Токарно карусельный станок с чпу: Токарно-карусельные станки с ЧПУ и фрезерной функцией
Содержание
Токарно-карусельный станок с ЧПУ модели CK5228MF
Двухколонный вертикальный токарно-фрезерный обрабатывающий с ЧПУ CK5228MF разработан специально с учетом высоких требований к точности обработки. Станок предназначен для обработки крупногабаритных деталей сложной формы, применяемых в таких отраслях промышленности как судостроение, туннелестроение, металлургия, выработка электроэнергии (гидро/паротурбинные генераторы), производство подшипников, тяжелое машиностроение, двигателестроение.
Обрабатывающий центр обладает множеством функций, за счет чего получает все возможности токарной обработки, фрезерования, сверления и растачивания. Станок может выполнять следующую обработку за одним установ: обработка внутренней поверхности вращающейся детали, внешней поверхности, конической поверхности, торца, сферической поверхности, резьбы, кольцевой канавки. Станок также может выполнять сверление, растачивание и фрезерование в прямых и криволинейных плоскостях, данная возможность обработки осуществляется за счет функции мощного приводного шпинделя и высокоточной оси C, а также за счет высокой жёсткости стола.
Станок спроектирован с учетом современных требований к механической обработке с использованием высокоскоростных режущих инструментов и твердосплавных фрез для обработки деталей из всех видов сталей, нержавеющих сталей, жаропрочных сталей и титановых сплавов и также других материалов.
Функции обработки:
- Цилиндрическая токарная обработка
- Обработка торца
- Токарная обработка конуса
- Обработка канавки
- Резьбонарезные
- Постоянная линейная скорость резания
Преимущества
- Корпус из чугуна стандартного сорта GG25 для обеспечения максимальной стабильности, надежности и увеличения срока службы станка.
- Централизованная панель кнопок управления, Mecano-Germany.
- ШВП от HIWIN / NJGY на осях подач X и Z, гарантирует стабильность и точность.
- Высокоточные подшипники для ШВП с предварительным натягом – NSK-Япония/INA-Германия.
- Кованые валы, используемые в редукторе для переключения скоростей стола
- Высокоточные шестерни в редукторе переключения скоростей (класс 6) для плавного хода и снижения шума
- Централизованная система автоматической й смазки – ISHAN-Тайвань
- Главный двигатель с высоким крутящим моментом с приводом двигателя-ABB-Европа Высоконадежная электрика (стандарт CE) для увеличения срока службы, ABB-Европа / IDEC-Япония
- Высококачественные гидравлические клапаны для надежной работы-Kompass-Тайвань Gearboxfor X и Z-осей-BEITTO-Япония,
- Закаленные, отпущенные и отшлифованные направляющие на гидроцилиндре
- Гидростатический рабочий стол с гидроцилиндром
- Ползун суппорта выполнен из высококачественного чугуна для улучшения динамических характеристик и увеличения срока службы
- Износостойкое покрытие из специального, промышленного материала на направляющих, а также износостойкие планки из цинк-алюминиевого сплава с гравировкой на направляющих стола для увеличения срока службы машины
- Высокая степень защиты, ограждения и интегрированные в систему блокировки
- Главный привод оснащен двухступенчатым серводвигателем шпинделя переменного тока.
 Заготовка, вращающаяся с высокой скоростью, сбалансирована по статической или динамической схеме.
Заготовка, вращающаяся с высокой скоростью, сбалансирована по статической или динамической схеме. - Подача осуществляется серводвигателем переменного тока, который соединен с шарико-винтовой передачей парой для обеспечения передачи без зазора и высокоточного точения.
- Колонны, термостойкая конструкция которых рассчитана методом конечных элементов, установлены на основании стола. Используется эффективный метод виброизоляции, обеспечивающий высокую жесткость и высокую антивибрационную способность.
- Стол также имеет устойчивую к изменению температур конструкцию. Шпиндель центрируется высокоточным двухрядным цилиндрическим подшипником, радиальный зазор которого регулируется. С высокоточным упорным подшипником в осевом направлении в качестве направляющей качения и устройством масляного охлаждения, стол имеет высокую точность поворота, большую нагрузочную способность и меньшую деформацию.
- Соответствует источнику питания 400–380 В / 50 Гц / 3 фазы.
Исполнение данного станка возможно по двум классам точности:
- Нормальной точности по DIN 8606
- Повышенной точности по DIN 8605
ПЛАНШАЙБА И ГИДРОСТАТИЧЕСКАЯ НАПРАВЛЯЮЩАЯ
Основание планшайбы находится под рабочим столом, это основание станка, на поверхности основания имеются кольцевые гидростатические направляющие, они находятся возле центрального отверстия планшайбы. Внутри основания планшайбы имеются две приводные системы: одна для токарной обработки, другая для индексации. Система индексации сервопривода находится вне основания планшайбы.
Внутри основания планшайбы имеются две приводные системы: одна для токарной обработки, другая для индексации. Система индексации сервопривода находится вне основания планшайбы.
Планшайба управляется серводвигателем переменного тока и коробкой передач с защитой от люфта. Энкодер HEIDENHAIN/AMO в центре планшайбы проверяет индексацию рабочего стола, в том числе с помощью кругового линейного датчика HEIDENHAIN/AMO обеспечивается индексация оси C с обратной связью. Работа планшайбы в паре с энкодером обеспечивает высокоточную индексацию с помощью ЧПУ, управляемую на 360º без ограничений.
Поверхность рабочего стола (планшайбы) имеет поперечные и продольные пазы для крепления кулачков, что очень удобно для зажима заготовок и приспособлений. Под планшайбой располагается двухрядный подшипник, который использует статическое давление с замкнутой направляющей с предварительным натягом на радиальные направляющие, все это гарантирует жесткость, стабильности и точности станка. На планшайбе также имеется подшипник со слоем масла, который обеспечивает плавность работы планшайбы гидравлической станцией. На направляющей под рабочим столом имеется статическое давление, а также специально спроектированная установка системы тестирования для проверки толщины масляного слоя. Когда толщина масла достигает значения меньше установленного, рабочий стол подает сигнал тревоги и перестает вращаться. Эта функция обеспечивает долговечность работы планшайбы, подшипников и обеспечивает точность обработки.
На направляющей под рабочим столом имеется статическое давление, а также специально спроектированная установка системы тестирования для проверки толщины масляного слоя. Когда толщина масла достигает значения меньше установленного, рабочий стол подает сигнал тревоги и перестает вращаться. Эта функция обеспечивает долговечность работы планшайбы, подшипников и обеспечивает точность обработки.
СТРУКТУРА ОСИ C ПОД ПЛАНШАЙБОЙ
Двойные серводвигатели Fanuc/Siemens соединяются с двухскоростной коробкой передач, которая обеспечивает большой крутящий момент планшайбы и высокую скорость отклика. Во время индексации оси C один серводвигатель работает в режиме основного привода, а другой – в режиме ведомого, данная функция обеспечивает устранение люфта при изменении направления вращения. Два серводвигателя Fanuc/Siemens получают обратную связь от энкодера HEIDENHAIN/AMO для высокоточного позиционирования планшайбы. Вращение планшайбы для токарной обработки осуществляется одним двигателем с большим крутящим моментом, который обеспечивает тяжелую обработку с большим съемом на низкой скорости.
ТРАВЕРСА (ПОПЕРЕЧНАЯ БАЛКА)
Траверса закреплена на двух колоннах. Для смазки направляющих оборудованы автоматические централизованные смазочные узлы. Траверса использует направляющую качения и направляющую скольжения. Можно выбрать ШВП с предварительным натягом для оси X или зубчатую рейку с двойными серводвигателями для привода.
ИНСТРУМЕНТАЛЬНЫЙ МАГАЗИН СО СМЕНЩИКОМ (ATC)
Инструментальный диск ATC приводится в движение серводвигателями. Инструментальное хранение организовано двухуровневым магазином для автоматической смены инструмента, верхний уровень предназначен для хранения 6 позиций сменных резцовых головок, закрепляемых с помощью зубчатого зацепления Хитра. Нижний уровень магазина на 24 позиции для фрезерного инструмента с привычным хвостовиком BT50/CAT50. Смену инструментов и головок осуществляет ползун суппорта, который имеет два гидравлических цилиндра производства Германии, а на сменной резцовой головке имеются 2 тяговые шпильки.
Между резцовой головкой и ползуном установлена корейская кольцевая муфта, которая гарантирует точность и жесткость положения. На сегодняшний день это новейшая и лучшая технология для автоматической смены режущего инструмента в мире, она намного жестче, чем использование непосредственно хвостовика BT50/CAT50. На нижнем диске расположены 24 позиции для фрезерных инструментов BT50/CAT50.
На сегодняшний день это новейшая и лучшая технология для автоматической смены режущего инструмента в мире, она намного жестче, чем использование непосредственно хвостовика BT50/CAT50. На нижнем диске расположены 24 позиции для фрезерных инструментов BT50/CAT50.
ИНСТРУМЕНТАЛЬНАЯ СТОЙКА (ОСЬ Z, ПРИВОДНОЙ ШПИНДЕЛЬ)
Ползун коробчатого типа изготовлен из кованой стали имеет ручную квадратную револьверную головку. Револьвер может использоваться также для токарной обработки. Ось X и ось Z ползуна опционально могут быть оснащены оптическими линейками, которые обеспечивают высокую точность машины за счет обратной связи энкодера. Внутри ползуна установлен приводной шпиндель для фрезерования и сверления. Шпиндель приводится в движение серводвигателем Siemens/Fanuc для обеспечения обработки с высоким крутящим моментом. Кроме того, клиент может выбрать сменную фрезерную головку на 90 градусов в качестве опции.
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Гидравлическая система машины используется для планшайбы, изменения скорости планшайбы и системы смазки. Гидравлическая система представляет собой сочетание высококачественных гидравлических компонентов, оптимизированной гидравлической схемы со встроенным модулем коллектора, усовершенствованной конструкции, надежного функционирования и простоты обслуживания. В основном используются агрегаты Compass-Taiwan. В станок интегрированы масляные насосные системы, обеспечивающие надежную работу и упрощение обслуживания.
Гидравлическая система представляет собой сочетание высококачественных гидравлических компонентов, оптимизированной гидравлической схемы со встроенным модулем коллектора, усовершенствованной конструкции, надежного функционирования и простоты обслуживания. В основном используются агрегаты Compass-Taiwan. В станок интегрированы масляные насосные системы, обеспечивающие надежную работу и упрощение обслуживания.
СИСТЕМА СМАЗКИ
Смазка всех направляющих и шарико-винтовой передачи на станке выполняется автоматически, устанавливается по времени и дозируется. Централизованная смазка контролируется системой ЧПУ. Машина также имеет бак отработанного масла, чтобы избежать смешивания смазочного масла с гидравлическим маслом и защитить окружающую среду.
МАСЛЯННОЕ ОХЛАЖДЕНИЕ (ОПЦИЯ)
Гидравлическая система и редуктор планшайбы могут иметь систему охлаждения с постоянной температурой в соответствии с условиями работы Заказчика, чтобы избежать термической деформации и обеспечить точность и срок службы машины. Если температура в зоне резания слишком высокая или станок должен работать 24 часа в сутки, лучше выбрать охлаждение для гидравлического масла.
Если температура в зоне резания слишком высокая или станок должен работать 24 часа в сутки, лучше выбрать охлаждение для гидравлического масла.
СИСТЕМА УПРАВЛЕНИЯ SIEMENS
ЧПУ Siemens 828D с 2 годовой гарантией
| № | Наименование | Производитель |
|---|---|---|
| 1 | Система управления и 2-х годовая гарантия | Siemens 828D |
| 2 | Сервоприводы осей X/Z | Siemens |
| 3 | Энкодер планшайбы | Heidenhain-AMO-Germany |
| 4 | Оптические линейки по осям X/Z | Heidenhain-AMO-Germany |
| 5 | Привод оси С планшайбы – два двигателя | Siemens х 2 |
| 6 | Привод главного двигателя | ABB-Europe |
| 7 | Электрика и компоненты электрошкафа | ABB-Europe |
| 8 | Малые реле в кабинете электрошкафа | IDEC-Japan |
| 9 | Фрезерный шпиндель | Taiwan-Leson |
| 10 | Подшипник приводного шпинделя | NSK-Japan |
| 11 | Подшипники на шарико-винтовой передаче | NSK-Japan/INA-German |
| 12 | ШВП по осям X и Z | HIWIN/Тайвань |
| 13 | Коробка передач (Gearbox) для осей X и Z | BEITTO-Japan |
| 14 | Гидравлика | Compass-Taiwan |
| 15 | Станция пульта управления | MECANO- Germany |
| 16 | Система автоматической смазки | ISHAN-TAIWAN |
| 17 | Кондиционер электрошкафа | Tongfei |
| 18 | Масляное охлаждение гидравлической системы – опция | Tongfei |
| Наименование параметра | Ед. изм. изм. | Модель CK5228MF |
|---|---|---|
| Значение | ||
| Максимальный диаметр вертикальной обработки | мм | 2800 |
| Диаметра планшайбы | мм | 2250 |
| Максимальная высота заготовки | мм | 1300 |
| Максимальный вес заготовки | Т | 20 |
| Система управления | Siemens 828D | |
| Планшайба | ||
| Вращение планшайбы | об/мин | 150 |
| Привода углового позиционирования | об/мин | 0.001-1 |
| Мощность привода главного движения | кВт | 75 |
| Наибольший момент резания на планшайбе | кНм | 63 |
| Ползун суппорта и фрезерный шпиндель | ||
| Наибольшее усилие на ползуне суппорта на отрыв | кН | 35 |
| Горизонтальный ход ползуна – ось X | мм | -50 до 1400 |
| Вертикальный ход ползуна – ось Z | мм | 1300 |
| Горизонтальная и вертикальная скорость рабочей подачи ползуна | мм/мин | 0. 001-4000 001-4000 |
| Скорость быстрого перемещения ползуна по оси X и Z | мм/мин | 6000 |
| Размер секции ползуна (сечение) | мм | 255×255 |
| Пределы частот вращения фрезерного шпинделя | об/мин | 10-2500 |
| Конус отверстия в шпинделе токарно-фрезерного суппорта | BT50 | |
| Мощность фрезерного шпинделя | кВт | 17 |
| Наибольший момент резания на шпинделе | Нм | 500 |
| Автоматический сменщик инструмента (ATC) | ||
| Резцедержатель с Хитровой муфтой | Позиций | 6 |
| Фрезерные инструменты с хвостовиком BT50/ISO50 | Позиций | 24 |
1А512МФ3 Станок токарно-карусельный одностоечный с ЧПУ. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-карусельного станка 1А512МФ3
Разработчиком и изготовителем токарно-карусельного станка 1А512МФ3 является Краснодарский станкостроительный завод Седина, основанный в 1911 году.
В 1915 году был выпущен первый токарный станок. В 1922 предприятие получило своё современное название — в честь токаря Седина Г. М.
В 1935 году был выпущен первый токарно-карусельный станок модели 152, а к 1937 г. определился приоритетный профиль завода — станкостроение, и в первую очередь — производство токарно-карусельных станков.
Станки токарно-карусельные производства Краснодарского станкостроительного завода, КСЗС
- 1А512МФ3 станок токарно-карусельный одностоечный с ЧПУ Ø 1250 х 1000
- 1А516МФ3 станок токарно-карусельный одностоечный с ЧПУ Ø 1600 х 1000
- 1Л532 — станок токарно-карусельный двухстоечный Ø 3150 х 1600
- 1М557 — станок токарно-карусельный двухстоечный Ø 3200 х 1600
- 1286-6 станок токарный вертикальный шестишпиндельный Ø 630 х 750
- 1508 — станок токарно-карусельный одностоечный Ø 800 х 800
- 1510 — станок токарно-карусельный одностоечный Ø 1000 х 800
- 1512 — станок токарно-карусельный одностоечный Ø 1250 х 1000
- 1512Ф3 станок токарно-карусельный одностоечный с ЧПУ Ø 1250 х 1000
- 1516 — станок токарно-карусельный одностоечный Ø 1600 х 1000
- 1516Ф1 — станок токарно-карусельный одностоечный с УЦИØ 1600 х 1000
- 1516Ф3 — станок токарно-карусельный одностоечный с ЧПУ Ø 1600 х 1000
- 1525 — станок токарно-карусельный двухстоечный Ø 2500 х 1600
- 1531М станок токарно-карусельный одностоечный Ø 1250 х 1000
- 1541 — станок токарно-карусельный одностоечный Ø 1600 х 1000
- 1553 станок токарно-карусельный двухстоечный Ø 2300 х 1600
Станок токарно-карусельный одностоечный 1А512МФ3 с ЧПУ.
 Назначение и область применения
Назначение и область применения
Одностоечный токарно-карусельный станок 1А512МФ3 с ЧПУ и магазином инструментов (М) сконструирован на базе станка 1512Ф3
Токарно-карусельный станок 1А512МФ3 предназначен для вертикальной токарной обработки криволинейных поверхностей детали различных заготовок из черных и цветных металлов в условиях единичного, мелкосерийного и серийного производства.
Станок модели 1А512МФ3 оснащенный устройством ЧПУ, является вертикальным обрабатывающим центром, на котором возможно выполнение операций:
- токарная обработка торцевых, цилиндрических, конических и криволинейных поверхностей наружного и внутреннего контура деталей кольцевой формы диаметром до 1250 мм;
- сверление, зенкерование и развертывание отверстий в диапазоне диаметров 8 – 50 мм, расположенных вне оси вращения детали и на ее боковых поверхностях под любым углом к оси вращения, расточка этих отверстий;
- фрезерование плоскостей, пазов, углублений и окон любой формы концевыми диаметром 20 – 50 мм и торцевыми диаметром 100 – 200 мм фрезами;
- нарезание внутренних резьб метчиками размером М10 – М30 на торцевых и боковых поверхностях детали под любым углом к оси ее вращения или резцами на внутренних и наружных поверхностях диаметром до 1250 мм с шагом от 1,0 – 100 мм.

Принцип работы и особенности конструкции станка
1А512МФ3
Одностоечные токарно-карусельные станки серии «А» оснащены:
- устройство числового программного управления класса CNC: двухкоординатная система ЧПУ Бош «Alfa 2» ФРГ. Возможна замена.
- расточной ползун сечением 210×210мм
- магазин на 7 – 12 инструментов
- трёхступенчатый редуктор привода главного движения с регулируемым электродвигателем постоянного или переменного тока
- Тиристорный электропривод главного движения типа IV3-5
- Комплектный двухкоординатный электропривод 47МВ02С-8АЕВ26
Карусельные станки 1А512МФ3 оснащены контурно-позиционным устройством числового программного управления и устройством для автоматической смены инструмента. На станках в полуавтоматическом цикле по заданной программе можно производить обтачивание и растачивание поверхностей заготовок как с прямолинейными, так и криволинейными образующими; протачивание торцовых поверхностей; прорезание кольцевых канавок; сверление, зенкерование и развертывание центральных отверстий; а также получистовое и чистовое протачивание прямолинейных и криволинейных поверхностей с сохранением постоянной скорости резания и нарезания резьб на различных поверхностях.
Станки 1А512МФ3 имеют обычную для одностоечных токарно-карусельных станков компоновку. Стык стола и стойки с целью повышения жесткости системы СПИД находится в горизонтальной плоскости. Станки изготовляются с одним верхним крестовым суппортом, инструментальным магазином и подвижной по стойке поперечиной.
Управление станком:
- по заданной программе — устройством ЧПУ
- в наладочном режиме — ручным вводом данных с подвесного пульта;
- в ручном режиме — ручным управлением соответствующими органами на подвесном пульте.
Информация о перемещениях суппорта станка, а также другая технологическая и размерная информация высвечиваются на табло устройства ЧПУ на подвесном пульте управления.
Высокую производительность обработки, точность и качество обработки заготовок на станке обеспечивают следующие конструктивные особенности:
- высокая жесткость базовых деталей;
- достаточная прочность всех элементов кинематической цепи;
- электродвигатель постоянного тока с преобразователем в цепи главного движения;
- высокомоментные электродвигатели постоянного тока с преобразователями в цепи подач;
- шпиндельный узел на перекрестно-роликовых подшипниках качения высокой точности;
- передачи винт — гайка качения в цепи приводов подач;
- комбинированные направляющие смешанного трения (качения и скольжения) для перемещения салазок суппорта;
- стальные закаленные направляющие поперечины;
- механизм автоматической точной установки поперечины в заданной позиции;
- устройство защиты направляющих от пыли и грязи;
- автономные импульсные системы для смазки суппорта и поперечины;
- покупное электрооборудование с устройством ЧПУ, имеющим широкие возможности программирования.

Высокая степень автоматизации, широкий диапазон подач и частот вращения планшайбы позволяют вести на станках высокопроизводительную обработку на скоростных режимах резания.
Простота конструкции, легкий доступ к сборочным единицам, наличие регулировочных устройств, достаточная надежность механизмов обеспечивают высокие эксплуатационные характеристики станков.
Применение различных кожухов с открывающимися элементами, а также установка вокруг станка удобного защитного ограждения с подвижным щитом обеспечивают высокую степень безопасности при работе на станке и внешний вид станка на уровне современных требований эргономики.
Гарантируемая точность обработки деталей на станке при работе по программе в пределах полей допусков: отверстий — Н7, валов — h7 квалитетов точности по СТ СЭВ 144—75.
Безопасность труда на станках достигается соответствием их требованиям ГОСТ 12.2.009—80, СТ СЭВ 538—77, СТ СЭВ 539—77, СТ СЭВ 540—77.
Станки поставляются по ТУ2. 024-5386—80.
024-5386—80.
Класс точности станков П по ГОСТ 8—82Е.
Категория качества высшая.
Шероховатость обработанной поверхности Ra 2,5 мкм.
Проектная организация — Краснодарский станкостроительный завод им. Г. М. Седина.
Обрабатывающий центр 1А512МФ4
В 1986 году на базе станка 1А512МФ3 начался выпуск обрабатывающих центров 1А512МФ4 (ОЦ). Он входит в гамму станков серии «А» 1А512МФ4, 1А516МФ4, 1А525МФ4, 1А532ЛМФ4.
Обрабатывающие центры 1А512МФ4 (индекс Ф4) выгодно отличаются тем, что может осуществлять, помимо традиционных карусельных, операции внецентровой обработки деталей.
Обрабатывающие центры дополнительно имеют возможность выполнения операции фрезерования за счёт применения приводного инструмента и привода углового позиционирования планшайбы (координата C).
Благодаря оснащению ОЦ высокоточным приводом позиционирования планшайбы и комбинированным суппортом со сверлильно-фрезерно-расточными головками станок имеет производительность в 1,5 раза выше, чем его предшественник 1А512МФ3, высокие точностные характеристики, хороший современный дизайн и может успешно конкурировать с зарубежными станками.
Общий вид токарно-карусельного станка 1А512МФ3
Общий вид токарно-карусельного станка 1А512МФ3
Общий вид токарно-карусельного станка 1А512МФ3. Смотреть в увеличенном масштабе
Фото токарно-карусельного станка 1А512МФ3
Фото токарно-карусельного станка 1А512МФ3. Смотреть в увеличенном масштабе
Фото токарно-карусельного станка 1А512МФ3
Фото токарно-карусельного станка 1А512МФ3. Смотреть в увеличенном масштабе
Фото токарно-карусельного станка 1А512МФ3
Фото токарно-карусельного станка 1А512МФ3. Смотреть в увеличенном масштабе
Фото токарно-карусельного станка 1А512МФ3
Фото токарно-карусельного станка 1А512МФ3. Смотреть в увеличенном масштабе
Типовые детали получаемые на станке 1А512МФ3
Типовые детали получаемые на станке 1А512МФ3
Фундамент токарно-карусельного станка 1А512МФ3
Установочный чертеж и фундамент токарно-карусельного станка 1А512МФ3. Смотреть в увеличенном масштабе
1А512МФ3 Станок токарно-карусельный одностоечный с ЧПУ.
 Видеоролик.
Видеоролик.
Технические характеристики токарно-карусельного станка 1А512МФ3
| Наименование параметра | 1А512МФ3 | 1А516МФ3 |
|---|---|---|
| Основные параметры | ||
| Наибольший диаметр изделия, мм | 1450 | 1800 |
| Наибольшая высота обрабатываемого изделия, мм | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 |
| Диаметр центрирующего отверстия в планшайбе, мм | 150Н7 | 260Н7 |
| Наибольшая масса устанавливаемого изделия при 5—80 оборотах планшайбы в минуту, кг | 10000 | 15000 |
| Расстояние от основания станка до рабочей поверхности планшайбы, мм | 1000 | 1000 |
| расточной ползун сечением, мм | 210 x 210 | 210 x 210 |
| Вертикальный суппорт | ||
| Наибольшее горизонтальное перемещение суппорта, мм | 1350 | 1350 |
| Наибольшее вертикальное перемещение, мм | 800 | 800 |
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А |
| Наибольшая высота сечения державки резца по СТ СЭВ 153-75, мм | 50 | 50 |
| Конусное отверсте под инструмент в расточной оправке, мм | Морзе 6 | Морзе 6 |
| Количество резцедержателей в магазине инструментов | 10 | 10 |
| Поперечина | ||
| Наибольшее перемещение, мм | 820 | 820 |
| Скорость перемещения, мм/мин | 400 | 400 |
| Механика станка | ||
| Число скоростей планшайбы | Б/с | Б/с |
| Число оборотов планшайбы в минуту, об/мин | 1.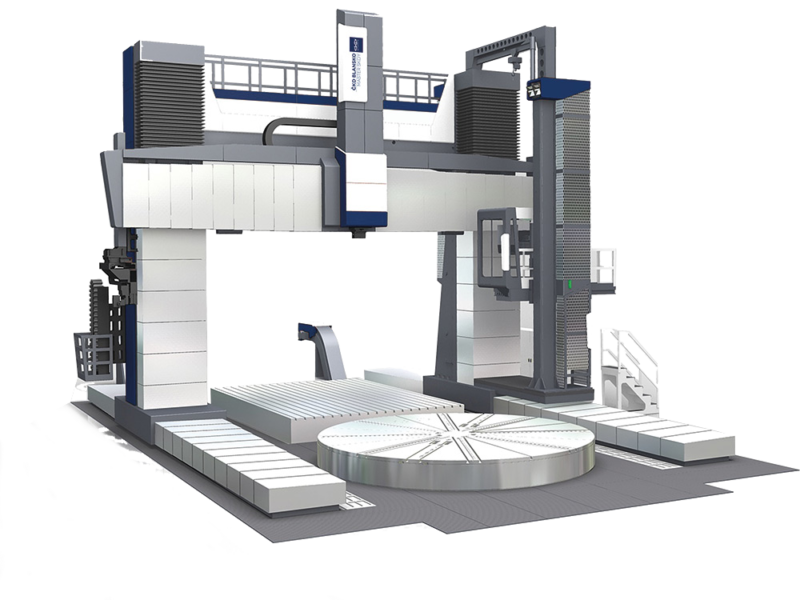 .335 .335 | 0,8..278 |
| Число подач суппортов | Б/с | Б/с |
| Скорость рабочей подачи суппорта, мм/мин | 0,1..1000 | 0,1..1000 |
| Наибольшее допускаемое усилие резания суппортом, кН | 50 | 50 |
| Скорость установочных перемещений вертикального суппорта, мм/мин | 5000 | 5000 |
| Наибольший допустимый крутящий момент на планшайбе, кН*м | 28 | 35 |
| Привод и электрооборудование станка | ||
| Род тока питающей электросети | 380 В, 50 Гц | 380 В, 50 Гц |
| Электродвигатель постоянного тока привода главного движения, кВт (Номинальная/максимальная частота вращения, об/мин) | 55 (600/1800) | 55 (600/1800) |
| Электродвигатель постоянного тока привода подач, Н*м (Номинальная/максимальная частота вращения, об/мин) | 47 (750/ 1000) | 47 (750/ 1000) |
| Электродвигатель перемещения поперечины, кВт (об/мин) | 7,5 (1500) | 7,5 (1500) |
| Электродвигатель установки поперечины, кВт (об/мин) | 3 (1500) | 3 (1500) |
| Электродвигатель зажима инструмента, кВт (об/мин) | 1,1 (1000) | 1,1 (1000) |
| Электродвигатель гидростанции, кВт (об/мин) | 2,2 (1000) | 2,2 (1000) |
| Суммарная мощность всех электродвигателей на станке, кВт | 71 | 71 |
| Система ЧПУ (возможна замена на другое УЧПУ) | ||
| Тип УЧПУ | БОШ CNC «Альфа-2» | БОШ CNC «Альфа-2» |
| Количество одновременно работающих координат | 2 | 2 |
| Программоноситель | Перфолента | Перфолента |
| Габарит и масса станка | ||
| Габарит станка (длнна х ширина х высота), мм | 5250 х 5320 х 5000 | 5250 х 4050 х 5000 |
| Масса станка, кг | 23650 | 24650 |
- Ачеркан Н.
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 - Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988 - Завгороднев П. И. Работа оператора на станках с программным управлением, 1981
- Косовский В.Л. и др. Программное управление станками и промышленными роботами 1989
- Сергиевский Л. В. Пособие наладчика станков с ЧПУ 1991
Список литературы:
Полезные ссылки по теме
Токарные станки с ЧПУ
— что нужно знать
Из каких частей состоит токарный станок с ЧПУ? Как эти различные компоненты станка с ЧПУ сочетаются друг с другом?
Токарные станки с ЧПУ выпускаются в следующих основных конфигурациях:
- Горизонтальная
- Вертикальная
- Наклонная станина
- Плоская станина
- Стандартная
- Многоосевая, например 9,00008 9,00008 Швейцарский тип, многошпиндельный, ось B
В зависимости от конфигурации токарные станки с ЧПУ могут иметь следующие компоненты.
Станина станка
Станина токарного станка с ЧПУ или токарного центра с ЧПУ образует основную основу всего станка. Это место, где монтируются различные компоненты машины. Например, шпиндельная бабка, в которой находится главный шпиндель станка; корпус задней бабки; слайд оси X и Z; дополнительная ось Y; и вспомогательный шпиндель.
Это место, где монтируются различные компоненты машины. Например, шпиндельная бабка, в которой находится главный шпиндель станка; корпус задней бабки; слайд оси X и Z; дополнительная ось Y; и вспомогательный шпиндель.
Для обеспечения долговечности компания Hwacheon производит станины из высококачественного миханитового чугуна. Они помогают ограничить тепловую деформацию и обеспечивают надежную механическую стабильность. Это гарантирует постоянную точность обрабатываемых деталей.
Главный шпиндель
Часто называемый сердцем станка, главный шпиндель состоит из узла шпинделя и системы привода шпинделя. Это некоторые из движущихся частей станка с ЧПУ, в том числе двигатели, шестерни и патрон (подробнее об этом позже). Привод оси C, который помогает позиционировать материал, также будет собран вместе со шпинделем.
Держатели инструментов обычно устанавливаются на револьверном диске (вращающемся диске, позволяющем позиционировать и переключать инструменты), они включают в себя как фиксированные, так и долговечные держатели инструментов. Система привода спасательного инструмента встроена.
Система привода спасательного инструмента встроена.
Чтобы обеспечить более высокое качество, Hwacheon производит 100% собственных шпинделей и их частей. Они могут выдерживать стандартные или более высокие дополнительные диапазоны оборотов, работать с минимальным уровнем вибрации, в зависимости от требований применения.
Вспомогательный шпиндель/второй шпиндель
Отдельный от основного шпинделя в качестве опции, вспомогательный шпиндель работает синхронно с основным шпинделем для выполнения первой и второй операции резки на токарном станке с ЧПУ. Это повышает эффективность и производительность за цикл. Когда назван второй шпиндель , механизм имеет ту же мощность и мощность, что и основной шпиндель.
Разработанные с учетом потребностей конечных пользователей для достижения большей гибкости и производительности, вспомогательные шпиндели доступны в качестве опции для большинства машин Hwacheon серии Hi-TECH.
Патрон
Патрон представляет собой конструкцию, похожую на тиски, которая захватывает обрабатываемые детали. Он прикреплен к основному шпинделю, который вращает как патрон, так и заготовку.
Он прикреплен к основному шпинделю, который вращает как патрон, так и заготовку.
Чтобы добиться большей производительности в производстве, вам следует рассмотреть токарные станки с ЧПУ, которые предлагают множество опций, позволяющих вам переключиться на правильный инструмент для ваших токарных работ. Некоторые из станков Hwacheon обладают гибкостью и размером, позволяющими обрабатывать сверхдлинные нефтяные трубы и выполнять другие операции с длинными валами.
Направляющая
Направляющая позволяет инструменту двигаться горизонтально и вертикально для достижения плавного процесса резки. Для обеспечения долговечности этой конструкции необходимы жесткость и высочайшая точность.
Компания Hwacheon использует цельные коробчатые направляющие высокой жесткости на всех осях для своей линейки станков Hi-TECH, чтобы сократить время между процессами и повысить точность обработки.
Передняя бабка
Передняя бабка, состоящая из главного двигателя, удерживает главный шпиндель, на котором установлен патрон. Чтобы обеспечить высокую производительность, вам необходимо подумать, может ли передняя бабка вашего станка выдерживать высокий крутящий момент на низкой скорости. Это важное соображение для жестких материалов.
Чтобы обеспечить высокую производительность, вам необходимо подумать, может ли передняя бабка вашего станка выдерживать высокий крутящий момент на низкой скорости. Это важное соображение для жестких материалов.
Для серии Hi-TECH Hwacheon наша система зубчатой передачи обеспечивает мощность и стабильность. Узел трансмиссии и шпиндельный двигатель также предназначены для ограничения передачи тепла и вибрации.
Задняя бабка
Задняя бабка используется для обеспечения дополнительной опорной силы на другом конце компонента. Это необходимо при обработке длинных и сверхдлинных заготовок (например, валов).
Для станков Hwacheon серии Hi-TECH заднюю бабку можно запрограммировать на позиционирование в полуавтоматическом режиме. Это позволяет обеспечить надежную поддержку и большую точность обрабатываемых деталей.
Револьверная головка
Револьверная головка позволяет менять режущие инструменты, необходимые для обработки. Следовательно, он установлен на револьверной головке инструмента. Размер револьверной головки определяется количеством и размерами инструментов, которые будут на ней установлены.
Следовательно, он установлен на револьверной головке инструмента. Размер револьверной головки определяется количеством и размерами инструментов, которые будут на ней установлены.
Для обеспечения стабильности и точности обработки револьверная головка, например, в станке Hwacheon Hi-TECH 550 обеспечивает мощное усилие зажима, предлагая индексное время 0,2 с/установку для быстрой и более стабильной обработки.
Некоторые из доступных опций включают:
- Токарный станок с ЧПУ, ось Y (для операций вне центра)
- Токарный станок с ЧПУ, улавливатель деталей (автоматическая выгрузка деталей) используется в устройстве подачи прутка, а магазин используется для автоматических процессов, включающих несколько прутков).
- Вспомогательный шпиндель
- MC – привод включает в себя фрезерование, спасательный инструмент и управление по оси C
- Станина различной длины для обработки длинных валов или труб
Токарные станки | Токарные станки с ЧПУ | Станки с ЧПУ Haas
Токарные станки
От инструментального цеха до нефтяного месторождения
КОНСТРУКЦИЯ И ЦЕНА ›
СРАВНИТЕЛЬНАЯ ТАБЛИЦА РАБОЧЕЙ ОБЛАСТИ ТОКАРНЫХ СТАНКОВ HAAS
РАЗМЕР ПАТРОНА | ВМЕСТИМОСТЬ БАР | РАБОЧИЙ КОНВЕРТ | ВАРИАНТЫ АВТОМАТИЗАЦИИ
- Дюйм
- Метрическая система
Все функции и характеристики
, которые вы ожидаете от Haas
Токарные центры Haas предлагают широкий спектр возможностей, включая токарные станки инструментального цеха, версии с большим отверстием, модели с двумя шпинделями, приводные инструменты с осью C и возможностью оси Y.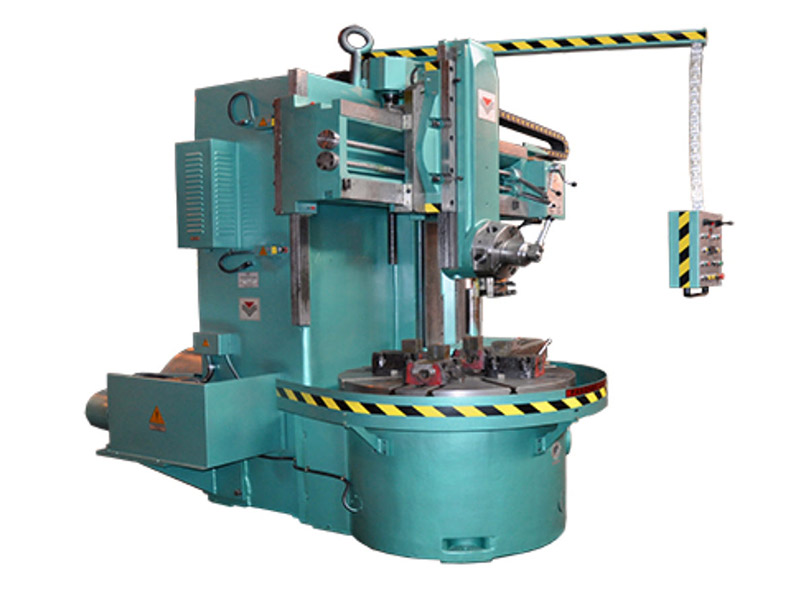
СЕРИЯ ST | ДВОЙНОЙ ШПИНДЕЛЬ | ИНСТРУМЕНТАЛЬНАЯ | CHUCKER
«Расширение возможностей всегда является проблемой здесь, в KutRite. Все дело в ценности. Мы активно использовали аутсорсинг — 30 процентов — по высокой цене; но как только мы начали покупать собственные станки Haas, мы смогли вернуть эту работу на наше предприятие».
РАЛЬФ О. НЕРИ | ПРЕЗИДЕНТ | КУТРИТ ПРОИЗВОДСТВО
Серия ST
- 6,5–18 дюймов
Размер патрона - 1,75″-12,5″
Вместимость бара - 1к-6к
об/мин - 15-55
HP
Высокопроизводительная токарная обработка для любой мастерской
ТОЛЬКО
юаней
Двойной шпиндель
- 10 дюймов
Размер патрона - 3 дюйма
Вместимость бара - 4.5к
об/мин - 30
HP
Решение «Done-In-One» для многоцелевых компонентов
ТОЛЬКО
юаней
Токарные станки Toolroom
- 8–10 дюймов
Размер патрона - 2,3–3,5 дюйма
Отверстие шпинделя - 1,8к-3к
об/мин - 10
HP
Упрощение перехода от ручного управления к ЧПУ
ТОЛЬКО
юаней
Токарно-винторезный станок
- 5C
Размер патрона - 1″
Вместимость бара - 6к
об/мин - 5
HP
Высокопроизводительное решение для прецизионных деталей
ТОЛЬКО 9 ЮАНЕЙ0003
Устройство подачи прутка Haas V2
Автоматизируйте производство деталей на токарном станке
Автоматический загрузчик деталей для токарных станков
Автоматизируйте производство деталей для токарных станков
Шпиндели
Специально разработаны для станков Haas
Эти шпиндели, разработанные и изготовленные в Калифорнии компанией Haas, специально спроектированы для повышения мощности, точности и долговечности.
УЧИТЬ БОЛЬШЕ
Стружка и СОЖ
Решения для всех типов стружки
Оснастите свой токарный станок Haas мощными инструментами для удаления стружки, подачи СОЖ и удаления стружки.
УЧИТЬ БОЛЬШЕ
Предварительная настройка инструмента
Сократите время наладки в два раза
Сократите время наладки, работайте более эффективно и обновляйте смещения в процессе работы с помощью автоматической наладки инструмента.
УЧИТЬ БОЛЬШЕ
Система управления Haas
Быстрее, умнее и мощнее
Самая удобная система управления станкостроения стала лучше, чем когда-либо, и готова помочь вам создать практически все.
УЧИТЬ БОЛЬШЕ
Револьверные головки и приводные инструменты
Универсальность и производительность
Добавьте возможности многозадачности, чтобы сократить количество настроек и повысить точность деталей благодаря высокоскоростным приводным инструментам и перемещению по оси C.
УЧИТЬ БОЛЬШЕ
Двухшпиндельная токарная обработка
Больше деталей, меньше установов
Многозадачность является ключом к сокращению количества установов и повышению точности обработки деталей. Наши двухшпиндельные токарные станки с осью Y обеспечивают возможность обработки «сделано за один раз».
УЧИТЬ БОЛЬШЕ
Файлы cookie
Чтобы этот сайт работал должным образом, мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Большинство крупных веб-сайтов также делают это.
Что такое файлы cookie?
Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Всего комментариев: 0