5 ти координатный станок: Как работает 5 осевой фрезерный станок с чпу. Устройство станка с чпу 5 осей.
Содержание
Как работает 5 осевой фрезерный станок с чпу. Устройство станка с чпу 5 осей.
Содержание:
- Что такое 5-осевая обработка на станке с ЧПУ?
- Оси чпу станка в 5 координатной системе?
- А что же насчет двух других осей?
- Конфигурации 5 осевых станков
- Сколько же осей обработки вам нужно?
- Так сколько осей вам нужно?
- Зачем использовать 5-осевую обработку?
- 5 осей против 3 + 2 оси станка
- Сравним технологию 5-осевой обработки и 3D-печати
- Как получить максимальную эффективность при 5 осевой обработки
- Важность 5-осевого управления и программного обеспечения
- Предотвращение аварий в 5-осевой обработке
- Проверка инструмента на 5-осевом станке
- 5-осевая обработка: Соответствует ли принципу «сделать за 1 раз»?
- Техника обработки при 5-осевом фрезеровании
Всем привет, Друзья! С Вами 3DTool!
Каталог фрезерных станков с чпу
Каталог лазерных станков с чпу
Каталог лазерных маркеров
Это может прозвучать странно, но если бы художник эпохи Возрождения мог обменять свой молоток и зубило на компьютерное числовое программное управление (ЧПУ) и подходящие станки, у нас были бы тысячи статуй Давида, вырезанные из множества различных материалов.
Независимо от того, лепите ли вы шедевр из мрамора или фрезеруете лопасти турбиона из титана, основной принцип один и тот же: начинаете с цельного куска материала и удаляете ненужные части, пока не останется целевой объект. Конечно, этапы этого процесса намного сложнее, особенно для 5-осевой обработки на ЧПУ.
Что такое 5-осевая обработка на станке с ЧПУ?
Говоря простыми словами, 5-осевая обработка — это использование ЧПУ для перемещения детали или режущего инструмента по пяти различным осям одновременно. Такая обработка позволяет изготавливать очень сложные детали, и именно поэтому она особенно популярна, например, в аэрокосмической отрасли или машиностроении.
Однако, несколько факторов способствовали широкому применению 5-осевой обработке больше всего. Среди них:
-
Максимальная приближенность к принципу – одна обработка за одну установку (иногда называемой «сделано за один раз»), что сокращает время выполнения и повышает эффективность.
-
Удобство доступа к сложным частям геометрии изделия и возможность избежать столкновения с держателем инструмента благодаря возможности наклонять режущий инструмент или стол. -
Оптимизация и улучшение срока службы инструмента станка и времени цикла обработки. Это достигается путем наклона инструмента / стола, в результате чего поддерживается оптимальное положение и траектория резки .
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Оси чпу станка в 5 координатной системе?
Мы все знаем историю о Ньютоне и яблоке, но есть аналогичная апокрифическая история о математике и философе Рене Декарте.
Декарт лежал в постели (как обычно делают математики и философы), когда заметил, как по его комнате летает муха. Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Это декартова система координат, и она используется уже больше трех столетий после смерти ученого. Таким образом, координаты X, Y и Z — это три из пяти осей в 5-осевой обработке.
А что же насчет двух других осей?
Представьте себе поближе муху Декарта в полете. Вместо того, чтобы описывать только её положение как точку в трехмерном пространстве, мы можем описать её ориентацию. Представьте себе, что муха крутиться во время движения так же, как крутится самолет во время крена. Данное вращение описывается четвертой осью A: поворотная ось (вращение вокруг оси X)
Продолжая сравнение с самолётом, тангаж (наклон) мухи описывается пятой осью, B: ось вращения вокруг Y.
Проницательные читатели, без сомнения, сделают вывод о существовании шестой оси C, которая вращается вокруг оси Z. Это рыскание (поворот) мухи в нашем примере.
Это рыскание (поворот) мухи в нашем примере.
Если вам сложно представить шесть осей, описанных выше, вот схема:
Оси A, B и C расположены в алфавитном порядке, чтобы соответствовать осям X, Y и Z. Хотя существуют 6-осевые станки с ЧПУ, конфигурации с 5- осью являются более распространенными, поскольку добавление шестой оси обычно дает не очень много дополнительных преимуществ.
Последнее замечание о соглашениях по маркировке осей: в вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z — в вертикальной плоскости. В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Смотрите схему ниже:
Конфигурации 5 осевых станков
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует.
Например, машина c цапфой с вращающимся столом работает с осью A (вращается вокруг оси X) и с осью C (вращается вокруг оси Z), тогда как машина с инструментом на шарнире работает с осью B (вращается вокруг оси Y) и оси C (вращается вокруг оси Z).
Внутренний вид цапфы 5-осевого вертикального обрабатывающего центра.
Вращение осей в станках с цапфой обеспечивается посредством движения стола, тогда как в станках шарнирного вращения, дополнительные оси обеспечиваются поворотом шпинделя. Оба вида станков имеют свои уникальные преимущества. Например, станки с цапфой вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
Видео о преимуществах станков с шарнирной головой:
Сколько же осей обработки вам нужно ?
Возможно, вы видели ссылки на обрабатывающие центры, предлагающие семь, девять или даже одиннадцать осей. Несмотря на то, что множество дополнительных осей могут показаться сложным, объяснение такой ошеломляющей геометрии на самом деле довольно просто.
«Когда вы имеете дело со станками, которые имеют, скажем, более одного вращающегося шпинделя, у вас уже есть больше осей», — объяснил Майк Финн, менеджер по разработке промышленных приложений в Mazak America.
«Например, у нас есть станки со вторыми шпинделями и нижними револьверными головками. На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
«Детали, которые вы делаете, по-прежнему 5-осевые», — добавляет Уэйд Андерсон, специалист по продажам продукции в Okuma America.
«Такой компонент, как аэрокосмический клапан, может быть сделан на нашем вертикальном центре MU-5000, который представляет собой 5-осевую машину. Или мы могли бы выполнить эту деталь на многоосном станке, который имеет вращающуюся ось B и два шпинделя для двух осей C, плюс X, Y и Z. Есть также более низкая револьверная головка, которая дает вам второй X и Z. Все эти модификации дают большее количество осей, но сама деталь имеет всю ту же пяти-осевую геометрию» — пояснил Андерсон.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Так сколько осей вам нужно?
Как часто бывает в производстве, ответ на этот вопрос зависит от вашего конкретного случая. Финн привел следующий пример:
Финн привел следующий пример:
«Лопатка турбины — это поверхность свободной формы и может она быть довольно сложной. Наиболее эффективный способ выполнить обработку лопасти, подобной этой, — использовать 5-осевую обработку инструментом по спирали вокруг аэродинамического профиля лезвия. Конечно, можно использовать и 3х-осевую обработку, если вы выставите лопасть на определенную позицию, а затем используете три линейные оси для обработки поверхности, но обычно это не самый эффективный способ».
Андерсон соглашается: «Геометрия детали скажет вам, нужна ли вам конфигурация с 3, 4 или 5 осями».
5-осевой вертикальный обрабатывающий центр.
Однако важно помнить, что количество нужных вам осей зависит не только от детали. «Выбор конфигурации в основном диктуется самой деталью, но нужно не забывать и того, что хочет заказчик», — сказал Андерсон.
Заказчик может принести деталь, скажем, титановую аэрокосмическую скобу, и я могу сказать: «Это идеальная деталь для 5-осевого обрабатывающего станка », но они могут планировать в будущем делать детали, которые будут работать лучше на одном из MULTUS U. Эта многофункциональная машина не может быть оптимизирована так же, как 5-осевой обрабатывающий центр, но она может предоставить заказчику возможность выполнять множество видов других работ, что является частью их долгосрочного плана».
«Еще одна вещь, которую следует учитывать, — это размер рабочей зоны», — добавил Финн.
«Какой максимальный размер детали вы можете вставить в станок и при этом выполнять смену инструмента и смену деталей? В этом заключается понимание возможностей машины и того, что она сможет и не сможет сделать».
Зачем использовать 5-осевую обработку?
Попытка выбрать между 3-осевой обработкой и 5-осевой обработкой — это то же самое, что попытаться выбрать между гамбургером из Макдональдса или стейком BBQ на косточке; если цена — ваша единственная забота, тогда, очевидно, вы выбираете первый вариант.
Однако дилемма становится намного более сложной при сравнении 5-осевой и 3 + 2-осевой.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
5 осей против 3 + 2 оси станка
Важно различать 5-осевую обработку и 3 + 2-осевую обработку.
Первая — также называемая непрерывной или одновременной 5-осевой обработкой — включает в себя постоянную регулировку режущего инструмента по всем пяти осям, чтобы наконечник оставался оптимально перпендикулярным к детали.
Полная 5-осевая демонстрационная часть из алюминия. Время цикла: 13 минут.
Вторая – так же называемая 5-сторонней или позиционной 5-осевой обработкой – представляет собой выполнение 3-осевой программы с режущим инструментом, зафиксированным под углом, определяемым двумя осями вращения. Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Демонстрационная часть с 3 + 2 осями из алюминия. Время цикла: 7 минут.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Однако всегда есть возможность получить одинаковые результаты при использовании непрерывной или индексированной 5-осевой оси.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Сравним технологию 5-осевой обработки и 3D-печати
3D-печать или аддитивное производство — актуальная тема в мире производства сейчас, особенно в сравнении с технологиями выборки, такими как 5-осевая обработка.
Хотя иногда предполагается, что эти два метода конкурируют (поскольку фанаты 3D-печати утверждают, что данная технология скоро разрушит всю обрабатывающую промышленность), правильнее будет думать, что аддитивные и субстрактивные технологии производства дополняют друг друга.
Станок INTEGREX i-400AM от Mazak сочетает в себе аддитивное производство и 5-осевую обработку.
«Я не думаю, что аддитивное производство полностью захватит рынок, но я думаю, что теперь появилась возможность для разработки деталей, которые не могли быть созданы в прошлом», — сказал Финн.
«Конечно, есть и останутся детали, требующие обработки выборкой. Например, детали с очень жестким допуском на круглость».
«Можно напечатать почти полностью готовый элемент, но для достижения необходимого допуска этот элемент все же может потребоваться обработать на станке», — добавил Финн.
Означают ли это, что будущее производство будет представлять собой гибрид 3D — принтер / 5-осевой ЧПУ станок?
Андерсон не уверен в этом: «Реальное применение 3D-печати вне лабораторной среды заключается не в том, чтобы использовать машину комбинированного стиля, а, в том, чтобы, например, 3D-принтер с технологией SLS сделал то, что он делает лучше всего, и фрезерный станок сделал то, что делает лучше всего, работая над общим результатом посредством автоматизации».
Причина существования двух отдельных машин, в данном случае, сводится к управлению порошком и стружкой внутри машины.
«Количество порошка, которое вы пропускаете при лазерном спекании, например, на 13кг детали, может составлять 70–140 кг», — сказал Андерсон.
«Если это входит в машину, где все объединено, то не существует проверенного способа заново использовать весь этот порошок».
Другими словами, вопросы, касающиеся взаимосвязи 3D-печати с 5- осевой обработкой, чаще всего касаются сотрудничества технологий, нежели конкуренции. «Я думаю, что аддитивное производство может уменьшить количество черновой обработки, которая необходима», — заключил Финн.
Каталог 3D принтеров
Как получить максимальную эффективность при 5 осевой обработки.
Нередко 5-осевые возможности используются недостаточно.
«Некоторые могут иметь станок, но могут не понимать, что он из себя представляет в полном объеме. Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.
Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.
Андерсон соглашается: «Это душераздирающее зрелище для компании, подобной нашей. Когда мы видим компанию, которая идет ва-банк, получает оборудование, устанавливают его. По разным причинам они приобретают многофункциональный станок с 5 или более осями и используют его как 3-осевой станок. Это происходит постоянно».
Схема горизонтального обрабатывающего центра Okuma MU-10000H.
«Во многом это зависит от персонала», — добавил Андерсон. «Требуется обучение и понимание того, как использовать машину. Иногда трудно думать об обработке детали с верхним, нижним, главным шпинделем и вспомогательным шпинделем, и все в процессе, одновременно.»
«Есть много компаний, разрабатывающих программное обеспечение, которые намного лучше справляются с этим, но освоить его сложно», — заключил Андерсон.
Важность 5-осевого управления и программного обеспечения
Несмотря на то, что наличие оператора с нужным набором навыков является основным фактором, позволяющим максимизировать возможности 5-осевого станка, управление и программное обеспечение станка также важны.
«Когда вы выполняете высокоскоростную 5-осевую обработку, сервоприводы на станке и время отклика очень важны, чтобы избежать короткого замыкания или перерегулирования при обработке», — сказал Финн. «Контроллер в станке должен уметь обрабатывать данные достаточно быстро, чтобы траектория движения была четкой, плавной, равномерной. Нужно избегать резких движений, которые могут вызвать повреждения заготовки».
Mazak’s MAZATROL SmoothX с ЧПУ.
«Аналогично, программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы станок мог двигаться плавно», — заключил Финн.
Выбор правильного пакета CAD / CAM необходим для получения максимальной отдачи от вашего станка.
«Если вы, например, занимаетесь аэрокосмическими деталями, вы должны работать с программными пакетами высокого класса», — сказал Андерсон.
«Если вы просто делаете небольшие алюминиевые формы компонентов для литья под давлением в автомобильной компании, или все, что вы делаете, это сверлите пару отверстий в корпусе двигателя, это совсем другая история».
«Если, же вы режете детали, которые требуют системы CAM для создания программ резки, вы должны инвестировать в систему CAM, которая дополняет возможности станка», — добавил Финн.
Предотвращение аварий в 5-осевой обработке.
Когда дело доходит до создания 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и подачами и минимизацией риска столкновений. К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
«С нашим программным обеспечением по предотвращению столкновений вы можете загрузить трехмерную модель детали и инструментов, и программа просчитает на каждое движение инструмента вероятность столкновения с чем-либо», — сказал Андерсон.
«При условии, что ваше устройство смоделировано правильно, система уловит столкновение до того, как оно произойдет».
Система предотвращения столкновений Okuma работает в режиме реального времени.
«Существует программное обеспечение, которое будет выполнять моделирование работы станка», — прокомментировал Финн.
«Так что это важно, особенно когда дело касается дорогих запасных частей. Вам не нужно столкновение, которое может привести к тому, что вы сломаете деталь, либо кто-то получит травму или повредит станок».
«Vericut предлагает программное обеспечение для виртуального 3D-мониторинга, которое будет делать то же самое, только на автономном компьютере», — добавил Андерсон. «Таким образом, вместо того, чтобы работать в режиме реального времени на элементах управления станка, вы запускаете свою программу обработки деталей через Vericut, и она проверит все траектории и убедится, что станок будет делать то, что, как вы думаете, он должен сделать».
Проверка инструмента на 5-осевом станке.
Высокая производительность является преимуществом 5-осевой обработки, но она также увеличивает риск ошибок, таких как использование сломанного или неправильного инструмента. Одним из способов минимизации этих ошибок является выбор системы проверки инструмента, например лазер BLUM, на DMG MORI DMU 50C:
5-осевая обработка: Соответствует ли принципу «сделать за 1 раз» ?
Понятие «сделано за раз» — конечная цель в производстве: вы загружаете кусок материала в станок, запускаете программу и снимаете полностью готовую деталь.
Как и возможность минимизировать время подготовки, задача принципа «сделано за раз» — имеет смысл, даже если в конкретном случае она практически не достижима.
При этом 5-осевая обработка приближает нас к цели «сделано за раз» больше, чем любой другой процесс; даже детали после 3D-печати требуют пост-обработки. В этом контексте основным ограничением 5-осевой обработки являются зажимные приспособления.
«Большая часть движений 5-осевой работы лежит вокруг зажимного механизма», — сказал Андерсон. «У меня может быть лучшая машина в мире, но если мое зажимное приспособление паршивое, я никогда не получу того, что задумывал».
По словам Финна, ключ к преодолению данного слабого места лежит в использовании станков с более чем пятью осями:
«Например, станок INTEGREX может быть оснащен противоположными поворотными шпинделями и нижней режущей револьверной головкой. Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
Техника обработки при 5-осевом фрезеровании
5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента. Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра.
Овладение искусством 5- осей требует учета множества факторов. На эту тему Андерсон сказал так:
«Когда вы смотрите на проблемы, с которыми сталкиваются клиенты, очень редко это касается обработки детали. Как правило, проблема, которая их тормозит, заключается не в создании идеи, а в чем-то другом. Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать 5-ти координатный фрезерный ЧПУ станок, 3D-принтер, или расходные материалы, задать свои вопросы и узнать статус Вашего заказа, вы можете
- По электронной почте: [email protected]
- По телефону: 8(800)775-86-69
- Или на нашем сайте: http://3dtool.ru
Не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
INSTAGRAM
ВКонтакте
Facebook
5-осевые фрезерные станки
- Что умеет пятиосевой фрезерный станок
- Оси пятиосевого фрезерного станка
- Отличия пятиосевого фрезерного станка от станка с конфигурацией 3 + 2
- Как получить наибольшую эффективность при 5- осевой обработке
- Российские производители 5- осевых станков
- Ивановский завод тяжелого станкостроения, ИЗТС г.
 Иваново
Иваново - Станкостроительная группа СТАН г. Москва
- Проект «Станкостроение». Станки марки F.O.R.T.
- Ульяновский станкостроительный завод, ООО (DMG MORI) г. Ульяновск
- Ковровский электромеханический завод ФГУП, КЭМЗ г. Ковров
- СтанкоМашСтрой, ООО г. Пенза
- Московский станкостроительный завод «ДМТГ РУС» г. Москва
- Станкостроение ООО СКБ, Башкортостан г. Стерлитамак
- Зарубежные производители 5- осевых станков
Содержание
в конце 1985 года компанией Deckel Maho впервые был представлен круглый наклонно-поворотный стол для пятиосевой обработки на фрезерных станках.
Вращение стола (четвертая ось) и поворотные движения двухопорного механизма (пятая ось) контролировались сервоприводами и «адаптированным управлением» так называлось УЧПУ в то время.
Но системы CAD не были готовы к тому времени полностью использовать все возможности 5-осевой технологии.
Спустя два года в конце 1987 года компания выпустила пятиосевой фрезерный центр MH 700 S, который сразу стал очень популярным. С магазином на 36 инструментов стало возможным обрабатывать сложные детали без обслуживающего персонала, без перерывов, в ночное время от начала и до конца.
С магазином на 36 инструментов стало возможным обрабатывать сложные детали без обслуживающего персонала, без перерывов, в ночное время от начала и до конца.
Это существенно повысило производительность и рентабельность при производстве пресс-форм и инструмента.
С тех пор развитие в 5- осевой обработке шагнуло вперед и практически все станкостроительные фирмы мира производят такие станки.
Что умеет пятиосевой фрезерный станок
5-и осевой станок умеет все то же, что и обычный фрезерный 3-х осевой + имеет две дополнительные поворотные оси, которые позволяют вести обработку со всех сторон изделия, в том числе и под углом к поверхности.
Две дополнительные оси обеспечиваются, в основном, поворотом стола на 360° и его наклоном (наклонно-поворотный стол) или поворотной фрезерной головкой.
Основное требование к 5-и осевому станку — одновременное управление всеми 5-ю осями, т.е. станок должен иметь 5-и осевое ЧПУ.
Преимущества ипользования пятиосевого фрезерного станка
Обработка изделий сложной формы: в оборонной и авиакосмической отраслях, а, также, на промышленных предприятиях, где требуется обрабатывать с высокой точностью сложные по форме изделия, применение 5-и осевых обрабатывающих центров дает максимальный эффект.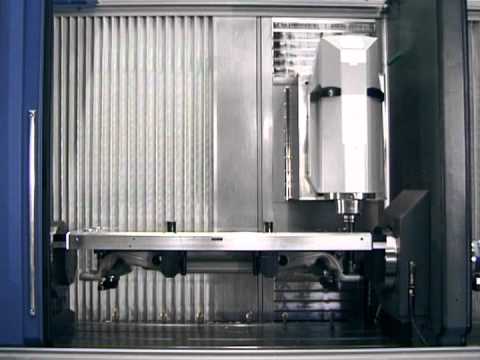 Дополнительные оси позволяют обрабатывать дуги, углы и сложные поверхности (такие как лопатки турбин, импеллеры и т.д.). При трехосевой обработке это требует переустановки изделия, что уменьшает точность обработки и требует дополнительного времени;
Дополнительные оси позволяют обрабатывать дуги, углы и сложные поверхности (такие как лопатки турбин, импеллеры и т.д.). При трехосевой обработке это требует переустановки изделия, что уменьшает точность обработки и требует дополнительного времени;
Увеличение срока службы инструмента: пятиосевая обработка позволяет ориентировать детали ближе к режущему инструменту: оптимальный наклон позволяет использовать более короткий режущий инструмент, который будет меньше вибрировать, что приведет к повышению ресурса инструмента и улучшению поверхности изделия;
Готовое изделие за одну установку: обработка изделия без переустановок существенно сокращает время цикла обработки и повышает эффективность;
Оси пятиосевого фрезерного станка
Оси станков с ЧПУ маркируются согласно ГОСТ 23597-79 (СТ СЭВ 3135-81) Обозначение осей координат и направлений движений.
Ось Z — (за исключением случая, указанного в п.2.5.) определяется по отношению к шпинделю главного движения, то есть шпинделя, вращающего инструмент в станках сверлильно-фрезерно-расточной группы или шпинделя, вращающего заготовку в станках токарной группы.
Пример 1-осевой машины — сверлильный станок. Инструмент в станке движется только по оси Z вверх и вниз.
Ось X — определяет продольное движение инструмента и должна быть расположена предпочтительно горизонтально и параллельно поверхности крепления заготовки в станках фрезерно-расточной группы. В станках токарной группы — по радиусу заготовки.
Пример 2-осевой машины — токарный станок. По оси X движется резец перпендикулярно оси вращения шпинделя. По оси Z резец движется параллельно оси вращения шпинделя.
Ось Y — образовывает вместе с осями X и Z правую прямоугольную систему координат. При использовании 3-осевого станка пользователи могут перемещать инструмент вдоль оси X и Y, используя ось Z для перемещения вверх и вниз.
Пример 3-осевой машины — подавляющее число станков фрезерно-расточной группы имеют по три оси, что позволяет обрабатывать концевым инструментам без переустановки только одну сторону изделия.
Оси A, B и C — буквами A, B и C обозначаются вращательные движения вокруг осей соответственно X, Y и Z.
5-и осевые станки дополнительно к трем осям X, Y, Z имеют две дополнительные оси вращения в зависимости от конфигурации станка.
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует:
- В вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z — в вертикальной плоскости. Двухопорный наклонно-поворотный стол, расположенный вдоль оси X обеспечивает поворотные оси A, C. Ось С — вращение стола, ось А — вращение опоры стола.
- В вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z — в вертикальной плоскости. Двухопорный наклонно-поворотный стол, расположенный вдоль оси Y обеспечивает поворотные оси B, C. Ось C — вращение стола, ось B — вращение опоры стола.
- В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Двухопорный круглый стол обеспечивает поворотные оси A, B. Ось В — вращение стола, ось А — вращение опоры стола.

- В станках с поворотной шпиндельной головкой наклонные подачи шпинделя обеспечивает головка. Такие станки могут использовать любую комбинацию поворотных осей AB, AC или BC
- В станках с различными коминациями поворотной шпиндельной головки и поворотного стола также используется любые комбинации поворотных осей AC или BC
Все конфигурации станков имеют свои преимущества. Например, станки с поворотным столом вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины с поворотным шпинделем могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
5-осевой станок на базе вертикального обрабатывающего центра
5-осевой станок на базе горизонтального обрабатывающего центра
5-осевой станок с поворотной шпиндельной головкой
Отличия пятиосевого фрезерного станка от станка с конфигурацией 3 + 2
Важно различать 5-осевую обработку и 3 + 2 — осевую обработку.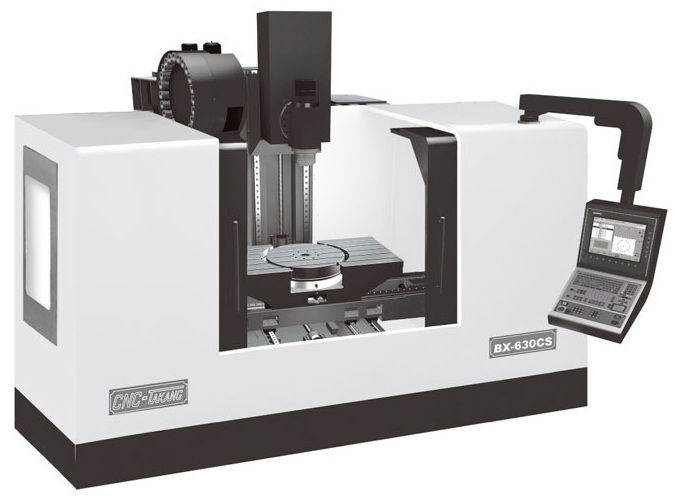
5-осевая машина осуществляет непрерывную одновременную обработку по всем пяти осям, чтобы фреза оставалась оптимально перпендикулярной к поверхности детали. Система ЧПУ выполняет 5-осевую программу обработки.
Конфигурация станка 3 + 2 также называемая 5-сторонней или позиционной 5-осевой обработкой – представляет собой выполнение 3-осевой программы с режущим инструментом, зафиксированным под углом, определяемым двумя осями вращения. Переориентация инструмента по осям вращения между проходами резания, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Результаты при использовании непрерывной или индексированной 5-осевой оси вполне сопоставимы.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
5-осевой станок компании Haas
2х-опорный наклонно-поворотный стол для 5-осевой обработки
5-осевой станок компании Mazak
Как получить наибольшую эффективность при 5- осевой обработке
Чтобы эффективно использовать возможности 5-осевого станка (который часто используют как 3-осевой станок) необходомо следующее:
- Требуется обучение и тренировка персонала, чтобы он в полном объеме представлял все возможности станка
- Требуется программное обеспечение, необходимое для создания программы обработки, которое бы использовало все возможности машины. Выбор правильного пакета CAD/CAM необходим для получения максимальной отдачи от станка. Программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы станок мог двигаться плавно, чтобы траектория движения была четкой, плавной, равномерной.
 Нужно избегать резких движений, которые могут вызвать повреждения заготовки. Чем сложнее обрабатываемая деталь тем выше класс программного обеспечения должен быть.
Нужно избегать резких движений, которые могут вызвать повреждения заготовки. Чем сложнее обрабатываемая деталь тем выше класс программного обеспечения должен быть. - Когда создается программа обработки с помощью 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и минимизацией риска столкновений. Существует программное обеспечение, которое выполняет моделирование работы станка. При условии, что ваше устройство смоделировано правильно, система уловит столкновение до того, как оно произойдет.
- Существенным ограничением 5-осевой обработки являются зажимные приспособления. Большая часть движений 5-осевой работы лежит вокруг зажимного механизма. Неподходящее зажимное приспособление может помешать обработке даже на самом совершенном станке.
Резюме
5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента.
Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра. Требуется учесть множество факторов прежде чем непосредственно начать обработку детали на станке.
CAD CAM системы
CAD (Computer-Aided Design) — программный пакет для автоматизированного проектирования (САПР), предназначенный для создания чертежей, конструкторской и/или технологической документации и/или 3D моделей. Современные системы автоматизированного проектирования (CAD) обычно используются совместно с системами CAM (Computer-aided design).
Первые системы были разработаны в 1970-х годах и умели чертить и создавать модели на плоскости. 40 лет спустя, усовершенствованные приложения могут даже создать полный пакет проектно-конструкторской документации.
CAM (Computer-aided manufacturing) — программный пакет для автоматизированного прописывания алгоритма действий станков с ЧПУ. CAM System помогают разрабатывать технологические этапы, быстро настраивают программы для станков с CNC, моделируют процессы обработки заготовок и многое другое.
CAM-системы выполняют задачи на основе трехмерного образца, который создается в CAD.
Российские производители 5- осевых станков
Ивановский завод тяжелого станкостроения, ИЗТС, г. Иваново
ИЗТС — Ивановский завод тяжелого станкостроения, основан в 1951 году. В 1976 году завод приступил к проектированию первого обрабатывающего центра ИР-500.
В настоящее время ИЗТС производит:
- ИС800-ГЛОБУС — Высокоскоростной 5-координатный обрабатывающий центр, который используется для обработки сверхсложных деталей типа лопаток, крыльчаток и других изделий для аэрокосмической и авиационной промышленности, а также для изготовления сложных пресс-форм на промышленных предприятиях, где требуется обрабатывать с высокой точностью изделий сложной формы, где применение 5-и осевых обрабатывающих центров дает максимальный эффект.
Станкостроительная группа СТАН, г. Москва
Станкостроительная группа СТАН, г. Москва
СТАН — Станкостроительная группа, г. Москва — частная компания основана в 2012 году.
Предприятия группы Стан производят 5- осевые обрабатывающие центры:
- СТЦ Ф250 (СNC) — Портальные фрезерные обрабатывающие центры
- СТЦ 40В (1000VBF) — Фрезерный обрабатывающий центр
- ФЦ-1, ФЦ-2, ФЦ-3 — Фрезерные обрабатывающие центры
- СТЦ 80 АТ (800VHT), СТЦ 160 АТ (2000VHT) — Фрезерные обрабатывающие центры
- СТЦ П63 (VMB 630), СТЦ П80 (VMB 800), СТЦ П125 (VMB 1250) — Вертикальные фрезерные обрабатывающие центры портальной конструкции
- СТЦ 63-90 А (650H5), СТЦ ГЛОБУС (Супер Центр ИС800-Глобус) — Горизонтальные фрезерные обрабатывающие центры
- СТЦ 50 (S500), СТЦ 50+ (S500U), СТЦ 50-55 (500VS) — Вертикальные фрезерные обрабатывающие центры
- СТЦ 25 (S250) Вертикальный фрезерный обрабатывающий центр
Проект «Станкостроение».
Станки марки F.O.R.T.
F.O.R.T. — торговая марка станков, производимых в рамках проекта Станкостроение
F.O.R.T. — торговая марка станков, производимых в рамках проекта Станкостроение.
Проект реализуют партнеры проекта «Станкостроение», которые производят 5- осевые обрабатывающие центры:
- Серия ТМС — ОЦ с подвижной колонной
- Серия ФБ — ОЦ с подвижной траверсой
- Серия ФС — ОЦ с поворотной шпиндельной головкой, которые позволяют выполнять обработку с одновременным движением по всем 5-и осям
- В20-5 — Наиболее бюджетный вариант 5-ти осевого обрабатывающего центра
- МС-5Х — Поворотный стол имеет двухопорное жесткое крепление
- МС-5Х600 — Станок имеет жесткую конструкцию поворотного стола, типа «люлька»
- МС-5Х1200 — Станок имеет жесткую конструкцию поворотного стола, типа «люлька
- MC-5X800 — Станок имеет жесткую конструкцию поворотного стола, типа «люлька»
- СМ-5XA — Возможность выбора как горизонтального, так и вертикального расположения поворотного стола
- СМ-5XС — Возможность выбора как горизонтального, так и вертикального расположения поворотного стола
- МС-1000 — Управление всеми 5 осями происходит одновременно
- МС-1600 — Управление всеми 5 осями происходит одновременно
Ульяновский станкостроительный завод, ООО (DMG MORI)
Ульяновский станкостроительный завод, ООО (DMG MORI)
Крупнейший в мире японско-немецкий станкостроительный концерн DMG MORI построил сборочный завод в Ульяновске. Завод был запущен (зарегистрирован) 04.06.2012
5-осевая фрезерная обработка:
- DMU 50 ecoline центр фрезерный вертикальный 5- осевой Ø 630 × 500
Ковровский электромеханический завод ФГУП, КЭМЗ
Ковровский электромеханический завод, КЭМЗ основан в 1898 году в г. Трёхгорный Владимирской обл.
- КВС КТ5 — Вертикальный фрезерный обрабатывающий центр 5-и координатный
- КВС ПТ5 — Вертикальный фрезерный обрабатывающий центр 5-и координатный
СтанкоМашСтрой, ООО
СтанкоМашСтрой, ООО г. Пенза
Станкостроительное предприятие, основанное в 2006 году. Адрес предприятия: 440028, г. Пенза, ул. Германа Титова, 9А. Вебсайт: http://16k20.ru
На предприятии производятся универсальные токарно-винторезные станки, токарные станки с ЧПУ и обрабатывающие центры, втом числе 5- осевые:
- V125 — 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола — Ø125 мм
- V210 — 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола — Ø210 мм
- V255 — 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола — Ø255 мм
- V320 — 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола — Ø320 мм
- V300 — 5 осевой фрезерный центр. Диаметр стола — Ø300 мм
Московский станкостроительный завод «ДМТГ РУС»
DMTG Московский станкостроительный завод «ДМТГ РУС» основан в 2017 году.
На предприятии налажена крупноузловая сборка фрезерных, сверлильных, токарных станков. Они позволяют делать детали для автомобильной, авиационной промышленности, военной промышленности, а также медицинское оборудование. Это новое поколение технологий в станкостроении.
- VDWA50 — Пятикоординатный центр. ЧПУ HEIDENHAIN iTNC 530
- VDWB50 — Пятикоординатный центр. ЧПУ HEIDENHAIN iTNC 530
СКБ Станкостроение, ООО
ООО СКБ «Станкостроение» было образовано в августе 2012 года. На сегодняшний день ООО СКБ «Станкостроение» — активно развивающаяся компания. Оно основано выходцами из известного своими историческими традициями Стерлитамакского станкостроительного завода имени Ленина. Руководители и специалисты ООО СКБ «Станкостроение» имеют серьезный багаж новых разработок, освоили лучшие компетенции мирового станкостроения и, создавая новую мобильную компанию, пошли по европейскому пути развития малого предприятия.
Выпускаемая продукция:
- S50H — Обрабатывающий центр
Краткая справка
Зарубежные производители 5- осевых станков
Пятиосевые станки производят десятки иностранных фирм. Возросшие вычислительные мощности ЧПУ позволяли осуществлять одновременную интерполяцию с перемещением по 3-м, 4-м и 5-и осям.
Признанные мировые лидеры в производстве 5- осевых обрабатывающих центров:
- Mazak — японская станкостроительная корпорация
- DMG Mori — немецко-японский станкостроительный концерн
- DMTG — китайская станкостроительная компания Dalian Machine Tool Group
А также японские компании Okuma Corporation, Makino, германские фирмы Chiron и Hermle, итальянская фирма Breton и др.
Читайте также: Производство обрабатывающих центров в России
5-осевой станок. Видеоролик.
Полезные ссылки по теме
Что такое 5-осевая обработка с ЧПУ и как она работает
За последние пару лет технология обработки с ЧПУ эволюционировала от простых станков к более сложным. 5-осевая обработка с ЧПУ — один из самых передовых процессов, доступных на сегодняшний день. Он реализует технологию субтрактивной обработки, чтобы обеспечить бесконечные возможности в создании деталей. В этом методе используются режущие инструменты, которые работают по пяти осям, чтобы нарезать заготовки желаемой формы и размера.
5-осевая обработка обеспечивает повышенную точность, эффективность и надежность. Увеличенное количество осей также дает 5-осевым фрезерным станкам более выдающиеся возможности, чем их аналоги. Кроме того, процесс позволяет полностью автоматизировать процесс и управлять им с помощью числового программного управления (ЧПУ). В результате многие надежные станочные цеха с ЧПУ полагаются на эту технологию в течение 9 лет.0005 прецизионная обработка с ЧПУ услуги.
В этой статье рассматриваются основы 5-осевой обработки с ЧПУ. Здесь мы объясним, что такое 5-осевая обработка и как работает этот процесс, разбивая по разным осям. Вы также узнаете о плюсах и минусах использования этого процесса обработки и его общих приложений. Предоставленная нами информация поможет вам максимально эффективно использовать 5-осевую технологию.
Что такое 5-осевой станок с ЧПУ ?
Эта процедура включает перемещение режущих инструментов по пяти осям одновременно. 5-осевые станки с ЧПУ предлагают три линейные оси, работающие одновременно с двумя осями вращения, для изготовления сложных деталей. Это обычно добавляет больше наклона рабочему столу или шпинделю инструмента, позволяя увеличить вращение и движение.
5-я ось позволяет станкам обрабатывать до 5 поверхностей за одну операцию. Это делает процесс высокоэффективным и точным. Это также делает его подходящим для создания сложных структур и функций с минимальными настройками. Поскольку несколько деталей требуют последовательной обработки 5 граней, этот процесс становится все более ценным для нескольких отраслей.
Чтобы лучше понять оси в 5-осевом фрезерном станке с ЧПУ, давайте объясним, что влечет за собой подсчет осей в Обработка с ЧПУ . Количество осей обработки — это количество направлений, в которых режущий инструмент (или сырье) может перемещаться для создания желаемого продукта. Например, обычные станки с ЧПУ имеют трехосевой счет. Следовательно, их режущие инструменты могут перемещаться только по осям X, Y и Z.
Режущий инструмент перемещается:
- Вбок по оси X;
- Вертикально по оси Y;
- Взад и вперед по оси Z.
5-осевые обрабатывающие центры расширяют функциональные возможности линейных осей за счет наклона (и вращения) рабочего стола. Есть две дополнительные оси вращения, называемые осью А и осью С. Ось A также называется осью наклона стола, а ось B — осью вращения стола. Включение этих осей позволяет обрабатывать более сложные геометрические формы, чем 2-осевые или 3-осевые станки с ЧПУ. В таблице ниже показано движение осей.
| Axes | Movement |
| X | Left to right |
| Y | Front to back |
| Z | Сверху вниз |
| A | Вращение вокруг оси X (наклон вперед и назад) |
| B | Вращение вокруг оси Y (наклон слева направо) |
Как работает 5-осевая обработка с ЧПУ ?
Как и другие станки с ЧПУ, 5-осевые фрезерные станки с ЧПУ полагаются на компьютерные инструкции. Запрограммированные инструкции станка управляют движением режущего инструмента и заготовки. Процесс 5-осевой обработки начинается с создания 3D-модели нужных компонентов в САПР.
После этого модель CAD экспортируется в программное обеспечение CAM, преобразуя ее в компьютерную программу ( G-код ). G-код содержит инструкции для станка с ЧПУ. Он содержит траектории инструмента, созданные в соответствии с геометрией желаемой детали. Инструкции управляют перемещением режущих инструментов вдоль линейных осей (X, Y и Z). Он также управляет направлением рабочего стола по осям вращения (A и B) для создания нужной детали.
Процесс позволяет обрабатывать 5 поверхностей заготовки за один установ. Таким образом, это экономит время и затраты на производство, помогая вам быстрее вывести свою продукцию на рынок. Но учтите, что скорость и направление движения зависят от типа и конфигурации 5-осевого станка.
Типы 5-осевой станок с ЧПУ Центры
5-осевые станки могут улучшить процесс обработки и улучшить масштабируемость. Эти обрабатывающие центры могут поставляться в различных типах для удовлетворения потребностей обрабатывающей промышленности.
Существует три основных типа 5-осевых станков с ЧПУ:
Головка/головка
Станки с головкой/головкой имеют оси вращения, расположенные в головке. Их 5-осевая вершина находится на платформе, которая перемещается через неподвижный рабочий стол, удерживая заготовку на месте. Таким образом, вам не нужно беспокоиться о том, что инструмент будет мешать головке шпинделя станка.
Таким образом, вершина имеет больше шансов перемещаться вокруг заготовки, что делает ее пригодной для изготовления больших и тяжелых деталей. Стол станка выдерживает большой вес без ущерба для точности вращения асов. Однако конструкция этих машин ограничивает их перемещения по осям вращения.
Головка/стол
Установка головки/стола имеет одну ось вращения в головке, а другую в поворотном столе. Ось их вращения имеет ограниченный диапазон и расположена в голове. С другой стороны, поворотный вал имеет более широкий (неограниченный) диапазон и расположен в столе.
Эта настройка выгодна, потому что она может постоянно вращать заготовку без каких-либо ограничений. Однако существует ограничение на количество деталей, которые он может производить. Это связано с тем, что заготовка опирается на ось вращения.
Стол/стол
В этой конфигурации оси вращения 5-осевых станков расположены внутри стола. Поэтому все вращения происходят на столе, а голова не двигается. Конструкция этих станков делает их пригодными для обработки поднутрений. Более того, поскольку головка не вращается, операторы могут легко увидеть, как будут происходить разрезы на этапе программирования.
Однако расположение станка менее подходит для обработки больших или тяжелых деталей. Это ограничение связано с неспособностью стола выдерживать слишком большой вес.
5-осевая обработка с ЧПУ Конфигурации | Стили операций
Как упоминалось ранее, движение осей 5-осевого производственного процесса зависит от инструкций программы ЧПУ. Существуют принципиально два стиля обработки станков с ЧПУ, которые работают с 5 осями:
Тип цапфы
Станок с цапфой работает с осью A, вращающейся вокруг оси X, и осью C, вращающейся вокруг оси Z. Движение стола указывает поворотные оси. То есть обе оси вращения находятся внутри стола, а головка остается неподвижной (стол/стол). 5-осевые станки с ЧПУ с цапфой подходят для:
- больших объемов работ
- удаления тяжелого металла без смещения головки из положения
- Улучшенные возможности подрезки
Поворотно-вращательный тип
Поворотно-вращательный 5-осевой станок с ЧПУ работает с осью В, вращающейся вокруг оси Y, в то время как ось С вращается вокруг оси Z. Это движение отличается от стиля Trunnion, потому что стол остается в горизонтальном положении на протяжении всего процесса резки. В результате он может поддерживать более тяжелые компоненты. Поворотно-вращательные станки подходят для:
- Обработки крупных деталей
- Использование более коротких режущих инструментов
Преимущества 5-осевая обработка с ЧПУ
Возможность перемещать режущий инструмент и заготовку до 5 сторон одновременно дает несколько преимуществ во многих отраслях промышленности. Это позволяет экономично и эффективно изготавливать сложные детали.
Вот основные преимущества этого производственного процесса:
Простые операции настройки
5-осевой станок с ЧПУ позволяет обрабатывать пять поверхностей одновременно. Для обычной 3-осевой обработки вам может понадобиться несколько установов для обработки деталей с несколькими гранями. Но 5-осевая технология завершает обработку контурных деталей и других деталей с множеством граней в единой конструкции. Это позволяет изготавливать компоненты сложной геометрии с меньшим количеством наладок.
Сложные формы станка (выноски GD&T)
Дополнительное вращение в этом процессе обработки помогает создавать более сложные конструкции и геометрию. Станок позволяет выполнять бесшовную обработку дуг и углов, что раньше было возможно только с помощью нескольких специальных приспособлений. Процесс 5-осевого фрезерования позволяет вращать детали за одну операцию для достижения желаемой геометрии, устраняя необходимость в сложных приспособлениях.
Кроме того, этот метод отлично сочетается с вызовами GD&T для создания опорных элементов за одну операцию. 5-осевое фрезерование также подходит для Обработка с ЧПУ требующие допусков на профиль поверхности на сложных контурных поверхностях.
Высокая точность и воспроизводимость
Дополнительные настройки, связанные с ручной обработкой по сравнению с обработкой на станке с ЧПУ , приводят к тому, что операторы теряют точность выравнивания во время изготовления. Однако минимальные настройки, необходимые для 5-осевого фрезерования с ЧПУ, снижают вероятность ошибок и повышают точность, необходимую для достижения превосходного качества.
Доступные сегодня различные типы 5-осевых станков избавляют от необходимости изменять положение заготовок под разными углами во время обработки. Таким образом, вы можете быть уверены в улучшенных допусках обработки. Более того, некоторые конфигурации станков позволяют использовать более короткие режущие инструменты. Это увеличивает срок службы инструментов и обеспечивает повторяемость.
Высокая скорость резания
5-осевая обработка обеспечивает касание режущих инструментов к режущим поверхностям. Такое расположение позволяет удалять больше материала при каждом вращении инструмента. Таким образом, сокращается время цикла и общие затраты на обработку.
Гладкая поверхность
Дополнительные оси в этой технике обеспечивают правильную ориентацию заготовок, приближая их к режущему инструменту. В результате вы можете использовать более короткие режущие инструменты для создания желаемых форм. Эти более короткие инструменты могут резать на очень высоких скоростях практически без вибрации.
Меньшая вибрация еще больше снижает вероятность появления следов вибрации на готовом изделии. Процесс вертикальной обработки также улучшает использование шпинделя для обработки угловых поверхностей. Таким образом, вы можете добиться более качественной обработки поверхности с помощью этой техники и сократить затраты и время, связанные с постобработкой.
Экономия времени цикла и денег
5-осевые детали часто обрабатываются за одну операцию из-за преимущества высокой скорости процесса. Единая настройка помогает сэкономить время и деньги. Более того, использование более коротких режущих инструментов с более длительным сроком службы устраняет необходимость в постоянной замене инструмента, что экономит деньги и время.
Кроме того, процесс 5-осевого фрезерования можно автоматизировать, что снижает потребность в человеческих операциях и рабочей силе. Это снижает трудозатраты, связанные с процессом. Таким образом, 5-осевая обработка с ЧПУ — это экономически эффективное решение, которое ускоряет вывод вашей продукции на рынок.
Недостатки 5-осевая обработка с ЧПУ
Несмотря на многие преимущества 5-осевой технологии с ЧПУ, ее использование не совсем подходит для некоторых приложений.
Некоторые из неудач этого процесса включают следующее:
Высокие первоначальные затраты
Стоимость приобретения 5-осевого станка с ЧПУ и его основного программного обеспечения высока. Это намного выше, чем требуется для 3-осевых обрабатывающих центров. Точно так же требования к техническому обслуживанию машины также довольно сложны, чем у обычных станков. Этот аспект также напрямую увеличивает затраты на обработку 5-осевых деталей.
Сложное программирование
Два дополнительных вращательных движения и пространственная траектория их движения абстрактны и сложны. Например, для обработки поверхности произвольной формы вам потребуется:
- Пройти несколько преобразований координат;
- Пройти сложные пространственные геометрические операции;
- Учитывайте координацию движения каждой оси.
Все это необходимо, чтобы избежать столкновений и интерференции и обеспечить правильное интерполяционное движение. Следовательно, получение желаемой точности обработки, аккуратности и качества поверхности сопряжено с большей сложностью программирования.
Более высокие требования к операторам
5-осевое фрезерование с ЧПУ — это передовая технология, включающая расширенное программирование, настройку станка и операции. Поэтому процесс требует высококвалифицированных технических операторов. Часто это приводит к увеличению затрат на рабочую силу.
Получите максимум от 5-осевая обработка с ЧПУ
Недостаточное использование возможностей 5-осевой обработки является обычным явлением. Некоторые операторы не понимают всех возможностей машины. У других может не быть знаний в области программирования для передовых операций.
Следующие советы помогут вам воспользоваться преимуществами этого производственного процесса:
Выберите правильные элементы управления и программное обеспечение
Прежде чем принять решение об использовании 5-осевой технологии, постарайтесь получить достаточно информации. Анализировать данные от заказчика, проверяя их на точность и правильность. Внимательно посмотрите на компонент и проверьте, есть ли необходимость в предварительном тестировании.
Программное обеспечение для моделирования будет полезно для проверки процесса перед переводом CAD-дизайн в модель CAM. Программное обеспечение поможет отслеживать длину инструмента, его интерференцию и размер детали. Необходимо инвестировать в программы и программное обеспечение, дополняющие возможности 5-осевого станка. Кроме того, было бы лучше провести анализ затрат, чтобы убедиться, что вы используете наиболее рентабельный процесс для работы.
Избегайте столкновений
Создание 5-осевых траекторий инструмента часто требует компромисса между высокой скоростью резания и снижением риска поломки. Столкновения могут привести к дефектным компонентам, повреждению машины или поломке деталей.
К счастью, с помощью определенных программных средств это можно устранить. Программное обеспечение будет смотреть вперед, чтобы проверить каждое движение инструмента, чтобы увидеть, не столкнется ли он с чем-нибудь. Пока схема обработки с ЧПУ смоделирована правильно, программное обеспечение увидит столкновение до того, как оно произойдет.
Выберите систему обнаружения инструмента
5-осевая обработка с ЧПУ обеспечивает высокую производительность, но также может увеличить риск ошибок. Это может быть в форме использования неправильного инструмента или сломанного режущего инструмента. Использование системы обнаружения инструментов может свести к минимуму такие ошибки. Эта система поможет проанализировать инструмент, который вы хотите использовать, гарантируя, что вы сделаете правильный выбор.
Запуск кинетики
Запуск кинетики позволит достичь специфики каждой функции с повышенной точностью. Это поможет вам понять правильное расположение режущих инструментов относительно точек поворота осей.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Общие области применения 5-осевая обработка с ЧПУ
Этот производственный процесс подходит для применения в нескольких отраслях промышленности, требующих высокой точности, сложных форм и жестких допусков.
Типичные области применения:
Аэрокосмические компоненты
Аэрокосмическая промышленность требует компонентов органической формы с очерченными краями и сложными формами. Детали аэрокосмической отрасли уникальны и имеют сложную геометрическую форму, поэтому 5-осевая обработка является идеальной технологией. Этот процесс обеспечивает высокий уровень детализации и снижает потребность в повторной фиксации режущей головки. Таким образом, детали для аэрокосмических приложений остаются максимально точными, отвечающими отраслевым стандартам.
Медицинское оборудование
Качество и точность не подлежат обсуждению, когда речь идет о производстве медицинского оборудования. Высокоточные возможности 5-осевого производственного процесса помогают в производстве имплантатов, устройств и другого оборудования, отвечающего строгим требованиям здравоохранения. Большинство компонентов маленькие и сложные. Другие представляют собой сложное электрическое сканирующее и контрольное оборудование. 5-осевая технология предлагает эффективные и экономичные способы производства этих компонентов.
Производство энергии
Энергетическая отрасль часто требует сложных и передовых компонентов, включая солнечные энергетические системы и электростанции. Быстрое появление 5-осевой обработки обеспечивает прецизионную обработку с ЧПУ деталей и специальных деталей для энергетического оборудования. Эти детали изготовлены таким образом, чтобы быть прочными и обеспечивать устойчивость рабочих мест.
Почему стоит выбрать 5-осевая обработка с ЧПУ По сравнению с другими методами
Выбор между 5-осевыми обрабатывающими центрами и другими технологиями может быть довольно сложным. Есть много факторов, которые следует учитывать, чтобы убедиться, что вы сделаете лучший выбор. Вот сравнение между этой технологией и другими методами.
5-осевая обработка с ЧПУ по сравнению с 3+2-осевой обработкой с ЧПУ
Многие люди склонны путать эти два метода. 5-осевая обработка с ЧПУ, также известная как непрерывная 5-осевая обработка, включает в себя непрерывное вращение режущих инструментов по пяти осям. Напротив, 3+2-осевая обработка выполняет 3-осевую программу. Во время этого процесса режущий инструмент фиксируется под углом. Две оси вращения определяют этот угол.
Основным преимуществом 5-осевой обработки с ЧПУ по сравнению с 3+2-осевой является скорость. Последнее включает постоянную остановку и запуск станка между каждой ориентацией инструмента. Однако первый завершает резку за одну операцию. Кроме того, 5-осевая обработка больше подходит для сложных поверхностей, тогда как 3+2-осевая обработка с ЧПУ подходит в основном для обработки плоскостей.
Поскольку для 5-осевых станков требуется меньше зажимов и нет специального приспособления, стоимость обработки ниже, чем для 3+2-осевых аналогов. Однако следует отметить, что программирование, связанное с 5-осевой технологией, намного сложнее, чем с 3+2-осевой обработкой.
5-осевая обработка с ЧПУ по сравнению с 3D-печатью
5-осевая 3D-печать
В отличие от 5-осевой обработки с ЧПУ, 3D-печать представляет собой процесс аддитивного производства, который включает создание компонентов по одному слою за раз. Хотя эти технологии различаются по принципу работы, в их применении больше общего. Оба они обеспечивают высокую точность, быстроту обработки, повышенную повторяемость и отличное качество поверхности.
3D-печать не требует специального приспособления или оснастка. В результате первоначальная стоимость установки также минимальна. Однако 5-осевые станки с ЧПУ обеспечивают лучшую точность размеров, чем 3D-печать. Они могут точно обрабатывать маленькие и очень большие детали. Получение чрезвычайно жестких допусков с помощью 3D-печати потребует дополнительных операций постобработки.
Работа с RapidDirect для 5-осевая обработка с ЧПУ
После объяснения 5-осевой обработки вы теперь всесторонне понимаете 5-осевую обработку с ЧПУ. Пришло время взять на себя ответственность за свой производственный опыт. 5-осевые станки с ЧПУ упрощают производственные процессы, обеспечивают более быстрое и экономичное производство, а также повышают точность и аккуратность. Однако они подходят не для всех дизайнов. Например, 3- или 4-осевые станки с ЧПУ могут быть более подходящими и экономичными для точных вырезов, отверстий и полостей.
Поэтому перед началом проекта важно связаться со специалистом по обработке с ЧПУ. RapidDirect является ведущим поставщиком услуг по обработке станков с ЧПУ по всему миру. У нас есть несколько 5-осевых станков с ЧПУ, в том числе Hermle C650, C400, C250, C42 и C22. Наши сильные 5-осевые услуги по обработке с ЧПУ могут производить высокоточные детали с ЧПУ с высоким качеством, короткими сроками выполнения и конкурентоспособными ценами.
Наши высококвалифицированные специалисты также предлагают техническую поддержку, чтобы помочь вам сделать выбор между нашими технологиями обработки и материалами промышленного класса. Свяжитесь с нами сегодня, чтобы мы могли обсудить ваш проект. Загрузите файл проекта на нашу платформу мгновенных котировок, чтобы мгновенно получить интерактивное предложение с бесплатным DFM-анализом.
5-осевые вертикальные обрабатывающие центры | Makino
5-осевые вертикальные обрабатывающие центры | Макино
Перейти к основному содержанию
Горизонтальная обработка
Вертикальная обработка
ЭДМ
Шлифование
Центры обработки графита
Горизонтальная обработка, 4 оси
Горизонтальная обработка 5-осевой
Вертикальная обработка по 3 осям
Вертикальная обработка, 5 осей
Электроэрозионное сверление отверстий
Грузило EDM
Проволочный электроэрозионный станок
Повышение скорости и точности с 5-осевой вертикальной обработкой. Скорость поворотных осей Makino сокращает время цикла, а наша динамическая точность обеспечивает более высокое качество обработки поверхности.
Более жесткие допуски, более качественные детали
Переход на 5-осевую обработку позволяет использовать более короткие инструменты, оптимизирует контакт между инструментом и деталью, обеспечивая идеальные условия резания, повышает жесткость и жесткость, обеспечивает меньшее биение и улучшает качество поверхности. Переход на 5-осевой вертикальный обрабатывающий центр Makino может повысить производительность, сократить время цикла, снизить затраты и даже устранить необходимость ручной чистовой обработки.
Наш высокоскоростной шпиндель, передовые технологии перемещения и управления обеспечивают непревзойденную скорость, высокую подачу и высочайшую точность для самых сложных операций. Кроме того, наше передовое управление движением и запатентованный Super Geometric Intelligence 5 (SGI 5) позволяют сократить время цикла на 20–60 %, повышая точность и качество поверхности.
5-осевые фрезерные станки с ЧПУ Makino постоянно превосходят отраслевые стандарты. Несмотря на то, что они поддерживают цель в 50% заявленных спецификаций, на практике они регулярно достигают от 25% до 35% допусков, предписанных промышленностью. Жесткие допуски, лучшие детали.
Серия D
D2
D2 — это большой семиосевой станок, разработанный специально для высокоскоростной получистовой и чистовой обработки крупных компонентов штампов и пресс-форм с ходом 86,61 дюйма по оси X, 90,56 дюйма по оси Y и 43,3 дюйма по оси Z. A 15 000 об/мин, HSK-A100 включает оси наклона (A) и вращения (B) для оптимального позиционирования…
Метрическая система
Английский
Pallet:
1,000 mm x 1,000 mm & 1,250 mm x 1,000 mm
39.6″ x 39.6″ & 49.2″ x 39. 6″
Table:
1,600 mm x 1,200 mm
63″ x 47.24″
X:
2 200 мм
86,61 «
Y:
2 300 мм
90,56″
Z:
1,100 мм
43,3 «
. мин.
Максимальная заготовка:
2100 мм ø x 1700 мм
82,67″ ø x 66,92″
D200Z
5-осевой вертикальный обрабатывающий центр D200Z сочетает в себе экстремальные скорости для сокращения времени производства, а также точность для более жестких допусков, безупречное смешивание и согласование в заготовках сложной трехмерной формы. Благодаря своим маленьким сверхскоростным осям станок D200Z идеально подходит для изготовления небольших штампов/форм, медицинских деталей и…
Метрика
English
Table:
300 mm diameter
11. 81″ diameter
X:
350 mm
13.7″
Y:
300 mm
11.8″
Z:
250 mm
9.8
Ускоренный ход:
60 м/мин
2362 дюймов в минуту
Д300
Построенный на основе традиционной конструкции наклонного/поворотного стола с приводом от двигателя DD, станок D300 обеспечивает скорость и точность для работы с широким спектром 5-осевых заготовок и материалов. D300 является универсальным устройством для изготовления штампов и пресс-форм, медицинского и оптического оборудования.
Метрическая система
Английский
Стол:
Диаметр 300 мм
Диаметр 11,8″
X:
300 мм
11,8 «
Y:
500 мм
19,7″
Z:
350 мм
13,8 «
Rapid Travers:
60000 мм/мин
2002 в/мин 2
0000 мм/мин
9000 2,362 дюйма/мин 2 9000 26000 мм/мин 9000 2
262 в/мин 2
60000 мм/мин
262 в/мин 2
60000 мм/мин. Максимальная заготовка:
Диаметр 450 x 240 мм (условно)
Диаметр 17,7 дюйма x высота 10,6 дюйма (условно)
DA300
Вдохновленный лучшими конструктивными особенностями как вертикальных, так и горизонтальных станочных платформ, вертикальный обрабатывающий центр Makino DA300 обеспечивает высочайшее качество многоосевых заготовок при минимальной занимаемой площади.
Метрическая система
English
Table:
300 mm x 340 mm
11.81″ x 13.38″
X:
450 mm
17.7″
Y:
620 mm
25.6″
Z:
500 мм
19,7″
Ускоренный ход:
60 000 мм/мин
2 362 дюймов/мин
Максимальное количество обрабатываемой детали:
Диаметр 450 мм x 400 мм (условно)
Диаметр 17,7″ x 10,6″ (условно)
Пакет автоматизации DA300
Добейтесь максимальной прибыльности благодаря встроенной автоматизации этого пятикоординатного вертикального обрабатывающего центра. Сократите время цикла и повысьте производительность с помощью системы из 40 паллет, уникальной многоугольной конической паллеты, встроенного магазина инструментов большой емкости и удобной для оператора системы управления паллетами.
Метрика
English
Table:
Polygon taper work pallet
Polygon taper work pallet
X:
450 mm
17.7″
Y:
620 mm
25.6″
Z:
500 mm
19,7″
Ускоренный ход:
60 000 мм/мин
2 362 дюймов/мин
Максимальное количество обрабатываемых деталей:
Отдельный 360 мм в диаметре, 300 мм в высоту (верхний ряд, 08 позиций), 32 позиции в верхнем ряду, 08 позиций, 32 позиции , все остальные строки)
14,2 дюйма в диаметре, 11,2 дюйма в высоту (верхний ряд, восемь позиций), 11,8 дюйма в высоту (32 позиции, все остальные ряды)
D500
Этот среднеразмерный 5-осевой вертикальный обрабатывающий центр серии D популярен в аэрокосмической отрасли и на рынках штампов и пресс-форм. Модель D500 оснащена осями наклона и вращения с приводом от DD-двигателя и обеспечивает скорость и точность для работы с широким спектром 5-осевых заготовок и материалов.
Метрическая система
English
Pallet:
400 x 400 mm
15.7″ x 15.7″
Table:
500 mm diameter
19.6″ diameter,
X:
550 mm
21.6″
Y:
1000 мм
39,4″
Z:
500 мм
19,7″
Ускоренный ход:
48000 мм/мин и Z0 м/мин (X) 50,000003
1890 дюймов/мин (X) 1970 дюймов/мин (Y и Z)
Максимальная заготовка:
650 мм x 500 мм высота (условно)
25,6″ диаметр x 19,6″ высота (условно)
D800Z (конус 40)
D800Z — самая крупная из серии D. Благодаря уникальной конструкции с усеченным шарниром станок обеспечивает высокую точность, отличное качество поверхности и быстрое время обработки. прецизионная 5-осевая обработка крупных деталей для штампов/пресс-форм и аэрокосмической…
Метрическая система
English
Table:
800 mm ø
31.5″ ø
X:
1,200 mm
47.24″
Y:
1,100 mm
43.30″
Z:
650 mm
25.59 »
Ускоренный подвод:
36 000 мм/мин
1 417 дюймов/мин
Максимальная заготовка:
1 000 мм ø x 500 мм (с ограничениями)
39,4″ ø x 21,65″ (с ограничениями)
Конус шпинделя:
CAT40 (опция HSK-A63)
CAT40 (опция HSK-A63)
D800Z (конус 50)
5-осевой вертикальный обрабатывающий центр D800Z может быть оснащен шпинделем HSK-A100 со скоростью вращения 12 000 об/мин или HSK-A100 со скоростью вращения 18 000 об/мин. высокопроизводительные штампы / пресс-формы.
Метрическая система
English
Table:
800 mm ø
31.5″ ø
X:
1,200 mm
47.24″
Y:
1,100 mm
43.30″
Z:
650 mm
25.59 »
Ускоренный подвод:
36 000 мм/мин
1 417 дюймов/мин
Максимальная заготовка:
1 000 мм ø x 550 мм (с ограничениями)
39,4″ ø x 21,65″ (с ограничениями)
Конус шпинделя:
CAT50 (HSK-A100)
CAT50 (HSK-A100)
F-серия
F5-5XR
Вертикальный обрабатывающий центр F5-5XR сочетает в себе скорость, точность и гибкость, необходимые для 5-осевой фрезерной обработки с жесткими допусками. Основанный на F5, F5-5XR представляет собой доступное 5-осевое решение для сложных штампов/пресс-форм, аэрокосмических и медицинских деталей.
Метрическая система
Английский
Таблица:
1000 x 500 мм
39,4 «x 19,7»
x:
900 мм
35,4 «
Y:
500 мм
19,7″
Z:
4502 4502 4502 4502 4502 4503 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502
19,7 »
17,7″
Ускоренный ход:
20 000 мм/мин
787 дюймов/мин
Максимальное количество обрабатываемых деталей:
Диаметр 200 мм x высота 8,66 мм (условно)
7,87″ x 19,7″ x 17,7″
Серия V
V33i-5XB
Оснащенный наклонно-цапфовым столом диаметром 7,87 дюйма с точностью до угловой секунды, станок V33i-5XB представляет собой полное 5-осевое фрезерное решение для производителей штампов и пресс-форм, медицинских и оптических систем, детали с высокой чистотой поверхности.
Метрическая система
Английский
Таблица:
Диаметр 200 мм
7,8 «Ø
x:
650 мм
25,6″
Y:
325 мм
12,7 «
Z:
350 ММ
»
Z:
3502 350 ММ
«
3503
»
«
Z:
3503
»
.
Ускоренный ход:
20 000 мм/мин
787 дюймов/мин
Максимальная заготовка:
250 мм ø x 135 мм (условно)
2 0,8 90 90 (0,8 90 90)
V33i-5XB Graphite
Вертикальный обрабатывающий центр V33i-5XB Graphite предназначен для обработки штампов и пресс-форм.
Он оснащен специально разработанным наклонно-цапфовым столом с совмещенными осями B и C, чтобы обеспечить мастерские по производству штампов и пресс-форм полным 5-осевым одновременным фрезерованием сложных трехмерных форм.
Метрическая система
Английский
Стол:
Диаметр 200 мм
7,8″ø
X:
650 мм
25,6 «
Y:
325 мм
12,7″
Z:
350 мм
13,7 «
дюйм/мин
Максимальная заготовка:
Диаметр 250 мм x высота 135 мм (условно)
9,8″ø x 5,31″ (условно)
V80S
Меньший из станков серии VS (5-осевой), V80S может обрабатывать заготовки до 59 мм.” X, 47,24” Y и 21,65” Z и до 5 512 фунтов. Оснащенный шпинделем HSK-A63 со скоростью вращения 20 000 об/мин, станок предназначен для высокоскоростной получистовой и чистовой обработки крупных штампов и пресс-форм.
Метрическая система
Английский
Таблица:
1 300 мм x 1000 мм
51,81 «x 39,37»
x:
1,300 мм
51,2 «
Y:
1000 мм
9000. 2″0002 39,3 «
Z:
600 мм
23,6″
Rapid Traverse:
58 000 мм/мин
2,283 дюйма/мин
Максимальный проработ » х 47,42″ х 21,65″
V90S
Средний размер станков серии VS (5-осевой), V90S может обрабатывать заготовки размером до 86,61 дюйма по оси X, 59,05 дюйма по оси Y и 27,55 дюйма по оси Z и весом до 11 023 фунтов. Оснащенный шпинделем HSK-A63 со скоростью вращения 20 000 об/мин, станок предназначен для высокоскоростной получистовой и чистовой обработки крупногабаритных штампов…
Метрическая система
English
Table:
2,000 mm x 1,300 mm
78.73″ x 51.18″
X:
2,000 mm
78.7″
Y:
1,300 mm
51.2″
Z:
800 мм
31,5″
Ускоренный ход:
58 000 мм/мин
2 283 дюйма/мин
Максимальное количество обрабатываемой детали:
2 200 мм x 1 500 мм x
86,61″ x 59,05″ x 27,55″
V100S
Самый большой из станков серии VS (5-осевой), V100S может обрабатывать заготовки размерами до 78,74” x 98,42” Y x 41,33” Z и весом до 33 069 фунтов. Оснащенный шпинделем HSK-A63 со скоростью вращения 20 000 об/мин, станок предназначен для высокоскоростной получистовой и чистовой обработки крупных деталей штампов и пресс-форм.
Метрическая система
Английский
Table:
2,000 mm x 2,500 mm
78.73″ x 98.42″
X:
2,000 mm
78.7″
Y:
2,500 mm
98.42″
Z:
800 mm
31,5 дюйма
Ускоренный ход:
58 000 мм/мин (оси X и Z), 25 000 мм/мин (ось Y)
2 283 дюймов/мин (оси X и Z), 984 дюймов/мин (Y -Axis)
Максимальная заготовка:
2000 мм x 2500 мм x 1050 мм (с ограничением)
78,74 x 98,42 x 41,33 дюйма (с ограничением)
Избранный контент
Makino.Артикул
Производство с защитой от пандемии
Влияние COVID было широко распространено и ощущалось во всех аспектах производства. Многим компаниям пришлось значительно сократить персонал либо из-за карантина, либо из-за снижения рабочего потока. Сосредоточившись на безопасности персонала, ограничив количество сотрудников в офисе и в цехе, многие…
Новости
Makino представляет U6 H.E.A.T. Extreme Wire EDM с использованием первой в своем роде технологии проволоки с покрытием диаметром 0,016 дюйма
Новый станок удваивает скорость черновой обработки без увеличения производственных затрат
Чтобы быть конкурентоспособными на рынке, производители должны постоянно выявлять возможности для повышения эффективности и увеличения производительности, сохраняя при этом высочайший уровень качества. Makino, лидер отрасли в области низких…
Компетентность Makino
Получите максимальную отдачу от рабочей зоны вашего горизонтального обрабатывающего центра
Не существует волшебной формулы для определения оптимального количества деталей, которые можно разместить на вашем приспособлении, хотя применяются несколько общих правил.
Всего комментариев: 0