Токарное фрезерование: Как токарное фрезерование может повысить эффективность резания
Содержание
Как токарное фрезерование может повысить эффективность резания
Андрей Петрилин – главный инженер в области фрезерного инструмента со сменными пластинами компании Iscar
Токарное фрезерование – это процесс резания с помощью фрезерного инструмента при вращении заготовки вокруг своей оси. Данный метод сочетает в себе элементы фрезерной и токарной обработки и имеет множество преимуществ. Но лишь относительно недавно, с появлением современных многоцелевых станков, стало возможным в полной мере раскрыть его потенциал.
В течение многих лет, даже после массового внедрения технологии ЧПУ, производство обрабатывающих центров оставалось традиционным, в то время как специализированные токарные, фрезерные и сверлильные станки непрерывно развивались в своем индивидуальном направлении. Когда на многоцелевых станках уже была успешно внедрена система вращения инструмента – фрезерного и сверлильного, токарные станки все еще продолжали свой путь развития. Стремление повысить производительность за счет сокращения операций установки и перемещения заготовки с одного станка на другой позволило создать головку с приводом вращения инструмента для токарных станков с ЧПУ. Это, в свою очередь, обеспечило возможность токарного фрезерования. При этом современные многоцелевые станки на сегодняшний день имеют дополнительные оси движения головки, передовые системы управления и обновленное программное обеспечение, что позволяет выполнять большинство операций за одну установку.
Это, в свою очередь, обеспечило возможность токарного фрезерования. При этом современные многоцелевые станки на сегодняшний день имеют дополнительные оси движения головки, передовые системы управления и обновленное программное обеспечение, что позволяет выполнять большинство операций за одну установку.
Токарное фрезерование может быть двух видов: периферийное, когда оси заготовки и резца расположены параллельно, и торцевое, при котором эти оси пересекаются. Периферийное фрезерование аналогично фрезерованию методом винтовой интерполяции и может осуществляться на наружной и внутренней поверхности тел вращения, в то время как при торцевом фрезеровании обрабатывается только наружная часть. Хотя токарное фрезерование очень схоже с обычным точением (поскольку оно представляет собой точение вращающейся фрезой), эти процессы имеют ряд существенных отличий. Скорость резания при токарном фрезеровании определяется окружной скоростью фрезы, а не скоростью вращения заготовки, как при точении.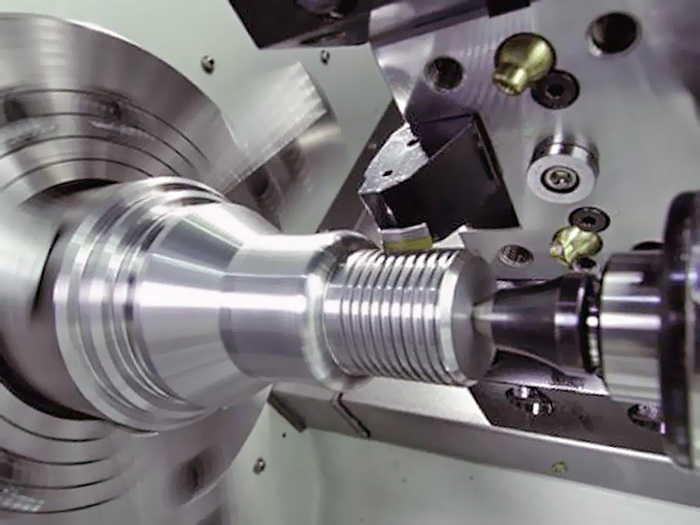 Вращение заготовки зависит от подачи.
Вращение заготовки зависит от подачи.
Так в чем же основное преимущество метода токарного фрезерования и где он применяется? Прежде всего, при обработке сложных корпусных заготовок, содержащих различные канавки, углубления и т. д. Традиционно такие детали обрабатываются прерывистым точением, которое сопровождается нежелательной ударной нагрузкой и не обеспечивает высокого качества поверхности, вызывая при этом преждевременный износ инструмента. Все эти недостатки отсутствуют при токарном фрезеровании благодаря использованию фрезы, предназначенной специально для прерывистого резания с циклической нагрузкой.
При обработке материалов может образовываться длинная стружка. При обычном точении удаление стружки затруднено, и подобрать подходящую геометрию стружколома – непростая задача. Фреза, используемая при токарном фрезеровании, производит короткую стружку, легко поддающуюся удалению.
Возьмем, например, процесс обработки несимметричных компонентов, таких как коленчатые и распределительные валы. В результате неравномерного распределения массы некоторых участков (например, коренной шейки коленчатого вала или эксцентрикового кулачка) при точении возникают несбалансированные нагрузки, что отрицательно влияет на производительность. Данный негативный эффект легко устраняется при токарном фрезеровании благодаря малой окружной скорости заготовки.
В результате неравномерного распределения массы некоторых участков (например, коренной шейки коленчатого вала или эксцентрикового кулачка) при точении возникают несбалансированные нагрузки, что отрицательно влияет на производительность. Данный негативный эффект легко устраняется при токарном фрезеровании благодаря малой окружной скорости заготовки.
Также этот способ подходит для обработки тяжелых деталей. Частота их вращения, определяющая скорость резания при точении, связана с ограничениями главного привода станка. Если привод не позволяет вращать тяжелые детали с нужной скоростью, скорость резания тоже значительно снижается, что сказывается на производительности станка. Токарное фрезерование позволяет эффективно справляться с данными трудностями.
Между тем, для продуктивной обработки методом токарного фрезерования необходимо правильно расположить резец по отношению к заготовке, выбрать правильную геометрию пластины и траекторию инструмента. Расположение режущего инструмента, в свою очередь, определяет точность формы детали, выбор геометрии пластины и качество обработки поверхности. Как правило, окончательный профиль детали формируется устанавливаемой на фрезе зачистной пластиной (например, с геометрией Wiper). Вопросы применения токарного фрезерования, подбора инструмента и определения параметров резания требуют глубокого анализа в каждом конкретном случае.
Как правило, окончательный профиль детали формируется устанавливаемой на фрезе зачистной пластиной (например, с геометрией Wiper). Вопросы применения токарного фрезерования, подбора инструмента и определения параметров резания требуют глубокого анализа в каждом конкретном случае.
Метод токарного фрезерования позволяет решать сложные производственные задачи, существенно повышая при этом эффективность работы. Применение данной относительно новой и перспективной технологии в сочетании с современным оборудованием и правильно подобранными инструментами – залог неизменно высокой производительности.
Источник материала: перевод статьи
Turn-milling benefits,
SMT
Автор статьи-оригинала:
Андрей Петрилин
(Andrei Petrilin)
Об авторе:
Андрей Петрилин – главный инженер в области фрезерного инструмента со сменными пластинами компании Iscar, расположенной в г. Тефен, Израиль.
Как устроен токарно-фрезерный станок? — полезная информация Токарно фрезерные станки
Комбинированное устройство токарно-фрезерных станков лучше рассматривать по модульно. От токарного станка в данном оборудовании присутствуют:
От токарного станка в данном оборудовании присутствуют:
- жесткая и тяжелая станина, на которой установлены все компоненты оборудования;
- шпиндель для установки заготовки или оснастки;
- суппорт;
- держатель для резцов;
- задняя бабка.
В вертикальной плоскости расположена фрезерная часть станка. Двигатель данной части располагается отдельно или на токарном суппорте. К двигателю подключается вращающийся шпиндель для фиксации в нем рабочей оснастки: фрез, сверл, метчиков для нарезки резьбы. При работе с основным суппортом фрезы могут быть наборными или с использованием твердосплавных пластин. С использованием второго суппорта фрезерной части можно задействовать и другие виды фрез: торцевые, цилиндрические, концевые и дисковые.
Использование модуля автоматизации ЧПУ позволяет сделать обработку заготовки полностью автономной, оператор только фиксирует заготовку на станке и запускает программу работы.
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Связанные товары
Код товара: 34668
Нет в наличии
Настольный токарно-фрезерный станок METAL MASTER MML250X550M
Ø обработки над станиной 250
Ø обработки над супортом 150
РМЦ550
Ø отверстия шпинделя 21
Макс. обороты 2000
Мощность 0.85 кВт
Напряжение220В
Масса228 кг
Код товара: 39920
Нет в наличии
Настольный токарно-фрезерный станок JET BD-10DMA
Ø обработки над станиной 250
Ø обработки над супортом 140
РМЦ555
Ø отверстия шпинделя 20
Макс. обороты 200
Мощность 0.70 кВт
Напряжение220В
Масса181 кг
Код товара: 57367
Токарно-фрезерный станок CORMAK FALKON X
Ø обработки над станиной 250
Ø обработки над супортом 150
РМЦ700
Ø отверстия шпинделя 26
Макс. обороты 1800
обороты 1800
Напряжение220В
Масса235 кг
Код товара: 52297
В наличии 5 шт.
Настольный токарно-фрезерный станок METAL MASTER MML 2870M
Ø обработки над станиной 280
Ø обработки над супортом 170
РМЦ700
Ø отверстия шпинделя 26
Макс. обороты 2500
Мощность 0.85 кВт
Напряжение220В
Масса202 кг
Код товара: 57366
Токарно-фрезерный станок CORMAK AT320
Ø обработки над станиной 320
Ø обработки над супортом 210
РМЦ750
Ø отверстия шпинделя 38
Макс. обороты 1900
Мощность 1.10 кВт
Напряжение220В
Масса390 кг
Код товара: 50274
Комбинированный токарно-фрезерный станок Витязь 1М925В
Ø обработки над станиной 250
РМЦ500
Ø отверстия шпинделя 21
Макс. обороты 2500
Мощность 0.85 кВт
Напряжение220В
Код товара: 52298
Нет в наличии
Настольный токарно-фрезерный станок METAL MASTER MML 2870MV
Ø обработки над станиной 280
РМЦ700
Ø отверстия шпинделя 26
Макс. обороты 2500
обороты 2500
Мощность 1.50 кВт
Напряжение220В
Масса205 кг
Код товара: 48501
Нет в наличии
Настольный токарно-фрезерный станок METAL MASTER MML 2870 MV
Ø обработки над станиной 280
РМЦ700
Ø отверстия шпинделя 26
Макс. обороты 2500
Мощность 1.10 кВт
Напряжение220В
Масса303 кг
Код товара: 34670
В наличии 10 шт.
Настольный токарно-фрезерный станок METAL MASTER MML 2870 M
Ø обработки над станиной 280
Ø обработки над супортом 170
РМЦ700
Ø отверстия шпинделя 26
Макс. обороты 2000
Мощность 0.85 кВт
Напряжение220В
Масса303 кг
Код товара: 39189
Нет в наличии
Универсальный токарный станок JET BD-11GDMA с фрезерной головой
Ø обработки над станиной 280
Ø обработки над супортом 170
РМЦ700
Ø отверстия шпинделя 26
Макс. обороты 2000
Мощность 1. 50 кВт
50 кВт
Напряжение220В
Масса250 кг
Код товара: 52296
Нет в наличии
Настольный токарно-фрезерный станок METAL MASTER MML 2550MV
Ø обработки над станиной 250
Ø обработки над супортом 150
РМЦ550
Ø отверстия шпинделя 26
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса120 кг
Код товара: 2145
260 925 p
Нет в наличии
Комбинированный токарный станок SPV-500C
Ø обработки над станиной 420
Ø обработки над супортом 290
РМЦ500
Ø отверстия шпинделя 28
Макс. обороты 1360
Мощность 0.55 кВт
Напряжение380В
Масса275 кг
Поворот против. Фрезерование: в чем отличие прецизионной обработки?
перейти к содержанию
Предыдущий Следующий
Посмотреть увеличенное изображение
Мы сталкивались с этим вопросом со многими нашими клиентами. Они говорят что-то вроде: «Помогите мне понять, что такое точение и что такое фрезерование, потому что для меня все это обработка». Токарная и фрезерная обработка с ЧПУ — это два типа прецизионной обработки, но в чем разница, когда речь идет о прецизионной обработке?
Они говорят что-то вроде: «Помогите мне понять, что такое точение и что такое фрезерование, потому что для меня все это обработка». Токарная и фрезерная обработка с ЧПУ — это два типа прецизионной обработки, но в чем разница, когда речь идет о прецизионной обработке?
Короткий ответ:
- Токарная обработка вращает заготовку относительно режущего инструмента. Он использует в основном круглый прутковый прокат для обработки компонентов.
- Фрезерование вращает режущий инструмент относительно неподвижной заготовки. Для производства компонентов в основном используется прутковый прокат квадратного или прямоугольного сечения.
>>По любым вопросам, касающимся наших услуг по прецизионной обработке, свяжитесь с нами!
Токарно-фрезерные аналоги
Оба используют контролируемую обработку для удаления нежелательного материала из исходного материала: субтрактивное производство. Оба процесса производят стружку отходов материала, поскольку инструменты обрабатывают требуемые элементы. Однако материал заготовки, методы обработки и инструменты отличаются друг от друга.
Однако материал заготовки, методы обработки и инструменты отличаются друг от друга.
Оба используют новейшую технологию компьютерного числового управления (ЧПУ) , в которой инженеры программируют станки с помощью программного обеспечения для автоматизированного проектирования (САПР). Это требует меньшего контроля во время работы и сводит к минимуму человеческие ошибки, предоставляя производителям более быстрый и надежный способ обеспечения стабильного качества.
Как и многие другие виды обработки с ЧПУ, токарная и фрезерная обработка подходят для таких металлов, как алюминий, сталь, латунь, медь и титан, а также для ряда термопластов. К неподходящим материалам относятся резина и силикон (слишком мягкие) и керамика (слишком твердые).
Как и большинство субтрактивных производственных технологий, токарная и фрезерная обработка генерируют тепло и часто используют смазочно-охлаждающую жидкость для смягчения этой проблемы.
CNC Turning Distinctions
На токарных станках с ЧПУ (токарных станках) патрон (механизм захвата) удерживает круглый пруток, а шпиндель вращает патрон (и пруток) с заданной частотой вращения по мере его перемещения через станок. Скорость этого движения зависит от машины, используемого материала и характеристик компонента.
Стационарный режущий инструмент непрерывно воздействует на поверхность вращающегося (токарного) прутка, срезая ненужный материал. Несколько режущих инструментов перемещаются внутри прутка и вокруг него, чтобы создать необходимые элементы на компоненте.
Существует множество видов токарных станков с ЧПУ с различными типами инструментов, вариантов шпинделя и ограничениями по внешнему диаметру. Токарные станки с ЧПУ обычно производят круглые формы, хотя некоторые прутки шестигранной формы также могут быть обточены.
Некоторые токарные центры с ЧПУ имеют один шпиндель, что позволяет выполнять всю работу с одной стороны, в то время как другие токарные центры имеют основной и вспомогательный шпиндель. В этой настройке деталь может быть частично обработана на главном шпинделе, перемещена на вспомогательный шпиндель и добавлены дополнительные элементы на другой конец компонента. Это позволяет сбрасывать деталь «полностью» со станка без дополнительного оборудования, необходимого для обработки всех элементов.
В этой настройке деталь может быть частично обработана на главном шпинделе, перемещена на вспомогательный шпиндель и добавлены дополнительные элементы на другой конец компонента. Это позволяет сбрасывать деталь «полностью» со станка без дополнительного оборудования, необходимого для обработки всех элементов.
Некоторые токарные станки с ЧПУ Swiss используют «подвижные» инструменты, которые могут останавливать вращение для добавления дополнительных элементов, таких как просверленные отверстия, пазы и мелкие фрезерованные элементы. Этот метод позволяет использовать более широкий диапазон форм, размеров и типов материалов.
Токарные детали обычно изготавливаются быстрее и эффективнее, чем фрезерованные. Они также часто меньше, чем фрезерованные детали.
Отличительные особенности фрезерных станков с ЧПУ
Фрезерное оборудование с ЧПУ быстро вращает режущий инструмент относительно поверхности неподвижной заготовки. Шпиндель удерживает режущий инструмент (фрезу), который вращается на высоких оборотах и удаляет материал. У фрезы может быть от 2 до 150 режущих поверхностей, а у некоторых и того больше.
У фрезы может быть от 2 до 150 режущих поверхностей, а у некоторых и того больше.
Операции фрезерования обычно зарезервированы для плоских или рельефных поверхностей квадратных или прямоугольных блоков.
Обзор точения и фрезерования
| Токарная обработка | Фрезерование | |
| Метод | Вращает заготовку с заданной скоростью | Вращает режущий инструмент с заданной скоростью вращения |
| Результат | Цилиндрический или конический | Плоский или рельефный |
| Машина | Токарный станок | Фрезерный станок |
| Инструмент | Одноточечный токарный инструмент (SPTT) | Многоточечный режущий инструмент (фреза) |
| Контакт | Режущий инструмент остается в постоянном контакте с заготовкой во время работы | Режущий инструмент периодически режет во время работы |
| Движение (движение подачи) | Режущий инструмент перемещается | Перемещение заготовки |
| Отходы | Производит фрагментированную, прерывистую или непрерывную стружку | Производит прерывистую стружку |
Дополнительное примечание о фрезерованных элементах на токарной детали:
Мелкие фрезерованные элементы (такие как плоские поверхности и пазы) часто можно обрабатывать на детали, изготовленной на токарном оборудовании. Это зависит от размера детали, общей сложности и типа материала. Примером фрезерованных элементов на точеной детали может быть показанный здесь компонент. Деталь изготавливается на токарном станке с ЧПУ из круглого прутка. Большинство элементов обточены, а плоская часть выреза фрезерована.
Это зависит от размера детали, общей сложности и типа материала. Примером фрезерованных элементов на точеной детали может быть показанный здесь компонент. Деталь изготавливается на токарном станке с ЧПУ из круглого прутка. Большинство элементов обточены, а плоская часть выреза фрезерована.
Собираем все вместе
В конечном счете, решение об использовании фрезерной или токарной обработки зависит от конструкции и характеристик детали. Фрезеруются самые большие, квадратные или плоские детали с элементами. Большинство цилиндрических деталей с элементами будут точены.
Pioneer Services предлагает услуги прецизионной обработки на токарных станках с ЧПУ Swiss и токарных станках с ЧПУ. Диаметр деталей варьируется от 0,145 дюйма (5 мм) до 3,25 дюйма (82,55 мм). Наши станки с ЧПУ Swiss могут обрабатывать детали размером до 1,5 дюйма (38 мм), а наши токарные центры с ЧПУ могут обрабатывать детали размером до 3,25 дюйма (82,55 мм).
Чтобы ознакомиться с широким ассортиментом компонентов, изготовленных компанией Pioneer Service на нашем токарном и швейцарском станках с ЧПУ, пожалуйста, просмотрите нашу галерею продукции.
Мы можем фрезеровать элементы на токарной детали как для наших токарных станков с ЧПУ swiss, так и для токарных станков с ЧПУ. Однако у нас нет собственных мощностей для производства полностью фрезерованных компонентов.
У вас есть проект, который вы хотите, чтобы мы рассмотрели или процитировали? Свяжитесь с нашей командой сегодня!
Ссылка для загрузки страницы
Токарная обработка, фрезерование и сверление – Trimantec
Опубликовано Группа технических коммуникаций ·
Что такое обработка?
В предыдущем блоге мы сосредоточились на будущем 3D-печати, также известной как аддитивное производство. Аддитивное производство требует наложения слоев материала друг на друга для формирования трехмерного объекта. Механическая обработка — это еще один метод производства того же объекта. Вместо добавления материала удаление материала позволяет достичь желаемой формы. Можно сказать, что 3D-печать подобна кладке кирпичей, а механическая обработка — лепке.
Можно сказать, что 3D-печать подобна кладке кирпичей, а механическая обработка — лепке.
При механической обработке несколько операций выполняются в запланированной последовательности для достижения наилучших результатов. Мы рассмотрим три наиболее распространенных операции, включая токарную обработку, сверление и фрезерование. Механическая обработка является очень распространенным и универсальным производственным процессом. Таким образом, с помощью этих трех методов можно обрабатывать различные типы материалов. Металлы, пластмассы, композиты и дерево — все это возможные материалы для изготовления деталей.
Содержание:
Станкостроение
Типы станков
Одноточечные инструменты —
- Токарный процесс: этот тип инструмента вращает заготовку, в то время как режущий инструмент движется линейно. Этот процесс может быть выполнен вручную или автоматически
Многолезвийные инструменты —
- Процесс сверления: Инструмент создает или уточняет круглые отверстия в заготовке.
 Обычно это делается с помощью вращающегося инструмента с двумя или четырьмя спиральными режущими кромками
Обычно это делается с помощью вращающегося инструмента с двумя или четырьмя спиральными режущими кромками - Процесс фрезерования: этот тип инструмента создает рисунки путем удаления материала с заготовки путем вращения режущего инструмента
.
Однолезвийные и многолезвийные инструменты
Желаемая форма материала определяет, какой тип инструментов вам понадобится для работы. Двумя основными типами режущих инструментов являются одноточечные и многоточечные инструменты. Используйте одноточечные инструменты для точения, растачивания и строгания. Используйте многоточечные инструменты для фрезерования и сверления. Крайне важно правильно использовать и обслуживать режущие инструменты в целях обеспечения качества. К сожалению, надлежащее содержание машин и инструментов может обойтись дорого.
Инструмент доступен из различных материалов. Наиболее распространены карбид и быстрорежущая сталь. Вы можете использовать быстрорежущую сталь (HSS) для фрезерования общего назначения. Но выберите карбид для обработки более прочных и твердых инструментальных сталей.
Но выберите карбид для обработки более прочных и твердых инструментальных сталей.
Скорость резания, скорость подачи, глубина
Скорость резания, скорость подачи и глубина резания — все это параметры, которые необходимо учитывать при обработке. Материал заготовки, инструментальный материал и размеры будут влиять на эти параметры. Скорость резания показывает, насколько быстро режущий инструмент врезается в материал заготовки. Измеряется в поверхностных футах в минуту. Подача при резке показывает, насколько быстро заготовка перемещается поперек своей оси по направлению к режущему инструменту. Измеряется в дюймах в минуту.
Калькулятор скорости и подачи
Калькулятор скорости точения и подачи
Калькулятор скорости сверления и подачи
Калькулятор скорости и подачи фрезерования
Как и при художественной лепке, заготовка сначала подвергается одному или нескольким черновым проходам. Их цель – максимально приблизиться к готовой форме и размерам. После этапа черновой обработки применяется чистовая обработка для получения окончательных размеров, допусков и чистоты поверхности. Чистовые пропилы обычно выполняются с малыми подачами и глубиной. Применение смазочно-охлаждающей жидкости во время обеих фаз резания охлаждает и смазывает режущий инструмент.
После этапа черновой обработки применяется чистовая обработка для получения окончательных размеров, допусков и чистоты поверхности. Чистовые пропилы обычно выполняются с малыми подачами и глубиной. Применение смазочно-охлаждающей жидкости во время обеих фаз резания охлаждает и смазывает режущий инструмент.
Токарная обработка
Токарная обработка включает вращение заготовки, в то время как режущий инструмент движется линейно. В результате получается цилиндрическая форма. Токарный станок – лучший выбор для всех токарных операций.
Как и большинство операций механической обработки, токарная обработка выполняется вручную или автоматически. Недостатком ручной токарной обработки является необходимость постоянного наблюдения. Автоматического поворота нет. С числовым программным управлением или ЧПУ вы программируете все движения, скорости и изменения инструментов в компьютере. Затем эти инструкции отправляются на токарный станок для завершения. ЧПУ обеспечивает согласованность и эффективность больших производственных циклов.
Одноточечные режущие инструменты, используемые при токарной обработке, бывают различных форм. Они расположены под разными углами для различных результатов.
Калькулятор скорости точения и подачи
Сверление на станке
Сверление создает круглое отверстие в заготовке. Сверлильный станок или резьбонарезной станок предназначен для сверления, но этот процесс можно выполнить и с помощью фрезерного станка. Стружка – это частицы отходов металла, образующиеся при механической обработке заготовки. Форма сверла способствует отходу стружки от заготовки, предотвращая попадание мусора на заготовку.
Размещение сверла перпендикулярно заготовке уменьшает смещение или занос. Для еще большей точности перед сверлением часто добавляют операцию центровки. Некоторые операции бурения требуют углового сверления. Угловое сверление требует специальной оснастки. Другие варианты включают: вращение головки на ручном станке или использование нескольких осей на станке с ЧПУ.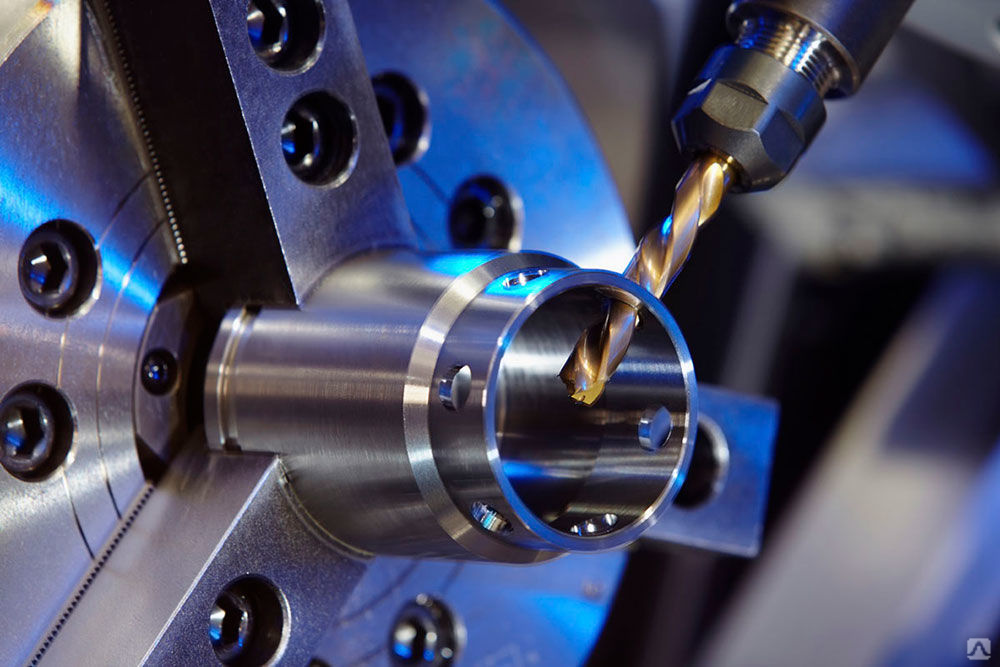
Способы предотвращения сноса включают:
- Литье/формовка/ковка знака
- Центровка
- Точечное/центровое сверление
- Точечная облицовка
Как и при токарных операциях, для конкретных операций сверления существуют разные сверла. Ниже приведены несколько специальных сверл, а также их конкретное применение.
- Центровочные сверла – короткие сверла, используемые для создания неглубоких или направляющих отверстий. При использовании более длинного сверла для таких неглубоких отверстий оно может иметь тенденцию к дрейфу.
- Peck Drilling – частое отведение сверла помогает удалять стружку с заготовки и предотвращает снос.
- Сверла для винтовых станков — эти сверла короткие и могут создавать прямые и точные отверстия без необходимости предварительной разметки.
- Патронные развертки – используются для увеличения ранее просверленных отверстий до очень точных диаметров.
Калькулятор скорости сверления и подачи
Процесс фрезерования
Операции фрезерования включают использование многолезвийных фрез для удаления материала с заготовки.
Существует два основных типа фрезерных работ: торцевое фрезерование и периферийное фрезерование. При торцовом фрезеровании плоские поверхности врезаются в заготовку и плоскодонные полости. Подача может быть как горизонтальной, так и вертикальной. Периферийное фрезерование нарезает глубокие пазы, резьбу и зубья шестерен.
Заготовку можно подавать в режущий инструмент одним из двух способов. При обычном фрезеровании заготовка подается против вращения фрезы. Это рекомендуемый метод для ручных фрезерных станков. Попутное фрезерование, с другой стороны, подает заготовку в том же направлении, что и вращение фрезы. Это предпочтительный метод фрезерования с ЧПУ.
Фрезерование лучше всего применять как вторичный процесс к уже обработанной заготовке. Он помогает определить особенности и служит «финишным слоем». Используйте фрезерование в качестве вторичного процесса для добавления таких элементов, как отверстия, пазы, карманы и контуры.
Калькулятор скорости и подачи при фрезеровании
Инновации в обработке
Многое нужно для обработки идеально гладкой, точной и функциональной заготовки.
Всего комментариев: 0