Нарезание резьбы на чпу: Нарезание резьбы на токарном станке с ЧПУ: резцы, особенности
Содержание
Нарезание резьбы на токарном станке с ЧПУ: резцы, особенности
На станках с ЧПУ часто выполняют нарезание резьбы инструментом со сменными пластинами. Пластины могут быть рассчитаны на нарезание разных типов соединения (например, дюймовое, метрическое и другие). Параметры соотношения имеют прямую связь с размером нарезаемой резьбы.
Общая глубина резания делится на несколько проходов. Так увеличивают показатели надежности выполнения рабочего процесса. Этими мерами обеспечивается стойкость верхней части резьбовой пластины от перегрузки. Чтобы выполнить профильное нарезание резьбы, чаще всего, токарь выполняет на станке 6 проходов.
Специфика формирования резьбы
Технология точения:
- Эффективный способ получения резьбы.
- Подходит для формирования винтового соединения любого профиля.
- Простая методика обработки, которая досконально изучена.
- Высокое качество поверхности после выполнения мероприятия.

- Нарезание на станках с ЧПУ происходит с использованием стандартных циклов.
- Выполнить задачу можно в глубоком отверстии в случае интеграции в рабочий процесс оправок, предотвращающих вибрации.

Технология фрезерования резьбы:
- Фрезерование производится в неподвижных деталях, которые не вращаются при обработке.
- Широкие возможности в сфере обработки деталей с большим вылетом или тонкими стенками открываются благодаря довольно низкому значению усилия резания.
- Винтовое соединение можно создать впритык к уступу или дну отверстия, при этом требуется канавка для вывода инструмента.
Резьбофрезерование в деталях, обладающих крупными габаритами, из-за чего отсутствует возможность их установки на токарное оборудование.
Фрезерование позволяет формировать профиль в течение одного прохода благодаря перемещению инструмента по винтовой интерполяции.
Виды метчиков
Метчики, обладающие прямой стружечной канавкой, используются на производстве чаще других видов обрабатывающего инструмента. Они актуальны в случае, когда обрабатываются заготовки из твердых материалов, например, чугун или сталь.
Они актуальны в случае, когда обрабатываются заготовки из твердых материалов, например, чугун или сталь.
Метчики с подточкой спирального типа выделяются прямыми канавками небольшого размера. Инструмент этой категории проталкивает стружку вперед. При скручивании благодаря канавкам возрастают показатели устойчивости и надежности.
Когда нужно обработать алюминий, бронзу или другой материал, возникает необходимость в снижении трения на обрабатываемой поверхности.
В достижении оптимального результата эффективен будет метчик, обладающий расположением зубьев в шахматном порядке. Данное исполнение инструмента упрощает процесс подачи СОЖ в зону резания.
Метчик, в котором канавки для отвода стружки находятся на территории заборной части инструмента на рабочем участке обладает спиральной подточкой, позволяющей выдавливать вперед стружку. Такой инструмент по конструкционным свойствам является самым жестким. Его рационально использовать при обработке отверстий, где глубина равна 1,5 диаметра.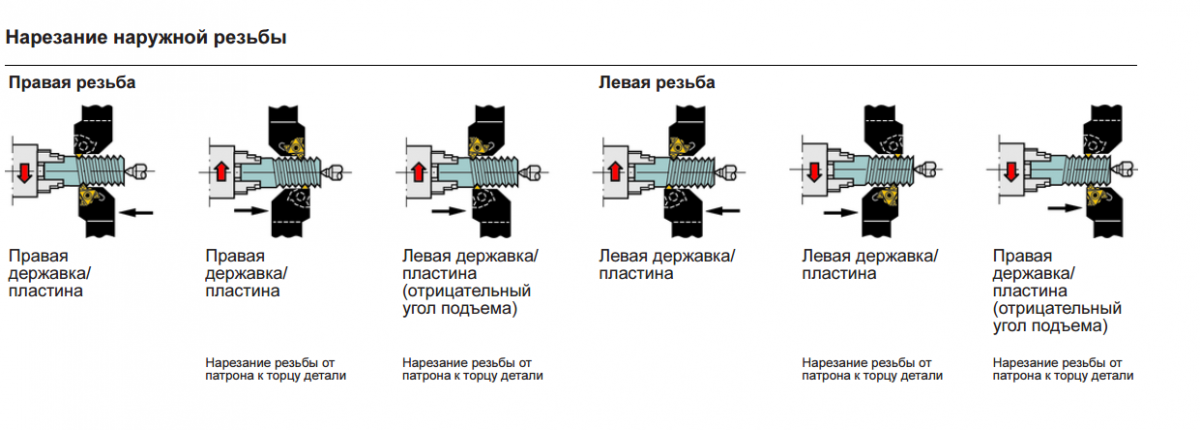
Особенности и преимущества метчиков-раскатников (бесстружечных):
Резьба формируется за счет пластической деформации. При раскатывании не образуется стружка, что обеспечивает высокую стабильность и надежность технологического процесса по сравнению с нарезанием.
Одни и те же раскатники могут применяться для работы в глухих и сквозных отверстиях.
Метчики-раскатники позволяют получать резьбу в отверстиях большей глубины по сравнению с режущими метчиками; имеют больший ресурс и работают при более высоких скоростях.
Получившаяся поверхность имеет меньшую шероховатость за счёт выглаживания.
Приспособление является стержнем с резьбой метчика, но без канавок для отвода стружки. В раскатнике также имеются заборный и калибрующий участок. При выполнении рабочего процесса инструмент вращается вокруг своей оси, а также осуществляет принудительную подачу вдоль оси пропорционально шагу нарезаемой резьбы.
Фрезерование не стало распространенной технологией. Подобное решение – альтернатива метчикам и токарным инструментам.
Подобное решение – альтернатива метчикам и токарным инструментам.
Выполнение операции по технологии фрезерования резьбы:
- Фреза обладает формой, позволяющей выполнять формирование резьбы впритык к дну отверстия глухого типа. Сверлить отверстие, глубина которого больше длины резьбы, не потребуется – это преимущество перед метчиком.
- Благодаря выполнению программирования с учетом радиуса инструмента удается соблюдать допустимые отклонения при выполнении рабочего процесса.
Важные моменты при фрезеровании:
- Определение диаметра фрезы. Качество готовой резьбы можно получить благодаря фрезе меньшего диаметра.
- Направление перемещения. На основании определения траектории движения инструмента происходит формирование левой или правой резьбы при попутном или встречном фрезеровании.
- При выполнении резания следует обеспечивать плавный ход фрезы. При врезании и отводе инструмента траектория подвода/отведения инструмента должна программироваться исходя из конкретных условий обработки детали.

- Подача на зуб должна находиться в правильно определенном интервале значений скоростей резания для работающего инструмента.
- Припуск лучше распределить на несколько проходов в случае формирования резьбы в материалах высокого уровня твердости, а также в материалах, которые трудно поддаются обработке.
- При работе желательно не использовать СОЖ.
инженер поможет — Нарезание резьбы на станке с ЧПУ
Наиболее распространенные инструменты для получения внутренней резьбы на станках с СЧПУ – это метчики и фрезы. Сложность получения резьбы с помощью фрезы связана со сложностью программирования интерполирующего движения, поэтому чем проще система ЧПУ, тем чаще используются метчики.
Принцип получения резьбы фрезерованием
При фрезеровании профиль резьбы формируется с помощью движения специальной фрезы по винтовой линии. Подача в этом случае должна совпадать с шагом метчика.
Технология получения резьбы фрезерованием
Сверлят отверстие
Резьбовая фреза опускается в отверстие на нужную глубину резьбы и врезается по дуге 90° на глубину. Фреза при врезании поднимается на ¼ шага резьбы (участок 1-2).
Фреза при врезании поднимается на ¼ шага резьбы (участок 1-2).
Ось фрезы М делает оборот на диаметре m (участок 2-3) при этом фреза одновременно поднимается на шаг резьбы Р и выходит из профиля по дуге 90° (участок 3-4).
В случае, если глубина резьбы в полученном ранее отверстии больше длины режущей части фрезы, то обработку на участке 2-3 повторяется несколько раз.
Есть несколько типов резьбовых фрез используемых для нарезания резьбы в станках с ЧПУ
твердосплавные фрезы
резьбовые фрезы со сменными пластинами
комбинированные резьбовые фрезы — это фрезы позволяющие сначала сверлить отверстие под резьбу, а потом фрезеровать резьбу
Поэтому есть 2 основных технологии получения резьбы фрезами
Получение резьбы одним инструментом
Получение резьбы несколькими режущими инструментами
Виды метчиков для нарезания резьбы
Метчики с прямыми стружечными канавками
Метчик с прямыми канавками это самый широко используемый вид метчика. Этот метчик применяется для материалов, которые дают короткую стружку, например для стали или чугуна.
Этот метчик применяется для материалов, которые дают короткую стружку, например для стали или чугуна.
Метчики с шахматным зубом
Использование метчика с шахматным зубом уменьшает трение и сопротивление процессу резания, что очень важно при обработке труднообрабатываемых материалах (алюминии и бронзе). Шахматное расположение зубьев у метчика облегчает доступ СОЖ в зону резания.
Метчики со спиральной подточкой
Метчик со спиральной подточкой имеет прямые неглубокие стружечные канавки. Спиральная подточка предназначена для выталкивания стружки вперед. Сравнительно неглубокие стружечные канавки гарантируют максимальную прочность метчика на скручивание. Они также облегчают подвод СОЖ в зону резания. Этот тип метчиков рекомендуется для обработки сквозных отверстий.
Метчики со стружечными канавками только на заборной части
Режущая часть данного метчика имеет аналогичную спиральную подточку, предназначенную для выталкивания стружки вперед. Этот метчик имеет чрезвычайно жесткую конструкцию. Рекомендуется для обработки отверстий глубиной до 1.5 х 0.
Рекомендуется для обработки отверстий глубиной до 1.5 х 0.
Метчики со спиральными зубьями
Метчики со спиральными зубьями предназначены в основном для нарезания резьбы в глухих отверстиях. Спиральная стружечная канавка выталкивает стружку назад, что предотвращает пакетирование стружки на дне отверстия или в стружечных канавках. Поэтому спиральная канавка у метчика снижает риск поломки или повреждения метчика.
Бесстружечные метчики (раскатники)
Бесстружечные метчики отличаются от обычных тем, что образуют профиль резьбы за счет пластической деформации , а не за счет снятия стружки. Рекомендуются для материалов с высокой пластичностью. Такие материалы имеют предел прочности не более 1200 Н/ммг, а относительное удлинение не менее 10%.
Бесстружечные метчики можно использовать в обычных условиях, но лучшие результаты они показывают при обработке вертикальных глухих отверстий. Выпускаются также с внутренним подводом СОЖ.
Резьбонарезные фрезы имеют огромное преимущество при обработке глухих отверстий.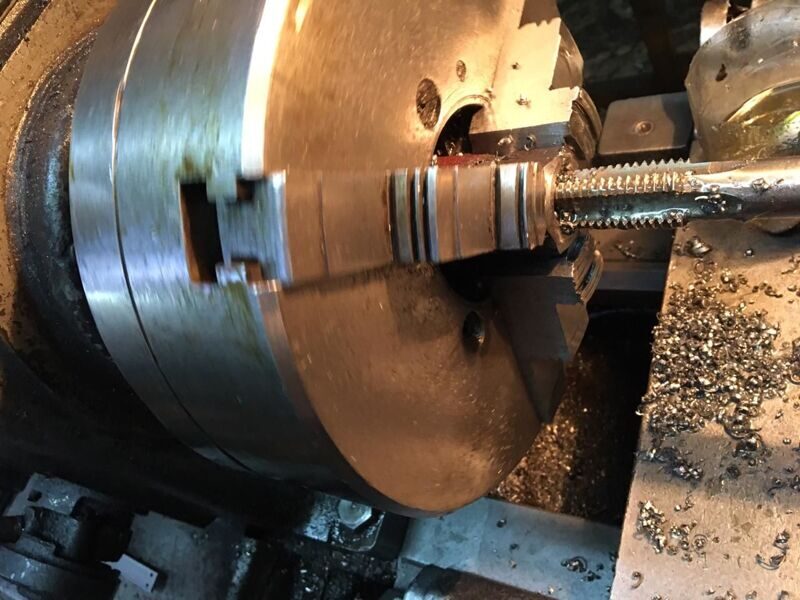 Метчику всегда нужен зазор между дном отверстия и торцом метчика из-за заборного конуса метчика. Поэтому метчик не нарезает резьбу в глухом отверстии. Использование фрезы решет эту проблему, так как расстояние от торца фрезы до первой режущей резьбовой кромки очень мало. Также большим преимуществом фрез для резьбы является возможность изменять параметры резьбы, что не возможно при использовании метчика. Эта возможность существенно снижает затраты на нарезание резьбы.
Метчику всегда нужен зазор между дном отверстия и торцом метчика из-за заборного конуса метчика. Поэтому метчик не нарезает резьбу в глухом отверстии. Использование фрезы решет эту проблему, так как расстояние от торца фрезы до первой режущей резьбовой кромки очень мало. Также большим преимуществом фрез для резьбы является возможность изменять параметры резьбы, что не возможно при использовании метчика. Эта возможность существенно снижает затраты на нарезание резьбы.
Запомните, что подача равна при работе метчиком оборотам шпинделя умноженным на шаг резьбы.
Резьба может срезается при остановке шпинделя перед реверсом — ось Z уже остановилась, а вот шпиндель по инерции делает ещё какую-то часть оборота. При нарезании резьбы метчиком в стали при этом обрывает метчик, а Д16Т мягче и поэтому резьбу слизывает. Поэтому для нарезания резьбы на станке с ЧПУ нужно использовать специальный патрон — плавающий или его еще называют компенсирующий. Этот патрон имеет подпружиненную часть с цангой, которая может перемещается относительно неподвижной на несколько миллиметров вдоль оси патрона в обоих направлениях.
Привожу общие указания по нарезанию резьбы метчиками
Результат любой операции по нарезанию резьбы зависит от ряда факторов, каждый из которых, в конечном счете, влияет на качество готовой детали.
1. Выберите правильную конструкцию метчика для данного обрабатываемого материала и типа отверстия.
2. Убедитесь, что деталь надежно закреплена — перемещения в процессе обработки могут привести к поломке метчика или плохому качеству резьбы.
3. Выберите правильный размер сверла из соответствующих таблиц. Диаметр необходимого сверла также указан на страницах каталога с метчиками. Помните, что для метчиков-раскатников необходимы сверла других диаметров. Всегда контролируйте наклеп обрабатываемого материала.
4. Выберите правильное значение скорости резания, как показано в каталоге режущего метчиков.
5. Используйте СОЖ, соответствующую выполняемой операции.
6. При нарезании резьбы на станках с ЧПУ проверьте значение подачи, указанное в программе. При использовании резьбонарезного патрона значение подачи на оборот должно составлять от 95 до 97 % от шага для самозатягивания метчика.
При использовании резьбонарезного патрона значение подачи на оборот должно составлять от 95 до 97 % от шага для самозатягивания метчика.
7. По возможности используйте качественные патроны с компенсацией для ограничения крутящего момента, которые гарантируют осевое перемещение метчика и устанавливают его прямо в отверстии. Также это предохранит метчик от поломки при случайном столкновении одном отверстия.
8. Убедитесь в том, что метчик плавно входит в отверстие, прерывистая подача может привести к колоколообразной форме начальных витков.
Нарезание резьбы для станков с ЧПУ
Включение резьбы в ваши детали иногда может полностью разрушить ваши сборки. Существует множество правил проектирования, и точность, необходимая для изготовления резьбы, значительна. Кроме того, эти функции требуют дополнительного внимания и осторожности, чтобы убедиться, что они работают так, как задумано. Соберите их правильно, и сборка может длиться годами. Сделано неправильно, и вас ждет мир боли.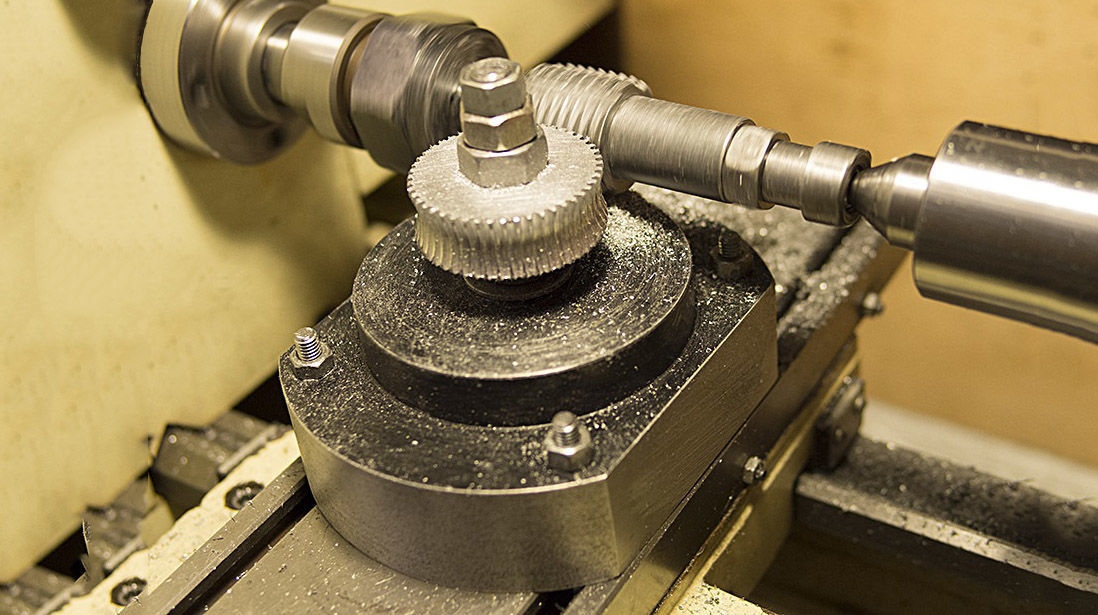
Внешняя и внутренняя резьба
Это довольно просто, но важно. Простой способ запомнить эту разницу состоит в том, что вы найдете наружную резьбу на винтах и болтах — это внешнюю по отношению к оборудованию. Внутренняя резьба находится внутри основной детали. Они принимают и фиксируют винтовую и болтовую резьбу. Вы найдете более подробную информацию о внешней и внутренней резьбе позже в этом совете по проектированию.
На этом рисунке показаны три различных типа отверстий, которые возможны на токарных деталях.
Шаг резьбы
Когда мы говорим о резьбе на болтах и винтах, это не универсальный сценарий. В дополнение к метрической резьбе существует три основных типа британской резьбы, которые являются частью серии Unified Thread.
- UNC (крупный шаг): 20 витков на дюйм (tpi)
- UNF (мелкий шаг): 28 т/д
- UNEF (очень мелкий шаг): 32 т/д
Обратите внимание, что для добавления шага резьбы UNEF требуется наша служба точной обработки, доступная через нашу систему ценообразования. Например, если вы хотите использовать винт #4-40, вы знаете, что винт #4 с диаметром резьбы 0,11 дюйма (2,794 мм) имеет 40 витков на дюйм, что означает очень мелкий шаг.
Например, если вы хотите использовать винт #4-40, вы знаете, что винт #4 с диаметром резьбы 0,11 дюйма (2,794 мм) имеет 40 витков на дюйм, что означает очень мелкий шаг.
Хорошей новостью является то, что когда вы используете нашу систему для сопоставления определенного типа винта с отверстием, желаемый шаг резьбы приходит сам собой. Меньше забот всегда хорошо, верно?
Где разместить нить?
Действительно, резьбу можно разместить практически в любом месте, которое имеет смысл для токарной или фрезерованной детали и потребностей вашей сборки. Пока область, в которой будет проходить резьба, доступна для нашего оборудования, все в порядке, но если есть препятствия, наше программное обеспечение для анализа конструкции сообщит вам, что нарезание резьбы в этом месте невозможно, но это всегда хорошая идея, чтобы следовать нашим рекомендациям, чтобы держать вас в курсе.
Несмотря на то, что ограничений по размещению, когда речь идет о резьбе, не так много, важно учитывать глубину внутренней резьбы. Если глубина резьбы превышает максимальную глубину инструмента, нам, возможно, придется просверлить отверстие с обеих сторон, чтобы завершить процесс. Когда это произойдет, важно знать, что ваши потоки не будут непрерывными от одного конца до другого, но есть варианты, которые мы рассмотрим в следующем разделе.
Если глубина резьбы превышает максимальную глубину инструмента, нам, возможно, придется просверлить отверстие с обеих сторон, чтобы завершить процесс. Когда это произойдет, важно знать, что ваши потоки не будут непрерывными от одного конца до другого, но есть варианты, которые мы рассмотрим в следующем разделе.
В точеных деталях имеется три типа отверстий, которые можно использовать для внутренней резьбы:
- По оси: отверстия, которые проходят прямо через центр точеной детали, начиная с одного конца
- Осевые: отверстия, которые начинаются с одного конца детали, но не проходят идеально через центр
- Радиальные: отверстия, проходящие через внешнюю дугу точеной детали
Слева направо на изображениях 1, 2 и 3 показаны три метода приближения к максимальной глубине резьбы.
Внутренняя резьба
Внутренняя резьба нарезается с помощью однолезвийного резьбонарезного инструмента, а не традиционного метчика. В деталях с внутренними отверстиями, требующими нарезания резьбы, фактическую резьбу необходимо удалить из модели CAD, оставив только направляющий диаметр. Наше программное обеспечение для анализа конструкции распознает отверстие для нарезания резьбы, если:
Наше программное обеспечение для анализа конструкции распознает отверстие для нарезания резьбы, если:
- он попадает в диапазон диаметров требуемой резьбы и,
- находится на одной из трех основных осей для фрезерования или,
- перпендикулярно оси вращения для токарной обработки
Protolabs поддерживает отверстия с правой резьбой на обрабатываемых деталях для резьбы UNC и UNF в диапазоне от #2 до метрической резьбы до 1/2 дюйма, также доступны метрические резьбы в диапазоне от M2 до M12. Место и метод производства могут ограничивать право на участие некоторых нитей.
При обработке отверстий с внутренней резьбой отверстие может быть длиннее, чем позволяют наши инструменты для нарезания резьбы. В этом случае у вас есть несколько вариантов в зависимости от ваших потребностей:
- При длинном сквозном отверстии, превышающем максимальную досягаемость, выберите отверстие с той стороны, с которой вы предполагаете закручивать винт (см.
 рис. 1 из трех- иллюстрацию панели выше). Если ваш винт должен полностью пройти через деталь, вам также придется пропустить метчик через отверстие (во вторичном процессе), чтобы завершить его.
рис. 1 из трех- иллюстрацию панели выше). Если ваш винт должен полностью пройти через деталь, вам также придется пропустить метчик через отверстие (во вторичном процессе), чтобы завершить его. - Вы также можете выбрать обе стороны элемента для нарезания резьбы (см. изображение 2 на иллюстрации выше), но обратите внимание на максимальную глубину резьбы, так как они перекрывают друг друга в отверстии. Это вызывает опасения при нарезании резьбы на элементах с обеих сторон, потому что вы рискуете получить перекрестную резьбу, и винт может не полностью пройти через деталь. Пока потоки не пересекаются (см. изображение 3), выбор потоков с обеих сторон обычно допустим.
Готовая деталь с наружной резьбой, обработанная на токарном станке (см. ниже раздел «Внешняя резьба»).
Одно важное соображение касается различных диаметров резьбы. Есть три параметра, о которых вы должны подумать: большая (широкая) резьба, второстепенная (узкая) резьба и диаметр направляющего отверстия, в которое войдет ваша резьба.
Если в ваших проектах указано, что изготовитель должен выфрезеровывать направляющее отверстие того же диаметра, что и основная (более широкая) резьба, используемое вами оборудование никогда не войдет в отверстие должным образом. Он просто упадет, и в момент, который действительно выбьет вас из колеи, винт, вероятно, будет бесконечно вращаться в отверстии. Его нити не за что было бы зацепиться. В этот момент вашим единственным выбором будет использование более крупного оборудования, которое может быть функционально неприемлемым или несовместимым с вашим дизайном. Избавьте себя от некоторых проблем: убедитесь, что направляющее отверстие любого резьбового элемента соответствует меньшему диаметру вашей резьбы. Большинство программ САПР имеют встроенные мастера, помогающие в этом процессе.
Модель CAD иллюстрирует вид фрезерованной наружной резьбы с полученными радиусами, выделенными желтым цветом. Это будет только для фрезерованных деталей.
Внешняя резьба
Отличительной особенностью наружной резьбы на токарных деталях является то, что резьба может увеличивать длину детали, если ваши детали подходят для токарной обработки.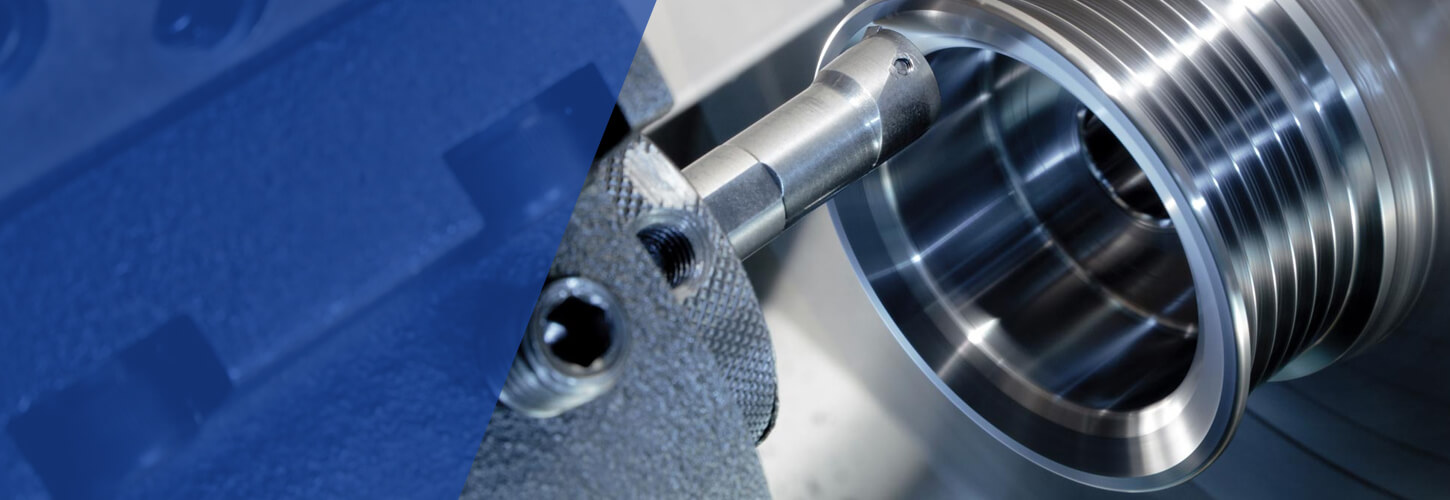 Мы используем специальный инструмент для нарезания резьбы с выбором размеров резьбы, глубины и размещения в геометрии детали. Тем не менее, наш усовершенствованный процесс токарной обработки предлагает наружную резьбу по центральной линии детали и приводной инструмент, который позволяет нарезать резьбу во внутренних отверстиях, если они соответствуют тем же правилам, что и фрезерование.
Мы используем специальный инструмент для нарезания резьбы с выбором размеров резьбы, глубины и размещения в геометрии детали. Тем не менее, наш усовершенствованный процесс токарной обработки предлагает наружную резьбу по центральной линии детали и приводной инструмент, который позволяет нарезать резьбу во внутренних отверстиях, если они соответствуют тем же правилам, что и фрезерование.
Мы предлагаем наружную резьбу для осевых, осевых и радиальных отверстий. Фрезерование наружной резьбы производится в два этапа. Первый набор нитей проходит наполовину вокруг вашей выточенной детали, после чего следует фрезерование резьбы с другой стороны. Две стороны встречаются вдоль центральной линии вашей детали. Этот процесс хорошо подходит для резьбы 1/2 дюйма, но мы рекомендуем нарезать резьбу, чтобы удалить лишний материал или сгладить несоответствия резьбы.
Нарезку наружной резьбы меньшего размера, такую как #6-32, гораздо труднее изготовить с помощью шаровой или плоской концевой фрезы, поскольку в основании резьбы останется больший радиус из-за слишком малого шага. Вам нужно нарезать резьбу плашкой для нарезки резьбы, чтобы удалить оставшийся материал. На многих деталях останется радиус от 0,008 дюйма (0,2032 мм) до 0,016 дюйма (0,4064 мм).
Вам нужно нарезать резьбу плашкой для нарезки резьбы, чтобы удалить оставшийся материал. На многих деталях останется радиус от 0,008 дюйма (0,2032 мм) до 0,016 дюйма (0,4064 мм).
Так же, как и внутренняя резьба, проектирование внешней резьбы требует, чтобы резьба была удалена из модели CAD, чтобы наше программное обеспечение могло ее распознать. Кроме того, смоделируйте наружную резьбу для фрезерования; не моделируйте их для поворота. После того, как вы получите расценки на токарную обработку, у вас будет возможность выбрать подходящий размер резьбы.
Как добавить многопоточность в свои котировки
В нашей системе котировок добавление многопоточных функций довольно просто. Наше программное обеспечение распознает дыры, которые потенциально могут включать в себя потоки, а затем спрашивает вас, какое оборудование с резьбой вы хотите использовать там. Этот образец цитаты показывает, как легко добавить резьбовые элементы к вашим деталям после того, как вы определились со спецификациями дизайна. В качестве потенциально удобной экономии времени у вас будет возможность задать для всех отверстий в вашем САПР одинаковую обработку резьбы в UNC, UNF или метрической системе, или вы можете выбрать каждое отдельно. Небольшое предупреждение: массовое задание может привести к тредам там, где вы их не ожидаете.
В качестве потенциально удобной экономии времени у вас будет возможность задать для всех отверстий в вашем САПР одинаковую обработку резьбы в UNC, UNF или метрической системе, или вы можете выбрать каждое отдельно. Небольшое предупреждение: массовое задание может привести к тредам там, где вы их не ожидаете.
В нашей системе легко выбрать как внутреннюю, так и внешнюю резьбу для элементов детали. На вкладке «Назначение потоков» вашего предложения вы увидите полностью интерактивную модель, которая позволяет вам выбирать, какие функции потоков доступны. Каждая подходящая функция выделена, и вы можете вручную выбирать потоки.
Если нужной вам резьбы нет в наличии, вам может потребоваться перепроверить диаметр ваших элементов, чтобы убедиться, что они соответствуют рекомендациям по нарезанию резьбы. Обратите внимание, что при просмотре наших таблиц нарезания резьбы вы можете переключаться между параметрами фрезерования и токарной обработки на каждой вкладке, чтобы проверить доступность резьбы для каждого метода изготовления. Все темы должны быть выбраны и сохранены, прежде чем приступить к заказу. Если вы в какой-либо момент измените производственный процесс или материал, снова проверьте вкладку «Назначение резьбы», так как выбор может измениться.
Все темы должны быть выбраны и сохранены, прежде чем приступить к заказу. Если вы в какой-либо момент измените производственный процесс или материал, снова проверьте вкладку «Назначение резьбы», так как выбор может измениться.
Многие пакеты САПР позволяют отображать элементы резьбы несколькими различными способами, включая сверление метчиком, косметическую резьбу или по основному диаметру резьбы. Мы предлагаем выбирать диаметр пилота, если он рассчитан примерно на 75% от диаметра резьбы.
Файл САПР должен быть представлен в формате, отличном от .STL; мы не рекомендуем загружать файлы в формате .STL для обработанных деталей, потому что наше программное обеспечение не может распознавать такие элементы, как пилотные отверстия в этом формате. По возможности следует использовать нейтральный формат файла, такой как .IGES или .STEP.
Для фрезерованных деталей, требующих наружной резьбы, вы должны спроектировать резьбу на своей детали, как это было бы в нашей стандартной процедуре фрезерования, в которой используются шаровые и плоские концевые фрезы. Как указывалось ранее, этот метод не является предпочтительным для изготовления резьбы, так как вам может потребоваться выполнить вторичный процесс чеканки режущего штампа по резьбе, чтобы обеспечить правильную сборку деталей.
Как указывалось ранее, этот метод не является предпочтительным для изготовления резьбы, так как вам может потребоваться выполнить вторичный процесс чеканки режущего штампа по резьбе, чтобы обеспечить правильную сборку деталей.
На токарных деталях нарезание наружной резьбы значительно улучшается, поскольку деталь вращается вокруг центра, а острый однолезвийный резьбонарезной инструмент может нарезать качественную резьбу. Конструкция наружной точеной резьбы аналогична конструкции внутреннего отверстия. Помните, что вы должны удалить резьбу, чтобы наше программное обеспечение могло в цифровом виде просмотреть внешний диаметр и определить необходимый тип резьбы.
Если у вас возникли проблемы с получением руководства, щелкните здесь, чтобы загрузить его.
CNC Machining Design Guide
В этом руководстве по CNC-обработке вы узнаете, как создавать эффективные, технологичные металлические и пластмассовые детали для прототипирования и производства.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0003
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Вставки: альтернативы нарезанию резьбы
Для большинства металлических деталей нарезание резьбы — отличный способ добиться прочного соединения между элементами сборки. Но иногда этого недостаточно, особенно для деталей из более слабых материалов, таких как пластик и алюминий. Вот тут и пригодятся вставки. Например, если вы работаете с пластиковыми деталями, важно помнить, что их резьба неизбежно будет изнашиваться гораздо быстрее, чем резьба на металлических деталях. Решение? Рассмотрите возможность установки специальных катушек в пластиковых деталях для увеличения срока службы деталей. Эти прочные маленькие диски позволяют получить прочную резьбу даже на более слабом материале. По сути, вы создадите отверстие в нужном месте, а позже сможете добавить вставки к своим деталям. Существует достаточная гибкость, поскольку вставки катушек доступны с резьбой UNC и UNF в диапазоне от #2 до 1/2 дюйма и метрической резьбой от M2 до M12. Мы высверлим отверстие в соответствии с вашими требованиями и подготовим его для установки вставки. Protolabs оптимизирован для вставок марки HeliCoil, и мы признаем стандартные размеры и длину.
Protolabs оптимизирован для вставок марки HeliCoil, и мы признаем стандартные размеры и длину.
Связывание нитей вместе
Protolabs предлагает резьбовые элементы для фрезерованных деталей из пластика и металла, а резьбовые элементы для точеных деталей в настоящее время доступны только для металлических материалов. Мы можем разместить резьбу UNC, UNF и метрическую резьбу вместе со вставками для катушек (но не поставляем и не устанавливаем вставки для катушек). Если у вас остались вопросы о многопоточности, не стесняйтесь обращаться к инженеру по приложениям по адресу [email protected] или по телефону 877-479-3680.
| Нарезание резьбы для литья под давлением |
|---|
В то время как резьба действительно была разработана для металлических деталей, мы каждый день видим примеры в литых деталях. Разработка резьбы для формованных деталей требует внесения некоторых изменений в вашу стратегию проектирования, чтобы эти более мягкие материалы по-прежнему могли обеспечивать прочную резьбу. Наш совет по дизайну формованных нитей охватывает эту тему, чтобы помочь вам преодолеть препятствия. |

Цикл резьбы G76
Приведенный выше видеоурок является частью серии видеороликов, которые я сделал для Практического механика, доступных здесь
При обработке резьбы на токарном станке с ЧПУ у нас есть несколько вариантов. В зависимости от версии элементов управления FANUC мы можем
используйте одну строку кода или две. Оба метода используют команду G76 и содержат информацию, которая сообщает органам управления машины
детали нити, которую мы хотим обрезать. Нарезание резьбы также можно выполнить с помощью G-кода G32 и G92. мы возьмем
посмотрите, как они работают вместе с более распространенным G76.
G76 X, Z, I, K, D, A, F;
Пример:
T1212 M06;
Г97 С400 М03;
G76 X18. 2 Z-18.0 I-0.1 K900 D100 A60 F1.5;
2 Z-18.0 I-0.1 K900 D100 A60 F1.5;
G00 X25.0 Z10.0;
Этот цикл содержит много информации в строке G76. Размер X — это внутренний диаметр резьбы, расстояние между нижней частью зуба резьбы и центральной линией, умноженное на 2. Размер Z — это расстояние до конца резьбы от нулевой точки. Мы предполагаем, что база находится на передней грани детали в нашем примере.
«I» сообщает станку величину конусности, применяемую к резьбе по всей длине. Нам часто нужно добавить конус, чтобы иметь возможность нарезать параллельную резьбу, особенно если это длинная резьба небольшого диаметра. Это связано с отражением материала. Это регулируется во время настройки, если резьбовой калибр затянут или ослаблен на одном конце резьбы. Это значение также можно использовать для нарезания конической резьбы, если это необходимо.
Значение «K» используется, чтобы сообщить органам управления глубину зуба резьбы. Эту информацию можно найти в таблицах потоков, таких как таблицы, доступные в моей бесплатной электронной книге.
‘D’ Обозначает глубину первого надреза, глубина автоматически уменьшается по мере нарезания резьбы из-за того, что при каждом проходе удаляется больше материала. При использовании одной строки G76 органы управления обрабатывают это с помощью встроенных функций.
«А» определяет угол зуба резьбы. Например, стандартная метрическая резьба составляет 60 градусов, а дюймовая резьба BSF — 55 градусов.
Наконец, буква «F» используется для указания шага резьбы. Расстояние между каждым зубом.
G76 P(1)(2)(3), Q, R;
G76 X, Z, P, Q, F;
Первая линия
Вторая линия
Пример:
T1212 M06;
Г97 С400 М03;
G76 P040060 Q100 R0. 2
2
G76 X18.2 Z-18.0 P180 Q160 F1.5;
G00 X25.0 Z10.0;
Двухстрочный метод G76 дает нам немного больше контроля над нарезанием резьбы, некоторые версии элементов управления FANUC позволяют нам использовать этот стиль нарезания резьбы.
Слово «P» дает нам три команды в одной, каждое значение представляет собой двузначное число. Первый определяет количество пружинных проходов, которые сделает машина после того, как резьба будет нарезана на нужную глубину. Это улучшает чистоту поверхности и повторяемость, помогая нашей резьбе оставаться в пределах допусков на многих деталях. Второе значение определяет угол скоса на конце резьбы, а третье — угол зубьев резьбы (т. е. 60 градусов для метрической резьбы или 55 градусов для резьбы BSF).
Слово «Q» определяет наш минимальный разрез. Это делается для того, чтобы машина не начинала резать 0,001 мм по мере приближения к диаметру сердцевины.
«R» — это количество материала, которое мы оставляем перед выполнением чистового прохода.
X и Z — диаметр стержня резьбы и конечная точка резьбы от базы соответственно.
Слово «P» во второй строке обозначает глубину резьбы в микронах, а буква «Q» определяет глубину первого надреза.
Наконец, мы сообщаем системе управления шаг резьбы, используя значение «F». При активной G76 станок знает, что мы используем подачу за оборот, а не подачу за минуту.
G-код нарезания резьбы G32 не является постоянным циклом. Он используется как способ зафиксировать вращение патрона в соответствии с шагом ходового винта, чтобы мы могли полностью контролировать глубину каждого прохода. Это больше похоже на команду G01, где каждая строка должна быть запрограммирована отдельно, но позволяет нам установить высоту тона. Это классифицируется как модельная операция. G32 также можно использовать для торцевой резьбы.
Пример:
G00 X8.0 Z5.0; (Исходное положение)
G32 X5.0 F0.8; (глубина и шаг первого прохода резьбы)
Z-15.0; (Конечная точка резьбы по оси Z)
G00 X8.
Всего комментариев: 0