Исходная точка станка чпу: Нулевые, исходные и фиксированные точки станка с ЧПУ
Содержание
Смещения ЧПУ станка — CNC Maniac
В этом посте я собираюсь объяснить, что такое смещения ЧПУ, как они используются и как они связаны с контрольной точкой станка или исходным положением. Но сначала я должен начать с объяснения основных правил, по которым работают станки с ЧПУ
Направления осей ЧПУ
«Декартова система координат — это система координат, однозначно задающая каждую точку на плоскости набором числовых координат».
Чтобы указать позиции в трехмерном пространстве, эта система должна иметь три оси: X, Y и Z.
Точка, где встречаются эти три оси, называется началом координат.
Есть ось X, перемещающаяся слева направо, ось Y, перемещающаяся спереди назад, и ось Z, перемещающаяся вверх и вниз. Если у вас есть положение для каждой оси, xy и z, вы можете построить эту точную точку в пространстве от начала координат.
Оси ЧПУ
Используя эти позиции, вы можете указать станку с ЧПУ, куда двигаться.
Если вы укажете положительное значение X, например, X15. положение будет справа от начала координат. Если вы укажете отрицательное значение X, например, X-1,5, оно будет слева от начала координат.
положение будет справа от начала координат. Если вы укажете отрицательное значение X, например, X-1,5, оно будет слева от начала координат.
Если вы укажете положительное значение Y, например, Y8. позиция будет впереди начала координат, от вас. Если вы укажете отрицательное значение Y, например, Y-1,5, оно будет позади начала координат, ближе к вам.
Если вы укажете положительное значение Z, например, Z2. положение будет выше начала координат. Если вы укажете отрицательное значение Z, например, Z-1,5, оно будет ниже исходной точки.
Еще один важный момент, который следует отметить, заключается в том, что направление движения относится к движению инструмента.
Таким образом, если перемещается стол, для положительного хода Х потребуется, чтобы стол переместился влево. Это заставляет инструмент двигаться вправо по отношению к обрабатываемой детали.
Точно так же, чтобы сделать положительное движение Y, стол должен будет двигаться к вам. Перемещение инструмента в положительном направлении по отношению к детали на столе.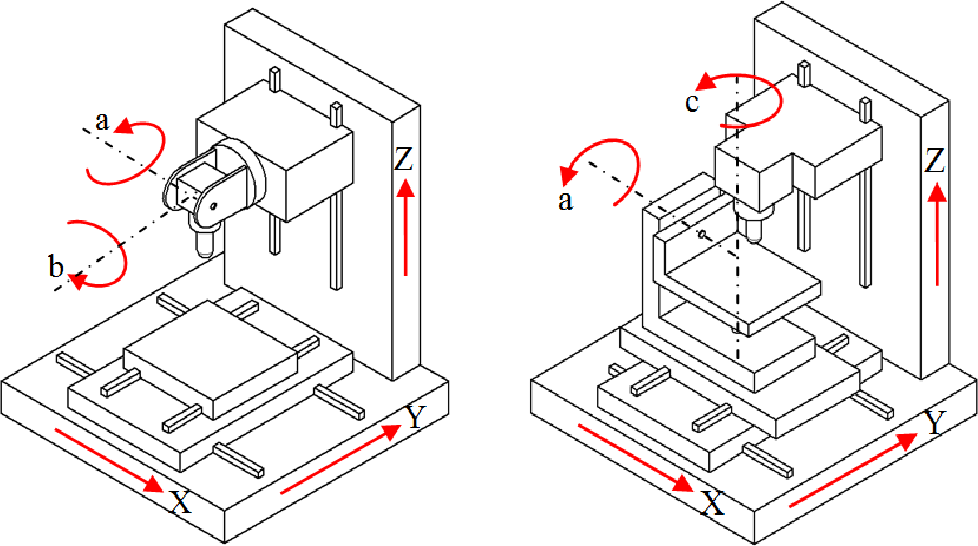
Ось Z ЧПУ
Что такое нулевая точка станка?
Нулевая точка станка или исходная позиция, как ее иногда называют, — это точка, в которой все 3 оси показывают нуль. Обычно это устанавливается настолько, насколько станок может двигаться в положительном направлении по всем трем осям.
Его можно установить где угодно, но лучше всего, чтобы она был максимум вверх (положительно) по Z. Кроме того, если станок движется в положительном направлении по X и Y, инструмент будет находиться как можно дальше от детали, когда вы «вернетесь домой».
Это значительно упрощает настройку ваших деталей, потому что, когда вы возвращаете станок в исходное положение, шпиндель уходит в сторону.
После того, как вы установили контрольную позицию своей машины, она не должна меняться. Вам вообще не нужно будет менять ее.
Большинство, если не все, промышленных машин имеют концевые выключатели, которые сообщают программному обеспечению, что машина вот-вот исчерпает доступное движение, предотвращая любые повреждения.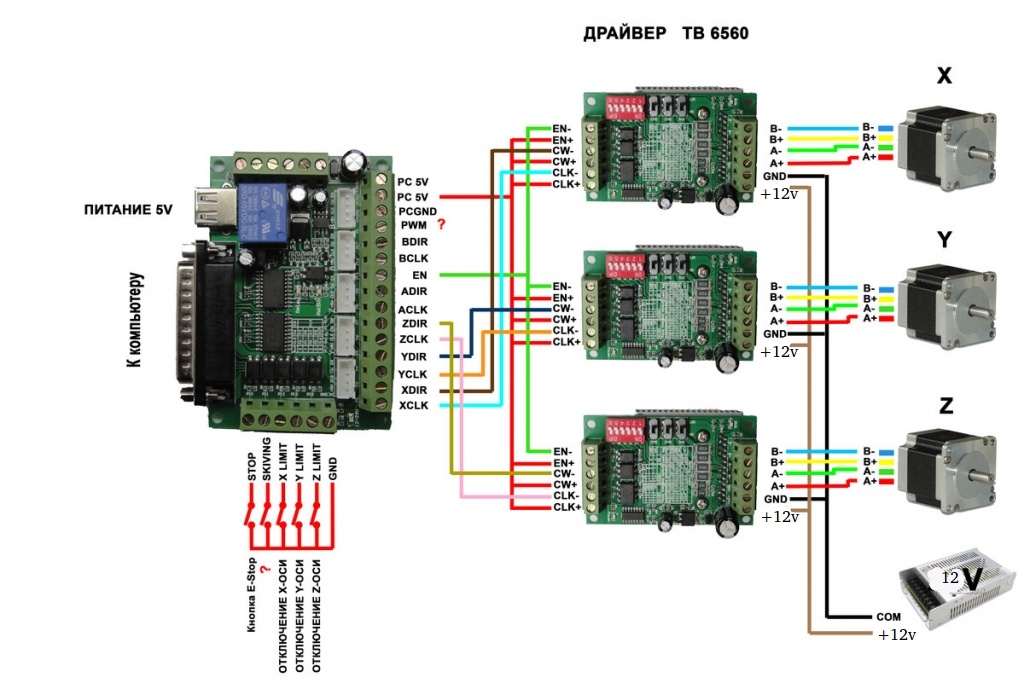 Эти концевые выключатели также используются для определения исходного положения машины.
Эти концевые выключатели также используются для определения исходного положения машины.
Большинство станков с ЧПУ для хобби не оснащены концевыми выключателями, но программное обеспечение, которое мы используем, имеет функцию концевых выключателей. Это означает, что они могут быть добавлены, если вы хотите.
Что вы всегда должны делать, так это возвращать машину в исходное положение перед тем, как выключить ее. Это потому, что когда вы включаете его снова, то, где машина находится, когда вы ее запускаете, будет вашим «новым» исходным положением.
Сохранение исходного положения таким же, как всегда, означает, что вы можете продолжить с того места, на котором остановились, если вы не закончили деталь или проект во время последнего сеанса.
Привыкните включать команду возврата в конце каждой программы, которую вы запускаете, таким образом, вам не нужно помнить, что нужно делать это с помощью MDI или вручную.
Что такое смещения для станков с ЧПУ?
Смещения станка с ЧПУ или рабочая система координат (WCS) — это устанавливаемые вами положения, на которые ссылаются из исходного положения вашего станка.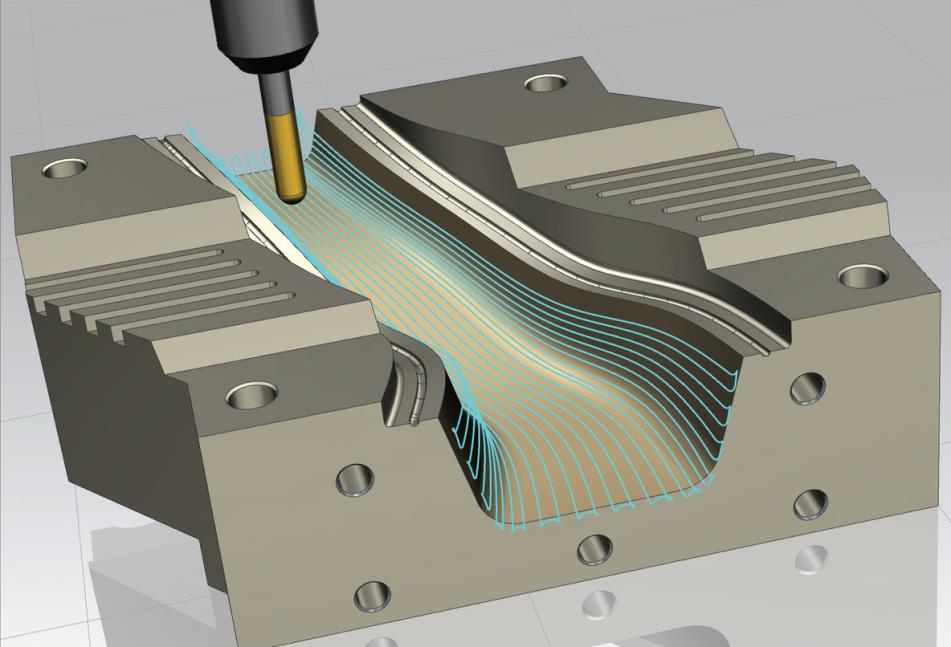
В программе можно задать несколько смещений. Обычно это делается при одновременной обработке нескольких деталей. Позициям смещения присваиваются номера G-кода, чаще всего от G54 до G59.
Страница смещений Mach4
Когда вы устанавливаете смещение, например, G54, вы определяете положение каждой оси на обрабатываемой детали. Установка этих позиций на G54 в таблице смещения программного обеспечения станка. Затем G54 будет отображаться как значение X, Y и Z, которое представляет собой заданное расстояние от контрольной точки станка.
Когда в вашей программе активировано смещение, программное обеспечение управления станком будет знать, где находится ваша деталь относительно ее исходного положения. Затем он компенсирует показание, чтобы показать, где находится машина относительно активного смещения.
Это позволяет вам визуально подтвердить положение ваших инструментов относительно базы детали, а не исходного положения станка. Если вы отмените смещение в программе с помощью G53 (команда отмены смещения), станок запустит программу относительно своего исходного положения.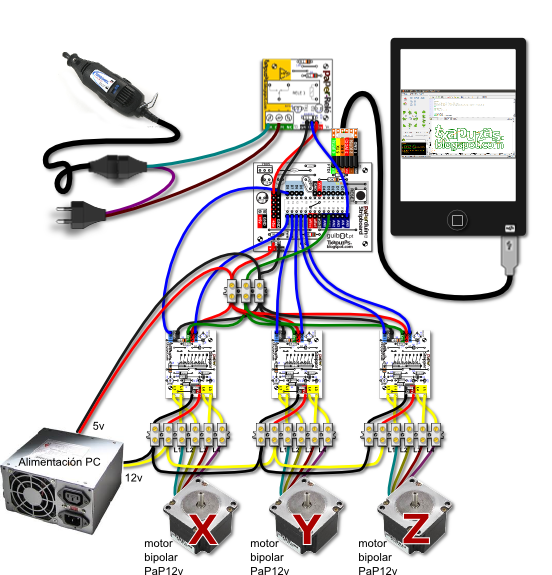 Это изменение также будет отражено в программном обеспечении управления станком.
Это изменение также будет отражено в программном обеспечении управления станком.
Итак, как будут выглядеть ваши значения смещения? Что ж, если вы расположили контрольную точку станка по всем трем осям в самом положительном положении, все три значения смещения будут отрицательными. Каждый раз и с каждым установленным вами смещением.
Знание этого позволит вам увидеть, если что-то очень не так, когда вы быстро проверите свои позиции смещения.
Например, если ваш станок с ЧПУ имеет перемещение по оси Z примерно на 4 дюйма, а значение смещения Z в G54 составляет Z-5,423, и вы установили его на верхнюю часть детали, вы знаете, что оно было установлено неправильно, и вы можете его изменить.
Выполнение этих типов проверок жизненно важно, если вы хотите предотвратить сбой вашей машины и, возможно, ее повреждение.
Я написал статью, объясняющую , как установить нулевые точки здесь.
Чек лист для настройки смещений
- Закрепите обрабатываемую деталь на столе
- Загрузите инструмент, например, искатель кромки, в шпиндель станка.

- Используйте его, чтобы выбрать обозначенную опорную кромку детали по осям X и Y.
- Это делается путем ссылки на положение в вашем программном обеспечении, когда искатель кромки расположен напротив базовой кромки. Затем это значение будет сохранено в таблице смещения.
- Повторите для второй оси
- Z можно установить несколькими способами. Самый простой способ — использовать датчик нуля или загрузить инструмент в шпиндель, а затем вручную переместить инструмент вниз, чтобы просто коснуться базовой поверхности. Затем позиция сохраняется в соответствующей таблице смещений.
- Каждая ось теперь будет иметь значение смещения от эталонной позиции станка, хранящейся в таблице смещения программного обеспечения. Теперь он готов к вызову и использованию программой Gcode.
Установка нулевой точки на фрезерном ЧПУ-станке
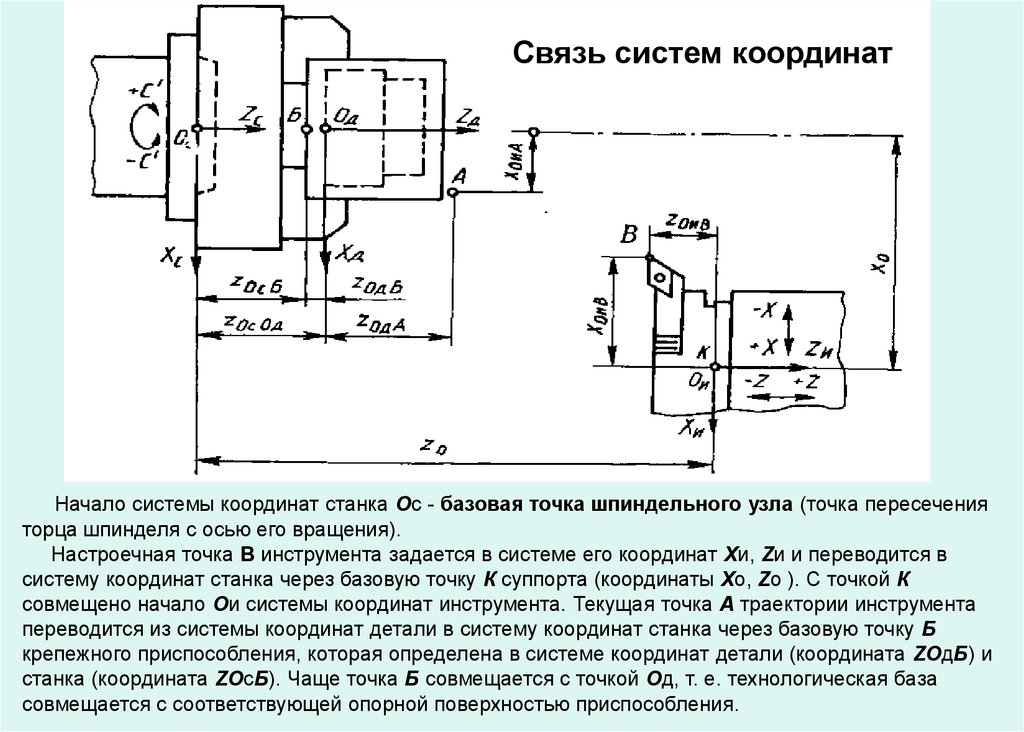
Перед началом работы на любом станке с ЧПУ нужно выставить машинные координаты резки и то, с какой точки начнётся отсчёт пространства. В разных источниках точка может называться нулевой, реперной или исходной.
В разных источниках точка может называться нулевой, реперной или исходной.
Установка нулевой точки на фрезерном станке с ЧПУ происходит каждый раз после того, как оборудование включается. И это операция, которую должен уметь производить каждый оператор ЧПУ.
Почему нельзя раз и навсегда установить нулевую точку во время написания программы для станка? Такая точность на уровне управления привела бы к высокому проценту брака. Каждый раз пришлось бы приводить заготовку в идеальное соответствие с точкой отсчёта. А это довольно сложно реализуемая задача.
Кроме того, программа создаётся с прицелом на то, что заготовка останется неподвижной, двигаться будет сама фреза.
Но есть в этом нюанс. Некоторые станки так и действуют, но другие, напротив, передвигают не инструмент, а сам рабочий стол с заготовкой. То есть, направления движения совершенно противоположные. Что при этом делать создателю программы — вопрос сложный. Но, к счастью, система станка сама выстроит наиболее эффективный маршрут без участия человека. Гораздо проще и надёжнее будет указать станку, откуда начинать перемещения, на этапе его запуска. Осложняется всё тем, что работа идёт не в одной системе координат, а сразу в трёх
Гораздо проще и надёжнее будет указать станку, откуда начинать перемещения, на этапе его запуска. Осложняется всё тем, что работа идёт не в одной системе координат, а сразу в трёх
Во-первых, это система координат самого ЧПУ станка. По отношению к остальным она является определяющей. Системы координат различаются в зависимости от:
-
типа станка;
-
модели;
-
производителя.
Согласно этим системам координат происходят дальнейшие перемещения режущего инструмента. Нулевую точку от которой отсчитываются все передвижения задаёт производитель техники. Пользователь её изменять по своему желанию не может.
Вторая координатная система, с которой придётся работать — система координат самой детали. Она обычно прописывается в проектной документации, чертеже или эскизе.
В программе, которая загружается перед началом резки, прописаны:
-
Оси координат;
-
Нулевая точка.
По этим параметрам задаются координаты опорных точек будущих деталей. Под этим понятием мы имеем в виду точки начала геометрических элементов, их окончания или пересечения с другими объектами. От этого всего будет зависеть траектория движения режущего инструмента. Точка, от которой начинается отсчёт, называется нулём детали.
Третья система координат в которой ведётся отсчёт — координатная система самого инструмента. Она нужна, чтобы задавать положение режущей части во время обработки. Здесь отсчёт происходит с той точки, откуда начинает движение инструмент. Называется она нулём обработки, либо нулём инструмента.
Нулевую точку устанавливает производитель, помещая в неё все приводы, двигатели и винты. Система ЧПУ определит их, синхронизируется со станком. Обойтись без этого невозможно — если не выставить исполнительный механизм в нулевую точку, станок просто не будет работать. Но, к счастью, это не нужно делать руками. На всём ЧПУ оборудовании для этого есть специальная кнопка.
Какой способ настройки наименее хлопотный? Однозначно настройка нуля детали. Это не программная настройка станка, назначить её можно под нужды и особенности конкретной задачи.
Лучше всего совмещать точку отсчёта фактическую с той, что обозначена на чертеже. Обычно начинается движение с угла листа. Также отсчёт можно вести от габаритного центра заготовки или центра отверстия. По оси Z, то есть вверх, начинать отсчёт можно с верхней плоскости или основания стола.
Прежде всего убедитесь, что нижний торец резца находится выше, чем поверхность заготовки.
Далее переместите режущий инструмент к тому месту, с которого планируете начать обработку. Перемещать его нужно в плоскости X-Y, то есть по горизонтали.
Сделайте острой частью отметку на поверхности заготовки, затем остановите резак.
В завершение нужно будет обнулить систему отсчёта координат по всем осям с помощью специальных клавиш, которые есть на станке.
После перезагрузки системы, понадобится внести новые координаты. Готово, можно начинать работу.
Готово, можно начинать работу.
Как установить исходную точку для фрезерного станка с ЧПУ | Маршрутизатор с ЧПУ Roctech
Что означает слово ЧПУ? ЧПУ на самом деле означает компьютерное числовое управление. Это означает, что компьютер преобразует дизайн, созданный программным обеспечением автоматизированного проектирования (САПР), в числа. Числа можно рассматривать как координаты графика, и тогда они будут использоваться для управления движением фрезы. Таким образом, компьютер контролирует резку и формовку материала.
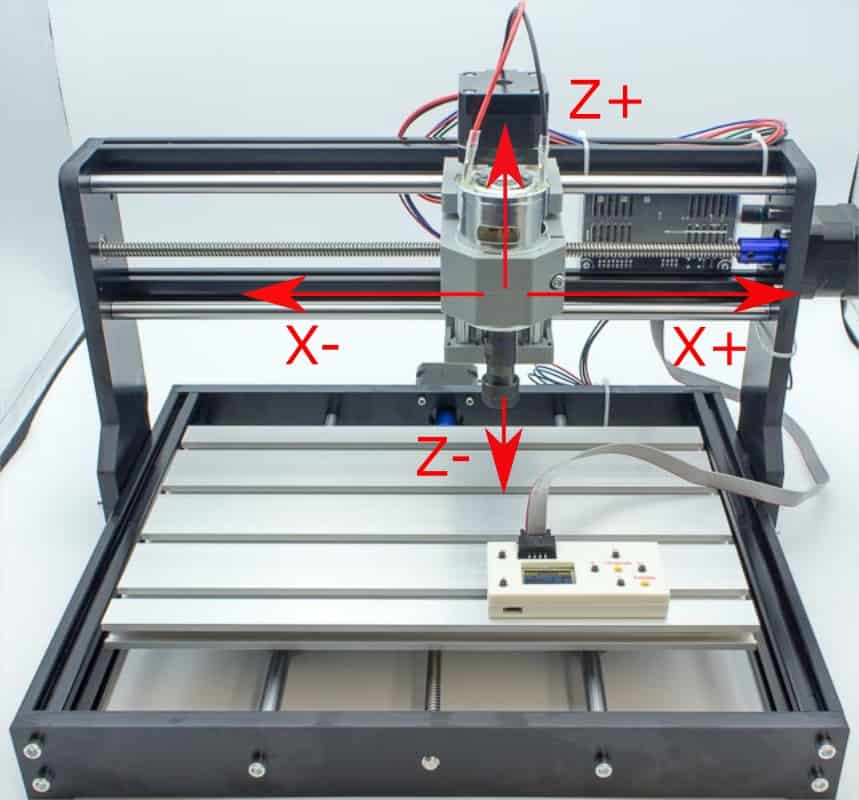
Для точной работы по дереву исходные точки чрезвычайно важны. Никогда больше, чем для цифровых деревообработчиков. Пересечение осей X (красная), Y (зеленая) и Z (синяя) является исходной точкой.
Каким бы видом деревообработки вы ни занимались, опорные точки и точные измерения крайне важны для столяров. Это особенно актуально при использовании любого вида деревообрабатывающего оборудования. Например, если вы используете настольную пилу, чтобы распилить доску шириной 4 дюйма, установите упор на 4 дюйма. Чтобы установить этот забор на точном расстоянии 4 дюйма от диска, критической точкой отсчета является край вашего пильного диска, где делается разрез. Именно из этого положения и производятся все измерения. Это ваша «нулевая» точка.
Чтобы установить этот забор на точном расстоянии 4 дюйма от диска, критической точкой отсчета является край вашего пильного диска, где делается разрез. Именно из этого положения и производятся все измерения. Это ваша «нулевая» точка.
Если вы правильно отрегулировали направляющую, вы получите идеальные 4-дюймовые пропилы. То же самое верно, если вы использовали упоры от края пропила на салазках для торцовки, торцовочной пиле, фрезерном столе, ленточной пиле, рубанке или любом другом электроинструменте, который использует упор, упоры или какой-либо другой ограничитель положения. Вы поняли — все измерения производятся от ключевой точки отсчета: нуля.
Отрезанная кромка справа от пильного диска — это место, где начинаются все измерения. Отсюда вы отмеряете до забора.
Как бы ни был важен «ноль» для деревообработчиков с электроинструментом, он еще более важен для деревообработчиков, работающих с цифровыми инструментами. Три причины: во-первых, мы постоянно перемещаемся между цифровыми чертежами, нашими инструментами и компоновкой, и все должно быть согласовано.![]() Во-вторых, мы работаем в трех измерениях, в то время как почти каждый магазинный инструмент, о котором я упоминал ранее, работает в одном измерении. В-третьих, это мир, где все измеряется тысячами дюймов или долями миллиметра.
Во-вторых, мы работаем в трех измерениях, в то время как почти каждый магазинный инструмент, о котором я упоминал ранее, работает в одном измерении. В-третьих, это мир, где все измеряется тысячами дюймов или долями миллиметра.
Со всей этой точностью можно было бы подумать, что будет легко найти и установить контрольные позиции, но, как оказалось, это не так — это постоянная проблема с методами, которые нужно изучать и усваивать в контексте, потому что вы будете часто их использовать. . Почему? Есть несколько причин. Во-первых, вы перемещаетесь между цифровым и реальным миром. В физическом мире проведение точных измерений может оказаться сложной задачей. В чисто цифровом мире САПР и ЧПУ все определяется четкими, чистыми и чистыми числами. Кроме того, в отличие от настольной пилы или других стационарных деревообрабатывающих инструментов, где вы редко настраиваете свои настройки, цифровым столярам необходимо часто менять настройки и вносить коррективы. Цифровым столярам приходится все время находить, перемещать и создавать новые точки отсчета, называемые исходной или нулевой точкой, в разные места. Как специалисты по дереву, мы должны быть квалифицированными, эффективными и точными в поиске, настройке и перемещении исходных точек.
Как специалисты по дереву, мы должны быть квалифицированными, эффективными и точными в поиске, настройке и перемещении исходных точек.
На этом верстаке исходная точка расположена прямо вниз от угла вершины, где пересекаются красная, зеленая и синяя линии. Зная, где находится ноль, можно найти объект в трехмерном пространстве.
В цифровом мире исходная точка или нулевая точка четко определены. Думайте трехмерно. Исходной точкой является пересечение осей X, Y и Z. С того места, где вы сидите, это будет слева направо, вверх и вниз, внутрь и наружу. И, поскольку все в цифре делается числами, это описывается как X = 0, Y = 0 и Z = 0. Все измерения либо увеличиваются, либо уменьшаются, положительные или отрицательные, от этой позиции. Если вы знаете исходную точку, вы можете найти и определить положение объекта в его трехмерном мире. Есть много причин, почему это важно, но вот четыре важных…
Ваш чертеж…
Ваш проект находится в двух- или трехмерном пространстве чертежа САПР, и вам необходимо знать его местоположение на основе опорной точки, с которой вы можете сопоставить…
Ваш ЧПУ…
То же определенное положение на станине вашего ЧПУ, которое соответствует вашему чертежу и…
Ваш материал…
Вам нужно расположить заготовку, которую вы режете, и, наконец…
Синхронизировать…
Все должно работать вместе. Ваш чертеж САПР, установка ЧПУ и ваш материал должны совпадать. Место для этого — пересечение X, Y и Z. Исходная точка.
Ваш чертеж САПР, установка ЧПУ и ваш материал должны совпадать. Место для этого — пересечение X, Y и Z. Исходная точка.
Из одной доски вырезаются три детали. Как вы выравниваете материал с вашим рисунком? Нижний левый угол является исходной точкой.
Задача из четырех частей
Работа с исходными точками на ЧПУ — задача из четырех частей. Во-первых, требуется немного времени, чтобы приспособиться к работе на очень высоком уровне точности. Большая часть работы по дереву связана с рулетками и линейками. Эти машины очень точны — точность 0,001+, что означает, что вы должны методично работать с программным обеспечением, настраивать оборудование, компоновку и материал на одном уровне. Это не сложно, но требуется немного времени, чтобы изучить различные методы и приемы и усвоить результаты. Работа с такой точностью на регулярной основе — лучший способ учиться. Во-вторых, для решения ряда задач цифровой деревообработки вам необходимо быстро и эффективно изменять и настраивать различные типы исходных точек. В-третьих, вам нужно работать в положениях по всей станине ЧПУ, чтобы часто перемещать нулевую точку. В-четвертых, как только вы соберете все это воедино, вы получите много преимуществ, если сможете многократно и точно устанавливать исходные точки.
В-третьих, вам нужно работать в положениях по всей станине ЧПУ, чтобы часто перемещать нулевую точку. В-четвертых, как только вы соберете все это воедино, вы получите много преимуществ, если сможете многократно и точно устанавливать исходные точки.
Многое еще впереди
Как видите, много чего происходит, когда речь идет о исходных точках и опорных позициях — на самом деле, в мире машиностроения об этом написаны целые книги. Речь идет о цифровых рисунках. Это что касается настройки машины. Это о том, что вы обрабатываете. И, прежде всего, речь идет о методах работы и передовой практике. Если это звучит скучно, уверяю вас, что это не так. Использование сеток, приспособлений и приспособлений, основанных на точных нулевых точках и опорных положениях, дает невероятные преимущества. Так как есть о чем рассказать, я буду часто возвращаться к этой теме в первых CNC Skills Популярная серия Woodworking : Origin Points. Ниже я уже обозначил несколько связанных тем, о которых вам следует знать, поэтому я скоро вернусь.
производители сверлильных станков с ЧПУ
сверлильный станок с ЧПУ на продажу
сверлильный станок с ЧПУ Индия
фрезерный станок с ЧПУ по дереву своими руками
фрезерные станки с ЧПУ для деревообработки
фрезерный станок с ЧПУ для продажи
Français (французский) Italiano (итальянский) Deutsch (немецкий) 日本語 (японский)
Вы будете использовать основы системы координат фрезерного станка с ЧПУ везде, а не только для одного конкретного станка с ЧПУ. Даже новейшие станки с ЧПУ в своей основе одинаковы: они используют оси X, Y и Z для определения координатного пространства внутри станка, а инструмент (иногда концевая фреза, иногда экструдер, иногда лазерный луч) перемещается вокруг этого пространства. Технологии могут меняться, но основные принципы остаются прежними. В этой статье мы рассмотрим основы системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и смещения.
Почему координаты важны для фрезерной обработки с ЧПУ?
Аддитивные станки строят деталь снизу вверх. Нет никаких сомнений в том, где начинается деталь на рабочей пластине. Однако что-то вроде фрезерного станка должно вычитать материал из внешнего объекта. Для этого машине необходимо понять положение запаса в физическом пространстве. Если бы это было так же просто, как вставить металлический блок в ваш ЧПУ и нажать «Пуск».
Нет никаких сомнений в том, где начинается деталь на рабочей пластине. Однако что-то вроде фрезерного станка должно вычитать материал из внешнего объекта. Для этого машине необходимо понять положение запаса в физическом пространстве. Если бы это было так же просто, как вставить металлический блок в ваш ЧПУ и нажать «Пуск».
Все становится сложнее, когда добавляются различные фрезерные инструменты. Каждый бит имеет разную длину, которая изменяет расстояние между точкой привязки шпинделя и заготовкой. Исходная точка, которую вы только что установили для концевой фрезы длиной 1 дюйм, не будет работать для сверла длиной 3 дюйма.
Вы можете думать о системе координат как о том, как станки с ЧПУ понимают трехмерное пространство. Без системы координат ваше ЧПУ абсолютно не могло бы узнать:
- Где находится ваш блок материала
- Как далеко ваш инструмент находится от вашей детали
- Какие движения использовать для обработки вашей детали
Система координат может показаться сложной на первый взгляд, но ее можно разбить на простые составные части. Давайте сначала начнем с основ декартовой системы координат.
Давайте сначала начнем с основ декартовой системы координат.
Декартовы основы
Почти все станки с ЧПУ используют декартову систему координат, основанную на осях X, Y и Z. Эта система позволяет машине двигаться в определенном направлении по определенной плоскости.
Сократите декартову систему до ее основ, и вы получите знакомый числовой ряд. Одна точка на линии обозначается как Origin . Любые числа слева от начала отрицательны, а числа справа — положительны.
Объедините оси X, Y и Z в 90 градусов, и вы создаете трехмерное пространство, в котором ваш станок с ЧПУ может перемещаться. Каждая ось встречается в Origin .
Когда две оси соединяются, они образуют плоскость. Например, когда оси X и Y встречаются, вы получаете плоскость XY, где большая часть работы выполняется с 2,5D-деталями. Эти плоскости разделены на четыре квадранта, пронумерованных 1-4, со своими положительными и отрицательными значениями.
Простой способ понять декартову систему координат по отношению к вашему станку с ЧПУ — это использовать Правило правой руки . Держите руку ладонью вверх так, чтобы большой и указательный пальцы были направлены наружу, а средний палец был направлен вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем, и вы увидите, что оси идеально выровнены.
Держите руку ладонью вверх так, чтобы большой и указательный пальцы были направлены наружу, а средний палец был направлен вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем, и вы увидите, что оси идеально выровнены.
- Средний палец — ось Z.
- Указательный палец — это ось Y.
- Большой палец — это ось X.
Как станок с ЧПУ использует координаты
Используя декартову систему координат, мы управляем станками с ЧПУ по каждой оси, чтобы преобразовать блок материала в готовую деталь. Хотя трудно описать оси с использованием относительных терминов, на основе каждой оси вы обычно получаете следующие движения с точки зрения оператора, стоящего лицом к станку:
- Ось X позволяет движение «влево» и «вправо»
- Ось Y позволяет движение «вперед» и «назад»
- Ось Z позволяет движение «вверх» и «вниз»
Соберите все это вместе , и у вас есть станок с ЧПУ, который может резать разные стороны заготовки в плоскости XY и на разную глубину по оси Z.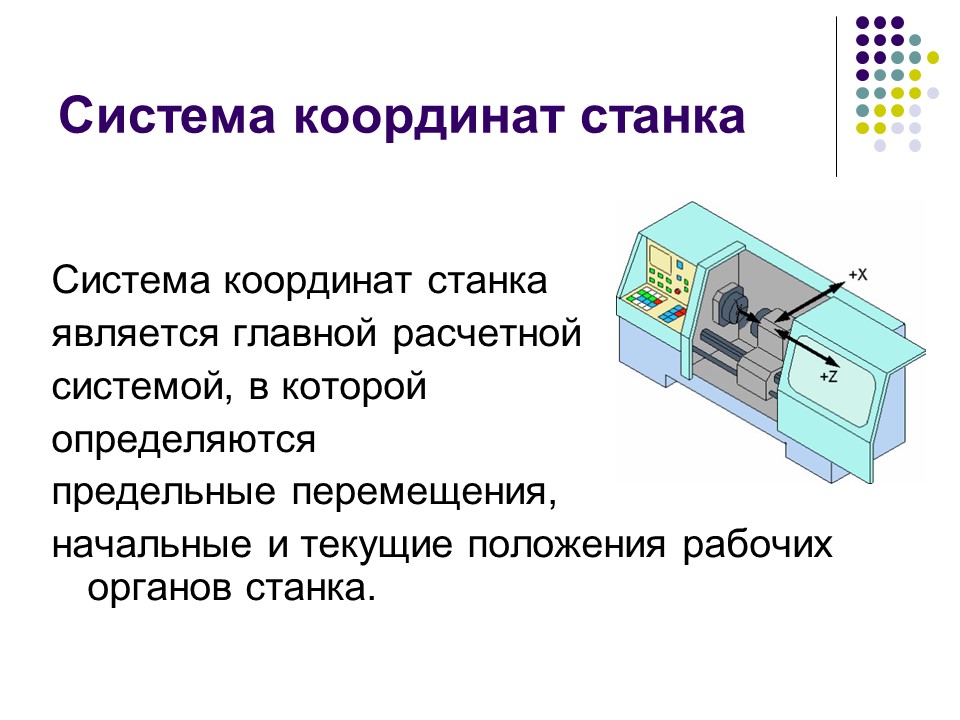 Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения.
Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения.
Движение вашего ЧПУ по системе координат всегда основано на том, как движется ваш инструмент, а не на столе. Например, увеличение значения координаты X перемещает стол влево, но с точки зрения инструмента он движется вдоль заготовки вправо.
При увеличении координаты оси Z шпиндель перемещается вверх, при уменьшении — вниз, в заготовку. Вы режете кусок, который соответствует отрицательной координате оси Z.
Если прочитав это, вы запутались еще больше, чем раньше, не беспокойтесь. Понимание разницы между движением вашего инструмента и стола легче показать, чем объяснить словами. Посмотрите видео ниже от Роберта Коуэна, чтобы увидеть это в действии:
Происхождение вашего станка с ЧПУ
Каждый станок с ЧПУ имеет собственную внутреннюю исходную точку, которая называется Machine Home . Когда ваш ЧПУ загружается впервые, он понятия не имеет, где находится в физическом пространстве, и требует калибровки, чтобы ориентироваться.
Когда ваш ЧПУ загружается впервые, он понятия не имеет, где находится в физическом пространстве, и требует калибровки, чтобы ориентироваться.
Когда происходит этот процесс, все три оси вашего ЧПУ перемещаются к своему максимальному механическому пределу. Как только предел достигнут, сигнал отправляется на контроллер, который записывает исходное положение для этой конкретной оси. Когда это происходит для всех трех осей, станок находится в исходном положении.
Внутренний процесс может варьироваться от машины к машине. Для некоторых станков имеется физический концевой выключатель, который сигнализирует контроллеру о том, что станок достиг предела оси. На некоторых машинах есть целая сервосистема, которая делает весь этот процесс невероятно плавным и точным. Контроллер станка посылает сигнал через печатную плату на серводвигатель, который подключается к каждой оси станка. Серводвигатель вращает шариковый винт, прикрепленный к столу вашего станка с ЧПУ, заставляя его двигаться.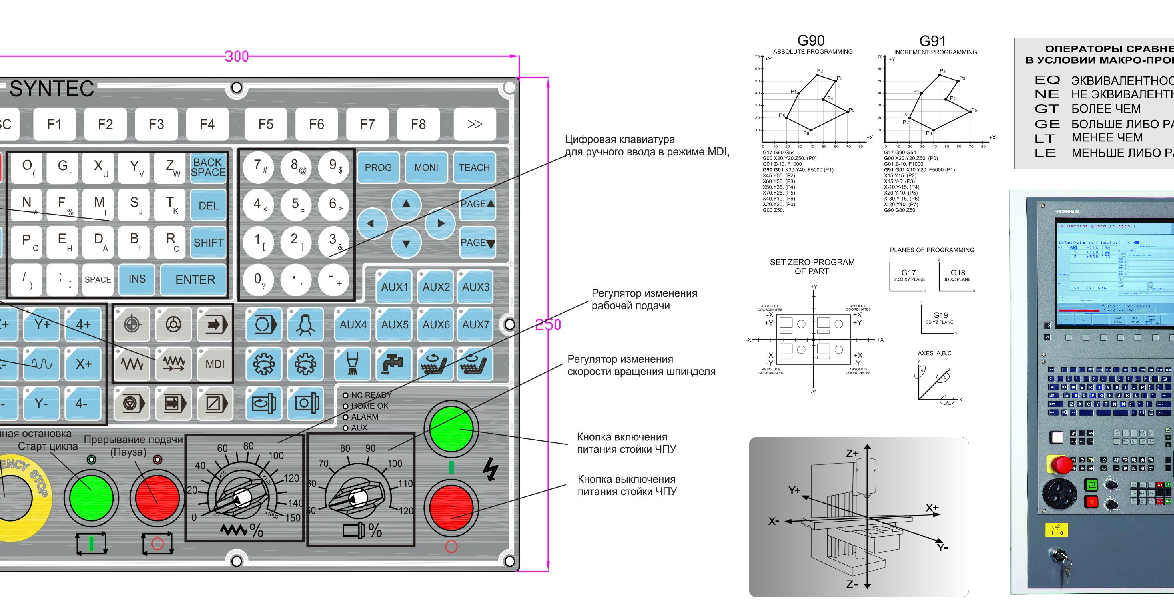
Движение стола вперед и назад мгновенно сообщает об изменении координат с точностью до 0,0002 дюйма.
Как машинисты используют координаты ЧПУ
До сих пор мы говорили о том, как станок с ЧПУ использует свою внутреннюю систему координат. Проблема в том, что нам, людям, не очень легко ссылаться на эту систему координат. Например, когда ваш ЧПУ находит свое исходное положение, он обычно имеет экстремальные механические ограничения по осям X, Y и Z. Представьте, что вам нужно использовать эти экстремальные значения координат в качестве отправной точки для вашей программы ЧПУ. Какой кошмар.
Чтобы упростить написание программ ЧПУ, мы используем другую систему координат, предназначенную для манипулирования человеком, которая называется рабочей системой координат или WCS . WCS определяет конкретную исходную точку на блоке материала, обычно в программном обеспечении CAM, таком как Fusion 360.
Вы можете определить любую точку на блоке материала как исходную точку для WCS. Как только исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя искатель кромок, циферблатный индикатор, щуп или другой метод определения местоположения.
Как только исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя искатель кромок, циферблатный индикатор, щуп или другой метод определения местоположения.
Выбор исходной точки для вашего WCS требует тщательного планирования. Помните об этих моментах при прохождении процесса:
- Исходная точка должна быть найдена механическими средствами с помощью краевого искателя или щупа
- Повторяющиеся исходные точки помогают сэкономить время при замене деталей
- Исходная точка должна учитывать требуемые допуски для последующих операций полный блог по выбору наиболее оптимальной исходной точки, особенно для каждой последующей настройки, когда набор допусков начинает расти. Убедитесь, что вы помните о допусках ранее обработанных элементов, вашего механизма позиционирования и вашего станка, чтобы убедиться, что ваша окончательная деталь соответствует спецификации.
Взаимодействие ЧПУ и системы координат человека
Как мы упоминали выше, люди-операторы будут использовать WCS, которая предоставляет простой набор координат для написания программы ЧПУ.
 Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями.
Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями.Станок с ЧПУ будет использовать рабочее смещение, чтобы определить разницу в расстоянии между вашей WCS и его собственной исходной позицией. Эти смещения хранятся в контроллере станка, и обычно к ним можно получить доступ в таблице смещений.
Здесь мы видим, что запрограммировано несколько смещений; G54, G55 и G59. В чем преимущество наличия нескольких смещений? Если вы обрабатываете несколько деталей в одном задании, каждой детали можно назначить собственное смещение. Это позволяет станку с ЧПУ точно связывать свою систему координат с несколькими деталями в разных местах и одновременно выполнять несколько настроек.
Смещение инструмента
Довольно часто для одной и той же работы используется несколько инструментов, но вам нужен способ учета различной длины инструментов. Программирование смещения инструмента на вашем станке с ЧПУ упрощает эту работу.
 С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя. Существует несколько способов записать коррекцию инструмента:
С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя. Существует несколько способов записать коррекцию инструмента:- Бег . Переместите инструмент из исходного положения станка в нулевое положение детали. Пройденное расстояние измеряется и вводится как смещение инструмента.
- Прецизионный блок. Установите все инструменты в общую позицию Z в верхней части прецизионного блока 1-2-3, лежащего на столе станка.
- Зондирование. Используйте щуп для автоматического определения смещения инструмента. Это самый эффективный метод, но и самый дорогой, так как требует зондового оборудования.
Изображение предоставлено компанией «Практический машинист».
Собираем все вместе
Теперь, когда у нас есть все основы координат, давайте пройдемся по набору примеров заданий. Мы используем деталь, которая уже была обработана вручную, чтобы определить внешнюю форму.
 Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей.
Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей.Работа 1
Сначала нам нужно защитить и установить наши оси и исходную точку:- Деталь зажимается в тисках, крепится болтами к столу станка и выравнивается по осям станка.
- Это обеспечивает совмещение оси X WCS с осью X станка.
- Левая часть лица упирается в тиски. Это устанавливает повторяющееся начало оси X.
- Так как одна из губок тисков фиксирована, мы можем использовать эту губку для определения повторяемого начала координат оси Y, находя это местоположение с помощью кромкоискателя или щупа.
С помощью нашей WCS наша машина теперь понимает положение заготовки относительно своих внутренних координат. Процесс обработки начинается с обработки кармана и сверления отверстий на первой стороне детали.
Задание 2
Теперь деталь нужно перевернуть, чтобы обработать другую сторону. Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.
Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.Одна важная переменная, о которой следует помнить, это усилие зажима ваших тисков. Если вы еще не видели его в своем магазине, слесари обычно отмечают закрытое положение тисков черным маркером или используют динамометрический ключ. Почему они это делают? Для создания постоянного давления зажима при перемещении или вращении деталей. Изменения давления зажима могут привести к изменению положения детали или другим неисправностям, таким как деформация или искривление детали, в зависимости от геометрии детали. Предполагая, что наша сила зажима более или менее одинакова, теперь можно обрабатывать Задание 2.
Работа 3
Теперь нам нужно просверлить несколько отверстий, для чего нужно поставить деталь на торец. Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.
Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.Для этого необходимо использовать новое смещение, которое сместит исходную точку в верхний угол детали. Мы также убрали параллели, чтобы увеличить поверхность захвата, и опустили тиски, чтобы они соединялись с лицевой стороной детали, а не с нижним карманом.
Мы по-прежнему можем использовать две исходные опорные плоскости для выполнения задания 3.
Это простой пример; деталь квадратная, начало координат XY повторялось для всех трех установок, и даже начало координат Z менялось только один раз. Но мыслительный процесс, связанный с выравниванием, воспроизводимостью и точностью предыдущих функций, важен, и вы обнаружите, что повторяете эти основные шаги снова и снова.
Заблокировано и загружено
Теперь у вас есть точные знания координат ЧПУ в вашем инструментальном поясе механика. Используйте его, куда бы ни привела вас ваша карьера! Системы рабочих координат (WCS) устраняют разрыв между внутренними координатами станка и вашей программой ЧПУ.
Всего комментариев: 0