Двигатель станок: Электродвигатель для станков купить в Москве недорого – продажа, стоимость. Заказать электродвигатель для станков цена в интернет магазине – Кабель.РФ
Содержание
Электродвигатели для станков — ООО «СЗЭМО Электродвигатель»
30.04.2023
USD = 80.5093
EUR = 88.3712
KZT = 17.6474
ООО «СЗЭМО «Инжиниринг»
ООО «СЗЭМО «Электродвигатель» ООО «СЗЭМО «Завод Электромашина»
e-mail: [email protected]
Вход
ООО «СЗЭМО «Инжиниринг»
ООО «СЗЭМО «Электродвигатель»
ООО «СЗЭМО «Завод Электромашина»
+7 (812) 321-79-43
Выберите регион:
8 (800) 550 00 93
Звонок по России бесплатный
Заказать звонок
ООО «СЗЭМО «Инжиниринг»
ООО «СЗЭМО «Электродвигатель»
ООО «СЗЭМО «Завод Электромашина»
Закрыть
Электродвигатели для станков используются в самых разных отраслях индустрии, среди которых:
- Деревообработка (пилильные и строгальные агрегаты).

- Металлообработка (сверлильные, токарные, шлифовальные, фрезерные машины).
- Бумагоделательное производство (гильотины).
- Транспорт (электропоезда, троллейбусы и трамваи).
- Строительство (насосы, крановые установки) и т.д.

Подбирая двигатель для того или иного вида работ, следует обращать внимание на такие параметры, как:
- мощность;
- скорость вращения;
- число оборотов на выходном валу;
- возможность работы от сети 220В (актуально для ЧП и небольших производственных предприятий, оборудующих цеха в жилых или общественных зданиях и не имеющих доступа к промышленным электросетям).
Требования к электродвигателям для деревообрабатывающих станков
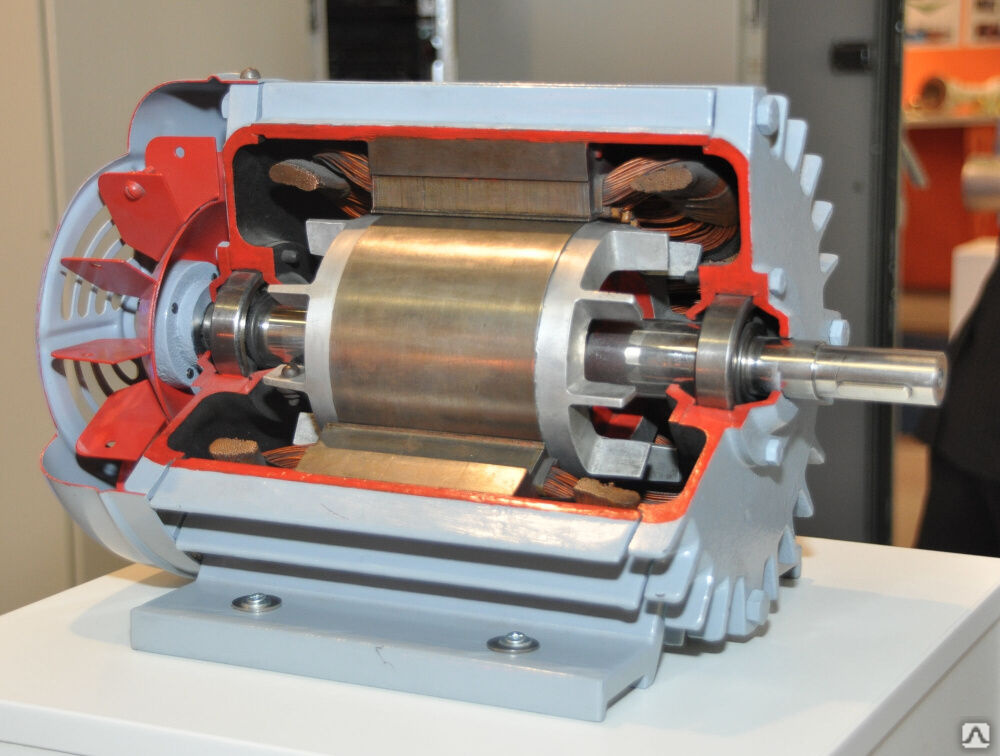
На оборудовании для обработки древесины устанавливаются движки самой разной мощности (в диапазоне от 1 до 10 кВт). Обычно это асинхронные трехфазные агрегаты, которые не возбраняется подключать в бытовую сеть. Электродвигатели этого класса характеризуются:
- компактностью в сочетании с достаточно высокой мощностью;
- надежной защитой конструкции от попадания влаги в механизм;
- высокой скоростью вращения;
- значительным запасом ресурса;
- долговечностью;
- способностью сохранять первоначальные характеристики после долгой эксплуатации.

Поскольку главное требование к такому электродвигателю – возможность ежедневной работы в течение нескольких часов при смене режимов, производители обращают особое внимание на степень надежности механизма, прочность конструкции и стойкость корпуса к внешним воздействиям (химическим и механическим). При выборе модели необходимо учитывать уровень рабочих нагрузок.
Требования к электродвигателям для металлообрабатывающих станков
В металлообрабатывающем производстве применяются более мощные агрегаты, так как нагрузка на них несравнима с той, что приходится на движки деревообрабатывающих станков. Основные операции выполняются на сверлильных и токарных станках. В зависимости от масштаба предприятия на них устанавливаются движки мощностью от 2 до 7.5 кВт, которые должны выдавать 2000 оборотов в минуту.
Наиболее распространенные типы электродвигателей для металлообрабатывающих станков – это:
- Асинхронные. При изменении нагрузки они могут поддерживать постоянную скорость вращения шпинделя.

- Шаговые с блоком управления.
- Линейные прямого привода с преобразователями частоты.
- Асинхронные реверсивные мощностью до 15 кВт (для сверлильных станков). При колебаниях нагрузки они способны незначительно изменять частоту вращения.
Поскольку рентабельность производства во многом зависит от динамических показателей механизма, сейчас ведется работа над улучшением его способности менять частоту вращения при перегрузке (на данный момент у самых совершенных моделей этот показатель составляет 10-12%). Поэтому многие электродвигатели для станков оснащены сложными системами управления и датчиками скорости.
виды, плюсы, минусы, альтернативы — MULTICUT
Одно из главных отличий современного станка с ЧПУ от «классических» моделей с ручным управлением – отсутствие кинематической связи между механизмами, отвечающими за перемещение рабочих органов и вращение шпинделя. Раздельный привод позволяет отказаться от использования многоступенчатых коробок передач, механических делительных головок, доверить сложные расчеты компьютеру. Но чтобы перемещения были точными, а станок всегда понимал, в какой точке находится режущий инструмент в текущий момент времени, привод должен иметь вполне определенные параметры. В механизмах станка с ЧПУ лучше всего с этими задачами справляются шаговые двигатели: компактные «послушные» в управлении и сравнительно недорогие.
Но чтобы перемещения были точными, а станок всегда понимал, в какой точке находится режущий инструмент в текущий момент времени, привод должен иметь вполне определенные параметры. В механизмах станка с ЧПУ лучше всего с этими задачами справляются шаговые двигатели: компактные «послушные» в управлении и сравнительно недорогие.
В этой статье мы расскажем о работе этих устройств, постараемся найти их недостатки и подобрать альтернативные варианты.
Как работает шаговый двигатель?
Наиболее важная конструктивная особенность шагового двигателя – явно выраженные магнитные полюса. На статоре их роль играют сердечники обмоток. Ротор выглядит как зубчатое колесо: выступы на его поверхности – это тоже полюса (постоянных магнитов). Благодаря такой конструкции шаговый двигатель способен совершать дискретные угловые перемещения с остановкой в определенном положении. Связанный с ним через передачу винт-гайка узел станка совершает заданное линейное перемещение.
Управляющий сигнал для шагового двигателя представляет собой последовательность импульсов. Их количество кратно числу шагов, которые совершает ротор. Система управления станка знает, сколько импульсов было послано на двигатель, и может посчитать текущее положение исполнительного механизма.
У шаговых двигателей обширный перечень преимуществ. Самые важные из них:
- Доступная стоимость. Такие приводы применяются не только в промышленных станках, но и в бытовой технике. Например, на маломощные самодельные станки часто устанавливают шаговые двигатели, снятые с принтеров.
- Надежность. Благодаря отсутствию щеток и применению подшипников с избыточным рабочим ресурсом вывести из строя шаговый двигатель достаточно сложно. Перегрузки приводят к пропуску шагов, но не повреждают двигатель.
- Высокая скорость отклика на управляющий сигнал. Старт, торможение и реверсирование происходят практически мгновенно из-за того, что максимальный момент двигатель развивает при скоростях, близких к нулю.

Есть у таких приводов и недостатки:
- На обмотках двигателя всегда есть напряжение, то есть он постоянно потребляет энергию.
- Крутящий момент зависит от частоты вращения, и на высоких скоростях он значительно падает.
- Эффект резонанса — падение момента на некоторых частотах вращения. При чем резонансная частота непостоянна и зависит от величины нагрузки.
- При пропуске шагов система ЧПУ не сможет правильно определить положение исполнительного механизма, если шаговый привод работает без обратной связи.
Типы шаговых приводов
Существует два типа шаговых приводов:
- Униполярные. Обмотки статора имеют от 5 до 8 выводов. Двигатель включается в работу посредством их коммутации при помощи простейшего драйвера с четырьмя ключами.
- Биполярные. В таком моторе всего 4 вывода, и для изменения параметров магнитного поля им нужна более сложная система управления.

Биполярные двигатели развивают большие моменты на валу, чем униполярные, при сравнимых массово-габаритных характеристиках, поэтому их в станках с ЧПУ можно увидеть значительно чаще.
Как выбрать шаговый двигатель для ЧПУ станка?
Самостоятельный выбор шагового двигателя для ЧПУ станка привода — работа сложная и требующая точных расчетов. Он должен преодолеть силу трения в ШВП или передаче винт-гайка, инерцию портала и рабочую нагрузку, которая зависит от свойств обрабатываемой детали и режима резания. Также нужно учесть геометрические параметры присоединительного фланца, вала и корпуса. Важный момент – анализ графика зависимости крутящего момента от частоты вращения. Именно здесь ошибки приводят к пропуску шагов.
Тем, кто все же решился собрать станок самостоятельно, мы рекомендуем посмотреть характеристики приводов готовых моделей, близких по размерам и поставленным задачам.
Альтернативные варианты
Единственный конкурент шагового двигателя в ЧПУ станке — сервомотор. Его установка требует реализации более сложной схемы управления с обратной связью (энкодером). Есть у него и другие недостатки. Выбор между сервоприводом и шаговым двигателем для ЧПУ станка вызывает много вопросов у начинающих станочников и споров на форумах. Чтобы определить оптимальный состав привода, нужно учесть следующие факторы:
Его установка требует реализации более сложной схемы управления с обратной связью (энкодером). Есть у него и другие недостатки. Выбор между сервоприводом и шаговым двигателем для ЧПУ станка вызывает много вопросов у начинающих станочников и споров на форумах. Чтобы определить оптимальный состав привода, нужно учесть следующие факторы:
- Стоимость. При жестких ограничениях в бюджете широкий выбор отсутствует в принципе, и считается, что шаговый двигатель значительно дешевле сервомотора. Но это справедливо для устройств небольших типоразмеров. Чем больше мощность, тем меньше разница в цене, а у некоторых крупных моделей стоимость моторов обоих типов сопоставима.
- Массово-габаритные характеристики станка. Чем больше станок, тем большая мощность нужна для перемещения рабочих органов. Склонность к резонансным явлениям сильнее проявляется у мощных шаговых двигателей, что может привести к пропуску шагов и снижению точности обработки. Для фрезерных станков с ЧПУ рекомендуется выбирать серводвигатели, если масса портала превышает 50 кг.
- Сложность настройки. Схемы приводов с обратной связью требуют точной наладки и высокой квалификации оператора. Если требуется самое простое решение, оптимальным выбором для станка с ЧПУ будет шаговый двигатель.
- Вероятность перегрузок и заклинивания. Считается, что при заклинивании серводвигатель обязательно выйдет из строя. Это не совсем так. Если станок настроен правильно, драйвер не пошлет сигнал на повторную отработку перемещения, выполнение программы прекратится, и стойка перейдет в режим ожидания до вмешательства оператора или наладчика. Шаговые двигатели при перегрузке могут пропустить несколько шагов. Из-за отсутствия обратной связи СЧПУ не узнает об этом и продолжит отсчитывать шаги дальше. Пропуск нескольких шагов при кратковременном заклинивании – это бракованная деталь на выходе. Потеря шагов также возможна при внешних вибрационных воздействиях и ударах.
- Скорость перемещения. В массивных ЧПУ станках с шаговыми двигателями скорость движения портала обычно не превышает 9 м/мин.
 Если материал заготовки и режущий инструмент позволяют назначить режим обработки на более высоких скоростях, то мотор будет «узким местом», ограничивающим производительность. Тот же портал с приводом от серводвигателя аналогичного типоразмера сможет развить скорость до 60 м/мин.
Если материал заготовки и режущий инструмент позволяют назначить режим обработки на более высоких скоростях, то мотор будет «узким местом», ограничивающим производительность. Тот же портал с приводом от серводвигателя аналогичного типоразмера сможет развить скорость до 60 м/мин. - Рабочие ускорения. Чрезмерный разгон шагового двигателя неизбежно приведет к пропуску шагов. Если предполагается работа на высоких ускорениях, лучше выбрать сервомотор.
- Нагрузка на передачу в момент остановки. В тяжелых станках с ЧПУ шаговые двигатели часто устанавливают на механизмы вертикального перемещения шпинделя. Ротор затормаживается магнитными силами после остановки. Сервопривод в остановленном положении совершает колебания, что очень нежелательно. Шаговый двигатель хорошо ведет себя в механизмах поворота заготовки (4-ой оси), кода требуется удерживать ее в стационарном положении.
Какие двигатели применяются в станках MULTICUT?
Надежность конструкции – основной критерий, по которому инженеры компании MULTICUT оценивают комплектующие для станков от сторонних производителей.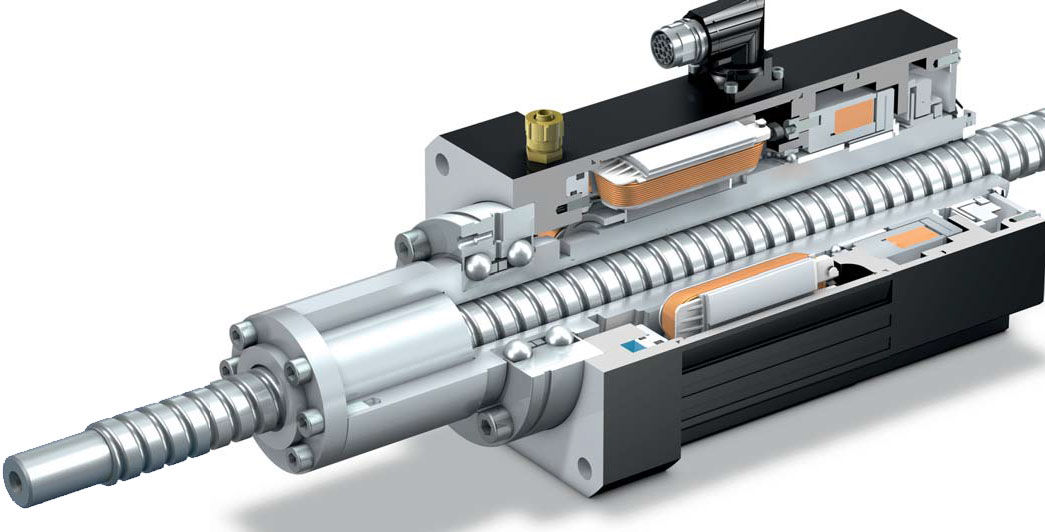 В выборе двигателей для механизмов перемещения не допускаются компромиссы в качестве.
В выборе двигателей для механизмов перемещения не допускаются компромиссы в качестве.
По умолчанию на все станки устанавливаются шаговые приводы MIGE и контроллеры YAKO. Базовая комплектация выбрана исходя из пожеланий заказчиков и анализа оборудования конкурентов. Приводы демонстрируют высокие крутящие моменты и динамику. Станок стабильно работает на ускорениях до 1,5 м/с2. Двигатели работают в микрошаговом режиме с точностью 300 шагов на оборот. В сочетании с редуктором с передаточным отношением 5 аппаратная точность позиционирования составляет 6 мкм. «Шаговость» никак не отражается даже на самых мелких деталях.
Пройти тест
В качестве опции заказчику предлагаются сервоприводы DELTA серии ASDA-B2. Эти двигатели отличаются отличной управляемостью: положение, момент и скорость могут регулироваться сигналом задания. По динамическим характеристикам эти моторы значительно превосходят более дорогие аналоги. Разгон от -3000 до + 3000 оборотов в минуту на холстом перемещении составляет около 10 мс. В тех моделях, которые мы устанавливаем на станки, есть тормозной резистор. В энкодер с разрешением 160000 импульсов на оборот встроен цифровой модуль управления, который позволяет оперативно выполнить конфигурирование мотора.
В тех моделях, которые мы устанавливаем на станки, есть тормозной резистор. В энкодер с разрешением 160000 импульсов на оборот встроен цифровой модуль управления, который позволяет оперативно выполнить конфигурирование мотора.
Если станок рассчитан на работу в высоконагруженных режимах, от него требуется хорошая производительность, то мы рекомендуем выбирать сервоприводы ESTUN. Интеллектуальные силовые модули промышленного класса, используемые в конструкции двигателей, позволяют им выдерживать перегрузки по току, развивать высокие моменты во время пуска. Производитель реализовал функцию подавления вибрации, сделал настройку простой и удобной, а двигатель — отзывчивым и точным в работе.
На настольные станки 500-й серии мы устанавливаем привода мощностью 200 Вт (на каждую ось). В базовой комплектации крупногабаритных моделей мощность шаговых двигателей составляет 400 Вт. Для всех серий станков в сервоисполнении мы предлагаем моторы мощностью 0,75 и 1 кВт.
Чтобы получить консультации по вопросам выбора и комплектации станков MULTICUT, позвоните по контактному телефону в вашем регионе.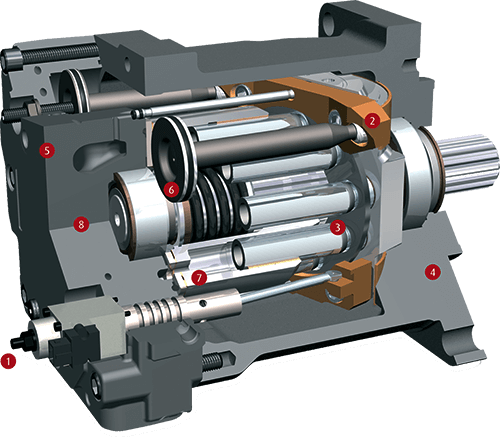
Engine Machine Work — Процессы обработки для качественного гоночного двигателя
| Практическое руководство — двигатель и трансмиссия
Вы никогда не задумывались, почему качественный гоночный двигатель стоит так дорого? Ответ (и деньги) находится во времени. Подробности
Если вы когда-нибудь мчались по прямой на местной трассе и были потрясены, у вас, вероятно, было время подумать о вещах, которые вы могли бы сделать. лучше ехать быстрее. Однако во многих случаях гонщики просто винят в проблеме деньги, а именно их переизбыток у соперников.
Конечно, гонки недешевы, но если вы планируете участвовать в гонках и хотите быть конкурентоспособными, есть вещи, на которые вы не сможете потратить ни копейки, ни копейки. Двигатель и работа, выполняемая при его сборке, — это области, в которых это часто делается. Если вы выбираете цену, а не качество, когда речь заходит о вашем двигателе, вам, вероятно, следует просто продать свою гоночную машину и купить билеты на следующую большую гонку. Это удовлетворит ваши потребности и сэкономит много денег.
Двигатель и работа, выполняемая при его сборке, — это области, в которых это часто делается. Если вы выбираете цену, а не качество, когда речь заходит о вашем двигателе, вам, вероятно, следует просто продать свою гоночную машину и купить билеты на следующую большую гонку. Это удовлетворит ваши потребности и сэкономит много денег.
Ни для кого не секрет, что люди занимаются бизнесом, чтобы зарабатывать на жизнь. Когда вы избиваете своего парня, чтобы получить лучшую сделку, помните, что вы можете просто обманывать себя. Его счет за свет не оплачивается за счет того, что он делает что-то бесплатно, поэтому качество работы, которую вы получаете взамен, может пострадать. Большинство производителей двигателей берут за работу от 40 до 70 долларов в час, но производитель двигателей с безупречной репутацией может получить надбавку к этой сумме. Может быть, вы платите за результаты, а может быть, вы платите только за то, чтобы его имя было на клапанных крышках. Вам решать.
Давайте немного поговорим о процессах механической обработки и проверки зазоров, связанных с созданием хорошего гоночного двигателя, и о том, какие этапы могут быть вам полезны, даже если первоначальные затраты могут быть выше:
Удаление заусенцев с блока
Мы Начнем с основ, снимем заусенцы с вашего нового блока. Это может показаться выброшенными на ветер деньгами, но если у вас когда-либо был загадочный взрыв двигателя, только для того, чтобы обнаружить при более позднем осмотре, что кусок отливки в масляном канале препятствовал потоку к вращающимся жизненно важным органам, как это было в пылесосе. Дам, вы поймете, что удаление заусенцев не только для косметики. Большая часть времени, затраченного на этот процесс, просто потрачена на мойку деталей, чтобы убедиться, что каждый кусок мусора удален из масляных галерей. В этом бизнесе детали определяют разницу между хорошим моторостроителем и великим моторостроителем. Если вы говорите: «Я построил 100 гоночных двигателей и никогда этого не делал», помните, что для этого нужен всего один.
Если вы говорите: «Я построил 100 гоночных двигателей и никогда этого не делал», помните, что для этого нужен всего один.
Типичное время работы: 3-10 часов
Подготовка шатунов
Время, затрачиваемое на удаление заусенцев и подготовку ваших шатунов (даже новых), предотвратит попадание мусора в двигатель. Смысл этого упражнения состоит в том, чтобы удалить все острые края, которые могут стереть материалы с подшипника, а также предотвратить попадание этих материалов в подшипник и выдавливание кривошипа. Кроме того, хонингование стержней, чтобы убедиться, что они имеют правильный размер, гарантирует, что подшипник будет удерживаться правильно и долго.
Одним из неочевидных преимуществ является то, что во время этого процесса необходимо установить стержневые болты и затянуть их в соответствии со спецификациями гонки. Это означает, что болты растягиваются при затяжке, и их следует проверять на усталость и правильность затяжки с помощью измерителя растяжения. Теперь это снижает вероятность того, что изношенный болт попадет в двигатель и подведет вас на трассе.
Теперь это снижает вероятность того, что изношенный болт попадет в двигатель и подведет вас на трассе.
Типичное время работы: 3 часа
Подготовка поршня
Многие неудачи произошли из-за того, что вы не нашли время, чтобы убедиться, что поршень будет счастлив в доме, который вы для него соорудили. Дайте изготовителю двигателя время, необходимое ему для надлежащей проверки зазора деки, купола и зазора между поршнем и клапаном, иначе вам придется покупать поршни заново. Все поршни также должны быть правильно очищены от заусенцев, чтобы они не царапали стенку цилиндра при первом запуске двигателя. Кроме того, убедитесь, что между отверстием поршневого пальца и пальцем имеется надлежащий зазор. Наконец, последнее, что я люблю делать, это снимать заусенцы с краев замков поршневых пальцев (только для круглой проволоки).
Типичное время работы: до 5 часов
Подготовка кривошипа
Подготовка кривошипа довольно проста. Вы снимаете заусенцы со всех острых краев, а затем балансируете вещь. Насколько это легко?
Вы снимаете заусенцы со всех острых краев, а затем балансируете вещь. Насколько это легко?
Как правило, кривошип должен быть отбалансирован внутри, что означает, что вращающийся узел уравновешивается без прикрепленных демпфера и маховика. Таким образом, если вам нужно заменить демпфер или маховик, вам не потребуется полностью разбирать двигатель и заново балансировать весь вращающийся узел.
Типичное время работы: Приблизительно 3 часа, в зависимости от балансировки кривошипа
Подготовка блока
Мы уже рассмотрели важность снятия заусенцев с вашего блока. Пришло время заняться машинкой. При растачивании и настиле убедитесь, что ваш слесарь использует приспособления для правки. Это гарантирует, что цилиндры находятся именно там, где они должны быть, а дека находится под прямым углом к цилиндрам. Если возможно, используйте истинный фиксатор подъемника, чтобы совместить отверстия подъемника, чтобы синхронизация кулачков была одинаковой во всех цилиндрах. Отточите основные отверстия до совершенства, чтобы выровнять основные, а также обеспечить надлежащее сдавливание подшипников во время сборки (если вы меняли главные крышки, может потребоваться линейная расточка блока).
Отточите основные отверстия до совершенства, чтобы выровнять основные, а также обеспечить надлежащее сдавливание подшипников во время сборки (если вы меняли главные крышки, может потребоваться линейная расточка блока).
Хорошая отделка стенок цилиндра стоит мощности, поэтому используйте тормозные пластины и настаивайте на горячем хонинговании. Это позволит получить самые прямые стенки цилиндра. Возможно, потребуется расширить масляные галереи в блоке. Это жизненно важно, чтобы предотвратить голодание вашего двигателя смазочных материалов. Просверлите отверстия масляной галереи и врежьте резьбу и используйте заглушки для труб, чтобы закрепить их вместо грубых мягких заглушек. Если вы делаете ходовой двигатель, не забудьте очистить блок, иначе вы будете ругаться, когда будете собирать все вместе. Некоторые люди прикалывают заглушки к блоку, но я предпочитаю заклеивать их эпоксидной смолой, чтобы они не протекали и не выпали.
Типичное время работы: до одного дня
Подготовка головки цилиндра
Хорошая работа с клапаном и правильная техника вырезания седла дает тонну мощности.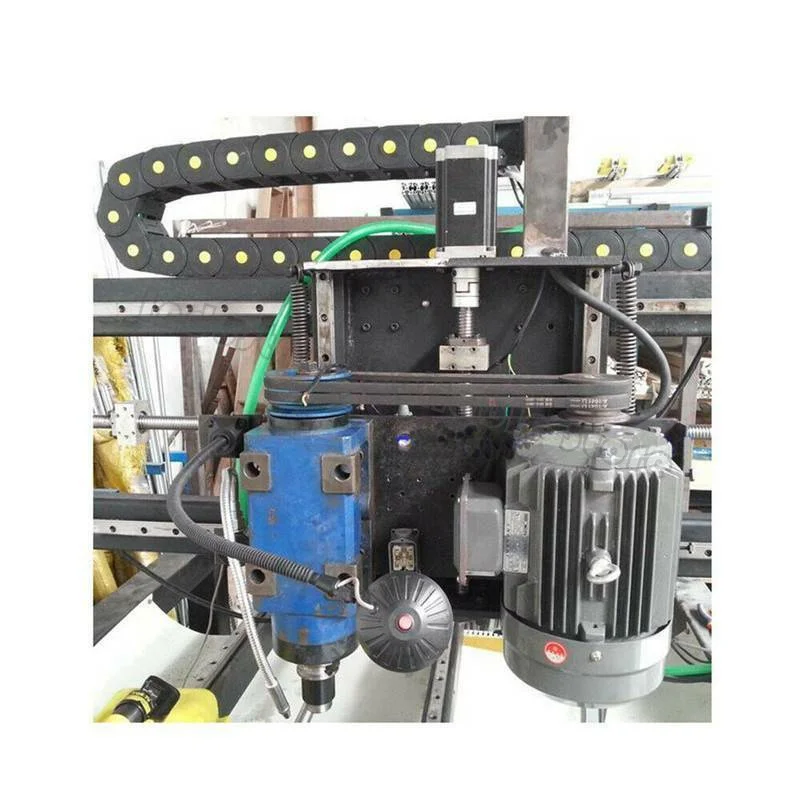 Лично я могу потратить в два раза больше времени на работу с клапаном на наборе стальных головок, чем на алюминиевых, потому что типичные правила стальных головок требуют отсутствия работы с потоком и смешивания. Это означает, что вы должны проявить творческий подход, чтобы получить максимальную отдачу от них. Потратьте время на очистку направляющих клапанов, иначе вы рискуете их заклинить. Испытайте водяные рубашки под давлением, проверьте поверхность настила на предмет механической обработки и, при необходимости, добавьте водяные отверстия для отвода тепла. Головки цилиндров — это мускулы вашего двигателя, так что не жалейте здесь ни копейки, иначе вы никогда не возьмете клетчатый флаг.
Лично я могу потратить в два раза больше времени на работу с клапаном на наборе стальных головок, чем на алюминиевых, потому что типичные правила стальных головок требуют отсутствия работы с потоком и смешивания. Это означает, что вы должны проявить творческий подход, чтобы получить максимальную отдачу от них. Потратьте время на очистку направляющих клапанов, иначе вы рискуете их заклинить. Испытайте водяные рубашки под давлением, проверьте поверхность настила на предмет механической обработки и, при необходимости, добавьте водяные отверстия для отвода тепла. Головки цилиндров — это мускулы вашего двигателя, так что не жалейте здесь ни копейки, иначе вы никогда не возьмете клетчатый флаг.
Типичное время работы: Несколько дней, в зависимости от объема выполняемой работы
Подготовка клапанов
Чтобы создать максимальную мощность, вам нужно сделать больше, чем просто вытащить их из коробки и воткнуть в головки. Убедитесь, что угол клапана срезан в соответствии с углом седла, а затем найдите время, чтобы подрезать клапаны, чтобы улучшить поток воздуха. Кроме того, не забудьте закруглить край клапана.
Кроме того, не забудьте закруглить край клапана.
Стандартное время работы: 2,5 часа
Подготовка впускного коллектора
Куча денег, потраченных на головки цилиндров, так же хороша, как деньги, потраченные на впускной коллектор. Поскольку воздухозаборник подает воздух и топливо к головкам, имеет смысл только прилагать то же усилие, которое вы прикладываете к головкам, и прикладывать его также к впуску. Если ваши правила позволяют вносить изменения, изготовитель двигателя может потратить день на подготовку воздухозаборника, что может оказаться решающим фактором в получении флага победителя.
Типичное время работы: от времени, необходимого для установки болтов, до целого дня
Разное
Мелочи, которые могут определить разницу между успешным двигателем и преждевременным ремонтом. Потратьте время на то, чтобы просверлить все резьбовые отверстия с помощью нарезного станка. Вы никогда не потратите слишком много времени на очистку деталей перед сборкой. Я обнаружил, что в отрасли более 75 процентов всех отказов двигателей вызваны неправильной очисткой и грязной сборкой двигателя.
Вы никогда не потратите слишком много времени на очистку деталей перед сборкой. Я обнаружил, что в отрасли более 75 процентов всех отказов двигателей вызваны неправильной очисткой и грязной сборкой двигателя.
Теперь, когда основная часть работы машины позади, не думайте, что пришло время собрать двигатель. Это только начало. Зачем вам до сих пор тратить хорошие деньги только на то, чтобы собрать эту штуку вместе, не заботясь о надлежащих зазорах? Соберите двигатель правильно с первого раза, и я гарантирую, что вы будете довольны результатами. Дайте вашему мотористу время на то, чтобы разработать новый мотор. Для этого есть две веские причины: во-первых, если ваш изготовитель двигателя собирается документировать все зазоры, это вынуждает его тратить время на то, чтобы в меру своих возможностей построить ваши инвестиции. Во-вторых, это дает вам душевное спокойствие, что ничего не было упущено из виду.
Надеюсь, теперь стало немного легче определить важные этапы сборки двигателя и то, где просто не обойтись без копейки. Очевидно, что это не распространяется на все операции механической обработки. Ключевым моментом здесь является то, что нужно потратить время, необходимое для правильной сборки вашего двигателя с первого раза.
Очевидно, что это не распространяется на все операции механической обработки. Ключевым моментом здесь является то, что нужно потратить время, необходимое для правильной сборки вашего двигателя с первого раза.
Крис Лафферти владеет Lafferty Engine Creations, которая производит и обслуживает гоночные двигатели всех уровней, от последней модели до серии Busch для NASCAR.
Популярные страницы
Наш Ford F-150 Lightning слишком быстр для дрэг-стрипа
Как разряжаются аккумуляторы Tesla Model S и Model X за 200 000 миль
О, ваш Hummer умеет ходить крабами? Посмотрите, как Hyundai делает это лучше
Эта Toyota GR86 отказывается от четырехцилиндрового двигателя ради легендарной замены двигателя
В тренде Страницы
Наша Ford F-150 Lightning слишком быстра для Drag Strip
Как Tesla Model S и батареи модели X разлагают более 200 000 миль
Ох, ваш Hummer Can Ban Walk? Посмотрите, как Hyundai делает это лучше
Эта Toyota GR86 отказывается от четырехцилиндрового двигателя ради легендарной замены двигателя
Механический цех и поставщик запчастей для двигателей
Механический цех и поставщик запчастей для двигателей
Спасибо уважаемый клиент.

Условия COVID-19 продолжают заставлять всех нас вносить изменения в нашу повседневную жизнь.
В целях постоянной безопасности наших клиентов и сотрудников E&E изменила часы работы следующим образом: открыт с понедельника по пятницу с 8:30 до 15:30; закрыт на обед ежедневно с 12:30 до 13:30 CST.
Мы ценим вашу работу и поддержку, пожалуйста, оставайтесь в безопасности. — Группа E&E
Механический цех Поставщик запчастей Сборка
Блоки
Головки
Стержни
ШатуныПоршни
Кольца
Подшипники
Комплект заглушек
Распределительный валПодъемники
Комплект ГРМ
Масляный насос
Экран/вал насоса
Комплект прокладокE&E Services (список прокручивается вниз, много!)
Наш механический цех и прилавок запчастей готовы к самым сложным работам по восстановлению, переналадке и восстановлению двигателей; Команда E&E поможет определить лучший план для ваших индивидуальных потребностей и бюджета.
Головки цилиндров
• рабочие клапаны
• шлифовка кубических нитей
• установка направляющих и вкладышей клапанов
• установка жестких седел клапанов
• испытание под давлением
• сборка высоты и давления пружины для рабочих кулачков
• камеры сгорания cc
• установка винта с шестигранной головкой шпильки и направляющие пластины
• оклейка стекла
• ремонт сварных швов
• ремонтный болт и резьба свечи зажигания
• головки Magnaflux
• вакуумные испытательные головки
• ремонт трещин литья
• увеличение седел клапановШатуны
• проверить и отполировать шатуны
• изменить размер шатунов
• проверить и выровнять шатуны
• запрессовать поршневые пальцы
• установить и изменить размер втулки пальцаШатуны
• очистить проверить и отполировать шатуны
• отшлифовать шатуны 900 19 • молоть кривошипы
• шлифовать специальный радиус
• приварить шейки кривошипа
• приварить упор кривошипа
• проверить твердость коленвала
• отбалансировать кривошипы
• выправить коленвалыБлоки
• расточка
• хонингование
• плоское покрытие стенок цилиндра
• шлифовка
• квадратный настил
• установка кулачковых подшипников
• втулка цилиндра
• сборка короткого блока
• сборка длинного блока
• чертеж магистрали
• квадратный настил
• зазор
• цементный блок 900 19 • установить кольцо LS ReluctorClevite • Hastings • Icon • Mahle • Melling • Perfect Circle • Safety • SBI • Silv-o-lite Позвоните нам (210) 225-1141 или нажмите здесь, чтобы запросить дополнительную информацию Моторные головки Готовы начать (и успешно завершить) свой проект двигателя? Основными аспектами проектов восстановления являются переход на неэтилированное топливо и компенсация недостатка цинка в большей части современного масла (плоские толкатели) Повышение производительности начинается в первую очередь за счет увеличения сжатия и/или повышения производительности кулачков Сколько компрессии начинается с вопроса о том, за какое октановое число вы хотите платить за Выбор распределительного вала в значительной степени зависит от вашего стиля вождения, желаемого звука, требований к буксировке и общих ходовых качеств автомобиля Команда E&E поможет вам быстро Восстановить E&E обрабатывает ваш проект и поставляет все необходимые детали; вы (motorhead) собираете двигатель.  <- Предыдущий пост: Рабочие подмости: «Алюмет» 3+6+3 SM 363 Рабочие подмости алюминиевые – купить в Москве и области, цены на товары в интернет-магазине vishevseh.com Следующий пост: Mk2 рф официальный сайт: Медицинский колледж № 2 — Главная ->
<- Предыдущий пост: Рабочие подмости: «Алюмет» 3+6+3 SM 363 Рабочие подмости алюминиевые – купить в Москве и области, цены на товары в интернет-магазине vishevseh.com Следующий пост: Mk2 рф официальный сайт: Медицинский колледж № 2 — Главная ->
Всего комментариев: 0