вращения и самой себя. Движение тектонических плит, океанские и атмосферные нагрузки, земные и полярные приливы — все это разрушает любую идеализированную систему отсчета, в результате чего жизнеспособная глобальная система отсчета должна поддерживать четырехмерное позиционирование. Не существует абсолютно правильного метода измерения, а сами полученные положения вносят в реализацию систематическую погрешность.
Тем не менее, загадка должна быть решена, и это было очень полезно для нас. Сегодня Международная наземная система отсчета (ITRF) поддерживается Международной службой вращения Земли (IERS), которая отслеживает параметры ориентации Земли (EOP) через глобальную сеть станций наблюдения. Это делается с помощью GPS, интерферометрии со сверхдлинной базой (VLBI), лунной лазерной локации (LLR), спутниковой лазерной дальнометрии (SLR), доплеровской орбитографии и радиопозиционирования, интегрированной со спутника (DORIS), и теперь учитываются положения станций наблюдения. с точностью до сантиметра. Признавая, что несколько сотен контрольных станций по всему миру, для которых он ежегодно публикует координаты, на самом деле находятся в движении из-за смещения примерно 20 тектонических плит по всему миру, IERS также предоставляет для них скорости, как упоминалось в предыдущем сообщении в блоге ITRF.
Хотите больше подобных историй? Подпишитесь сегодня!
Об авторе
Ян ван Сикл
Соавтор
Ян Ван Сикл — геопространственный консультант. Его веб-сайт находится по адресу www.janvansickle.com.
Включите JavaScript для просмотра комментариев с помощью Disqus.
Различные стили и системы ссылок – цитирование ссылок
Стили ссылок
Отдельные стили ссылок предпочтительны для конкретных академических дисциплин, потому что они лучше работают с теми текстами, которые чаще всего используются в этой дисциплине. На этой странице приведены краткие сведения о каждом стиле ссылок, используемом различными отделами в Рединге. Вы всегда должны проверять свой учебник по курсу, чтобы узнать, какой стиль они предпочитают. Помните, что если вы изучаете модули на разных факультетах или в разных школах, каждый из них может предпочесть свой стиль ссылок.
Узнайте, какой стиль используется в вашем отделе:
Посмотрите этот краткий видеоурок Какой стиль ссылок мне следует использовать?
AMS (Американское метеорологическое общество)
Департамент метеорологии рекомендует использовать стиль AMS для цитат. Более подробное руководство см. в справочнике для учащихся.
Обратите внимание, что стиль AMS требует, чтобы имена журналов были сокращены. Ниже приведены подходящие сокращения:
APA (Американская психологическая ассоциация).
Ссылка APA является вариантом Гарвардского стиля. Многие из условных обозначений одинаковы, с краткими ссылками на дату автора в скобках в основной части текста и полными ссылками в списке литературы. Обычно включается только список литературы, а не библиография в стиле APA. Цитаты для веб-сайтов также немного отличаются: нет необходимости указывать дату доступа или поиска, если только содержимое страницы не изменится с течением времени.
Источники для получения дополнительной информации
Руководство по 7-му изданию
Новая версия стиля APA была опубликована в 2019 году. Факультеты будут постепенно переходить на эту версию — проверьте свое руководство по курсу.
7-е издание APA значительно отличается от 6-го издания APA и других стилей Гарварда тем, что место публикации обычно не указывается в ссылке.
Руководство 6-го издания
Чикаго
Ссылка в чикагском стиле предлагает два варианта цитирования:
Примечания и библиография: нумерованный стиль, где номер в тексте соответствует сноске или концевой сноске, содержащей полную ссылку (как в Оксфордской системе ссылок). Списки библиографии все источники, на которые есть ссылки, а также все, что вы читали, но на что не ссылались.
или
Ссылки на дату автора: кратких ссылок на дату автора вставляются в скобках в основной текст (как в Гарвардских ссылках).
Поэтому, если вас попросят использовать ссылки в чикагском стиле, особенно важно проверить, какой формат ваш отдел хочет, чтобы вы использовали — примечания и библиографию или дату автора. Вы сможете найти дополнительную информацию в справочнике по курсу или модулю . Если вы ничего там не найдете, спросите у своего преподавателя.
Источники дополнительной информации
Гарвард
Также известен как стиль «дата автора». В гарвардском стиле цитирование в тексте может быть заключено в скобки в основной части текста или в сносках, с использованием фамилии автора и даты публикации с номером страницы, если это ссылка на конкретную страницу. Полная информация указана только в библиографии или списке литературы.
Обратите внимание, что, поскольку Гарвард — это «стиль», а не система или набор правил, предпочтительная пунктуация и форматирование текста могут отличаться, и у вашего учебного заведения/отдела может быть собственная предпочтительная версия. Подробную информацию о любых местных вариациях см. в справочнике по курсу или в справочнике по предмету:
Источники для получения дополнительной информации
MHRA
Стиль MHRA (Ассоциация современных гуманитарных исследований) обычно использует номера в тексте, которые связаны со сносками или концевыми сносками (это версия, используемая английской литературой). В качестве альтернативы можно использовать цитаты в тексте с указанием года выпуска (как это используется в кино, театре и на телевидении). Полный библиографический список расположен в алфавитном порядке по фамилии первого автора.
Источники для получения дополнительной информации
OSCOLA
OSCOLA означает Оксфордский стандарт цитирования юридических органов. Юридическая школа в Рединге предпочитает его, поскольку в нем есть правила работы с источниками, которые часто будут использовать студенты-юристы, включая дела, уставы и командные документы. Цитаты в тексте помещаются в сноски с формальным набором сокращений для ключевых источников, например. AC для апелляционных дел. Пунктуация сведена к минимуму, и существуют особые правила обращения с последующими упоминаниями.
Если вы изучаете право, вам будут даны инструкции о том, как Школа ожидает от вас использования OSCOLA, и важно следовать им.
Источники для получения дополнительной информации
Оксфорд
В оксфордских ссылках цитаты в тексте указываются в сносках.
Двухсторонний рейсмусовый станок MB203C (KDE), China по выгодной цене на сайте Knavi с доставкой в любой регион.
MB203C | KDE
Серия: MB2
Размер заготовки 250мм x 300мм
Тип Двусторонний рейсмусовый станок
Толщина заготовки 130мм
Скорость вращения шпинделя 6000об/мин
Цена и условия
Цена по запросу
Получить КП
* Цена рассчитана на основе параметров: конфигурация оборудования — стандартная, город доставки — Москва. Стоимость товара и условия продажи не являются публичной офертой.
Нажмите здесь
для ознакомления с текущей конфигурацией.
Характеристики
Общие характеристики
Тип
Двусторонний рейсмусовый станок
Производительность
Размер заготовки
250мм x 300мм
Толщина заготовки
130мм
Макс. глубина строгания
3мм / 8мм
Подачи
Скорость подачи
7м/мин — 11м/мин
Инструмент
Скорость вращения шпинделя
6000об/мин
Двигатели и источник питания
Общая мощность двигателей
7кВт
Напряжение
380В / 50Гц
Габаритный размер и вес
Вес
800кг
Габаритная длина
1100мм
Габаритная ширина
800мм
Габаритная высота
1300мм
*Технические характеристики могут быть изменены без предварительного уведомления.
Серия
MB203
MB203C
MB204
Общие характеристики
Тип
Двусторонний рейсмусовый станок
Двусторонний рейсмусовый станок
Двусторонний рейсмусовый станок
Производительность
Размер заготовки
280мм x 290мм
250мм x 300мм
280мм x 390мм
Толщина заготовки
5мм — 120мм
130мм
5мм — 120мм
Макс. глубина строгания
2мм / 4мм
3мм / 8мм
2мм / 4мм
Подачи
Скорость подачи
8м/мин — 10м/мин
7м/мин — 11м/мин
6м/мин — 8м/мин
Инструмент
Скорость вращения шпинделя
7500об/мин
6000об/мин
7500об/мин
Двигатели и источник питания
Общая мощность двигателей
5.2кВт
7кВт
7кВт
Напряжение
380В / 50Гц
380В / 50Гц
380В / 50Гц
Двухсторонний рейсмусовый станок MB204 (KDE), China по выгодной цене на сайте Knavi с доставкой в любой регион.
MB204 | KDE
Серия: MB2
Размер заготовки 280мм x 390мм
Тип Двусторонний рейсмусовый станок
Толщина заготовки 5мм — 120мм
Скорость вращения шпинделя 7500об/мин
Цена и условия
Цена по запросу
Получить КП
* Цена рассчитана на основе параметров: конфигурация оборудования — стандартная, город доставки — Москва. Стоимость товара и условия продажи не являются публичной офертой.
Нажмите здесь
для ознакомления с текущей конфигурацией.
Характеристики
Общие характеристики
Тип
Двусторонний рейсмусовый станок
Производительность
Размер заготовки
280мм x 390мм
Толщина заготовки
5мм — 120мм
Макс. глубина строгания
2мм / 4мм
Подачи
Скорость подачи
6м/мин — 8м/мин
Инструмент
Скорость вращения шпинделя
7500об/мин
Двигатели и источник питания
Общая мощность двигателей
7кВт
Напряжение
380В / 50Гц
Габаритный размер и вес
Вес
450кг
Габаритная длина
950мм
Габаритная ширина
770мм
Габаритная высота
1180мм
*Технические характеристики могут быть изменены без предварительного уведомления.
Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц
Информация отмечена проверяется
БВ
Qingdao Zhongding Machinery Co. , Ltd является ведущей компанией, специализирующейся на производстве и экспорте деревообрабатывающих станков, и мы можем предложить клиентам профессиональные деревообрабатывающие станки. Наша компания имеет профессиональные технологии, полный спектр испытательных линий и трубопроводов, а также четыре профессиональные производственные линии деревообрабатывающего станка. Он расположен на берегу Желтого моря, который является местом сильной конкурентоспособности, красивой природной среды и легкого воздушного, сухопутного и морского движения …
Посмотреть все
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мисс Юлия Генг
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Двусторонний рубанок заменяет фуганок и рубанок?
Я хочу купить новый фуганок и рубанок для своей мастерской. Но недавно я узнал о двухсторонних строгальных станках , которые обеспечивают большую гибкость и позволяют программировать стороны, которые необходимо строгать в ПЛК станка.
Единственным недостатком двусторонних рубанков является высокая цена. Двусторонний рубанок заменяет функционал рубанка и фуганка? Можно ли сделать края бруса идеально прямыми и параллельными? Каковы плюсы и минусы их использования?
В настоящее время я использую недорогой фуганок и рубанок. Но я начинаю перебарщивать с ними. Теперь, когда мне нужно обновить, я думаю о том, чтобы моя мастерская была ориентирована на будущее. Я никогда не использовал двусторонний рубанок сам по себе. Поэтому я не уверен, что двусторонний рубанок будет выполнять ту же работу, что и рубанок + фуганок.
рубанок
4
Нет, двусторонний рубанок не выполняет одновременно функции рубанка и фуганка. Фуганок используется для выравнивания поверхностей и создания на доске квадратного края с одной плоской поверхностью. Строгальный станок делает доски одинаковой толщины (на самом деле их называют рейсмусовыми станками во многих англоязычных странах, кроме США). Строгальные станки требуют, чтобы одна сторона доски была плоской по отношению к поверхности стола рубанка, чтобы получить вторую плоскую поверхность. Без специальных приспособлений (которые не работают на станке с двойной поверхностью) рубанок не может создать исходную плоскую поверхность. Таким образом, все, что делает двусторонний рубанок, — это процесс выравнивания обеих сторон доски и уменьшения толщины до нужной вам скорости.
Что касается плюсов и минусов, если вы не работаете в производственных условиях, я не вижу никаких преимуществ в двойном строгальном станке. Дополнительные деньги, которые вы вложите в один в непроизводственной мастерской, принесут вам гораздо больше пользы, если вы увеличите ширину и массу вашего фуганка или рубанка, или, может быть, какой-нибудь действительно хорошей древесины для работы. Вы не можете амортизировать дополнительные затраты с точки зрения скорости и удобства в условиях, когда машина не используется с высокой нагрузкой.
1
Нет, двусторонний строгальный станок не может выполнять функции строгального станка и рейсмусового станка. Если у вас есть скрученный или искривленный кусок дерева, прохождение его через двусторонний рубанок может оказаться недостаточным для удаления изгиба или искривления.
Тем не менее, существуют комбинированные «фуговально-рейсмусовые станки», которые, похоже, являются тем, что вы ищете. Например, DeWalt D27300:
Многие другие бренды также производят их. Если вы выполните поиск в Google по запросу «комбинированный строгальный станок/рейсмусовый станок» или «фуганок/строгальный комбинированный станок» без кавычек, вы найдете много информации.
Обратите внимание, что с таким комбинированным станком вам все равно придется сначала строгать доску на верхнем столе, чтобы получить прямую и плоскую поверхность и/или кромку, а затем пропускать заготовку через рейсмусовую/фуговальную часть внизу.
О них есть хорошая статья:
Популярный деревообрабатывающий фуганок Артикул
2
Это может быть , но все равно потребуется несколько операций, а также упор (такой функции я никогда не видел ни на одном рейсмусовом станке). Скорее всего, его нужно будет пересматривать для каждой модели и пытаться делать это только в том случае, если производитель разработал его для соединения.
Это могло бы быть близко, если бы подающие ролики были только на верхнем резаке. Возможно, вам удастся поднять верхнюю фрезу значительно выше заготовки, обнажив нижнюю фрезу, как в фуганке. Однако полностью открытый верхний резак был бы довольно опасен! Кроме того, без упора вы, возможно, сможете удалить некоторые изгибы, изгибы или изгибы, но вы не сможете создать точный угол в 90 градусов, что является ключевой способностью фуганка. Поскольку вам нужно будет поднять фрезу, чтобы выровнять сторону, а затем опустить фрезу, чтобы выровнять противоположную кромку, вы будете выполнять несколько операций с промежуточным временем переключения.
Пресс вакуумная сушильная камера представляет собой один из видов вакуумного оборудования, с помощью которого можно выполнять сушку с минимальным процентом брака и за короткий промежуток времени.
Технология пресс вакуумной сушки заключается в погружении пиломатериалов в специальную камеру, в которой создается вакуумная среда. А прогрев древесины осуществляется за счет контактной технологии, что минимизирует вероятность образования трещин, деформации и прочих неблагоприятных факторов.
Пресс вакуумная сушилка является сравнительно новой технологией, которая позволяет получать высококачественный пиломатериал с отличными геометрическими параметрами.
Древесина приобретает приемлемые показатели качества, долговечности и привлекательный внешний вид, что зависит от способа обработки и среды, в которой она осуществляется. К особенностям способа следует особенности:
Вакуумная прессовая сушка дерева заключается не только в погружении в вакуумную среду, но и в прогреве древесины на всю глубину при определенной температуре под избыточным давлением создаваемым мембраной. Что и является решающим моментом при сохранении геометрии и целостности по всей длине.
Сушилка ПВСК позволяет сушить небольшие объемы древесины, что зависит от габаритов камеры.
Особенности пресс-вакуумной сушильной камеры
Для осуществления сушки дерева применяются электрические и водяные нагреватели повышенной эффективности, что существенно ускоряет процесс. При этом прогрев пиломатериалов осуществляется по всей длине, что исключает вероятность образования трещин и прочих неблагоприятных факторов.
В качестве нагревателей пресс вакуумная сушильная камера для древесины оснащена специальными пластинами, через которые протекает агент или которые сами являются нагревателями. При этом на 1 куб. м полного цикла сушки может потребоваться от 50-151 кВт, в зависимости от нагревательных пластин.
Принцип работы пресс вакуумной камеры для древесины
Вакуум в пресс вакуумной камере создается за счет специального насоса. По мере откачки резиновая мембрана, имеющаяся в крышке сушильной установки, прижимает пиломатериал ко дну, что и создает эффект прессования.
Такой способ минимизирует потери и практически полностью исключает вероятность брака. Сушилки являются универсальными, потому что могут быть запитаны от различных источников тепловой энергии для прогрева пиломатериалов.
Отталкиваясь от отзывов, сушилка ПВСК ML имеет высокие рабочие характеристики, что делает ее энергоэффективной и достаточно производительной. При подключении к твердотопливному котлу она потребит всего 2,5 кВт электрической энергии и 130 тепловой. При этом всего за несколько дней способно высушить пиломатериал от первоначальной влажности в 50% до 6%.
Данные камеры отлично подходят предприятиям с небольшим объемом изготовления сухой доски. Столярным мастерским, предприятиям изготавливающим погонаж.
Пресс-вакуумные сушильные камеры — принцип и технология работы
В производстве столярных изделий для домостроения и в мебельном производстве применяется древесина. Это прекрасный натуральный материал, которому нет альтернативы, но для того, чтобы получить хорошее качество изделий, для производства должен применяться исходный высококачественный и самое главное — сухой материал. Сырая смолистая древесина плохо поддается таким видам обработки, как фрезерование, шлифование, склеивание и др. Если лакокрасочные покрытия нанести на сырое неподготовленное дерево, они будут нестойкими и неэстетичными. Кроме того, сырое дерево менее прочно, чем сухое, оно подвержено короблению и растрескиванию. Именно поэтому перед обработкой древесина должна пройти определенный подготовительный процесс — сушку.
Принцип работы пресс-вакуумной сушки
Для эффективной сушки пиломатериалов различных пород древесины применяется пресс-вакуумная сушильная камера, которая представляет собой емкость из нержавеющей стали. Внутрь камеры укладываются слоями пиломатериалы, чередуясь с нагревательными пластинами из алюминия.
Камера
Резин. мембрана
Рамка
Резин. уплотнитель
Древесина
Нагрев. пластины
Шланги
Вод. помпа
Нагреватель
Термоизоляция
Вакуумная помпа
Водяной насос обеспечивает циркуляцию воды внутри нагревательных пластин. Вода нагревается в бойлере, который находится снаружи камеры. Камера герметично закрывается крышкой. Герметичность создает специальная силиконовая мембрана, конструктивно предусмотренная и смонтированная на крышке камеры.
После загрузки пиломатериалов крышка камеры плотно закрывается, включается жидкостный вакуумный насос, откачивающий воздух из камеры. При созданном вакууме силиконовая мембрана прижимает штабель пиломатериалов, переложенных нагретыми пластинами, ко дну камеры с усилием до 10 000 кг/м2. Таким образом, нагрев и сушка древесины осуществляется в вакууме под прессом.
Практическим результатом сушки древесины под давлением является уменьшение её деформаций в виде скручивания или коробления, что часто сопровождает другие виды сушки. При температуре свыше 80°С происходит пластификация древесины. Доски после пресс-сушки становятся абсолютно ровными, без коробления и других деформаций.
В зависимости от вида и толщины материала выбирается соответствующая температура сушки и режим. Температура нагрева и вакуумная нагрузка рассчитаны таким образом, что испаряемая влага не создает концентраторов и напряжений, которые могли бы привести к растрескиванию древесины. При соблюдении программы сушки цвет пиломатериала не меняется, что бывает важно при работе с ценными породами дерева.
Сжатие пакета из досок и нагревательных пластин обеспечивает хороший контакт с нагревателями и хороший тепловой обмен, что увеличивает скорость сушки пиломатериалов до нужной кондиции (мебельная влажность 6 — 8%). Увеличение скорости сушки снижает потребление электроэнергии, что соответственно снижает себестоимость произведенной продукции.
Чтобы качество сушки было наилучшим, материал необходимо подбирать наиболее однородным по размерам и влажности, учитывая условия его хранения. В пресс-вакуумной сушильной камере самый короткий цикл сушки по сравнению с другими способами. Так сушка досок из сосны толщиной 30 мм, до уровня влажности 6% происходит за 12 часов. Для сравнения: продолжительность сушки древесины хвойных пород традиционным способом с постепенным разогревом, обдувом и охлаждением составляет от 10 до 20 дней в зависимости от необходимой конечной влажности и назначения материала.
Пресс-вакуумная сушильная камера помогает решить еще одну важную проблему изделий из пихты, сосны и других пород хвойных деревьев. Такой проблемой является длительное выделение смол при температурных перепадах в уже готовых изделиях, если они изготовлены из материала, не прошедшего обработку в сушильной камере под вакуумом. Смолистые соединения древесины состоят из двух основных компонентов —
из канифоли и
скипидарного масла.
Скипидарное масло — это летучий компонент, который в вакууме испаряется при температуре около 80°С. Более тяжелая фракция (канифоль и другие смолы), которая остается после выпаривания скипидара, кристаллизуется при комнатной температуре. Кристаллические вкрапления уже не выделяются на поверхности древесины, не являются препятствием при дальнейшей обработке заготовок. Таким образом, древесина, высушенная в вакуумной сушильной камере, имеет много преимуществ, которые обнаруживаются при работе с этой древесиной.
Пресс-вакуумная сушильная камера, изготовленная под нужды заказчика, выполненная из нержавеющей стали, имеет длительный срок эксплуатации и хорошую защиту от коррозии. Использование сушильных камер данного типа дает значительную экономию энергоносителей, снижает себестоимость продукции при её высоком качестве.
Мы предлагаем доступное и качественное решение — пресс-вакуумную сушильную камеру Redwood!
Линейка продуктов VacuPress — Vacutherm Спецификации и история печей
Для случайных наблюдателей
VacuPress® использует непрерывный вакуум для сушки, нагревая алюминий горячей водой нагревательные плиты. Это позволяет сушить древесину в 10 раз быстрее, чем при использовании обычных методов, а дополнительное преимущество резиновой мембраны позволяет сохранять пиломатериалы более плоскими и прямыми, чем когда-либо прежде.
Для специалистов по сушке древесины (включая нас самих)
VacuPress использует вакуум для создания градиента давления между оболочкой и сердцевиной древесины. Обычные методы сушки основаны на перепаде или градиенте влажности для перемещения воды от более влажного ядра к более сухой оболочке. Это может быть медленным процессом, так как оператор должен быть осторожен, чтобы не пересушить оболочку, иначе это приведет к ее порче. VacuPress достигает высоких скоростей сушки, поддерживая небольшую разницу между содержанием влаги в скорлупе и сердцевине в течение всего периода сушки. Как правило, сердцевина дерева находится под атмосферным давлением, в то время как древесная оболочка находится под гораздо более низким давлением, в результате чего вода течет к скорлупе быстрее.
При сушке пиломатериалов необходимо повышать температуру при сохранении вакуума (см. схему 1). Это вызывает перегрев окружающей среды внутри сушилки и, следовательно, равновесное содержание влаги снижается, в результате чего влага из древесины превращается в водяной пар при пониженном давлении. Затем влага из древесины может быть сконденсирована и удалена из сосуда высокого давления и слита с помощью вакуумного насоса.
Мы не можем поверить, что кто-то дочитал до этого места. Парень, который это написал, даже не дочитал до этого места…
Теперь о резиновой мембране. Резиновая мембрана VacuPress, которая укладывается поверх штабеля пиломатериалов, затем сминается поверх пиломатериалов в процессе сушки (см. Диаграмму 2).
Давление, прикладываемое к верхней части пиломатериала, может достигать 1600 фунтов на квадратный фут и сохраняется даже во время охлаждения пиломатериала после достижения конечной влажности. В результате получается очень плоская и прямая древесина, без впадин, искривлений и изгибов.
Нагрев пиломатериалов необходим для обеспечения циркуляции воды в древесине и вывода ее на поверхность, чтобы она могла испаряться в виде пара, который либо конденсируется на холодных стенках барокамеры и стекает, либо вытягивается из-под давления камеру вакуумным насосом в виде пара. В печах VacuPress используются алюминиевые нагревательные пластины, которые нагреваются горячей водой, циркулирующей внутри пластины (в отличие от радиатора).
Ух ты, если ты дочитал это далеко, уходи сейчас… твоя семья скучает по тебе.
Эта система нагрева очень эффективна при нагреве древесины, не повреждая и не потемняя ее из-за среды с низким давлением (вакуума). На самом деле, среда с низким содержанием кислорода способствует ярким цветам, возникающим в результате процесса вакуумной сушки. Плиты для нагрева горячей воды также являются очень экономичным методом нагрева древесины, потому что вода может нагреваться практически любой системой котлов (например, древесными отходами, газом, пропаном, маслом или электричеством).
Поскольку вода удаляется из древесины под действием сил нагрева и вакуума, вода либо остается на поверхности древесины для увлажнения и защиты поверхности от пересыхания, либо испаряется в виде пара, что происходит на этапах сушки расписания. График сушки и кондиционирования древесины используется для снятия внутреннего и внешнего напряжения в древесине в процессе. Это особенно важно для таких пород дерева, как красный дуб или другие трудносохнущие породы.
Вы закончили. Вы знаете о VacuPress больше, чем кто-либо из вашей семьи, друзей и конкурентов. Возможно, ваш бизнес уже никогда не будет прежним…
Диаграмма 1
Диаграмма 2
Превосходная эффективность. Каждый продукт. Каждый раз
Все модели VacuPress обещают одинаково надежное и эффективное время сушки. Благодаря сочетанию тепла и вакуума VacuPress сушит пиломатериалы и квадраты с 4/4 до 16/4 в десять раз быстрее, чем обычные сушильные камеры.
Преимущества системы VacuPress. Что это значит для вас?
Подумайте о деньгах, которые вы сэкономите, высушивая в 10 раз быстрее. Вы запускаете свой продукт в 10 раз быстрее, что кладет деньги в ваш карман в 10… на самом деле в 10,5 раз быстрее… как ни странно! Или подумайте о времени, которое вы сэкономите. Что, если бы вы могли превратить бревно в пол и продать его за неделю? VacuPress производительностью 12 000 досочных футов высушивает около 2 миллионов досочных футов твердого клена 4/4 в год.
Скорость не стоит дороже
Vacutherm дает вам стоимость энергии в пенни за досковый фут. Низкий спрос на электроэнергию и очень низкое и эффективное использование тепловой энергии означает, что вы будете сушить быстрее с меньшим бойлером и минимальным потреблением электроэнергии. Думайте, что размер бойлера размера системы отопления дома и потребность в электроэнергии размера сушилки для белья!
Color
Древесина, высушенная в сушилке VacuPress, не подвергается окислению и окрашиванию, что дает более яркий, насыщенный и белый (в случае белой древесины) цвет, чем при любом другом методе сушки, особенно для трудно высушиваемых материалов. разновидность.
3-дюймовый твердый клен, высушенный от зеленого до 6% ЗА 6 ДНЕЙ (высушенный в твердом состоянии, затем нарезанный на плитки)
3-дюймовый мадрон, высушенный от зеленого до 6% ЗА 4 ДНЯ
Внутреннее и внешнее напряжение
В результате процесса Vacutherm EZDRY древесина отдает влагу таким образом, что ни сердцевина, ни оболочка не пересыхают. В результате стресс-тесты, проведенные на древесине, высушенной в вакуумном прессе, дают лучшие результаты без участия оператора печи.
6-дюймовое африканское красное дерево, высушенное с 43% до 6% ЗА 10 ДНЕЙ
Без наклеек
Во время сушки наклейки не используются. что означает отсутствие пятен от наклейки. А после сушки пиломатериал готов к укладке в штабель и перемещению на следующую стадию обработки или к заказчику.
VacuPress 4000 Пиломатериалы сложены в ящики между нагревательными пластинами
ВАКУУМНАЯ КАЧЕСТВЕННАЯ ДРЕВЕСИНА УПАКОВАНА И ГОТОВА К ОТПРАВКЕ
Получайте больше от каждой загрузки. Пиломатериалы, высушенные в сушилке вакуумного пресса Vacutherm, не деформируются, не скручиваются, не изгибаются и не коробятся. Деградация, такая как растрескивание и образование сот, также значительно снижается благодаря запатентованной Vacutherm технологии контроля нагрева.
Ложа из орехового дерева, высушенная с 50% ДО 6% за 20 дней
Бейсбольная бита из твердого клена, высушенная от зеленого до 5% за 6 дней
Пиломатериалы высочайшего качества
Пиломатериалы, высушенные в сушилке вакуумного пресса Vacutherm, ровные и не подвержены деформации, с равномерным распределением влаги, без пятен или обесцвечивания.
Обзор затрат
«Машина денежного потока» – VacuPress сушит ваш продукт в 10 раз быстрее, что в 10 раз быстрее кладет деньги в ваш карман.
Здания не требуются: В большинстве случаев мы можем установить VacuPress в неиспользуемой части вашего здания или даже в старой обычной печи. С помощью машины размером 25 футов на 6 футов на 7 футов вы можете сушить 1 миллион футов досок в год.
VacuPress потребляет очень мало электроэнергии, потому что в нем очень мало движущихся частей (нет вентиляторов), и у вас есть возможность подключиться к существующему дровяному котлу в качестве источника тепла, что снижает эксплуатационные расходы VacuPress на пенни за доску-фут.
Простота в использовании: Через несколько часов любой может получить инструкции по использованию печи. Нет необходимости нанимать оператора печи, древесина укладывается между плитами водяного нагрева, поэтому древесина попадает из бревна в печь без наклеивания.
ROI
Компания Vacutherm верит в возможность продажи технологии VacuPress только тем компаниям, которые демонстрируют наилучший потенциал этой технологии. Это означает, что если у вас есть лучшее приложение для нашей печи и у вас надежный и здоровый бизнес, вы увидите значительную отдачу от своих инвестиций за короткий период времени. Наша цель — помочь вам повысить прибыльность вашего бизнеса и повысить качество вашего продукта. Чтобы получить более конкретное представление о том, как быстро VacuPress окупит себя, вы можете позвонить нам или воспользоваться калькулятором ниже.
Воспользуйтесь этим калькулятором, чтобы узнать, доступно ли для вашей фабрики владение и эксплуатация новой печи VacuPress. Выберите модель, виды, которые вы хотите сушить, и толщину, чтобы увидеть, сколько вы можете производить за год. Цифры основаны на 340 рабочих днях в году и консервативном времени сушки.
Финансирование
Компания Vacutherm упрощает приобретение нового вакуумного пресса VacuPress, предоставляя доступные варианты финансирования, наиболее подходящие для вашего бизнеса. Аренда VacuPress — это вариант с низким уровнем риска, который позволяет вам начать платить, когда вы начнете сушку.
Покупка
Если вы предпочитаете приобрести VacuPress без финансирования или хотите профинансировать VacuPress самостоятельно, позвоните нам, чтобы мы могли составить предложение на основе ваших конкретных потребностей.
» Свяжитесь с нами для получения дополнительной информации
Калькулятор стоимости
Используйте калькулятор, чтобы узнать, доступен ли VacuPress для вашего бизнеса. Для получения дополнительной информации о нашей программе лизинга и о том, как подать заявку, пожалуйста.
» Посмотреть наш производственный калькулятор » Посмотреть нашу демонстрацию движения денежных средств
Преимущества финансирования с одобренными кредиторами Vacutherm
$0 Предоплата: Клиенты с хорошей кредитной историей могут иметь право на получение финансирования без первоначального взноса, что означает, что вы начинаете платить, когда начинаете сушить!
Экономия наличных: С лизингом вам не нужно связывать ценный кредит или наличные деньги в кредит или крупное капитальное оборудование. Лизинг позволяет сэкономить денежные средства, которые можно использовать на маркетинг или накладные расходы.
Налоговые льготы: В отличие от платежей по кредиту, арендные платежи могут полностью исключаться из налогооблагаемой базы как операционные расходы (пожалуйста, проконсультируйтесь со своим бухгалтером — законы Канады и США различаются).
Модернизация: Добавление дополнительной сушильной емкости очень просто. Увеличьте размер вашего VacuPress или добавьте дополнительную печь к существующей программе аренды, просто включив ее в свой арендный платеж.
Это просто: Для лизинга обычно требуется меньше документации, чем для банковского финансирования, и меньше внутренних разрешений, чем для покупки капитала.
Для получения дополнительной информации о нашей программе лизинга или для получения цен на покупку, пожалуйста, свяжитесь с нами сегодня.
Инструменты расчета стоимости
Используйте Калькулятор производства и/или Демонстрацию денежного потока, чтобы узнать, подходит ли печь VacuPress для вашего бизнеса. Для получения дополнительной информации о нашей программе лизинга и о том, как подать заявку, пожалуйста, свяжитесь с нами.
» Просмотрите наш калькулятор производства » Просмотрите нашу демонстрацию движения денежных средств » Свяжитесь с нами для получения дополнительной информации
Простота в использовании
Операторы печей будут удивлены, почему потребовалось так много времени, чтобы получить систему управления печью, которая просто работает и не занимает много времени. компьютерный программатор для запуска.
Простое управление
Установите температуру и давление вручную или запустите заданный график сушки в автоматическом режиме
EZDRY — это революционная автономная программа сушки, которая ДЕЙСТВИТЕЛЬНО РАБОТАЕТ!
ГОСТ 165-81. Станки фрезерные консольные. Основные размеры
Главная /
Справочник
ГОСТы станков и КПО
ГОСТ 165-81. Станки фрезерные консольные. Основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ФРЕЗЕРНЫЕ КОНСОЛЬНЫЕ
Основные размеры
Milling cantilevered machines. Basic dimensions.
ОКП 38 1600
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 23.02.81 N 915
3. ВЗАМЕН ГОСТ 165-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 1574-91
2, 8
ГОСТ 6636-69
3, 4, 6, 7
ГОСТ 21610-82
2
ГОСТ 24644-81
2
5. ПЕРЕИЗДАНИЕ (октябрь 1997 г.) с Изменениями N 1, 2, 3, утвержденными в сентябре 1982 г., июне 1988 г., ноябре 1990 г. (ИУС 12-82, 9-88, 2-91)
1. Настоящий стандарт распространяется на фрезерные консольные станки с горизонтальным, вертикальным и поворотным шпинделями, неповоротным и поворотным столами, с поперечным суппортом (с поперечным перемещением ползуна), в том числе на широкоуниверсальные станки с поворотной головкой, станки с копировальным устройством и станки с программным управлением, в том числе на консольные многоцелевые фрезерно-расточные станки с автоматической сменой инструментов и обрабатываемых заготовок.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 3).
2. Основные размеры станков должны соответствовать указанным на черт.1, 2 и в таблице.
Черт. 1
Примечание. Чертеж не определяет конструкцию станков.
Черт. 2
Примечание. Чертеж не определяет конструкцию станков.
Размеры, мм
Наименование размеров
Нормы
Размер рабочей поверхности стола
Ширина по ГОСТ 1574
Черт.
1а, б
100
125
160
200
250
320
400
—
Черт.
1в, г
—
—
—
—
—
320
400
500
Длина
400
500
630
800
1000
1250
1600
2000
Ход стола, ползуна, не менее
продольный
250
320
400
500
630
800
1000
1200
поперечный
100 (80)
125 (100)
150 (125)
200 (160)
250 (200)
320 (250)
400 (320)
400
Расстояние от оси горизонтального или вертикального шпинделя до рабочей поверхности стола (при вдвинутой гильзе)
наибольшее, не менее
200
250
320
360
400
450
450
500
наименьшее, не более
30
50
70
Угол поворота стола в горизонтально-фрезерных станках с поворотным столом (стол в крайнем переднем положении), град, не менее
±45
Конец шпинделя по ГОСТ 24644
30
30; 40
40
40; 45; 50
Конец шпинделя поворотной головки в широкоуниверсальных станках по ГОСТ 24644
—
30; 40
40; 50
Ход гильзы шпинделя (для станков с вертикальным шпинделем и перемещающейся гильзой), не менее
40
60
80
Ход вертикального ползуна со шпинделем (для станков с ползуном), не менее
—
120
150
Угол поворота шпиндельной головки в вертикальной плоскости (для станков с поворотной головкой), град, не менее
±45
Примечание. Размеры, заключенные в скобки, при новом проектировании не применять.
Основные размеры станков с числовым программным управлением, кроме того, должны соответствовать ГОСТ 21610.
(Измененная редакция, Изм. N 1, 3).
2а. Допускается по согласованию с потребителем увеличивать размер по ряду 10 ГОСТ 6636 с сохранением остальных размеров согласно таблице.
(Введен дополнительно, Изм. N 3).
3. Значения продольного и поперечного ходов стола ползуна допускается увеличивать по ряду 40 по ГОСТ 6636.
4. Для станков с программным управлением допускается уменьшать значение продольного перемещения стола ползуна по ряду 40 по ГОСТ 6636, но не более чем в 1,6 раза по сравнению с указанными в таблице.
5. В станках с вертикальным шпинделем поперечный ход стола должен быть симметричен относительно оси шпинделя с допускаемым отклонением до 0,06.
При перемещении поперечного ползуна ось вертикального шпинделя должна перекрывать рабочую поверхность стола.
3-5. (Измененная редакция, Изм. N 3).
6. Допускается увеличивать, а в станках с поворотным столом уменьшать значение наибольшего расстояния по ряду 40 по ГОСТ 6636, но не более чем в 1,25 раза по сравнению с указанным в таблице.
6а. Для станков с автоматической сменой инструмента расстояние не регламентируется.
6б. Допускается увеличивать или уменьшать длину рабочей поверхности стола по ряду 40 ГОСТ 6636.
6а, 6б. (Введены дополнительно, Изм. N 3).
7. В станках с копировальным устройством длину стола допускается увеличивать, а продольный ход стола уменьшать по ряду 40 по ГОСТ 6636, но не более чем в 1,6 раза по сравнению со значениями, указанными в таблице.
8. Размеры пазов в столах и расстояния между ними — по ГОСТ 1574.
Главная Каталог оборудования Станки и станочное оборудование Металлообрабатывающие станки Фрезерные Универсальные фрезерные станки
Продажа универсальных фрезерных станков 6М81Ш, 6М82Ш со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах. Прайс-листы с ценами на консольные фрезерные станки запрашивайте в отделе станочного оборудования.
6М-81Ш и 6М-82Ш.
Консольные широкоуниверсальные фрезерные станки 6М81Ш 6М82Ш предназначены для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства.
Применение в приводе подач серводвигателя с частотным бесступенчатым регулированием, в сочетании с оригинальным конструктивным решением автоматической раздачи движения на управляемые оси, дало возможность задания параметров обработки и последовательности перемещений рабочих органов станка непосредственно с пульта оператора.
Конструктивные особенности универсального фрезерного станка 6М81Ш 6М82Ш и использование комплектующих изделий ведущих инофирм, таких как «Merlin Gerin», «Lenze», «Mitsubishi Electric», позволили обеспечить максимальное удобство в работе, охватить широкий диапазон режимов обработки, повысить надежность и производительность станка и достичь наибольших показателей точности и качества обработки.
Наличие наряду с горизонтальным, вертикального поворотного шпинделя, имеющего возможность установки под различными углами в двух взаимно перпендикулярных плоскостях, механизма зажима инструмента и ряда дополнительных приспособлений и принадлежностей, позволяет существенно расширить технологические возможности станков.
Технические характеристики консольных универсальных фрезерных станков 6М-81 (82) Ш.
Наименование параметров
6М81 Ш
6М82 Ш
Размеры рабочей поверхности стола, мм
250×1000
320 х 1250
Наибольшее перемещение стола, мм
продольное
710
850
поперечное
250
250
вертикальное
400
400
Наибольшее перемещение гильзы вертикального шпинделя, мм
80
80
Пределы подач стола, мм/мин. (бесступенчатое регулирование)
продольной
10-3000
10-3000
поперечной
10-3000
10-3000
вертикальной
10-1000
10-1000
Количество частот вращения шпинделя, мин
горизонтального
21
21
вертикального
12
12
Пределы частот вращения шпинделя, мин.-1
горизонтального
16-1600
16-1600
вертикального
31,5-1400
31,5-1400
Конус шпинделя
горизонтального
ISO 50
ISO 50
вертикального
ISO 40
ISO 40
Угол поворота оси вертикального шпинделя, град
к станине
45
45
от станины
90
90
в продольной плоскости
90
90
Мощность электродвигателей приводов, кВт
подач
2,2
2,2
вертикального шпинделя
2,2
2,2
горизонтального шпинделя
5,5
5,5
Габаритные размеры станка, мм
2135х1725х2015
2135х1865х2015
Масса станка, кг
2500
2560
Класс точности
П
П
Приспособления и устройства, поставляемые за отдельную плату:
Тиски станочные. Наверх
Коксовая машина Vendo 81 для продажи | 45 объявлений Коксовые машины Vendo 81
Сортировать поСначала по самой высокой ценеСначала по самой низкой ценеСначала по самым новым результатамСначала по самым старым результатам
РЕКЛАМА
Страница:
1
2
Следующий
Страница обновлена : 21 апр 2023, 05:20
45 объявлений •
org/BreadcrumbList»>
Главная >
Коллекционирование >
Банки >
Торговые автоматы
Не нашли коксовую машину Vendo 81, которую искали?
Последнее обновление: 21 апр 2023, 05:20
Спасибо! Мы вышлем вам уведомление на почту
за 15 минут30 минут1х4х2 дня
до окончания аукциона
Email:
Vendo H 81 Торговый автомат Coca Cola
Vendo H 81 Торговый автомат Coca Cola
Предметы коллекционирования
Банки, кассы и торговые автоматы
Торговые автоматы
Торговые автоматы Coca-Cola
Общий объем продаж1 ПроданоСредняя цена продажиДиапазон цен продажи
Продано
2020
Торговый автомат Coca-Cola Vendo H-81
Торговый автомат Coca-Cola модели H-81 Vendo, который принимает десять или два цента и не дает сдачу . Отображает 9 бутылок и имеет открывалку под залог монет. Тисненая надпись красным цветом на белом
См. Цена продажи
Продано
2021
Торговый автомат Coca Cola Vendo 81 Coin Op
Торговый автомат Coca Cola Vendo 81 Coin Op. Охлаждает, полный. Для этого товара требуется организация доставки или самовывоза третьей стороной. Размеры: 59x 27,5 x 25
См. цену продажи
Продано
2021
Торговый автомат Coca Cola
Торговый автомат Coca Cola. Машина начала свою жизнь как Vendo 83 и с тех пор была преобразована в машину, аналогичную Vendo 81 или 110. Для этого товара требуется организация доставки или самовывоза третьей стороной до
См. цену продажи
2017
Торговый автомат Coca-Cola, 10 Cent, Vendo Model H-110,
Торговый автомат Coca-Cola, 10 Cent, Vendo Model H-110, Exc, восстановленное состояние с парой коротких царапин, 63″ В x 32″ Ш x 18,5″ Г.
См. цену продажи
Продано
2017
A COCA COLA VENDO MODEL H81-D POP MACHINE
A COCA COLA VENDO MODEL H81-D POP MACHINE, СЕРЕДИНА 20 ВЕКА. В состоянии как нашел. Высота 59 дюймов (150 см), ширина 27 дюймов (68,5 см).
См. цену продажи
Продано
2018
A COCA COLA VENDO MODEL H81-D POP MACHINE
A COCA COLA VENDO MACHINE, MODEL H81-D 20 ВЕК. В состоянии «как нашел». Рост 59дюймы (150 см), ширина 27 дюймов (68,5 см).УВЕДОМЛЕНИЕ О ДОСТАВКЕ:Jackson’s является вашим единственным и единственным 2″В x 27″Ш x 20″Г
См. Цена продажи
Продано
2022
Реплика Wurlitzer Vendo 44 Торговый автомат Coca Cola
16″ Ш x 57″ В x 18″ D, запас старой версии Nurlitzer OS 2000) автомата Coca Cola Vendo 44. Машина не использовалась и все еще имеет оригинальную упаковку внутри машины. Этот торговый автомат
См. цену продажи
Продажа
2016
Торговый автомат Coca-Cola, Vendo 81A с оригинальной идентификационной табличкой, o/wise выглядит полным, VG orig рабочее состояние, 60″В x 27″Ш x 21″Г.
Монетный торговый автомат Coca-Cola, Vendo 56A, 10 центов, c.1958, Exc prof восстановлен в рабочем состоянии, 53″В x 26″Ш x 24″Г. — Торговый автомат с монетоприемником Cola, Vendo 39 B, 10 Cent, конец 1940-х, Exc prof восстановлен в рабочем состоянии, 59 дюймов В x 27 дюймов Ш x 21 дюйм Г.
См. цену продажи
Продано
2021
Монетный торговый автомат Coca-Cola на подставке, Vendo
Монетный торговый автомат Coca-Cola на подставке, Vendo 27, 10 Cent, c.1948, Exc prof восстановлен в рабочем состоянии, 58″В x 26″Ш x 22″Г. Торговый автомат с монетоприемником Cola, Vendo 81A, 10 Cent, VG to Exc orig в рабочем состоянии, внутренняя дверная панель с трещинами, около 1955 г. , 58 дюймов В x 28 дюймов Ш x 20 дюймов Г.
См. цену продажи
Продажа
2021
Монетный торговый автомат Coca-Cola, модель Vendo
Монетный торговый автомат Coca-Cola, модель Vendo Xh2100, 10 центов, принимает десятицентовик, косметику или 2 никеля перекраска, хорошее состояние VG, ключ не проверен, 64 «В x 32» Ш x 22 «Г.
См. цену продажи
Продано
2021
Торговый автомат Coca-Cola 10-Cent
Производитель The Vendo Company. Модель № XV144B, Серийный № V405 10768. Холодильная установка в рабочем состоянии. 77 дюймов x 32 дюймов x 18 дюймов
См. цену продажи
Продажа
2022
1957 ТОРГОВЫЙ АВТОМАТ COCA COLA 10 CENT д линии и места для бутылочек. Прибл. В 58″, Ш 27″, Г 16″
Посмотреть цену продажи
Продано
2019
Торговый автомат Coca Cola Vendo 44
Оригинальный торговый автомат Coca Cola Vendo 44 за 10 центов в невосстановленном состоянии. Модель поставщика VMC44. Примерно 1957-1961х. Серийный номер 2877A31.
См. цену продажи
Продано
2021
Торговый автомат Coca Cola Vendo 80
27 x 20 дюймов x 58 дюймов Оригинальный торговый автомат с надписью Drink Coca Cola спереди и логотипы бутылок с обеих сторон. Работает, компрессор остывает. Поставляется с ключом и показывает нормальный износ с небольшими потертостями, царапина
См. цену продажи
Продажа
2021
ТОРГОВЫЙ АВТОМАТ COCA-COLA VENDO MODEL V80
Автомат Coca-Cola из эмалированной стали, производства компании Vendo, модель V80, удерживающий ключ доступа, около 59″h, 2 w, 19″d **Происхождение: из важного поместья Horseshoe Bay, Техас** Стартовая цена:
См. цену продажи
Продано
2022
10¢ ТОРГОВЫЙ АВТОМАТ VENDO COCA-COLA.
Это великолепно Торговый автомат Coca-Cola в том размере, который ищут люди: автомат кока-колы Vendo Model 44 10 ¢ в оригинальной краске и состоянии После тестирования автомат загорается и начинает
См. цену продажи
Продано
2022
Винтажный торговый автомат для продажи кока-колы Vendo
Винтажный торговый автомат для монет Coca-Cola, изготовленный компанией Vendo высота 58,5 дюймов x ширина 21 дюйм x глубина 21 дюйм. Garland, Texas collection Мы с радостью обеспечим бесперебойную доставку. .75. ЭТОТ ТОВАР ПРЕВЫШАЕТ ОГРАНИЧЕНИЯ ПО РАЗМЕРУ ДЛЯ ВНУТРЕННЕЙ ДОСТАВКИ
Посмотреть цену продажи
Продано
2019
Торговый автомат Vendo 1156A Coca-Cola
Торговый автомат Vendo Coca-Cola эпохи 1950-х годов модели 1156A в очень хорошем состоянии. Размеры: 52″ x 25″ x 21″
См. цену продажи
Продажа
2016
10 центов Vendo Coca Cola Торговый автомат содовой
Этот автомат самообслуживания, напольная модель номер 39, был полностью восстановлен с помощью ключей. 39 бутылок из барабана и раздача через маленькую переднюю дверцу.Полностью новая электрика, очищенная и восстановленная
См. цену продажи
Сортировать по:
Наилучшее соответствие
Май 06Bright Star Antiques Co. 2 дюйма
13 мая Rich Penn Auctions
Игрушечные диспенсеры и миниатюры Coca-Cola (4), пластиковый холодильник для пикника с крышкой, 2 бутылки и термос, пластик
7 дней LeftDonley Auctions
Винтажная машина Westinghouse «Coca-Cola»
7 дней LeftDonley Auctions
Современный пластиковый холодильник для льда Coca Cola
Май 06POLK AUCTION COMPANY
413-ВИНТАЖНЫЙ АВТОМАТ VANDO COCA-COLA BOTTLE
Май 06POLK AUCTION COMPANY
412 БУТЫЛКА LA, ТОРГОВЫЙ АВТОМАТ
3 мая Weatherham Estate Treasures
Vendo 44 Автомат с кока-колой
6 мая POLK AUCTION COMPANY
414-ВИНТАЖНЫЙ АВТОМАТ ДЛЯ БАНОК КОКА-КОЛЫ LACROSSE
18 мая South Florida Auction & Estate Sale Services Inc
Чугунная открывалка для бутылок COCA-COLA
5 часов LeftDan Morphy Auctions
НАПИТОК COCA-COLA VENDO 44 W/ SPRITE BOY DECAL.
29 апреля Worldwide Auctioneers
Coca-Cola Bubble Gum Machine
5 часов LeftDan Morphy Auctions
ПИТЬ КОКА-КОЛУ В БУТЫЛКАХ VENDO 39 АВТОМАТ ДЛЯ НАПИТКА СОДА-ПОП.
3 дня LeftAtlee Raber Auctions
Coca-Cola 1960’s Coin Op Soda Machine
7 дней LeftDonley Auctions
Размен монет Vendo Coca Cola с чугунным основанием
7 дней LeftDonley Auctions
Contemporary Coca Cola Light Up Marquee Sign
29 апреля Аукционы Elliott
AMT Масштаб 1:25 LeftSlotin Folk Art
8 Образцы дозаторов Westinghouse Coca-Cola.
Май 06POLK AUCTION COMPANY
703-CAVALIER COCA-COLA MACHINE
7 дней LeftDonley Auctions
Автомат по продаже капсул Coca Cola Theme On Stand
4-координатные фрезерные станки с ЧПУ. Описание устройства и работы
Главная » Блог » 4 координатный фрезерный станок с ЧПУ. Преимущества, сфера применения, особенности работы
Базовая комплектация фрезерного оборудования характеризуется 3 координатами: X, Y, Z. Для обработки плоских заготовок и листов этого достаточно. Но довольно часто может требоваться всесторонняя обработка заготовки, для которой необходим четырехкоординатный фрезерный станок.
Чтобы трехкоординатное оборудование получило еще одну координату, достаточно просто установить на него поворотное устройство. На таком станке можно выполнять круговую гравировку и фрезеровку. Поворотное устройство состоит из зажима (патрона) и бабки, имеющей цилиндрический наконечник.
Вращение заготовки осуществляется благодаря тому, что она зажимается в патроне, который подсоединен к валу двигателя. При этом патрон может быть неподвижным или двигаться под углом. С помощью направляющих будет перемещаться и сама бабка, подстраиваясь под длину заготовки.
Преимущества 4-координатных станков с ЧПУ
Главное достоинство такого оборудования заключается в расширенном функционале. Дополнительная ось позволяет обрабатывать заготовки круговым или спиральным методом. Поэтому на таких станках можно изготавливать детали со сложным контуром. Предприятие, купившее такое оборудование, сможет перейти на новое производственное направление и расширить ассортимент изготавливаемой продукции.
Сферы применения
Главной сферой применения 4-координатного станка является металлообработка. С помощью поворотного устройства можно изготавливать сложные детали для современного оборудования и техники и другие элементы необычной формы. Также дополнительная ось позволяет высверливать в изделии отверстия нестандартных конфигураций.
Кроме этого, четырехкоординатные фрезерные станки с ЧПУ нашли широкое применение в изготовлении сувенирной и рекламной продукции и даже детских игрушек и головоломок.
Также применяются они и для производства ювелирных украшений из цветных и благородных металлов и драгоценных камней. Незаменимыми 4-координатные устройства являются и при гравировке хрусталя, стекла и керамики.
Особенности работы
Многие технологические процессы на станках с ЧПУ и обрабатывающих центрах имеющих четырехкоординатную систему требуют применения смазочно-охлаждающих жидкостей (СОЖ) при обработке разных видов металлов. С их помощью происходит охлаждение режущего инструмента и заготовки, удаление стружки из зоны обработки.
Наша компания поставляет широкий спектр СОЖ для станков с ЧПУ из Германии, с завода Zeller+Gmelin. Специалисты ДивинойлРус помогут с подбором нужной охлаждающей жидкости для конкретного техпроцесса. Оформят покупку и отправят ваш заказ в доставку в кратчайшие сроки.
Вас заинтересуют
Ваш вопрос успешно отправлен. Спасибо!
Базовая комплектация фрезерного оборудования характеризуется 3 координатами: X, Y, Z. Для обработки плоских заготовок и листов этого достаточно. Но довольно часто может требоваться всесторонняя обработка заготовки, для которой необходим четырехкоординатный фрезерный станок.
Чтобы трехкоординатное оборудование получило еще одну координату, достаточно просто установить на него поворотное устройство. На таком станке можно выполнять круговую гравировку и фрезеровку. Поворотное устройство состоит из зажима (патрона) и бабки, имеющей цилиндрический наконечник.
Вращение заготовки осуществляется благодаря тому, что она зажимается в патроне, который подсоединен к валу двигателя. При этом патрон может быть неподвижным или двигаться под углом. С помощью направляющих будет перемещаться и сама бабка, подстраиваясь под длину заготовки.
Преимущества 4-координатных станков с ЧПУ
Главное достоинство такого оборудования заключается в расширенном функционале. Дополнительная ось позволяет обрабатывать заготовки круговым или спиральным методом. Поэтому на таких станках можно изготавливать детали со сложным контуром. Предприятие, купившее такое оборудование, сможет перейти на новое производственное направление и расширить ассортимент изготавливаемой продукции.
Сферы применения
Главной сферой применения 4-координатного станка является металлообработка. С помощью поворотного устройства можно изготавливать сложные детали для современного оборудования и техники и другие элементы необычной формы. Также дополнительная ось позволяет высверливать в изделии отверстия нестандартных конфигураций.
Кроме этого, четырехкоординатные фрезерные станки с ЧПУ нашли широкое применение в изготовлении сувенирной и рекламной продукции и даже детских игрушек и головоломок.
Также применяются они и для производства ювелирных украшений из цветных и благородных металлов и драгоценных камней. Незаменимыми 4-координатные устройства являются и при гравировке хрусталя, стекла и керамики.
Особенности работы
Многие технологические процессы на станках с ЧПУ и обрабатывающих центрах имеющих четырехкоординатную систему требуют применения смазочно-охлаждающих жидкостей (СОЖ) при обработке разных видов металлов. С их помощью происходит охлаждение режущего инструмента и заготовки, удаление стружки из зоны обработки.
Наша компания поставляет широкий спектр СОЖ для станков с ЧПУ из Германии, с завода Zeller+Gmelin. Специалисты ДивинойлРус помогут с подбором нужной охлаждающей жидкости для конкретного техпроцесса. Оформят покупку и отправят ваш заказ в доставку в кратчайшие сроки.
4-х-координатные фрезерные станки
Дополнительные статьи:
ОБЗОР ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ СОБСТВЕННОГО ПРОИЗВОДСТВА
КРИТЕРИИ ВЫБОРА ФРЕЗЕРНОГО ОБОРУДОВАНИЯ
СРЕДНИЕ ФРЕЗЕРНЫЕ СТАНКИ
ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ
Фрезерные станки с числовым программным управлением выполняют обработку металлических деталей при помощи фрез преимущественно концевого и торцевого типа. Эти станки позволяют обрабатывать плоские и пространственные поверхности, в том числе весьма сложной формы. Жесткая конструкция обеспечивает высокую точность движению инструмента, а обширные технологические возможности — способность выполнить всю фрезерную обработку детали на одном станке. 4-х-координатный фрезерный станок является одним из наиболее продвинутых и универсальных станков фрезерной группы. На рабочий стол станка устанавливается дополнительное поворотное устройство, угол поворота которого задается и контролируется от ЧПУ. На нем обрабатываются следующие детали:
шнеки
валы;
диски;
штампы;
пресс-формы;
кулачки;
лопасти и т. д.
Помимо фрезерования с высокой точностью, на таких станках можно выполнить следующие операции:
сверление;
растачивание;
подрезка торцов;
нарезание резьбы.
При необходимости использования всей рабочей поверхности основного рабочего стола поворотный стол может быть временно снят.
Основная сфера использования станков этого вида — единичное, мелкосерийное и среднесерийное производство. Многокоординатные станки лучше всего показывают себя при изготовлении сложных деталей, с которыми плохо справляются обычные вертикальные и горизонтальные станки. Однако для больших партий деталей простой конструкции выгоднее использовать фрезерные станки с меньшим количеством координат. Также размер и масса обрабатываемых деталей на этих станках имеют ограничения.
Особенности 4-х-координатных фрезерных станков
4-х-координатные фрезерные станки снабжаются высокоуровневыми системами ЧПУ, которые позволяют использовать возможности оборудования в полной мере. На этих ЧПУ можно выполнять линейную, винтовую и круговую интерполяцию.
Если от станков требуется особо высокая точность, то на них устанавливают замкнутую систему управления и высокоточную измерительную линейку. Во фрезерных станках 4D шпиндель с инструментом имеет возможность движения по осям X, Y, Z, а стол — вращения вокруг своей горизонтальной оси. Система ЧПУ позволяет поворачивать эту ось под любым требуемым углом, отдельно или одновременно с перемещением основных осей станка. Шпиндель 4-х-координатных станков вращается с высокой скоростью, он совершает до 12 тысяч оборотов в минуту. Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя.
Конструкция фрезерных станков 4D
Фрезерный станок с четырьмя осями имеет стандартную компоновку. Справа от рабочей зоны располагается пульт управления ЧПУ. Рабочая зона имеет двери с прозрачными окнами, а узлы станка скрыты корпусом из тонкого листового металла. Станки 4D имеют жесткую и массивную станину из чугуна, на которой своим основанием закреплена колонна. Она представляет собой устойчивый корпус, отличающийся амортизацией колебаний, возникающих в процессе работы. На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.
Рабочий стол 4-х-координатной фрезерной установки также изготовлены из чугуна. В результате этого получаются весьма прочные детали, с высокой жесткостью и стойкостью к истиранию. Направляющие обеспечивают устойчивость стола при обработке тяжелых или габаритных заготовок. Направляющие качения и высокоточные ШВП обеспечивают минимальный люфт. В поворотном стол используется редукция с червячной передачей. Точность позиционирования проверяется при помощи лазерного интерферометра.
Смазка всех направляющих и большинства движущихся узлов производится центральной смазочной системой, которая работает автоматически. Смазка элементов поворотного стола осуществляется окунанием в масло при вращении.
Шпиндельная бабка располагается на колонне и передвигается по оси Z по двум вертикальным направляющим. Внутри шпинельной бабки располагается шпиндель, который вращается двигателем Siemens. Передачу движения между шпинделем и двигателем производит зубчатый ремень. Фрезерные станки 4D снабжают датчиками, преимущественно фотоэлектрической конструкции, которые позволяют ЧПУ определить осей, чтобы обеспечить точное позиционирование режущей кромки инструмента относительно детали, для осуществления фрезерования, нарезания резьбы или выполнения других действий.
Шпиндельная бабка в станках 4D имеет сложную конструкцию и, как следствие, значительный вес и наклоняет колонну вперед. Поэтому для компенсации повышенной нагрузки на узлы станка используется противовес. Он уравновешивает шпиндельную бабку и снижает нагрузку на привод оси Z. В классической версии противовес соединяется со шпиндельной бабкой цепями и роликами. Он снабжен двумя направляющими, которые необходимы для устойчивости во время движения. В современных станках все чаще устанавливаются азотные цилиндры, при помощи давления газа компенсирующие вес шпиндельной бабки. Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
от 60 до 12000 об/мин в течение длительного времени. Отвод тепла осуществляется принудительным прокачиванием масла через рубашку шпинделя.
Все фрезерные станки в нашем каталоге могут быть опционально доукомплектованы опцией «поворотная ось». По всем вопросам можно обратиться к нашим менеджерам по телефонам 8 (4822) 620-620.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
В чем разница между 3-х, 4-х и 5-осевым фрезерованием?
В чем разница между 3-осевым, 4-осевым и 5-осевым фрезерованием?
10 ноя 2020 CloudNC
В CloudNC у нас есть ряд современных 3-осевых, 4-осевых и 5-осевых фрезерных станков. Как дизайнер, понимание того, на каком типе станка будет производиться ваша деталь, имеет решающее значение для оптимизации вашего проекта. При проектировании детали, обработанной на станке с ЧПУ, вы, возможно, не задумывались о том, на каком типе станка будет обрабатываться ваша деталь, но сложность и тип геометрии, которую вы можете спроектировать, будут разными для разных типов станков.
Основное различие между 3-осевой, 4-осевой и 5-осевой обработкой заключается в сложности движения заготовки и режущего инструмента относительно друг друга. Чем сложнее движение двух деталей, тем сложнее может быть геометрия конечной обрабатываемой детали.
3-осевая обработка
Самый простой вид обработки, при котором заготовка фиксируется в одном положении. Движение шпинделя доступно в линейных направлениях X, Y и Z.
3-осевая обработка
3-осевые станки обычно используются для обработки 2D- и 2,5D-геометрии. Обработка всех 6 сторон детали возможна при 3-осевой обработке, но для каждой стороны требуется новая установка крепления, что может быть дорогостоящим (подробнее об этом ниже). При установке одного приспособления можно обрабатывать только одну сторону детали.
Для каждой стороны детали требуется уникальная настройка
Многие сложные и практичные формы могут быть изготовлены с помощью 3-осевого фрезерования с ЧПУ, особенно при наличии станка с ЧПУ мирового класса. 3-осевая обработка лучше всего подходит для изготовления плоских фрезерованных профилей, отверстий и резьбовых отверстий на одной линии с осью. Вырезы возможны при использовании фрез для Т-образных пазов и фрез типа «ласточкин хвост».
Однако иногда проектируемая деталь физически не может быть изготовлена на 3-осевом станке, или эта деталь может быть экономически более выгодна для обработки на 4- или 5-осевом станке.
Элементы, невозможные при 3-осевом фрезеровании, включают любые элементы, расположенные под углом к системе координат X-Y-Z, даже если сами элементы являются плоскими. Существует два типа угловых элементов, которые вы можете проектировать, и понимание различий между ними важно при проектировании деталей для фрезерной обработки с ЧПУ.
Угловой элемент
Этот элемент обрабатывается под углом к одной из осей X, Y или Z. Например, плоская фрезерованная поверхность ниже расположена под углом 45° к оси X, т.е. вращение оси А.
Фрезерованный элемент, расположенный под углом 45° в одной плоскости
Элемент со сложным углом
Элемент, обработанный под углом к двум осям. Например, плоская фрезерованная поверхность ниже обрабатывается под углом 45° к оси X и под углом 30° к оси Z.
Как угловые, так и составные угловые элементы не могут быть обработаны на 3-осевых станках с ЧПУ.
Фрезерованный составной угол в двух плоскостях: 45° вокруг оси X, 30° вокруг оси Z . Шпиндель имеет 3 линейные оси перемещения (X-Y-Z), как и при 3-х осевой обработке, плюс ось А происходит за счет вращения заготовки. Существует несколько различных механизмов для 4-осевых станков, но обычно они относятся к типу «вертикальной обработки», когда шпиндель вращается вокруг оси Z. Заготовка устанавливается по оси X и может вращаться вместе с приспособлением по оси A. При установке одной оснастки можно обрабатывать 4 стороны детали.
4-осевая обработка может использоваться как более экономически целесообразный способ обработки деталей, теоретически возможная на 3-осевом станке. Например, для детали, которую мы недавно обрабатывали, мы обнаружили, что использование 3-осевого станка потребовало бы двух уникальных приспособлений стоимостью 1000 и 800 фунтов стерлингов соответственно. Благодаря возможности обработки по оси А по 4 осям потребовалось только одно приспособление стоимостью 1000 фунтов стерлингов. Это также устранило необходимость замены приспособлений, что еще больше снизило затраты. Устранение риска человеческой ошибки означало, что мы обработали деталь с высоким качеством без необходимости проведения дорогостоящих исследований по обеспечению качества. Устранение необходимости замены приспособлений имеет дополнительное преимущество, заключающееся в том, что можно поддерживать более жесткие допуски между элементами на разных сторонах детали. Устранена потеря точности из-за фиксации и перенастройки.
Сложные профили, такие как выступы кулачка, можно обрабатывать на 4-осевом станке
Существует два типа 4-осевой обработки с ЧПУ: индексная и непрерывная.
Индекс 4-осевая обработка с ЧПУ — это когда 4-я ось (ось А) вращается, когда станок не режет материал. После выбора правильного вращения включается тормоз, и машина возобновляет резку.
При непрерывной 4-осевой обработке станок может резать материал одновременно с вращением по оси А. Это позволяет обрабатывать сложные дуги, такие как профиль выступов кулачка и спирали.
4-осевая обработка дает нам возможность обрабатывать угловые элементы, иначе это невозможно на 3-осевом станке. Имейте в виду, что 4-осевая обработка позволяет использовать одну ось вращения для каждой установки приспособления, поэтому все угловые элементы должны располагаться под углом относительно одних и тех же осей или должны быть установлены дополнительные приспособления.
Возможна спиральная обработка на 4-осевых станках
5-осевая обработка
Эти фрезерные станки с ЧПУ используют 2 из 3 возможных осей вращения, в зависимости от типа станка. Машина будет либо используют вращение по оси A и оси C, или — вращение по оси B и оси C. Вращение происходит либо заготовкой, либо шпинделем.
Существует два основных типа 5-осевых станков с ЧПУ: станки 3+2 и полностью непрерывные 5-осевые станки.
При 3+2-осевой обработке две оси вращения работают независимо друг от друга, что означает, что заготовку можно повернуть на любой составной угол по отношению к режущему инструменту для обработки элементов. Однако вращение двух осей одновременно с обработкой невозможно. Обработка 3+2 позволяет создавать очень сложные трехмерные формы. Полностью непрерывная 5-осевая обработка может одновременно вращать две оси вращения, одновременно с обработкой и линейным перемещением режущего инструмента в координатах XYZ.
5-осевая обработка
Непрерывная 5-осевая обработка может производить очень сложные 3D-формы, не только плоские составные угловые элементы, но и сложные криволинейные 3D-поверхности, что дает нам возможность производить детали, обычно предназначенные для процессов литья.
Возможности одновременной 5-осевой обработки
5-осевая обработка дает разработчикам огромный уровень гибкости при проектировании очень сложной трехмерной геометрии. Понимание возможностей каждого типа обработки с ЧПУ имеет важное значение при проектировании деталей с ЧПУ. Если ваш проект требует использования 5-осевого ЧПУ, используйте его по максимуму! Какие другие функции могли бы выиграть от возможностей 5-осевой обработки?
В CloudNC мы работаем над программным обеспечением, которое упростит обработку, автоматизируя большую часть пути и помогая людям с меньшим опытом использовать станки с ЧПУ так, как это может сделать эксперт. Если вы хотите узнать больше, почему бы не зайти на нашу страницу технологий, чтобы ознакомиться с нашими решениями, посмотреть видео о том, куда, по нашему мнению, могут привести нас наши решения, о вашей миссии и видении, или загляните на нашу страницу вакансий!
Поделиться публикацией
Что такое 4-осевая и 5-осевая обработка с ЧПУ?
В производстве продукции, связанной с обработкой с ЧПУ, нужно многое знать об осях для обработки с ЧПУ. Это связано с их важностью и тем фактом, что большинство современных станков с ЧПУ, как правило, работают с использованием 4-осевой и 5-осевой обработки с ЧПУ.
В этой статье вы познакомитесь с 4-осевой и 5-осевой обработкой с ЧПУ. Это будет включать в себя представление их основных принципов, их различий и того, как выбрать один из них для вашего проекта обработки.
Что такое 3-осевая обработка с ЧПУ?
Чтобы понять рабочие механизмы 4-осевой и 5-осевой обработки с ЧПУ, вам необходимо получить четкое представление о 3-осевой обработке, которая до сих пор является наиболее широко используемой формой обработки с ЧПУ.
Типичный процесс 3-осевой обработки с ЧПУ включает в себя три механизма создания детали. Один — это движение шпинделя вверх и вниз, а другие — его перемещение из стороны в сторону и вперед и назад.
Ограничения 3-осевой обработки с ЧПУ
3-осевая обработка с ЧПУ работает по трем осям (XYZ). Хотя это подходящий способ работы, он имеет некоторые серьезные ограничения.
Одна из них заключается в том, что угол режущего инструмента остается постоянным, что затрудняет отрезание частей материала в труднодоступных местах заготовки. Кроме того, может потребоваться выполнить несколько наладок детали, что резко снижает производительность. Эти ограничения ответственны за более популярное использование 4-осевой и 5-осевой обработки с ЧПУ.
Что такое 4-осевая обработка с ЧПУ?
Из-за ограничений 3-осевой обработки, описанных выше, 4-осевая и 5-осевая обработка с ЧПУ стала более популярной. Процесс 4-осевой обработки с ЧПУ включает в себя тот же механизм действия. Однако, судя по его названию, в него включена дополнительная ось.
В 4-осевом станке с ЧПУ шпиндель перемещается по трем осям: вверх-вниз, из стороны в сторону и вперед-назад, при этом заготовка остается неподвижной на столе станка. 4-осевая обработка с ЧПУ дополнительно вращается вдоль оси X, также известной как ось A. Эта дополнительная ось позволяет 4-осевой обработке с ЧПУ работать в ситуациях, связанных со сверлением отверстий или вырезами.
Как правило, 4-осевая обработка с ЧПУ предпочтительнее 3-осевой обработки с ЧПУ, поскольку она ускоряет и повышает точность производственного процесса.
Что такое 5-осевая обработка с ЧПУ?
Процесс 5-осевой обработки с ЧПУ также очень похож на процесс 3-осевой обработки с ЧПУ. Тем не менее, он имеет несколько очень важных функций, которые обеспечивают эти две дополнительные оси и гораздо большую гибкость при резке.
При 5-осевой обработке с ЧПУ шпиндель и режущий инструмент перемещаются по трем осям. Однако есть и другие повороты по оси X (называемой осью A), оси Y (называемой осью B) и оси Z (называемой осью C). 5-осевые станки могут использовать любые две из этих осей вращения, в зависимости от их конфигурации.
5-осевая обработка с ЧПУ используется в различных мощностях в зависимости от этой функции. Он может выполнять фрезерование, токарную обработку и т. д. Поэтому вам нужен только один станок для обработки нескольких деталей.
·
3+2-осевая обработка с ЧПУ
3+2-осевая обработка является подтипом 5-осевой обработки, которая, согласно своему названию, представляет собой нечто среднее между 3-осевой и 5-осевой. Тем не менее, это быстрая и высокоэффективная форма 5-осевой обработки. Иногда его называют позиционной 5-осевой обработкой.
При 3+2-осевой обработке угол режущего инструмента не изменяется при вращении шпинделя или стола вокруг двух дополнительных осей. В результате режущий инструмент не всегда перпендикулярен детали и не всегда создает идеальные резы.
Однако существует форма 3+2-осевой обработки, называемая индексированной 3+2-осевой обработкой. В этой форме угол режущего инструмента можно регулировать вручную между резами.
·
Одновременная 5-осевая обработка с ЧПУ
При 5-осевой обработке, когда режущий инструмент всегда можно держать перпендикулярно детали, имеем непрерывную или одновременную 5-осевую обработку. Этот процесс может обеспечить превосходную отделку поверхности и позволяет получить доступ к труднодоступным местам. Однако это медленнее, чем 3+2-осевая обработка.
Различия между 4-осевой и 5-осевой обработкой с ЧПУ
Основное различие между 4-осевой и 5-осевой обработкой с ЧПУ заключается в дополнительных осях, которые они имеют, и это приводит к другим тонким различиям.
Разница в осях
4-осевая обработка с ЧПУ имеет дополнительную ось, ось А, а 5-осевая обработка с ЧПУ имеет две дополнительные оси, которые могут быть осью А, осью В или С- оси в зависимости от конфигурации.
Вращение по осям
4-осевая обработка с ЧПУ позволяет вращение по оси А, а 5-осевая позволяет вращение по двум из трех осей (ось А, ось В и ось С) .
Гибкость
5-осевая обработка с ЧПУ имеет дополнительную ось, чем 4-осевая обработка с ЧПУ. Мало того, что это экстра, так еще и не локализовано. Локализованный в этом контексте означает, что дополнительная ось 4-осевой обработки с ЧПУ всегда находится на оси X. В то время как 5-осевая обработка с ЧПУ может выполняться либо по двум осям XYZ. Это дополнительное и нелокализованное свойство дает 5-осевой обработке с ЧПУ дополнительное преимущество по сравнению с 4-осевой обработкой с ЧПУ с точки зрения гибкости.
Стоимость
Особенности и функции 5-осевой обработки с ЧПУ делают ее более дорогостоящей, чем 4-осевую обработку с ЧПУ.
Независимо от конкретной конфигурации все 4-осевые и 5-осевые станки могут перемещать свои режущие инструменты более разнообразными способами и под большим количеством углов, чем 3-осевые станки. Это позволяет выполнять более сложные операции обработки и повышать точность, а также может устранить необходимость в нескольких настройках.
·
Преимущества использования 4-осевой и 5-осевой обработки с ЧПУ
4-осевая и 5-осевая обработка с ЧПУ дает множество преимуществ, из которых вы можете выбрать правильный. Это включает в себя повышение точности, сокращение времени настройки и возможность изготовления более сложных деталей.
Другие особые преимущества зависят от конфигурации станка или от того, используется ли 3+2-осевая или непрерывная 5-осевая обработка.
В общем, 3+2-осевая обработка имеет следующие преимущества:
Быстрая обработка.
Простая настройка.
Низкая вероятность вмешательства инструмента.
Непрерывная 5-осевая обработка имеет следующие преимущества:
Превосходное качество поверхности.
Улучшенный доступ к деталям.
Меньший износ инструмента.
Применение 4-осевой и 5-осевой обработки с ЧПУ
4-осевая и 5-осевая обработка с ЧПУ важна во многих сценариях, связанных с производством продукции. В зависимости от того, что вам нужно, они полезны при создании пресс-форм с глубокими полостями, создании сложных трехмерных форм и обработке наклонных поверхностей детали без ущерба для точности.
5-осевая обработка с ЧПУ может использоваться для самых разных деталей. Например, он стал особенно доминирующим в производстве таких деталей, как рабочие колеса и лопатки турбин, которые имеют контурные поверхности, непригодные для 3-осевой обработки.
Как выбрать между 4-осевая и 5-осевая обработка с ЧПУ
Выбор между 4-осевой и 5-осевой обработкой с ЧПУ для вашего проекта требует понимания одной или двух вещей. Три важных момента, которые вы должны учитывать при выборе между ними:
·
Ваш бюджет
По бюджетной шкале 5-осевая более дорогая, чем 4-осевая, которая также дороже, чем 3-осевая. Причина заключается в расширении возможностей, функций и функций по мере перехода от 3 к 4 к 5.
·
Ваши требования
Для сложных деталей вам следует использовать 5-осевую обработку с ЧПУ. Однако для проектов, направленных на производство небольших и простых деталей, идеально подходят 3-х и 4-х осевые станки.
·
Операционные процедуры
Чем выше число осей, тем сложнее будет работать. В ситуациях, требующих простой рабочей процедуры, 3-осевая обработка является самой простой, за которой следует 4-осевая обработка с ЧПУ.
Заключение
Знакомство новичка с различием между 4-осевой обработкой с ЧПУ и 5-осевой обработкой с ЧПУ — это один шаг к созданию правильного продукта. Это связано с тем, что большинство станков с ЧПУ используют 3-осевой, 4-осевой и 5-осевой процесс обработки с ЧПУ. Поэтому в этой статье рассказывается о разнице между тремя.
Думаете ли вы использовать один из двух процессов в своем проекте? Почему бы не попробовать нас в RapidDirect? Наша команда экспертов хорошо разбирается в обработке с ЧПУ, и мы можем гарантировать высококачественную продукцию, соответствующую вашим требованиям. Свяжитесь с членом команды RapidDirect или загрузите предложение по ссылке ниже. Мы к вашим услугам!
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Пластик для 3D принтера SEM: характеристики, отзывы
При покупке 3D-принтера СКИДКА на пластик и полимеры до 10%
Пластик для 3D принтера SEM – обзор материалов
22.07.2017 powernic
Пластик для 3D принтера SEM – обзор материалов
Пластик для 3д принтера SEM – еще один российский бренд, который отличает достойное качество, большой выбор модификаций и цветов, а также доступная цена. В отрасли FDM печати это – уверенный лидер, купить продукцию которого с доставкой по России можно в нашем интернет магазине.
Пластик для 3D принтера SEM
SEM – это первый российский производитель, предложивший отличную альтернативу филаментам западного и китайского производства. Компания локализована в городе Королев и с момента основания в 2013 году ее специалисты не только стали профессионалами в области 3D технологий, но и внесли существенный вклад в их развитие.
Несмотря на стремительную популяризацию аддитивного производства, эта ниша рынка все еще остается достаточно узкой, потому качество – основной показатель успешности каждого современного производителя. Используемое для изготовления пластиковой нити сырье и ключевые мастербатчи – европейского производства. Тем не менее, технологам и инженерам удалось найти оптимальное сочетание цены и качества исходных материалов. Этим объясняется популярность готовой продукции, к основным преимуществам которой по праву относятся следующие характеристики:
идеальная совместимость со всеми FDM принтерами, от самых бюджетных до дорогих профессиональных и промышленных моделей;
стабильность диаметра нити 1,75 мм и других типоразмеров на всей длине прутка катушки, чем объясняется высокое качество печати;
обширная гамма оттенков, позволяющая выбрать любой необходимый цвет – черный, белый, прозрачный, голубой, бордовый, графитовый, мраморный, синий, желтый, фиолетовый, красный, зеленый, оранжевый, коричневый, натуральный, розовый, салатовый и многие другие;
высококачественные красители, не меняющие исходный оттенок в процессе печати или при постобработке готовой модели;
невысокая стоимость, позволяющая применять его не только для профессионального моделирования, но идля обучения в школах, технических вузах и других образовательных учреждениях.
Обзор ассортимента
Материал для 3д печати СЕМ представлен в основном инженерными пластиками, обладающими существенно улучшенными эксплуатационными свойствами. Нить производства этого бренда отличается повышенной прочностью и стойкостью, слои прекрасно склеиваются между собой, благодаря чему и качество поверхности объектов на высоте.
Сегодня можно заказать инженерный пластик следующих разновидностей:
ABS – классический материал, востребованный среди профессионалов, с отличными прочностными характеристиками и температурной стойкостью;
ABS MAX – улучшенная модификация обычного АБС;
ABS/PC – смесь АБС с поликарбонатом, сочетающая лучшие свойства этих материалов;
ABS/PLA – техническая категория расходников, которая применяется как в тестовой печати, так и для производства объектов различного назначения;
ASA – атмосферостойкий пластик с характеристиками ABS;
FLEX – эластичный материал, аналог нейлоновой нити с улучшенными прочностными характеристиками;
HIPS – универсальный ударопрочный органорастворимый пластик, который может использоваться для печати и основных изделий, и опорных структур в качестве поддержки;
PLA – экологичный и наиболее популярный расходник с улучшенными эксплуатационными характеристиками;
PVA – универсальный водорастворимый филамент для печати поддержек.
Наша компания 3DMall предлагает вашему вниманию максимально полный ассортимент пластиковой нити производства SEM по выгодным и привлекательным ценам. Получить продукцию можно одним из следующих способов – самовывозом в Москве или одном из многочисленных центров выдачи в крупных городах России, адресной доставкой с привлечением национальных перевозчиков.
Коды переработки Символ переработки Символ идентификации смолы пластиковый, символ повторного использования пластмасс, угол, текст, переработка png 1200x1200px 34.49KB
Dual-Mix ™ Проблема с пластиковым ремонтом материал
Часть № 39767
Dual-Mix ™ Forever Warranty
OEM рекомендуется
Усилитель адгезии не требуется
Превосходная адгезия
Отличное шлифование и растушевка кромок
Не дает усадки и не прокалывается
Нулевой уровень летучих органических соединений
Технический паспорт
Материал для ремонта проблемных пластиков Dual-Mix™
Деталь № 39767
(1) доступные варианты
(1) доступные варианты
Быстрый просмотр
Посмотреть подробностиНайти дистрибьютора
Dual-Mix ™ Мультипластиковый ремонтный материал
Деталь № 39847
DUAL-MIX ™ Постоянная гарантия
OEM рекомендуется
Усилитель адгезии не требуется
Исключительное шлифование и растушевка кромки
Остается гибким
Не дает усадки и не прокалывается
Отличная устойчивость к выравниванию и провисанию
Технический паспорт
Мультипластиковый ремонтный материал Dual-Mix™
Деталь № 39847
(1) доступны варианты
(1) доступны варианты
Quick View
900 10 Посмотреть подробностиНайти дистрибьютора
Mini- Ремонт бампера Max™
Деталь № 68422
Усилитель адгезии не требуется
Превосходная адгезия
Отличное шлифование и шлифование кромок
Не дает усадки и не прокалывается
Ноль летучих органических соединений
Технический паспорт
Ремонт бампера Mini-Max™
Деталь № 68422
(1) доступны опции
(1) доступны опции
Быстрый просмотр
Посмотреть подробностиНайти дистрибьютора
Армирующая лента
Деталь № 70006
Легкий клей для легкого нанесения
Идеальная ширина для разрывов
Используется со всеми наполнителями
Армирующая лента
Номер детали 70006
(1) доступны опции
(1) опции в наличии
Быстрый просмотр
ПодробнееНайти дистрибьютора
Пластиковая ремонтная контурная лента
Деталь № 70007
Подложка идеально подходит для ремонта выступов
Идеальная ширина для отверстий и крупных ремонтных работ
Использовать со всеми шпатлевками
Пластиковая ремонтная контурная лента
Деталь № 70007
(1) доступны варианты
(1) доступны варианты 90 003
Быстрый просмотр
ПодробнееНайти a Дистрибьютор
Жесткий пластиковый ремонтный материал Dual-Mix™
Деталь № 40887
Dual-Mix Бессрочная гарантия
OEM рекомендуется
Один продукт для склеивания и ремонта
Исключительная прочность сцепления
Отличное шлифование и шлифование кромок
Доступны варианты нагрева
Формула, обогащенная клетчаткой, помогает контролировать отеки и ореолы
Легко дозировать и наносить
Metton является зарегистрированным товарным знаком Metton America, Inc.
) вариантов
Рекомендуемые товары
Детальная глина Mothers® Professional Medium Grade
Артикул #MOT.87241
Детализирующие глиняные бруски представляют собой неабразивную синтетическую замазку, которая удаляет загрязнения и загрязнения из окружающей среды…
Калифорнийские золотые глиняные слитки Mothers®
Деталь #MOT.07242
Золотые глиняные слитки Mothers® California Gold удаляют твердые частицы, крупинки металла, смолу деревьев, остатки краски и…
Универсальная чашечная система VCS™
Деталь №
Система чашек VCS — это усовершенствованная система чашек для краски, разработанная для повышения универсальности, соответствия цвета и консистенции…
Trim Black Ultra
Деталь № 49133, 49143, 49153
Настоящая угольно-черная краска для отделки, разработанная для соответствия современным цветам отделки и уровням блеска. Предназначен для использования на плас…
Клеи | Ремонт | Продукты SEM
Продукты
Очистить все
Фильтр ( 1 ) Сорт
Отображение 12 результаты
Быстрый просмотр
ПодробнееНайти дистрибьютора ранти
OEM рекомендуется
Превосходная ударопрочность и прочность на отрыв
Отличная коррозионная стойкость
60 минут рабочего времени
Минимальное время простоя благодаря нескольким вариантам термического отверждения
Распорные шарики для одинаковой толщины линии склеивания
Совместимость с заклепками и сваркой
Технический паспорт
Ударопрочный клей Dual-Mix™
Деталь № 39757
(1) доступны варианты
(1) доступны варианты
Быстрый просмотр 900 03
ПодробнееНайти дистрибьютора
Dual-Mix ™ Дверная обшивка и клей SMC
Деталь № 39337
DUAL-MIX™ Бессрочная гарантия
OEM рекомендуется
Состав без потеков
Превосходная защита от коррозии
Склеивает несколько поверхностей
Увеличенный двухлетний срок хранения
Технический паспорт
Видеоинструкция
Дверная обшивка Dual-Mix™ и клей SMC
Деталь № 39337
(1) доступны варианты
(1) доступны варианты
Быстрый просмотр
ПодробнееНайти Дистрибьютор
Dual-Mix™ Weld-Bond Adhesive
Деталь № 39537
DUAL-MIX™ Бессрочная гарантия
OEM рекомендуется
Превосходная ударопрочность и прочность на отрыв
Распорные шарики для одинаковой толщины линии склеивания
Отличная стойкость к воздействию окружающей среды
Продленное рабочее время на один час
Технический паспорт
Dual-Mix™ Weld-Bond Adhesive
Деталь № 39537
(1) доступны варианты
(1) доступны варианты
Quick View
9 0010 ПодробнееНайти дистрибьютора
Многоцелевой клей для панелей Dual-Mix™
Деталь № 39747
DUAL-MIX™ Постоянная гарантия
OEM рекомендуется
Длительное время работы
Исключительная ударопрочность и прочность на отрыв
Отличная коррозионная стойкость
Распорные шарики для одинаковой толщины линии склеивания
Формула без провисания
Простая подготовка поверхности
Совместим со сваркой MIG или STRSW
Технический паспорт
Видеоинструкция
Многоцелевой клей для панелей Dual-Mix™
Деталь № 39747
(1) доступные варианты
(1) доступные варианты
Quick Посмотреть
Посмотреть подробностиНайти дистрибьютора
Клей для патч-панелей Dual-Mix™
Деталь № 39897
DUAL-MIX™ Бессрочная гарантия
OEM рекомендуется
Превосходная ударопрочность и прочность на отрыв
Формула без провисания
Быстрое время отверждения
Отличная коррозионная стойкость
Технический паспорт
Клей для патч-панелей Dual-Mix™
Деталь № 39897
(1) доступны варианты
(1) доступны варианты
Быстрый просмотр
900 10 Посмотреть подробностиНайти дистрибьютора
Dual-Mix™ Quick Set 20
Деталь № 40207
Dual-Mix™ Бессрочная гарантия
OEM рекомендуется
Высокая прочность и возможность шлифования
Связывает почти что угодно
Формула без провисания заполняет пробелы
Бесцветный
Сверхбыстрая настройка
Технический паспорт
(2) доступны опции
cartridge»>
Деталь № 40207
7 унций картридж
Деталь № 40202
1,7 унции. картридж
Набор для быстрого набора Dual-Mix™ 20
Деталь № 40207
(2) доступны опции
(2) доступны опции
Дополнительные опции
Быстрый просмотр
Подробная информацияНайти дистрибьютора
Набор Dual-Mix™ Quick Set 50
Деталь № 40507
9002 0 DUAL-MIX™ Бессрочная гарантия
OEM рекомендуется
Высокая прочность и возможность шлифования
Склеивает несколько поверхностей
Формула без провисания
Быстрая настройка
Технический паспорт
(3) доступны опции
cartridge»>
Черный
Деталь № 40507
7 унций картридж
Прозрачный
Деталь № 40517
7 унций картридж
Черный
Деталь № 40502
1,7 унции. картридж
Dual-Mix™ Quick Set 50
Деталь № 40507
(3) доступны варианты
(3) доступны варианты
Дополнительные параметры
Быстрый просмотр
Узнать подробностиНайти дистрибьютора
Набор для быстрого набора Dual-Mix™ 180
Номер по каталогу 41807
DUAL-MIX™ Постоянная гарантия
OEM рекомендуется
Высокая прочность и возможность шлифования
Склеивает несколько поверхностей
Формула без провисания
Увеличенное трехминутное рабочее время
Технический паспорт
Dual-Mix™ Quick Set 180
Деталь № 41807
(1) доступны варианты
(1) доступны опции
Быстрый просмотр
Подробная информацияНайти дистрибьютора
Dual-Mix™ Non-Sag Быстросхватывающийся клей — снят с производства
Деталь № 39907
90 020 DUAL-MIX™ Бессрочная гарантия
Верхняя адгезия
Идеальное рабочее время
Связанных связей Несколько субстратов
Технологический лист данных
Dual-Mix ™ Непойс. 0002 (1) доступны варианты
(1) доступны варианты
Быстрый просмотр
ПодробнееНайти дистрибьютора Рекомендуемый ОЕМ
Скрепляет порванный пластик во время ремонта
Обеспечивает высокопрочное соединение
Также для использования на виниле, металле и стекле
Акселератор создает мгновенную связь
Технический паспорт
(3) доступны опции
Деталь № 39310
3 унции Набор
Деталь № 39311
1 унция.
Деталь № 39322
2 унции
Insta-Bond™
Деталь № 39310
(3) доступны опции
(3) доступны опции
Дополнительные опции
Быстрый просмотр
Просмотреть подробностиНайти дистрибьютора 90 003
Универсальный клей Mini-Max™
Деталь № 68432
Превосходная адгезия
Идеальное рабочее время
Склеивает несколько поверхностей
Не содержит изоцианатов
Технический паспорт
Mini-Max™ Клей общего назначения
Деталь № 68432
(1) доступны варианты
(1) доступны варианты
Quick View
900 10 Посмотреть подробностиНайти дистрибьютора
Mini-Max™ Прозрачный быстросхватывающийся клей
Деталь № 68442
Превосходная адгезия
Высокая прочность
Быстрое отверждение
Склеивает несколько поверхностей
Технический паспорт
Mini-Max™ Clear Fast Set Adhesive
Деталь № 68442
(1) доступны опции
(1) доступны опции
Рекомендуемые товары
Детальная глина Mothers® Professional Medium Grade
Тележка-трансформер ТГК-3 — ТГК-3, трансформер Размер платформы — 350х410 Диаметр колес — 2×250/2×125 Грузоподъемность
Ярославль
Компании:
11 545
Товары и услуги:
24 011
Статьи и публикации:
701
Тендеры и вакансии:
140
Вход в личный кабинет
А ваша компания есть в справочнике?
Компании
Товары и услуги
Тендеры
Вакансии
Статьи и публикации
Купить
ТГК-3, трансформер Размер платформы — 350х410 Диаметр колес — 2×250/2×125 Грузоподъемность — 350
посмотреть все (12245)
Другие товары и услуги компании:
Тележка-трансформер ТГК-300
ТГК-300, трансформер Размер платформы — 350х570 Диаметр колес — 2×250/2×150 Грузоподъемность — 300
Тележка-трансформер ТГК-350
ТГК-350, трансформер Размер платформы — 500х200 Диаметр колес — 2×250/2×125 Грузоподъемность — 350
Тележка для уборки помещений ТУП
Тележка предназначена для внутрикорпусной транспортировки приспособлений и принадлежностей, для уборки помещений и сбора мусора.
13 358 р.
Тележка внутрикорпусная ТВК-1
Тележка предназначена для перевозки различных грузов: контейнеров с медикаментами, белья, одежды, матрацев, медицинской аппаратуры .
Тележка для перевозки больных внутрикорпусная ТПБВ-02 «Д»
Тележка для перевозки больных внутрикорпусная ТПБВ-2″Д» предназначена для перемещения пациентов внутри помещений в лечебных учреждениях.
43 263 р.
Тележка для перевозки больных внутрикорпусная ТПБВ-01 «Д»
Тележка для перевозки больных внутрикорпусная ТПБВ-01 «Д» предназначена для перемещения пациентов внутри помещений в лечебных учреждениях.
14 421 р.
Мебель, интерьер, товары для дома и офиса
Металлическая мебель Мебель
Информация о продавце
«МФ» ООО «Мебельная Фабрика»
+7 (906) 631-01-43
150049 г. Ярославль, ул. Лисицына, д. 3а, Литер В3, офис 201
www.mf76.ru
Торгово-производственная мебельная компания ООО «Мебельная фабрика» занимается многопрофильной поставкой мебели и комплектующих для офисных кресел и стульев по всей территории России.
Тележка для баллонов ТГК-П пропан + кислород, 2 б (2 колеса d 250мм пневм, 1 колесо d 160мм резина)
Наведите курсор на изображение, чтобы увеличить его (реальный товар может отличаться от изображения)
Сэкономьте 7,97 $
Adapt AllSKU: ТГК-02
Поделитесь этим продуктом
Техническая спецификация
Скачать техническое описание
Обычно отправляется в пределах
Тот же день
Расположение завода
Твинсбург, Огайо или Хьюстон, Техас
Форма
Набор
Страна выпуска
Канада
Длина
Н/Д
Набор для измерения резьбы JIC, NPT, ORB и ORFS — это удобное и доступное решение для идентификации бытовых резьбовых фитингов в полевых условиях, в магазине или на витрине магазина. Этот инструмент с 4 инструментами в виниловом чехле позволяет определить внутреннюю резьбу, внешнюю резьбу, шаг резьбы, а также углы фаски и носового конуса, характерные для JIC и NPT. Доступно индивидуальное брендирование.
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardShop PayVisa 90 004 Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Компания OneHydraulics стремится к 100% удовлетворенности клиентов при выполнении каждого заказа. Если вы не полностью удовлетворены своим заказом, пожалуйста, свяжитесь с нами прямо сейчас, чтобы мы могли сделать это правильно.
Товары, приобретенные на сайте onehydraulics.com с запасами в нашем офисе в Хьюстоне, можно вернуть в течение 30 дней с даты отправки. Товары, приобретенные со склада нашего производителя, могут облагаться сборами за пополнение запасов, как это определено нашими производителями. Прежде чем возвращать какие-либо продукты, уточните у OneHydraulics, требуется ли плата за пополнение запасов для возврата продукта.
Любое изделие, изготовленное по заказу клиента, включая лебедки и другие изделия, изготавливаемые на заказ , может быть неотменяемой и невозвратной. OneHydraulics не будет принимать возврат этих товаров ни по какой причине. Если вам может потребоваться вернуть товар, который вы заказываете, убедитесь, что он может быть возвращен до заказа.
Все товары должны быть возвращены в НОВОМ состоянии, в оригинальной упаковке. Мы не принимаем товары, которые были использованы или приобретены у другой компании. За все возвраты взимается плата за пополнение запасов, а стоимость доставки не возвращается. Если возврат требуется в результате ошибки, допущенной OneHydraulics (например, отправка не того товара и т. д.), вышеуказанные сборы могут не применяться. Свяжитесь со своим продавцом или напишите по адресу [email protected], чтобы мы могли немедленно исправить любые ошибки, связанные с вашим заказом.
Пожалуйста, ознакомьтесь с нашими Положениями и условиями, касающимися претензий по гарантии. Перед отправкой товара обратно в OneHydraulics вы должны сначала получить форму и номер разрешения на возврат товаров (RGA). Все возвраты должны быть отправлены с предоплатой, при этом номер RGA должен быть четко указан на внешней стороне транспортировочной коробки. Все элементы должны быть надлежащим образом упакованы, чтобы предотвратить их повреждение при отправке обратно в OneHydraulics. Невыполнение этого требования может привести к отказу в возврате. После нашей проверки вы будете уведомлены об утилизации продукта и о расходах, если таковые имеются. Продукты, возвращенные по заводской гарантии, должны сопровождаться отчетом, объясняющим неработоспособность или неисправность возвращенной детали. Пожалуйста, свяжитесь с OneHydraulics перед отправкой обратно какого-либо предмета, связанного с гарантийным случаем, так как эти предметы, возможно, придется отправить обратно непосредственно на завод.
Любой товар с пометкой «Окончательная распродажа» на веб-сайте не подлежит отмене и возврату. Любой товар, изготовленный по заказу клиента, не подлежит отмене и возврату. OneHydraulics не будет принимать возврат этих товаров ни по какой причине.
Передвижной 3-х уровневый органайзер для домашней кухни Тележка для хранения на колесиках C – PeelOrange.
— Бесплатная доставка при заказе на сумму свыше рупий. 999/-
— PAN INDIA COD доступен для заказа на сумму менее 10 000 рупий/-
— Простая политика возврата в течение 7 дней по основным категориям.
— Для возврата внимательно прочитайте описание товара
— Отказ от возврата настраиваемых продуктов
— Easy EMI’s Доступно выше 1999 рупий/-
— Квартира 49 рупий Стоимость доставки ниже 999 рупий/-
— Обычно отправляет заказ в течение 24-48 часов !
Поделитесь этим продуктом
Особенности:
wholesale.0.i38.19c82d6e4XChYF»> 1. Новый дизайн — складная тележка на колесиках имеет большое пространство для хранения. Можно сложить в любой момент, не занимая места.
2. Экономия места — Может быть многоуровневым хранилищем, что увеличивает расстояние между конструкциями высокого уровня, что упрощает хранение предметов разных размеров.
3. Хорошее качество — высококачественный материал из углеродистой стали, прочный и крепкий, выдерживающий большой вес.
4. Простота использования — не требует установки, может использоваться напрямую, что экономит время.
Технические характеристики:
Материал
Углеродистая сталь
Цвет
Черный/Белый/Синий/Розовый
Размер
17,3*11,8*35,2 дюйма (44*30*89,5 см)
Размер упаковки
45*12,5*97см
Общий вес
4 кг
Уважаемый покупатель,
Если вам нужна помощь в установке или сборке продукта, вы можете выбрать любого другого онлайн-поставщика услуг по сборке / установке, в зависимости от того, что вам удобно, например, UrbanCompany и т. д. Специалист по сборке может взять 3-5 рабочих дней будут организованы у вашего порога, или вы также можете позвонить любому местному плотнику, чтобы установить его.
ПРИМЕЧАНИЕ. Мы не предоставляем услуги по установке или сборке лично. Спасибо
Team PeelOrange
Хороший продукт.
Качество и внешний вид хорошие.
Экономия места на кухне
Я счастлив, что у меня есть эта тележка, потому что я могу использовать ее для кухни, продуктовых магазинов и т. д. Стоит купить продукт.
Очень понравилась эта тележка
Я собирался купить икеевскую тележку раньше, хотя Peelorange продает ее намного дороже, чем она стоит, и продается икеа даже после оплаты доставки и прочего, но потом я наткнулся на эту и заказал это . Это действительно хорошее соотношение цены и качества. У меня трубка немного погнута внутрь, хотя ничего, с чем не справишься сам.
12
Возврат
Наш полис действует 7 дней. Если с момента доставки вашего заказа прошло 7 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Некоторые виды товаров не подлежат возврату. Товары, изготовленные по индивидуальному заказу, такие как предметы мебели, принадлежности для ванной и кухни или специально изготовленные по индивидуальному заказу товары, не подлежат возврату. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы.
Дополнительные товары, не подлежащие возврату: — Подарочные карты — Некоторые товары для здоровья и личной гигиены
Для оформления возврата нам потребуется квитанция или подтверждение покупки. Пожалуйста, не отправляйте покупку обратно производителю.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо) — Любой товар не в своем первоначальном состоянии, поврежден или отсутствует по причинам, не связанным с нашей ошибкой — Любой товар, возвращенный более чем через 7 дней после доставка
Возврат (если применимо) После получения и проверки вашего возврата мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения. Если вы одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или исходному способу оплаты в течение определенного количества дней.
Несвоевременное или отсутствующее возмещение (если применимо) Если вы еще не получили возмещение, сначала снова проверьте свой банковский счет. Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен. Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку. Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected]
Предметы со скидкой (если применимо) К сожалению, возврату подлежат только товары по обычной цене. товары со скидкой не подлежат возврату.
Обмен (если применимо) Мы заменяем товары только в случае их дефекта или повреждения. Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо с фото или видео на адрес [email protected] и отправьте свой товар по адресу:
PeelOrange.com , Хасра № 180/2,
S Tawar. Shop , — Gujarwali Gali , Chandan Hola
Chattarpur Delhi -110074
Подарки Если товар был помечен как подарок при покупке и доставке непосредственно вам, вы получите подарочный кредит на сумму вашего возврата . После получения возвращенного товара вам будет отправлен подарочный сертификат.
Если товар не был помечен как подарок при покупке, или даритель отправил заказ себе, чтобы передать вам позже, мы отправим возврат дарителю, и он узнает о вашем возврате.
Доставка Чтобы вернуть товар, отправьте его по почте:
PeelOrange.com , Khasra No. 180/2 ,
S Tawar Shop, — Gu Джарвали Гали, Чандан Хола
Чаттарпур Дели -110074
Вы будете нести ответственность за оплату транспортных расходов по возврату вашего товара. Стоимость доставки не возвращается. Если вы получите возмещение, стоимость доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, которое может потребоваться для того, чтобы обмененный товар был доставлен к вам, может различаться.
Если вы отправляете товар на сумму более 5000 рупий, вам следует рассмотреть возможность использования отслеживаемой службы доставки или приобретения страховки доставки.
 Существующие фрезы для фрезера Makita RP2301F позволяют создавать пазы прямоугольной формы, V-образной, полукруглой и фигурные пазы. С помощью копировальных втулок фрезером можно вырезать одинаковые фигуры различной формы при помощи заранее изготовленного шаблона. Фрезер Makita RP2301F в отличие от Makita RP2300F снабжается электронным тормозом, который останавливает вращение фрезы за долю секунды при выключении инструмента.
Существующие фрезы для фрезера Makita RP2301F позволяют создавать пазы прямоугольной формы, V-образной, полукруглой и фигурные пазы. С помощью копировальных втулок фрезером можно вырезать одинаковые фигуры различной формы при помощи заранее изготовленного шаблона. Фрезер Makita RP2301F в отличие от Makita RP2300F снабжается электронным тормозом, который останавливает вращение фрезы за долю секунды при выключении инструмента.

 Этот контроллер поддерживает заданную скорость вращения фрезы при изменении нагрузки. А ограничитель пускового тока (плавный пуск) позволяет включаться инструменту плавно и без рывков.
Этот контроллер поддерживает заданную скорость вращения фрезы при изменении нагрузки. А ограничитель пускового тока (плавный пуск) позволяет включаться инструменту плавно и без рывков. Подсветка помогает работать в плохо освещённых помещениях.
Подсветка помогает работать в плохо освещённых помещениях.





 Аккумуляторы также могут питать другие инструменты Greenlee или Makita. Болторезы разрезают болты, замки, уплотнения контейнеров и (в зависимости от модели резака) резьбовые стержни и кабельные лотки. Также известные как резаки для замков, они более универсальны, но оставляют более грубые концы, чем специальные стержневые или лотковые резаки.
Аккумуляторы также могут питать другие инструменты Greenlee или Makita. Болторезы разрезают болты, замки, уплотнения контейнеров и (в зависимости от модели резака) резьбовые стержни и кабельные лотки. Также известные как резаки для замков, они более универсальны, но оставляют более грубые концы, чем специальные стержневые или лотковые резаки. удобство беспроводной работы. Диаметр колеса 14 дюймов позволяет выполнять резку за один проход глубиной до 5 дюймов в различных материалах из кирпичной кладки и металла. Комплект электрорезака Makita модели GEC01PL4 включает в себя четыре батареи XGT® 40 В макс. 8,0 Ач (BL4080F), эффективное двухпортовое быстрое оптимальное зарядное устройство XGT 40 В макс. (DC40RB) и аккумуляторную электропилу Makita GEC01 14 дюймов.
удобство беспроводной работы. Диаметр колеса 14 дюймов позволяет выполнять резку за один проход глубиной до 5 дюймов в различных материалах из кирпичной кладки и металла. Комплект электрорезака Makita модели GEC01PL4 включает в себя четыре батареи XGT® 40 В макс. 8,0 Ач (BL4080F), эффективное двухпортовое быстрое оптимальное зарядное устройство XGT 40 В макс. (DC40RB) и аккумуляторную электропилу Makita GEC01 14 дюймов.
 0003
0003 Таблица 1 Соответствие требованиям при резке бетона
Таблица 1 Соответствие требованиям при резке бетона

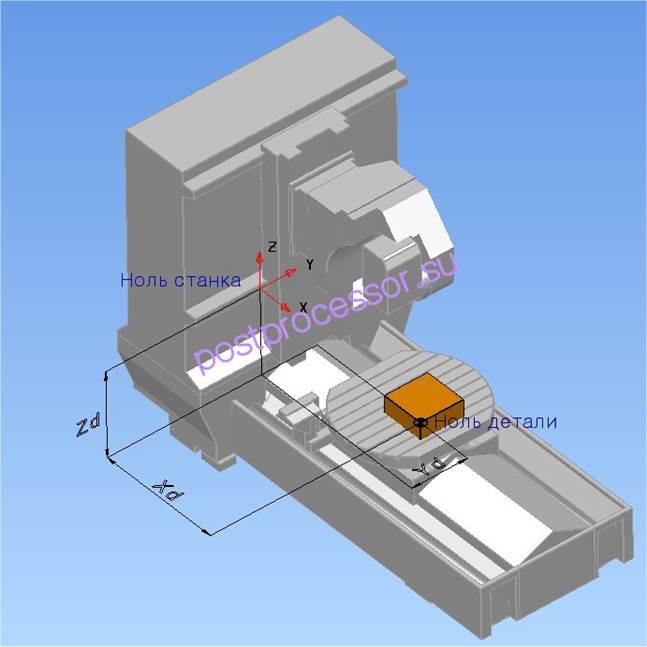 Поднимите руку ладонью вверх, указательным и указательным пальцами наружу, а средний палец вверх. Поставьте руку перед станком с ЧПУ, выровняйте по шпинделю станка, и вы увидите, что оси идеально выровнены.
Поднимите руку ладонью вверх, указательным и указательным пальцами наружу, а средний палец вверх. Поставьте руку перед станком с ЧПУ, выровняйте по шпинделю станка, и вы увидите, что оси идеально выровнены.
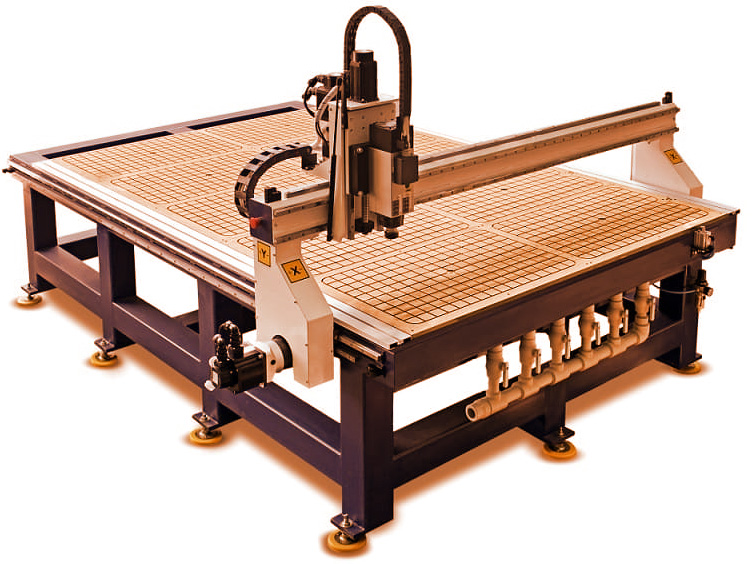 Будь то фрезерный станок или лазер, все они используют эту систему движения.
Будь то фрезерный станок или лазер, все они используют эту систему движения.
 Когда это происходит для всех трех осей, машина теперь «находится в режиме ожидания».
Когда это происходит для всех трех осей, машина теперь «находится в режиме ожидания».
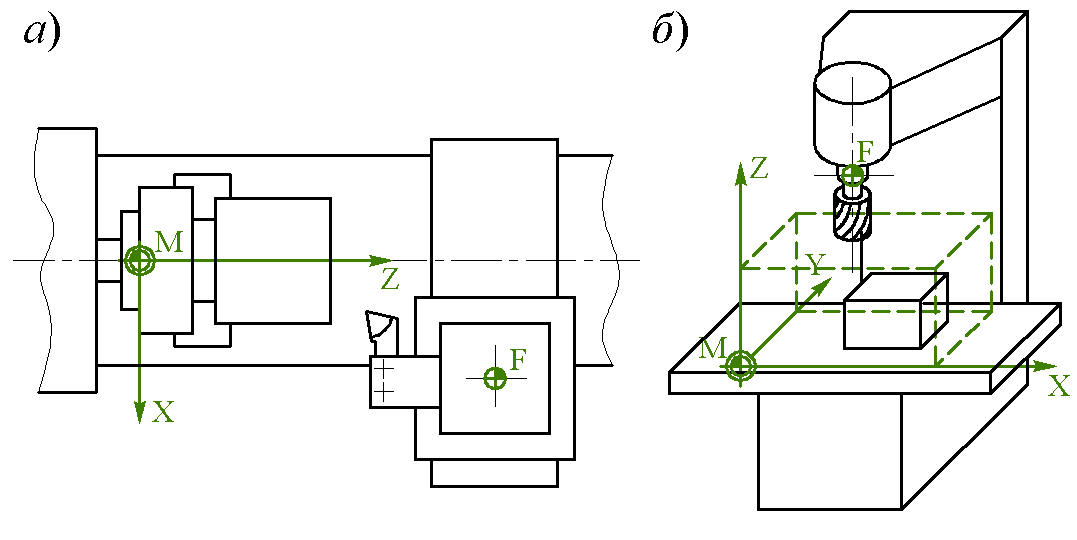 Представьте себе необходимость использовать эти значения координат в качестве отправной точки для вашей программы управления.
Представьте себе необходимость использовать эти значения координат в качестве отправной точки для вашей программы управления.
 Это позволяет станку с ЧПУ точно связать свою систему координат с системами нескольких деталей в разных местах и выполнять несколько настроек одновременно.
Это позволяет станку с ЧПУ точно связать свою систему координат с системами нескольких деталей в разных местах и выполнять несколько настроек одновременно.
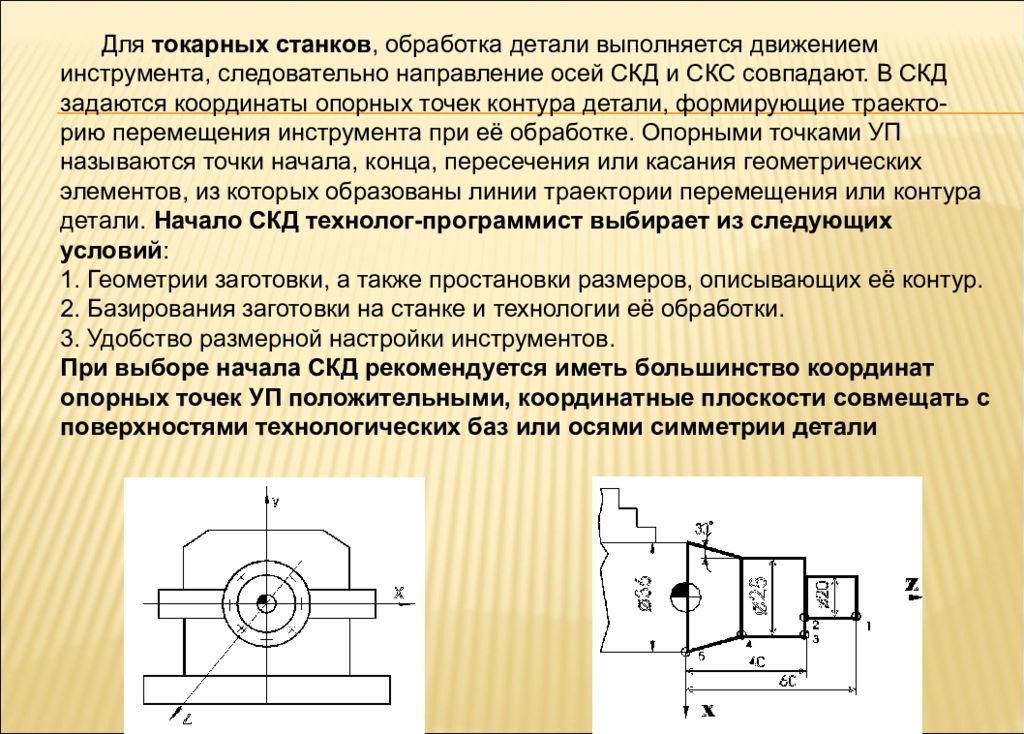 Это самый эффективный метод, но также и самый дорогой, так как для него требуется измерительное оборудование.
Это самый эффективный метод, но также и самый дорогой, так как для него требуется измерительное оборудование.

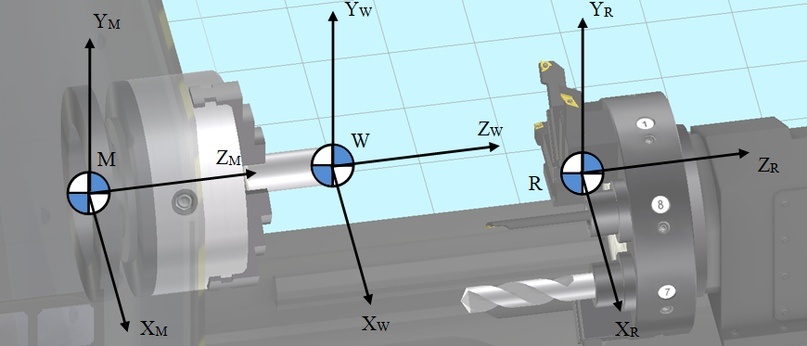 Предполагая, что наше усилие зажима более или менее одинаково, теперь можно обрабатывать.
Предполагая, что наше усилие зажима более или менее одинаково, теперь можно обрабатывать.
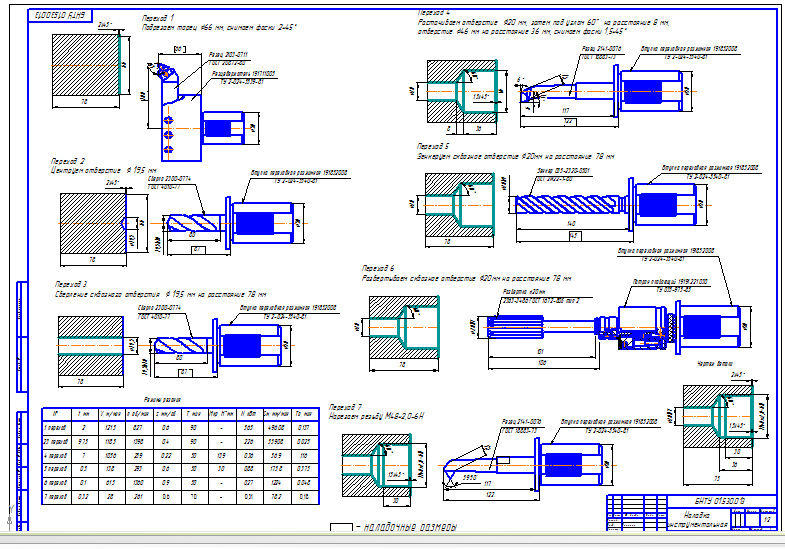 В разных источниках точка может называться нулевой, реперной или исходной.
В разных источниках точка может называться нулевой, реперной или исходной.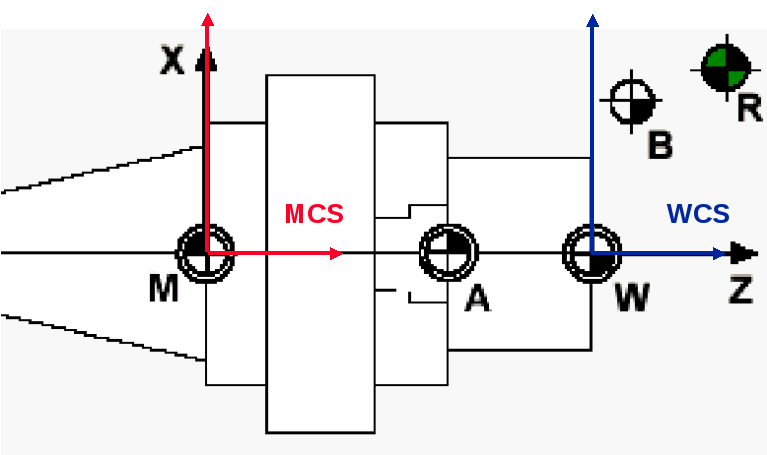 Гораздо проще и надёжнее будет указать станку, откуда начинать перемещения, на этапе его запуска. Осложняется всё тем, что работа идёт не в одной системе координат, а сразу в трёх
Гораздо проще и надёжнее будет указать станку, откуда начинать перемещения, на этапе его запуска. Осложняется всё тем, что работа идёт не в одной системе координат, а сразу в трёх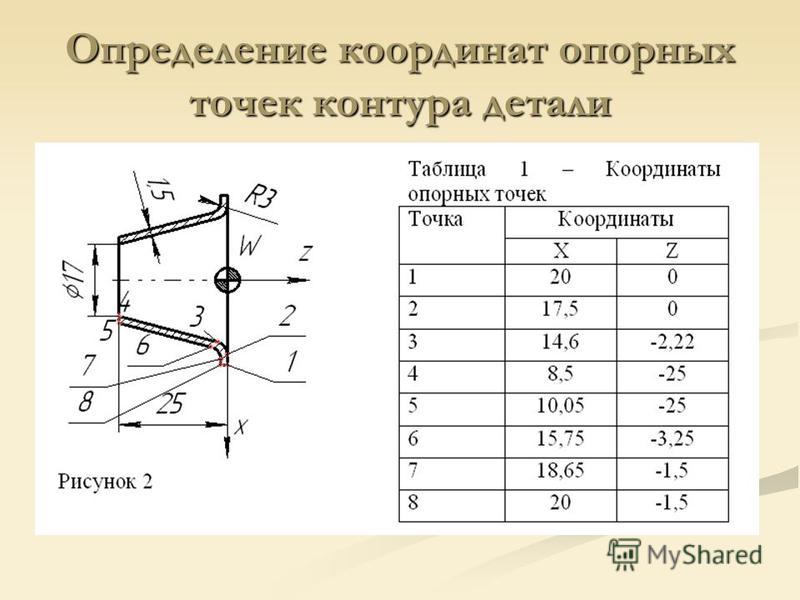
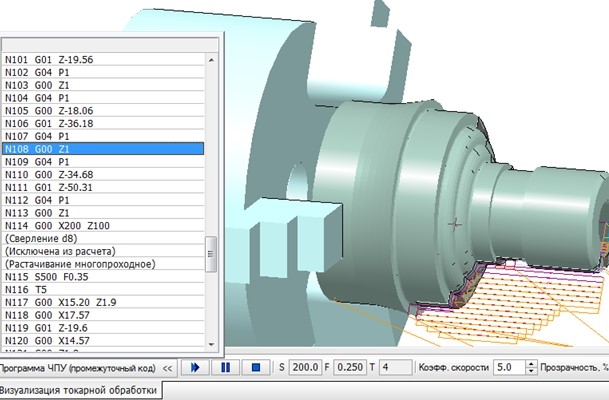 Готово, можно начинать работу.
Готово, можно начинать работу.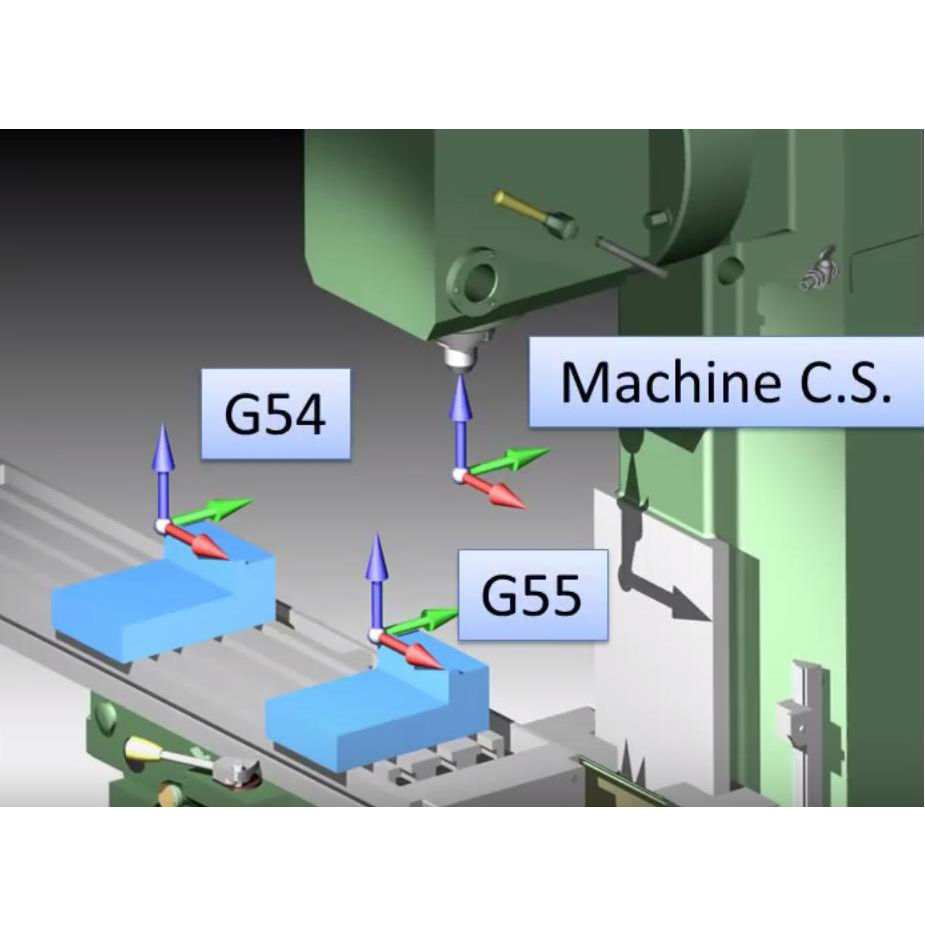 Количество затрачиваемых усилий неодинаково для каждого из них, и некоторые лучше подходят для особых случаев, а другие — более общего характера. Понимание всего арсенала методов поможет вам стать более эффективным, выбрав лучший для каждой работы.
Количество затрачиваемых усилий неодинаково для каждого из них, и некоторые лучше подходят для особых случаев, а другие — более общего характера. Понимание всего арсенала методов поможет вам стать более эффективным, выбрав лучший для каждой работы.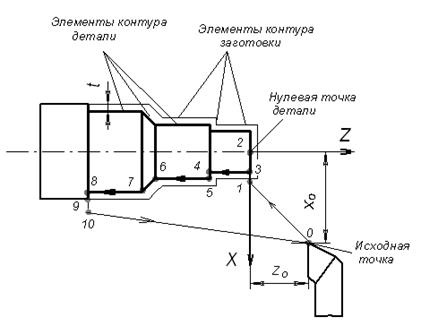 Они полагаются на то, что заготовка является электропроводной, поэтому цепь замыкается, когда кромкомер касается заготовки. Вот типичный электрический искатель края:
Они полагаются на то, что заготовка является электропроводной, поэтому цепь замыкается, когда кромкомер касается заготовки. Вот типичный электрический искатель края: Обратите внимание, что при пристрелке необходимо учитывать радиус наконечника!
Обратите внимание, что при пристрелке необходимо учитывать радиус наконечника! Вы вставляете один в свой шпиндель и используете его, чтобы найти нулевую точку детали, края, углы, откатывание тисков и все виды других общих задач настройки. Причина, по которой вам нужен один, заключается в том, что они быстрее и проще, чем другие методы.
Вы вставляете один в свой шпиндель и используете его, чтобы найти нулевую точку детали, края, углы, откатывание тисков и все виды других общих задач настройки. Причина, по которой вам нужен один, заключается в том, что они быстрее и проще, чем другие методы.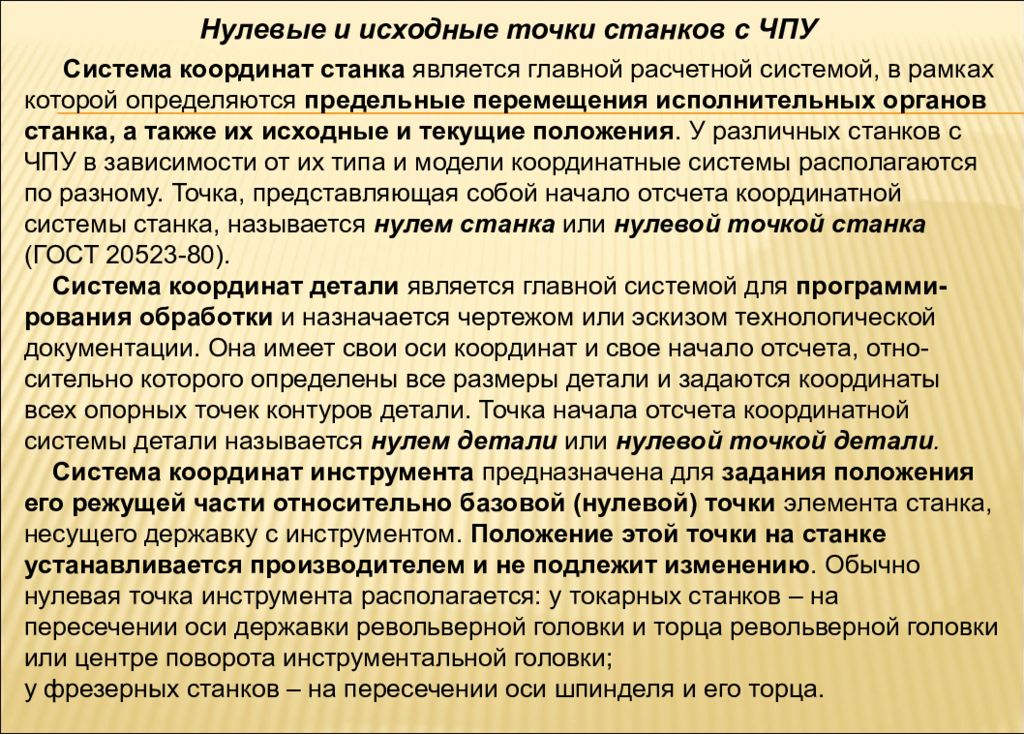 Позвольте мне привести пример. Предположим, вы используете угол неподвижной губки ваших станочных тисков:
Позвольте мне привести пример. Предположим, вы используете угол неподвижной губки ваших станочных тисков: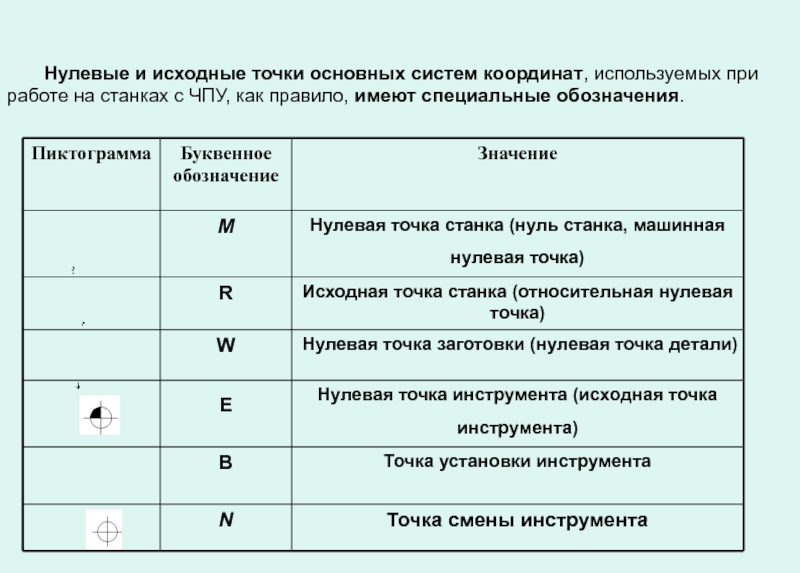 Вам нужно только измерить и обнулить если тиски перемещаются или вы меняете исходное положение. Возможно, вам придется провести повторные измерения, если на ваших машинах также отсутствуют воспроизводимые домашние переключатели. Но с какой бы стороны вы на это ни посмотрели, вы будете устанавливать нулевую часть намного реже, и это сэкономит ваше время.
Вам нужно только измерить и обнулить если тиски перемещаются или вы меняете исходное положение. Возможно, вам придется провести повторные измерения, если на ваших машинах также отсутствуют воспроизводимые домашние переключатели. Но с какой бы стороны вы на это ни посмотрели, вы будете устанавливать нулевую часть намного реже, и это сэкономит ваше время.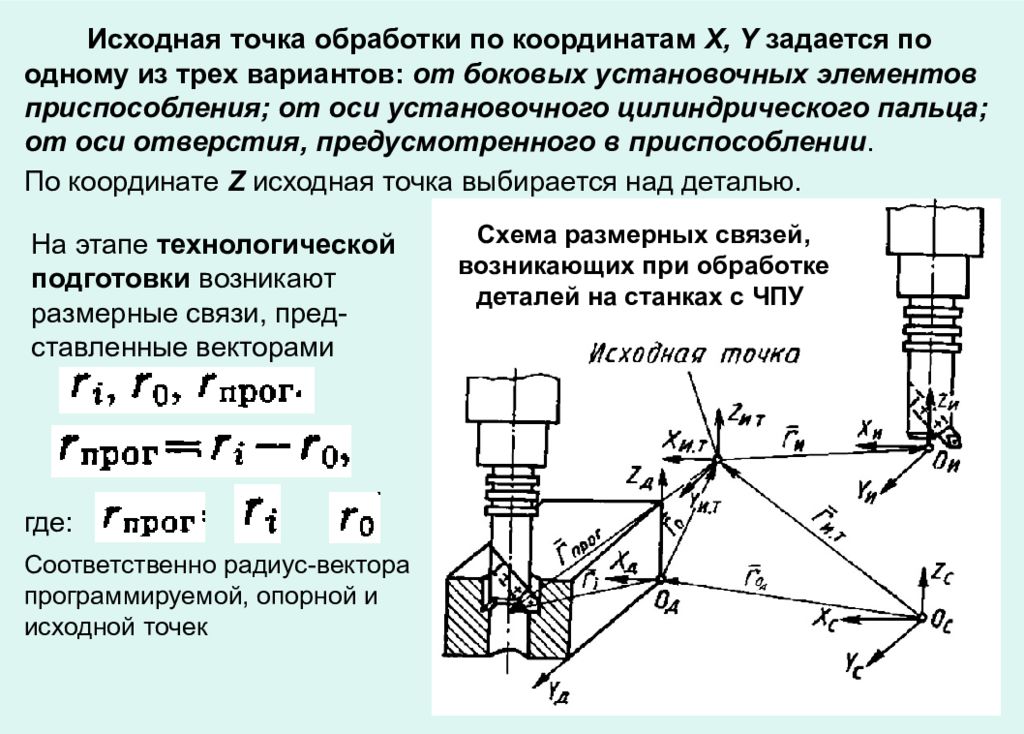 Иногда оптика не ахти и изображение может быть совсем тусклым. Помогает достаточное освещение, возможно, от дополнительной лампы. Но более современный подход — использовать цифровую камеру с увеличением. Вот снимок центрирующего прицела на фрезерном станке Beatty Robotics:
Иногда оптика не ахти и изображение может быть совсем тусклым. Помогает достаточное освещение, возможно, от дополнительной лампы. Но более современный подход — использовать цифровую камеру с увеличением. Вот снимок центрирующего прицела на фрезерном станке Beatty Robotics: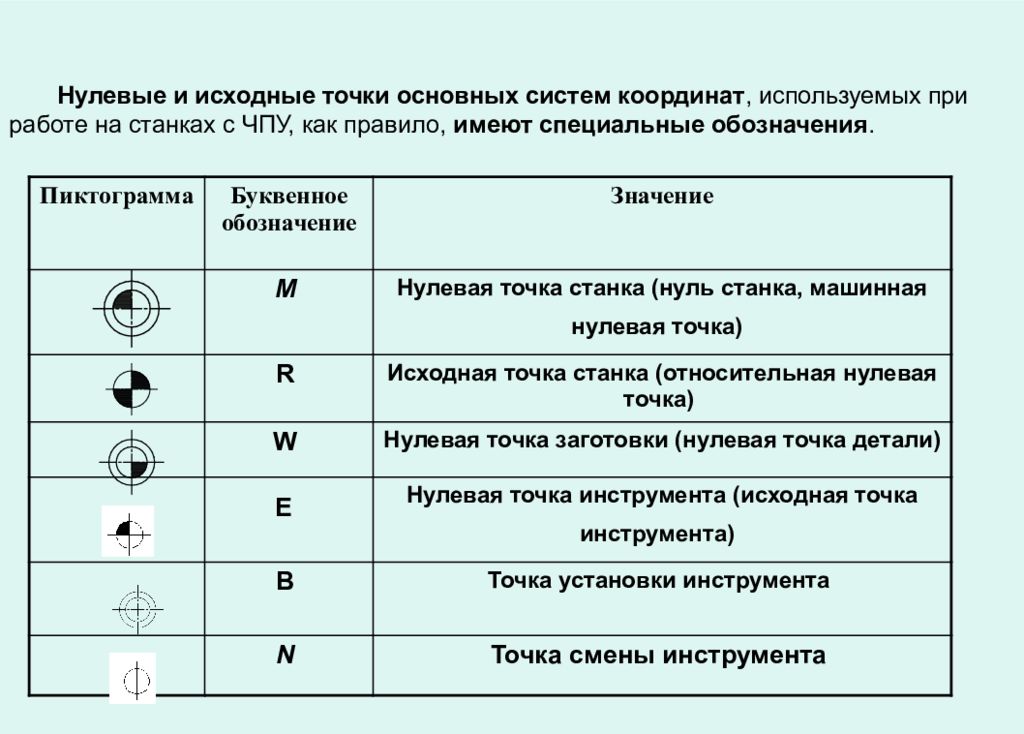
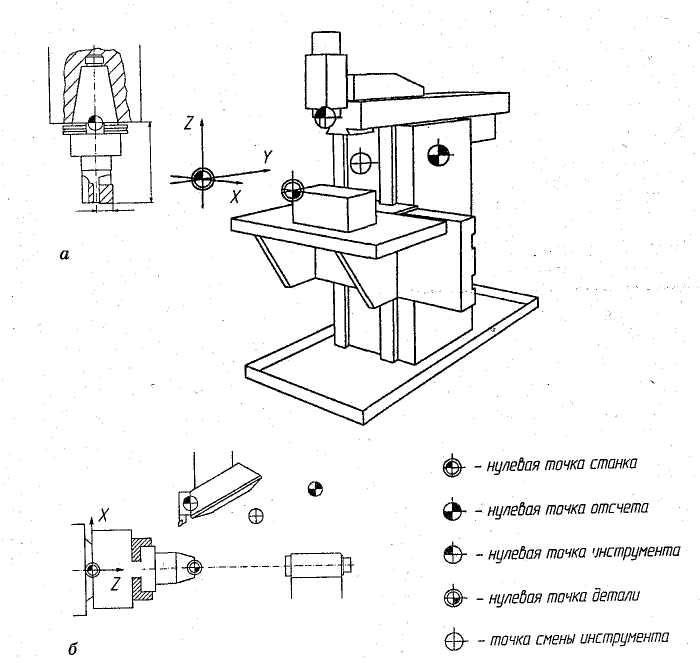
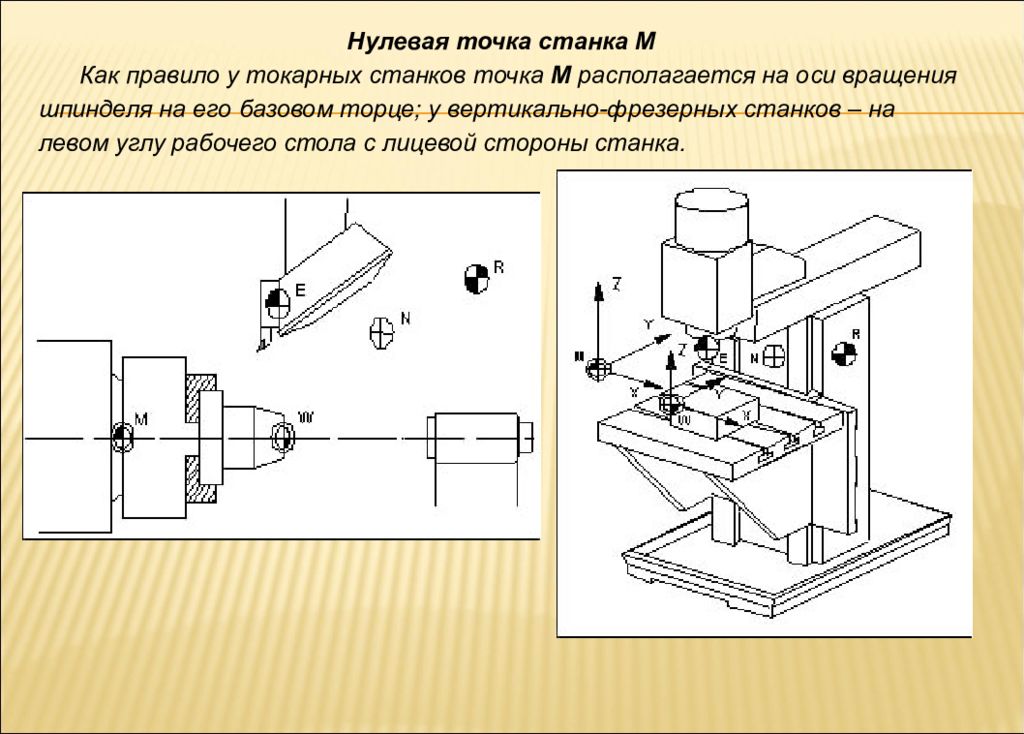 Это также не особенно хорошо для фрезы или подшипников шпинделя, если вы не будете осторожны.
Это также не особенно хорошо для фрезы или подшипников шпинделя, если вы не будете осторожны.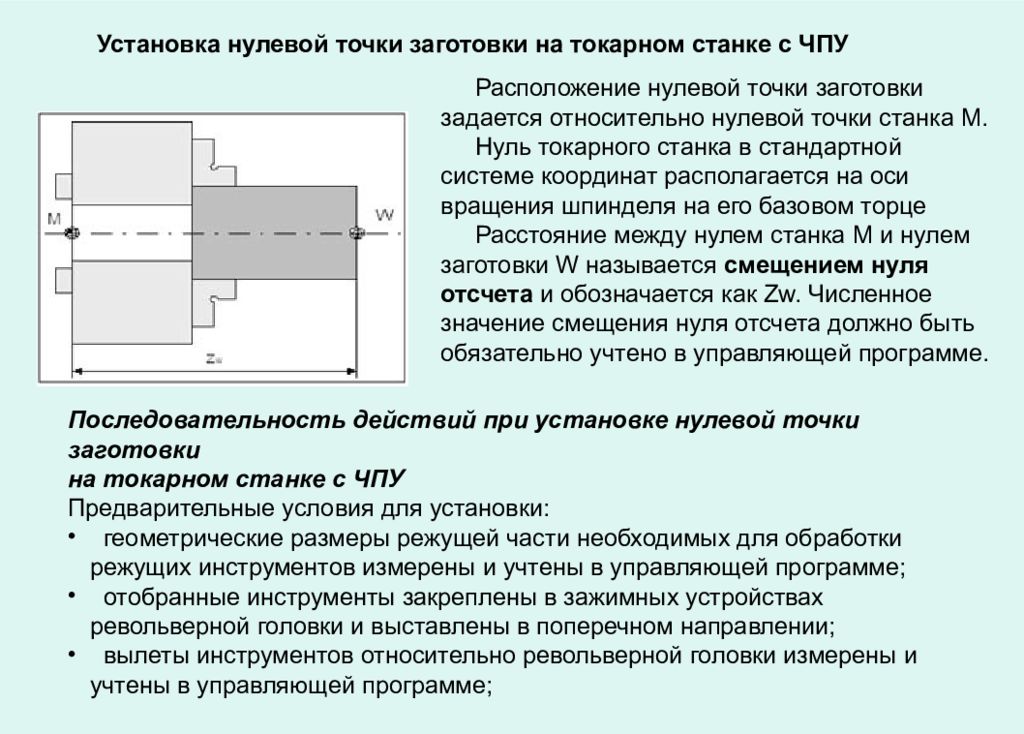
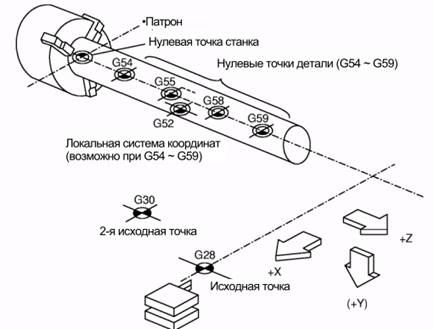 Заблокировал головку и проворачивал пиноль с точной регулировкой до тех пор, пока стрелка не обнулилась, обнулил мой ЦИ, удалил пресеттер, повернул еще на 2″ с точной регулировкой, снова обнулил ЦИ, добавил 0,010″ для скромного среза, запустил куб через силовую подачу и перетащил блок на поверхность плиты, чтобы посмотреть, что я сделал.
Заблокировал головку и проворачивал пиноль с точной регулировкой до тех пор, пока стрелка не обнулилась, обнулил мой ЦИ, удалил пресеттер, повернул еще на 2″ с точной регулировкой, снова обнулил ЦИ, добавил 0,010″ для скромного среза, запустил куб через силовую подачу и перетащил блок на поверхность плиты, чтобы посмотреть, что я сделал.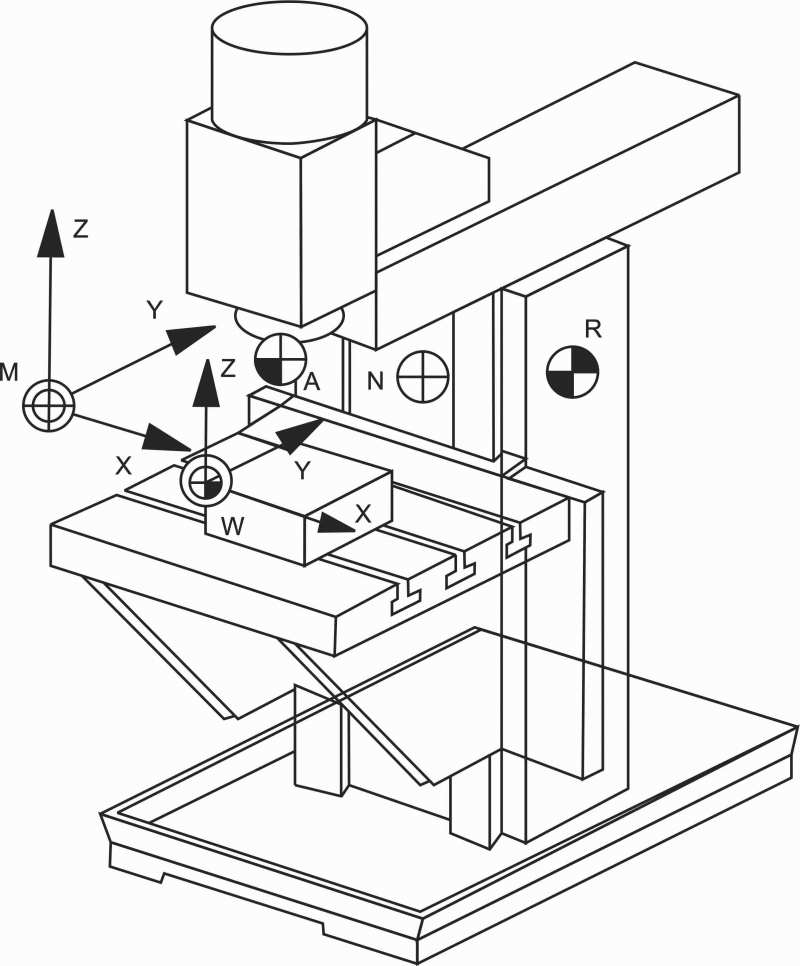 Не перемещайтесь с установленным мерным блоком, так как это вредно для калибрующего блока и резака.
Не перемещайтесь с установленным мерным блоком, так как это вредно для калибрующего блока и резака.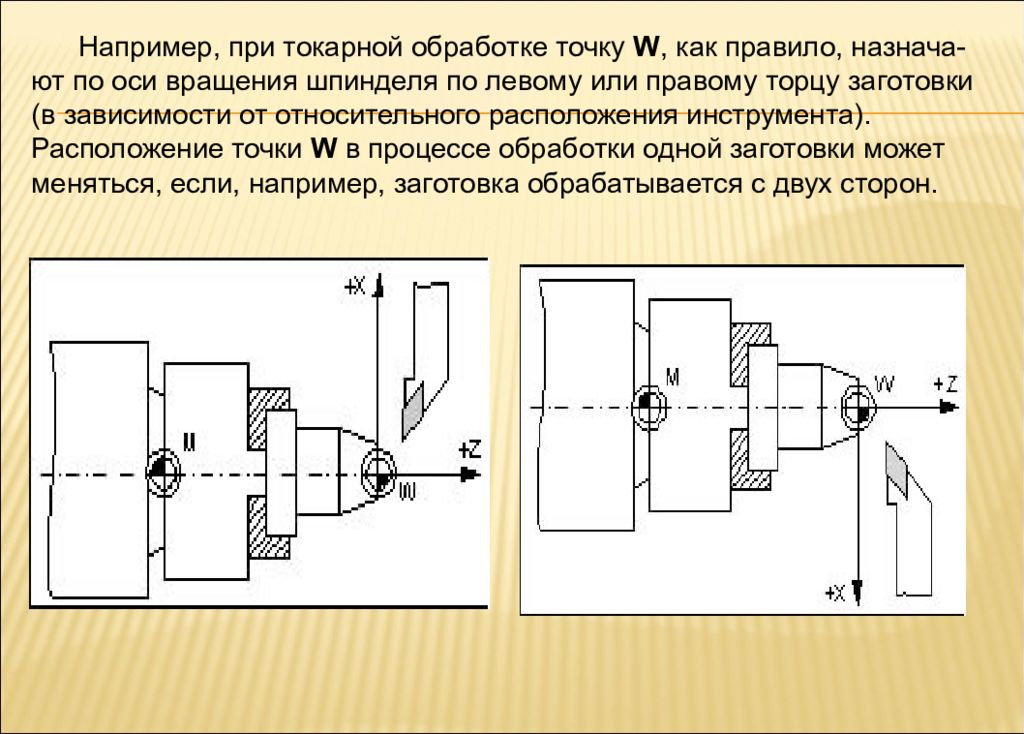 Эти маленькие лазеры, безусловно, способны на это. Или, возможно, вы просто выполняете какую-то работу на фрезерном станке с ЧПУ, которая не требует жестких допусков. Опять же, вы можете найти это лазерное пятно достаточно хорошо для многих подобных вещей.
Эти маленькие лазеры, безусловно, способны на это. Или, возможно, вы просто выполняете какую-то работу на фрезерном станке с ЧПУ, которая не требует жестких допусков. Опять же, вы можете найти это лазерное пятно достаточно хорошо для многих подобных вещей. Удивительно, на что способны эти вещи. Их основные недостатки заключаются в том, что они будут самым дорогим методом, а сами зонды могут быть повреждены при столкновении, что делает вещи еще дороже.
Удивительно, на что способны эти вещи. Их основные недостатки заключаются в том, что они будут самым дорогим методом, а сами зонды могут быть повреждены при столкновении, что делает вещи еще дороже.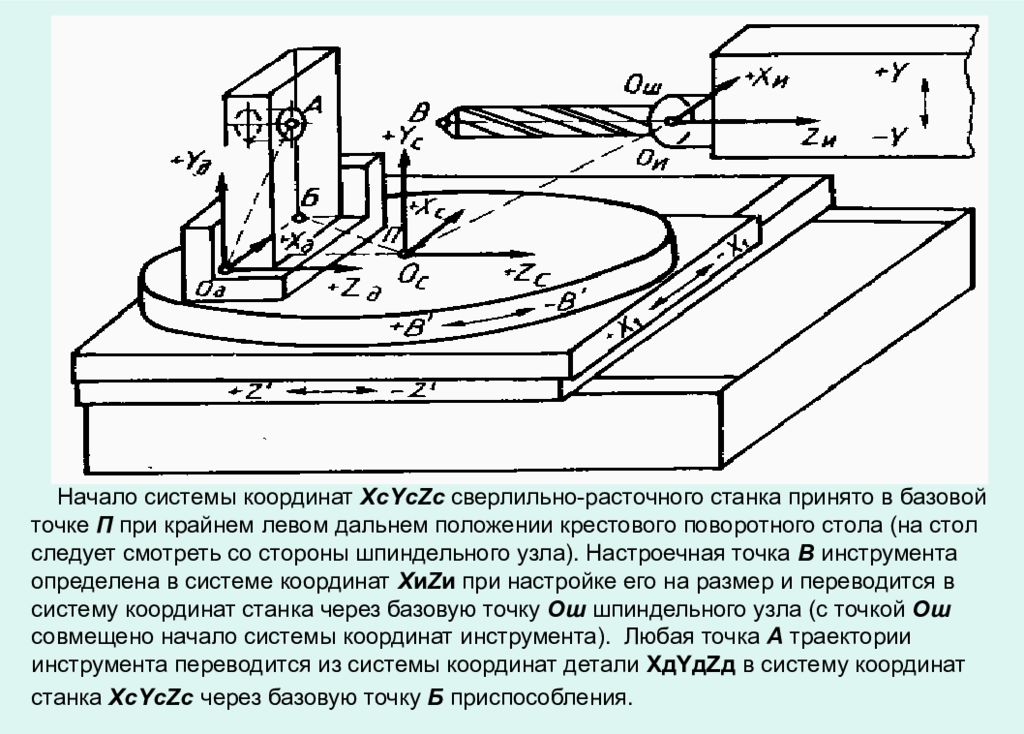 Вам нужно будет компенсировать диаметр штифта в вашей программе.
Вам нужно будет компенсировать диаметр штифта в вашей программе.
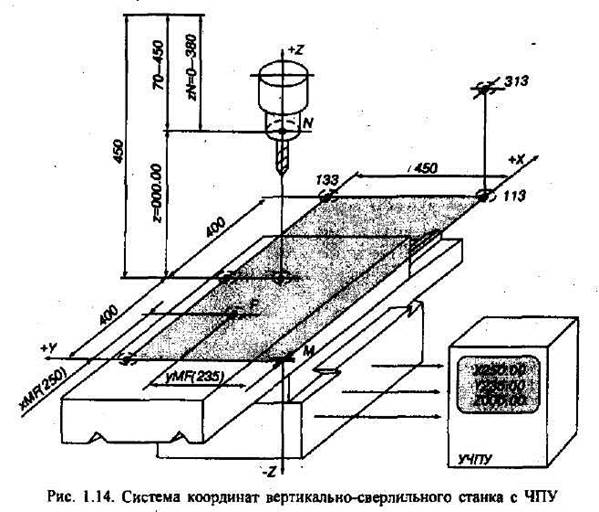

 Гарантия 2 года.
Гарантия 2 года. Наладка оборудования осуществляется без труда при помощи удобных рукояток и рычагов. Полированные рабочие платформы изготавливаются из высококачественного износостойкого материала. Электрический привод на 220 В закрывается специальным кожухом, что обеспечивает его защиту от механических повреждений и безопасную эксплуатацию станка. Установка активно используется на деревообрабатывающих предприятиях, в том числе на мебельном производстве. Защита от перегрева и перегрузки существенно увеличивает срок службы агрегата. Максимальная глубина строгания за один проход при фуговании составляет 3 мм, при рейсмусовании — 2 мм.
Наладка оборудования осуществляется без труда при помощи удобных рукояток и рычагов. Полированные рабочие платформы изготавливаются из высококачественного износостойкого материала. Электрический привод на 220 В закрывается специальным кожухом, что обеспечивает его защиту от механических повреждений и безопасную эксплуатацию станка. Установка активно используется на деревообрабатывающих предприятиях, в том числе на мебельном производстве. Защита от перегрева и перегрузки существенно увеличивает срок службы агрегата. Максимальная глубина строгания за один проход при фуговании составляет 3 мм, при рейсмусовании — 2 мм. org/PropertyValue»>
org/PropertyValue»>
 org/PropertyValue»>
org/PropertyValue»>
 org/PropertyValue»>
org/PropertyValue»>


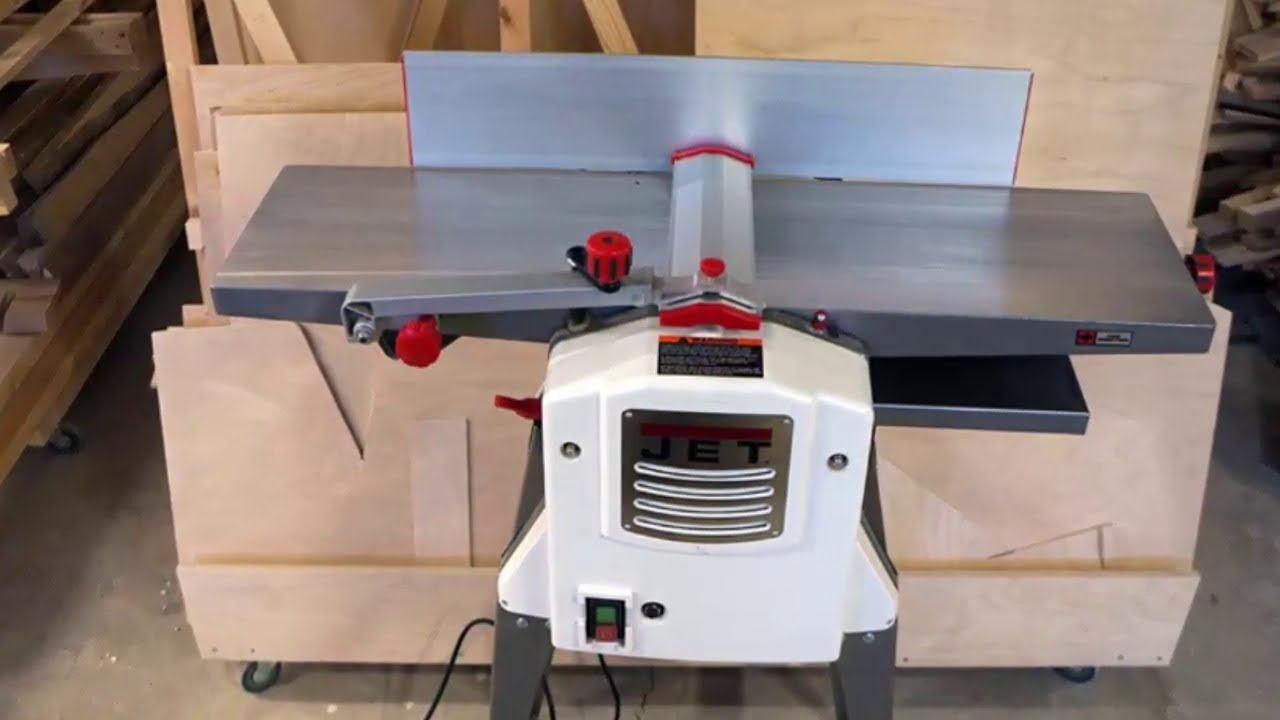
 Чтобы решить эту проблему, я дважды проверяю линейкой каждый раз, когда регулирую высоту кровати.
Чтобы решить эту проблему, я дважды проверяю линейкой каждый раз, когда регулирую высоту кровати.
 Единственный способ уменьшить бекас — это точно настроить высоту и угол наклона удлинителя рубанка.
Единственный способ уменьшить бекас — это точно настроить высоту и угол наклона удлинителя рубанка.


 Сочетание настольного фуганка и рубанка представляет собой машину 2-в-1, позволяющую максимально увеличить рабочее пространство
Сочетание настольного фуганка и рубанка представляет собой машину 2-в-1, позволяющую максимально увеличить рабочее пространство  удаление толщины 2 мм
удаление толщины 2 мм  Компактная настольная конструкция удобно подходит для небольших магазинов
Компактная настольная конструкция удобно подходит для небольших магазинов 
 Варианты исполнений)
Варианты исполнений)
 Без системы отсчета координаты контрольных точек подобны шахматным фигурам без шахматной доски, их можно расставлять, анализировать и перемещать, но они не имеют смысла.
Без системы отсчета координаты контрольных точек подобны шахматным фигурам без шахматной доски, их можно расставлять, анализировать и перемещать, но они не имеют смысла. Это делается с помощью GPS, интерферометрии со сверхдлинной базой (VLBI), лунной лазерной локации (LLR), спутниковой лазерной дальнометрии (SLR), доплеровской орбитографии и радиопозиционирования, интегрированной со спутника (DORIS), и теперь учитываются положения станций наблюдения. с точностью до сантиметра. Признавая, что несколько сотен контрольных станций по всему миру, для которых он ежегодно публикует координаты, на самом деле находятся в движении из-за смещения примерно 20 тектонических плит по всему миру, IERS также предоставляет для них скорости, как упоминалось в предыдущем сообщении в блоге ITRF.
Это делается с помощью GPS, интерферометрии со сверхдлинной базой (VLBI), лунной лазерной локации (LLR), спутниковой лазерной дальнометрии (SLR), доплеровской орбитографии и радиопозиционирования, интегрированной со спутника (DORIS), и теперь учитываются положения станций наблюдения. с точностью до сантиметра. Признавая, что несколько сотен контрольных станций по всему миру, для которых он ежегодно публикует координаты, на самом деле находятся в движении из-за смещения примерно 20 тектонических плит по всему миру, IERS также предоставляет для них скорости, как упоминалось в предыдущем сообщении в блоге ITRF. На этой странице приведены краткие сведения о каждом стиле ссылок, используемом различными отделами в Рединге. Вы всегда должны проверять свой учебник по курсу, чтобы узнать, какой стиль они предпочитают. Помните, что если вы изучаете модули на разных факультетах или в разных школах, каждый из них может предпочесть свой стиль ссылок.
На этой странице приведены краткие сведения о каждом стиле ссылок, используемом различными отделами в Рединге. Вы всегда должны проверять свой учебник по курсу, чтобы узнать, какой стиль они предпочитают. Помните, что если вы изучаете модули на разных факультетах или в разных школах, каждый из них может предпочесть свой стиль ссылок. Ниже приведены подходящие сокращения:
Ниже приведены подходящие сокращения:
 В качестве альтернативы можно использовать цитаты в тексте с указанием года выпуска (как это используется в кино, театре и на телевидении). Полный библиографический список расположен в алфавитном порядке по фамилии первого автора.
В качестве альтернативы можно использовать цитаты в тексте с указанием года выпуска (как это используется в кино, театре и на телевидении). Полный библиографический список расположен в алфавитном порядке по фамилии первого автора.
 глубина строгания
глубина строгания Стоимость товара и условия продажи не являются публичной офертой.
Стоимость товара и условия продажи не являются публичной офертой.
 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} ..
.. 01.2010
01.2010 , Ltd является ведущей компанией, специализирующейся на производстве и экспорте деревообрабатывающих станков, и мы можем предложить клиентам профессиональные деревообрабатывающие станки. Наша компания имеет профессиональные технологии, полный спектр испытательных линий и трубопроводов, а также четыре профессиональные производственные линии деревообрабатывающего станка. Он расположен на берегу Желтого моря, который является местом сильной конкурентоспособности, красивой природной среды и легкого воздушного, сухопутного и морского движения …
, Ltd является ведущей компанией, специализирующейся на производстве и экспорте деревообрабатывающих станков, и мы можем предложить клиентам профессиональные деревообрабатывающие станки. Наша компания имеет профессиональные технологии, полный спектр испытательных линий и трубопроводов, а также четыре профессиональные производственные линии деревообрабатывающего станка. Он расположен на берегу Желтого моря, который является местом сильной конкурентоспособности, красивой природной среды и легкого воздушного, сухопутного и морского движения … Но недавно я узнал о двухсторонних строгальных станках , которые обеспечивают большую гибкость и позволяют программировать стороны, которые необходимо строгать в ПЛК станка.
Но недавно я узнал о двухсторонних строгальных станках , которые обеспечивают большую гибкость и позволяют программировать стороны, которые необходимо строгать в ПЛК станка. Строгальный станок делает доски одинаковой толщины (на самом деле их называют рейсмусовыми станками во многих англоязычных странах, кроме США). Строгальные станки требуют, чтобы одна сторона доски была плоской по отношению к поверхности стола рубанка, чтобы получить вторую плоскую поверхность. Без специальных приспособлений (которые не работают на станке с двойной поверхностью) рубанок не может создать исходную плоскую поверхность. Таким образом, все, что делает двусторонний рубанок, — это процесс выравнивания обеих сторон доски и уменьшения толщины до нужной вам скорости.
Строгальный станок делает доски одинаковой толщины (на самом деле их называют рейсмусовыми станками во многих англоязычных странах, кроме США). Строгальные станки требуют, чтобы одна сторона доски была плоской по отношению к поверхности стола рубанка, чтобы получить вторую плоскую поверхность. Без специальных приспособлений (которые не работают на станке с двойной поверхностью) рубанок не может создать исходную плоскую поверхность. Таким образом, все, что делает двусторонний рубанок, — это процесс выравнивания обеих сторон доски и уменьшения толщины до нужной вам скорости.


 Сырая смолистая древесина плохо поддается таким видам обработки, как фрезерование, шлифование, склеивание и др. Если лакокрасочные покрытия нанести на сырое неподготовленное дерево, они будут нестойкими и неэстетичными. Кроме того, сырое дерево менее прочно, чем сухое, оно подвержено короблению и растрескиванию. Именно поэтому перед обработкой древесина должна пройти определенный подготовительный процесс — сушку.
Сырая смолистая древесина плохо поддается таким видам обработки, как фрезерование, шлифование, склеивание и др. Если лакокрасочные покрытия нанести на сырое неподготовленное дерево, они будут нестойкими и неэстетичными. Кроме того, сырое дерево менее прочно, чем сухое, оно подвержено короблению и растрескиванию. Именно поэтому перед обработкой древесина должна пройти определенный подготовительный процесс — сушку. Вода нагревается в бойлере, который находится снаружи камеры. Камера герметично закрывается крышкой. Герметичность создает специальная силиконовая мембрана, конструктивно предусмотренная и смонтированная на крышке камеры.
Вода нагревается в бойлере, который находится снаружи камеры. Камера герметично закрывается крышкой. Герметичность создает специальная силиконовая мембрана, конструктивно предусмотренная и смонтированная на крышке камеры. Температура нагрева и вакуумная нагрузка рассчитаны таким образом, что испаряемая влага не создает концентраторов и напряжений, которые могли бы привести к растрескиванию древесины. При соблюдении программы сушки цвет пиломатериала не меняется, что бывает важно при работе с ценными породами дерева.
Температура нагрева и вакуумная нагрузка рассчитаны таким образом, что испаряемая влага не создает концентраторов и напряжений, которые могли бы привести к растрескиванию древесины. При соблюдении программы сушки цвет пиломатериала не меняется, что бывает важно при работе с ценными породами дерева.

 Обычные методы сушки основаны на перепаде или градиенте влажности для перемещения воды от более влажного ядра к более сухой оболочке. Это может быть медленным процессом, так как оператор должен быть осторожен, чтобы не пересушить оболочку, иначе это приведет к ее порче. VacuPress достигает высоких скоростей сушки, поддерживая небольшую разницу между содержанием влаги в скорлупе и сердцевине в течение всего периода сушки. Как правило, сердцевина дерева находится под атмосферным давлением, в то время как древесная оболочка находится под гораздо более низким давлением, в результате чего вода течет к скорлупе быстрее.
Обычные методы сушки основаны на перепаде или градиенте влажности для перемещения воды от более влажного ядра к более сухой оболочке. Это может быть медленным процессом, так как оператор должен быть осторожен, чтобы не пересушить оболочку, иначе это приведет к ее порче. VacuPress достигает высоких скоростей сушки, поддерживая небольшую разницу между содержанием влаги в скорлупе и сердцевине в течение всего периода сушки. Как правило, сердцевина дерева находится под атмосферным давлением, в то время как древесная оболочка находится под гораздо более низким давлением, в результате чего вода течет к скорлупе быстрее.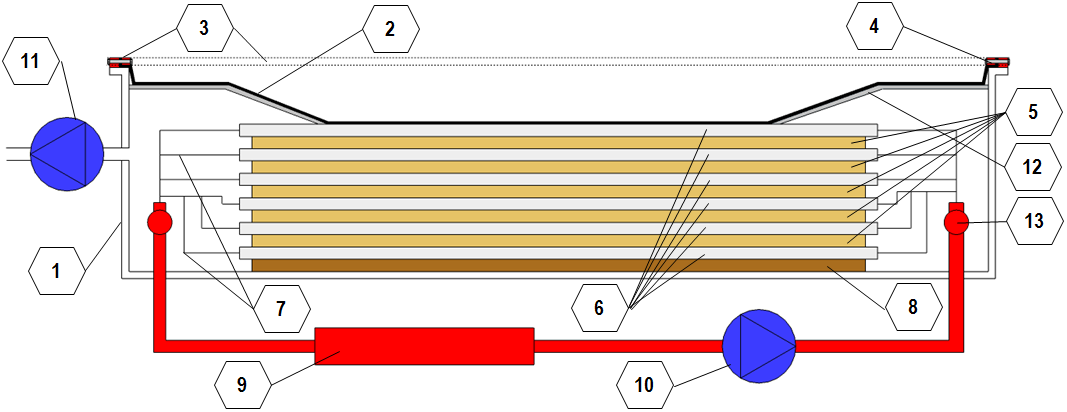


 В результате стресс-тесты, проведенные на древесине, высушенной в вакуумном прессе, дают лучшие результаты без участия оператора печи.
В результате стресс-тесты, проведенные на древесине, высушенной в вакуумном прессе, дают лучшие результаты без участия оператора печи.

 Аренда VacuPress — это вариант с низким уровнем риска, который позволяет вам начать платить, когда вы начнете сушку.
Аренда VacuPress — это вариант с низким уровнем риска, который позволяет вам начать платить, когда вы начнете сушку. Лизинг позволяет сэкономить денежные средства, которые можно использовать на маркетинг или накладные расходы.
Лизинг позволяет сэкономить денежные средства, которые можно использовать на маркетинг или накладные расходы. Для получения дополнительной информации о нашей программе лизинга и о том, как подать заявку, пожалуйста, свяжитесь с нами.
Для получения дополнительной информации о нашей программе лизинга и о том, как подать заявку, пожалуйста, свяжитесь с нами. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}


 Размеры, заключенные в скобки, при новом проектировании не применять.
Размеры, заключенные в скобки, при новом проектировании не применять.



 Наверх
Наверх org/ListItem»>
org/ListItem»> org/BreadcrumbList»>
org/BreadcrumbList»> Отображает 9 бутылок и имеет открывалку под залог монет. Тисненая надпись красным цветом на белом
Отображает 9 бутылок и имеет открывалку под залог монет. Тисненая надпись красным цветом на белом
 Этот торговый автомат
Этот торговый автомат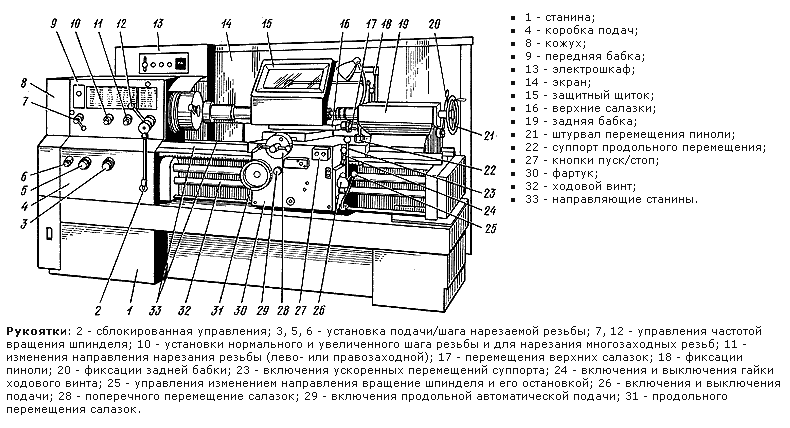 , 58 дюймов В x 28 дюймов Ш x 20 дюймов Г.
, 58 дюймов В x 28 дюймов Ш x 20 дюймов Г.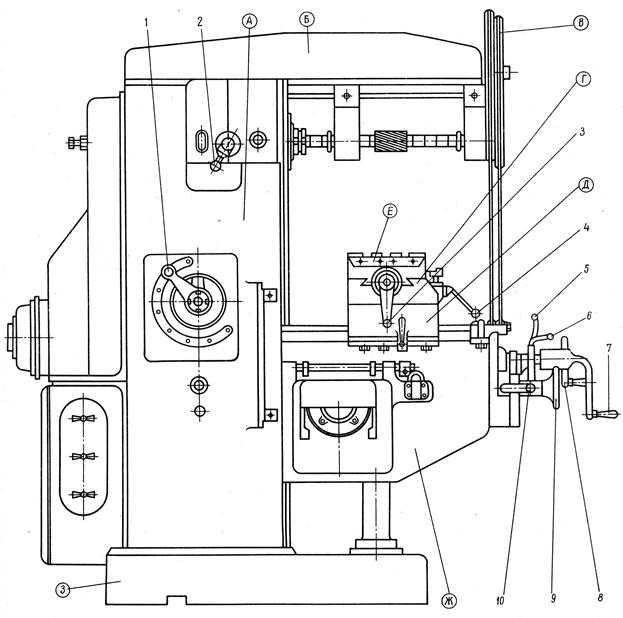 Модель поставщика VMC44. Примерно 1957-1961х. Серийный номер 2877A31.
Модель поставщика VMC44. Примерно 1957-1961х. Серийный номер 2877A31.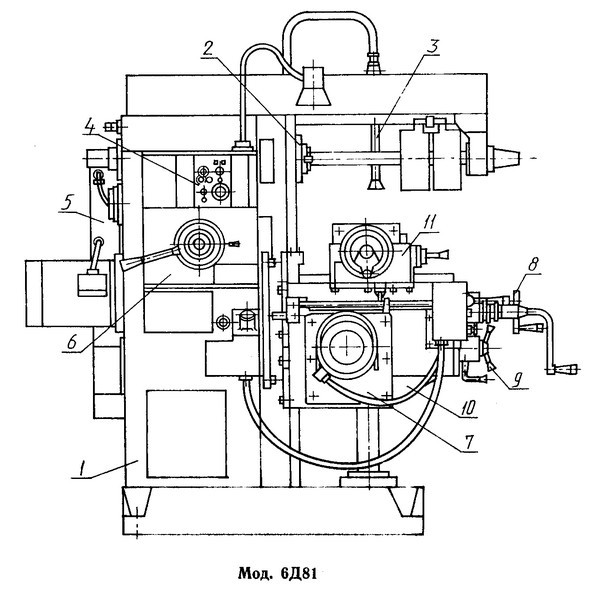
 39 бутылок из барабана и раздача через маленькую переднюю дверцу.Полностью новая электрика, очищенная и восстановленная
39 бутылок из барабана и раздача через маленькую переднюю дверцу.Полностью новая электрика, очищенная и восстановленная
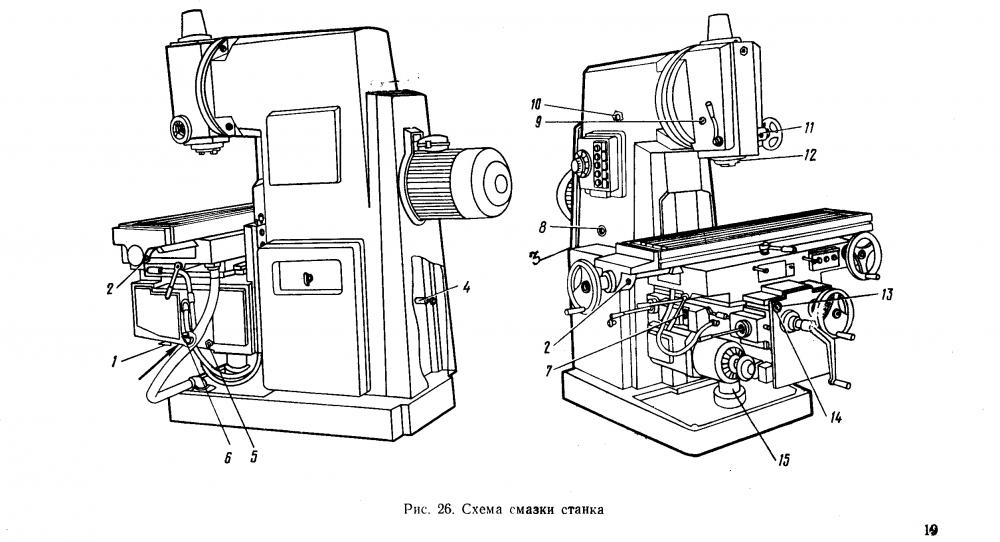

 Спасибо!
Спасибо!
 Дополнительная ось позволяет обрабатывать заготовки круговым или спиральным методом. Поэтому на таких станках можно изготавливать детали со сложным контуром. Предприятие, купившее такое оборудование, сможет перейти на новое производственное направление и расширить ассортимент изготавливаемой продукции.
Дополнительная ось позволяет обрабатывать заготовки круговым или спиральным методом. Поэтому на таких станках можно изготавливать детали со сложным контуром. Предприятие, купившее такое оборудование, сможет перейти на новое производственное направление и расширить ассортимент изготавливаемой продукции.
 Эти станки позволяют обрабатывать плоские и пространственные поверхности, в том числе весьма сложной формы. Жесткая конструкция обеспечивает высокую точность движению инструмента, а обширные технологические возможности — способность выполнить всю фрезерную обработку детали на одном станке. 4-х-координатный фрезерный станок является одним из наиболее продвинутых и универсальных станков фрезерной группы. На рабочий стол станка устанавливается дополнительное поворотное устройство, угол поворота которого задается и контролируется от ЧПУ. На нем обрабатываются следующие детали:
Эти станки позволяют обрабатывать плоские и пространственные поверхности, в том числе весьма сложной формы. Жесткая конструкция обеспечивает высокую точность движению инструмента, а обширные технологические возможности — способность выполнить всю фрезерную обработку детали на одном станке. 4-х-координатный фрезерный станок является одним из наиболее продвинутых и универсальных станков фрезерной группы. На рабочий стол станка устанавливается дополнительное поворотное устройство, угол поворота которого задается и контролируется от ЧПУ. На нем обрабатываются следующие детали:
 Во фрезерных станках 4D шпиндель с инструментом имеет возможность движения по осям X, Y, Z, а стол — вращения вокруг своей горизонтальной оси. Система ЧПУ позволяет поворачивать эту ось под любым требуемым углом, отдельно или одновременно с перемещением основных осей станка. Шпиндель 4-х-координатных станков вращается с высокой скоростью, он совершает до 12 тысяч оборотов в минуту. Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя.
Во фрезерных станках 4D шпиндель с инструментом имеет возможность движения по осям X, Y, Z, а стол — вращения вокруг своей горизонтальной оси. Система ЧПУ позволяет поворачивать эту ось под любым требуемым углом, отдельно или одновременно с перемещением основных осей станка. Шпиндель 4-х-координатных станков вращается с высокой скоростью, он совершает до 12 тысяч оборотов в минуту. Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя. Справа от рабочей зоны располагается пульт управления ЧПУ. Рабочая зона имеет двери с прозрачными окнами, а узлы станка скрыты корпусом из тонкого листового металла. Станки 4D имеют жесткую и массивную станину из чугуна, на которой своим основанием закреплена колонна. Она представляет собой устойчивый корпус, отличающийся амортизацией колебаний, возникающих в процессе работы. На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.
Справа от рабочей зоны располагается пульт управления ЧПУ. Рабочая зона имеет двери с прозрачными окнами, а узлы станка скрыты корпусом из тонкого листового металла. Станки 4D имеют жесткую и массивную станину из чугуна, на которой своим основанием закреплена колонна. Она представляет собой устойчивый корпус, отличающийся амортизацией колебаний, возникающих в процессе работы. На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.
 Поэтому для компенсации повышенной нагрузки на узлы станка используется противовес. Он уравновешивает шпиндельную бабку и снижает нагрузку на привод оси Z. В классической версии противовес соединяется со шпиндельной бабкой цепями и роликами. Он снабжен двумя направляющими, которые необходимы для устойчивости во время движения. В современных станках все чаще устанавливаются азотные цилиндры, при помощи давления газа компенсирующие вес шпиндельной бабки. Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
Поэтому для компенсации повышенной нагрузки на узлы станка используется противовес. Он уравновешивает шпиндельную бабку и снижает нагрузку на привод оси Z. В классической версии противовес соединяется со шпиндельной бабкой цепями и роликами. Он снабжен двумя направляющими, которые необходимы для устойчивости во время движения. В современных станках все чаще устанавливаются азотные цилиндры, при помощи давления газа компенсирующие вес шпиндельной бабки. Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
 Как дизайнер, понимание того, на каком типе станка будет производиться ваша деталь, имеет решающее значение для оптимизации вашего проекта. При проектировании детали, обработанной на станке с ЧПУ, вы, возможно, не задумывались о том, на каком типе станка будет обрабатываться ваша деталь, но сложность и тип геометрии, которую вы можете спроектировать, будут разными для разных типов станков.
Как дизайнер, понимание того, на каком типе станка будет производиться ваша деталь, имеет решающее значение для оптимизации вашего проекта. При проектировании детали, обработанной на станке с ЧПУ, вы, возможно, не задумывались о том, на каком типе станка будет обрабатываться ваша деталь, но сложность и тип геометрии, которую вы можете спроектировать, будут разными для разных типов станков.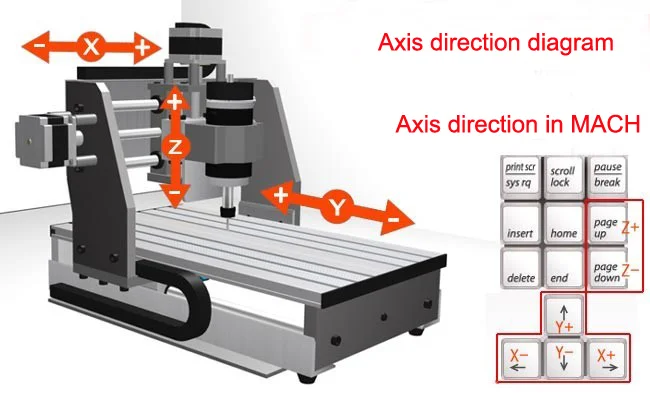 Обработка всех 6 сторон детали возможна при 3-осевой обработке, но для каждой стороны требуется новая установка крепления, что может быть дорогостоящим (подробнее об этом ниже). При установке одного приспособления можно обрабатывать только одну сторону детали.
Обработка всех 6 сторон детали возможна при 3-осевой обработке, но для каждой стороны требуется новая установка крепления, что может быть дорогостоящим (подробнее об этом ниже). При установке одного приспособления можно обрабатывать только одну сторону детали. Существует два типа угловых элементов, которые вы можете проектировать, и понимание различий между ними важно при проектировании деталей для фрезерной обработки с ЧПУ.
Существует два типа угловых элементов, которые вы можете проектировать, и понимание различий между ними важно при проектировании деталей для фрезерной обработки с ЧПУ. Существует несколько различных механизмов для 4-осевых станков, но обычно они относятся к типу «вертикальной обработки», когда шпиндель вращается вокруг оси Z. Заготовка устанавливается по оси X и может вращаться вместе с приспособлением по оси A. При установке одной оснастки можно обрабатывать 4 стороны детали.
Существует несколько различных механизмов для 4-осевых станков, но обычно они относятся к типу «вертикальной обработки», когда шпиндель вращается вокруг оси Z. Заготовка устанавливается по оси X и может вращаться вместе с приспособлением по оси A. При установке одной оснастки можно обрабатывать 4 стороны детали. Устранение необходимости замены приспособлений имеет дополнительное преимущество, заключающееся в том, что можно поддерживать более жесткие допуски между элементами на разных сторонах детали. Устранена потеря точности из-за фиксации и перенастройки.
Устранение необходимости замены приспособлений имеет дополнительное преимущество, заключающееся в том, что можно поддерживать более жесткие допуски между элементами на разных сторонах детали. Устранена потеря точности из-за фиксации и перенастройки.

 Это связано с их важностью и тем фактом, что большинство современных станков с ЧПУ, как правило, работают с использованием 4-осевой и 5-осевой обработки с ЧПУ.
Это связано с их важностью и тем фактом, что большинство современных станков с ЧПУ, как правило, работают с использованием 4-осевой и 5-осевой обработки с ЧПУ.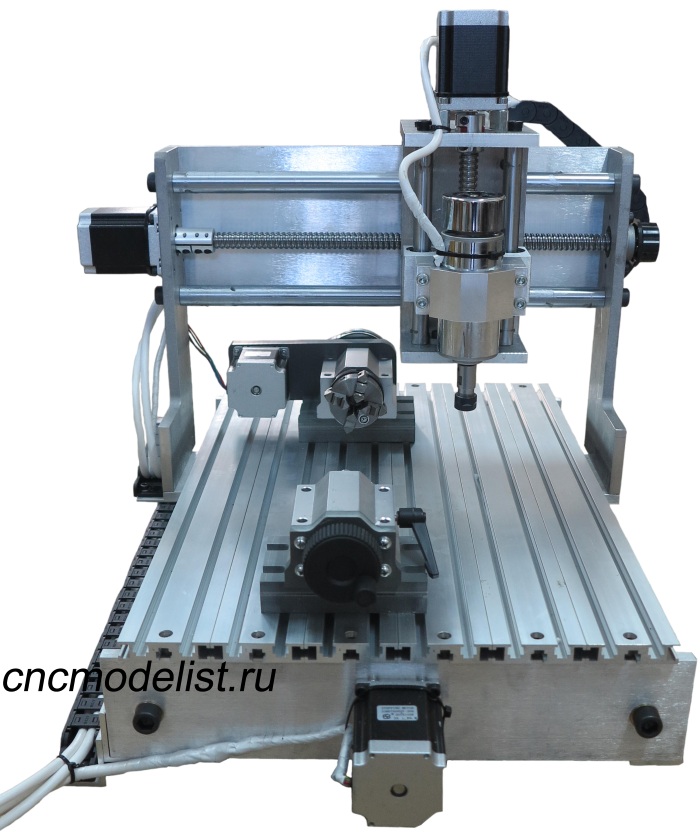 Хотя это подходящий способ работы, он имеет некоторые серьезные ограничения.
Хотя это подходящий способ работы, он имеет некоторые серьезные ограничения. Эта дополнительная ось позволяет 4-осевой обработке с ЧПУ работать в ситуациях, связанных со сверлением отверстий или вырезами.
Эта дополнительная ось позволяет 4-осевой обработке с ЧПУ работать в ситуациях, связанных со сверлением отверстий или вырезами. Он может выполнять фрезерование, токарную обработку и т. д. Поэтому вам нужен только один станок для обработки нескольких деталей.
Он может выполнять фрезерование, токарную обработку и т. д. Поэтому вам нужен только один станок для обработки нескольких деталей. Этот процесс может обеспечить превосходную отделку поверхности и позволяет получить доступ к труднодоступным местам. Однако это медленнее, чем 3+2-осевая обработка.
Этот процесс может обеспечить превосходную отделку поверхности и позволяет получить доступ к труднодоступным местам. Однако это медленнее, чем 3+2-осевая обработка. Мало того, что это экстра, так еще и не локализовано. Локализованный в этом контексте означает, что дополнительная ось 4-осевой обработки с ЧПУ всегда находится на оси X. В то время как 5-осевая обработка с ЧПУ может выполняться либо по двум осям XYZ. Это дополнительное и нелокализованное свойство дает 5-осевой обработке с ЧПУ дополнительное преимущество по сравнению с 4-осевой обработкой с ЧПУ с точки зрения гибкости.
Мало того, что это экстра, так еще и не локализовано. Локализованный в этом контексте означает, что дополнительная ось 4-осевой обработки с ЧПУ всегда находится на оси X. В то время как 5-осевая обработка с ЧПУ может выполняться либо по двум осям XYZ. Это дополнительное и нелокализованное свойство дает 5-осевой обработке с ЧПУ дополнительное преимущество по сравнению с 4-осевой обработкой с ЧПУ с точки зрения гибкости. Это включает в себя повышение точности, сокращение времени настройки и возможность изготовления более сложных деталей.
Это включает в себя повышение точности, сокращение времени настройки и возможность изготовления более сложных деталей.




 31KB
31KB 58KB
58KB org/ImageObject»>
org/ImageObject»> 99KB
99KB org/ImageObject»>
org/ImageObject»> 85KB
85KB org/ImageObject»>
org/ImageObject»> 81KB
81KB 09KB
09KB 99KB
99KB org/ImageObject»>
org/ImageObject»> ) вариантов
) вариантов cartridge»>
cartridge»> cartridge»>
cartridge»> 0002 (1) доступны варианты
0002 (1) доступны варианты
 Ярославль, ул. Лисицына, д. 3а, Литер В3, офис 201
Ярославль, ул. Лисицына, д. 3а, Литер В3, офис 201 ru/upload/iblock/f4e/65928c3f-a9ba-11e8-abc4-0cc47a4f15fe_32563051-b829-11e8-8138-0cc47a4f15fe.jpeg
ru/upload/iblock/f4e/65928c3f-a9ba-11e8-abc4-0cc47a4f15fe_32563051-b829-11e8-8138-0cc47a4f15fe.jpeg резина)
резина)
 колесо d 160мм лит.рез)
колесо d 160мм лит.рез)
 Этот инструмент с 4 инструментами в виниловом чехле позволяет определить внутреннюю резьбу, внешнюю резьбу, шаг резьбы, а также углы фаски и носового конуса, характерные для JIC и NPT. Доступно индивидуальное брендирование.
Этот инструмент с 4 инструментами в виниловом чехле позволяет определить внутреннюю резьбу, внешнюю резьбу, шаг резьбы, а также углы фаски и носового конуса, характерные для JIC и NPT. Доступно индивидуальное брендирование. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте. Если вам может потребоваться вернуть товар, который вы заказываете, убедитесь, что он может быть возвращен до заказа.
Если вам может потребоваться вернуть товар, который вы заказываете, убедитесь, что он может быть возвращен до заказа. Все элементы должны быть надлежащим образом упакованы, чтобы предотвратить их повреждение при отправке обратно в OneHydraulics. Невыполнение этого требования может привести к отказу в возврате. После нашей проверки вы будете уведомлены об утилизации продукта и о расходах, если таковые имеются. Продукты, возвращенные по заводской гарантии, должны сопровождаться отчетом, объясняющим неработоспособность или неисправность возвращенной детали. Пожалуйста, свяжитесь с OneHydraulics перед отправкой обратно какого-либо предмета, связанного с гарантийным случаем, так как эти предметы, возможно, придется отправить обратно непосредственно на завод.
Все элементы должны быть надлежащим образом упакованы, чтобы предотвратить их повреждение при отправке обратно в OneHydraulics. Невыполнение этого требования может привести к отказу в возврате. После нашей проверки вы будете уведомлены об утилизации продукта и о расходах, если таковые имеются. Продукты, возвращенные по заводской гарантии, должны сопровождаться отчетом, объясняющим неработоспособность или неисправность возвращенной детали. Пожалуйста, свяжитесь с OneHydraulics перед отправкой обратно какого-либо предмета, связанного с гарантийным случаем, так как эти предметы, возможно, придется отправить обратно непосредственно на завод. com
com wholesale.0.i38.19c82d6e4XChYF»> 1. Новый дизайн — складная тележка на колесиках имеет большое пространство для хранения. Можно сложить в любой момент, не занимая места.
wholesale.0.i38.19c82d6e4XChYF»> 1. Новый дизайн — складная тележка на колесиках имеет большое пространство для хранения. Можно сложить в любой момент, не занимая места. д.
д. 


 После получения возвращенного товара вам будет отправлен подарочный сертификат.
После получения возвращенного товара вам будет отправлен подарочный сертификат.