Фрезерный обрабатывающий центр: Фрезерный обрабатывающий центр с ЧПУ по металлу купить в Москве
Содержание
Фрезерный обрабатывающий центр VDF-850 по цене производителя с доставкой – «TopStanok»
- Описание
-
Характеристики
Хар-ки
- Комплектация
Описание
НАЗНАЧЕНИЕ:
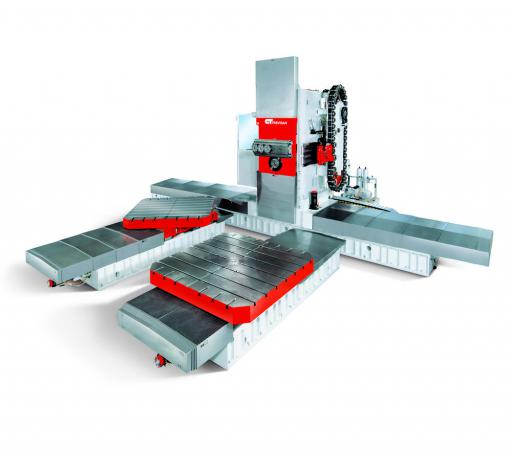
Обрабатывающие центры VDF применяются при тяжелых режимах резания при обработке жаропрочных сплавов, легированных сталей, титана. Имеют широкий спектр комплектаций в зависимости от нужд производственного процесса предприятия. Основные операции: фрезерование, расточные работы, нарезание различных видов резьб, зенкование, развертывание.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
Основные компоненты станины изготавливаются из высококачественного чугуна — механита, проходят термическую обработку и искусственное старение (снятие внутренних напряжений), что дает возможность применять высокоскоростные режимы обработки, тем самым обеспечивается отсутствие вибраций и высокая точность.
В конструкции станка заложена цельнолитая станина с усиленной массой. Масса станка напрямую влияет на жесткость конструкции, стенки литья толще, отсутствуют вибрации при обработке, более длительный срок службы оборудования, возможно применение прогрессивных режимов резания.
На станках установлена система ЧПУ FANUC — самая распространённая в мире система. Является одной из самых стабильных. Она отлично справляется с контролем качества и точностью производства и идеально подходит для управления обработкой разнообразных сложных задач. Легко найти операторов, сервис по всей России, запасные части в наличии на складах.
На шпинделе и ШВП используются подшипники NSK (Япония). Качественные подшипники шпинделя — гарантия надежной и долговечной работы. Срок службы подшипников пр-ва Китай составляет от 0,5 до 1 года. После этого срока они выходят из строя и требуется их замена, как следствие простой оборудования и дополнительные расходы на их замену. В большинстве случаев производят замену шпинделя в сборе.
Общие характеристики
| Характеристика | VDF-850 | VDF-1200 | VDF-1800 |
|---|---|---|---|
|
основные | |||
| Быстрые перемещения по осям Х/Y/Z, м/мин | 20/20/18 | 20/20/18 | 15/15/12 |
| Время смены инструмента, сек | 6 | 3,5 | 3,5 |
| Габариты, мм | 3120х2260х2460 | 2880х2820х2810 | 5240х3480х3120 |
Диапазон скоростей вращения шпинделя, об. /мин. /мин. | 60-8000 | 45-6000 | 45-6000 |
| Емкость инструментального магазина, шт | 20 | 24 | 24 |
| Максимальная масса инструмента, кг | 7 | 15 | 15 |
| Максимальная нагрузка на стол, кг | 500 | 1200 | 2500 |
| Максимальный диаметр/длина инструмента, мм | 77/305 | 127/305 | 110/350 |
| Масса нетто, кг | 6100 | 8500 | 14500 |
| Мощность электродвигателя главного привода, кВт | 40670 | 42309 | 42309 |
| Перемещение по осям X/Y/Z | 850/510/510 | 1200/600/675 | 1850/800/762 |
| Повторяемость, мкм | ±2,5 | ±2,5 | ±2,5 |
| Размеры рабочего стола, мм | 1000×500 | 1120×620 | 2000×800 |
| Расстояние от торца шпинделя до поверхности рабочего стола, мм | 150-660 | 90-765 | 180-942 |
| Расстояние от центра шпинделя до направляющих колонны, мм | 550 | 660 | 850 |
| Скорость подачи, мм/мин | 2081884 | 1-10000 | 1497496 |
| Тип хвостовика инструмента | ВТ40 | ВТ50 | ВТ50 |
| Точность позиционирования, мкм | ±4 | ±4 | ±4 |
Стандартная комплектация
-
Автоматическая система смазки
-
Документация на русском языке
-
Инструмент для обслуживания станка
-
Кабинетная защита зоны резания
-
Система ЧПУ FANUC (Япония)
-
Передача информации через порт RS-232
-
Автоматическое устройство смены инструмента
-
Жесткое нарезание резьбы метчиком
-
Пистолет для обдува воздухом рабочей зоны
-
Рабочее освещение и лампа индикации состояния станка
-
Сепаратор СОЖ
-
Система обдува конуса шпинделя при смене инструмента
-
Система подачи СОЖ в зону резания
-
Транспортер для удаления стружки шнекового типа
-
Электрошкаф с теплообменником
Дополнительные опции
-
Система ЧПУ Siemens 802 D
-
Устройство подачи СОЖ через шпиндель
-
Масляное охлаждение шпинделя
-
Высокоскоростной шпиндель (10000 об.
 /мин. Или 12000 об./мин.)
/мин. Или 12000 об./мин.) -
Устройство измерения длины инструмента Renishaw
-
Автоматическое устройство смены инструмента на 24 позиции
-
Устройство измерения детали Renishaw
-
Поворотный стол (4-я ось)
-
Оптические линейки
-
Увеличение мощности шпинделя
-
Редуктор
-
Направляющие и ШВП производства ТНК
-
Устройство автоматического отключения станка при открытой двери
-
Режущий инструмент
-
Анкерные болты или виброопоры
Особенности
Направляющие скольжения
Идеально подходят при тяжелых режимах обработки для труднообрабатываемых материалов, таких как титан, чугун, закаленная сталь, с большими припусками.
Шпиндель
Шпиндель изготовлен по лицензии Швейцарской компании IBAG. Установка шпинделя на высокоточных подшипниках класса P4 обеспечивает высокую частоту вращения. «Плавающая» система крепления инструмента предотвращает нагрузку на подшипники шпинделя, что обеспечивает стабильный зажим / разжим инструмента и долгий срок службы подшипников шпинделя. Встроенная система масленого охлаждения шпинделя предотвращает тепловые расширения шпинделя, что так же гарантирует точность обработки.
Расположение направляющих
На станках VDF-1200, VDF-1500, VDF-1800 по оси Y – установлены четыре направляющих скольжения. Данная конструкция обеспечивает повышенную нагрузку на рабочий стол.
Возможна обработка деталей массой до 2500 кг.
Цельнолитая высокопрочная станина
Станина изготовлена из специального цугуна Meehanite, внутри усилена дополнительными ребрами жесткости, это обеспечивает высочайшую жесткость и устойчивость. Такая конструкция значительно уменьшает вибрацию, тепловое расширение и деформации, которые возникают при силовом точении.
Такая конструкция значительно уменьшает вибрацию, тепловое расширение и деформации, которые возникают при силовом точении.
Применение
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Современные высокопроизводительные фрезерные обрабатывающие центры серий VDF применяются во всех отраслях промышленности: автомобильной, энергетическом машиностроении, аэрокосмической, приборостроительной, а также во всех смежных областях для изготовления пресс-форм и штампов высокого качества.
Токарно-фрезерный обрабатывающий центр INDEX G200.3 / INDEX G220
G200.3/ G220
Токарно-фрезерный обрабатывающий центр
Токарно-фрезерные обрабатывающие центры для высокой производительности и гибкости
Новые измерения в токарной обработке и фрезеровании
Основные характеристики станка INDEX G200.3 / INDEX G220
В чем ваш выигрыш
- Идентичные главный шпиндель и противошпиндель с проходом шпинделя Ø 76 мм
- Патрон Ø до 230 мм
- 3 инструментальных суппорта для максимального количества 169 инструментов
- Мощный фрезерный мотор-шпиндель с отработанной, надежной кинематикой Y/B пиноли для сложных операций фрезерования с 5 осями (G220)
- Высокотехнологичная концепция рабочей зоны для длины обточки до 900 мм и регулируемых опций обработки
- Высокие температурная стабильность и механическая устойчивость
- Высокие скорости ускоренного перемещения до 50 м/мин
- Легкость наладки
- Совершенство передовых технологий — «Сделано в Германии»
В фокусе модели G200.
 3 / G220
3 / G220
Широкий ассортимент деталей
Компания INDEX обеспечивает оптимальные решения для гибкого и эффективного производства.
Наши инженеры интегрировали в процесс разработки изделия многолетний опыт, полученный во множестве отраслей. Затем, путем технико-экономических исследований, анализа эффективности и, прежде всего, тесного сотрудничества с клиентом, изделия и процессы оптимизируются согласно потребностям конкретного клиента. Изделия компании INDEX имеют модульную конструкцию, обладают высокой гибкостью, и обеспечивают нашим клиентам доступ к обширной модульной системе для получения решения, которое идеально соответствует их технологическим задачам.
Токарно-фрезерные обрабатывающие центры INDEX G200.3 и G220 предлагают наивысшую производительность клиентам из машиностроительной, автомобильной и аэрокосмической отрасли. Наш станок обеспечивает идеальное сочетание производительности, гибкости и надежности технологического процесса, — это комплексное решение для высокопроизводительной обработки малогабаритных деталей
Корпус двигателя
Сталь
Ø 98 мм x 125 мм
Лопатка турбины
Нержавеющая сталь
Ø 75 мм x 100 мм
Корпус гайки
Сталь
Ø 64 мм x 154 мм
Фрезерная головка
Нержавеющая сталь
Ø 70 мм x 100 мм
Лопатка турбины
Нержавеющая сталь
Ø 75 мм x 100 мм
Модульная система
Модульная система этой серии предлагает широкий диапазон опций. В рабочую зону возможно интегрировать до 3 инструментальных суппортов, все они могут оборудоваться осью Y. Рабочая зона обеспечивает большое пространство для обработки деталей любого вида, в ней помещаются детали длиной до 900 мм.
В рабочую зону возможно интегрировать до 3 инструментальных суппортов, все они могут оборудоваться осью Y. Рабочая зона обеспечивает большое пространство для обработки деталей любого вида, в ней помещаются детали длиной до 900 мм.
Мощные главный шпиндель и противошпиндель предназначены для прутка диаметром до 76 мм и для деталей из штучной заготовки до 230 мм. Имеются люнеты для револьверной головки для обработки длинных деталей или валов.
Станок INDEX G220 оснащен мощным фрезерным мотор-шпинделем, способным осуществлять обработку одновременно с 5 осями. Эргономичность компоновки и концепции эксплуатации сыграли главную роль в разработке новой конструкции.
Эксплуатационный персонал и специалисты по техническому обслуживанию обеспечены легким доступом ко всем соответствующим компонентам. В качестве опции для загрузки заготовок и выгрузки деталей типа «вал» и типа «фланец» может использоваться интегрированная система манипулирования обрабатываемыми деталями, работа которой согласована с процессами обработки. Для всех станков этой серии имеется модульная роботизированная ячейка iXcenter, которая обеспечивает гибкость при загрузке заготовок и выгрузке готовых деталей.
Для всех станков этой серии имеется модульная роботизированная ячейка iXcenter, которая обеспечивает гибкость при загрузке заготовок и выгрузке готовых деталей.
Интегрированные решения автоматизации
Возможна комплектация интегрированным манипулятором деталей (опция). Он может использоваться одинаково эффективно для загрузки и выгрузки, а также снятия остатков материала. Система предназначена для деталей,
весящих до 7,5/2×10 кг с диаметром до 90 мм (вал) или 230 мм (фланец).
Манипулятор — с 2 или 3 осями с ЧПУ и с одиночными или сдвоенными захватами, управление которыми осуществляется системой ЧПУ станка.
По запросу клиента возможна реализация дальнейших индивидуальных решений по автоматизации, таких, как конвейеры или блок манипулятора со вспомогательными функциями, которые возможно интегрировать согласно спецификациям клиента.
Управление
Технические данные
INDEX G200.
 3 и INDEX G220
3 и INDEX G220
abrir todos
Главный шпиндель, противошпиндель
Наибольший диаметр прутка
мм
Диаметр патрона
мм
Макс. скорость
об/мин
об/мин
Мощность при 100% / 40%
кВт
29 / 40
Крутящий момент при 100% / 40%
Н·м
142 // 207
Разрешение оси C
градусов
градусов
Верхний держатель инструмента
машина
Инструментальная система
VDI25 // VDI30
Количество ячеек
15 // 12
Макс. скорость
об/мин
об/мин
Макс. мощность
кВт
Крутящий момент при 25%
Н·м
Перемещение суппорта X, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
260 / 30 / 6.000
Перемещение суппорта Y, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
+80/-60 / 20 / 9. 000
000
Перемещение суппорта Z, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
1.020 / 50 / 6.000
Фрезерный мотор-шпиндель
машина
Инструментальная система
HSK-T63 // HSK-T40
Макс. скорость
об/мин
об/мин
12.000 // 18.000
Макс. мощность
кВт
16 // 11
Крутящий момент при 25%
Н·м
72 // 30
Перемещение суппорта X, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
490 / 30 / 6.000
Перемещение суппорта Y, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
+90/-60 / 20 / 9.000
Перемещение суппорта Z, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
910 / 50 / 6.000
Угол поворота оси B
градусов
градусов
-25 / +205 (+/- 115) / 100
Держатель инструмента, внизу слева / справа
Инструментальная система
VDI25 // VDI30
Количество ячеек
15 // 12
Макс.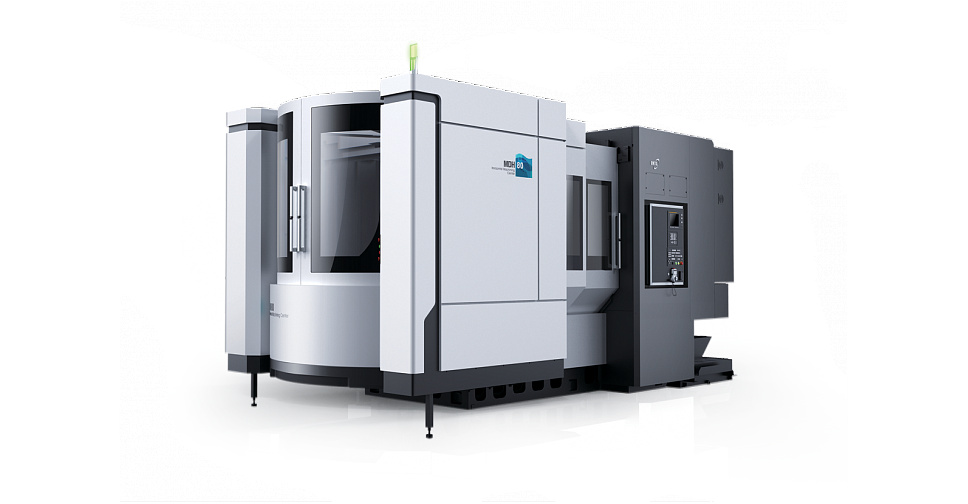 скорость
скорость
об/мин
об/мин
Мощность при 25%
кВт
Макс. крутящий момент
Н·м
Перемещение суппорта X, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
180 / 30 / 6.000
Перемещение суппорта Y, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
± 50 / 20 / 9.000
Перемещение суппорта Z, ускоренное перемещение, усилие подачи
мм / м/мин / Н
мм / м/мин / Н
970 / 55 / 6.000
Инструментальный магазин
машина
Инструментальная система
HSK-T63 / HSK-T40
Количество ячеек
52 (103) / 70 (139)
Макс. масса инструмента
кг
Макс. диаметр инструмента
мм
Макс. длина инструмента
мм
Люнет для турели
Диапазон зажима
mm
Устройство перемещения заготовок для одного захвата
Макс. масса обрабатываемой детали
масса обрабатываемой детали
кг
Макс. диаметр обрабатываемой детали
мм
Макс. длина обрабатываемой детали
мм
Обработка деталей Двойной захват, вал/фланец (опция)
Макс. диаметр заготовки, фланец/вал
mm
230/90
Вес заготовки макс. фланец / вал
kg
2×10 / 2×10
Вес заготовки макс. фланец / вал
mm
250 / 500
Габариты, масса, мощность подключаемого питания
Длина x ширина x высота
мм
3.590 x 2.750 x 2.500
Масса
кг
G200.3 — 14 // G220 — 14,5
Мощность подключаемого питания
кВт
Система управления
Siemens
S840D sl
Мультисенсорный экран
Запрос ценового предложения по INDEX G200.3 / INDEX G220
Вы получите предложение со стандартной конфигурацией
Материалы для скачивания
Брошюра
EnglishGermanFrench
INDEX G200.
 3 / INDEX G220
3 / INDEX G220
Baixar
pdf3 MB
Baixar
Baixar
pdf3 MB
Baixar
Baixar
pdf3 MB
Baixar
Возможно, вам также будут интересны следующие станки
INDEX-Werke GmbH & Co. KG
Hahn & Tessky
Plochinger Straße 92
73730 Esslingen
Germany
Tel.
 +49 (0) 711 3191-0
+49 (0) 711 3191-0[email protected]
www.index-werke.de
©
2023
INDEX-Werke GmbH & Co. KG Hahn & Tessky
VMC1060 Вертикальный обрабатывающий центр — Вертикальный обрабатывающий центр с ЧПУ —
Узнать сейчас
Next Product
Features:
High quality resin sand
Taiwan spindle
Taiwan ball screw and locking nut
Taiwan pressure cylinder
Japanese NSK bearing germany R+W coupling
Automatic lubrication system
Chip conveyor по желанию
Заявка:
Этот VMC подходит для механической обработки и изготовления пресс-форм. И он может соответствовать требованиям обработки от черновой до чистовой обработки. Он также может выполнять многие рабочие процедуры, такие как фрезерование, сверление, нарезание резьбы, расточка и т.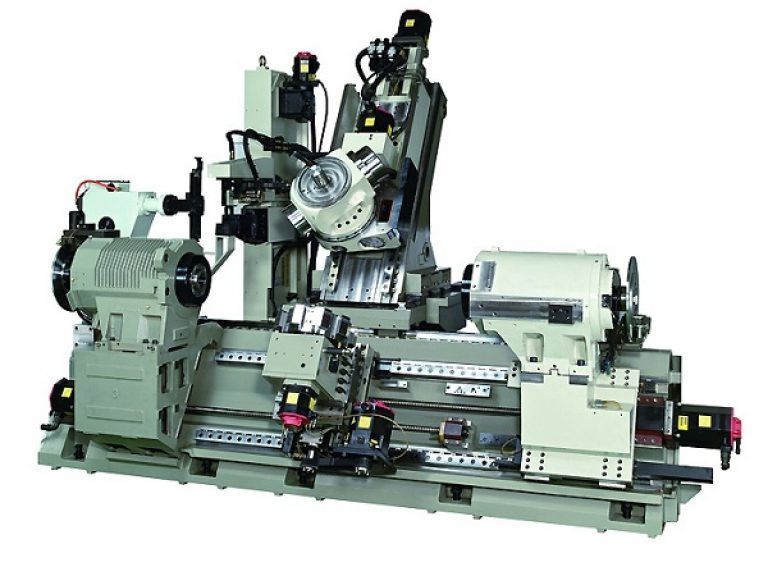 д.
д.
Product main technical specifications :
specifications | unit | VMC1060 | |||||||
Table size | mm | 1200×600 | |||||||
X axis travel | mm | 1000 | |||||||
Y axis travel | mm | 600 | |||||||
Ход оси Z | мм | 600 | |||||||
mm | 667 | ||||||||
Distance between spindle nose and table surface | mm | 100-700 | |||||||
T Слот | 3-18*100 | ||||||||
Впиндлейная конус | мм | BT40 | BT40 | BT40 | BT40 | BT40 | BT40 9003 9000 2 | . | |
Макс. spindle speed | r/min | 8000 | |||||||
Main motor power | kw | 11 | |||||||
X/Y/Z axis servo motor torque | н.м. | 18/18/23 | |||||||
x/y/z Моторное соединение | Direct | X/Y/Z guide rail form | 3 axis linear guide rail | ||||||
Max.table load | kg | 500 | |||||||
Automatic Инструменты Changer | 16 тип безрукого (опционально: 24 типа ARM) | ||||||||
MAX. | KG | KG | 8 9003 KG | KG | 0042 | ||||
Макс. длина инструмента | мм | 250/350 | |||||||
Макс. tool diameter | mm | 100(Adjacent)/150(Apart) | |||||||
X/Y/Z axis rapid traverse | M/min | 24/24/20 | |||||||
Скорость рабочей подачи | М/мин | 10 | |||||||
Position accuracy | mm | ±0. | |||||||
Repeat positioning accuracy | mm | ±0.003 | |||||||
Machine dimension | мм | 3340x2800x2700 | |||||||
Вес машины | 9 кг0039 7000 |
 0051
0051 Tool Вес
Tool Вес 005
005Обрабатывающие центры и фрезерные станки
Узнайте о некоторых новых многоцелевых обрабатывающих центрах, которые будут представлены на выставке PMTS 2021.
#ПМТС
Компактный фрезерный станок с ЧПУ второго поколения преображается
Благодаря новым возможностям управления и программирования этот небольшой VMC хорошо подходит для вторичной обработки или использования в качестве автономного производственного фрезерного станка.
#техбриф
Производственные знания — сила
Центры знаний с видеороликами, созданными такими брендами, как Production Machining, на онлайн-платформе IMTS spark позволяют подробно ознакомиться с технологиями и тенденциями, связанными с различными темами обработки и производства с ЧПУ.
#столбцы #добавка
Выделение ниши в обработке пластмасс с ЧПУ
Этот цех в Вермонте специализируется исключительно на обработке пластмасс, некоторые из которых заполнены абразивным стеклом, для различных отраслей промышленности. Это отличает его от других, но также означает, что он также сталкивается с проблемами, с которыми часто не сталкиваются металлообрабатывающие цеха.
Человекоподобный робот автоматизирует вторичные операции обработки
Два семиосевых робота позволяют двум вспомогательным фрезерным станкам работать без света восемь часов по вечерам, чтобы выиграть 64 часа автоматической обработки в неделю для этого цеха в Вентуре, Калифорния.
Этот цех создает сложные приспособления — некоторым из которых он дал интересные названия — для очень сложных работ и больших объемов работ на пятикоординатном обрабатывающем оборудовании.
Дерек Корн
Главный редактор журнала «Производственное машиностроение»
Автоматически оптимизируйте скорость подачи станка с ЧПУ
Новая технология оптимизации скорости подачи может позволить программистам CAM сократить время цикла и увеличить срок службы инструмента для фрезерных и токарных операций.
#техбриф
Сравнение 3D-печати с ЧПУ для прототипирования
Многие факторы, такие как цена, размер детали и материал, играют роль при принятии решения о том, является ли 3D-печать или фрезерование с ЧПУ лучшим методом для изготовления прототипа.
#добавка
Медицина растет, а конечный рынок замедляется
В то время как поколение бэби-бума неумолимо распадается, костные винты, пластины, стержни, искусственные суставы и менее инвазивные хирургические исправления указывают на светлое будущее для производителей деталей, необходимых для того, чтобы помочь сохранить «Шалтая». Хитрость для производителей медицинских деталей заключается в том, чтобы идти в ногу с развивающимися технологиями, необходимыми для удовлетворения отраслевых потребностей.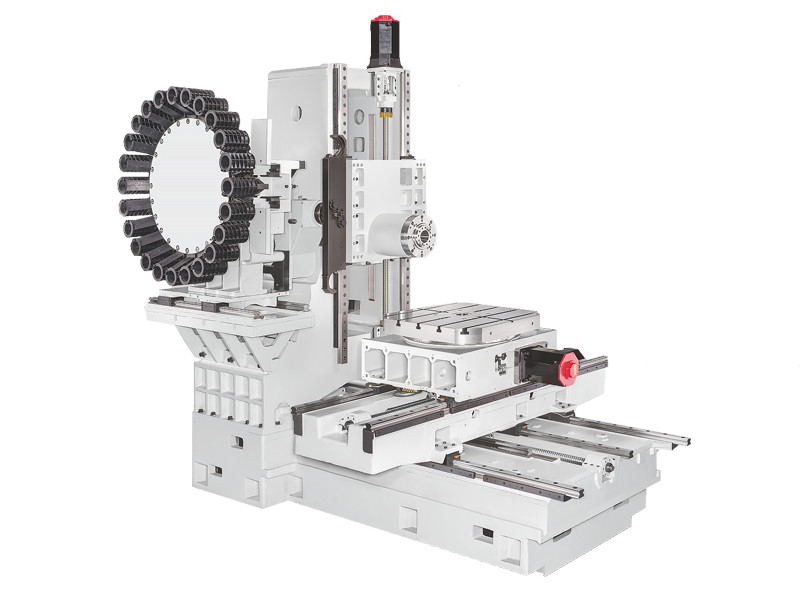
Заблокировано и загружено для дальнейшего роста производства огнестрельного оружия
Несмотря на сильный и разнообразный производственный опыт, только несколько лет назад эта команда отца и сына нашла свой путь в производстве компонентов для оружия. Тем не менее, бизнес процветает.
Получите 5-осевую обработку на 3-осевом VMC
Механические мастерские хотят и должны исключить этапы производственного процесса. Добавление возможности четырех- или пятиосевой обработки к существующему трехосевому VMC — это практичный способ достижения пятисторонней обработки с использованием одной установки.
Движение вперед с самоуправляемыми рабочими группами
Мы все справляемся с изменениями по-разному. Крайне важно сначала признать, а затем сделать что-то конструктивное по этому поводу. Магазин в Огайо успешно продвигается по обоим направлениям.
Крайне важно сначала признать, а затем сделать что-то конструктивное по этому поводу. Магазин в Огайо успешно продвигается по обоим направлениям.
Предварительная демонстрация обрабатывающих центров IMTS компании Production Machining включает в себя Expand Machinery, Hardinge, Mikron Corp., DN Solutions, Kyocera Precision Tools и Mitsui Seiki.
Анджела Осборн
Управляющий редактор, Производственная обработка
ВИДЕО
DMG MORI отправляет первый линейный пул паллет, произведенный в США
Прецизионно обработанная и собранная на заводе в Дейвисе, штат Калифорния, машина размером с поддон хорошо подходит для автоматизации многокомпонентной обработки и повышения гибкости.
ПОСМОТРЕТЬ ВИДЕО О ВСЕХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ И ФРЕЗЕРНЫХ СТАНКАХ
Являются ли обрабатывающие центры Bar Fed следующим большим прорывом?
Усовершенствованные токарно-фрезерные станки с подачей пруткового материала могут преодолеть несколько присущих производственной обработке недостатков на вертикальных обрабатывающих центрах.
Многошпиндельный обрабатывающий центр с передачей поддонов не поддается классификации
Все чаще разрабатываются новые станки, которые не поддаются существующим кодам классификации благодаря своим многозадачным возможностям.
В одном из цехов в Миннесоте недавно был установлен пятиосевой станок со встроенным устройством смены поддонов для самостоятельной точной и воспроизводимой обработки мелких деталей в течение нескольких дней.
Дерек Корн
Главный редактор журнала «Производственное машиностроение»
Мониторинг инструмента для сложной обработки
Одной из самых больших проблем при мониторинге инструмента на многозадачном станке является выполнение одновременных операций резания. Компания Caron Engineering (Уэллс, Мэн) разработала систему для решения этой задачи.
Медицинское машиностроение заложено в генах
Иногда трудно оставаться в стороне. Эта компания является примером семейства прецизионных станков, которые просто не могут перестать делать то, что делают.
Производство цифровых зубных протезов
Цифровые стоматологические технологии помогают трансформировать каждый аспект стоматологической отрасли. Дни утомительного ручного изготовления коронок, колпачков и мостовидных протезов быстро уходят.
Умные обрабатывающие центры
В наши дни цеха прецизионных станков часто стремятся расширить спектр работ, которые они могут выполнять с прибылью. Во многих случаях недостаточно быть исключительно токарным цехом.
Hyundai WIA сотрудничает с Майклом Уолтрипом Рейсингом
Правила гоночного сезона 2013 года претерпевают значительные изменения, и компания Michael Waltrip Racing (MWR) заключила партнерское соглашение с Hyundai WIA, чтобы быстро отреагировать на изменения в серии NASCAR Sprint Series 2013 года.
Всего комментариев: 0