Стол координатный для фрезерного станка: Координатные столы для фрезерного станка купить в Москве
Содержание
Станки по металлу и дереву. СтанокМолоток
Столы — Станки по металлу и дереву. СтанокМолоток
КОРЗИНА
Цены: по возрастаниюЦены: по убываниюПо популярностиПо рейтингуСортировка по более позднему
-
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Сравнить
Add to wishlist
Quick View
В корзину -
Показать 30
Показать 05
Показать 10
Показать 12
Показать 15
Показать все
Координатный стол своими руками, простой мастер-класс и советы
Skip to content
Search for:
Главная » Столы » Самодельный
Самодельный
На чтение 8 мин. Просмотров 16.6k.
Просмотров 16.6k.
Для правильной эксплуатации сверлильного оборудования необходимо несколько дополнительных приспособлений, которые облегчат работу мастера и увеличат его эффективность. В частности, нужна специальная рабочая поверхность для оснащения станка, повышающая производительность устройства. Хороший координатный стол своими руками сделать не так уж и просто, однако это возможно. Опытный специалист соберет его, хорошо сэкономив деньги на покупке заводского оборудования.
Содержание
- Преимущества и недостатки самостоятельного изготовления
- Выбор конструкции
- Материалы и механизмы конструктивных элементов
- Основание
- Привод
- Направляющие
- Устройство перемещения
- Пошаговый алгоритм изготовления бытового стола с механическим приводом
- Видео
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Для серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
Простая конструктивная формаНебольшие габаритыУправление механическим способомЭкономия денежных средств
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости.
 При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия). - Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
Если стол изготавливается для домашнего производства и обработки деталей, то использования двух степеней свободы более чем достаточно.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться.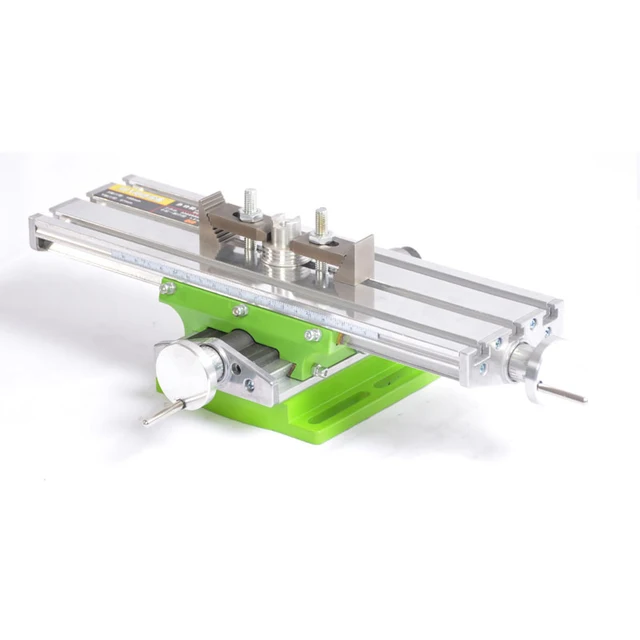 Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
МеханическоеВакуумноеКрепление под весом заготовки
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.

- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Если мастер обрабатывает заготовки из металла, то лучше делать стол из стали или чугуна. Правда, стоит сразу оценить свои затраты: возможно, приобретение готового манипулятора обойдется дешевле, что дорогого железа. Для работы с деревом или пластиком подойдет алюминиевая столешница.
ЧугунСтальАлюминий
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства.
 Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток. - Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
МеханическийЭлектрическийС ЧПУ
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые.
 Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов. - Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Подшипник качения может привести к появлению заметного люфта, что снижает точность обработки заготовки.
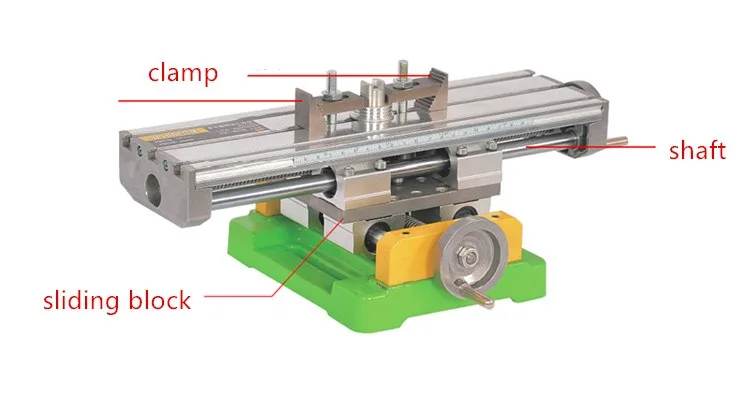
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Рельсовые направляющие и кареткаЦилиндрические
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП.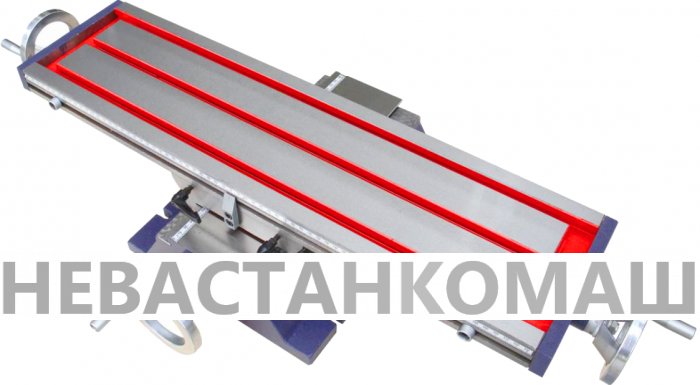 Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Ременная передачаШарико-винтоваяЗубчато-реечная
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
Изготовить центральный узел стола в виде крестовиныНа поверхности готовой крестовины собрать кареткиПрофили обработать напильником, вставить гайкиНа шпильках произвести сборку рукояток с подшипниковым узломСварить два П-образных основания из уголкаСобрать всю конструкциюВсе узлы, подвижные части протереть смазочным материаломПрикрепить к станине сверлильного станка
Видео
( 2 оценки, среднее 5 из 5 )
Поделится с друзьями
Adblock
detector
Таблицы координат XY — Базус
Предыдущий
Следующий
Фиксированные двухкоординатные поперечные столы, предназначенные для использования на сверлильных и фрезерных станках, специальных узлах передачи и в любых механических приложениях, в которых необходимо контролировать перемещение по осям X-Y.
Двухосевой многофункциональный координатный стол XY с фиксированным основанием для профессионального использования.
Координатные столы серии MF, разработанные для точных работ, оптимальны для сверления, вертикального сверления, горизонтального сверления, фрезерования, сварки, систем переноса, держателей инструментов и любых других механических применений, где требуется точное управление по осям XY.
Надежная и надежная конструкция XY Crosstable позволяет выполнять большое количество операций, сохраняя при этом точность и повторяемость позиционирования при любом типе линейного позиционирования. Классика отрасли, гарантирующая долгий срок службы.
Все элементы ручных координатных столов серии MF изготовлены из чугуна (высококачественный стабилизированный серый чугун GG25), что придает ему исключительную механическую жесткость.
Двухосевой многофункциональный координатный стол XY с фиксированным основанием для профессионального использования на станках с охлаждающей жидкостью.
Предназначена для точных работ серия координатных столов MF DRILL аналогична серии MF, но для работ с применением охлаждающих жидкостей, сверл и т.д. В комплектацию DRILL входят: канавки для сбора хладагента, маховик большого диаметра, телескопические защиты на продольной оси для механизма гайки и шпинделя и регулируемого упора для перемещения по оси X.
Координатный стол MF DRILL оптимален для операций сверления, вертикального сверления, горизонтального сверления, фрезерования, сварки, систем переноса, держателей инструмента и для любого другого механического применения, где необходим точный контроль положения XY.
Надежная и надежная конструкция линейного стола позволяет выполнять большое количество операций, сохраняя при этом точность и повторяемость позиционирования при любом типе линейного позиционирования. Промышленный стандарт и прочный координатный стол, обеспечивающий длительный срок службы.
Все элементы ручных координатных столов серии MF DRILL изготовлены из чугунного сплава (высококачественный стабилизированный серый чугун GG25), что придает ему исключительную механическую жесткость.
Двухосевой многофункциональный координатный стол XY с поворотным основанием для профессионального использования.
Предназначен для высокоточных работ, где помимо точного контроля положения XY также необходимо угловое позиционирование. Применение в машинах для тампопечати, специальных машинах, фрезерных станках, позиционировании головок и любых других механических приложениях, где необходимо управление положением XY и углом G.
Нижнее основание позволяет выполнять угловое позиционирование на 360º путем ручного вращения стола XY относительно центральной оси. Он включает в себя гравировку градуированного сектора 180, чтобы можно было измерить угловое позиционирование.
Все элементы ручных координатных столов серии MG изготовлены из чугунного сплава (высококачественный стабилизированный серый чугун GG25), что придает ему исключительную механическую жесткость.
Легкий двухосевой координатный стол XY для профессионального использования.
Предназначен для высокоточных работ, где требуется точное управление по осям XY. Применяется для тампонных печатных машин, специальных машин, фрезерных станков, позиционирования головок и любого другого механического применения, где необходимо управление положением по осям XY.
Применяется для тампонных печатных машин, специальных машин, фрезерных станков, позиционирования головок и любого другого механического применения, где необходимо управление положением по осям XY.
Все элементы ручных координатных столов серии FL изготовлены из чугунного сплава (высококачественный стабилизированный серый чугун GG25), что придает ему исключительную механическую прочность.
Высокоточный XY двухосевой координатный стол.
Предназначен для полной регулировки и точных работ, где помимо точного контроля положения XY также необходимо угловое позиционирование. Применяется для тампонных печатных машин, специальных машин, фрезерных станков, позиционирования головок и любого другого механического применения, где необходимо управление положением XY и углом G.
Нижнее основание позволяет выполнять угловое позиционирование на 360º путем ручного вращения стола XY относительно центральной оси. Он включает в себя гравировку градуированного сектора 180º, чтобы можно было измерить размер углового позиционирования.
Все элементы ручных координатных столов серии GL изготовлены из сплава чугуна (высококачественный стабилизированный серый чугун GG25), что придает ему исключительную механическую жесткость.
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Проверить сейчас Machineseeker -App !
Приложение Machineseeker для iPhone и Android .
Дополнительная информация
Machineseeker.com является официальным спонсором:
Популярные подержанные машины:
Топ 200
-1к
-2к
-3k
-4k
-5к
-6к
-7к
-8k
-9к
-10к
-11к
-12к
-13к
-14k
-15к
-16к
-17к
-18k
-19к
-20к
-21k
-22k
-23k
-24k
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши положения и условия и политика конфиденциальности .
Всего комментариев: 0