Аппарат для ручной лазерной сварки и резки LASER WELD 1000
ПРЕИМУЩЕСТВЕННЫЕ ОТЛИЧИЯ СВАРКИ АППАРАТАМИ LASER WELD ОТ MIG/MAG И TIG СВАРКИ
Сварочный процесс
Дуговые способы сварки MIG/MAG, TIG
LASER WELD
Скорость сварки: чем быстрее скорость сварки, тем быстрее будет выполнена задача
Средняя
Высокая (до 4-х раз, в зависимости от толщины металла, способа и режима сварки)
Качество сварного шва: чем лучше сварной шов, тем меньше необходимо времени на последующую обработку
В зависимости от квалификации персонала
Сварные швы наивысшего качества при минимальной квалификации персонала
Зона термического влияния: чем меньше зона, тем лучше сохраняются прочностные характеристики готового изделия
Большая (в зависимости от режимов сварки)
Практически отсутствует
Выбор ширины сварного шва: позволяет получить необходимую глубину проплавления при повышенных требованиям к визуальной красоте сварного шва
Не применяется
Выбор ширины сварного шва – от 0. 2 до 5 мм.
Коробление и деформации после сварки: чем меньше эти факторы, тем меньше необходимо времени на правку или придание необходимой геометрии сварной конструкции
Большие (в зависимости от режимов сварки)
Практически отсутствуют
Вид свариваемых материалов: алюминий, углеродистая, нержавеющая и оцинкованные стали, медь.
Требует наличия разного оборудования
Один аппарат
Количество настраиваемых параметров сварки: чем меньше, тем проще работать с оборудованием
Большое (в зависимости от функционала оборудования)
Минимальное
Скорость обучения работы на оборудовании: чем меньше, тем быстрее можно приступить к выполнению поставленной задачи
Длительное
Достаточно одной демонстрации работы оборудования
Простота работы на оборудовании: чем проще, тем больше можно привлекать персонал без специальной подготовки
Требуются большие знания сварочного процесса, влияние параметров сварки и настроек аппарата
Не требуются знания сварочного процесса
Вредные испарения в процессе сварки: чем меньше, тем безопасней и дешевле производство готовых изделий
Большие (требует применение вытяжки или специальных СИЗОД*)
Минимальные, требует применения специальных очков, которые идут в комплекте поставки
Расходные части: чем меньше частей, тем дешевле производство готовых изделий
Большое количество в зависимости от конструкции горелки. Для MIG: сопла, токопроводящие наконечники, направляющие каналы и т.д. Для TIG: сопла, вольфрамовые электроды, заглушки, цанги и т.д.
Минимальное количество: сопло и фокусирующая линза
Дополнительные материалы или оборудование: чем меньше частей, тем дешевле производство готовых изделий
Для MIG: сварочная химия (сварочные пасты, спреи, аэрозоли и т.п.). Для TIG: машинки для заточки вольфрамовых электродов
Не требует дополнительного оборудования. Всё необходимое поставляется в комплекте
ПРЕИМУЩЕСТВЕННЫЕ ОТЛИЧИЯ ЛАЗЕРНОЙ РЕЗКИ ОТ ВОЗДУШНО-ПЛАЗМЕННЫХ СПОСОБОВ
Процесс реза
Воздушно-плазменная резка CUT
LASER WELD
Скорость реза: чем быстрее скорость реза, тем быстрее будет выполнена задача
Средняя
Высокая
Качество реза: чем лучше рез, тем меньше необходимо времени на последующую обработку
Среднее (требует последующей обработки)
Высокое
Зона термического влияния: чем меньше зона, тем лучше сохраняются прочностные характеристики готового изделия
Большая (в зависимости от режимов реза)
Минимальная
Коробление и деформации после резки: чем меньше эти факторы, тем меньше необходимо времени на правку
Средние (в зависимости от режимов реза)
Практически отсутствуют
Ширина реза: чем уже рез, тем больше экономия на материале
Большая (в зависимости от режимов реза и диаметра сопла), нерегулируемая
Регулируемая: 0. 2 – 0.6 мм
Дополнительное оборудование: чем меньше оборудования, тем дешевле производство готовых изделий.
Компрессор, выбирается от мощности аппарата.
Не требует дополнительного оборудования. Всё необходимое поставляется в комплекте
Расходные части: чем меньше частей, тем дешевле производство готовых изделий
Большое количество в зависимости от конструкции плазмотрона (сопла, катоды, защитные насадки и т.д)
Минимальное: сопло и фокусирующая линза поставляются в комплекте
Мы видим, что использование аппаратов для лазерной сварки и резки экономически выгодней, не требует использования дополнительного оборудования, постоянной замены расходных материалов и высокой квалификации персонала. При этом качество сварного изделия неизменно высокое.
Лазерная сварка
АППАРАТЫ ЛАЗЕРНОЙ СВАРКИ
Современный подход к металлообработке. Отсутствие гари, грязи и долгого обучения сварщика.
О СВАРКЕ
КОНТАКТЫ
Дополнительное оборудование
Лазерные технологии очень быстро развиваются и применяются во многих производственных процессах. Ручная сварка относительно новое направление в сварке, но уже сейчас виден ряд очевидных преимуществ. Лазерный аппарат позволит варить листы металла различной толщины, при этом обеспечивать высокую скорость работы, ровный и прочный шов. Ручной лазерный аппарат уже готов, а Вы?
Инновационные системы на благо Вашего производства
Сравнение популярных способов сварки
Деформация металла
Сильная деформация
Незначительная деформация
Прочность сварного соединения
Стандартная
Усиленная прочность. Механические свойства соответствуют свойствам основного металла
Обработка сварного шва
Требуется обязательно
Не требуется
Материал
Черная сталь, нержавейка, алюминий
Черная сталь, нержавейка, алюминий
Расходные материалы
Много
Мало
Сложность эксплуатации
Требуется обучение специалиста
Обучение занимает 30 минут
Безопасность
Загрязнение окружающей среды
Стабильность сварного шва
Изменение ширины пятна
Эстетика качества сварного шва
Виды сварных швов
Угловые швы
Может соединить пластины толщиной от 0,5 мм
Стыковые швы
Прочность соединения определяется свойствами металла
Тавровые швы
Никакой последующей обработки шва
Кольцевые швы
Возможность варить без остановки 360 градусов
Высокая скорость
В зависимости от мощности источника и толщины металла скорость сварки достигает до 15 мм/мин. Помимо ручного аппарата возможны автоматические установки.
Качественный результат
Сварка лазером обеспечивает ровный и прочный шов, сохраняя свойства металла.
Низкая себестоимость
Лазерная сварка не требует последующей обработки шва, что существенно экономит время. Такой метод сварки в 2-10 раз быстрее, чем традиционный.
Простота в использовании
Обучение оператора работе на лазерном аппарате занимает около 30 минут.
Оставьте заявку и вместе с менеджером определитесь, модель с какой мощностью Вам походит. Наш сотрудник вышлет необходимые материалы, и может выехать на Ваш объект для презентации.
Выбор оборудования
Заключение договора
Вы заключаете договор поставки с нашей компанией, вносите авансовый платеж для подтверждения заказа. После этого оборудование либо изготавливается на заводе, либо отгружается со склада в России.
Доставка и ПНР
Ваш сварочный аппарат в пути. Все поставки застрахованы, поэтому Вы можете не волноваться за целостность оборудования. После его получения, наш технический специалист выезжает к Вам для пуско-наладочных работ и обучения
«Инновационные системы» ООО 443080, Самара, Россия Революционная 70П Phone: +7 (937) 989-193-8 Email: [email protected]
Для демонстрации оборудования проси вас оставлять заявку на сайте или связаться с нашими менеджерами по удобному вам каналу связи.
Made on
Tilda
Производитель промышленных лазерных систем | IPG Laser Systems
Посмотреть всю лазерную продукцию IPG Photonics — ПОСЕТИТЬ КОРПОРАТИВНЫЙ ВЕБ-САЙТ✕
Мировой лидер в области волоконных лазеров
IPG Photonics является изобретателем и ведущим мировым производителем мощных волоконных лазеров, которые обеспечивают более высокую точность , более высокую скорость обработки, более гибкие методы производства и повышенную производительность.
IPG имеет богатую историю инноваций, включая новаторские технологические прорывы, которые помогли трансформировать способы обработки материалов, телекоммуникаций и медицинских приложений, внедряемых сегодня ведущими мировыми организациями.
Имея клиентов по всему миру, IPG насчитывает более 6000 сотрудников и имеет офисы, расположенные по всей Америке, Азии и Европе. Штаб-квартира IPG Photonics находится в Оксфорде, штат Массачусетс (США).
СМОТРЕТЬ: Введение в IPG Photonics
Штаб-квартира IPG Photonics в Оксфорде, Массачусетс
IPG Photonics Карьера
IPG Photonics набирает сотрудников по всему миру. От инженеров до финансов, от производственных мощностей до ученых, в IPG работают самые умные и талантливые люди в своей области!
Проверить вакансии в вашем районе:
США и Канада
Европа
Узнать больше
IPG в новостях
Будьте в курсе того, что происходит с мировым лидером в области волоконных лазеров. Следите за новостными статьями, пресс-релизами, наградами, а также анонсами продуктов.
Просмотреть все новости
Корпоративная социальная ответственность
Лазеры IPG до 20 раз эффективнее обычных лазеров!
Наша технология является ключевым фактором сокращения производственных отходов.
CO 2 сокращений от лазеров IPG за последние 3 года равняется годовому выбросу CO 2 Вермонта.
Все новое строительство строится на более высоком уровне, чем требования энергетического кодекса.
Узнать больше
IPG on the Road
Приходите в IPG, когда в следующий раз будем в городе. Мы с гордостью представляем полную линейку лазерных решений и будем рады ответить на любые ваши вопросы. Следующая остановка…
Парма, Италия
26–28 марта 2020 г.
Просмотр предстоящих событий
Чем мы можем вам помочь?
Связаться с отделом продаж
Получить оценку приложения
Получить предложение
Новый мир лазерной сварки ⋆ Alpha Laser US
Что делают наши лазеры
Наши промышленные лазерные сварочные аппараты являются наиболее гибкими, эффективными и надежными системами. Мы доказываем это на живых демонстрациях для наших клиентов. Наши лазеры для сварки, резки, наплавки и закалки бесспорно являются лучшими на рынке.
НУЖНО ЧТО-ТО КОНКРЕТНОЕ?
Свяжитесь с нами
Промышленное применение альфа-лазеров практически не ограничено.
ALPHA LASER США разрабатывает и производит лазерное сварочное оборудование для промышленности и торговли. Наши лазерные системы улучшают качество производства и надежность процесса. Наша цель — сделать лазерную сварку чрезвычайно точной и исключительно быстрой.
Наша продукция
КАКОЙ ЛАЗЕР ВАМ НУЖЕН?
Запросить цену
Отзыв
В этом письме мы информируем вас о том, как SRG Global рада назвать вашу организацию Alpha Laser Solutions «Партнером». Знания и честность Альфа принесли SRG Global как первому покупателю лазерной продукции очень успешную трансформацию. Благодаря вашей поддержке и руководству Ковингтон продвинулся по пути самоактуализации и изучения других возможностей с использованием лазеров. Стоит отметить, что инструктор, который несколько раз был в SRG Global Covington, создает большую ценность благодаря своим знаниям и скромности.
Мы надеемся на долгие отношения, наполненные новыми вызовами и ростом между нашими двумя компаниями.
Джон Пол Шнайдер Инженер по улучшению процессов в SRG Global Covington.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Имя *
Эл. 02 Почтовый индекс
Соединенные Штаты АмерикиАфганистанАландские островаАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаОстров Вознесения АвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермудыБутанБоливияБосния и ГерцеговинаБотсвана Остров БувеБразилияБританская территория в Индийском океанеБританские Виргинские островаБрунейБолгарияБуркина-ФасоБурундиКамбоджаКамерунКанадаКанарские островаКабо-ВердеКарибские островаКаймановы островаЦентральноафриканская РеспубликаСеута и МелильяЧадЧилиКитайОстров РождестваКлиппертон-АйлендКокосовые острова (Килинг)КолумбияКоморские островаКонго (ДРК)Конго (Республика)Острова КукаКоста-РикаC Кот-д’ИвуарХорватияКубаКюрасаоКипрЧехияДания (Danmark )Diego GarciaДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранция Французская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинея aГвинея-БисауГайанаГаитиОстрова Херд и МакдональдГондурасГонконгВенгрияИсландияИндияИндонезияИранИракИрландияОстров МэнИзраильИталияЯмайкаЯпонияДжерсиИорданияКазахстанКенияКирибатиКосовоКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛивияЛихтенштейнЛитваLux embourgМакаоМакедония (БЮРМ)МадагаскарМалавиМалайзияМальдивыМалиМальтаМаршалловы островаМартиникаМавританияМаврикийМайоттаМексикаМикронезияМолдоваМонакоМонголияЧерногорияМонсерратМароккоМозамбикМьянмаНамибияНауруНепалНидерландыНовая КаледонияНовая ЗеландияНикарагуаНигерНигерияНиуэ Остров Норфолк Северные Марианские островаСеверная КореяНорвегияОманПакистанПалауПалестинаПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныОстрова ПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссияРуандаСент-БартельмиСент-ХеленаСент-Китс и НевисСент-ЛюсияСен-МартенСен-Пьер и МикелонСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра ЛеонеСингапурСинт-МартенСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаSt.
Отказ от ответственности: Указанная выше цена включает все применимые налоги и сборы. Информация, представленная выше, предназначена только для справочных целей. Продуктов может не быть на складе, а расчеты доставки могут измениться в любое время. Desertcart не подтверждает никаких утверждений, сделанных в приведенных выше описаниях продуктов. Для получения дополнительной информации обратитесь к производителю или в службу поддержки клиентов Desertcart. Хотя Desertcart прилагает разумные усилия, чтобы показать только товары, доступные в вашей стране, некоторые товары могут быть отменены, если они запрещены к ввозу в Албанию. Для получения более подробной информации посетите нашу страницу поддержки.
Часто задаваемые вопросы о веерных граблях Palisad с 9 зубьями 75 X 385 мм со стальной пластиковой ручкой Цветочный зеленый цвет для вилл, садов и парков 620428 в Албании
Где я могу купить Веерные грабли Palisad с 9 зубьями 75 X 385 мм со стальной пластиковой ручкой Цветочный зеленый цвет для вилл Сады и парки 620428 онлайн по лучшей цене в Албании?
desertcart — это лучшая платформа для покупок в Интернете, где вы можете купить грабли Palisad Fan с 9 зубьями, 75 x 385 мм, стальная пластиковая ручка, зеленый цвет для вилл, садов и парков 620428 от известных брендов. Desertcart поставляет самый уникальный и самый большой выбор товаров со всего мира, особенно из США, Великобритании и Индии, по лучшим ценам и в кратчайшие сроки.
Грабли вентилятора Palisad с 9 зубьями 75 x 385 мм со стальной пластиковой ручкой Цветочный зеленый для вилл, садов и парков 620428 доступны и готовы к доставке в Албания?
Desertcart отправляет веерные грабли Palisad с 9 зубьями, 75 x 385 мм, стальная пластиковая ручка, цветочный зеленый цвет для вилл, садов и парков 620428 в другие города Албании. Получите неограниченную бесплатную доставку в более чем 164 странах с членством в Desertcart Plus. Мы можем быстро доставить веерные грабли Palisad с 9 зубьями 75 X 385 мм, стальной пластиковой ручкой, цветочным зеленым цветом для сада и парков вилл 620428, без хлопот с доставкой, таможней или пошлинами.
Безопасно ли покупать грабли Palisad Fan 9 зубьев 75 X 385 мм со стальной пластиковой ручкой Цветочный зеленый для вилл, садов и парков 620428 on desertcart?
Да, абсолютно безопасно покупать грабли Palisad Fan с 9 зубьями, 75 X 385 мм, стальная пластиковая ручка, цветочный зеленый для вилл, садов и парков 620428 на сайте desertcart, который является 100% законным сайтом, работающим в 164 странах. С 2014 года Desertcart поставляет клиентам широкий ассортимент товаров и выполняет их желания. Вы найдете несколько положительных отзывов от клиентов Desertcart на таких порталах, как Trustpilot и т. д. Веб-сайт использует систему HTTPS для защиты всех клиентов и защиты финансовых данных и транзакций, совершаемых в Интернете. Компания использует новейшие модернизированные технологии и программные системы для обеспечения честных и безопасных покупок для всех клиентов. Ваши данные надежно защищены и охраняются компанией с использованием шифрования и других новейших программ и технологий.
11 лучших граблей для листьев 2023 года
Сделайте свой двор предметом зависти соседей с помощью этих эффективных граблей
К
Сейдж МакХью
Sage McHugh
Sage McHugh пишет для Dotdash Meredith с 2019 года. Обладая более чем десятилетним опытом работы с ориентированным на потребителя контентом, Sage страстно любит продукты и то, как они улучшают нашу повседневную жизнь.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 10.05.23
Рассмотрено
Мэри Марлоу Леверетт
Рассмотрено Мэри Марлоу Леверетт
Мэри работает главным садовником более 30 лет, а также садовником в коммерческих и жилых помещениях более 50 лет. Она бывший агент по развитию Университета Клемсона.
Узнайте больше о The Spruce’s Наблюдательный совет
Факт проверен
Ник Блэкмер
Факт проверен Ник Блэкмер
Ник Блэкмер — библиотекарь, специалист по проверке фактов и исследователь с более чем 25-летним опытом работы с контентом, ориентированным на потребителя.
Узнайте больше о The Spruce’s Редакционный процесс
Мы самостоятельно оцениваем все рекомендуемые товары и услуги. Если вы нажмете на предоставленные нами ссылки, мы можем получить компенсацию. Узнать больше.
Ель / Сабрина Цзян
Будь то сбор опавших листьев, разрыхление уплотненной почвы или выравнивание мульчи или гравия, высококачественные грабли имеют множество применений. «Уборка листьев может быть легкой задачей, если у вас есть подходящие инструменты», — говорит Эмбер Фреда, ландшафтный дизайнер, специализирующийся на городских садах в районе Нью-Йорка, включая крыши, террасы и таунхаусы. Мы консультировались с Freda, когда искали лучшие грабли для листьев и оценивали продукты по их материалам, зубьям, весу и комфорту.
Вот лучшие грабли для самых разных задач.
Наш лучший выбор
Лучший в целом:
Грабли для листьев Fiskars в Walmart
Лучший бюджет:
Грабли для листьев Anvil Poly в Home Depot
Лучший сверхмощный: 900 03 Bully Tools Poly Leaf Rage на Amazon
Лучшие для травы:
Грабли для соломы Эймса в Home Depot
Лучшие грабли для кустарников:
8-дюймовые грабли Fiskars для кустарников в Home Depot
Лучшее регулируемое:
Регулируемые садовые грабли Jardineer Leaf на Amazon
Лучшие грабли для черпания:
Совки для листьев MEKKAPRO на Amazon
Лучшие для гравия:
Алюминиевые ландшафтные грабли Midwest на Walmart
Best Adjustable: 90 003 Телескопические металлические грабли Tabor Tools на Amazon
Лучшее для садовой почвы:
Bully Tools 66-дюймовые садовые грабли на Amazon
В этой статье
Наш выбор
Что искать
Часто задаваемые вопросы
Зачем доверять ели
Хоум Де Пот
Посмотреть на Walmart Посмотреть на Farmandfleet. com Посмотреть на Officesupersavers.com
Что нам нравится
Что нам не нравится
Мы выбрали лучшие грабли для сбора листьев от Fiskars, ведущего производителя садовых инструментов. Я использую эти грабли Fiskar более 5 лет для сбора листьев и мелких веток. Мне нравится простота использования легких граблей! Ручка удобна и соответствует форме моих рук и помогает в естественном движении сгребания листьев. Эти грабли шириной 24 дюйма легкие, а поликарбонатные зубья достаточно прочны, чтобы справиться даже с самым глубоким слоем листьев.
При общей длине 67 дюймов 55-дюймовая рукоятка обеспечивает достаточную досягаемость, чтобы проникнуть под деревья. Кроме того, это должно дать вам достаточную досягаемость, чтобы вам не приходилось слишком сильно сгибаться. Изогнутые пальцы сгибаются и легко захватывают листья, но помогают предотвратить засорение головки граблей.
Если вы регулярно надеваете садовые перчатки во время сгребания, они могут показаться вам ненужными. С другой стороны, алюминиевая ручка может показаться холодной в холодные дни.
Цена на момент публикации: $30
Длина зуба: 5,5 дюйма | Ширина граблей: 24 дюйма | Материал стойки: поликарбонат | Материал ручки: Алюминий | Вес: 1,5 фунта
Хоум Де Пот
Вид на Home Depot
Что нам нравится
Что нам не нравится
«Алюминиевые или пластиковые грабли лучше всего подходят для большинства стандартных уборок листвы, потому что они легкие и охватывают большую площадь, чем стальные грабли», — говорит Эмбер Фреда, ландшафтный дизайнер из Нью-Йорка. Пластиковые грабли Anvil Poly Leaf Rake хорошо спроектированы для удобного сбора листьев, палочек и другого мусора во дворе.
Несмотря на свой размер, эти грабли очень легкие и имеют широкий радиус действия, поэтому вам не нужно прилагать массу усилий, чтобы использовать их. Хотя этот недорогой вариант может прослужить не так долго, как другие, он имеет 5-летнюю гарантию, он довольно долговечен и хорошо работает, учитывая цену. Итак, если вам нужны грабли для регулярного ухода за двором или просто для сезонного сброса листьев, грабли Anvil Poly Leaf Rake — это надежный вариант.
Цена на момент публикации: $14
Длина зуба: 3 дюйма | Ширина граблей: 24 дюйма | Материал стойки: Пластик | Ручка Материал: Дерево | Вес: 1,9 фунта
Амазонка
Посмотреть на Амазоне Посмотреть на Walmart Посмотреть на Northerntool.com
Что нам нравится
Прочная и удобная ручка
Широкие насадки одновременно собирают больше мусора
Ограниченная пожизненная гарантия
Что нам не нравится
У вас есть большие кучи листьев? Это прочное лиственное озеро от Poly Tools отлично справляется со своей задачей. Рукоятка изготовлена из прочного стекловолокна, которое сохраняет жесткость под давлением, а гладкая поверхность делает ее удобной для удержания. При общей длине 72 дюйма и 30-дюймовой изогнутой головке у вас достаточно досягаемости, чтобы тянуть тяжелые грузы листьев. Широкий веер зубьев с усиленными гребнями с обеих сторон может легко подбирать влажный дворовый мусор.
Эти грабли требуют сборки, но их легко собрать: все, что вам нужно сделать, это прикрепить ручку к головке и закрепить ее винтом. Мы обнаружили несколько сообщений о сломанных деталях при доставке, поэтому обязательно воспользуйтесь ограниченной пожизненной гарантией, если у вас возникнут какие-либо проблемы. Кроме того, при весе 3,4 фунта эти грабли тяжелее. В то время как вес необходим для тяжелых работ, пользователи могут найти его слишком громоздким для сгребания легких листьев.
Цена на момент публикации: $41
Длина зуба: Не указано | Ширина граблей: 30 дюймов | Материал стойки: Поли | Материал ручки: Стекловолокно | Вес: 3,4 фунта
8 лучших аэраторов для газонов 2023 года
Хоум Де Пот
Вид на Home Depot Посмотреть на Walmart Посмотреть на Acmetools. com
Что нам нравится
Что нам не нравится
Оставляя на газоне глубокие слои листьев, вы в конечном итоге убиваете траву. Оставлять толстый слой соломы — скошенной травы, столонов и неразложившихся корневищ — одинаково вредно для здорового газона. Хотя часть соломы удаляется при сгребании листьев, удаление соломы граблями может быть тяжелой работой. Но грабли Эймса отлично справляются со своей задачей.
Грабли Ames оснащены головкой с двумя типами пальцев. Зубья с прямыми краями легко ослабляют и удаляют отмерший слой соломы. Переверните головку, и зубья с расширяющимися краями можно использовать для царапания или рыхления почвы, чтобы подготовить ее к повторному посеву, если это необходимо. Головка и зубья сделаны из стали, поэтому они достаточно прочны, чтобы прорваться через самый запутанный ковер из соломы.
Цена на момент публикации: $60
Длина зуба: 4,875 дюйма | Ширина граблей: 14,25 дюйма | Материал стойки: сталь | Материал ручки: Дерево | Вес: 4,5 фунта
Хоум Де Пот
Вид на Home Depot Посмотреть на Walmart Просмотр цели
Что нам нравится
Что нам не нравится
Широкие головки граблей просто не помещаются между кустами и под ними или в узких углах. Вот почему вам нужны грабли для кустарников. Этот от Fiskars — отличный выбор. Алюминиевая ручка длиной 58 дюймов легкая, но достаточно длинная, чтобы проникнуть под самые большие кусты. Ручка имеет каплевидную форму для удобства и обеспечивает хороший захват во время работы.
Зубцы изготовлены из пластичной смолы, которая гибкая, но ее трудно сломать. 8-дюймовая головка и 11 зубьев вытягивают невероятное количество листьев за каждый проход. Хотя обработка всего газона этими граблями может быть утомительной, вы можете быстро убрать листву с живых изгородей и фундаментных кустов.
Цена на момент публикации: $17
Длина зубца : 5 дюймов | Грабли Головка Ширина : 8 дюймов | Палец Материал : Пластмассовая смола | Ручка Материал : Алюминий | Вес : 1,08 фунта
8 лучших триммеров для аккуратного двора
Амазонка
Посмотреть на Амазоне Посмотреть на Walmart Посмотреть на Jardineer. com
Что нам нравится
Легкий
Головка регулируется для различных задач
Может расчищать узкие и широкие пространства
Прочная алюминиевая ручка
Что нам не нравится
Эти регулируемые грабли для листьев от Jardineer могут выполнять множество садовых работ. Головка грабли расширяется от 7 до 23 дюймов, а замок фиксирует ее в любом положении. Длинная телескопическая рукоятка снижает потребность в наклонах и снижает усталость при сгребании. При весе всего 1,37 фунта эти грабли также легкие и маневренные. Его толстая алюминиевая ручка прочна и удобна для длительного удержания.
Эти грабли можно использовать для сбора обрезков, листьев и рыхлого мусора с газона. При сжатии до минимальной ширины он может проникать под живые изгороди и между клумбами, не повреждая нежные растения. Jardineer Garden Rake Leaf не требует сборки, что является еще одним большим плюсом. Мы обнаружили несколько сообщений о сломанных и погнутых деталях, но на продукт распространяется годовая гарантия.
Цена на момент публикации: $27
Длина зуба: 5,5 дюйма | Ширина граблей: от 7 до 23 дюймов | Материал стойки: сталь | Материал ручки: Алюминий | Вес: 1,37 фунта
Амазонка
Посмотреть на Амазоне Посмотреть на Sears.com
Что нам нравится
Что нам не нравится
Совки для листьев берут на себя работу граблей и упрощают ее: вместо того, чтобы сгребать листья в кучу, а затем зачерпывать их руками в перчатках, вы можете сделать и то, и другое одним махом. Последняя модель совков для листьев Mekkapro обладает повышенной прочностью благодаря усиленному пластику, который выдерживает вес больших куч листьев.
Пластиковый материал легко чистить, а благодаря конструкции, напоминающей раковину, эти совки можно компактно хранить в гараже или сарае для инструментов. Теперь, когда наступит осень, вам не придется бояться сезона листьев — просто соберите их, и все готово! Мы заметили, что ручки могут впиваться в запястья некоторых людей, в зависимости от конкретного человека.
Цена на момент публикации: $30
Длина зуба: 19,5 дюймов | Ширина головки грабель: 13,5 дюймов | Материал стойки: Армированный пластик | Материал ручки: Армированный пластик | Вес: 1,6 фунта
Грейнджер
Посмотреть на Walmart Посмотреть на Grainger.com Посмотреть на Seymourmidwest.com
Что нам нравится
Что нам не нравится
Дорогой
Когда пришло время добавить гравия на подъездную дорожку, ксерискейп или французский водосток, правильно подобранные грабли сделают работу более гладкой. «Стальные грабли отлично подходят для перемещения почвы, гравия или больших влажных скоплений листьев», — говорит ландшафтный дизайнер Амбер Фреда. «Но, — продолжает она, — будьте осторожны, чтобы не закопать их в газон, иначе вы можете повредить траву».
Мы нашли альтернативу стали в алюминиевых ландшафтных грабли Midwest 10036 производства США. Он создан для тяжелой работы. Рукоятка с подушкой закрепляет 66-дюймовую тяжелую алюминиевую ручку, что приводит к длинным коническим зубьям высотой 4 дюйма и шириной 36 дюймов. Прочный разъем, изготовленный из алюминия с порошковым покрытием, обеспечивает плотную и надежную посадку.
Хотя этот продукт специально разработан для перемещения гравия, например, на подъездных путях, вы можете легко использовать его для мусора, который накапливается помимо воды, например, в реке или озере. Переверните его, и его прямой край также хорошо подходит для оценки пейзажа.
Цена на момент публикации: $122
Длина зуба : 4 дюйма | Грабли Головка Ширина : 36 дюймов | Палец Материал : Алюминий | Материал ручки : Алюминий | Вес : 4,79 фунта
Амазонка
Посмотреть на Амазоне Посмотреть на Sears. com
Что нам нравится
Что нам не нравится
Если обязанности по сгребанию листьев в вашем доме разделяют люди разного роста, то грабли с регулируемой ручкой уменьшат усталость спины и жалобы. Телескопические металлические грабли Tabor Tools имеют не только регулируемую ручку, но и регулируемую головку грабель, которая может двигаться от 8 до 23 дюймов в ширину.
Изготовленные из легкой оцинкованной стали, которая не должна ржаветь, это отличные грабли для небольших городских дворов. Это не лучший выбор для тяжелых работ, таких как разбрасывание мульчи или удаление соломы с травы, но он отлично подходит для сгребания листьев. Поскольку ширину головки можно регулировать, вы можете работать в ограниченном пространстве под кустами и на небольших грядках.
Ручка регулируется и фиксируется на любой длине от 63 до 32 дюймов. Это не только делает его более удобным в использовании, но и уменьшает пространство для хранения. Поскольку он превращается в инструмент размером 8 на 32 дюйма, эти грабли отлично подходят для того, чтобы взять их с собой в кемпинг, чтобы убрать листья для палатки или костра.
Цена на момент публикации: $32
Длина зуба: 16 дюймов | Ширина граблей: от 8 до 23 дюймов | Материал стойки: Оцинкованная сталь | Материал ручки: Оцинкованная сталь | Вес: 2 фунта
8 лучших самоходных газонокосилок 2023 года, протестированные и проверенные
Амазонка
Посмотреть на Амазоне Посмотреть на Home Depot Посмотреть на Walmart
Что нам нравится
Что нам не нравится
Инструменты Bully сделаны на века. Эти прочные грабли, сделанные в Америке, имеют дугообразную стальную головку с 15 зубьями, которые могут пробить твердую садовую почву. Соединители на головке приварены к ручке, чтобы добавить необходимую прочность. Используйте зубья, чтобы разбить комья грязи; затем переверните головку, чтобы разровнять почву и подготовить ее для семян или рассады.
Конструкция носовой части помогает обеспечить эффективное пружинное действие при сгребании. 54,5-дюймовая ручка из стекловолокна обеспечивает досягаемость, необходимую для более быстрого разбрасывания мульчи, удаления сорняков и удаления мелких корней и камней.
Цена на момент публикации: $63
Зубец Длина : 4 дюйма | Грабли Головка Ширина : 16,25 дюйма | Палец Материал : Сталь | Ручка Материал : Стекловолокно | Вес : 3,7 фунта
9 лучших удобрений 2023 года
Амазонка
Посмотреть на Amazon
Что нам нравится
Что нам не нравится
Листья умудряются опадать, а сорняки умудряются расти в цветочных ящиках и контейнерных растениях. Ручные грабли, такие как этот от Black+Decker, — лучший инструмент для их удаления, не повреждая другой растительный материал.
Изготовленный из нержавеющей стали с порошковым покрытием, этот инструмент с 9 зубьями очень легкий, но прочный. Зубья достаточно прочные, чтобы помочь при прополке или создании рядов для посева в хорошо вспаханной, рыхлой садовой почве. Чтобы облегчить работу по дому, литая ручка имеет мягкую накладку для удобного использования. Если у вас есть этот инструмент в вашей садовой тележке, вы обязательно найдете множество применений.
Цена на момент публикации: $17
Длина зуба: 8 дюймов | Ширина граблей: 5,24 дюйма | Материал стойки: Сталь с порошковым покрытием | Материал ручки: Формованная смола | Вес: 7,2 унции
Окончательный вердикт
Наши лучшие грабли — это 24-дюймовые грабли Fiskars, легкие и прочные, с эргономичной ручкой. Он достаточно велик, чтобы собирать листья на лужайке, но достаточно мал, чтобы проникнуть под множество кустов. Если вы хотите удалить глубокие слои травы с газона, мы рекомендуем грабли Ames Thatch. Он имеет два типа зубьев, в том числе один для отделения и один для рыхления почвы для семян.
Тип
Грабли для листвы/газона: Классические легкие грабли для уборки опавших листьев имеют длинные гибкие зубья, которые расходятся веером от рукоятки и собирают листья в кучу. Концы пальцев изогнуты под углом 90 градусов, чтобы собирать листья, не повреждая газон.
Садовые/ландшафтные грабли: Предлагаются садовые или ландшафтные грабли для более тяжелых условий эксплуатации с прямыми или дугообразными металлическими головками. Зубья короткие и жесткие, чтобы пробивать комки почвы или перемещать тяжелый гравий.
Грабли для соломы: Оснащенные прочными короткими металлическими зубьями особой формы, такими как грабли для твердой древесины Эймса, грабли для соломы удаляют слой мертвого органического вещества, которое может заглушить траву на газоне.
Грабли для кустарников: Уменьшенная версия граблей для листьев, грабли для кустарников имеют узкую, менее расширяющуюся головку зубьев, позволяющую легко удалять опавшие листья из-под кустов. Когда вам нужно удалить листья из-под растений, мы рекомендуем грабли для кустарников Fiskars.
Ручные грабли: Ручные грабли размером с садовую лопатку идеально подходят для удаления листьев или рыхления почвы в контейнере или на небольшом участке сада. Стальные веерные грабли BLACK+DECKER, оснащенные удобной рукояткой, с длинными стальными зубьями легко удаляют листья и сорняки с растений в контейнерах.
Пальцы
Металлические зубья являются наиболее прочным вариантом и хорошо подходят для тяжелых работ, таких как разбрасывание гравия или сгребание мокрых листьев. С другой стороны, металлические грабли со стальными зубьями, как правило, тяжелее и дороже, чем грабли из пластика или полирезины.
Пластиковые зубья менее долговечны, чем другие варианты, и лучше подходят для легких задач. Их легкая конструкция облегчает их использование в течение длительного периода времени. Но они вряд ли прослужат так же долго, как металлические грабли, и они с большей вероятностью погнутся или сломаются.
Пальцы из полирезины занимают промежуточное положение между металлом и пластиком. Они не так прочны, как металл, но прочнее пластика и могут справляться с тяжелыми работами.
Вес и комфорт
По мнению медицинских экспертов, неудобные грабли могут привести к проблемам с задними руками и мышцами. Слишком короткая ручка может привести к чрезмерному изгибу; тяжелое изделие может привести к растяжению мышц. Мы рекомендуем перед покупкой граблей протестировать их на удобство в обычном магазине. Регулируемые ручки — хороший выбор для граблей, предназначенных для людей разного роста. Легкая ручка из полирезины или алюминия снижает утомляемость рук; мягкая рукоятка снижает усталость рук. Рассмотрим модель граблей, в которой можно заменить ручку.
Долговечность
«Стальные грабли в целом более прочные и служат дольше, чем пластиковые или алюминиевые», — говорит Эмбер Фреда, ландшафтный дизайнер, специализирующийся на городских садах в районе Нью-Йорка. «Алюминиевые или пластиковые грабли лучше всего подходят для большинства стандартных уборок листвы, потому что они легкие и охватывают большую площадь, чем стальные грабли». Грабли, сделанные с металлическими зубьями и ручками, обычно самые прочные. Металлические зубья редко ломаются, и если они погнулись, их можно вернуть в исходное положение. Ручки из металла часто регулируются для удобства. Но эта долговечность достигается за счет более высокой цены. Алюминиевые ручки долговечны, но легче в обращении и, как правило, дешевле.
Эта статья была написана Сейджем МакХью, писателем журнала The Spruce, специализирующимся на домашнем хозяйстве и садоводстве. Чтобы получить экспертную оценку, она взяла интервью у Эмбер Фреда, ландшафтного дизайнера, специализирующегося на городских садах в районе Нью-Йорка, включая крыши, террасы и таунхаусы. Чтобы выбрать лучшие грабли для сбора листьев для этого обзора, McHugh изучил десятки продуктов, тщательно оценив их материал, зубья, вес и удобство.
Вы можете очень быстро сравнить цены фрезерного станка по дереву и подобрать оптимальные варианты из более чем 85022 предложений
Реклама
Фрезерный станок по дереву FS-550
Мощность электродвигателя 5,5 kW(7,5kW) Диаметр шпинделя 40 mm (30 | 50 | 32 | 35 mm) Обороты шпинделя 3 000; 4 500; 6 000; 8 000; 10 000/min. Длина зажимной части шпинделя 180 mm (140 | 220 | 140…
Подробное описание и цена >>>
Реклама
Фрезерный станок по дереву SF-40/1500
Предназначен для обработки фрезой различных элементов деревянных конструкций, непосредственно применяется для поверхностной обработки деревянных поверхностей, резания пазов и фальцев, для обработки…
Состояние: Б/У Год выпуска: 2012 Производитель: Casadei (Италия)
Фрезерный станок по дереву F205 Casadei (Италия)
год выпуска 2012
Размеры стола: 1200×730 мм
Макс. диаметр инструмента: 320×85 мм
5 режимов шпинделя: 3000-10000 об/мин
Макс. рабочая высота…
08.09.2016
Чебоксары (Россия)
465 000
Фрезерный станок по дереву FS-550
Состояние: Новый Производитель: Rojek (Чехия)
Назначение Фрезерные станки по дереву FS 550 относятся к классу тяжелых фрезерных станков. Расположение рабочего вала снизу. Станок предназначен для выполнения различных фрезерных работ по. ..
03.06.2023
Казань (Россия)
Фрезерный станок по дереву ФСШ 1
Состояние: Б/У Производитель: СССР (Россия)
Продам фрезерный станок по дереву. Станок рабочий, в хорошем состоянии, большой набор фрез. Возможен торг. Место нахождение — д.Овсянка
20.03.2017
Красноярск (Россия)
45 000
Фрезерный станок по дереву JET JWS-34KX
Состояние: Б/У Год выпуска: 2015 Производитель: JET (Тайвань)
Продаю фрезерный станок по дереву JET JWS-34KX. В отличном состоянии использовался очень редко — по этой причине и продаю.Комплектация полная, все в рабочем состоянии!
20.02.2018
Ростов-на-Дону (Россия)
100 000
Вал фрезерного станка по дереву
Состояние: Б/У Год выпуска: 1980
Продам. Вал фрезерного станка по дереву №4 с гайкой+цанги.
11.04.2018
Бахчисарай (Россия)
Фрезерный станок по дереву JET JWC 35X
Состояние: Новый Производитель: JET (Тайвань)
В наличии
Фрезерный станок по дереву JET JWC 35X, новый, в идеальном состоянии , полная комплектность + тележка для перемещения станка по цеху
03.09.2018
Уфа (Россия)
150 000
Токарный фрезерный станок по дереву с ЧПУ
Состояние: Новый Производитель: Китай
Токарный фрезерный станок по дереву с ЧПУТокарный фрезерный станок по дереву с ЧПУ специально используется для токарной обработки дерева и гравировки деревянных цилиндров(балясины), для ножек…
14.02.2021
Москва (Россия)
950 000
Фрезерный станок по дереву scm 110a
Состояние: Б/У Год выпуска: 2009 Производитель: scm (Италия)
Фрезерный станок по дереву scm 110a. В рабочем состоянии.
04.05.2019
Магнитогорск (Россия)
50 000
Фрезерный станок по дереву MX5116T-2
Состояние: Новый
В наличии
Станок может использоваться для выполнения разнообразных фрезерных работ по дереву по направляющим линейкам с ручной подачей (изготовление вагонки, половой доски, плинтуса, наличника, филенки и…
03.06.2023
Казань (Россия)
Фрезерный станок по дереву
Состояние: Б/У Год выпуска: 1994 Производитель: Россия
Продам фрезерный станок по дереву, станок исправный, в хорошем рабочем состоянии.
28.12.2020
Таганрог (Россия)
35 000
вертикальный копировально-фрезерный станок по дереву
Состояние: Б/У Год выпуска: 2000 Производитель: Qiquan (Китай)
Высокоскоростной копировально-фрезерный станок по дереву. Оборудование полностью исправно, готово к эксплуатации.Находится в пос. Трудовое.Если возникнут вопросы — задавайтеСмотрите базу, есть…
25.03.2021
Владивосток (Россия)
23 000
Фрезерный станок по дереву MX5116B
Состояние: Новый
В наличии
Станок может использоваться для выполнения разнообразных фрезерных работ по дереву по направляющим линейкам с ручной подачей (изготовление вагонки, половой доски, плинту-са, наличника, филенки и…
03.06.2023
Казань (Россия)
Модели для копировально-фрезерного станка по дереву
Состояние: Б/У Год выпуска: 2003
Модели для копировально-фрезерного станка по деревуОт 5тыс р за шт
25.08.2022
Нижний Новгород (Россия)
7 000
✅ Фрезерный станок по дереву CH — 160 ✅
Состояние: Б/У Год выпуска: 2003
✅ Продаю фрезерный станок CH — 160✅ Состояние — хорошее, рабочее!✅ Год выпуска — 2003 год!✅ Погрузку на ваш транспорт организую!✅ Подключу — покажу в работе!☎️ Я всегда на связи! По всем вопросам -. ..
29.05.2023
Гуково (Россия)
215 000
Фрезерный Станок по Дереву
Состояние: Б/У Год выпуска: 1986
Артикул № 1117Продаем Б/У Фрезерный СтанокПо деревуВ хорошем рабочем состоянии.Подключен. Покажем в работе.Цена 45 тыс руб за наличный расчет.Погрузим без доплат.Звоните!Артикул № 1117
02.06.2023
Рязань (Россия)
45 000
Фрезерный Станок По Дереву с Чпу Winner Pro 3i
Состояние: Б/У Год выпуска: 2019
Артикул № 2115Продаем Б/У Фрезерный Станок По Дереву с Чпу Winner Pro 3i2019 года выпуска.Размер стола 2080мм * 3200ммВ идеальном состоянии.Подключен. Покажем в работе перед покупкой.Цена 2,35 млн…
02.06.2023
Химки (Россия)
2 350 000
⚙️ Фрезерный станок по дереву CH — 160 ⚙️
Состояние: Б/У Год выпуска: 2003
⚙️ Продаю фрезерный станок CH — 160⚙️ Состояние — хорошее, рабочее!⚙️ Год выпуска — 2003 год!⚙️ Погрузку на ваш транспорт организую!⚙️ Подключу — покажу в работе!☎️ Я всегда на связи! По всем. ..
30.05.2023
Гуково (Россия)
215 000
Фрезерный станок по дереву
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерные станки ЧПУ серии CNC wood router являются отличным решением для тех, кто хочет заниматься резьбой по дереву для бизнеса или домашнего использования.Рабочий ход осей (XxYxZ):- 400x600x150…
12.11.2019
Каменск-Шахтинский (Россия)
105 600
Фрезерный станок по дереву TFS-90/30
Состояние: Новый
В наличии
Фрезерный станок ТFS-90/30 — это устройство, которое часто используется в столярных цехах, в условиях серийного и индивидуального производства, а также в строительстве. Станок предназначен для…
03.06.2023
Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по фрезерному станку по дереву почти как на Авито и TIU
Видео фрезерного станка по дереву
Фрезерный станок по дереву Цена — купить дешевый фрезерный станок по дереву по низкой цене на сайте Made-in-China.
com Сравнивая цены на фрезерный станок по дереву
, вы можете купить качественный фрезерный станок по дереву по заводской цене / по низкой цене в Китае.
Тип: Горизонтальная машина для производства древесных гранул с кольцевой матрицей
Напряжение: 380 В
Автоматическая Автомат
Режим управления: Руководство
Энергосбережение: Энергосбережение
Сертификация: СЕ
Чжэнчжоу Leabon Machinery Equipment Co., Ltd.
Тип: Шлифовальный станок
Напряжение: 220В/380В
Мощность: 2,2 кВт
Индивидуальные: Индивидуальные
Материал: Нержавеющая сталь
Предоставленное послепродажное обслуживание: Один год гарантии
Чжаоцин Тэншэн Машинери Лтд
Послепродажное обслуживание: Предоставляется
Гарантия: 1 год
Тип: Станок для резки и фрезерования камня
ЧПУ
Автоматизация: Автоматический
Точность: Высокая точность
Hualong Machinery Co. , Ltd., провинция Фуцзянь
Тип смесителя: Мешалка
Рабочий: Высокоскоростной миксер
Тип перемешивания: Спираль
Применение: Жидкость
Сертификация: CE, ISO
Область применения: Химическая
LAIZHOU KEDA CHEMICAL MACHINERY CO., LTD.
Послепродажное обслуживание: Техническая поддержка онлайн/видео обучения
Оператор лазерного станка с ЧПУ, работа оператором лазерного станка с чпу, вакансии оператор лазерного станка с чпу в Москве
«»»»»»»»»»»»»»»»»»»»»»»»»»Ваш браузер устарел. Сайт может отображаться некорректно
Обновить браузер
Ваш город Москва?
+7 495 790 72 77
Вход
Регистрация
Найдено 8 вакансий
В Москве найдено только 3 вакансии, но мы нашли ещё 5, расширив поиск до: Москва и соседние города
Сортировать:
18 мая
Оператор лазерного станка с ЧПУ
до 80 000 ₽/месяц
Добавить в избранное
Москва
Домодедовская
Работа на станке лазерного раскроя металла. Контроль качества/соответствия изделий заданным параметрам. Выполнение работ… Обучаемость. Работоспособность. Техническая грамотность. Ответственность, исполнительность, профессионализм. Высокая культура…
Смотрят
1
человек
Скрыть
Оператор ЧПУ
от 60 000 ₽/месяц
Добавить в избранное
ПК ТТС
Москва
8 минутДмитровская
Будьте первым
Изготовление деталей по чертежам на станке с ЧПУ (гибочный станок и лазерный станок с ЧПУ ). Проверка и контроль качества… Образование среднее профессиональное. Умение пользоваться мерительным инструментом
Скрыть
18 мая
Оператор станков с ПУ 3-5 разряда
80 000 — 120 000 ₽/месяц
Добавить в избранное
JOBCART.RU
Москва
11 минутОкружная
Выполнение фрезерных работ на станках с ЧПУ сложности от 2-6 разряда. Выполнение работ по чертежам и операционным эскизам… Опыт работы по обработке нержавеющих, конструкционных, электротехнических сталей и сплавов, меди
Скрыть
Разместите резюме, и мы подберем вам подходящие вакансии
Вакансии из соседних городов
15 мая
Оператор станка лазерной резки с ЧПУ
от 70 000 ₽/месяц
Добавить в избранное
К-ЛИФТ
Доступно студентам
Изготовление деталей по готовым программам. Выполнение программ по резке изделий из листового металла. Загрузка — выгрузка… Опыт работы на лазерных или плазменных станках. Чтение чертежей и умение пользоваться средствами измерений. Внимательность…
Скрыть
Оператор станка с ЧПУ (лазер/плазма)
от 60 000 ₽/месяц
Добавить в избранное
КОМАКС
Звенигород
Будьте первым
Настройка режимов реза металла. Резка заготовок на станке раскроя листового металла Опыт работы на портальных станках раскроя листового металла (ЧПУ): лазерном и плазменном от 3-х лет. Опыт работы на станках с ЧПУ
Скрыть
Хотите получать новые вакансии первым?
Лучшие вакансии закрываются быстрее остальных. Подпишитесь на новые актуальные вакансии
В Telegram
15 мая
Оператор станка с ЧПУ
от 56 000 ₽/месяц
Добавить в избранное
Электростарт
Подольск
Опыт не нужен
Гарантируем … плазменной, лазерной резки … работы Опыт работы приветствуется на станках раскроя с ПУ (плазменная, лазерная резка). Знание программ управления Phoenix…
Скрыть
18 мая
Оператор ЧПУ
45 000 — 65 000 ₽/месяц
Добавить в избранное
Старая Купавна
Отклик без резюме
Опыт не нужен
Будьте первым
Оператор станков лазерной резки. Листогибочные станки (ЧПУ, ручной) — для оператора станков с ПУ. Подбор инструмента по характеристикам… Знание характеристик металла, параметров станка и работу по таблицам
Работа на координатно-пробивном револьверном прессе, листогибочном станке, лазерном станке (в зависимости от опыта работы) Опыт работы на аналогичном оборудовании от 1 года
Скрыть
Расширение региона поиска
Поиск в Москве дал только 3 вакансии. Попробуйте поискать вакансии в регионе:
Мы используем cookies, чтобы улучшить сайт для вас. Подробнее
Обучение оператора работе на лазерном станке по металлу в Москве, СПб
Покупка лазерного станка по металлу — это лишь часть производственной задач и важно найти человека и его обучить правильно и эффективно работать на нем. Резка металла технологически сложный процесс и оборудование позволяющее это производить эффективно и правильно требует хорошей квалификации. Обученный оператор станка умеющий правильно обслуживать оптоволоконный лазерный станок сократит расходы на простой в следствии поломки, а также быстро справится с поставленными задачами.
Вызвать специалиста |
На каких лазерах производим обучение?
Последние 10 лет Китай стал активно производить хорошие лазерные станки по металлу, а последнии 5 лет их стоимость снизилась и технологичность серьезно выросла. За счет стандартизации и унификации производимые станки стало легко обучать их эксплуатировать. Мы целенаправленно выбрали работы именно со станками производимых в Китае. За счет этого мы хорошо разобрались в работе систем управления CypCut, CypCut Tube, EnEditor, Bodor Pro и может компетентно передать опыт работы на соответствующем оборудовании. Марка станка и поставщик нам не важен для обучения, важно только получить от заказчика целеуказания и на что сделать акцент с ориентиром на специфику производства, чтобы передаваемый материал был более предметный.
Где проходит обучение оператора
Обучение производится на стороне заказчика и на его оборудовании. Если производственный процесс нельзя остановить и нет свободного доступа к станку, то мы разбиваем материал на теоретическую и практическую часть, тем самым минимально оказываем влияние на производственный процесс. Нам важно чтобы будущий оператор был максимально погружен в логику работы предприятия и возникло осознания причинно-следственных связей в его работе и предприятия в целом. Конечно мы ставим задачу, чтобы оператор в максимально короткие сроки стал эффективной производственной единицей и с первых минут обучение работаем и производил изделия заказчика и на практике это делать.
Что включает обучение
Обучение включает теоретическую и практическую части. До момента, когда начнется работа на станке проходим технику безопасности. Шаг за шагом мы от момента включения и до момента уборки станка после смены прорабатывается каждый этап работы. Оператор повторяет каждое действие наставника, и может задавать вопросы, если что-то ему не понятно, на которые получит ответы. Практические навыки за несколько дней обучения полностью не сформируются, но костяк принципов и логики возникнет и в процессе обрастет опытом. Программа обучения учитывает производственными задачами предприятия, чтобы оператор был максимально «заточен» на конкретную задачу, которую он начнет исполнять сразу по окончанию обучения.
Что будет знать и уметь оператор лазерного станка?
Технику безопасности,
Как включить и выключить станок,
Обслуживание лазерного станка по металлу (газы, защитные линзы, смазка, уборка)
Замена и установка дюз,
Установить материал и снимать заготовку,
Что делать если что-то пошло не так,
Загружать файл на станок,
Как вносить «легкие» изменения в программу.
Что включает обучение оператора станка?
Техника безопасности,
Обслуживание станка,
Работа на лазерном станке по металлу,
Взаимодействие с системой управления,
Базовые знания работы в CypCut, NcEditor.
Сопровождение
Мы осознаем, что освоить материал и сразу стать первоклассным оператором удается не многим, поэтому оператор может позвонить наставнику и спросить интересующие его вопросы.
Все торговые марки, приведенные на сайте, являются собственностью соответствующих компаний, и упоминаются исключительно для справок. IQCNC никоим образом не связана с вышеназванными производителями и зарегистрированными ими товарными знаками.
Оставьте заявку на сервис
8000+ рабочих мест оператора лазера в США (980 новых)
Перейти к основному содержанию
За последние 24 часа (980)
Прошлая неделя (2605)
Прошлый месяц (6 548)
В любое время (8 908)
ФорТек Медикал (22)
MC Machinery Systems Inc. (12)
Виант Медикал (8)
Решения EFCO для формовки и крепления (4)
ИСМ (3)
40 000 долларов + (1406)
60 000 долларов + (206)
$80 000+ (41)
100 000 долларов США+ (20)
$120 000+ (9)
Милуоки, Висконсин (55)
Уилинг, Иллинойс (14)
Оклахома-Сити, Оклахома (11)
Де-Мойн, Айова (9)
Хикори, Северная Каролина (8)
Полный рабочий день (7869)
Неполный рабочий день (248)
Контракт (617)
Временный (180)
Стажировка (25)
Стажировка (53)
Начальный уровень (7945)
Ассоциированный (232)
Средний-старший уровень (298)
Директор (3)
На месте (8680)
Гибрид (206)
Удаленный (5)
Получайте уведомления о новых вакансиях Оператор лазера в США .
Войдите, чтобы создать оповещение о вакансии
Вы просмотрели все вакансии для этого поиска
Оператор лазерной или плазменной резки с ЧПУ
Оператор лазерной или плазменной резки с ЧПУ
Чтобы подать заявку на эту вакансию, загрузите свое резюме в формате pdf в поле ниже или загрузите нашу форму заявки в формате pdf, заполните ее в электронном виде через Acrobat Reader и отправьте по электронной почте: atibben@daltonag. com или распечатайте ее и заполните. вручную и по почте:
Dalton Ag Products
602 E. Van Buren Почтовый ящик 70 Lenox, IA 50851
Эта должность отвечает за ежедневную настройку и эксплуатацию одного или нескольких станков с ЧПУ для лазерной или плазменной резки, а также за помощь другим операторам с ЧПУ. с любыми их повседневными обязанностями, включая уборку территории, работы по техническому обслуживанию и постановку материалов.
Обязанности и ответственность:
Обеспечение правильной настройки и безопасного использования всего оборудования, а также использование всех устройств безопасности
Выбор надлежащих программ резки и соответствующих головок
Подготовка сырья для дневного производства
Выполнение всех проверок размеров
Загрузка и разгрузка станка
Ведение точного учета произведенных деталей и отходов
Обеспечение соблюдения производственного графика в соответствии с назначено руководством
Помощь в загрузке и разгрузке машин членов бригады, когда для производства требуется дополнительная рабочая сила
Выполнение мелкого технического обслуживания и очистки режущего оборудования и рабочей зоны в соответствии со стандартами компании и рекомендациями производителей машин
Выполнять некоторые процедуры выравнивания машины и очистку оптики для поддержания максимальной производительности оборудования
Выявлять дефектные материалы или сомнительные условия и сообщать о них супервайзеру резервирование в других областях производственного предприятия
Требуются надлежащие и точные записи в системе учета рабочего времени и посещаемости
Для выполнения обязанностей этой должности могут потребоваться другие рабочие обязанности
Ожидаемые результаты:
Безопасность, качество, точность, своевременность, надежность и тщательность выполняемых работ
Завоевывает доверие и уважение начальника смены, сослуживцев и других работников
Развивает работу знание производственную среду и способность реагировать на изменения
Знания, навыки и способности:
1 или более лет производственного опыта
1 или более лет опыта работы оператором лазера
Умение читать чертежи
Умение правильно читать рулетку и штангенциркуль
Обладание некоторыми знаниями и умением идентифицировать металлы в промышленности
Условия работы: 900 86
Работа в производственной среде с риском получения травм
При работе с оборудованием в цеху необходимо носить защитное снаряжение
Описанные здесь физические требования представляют собой требования, которым должен соответствовать работник для успешного выполнения основных функций эта работа
При выполнении своих обязанностей сотрудник должен регулярно говорить и слышать 50 фунтов
Особые способности зрения, необходимые для этой работы, включают близкое зрение, зрение вдаль, цветовое зрение, периферийное зрение, восприятие глубины и способность регулировать фокус
Подайте заявку, нажав здесь и заполнив нашу заявку.
Автоматно-токарная обработка | Услуги по металлообработке
ПКФ Гриф-Агро, ООО
Беларусь, г. Витебск,
8616 км
Металлообрабатывающее предприятие ООО ПКФ «Гриф-Агро» предлагает услуги по проектированию, изготовлению, наладке и испытанию штампов горячей и холодной штамповки. Так же ведется разработка и изготовление приспособлений для различных задач. Различные виды металлообработки и изготовления готового изделия под ключ как мелко серийных, так и крупносерийных партий. Разработка конструкторской документации (чертежи на детали, узлы, изделия) в области машиностроения. Оцифровка чертежей, планов, схем, эскизов и т.п. 3D моделирование любой сложности.
услуги серийной металлообработки по чертежам заказчиков
info@midasindustrial. com
+7 914 683-04-67
ПКП КОЛИБРИ
Россия, Челябинск,
9354 км
Изготавливаем детали на автоматах продольного точения до 40 мм — 20 станков, токарно-револьверных автоматах до 40 мм — 25 станков, автоматах продольного точения с ЧПУ до 40 мм — 4 штуки. Большой участок слесарных работ: сверление отверстий, накатка резьбы, снятие фасок, галтовка и т.п, гальваника. Отличное качество, отличные цены.Постоянным клиентам скидки и отсрочка
Предприятие оказывает услуги по изготовлению деталей на металлорежущем оборудовании и прессах. Изготавливаем различные виды
нестандартной оснастки и оборудования.
Автоматная мехобработка на шестишпиндельных станках и автоматах продольного точения. Низкие цены. Изготовление деталей на станках с ЧПУ. Литье стали, литье чугуна, литье бронзы и латуни, изготовление поковок, горячих штамповок методом объемной штамповки. Предлагаем изготовить втулки из бронзы, вкладыши и другие запасные части из бронзовых сплавов. Мехобработка по чертежам, эскизам и образцам. Литье стали по газифицируемым моделям. Изготовление пресс-форм, штампов. Фундаментные болты по ГОСТ, din и чертежам
Современные токарные автоматы обрабатывают детали с наилучшим качеством. Вмешательство человека минимальное, исключены случайные ошибки при прохождении резца. Автоматно-токарная обработка применяется для изготовления крупных и мелких изделий из различных металлов. На автоматических станках делают валы, втулки, фланцы большого и малого диаметра. Любое тело вращения обрабатывается точнее, чем с применением ручного труда.
Вы можете заказать исполнителям все необходимые работы:
фасонно-продольные;
фасонно-отрезные;
токарно-револьверные.
Оборудование для автоматно-токарной обработки
Автоматизированные станки подразделяются на следующие категории:
одношпиндельные с единственным распределительным валом для рабочего и холостого хода;
многошпиндельные с одним распредвалом, который вращается на разных частотах во время работы и вхолостую;
с отдельным быстрым валом для холостых движений.
Шпиндель расположен вертикально или горизонтально.
Поставщики услуг по автоматно-токарной обработке в объявлениях и на собственных сайтах часто указывают, оборудование какого типа установлено на заводе или в мастерской. Сведения о производственных мощностях помогают заказчикам выбрать подходящего исполнителя.
Кроме особенностей конструкции техники, важна общая производительность. Мощная фабрика намного быстрее выполнит большой заказ. Но владельцы небольших цехов зачастую предлагают более низкие цены на автоматно-токарную обработку. Предложений много, из разных регионов, перед заказчиком открывается широкий выбор.
Универсальная и специализированная автоматно-токарная обработка
Автоматика универсального типа пригодна для выполнения практически любых заданий. Но существуют станки для определенных операций, и даже для изготовления специфических деталей. Преимущество специальной техники состоит в сокращении сроков исполнения заказа, и в снижении цены на каждую единицу готовой продукции.
В процессе автоматно-токарной обработки выполняется заданный шаблон. По возможности токарь изготавливает без перенастройки оборудования всю заказанную партию деталей. Действия человека сводятся к вставке заготовок в кулачки распредвала, и выниманию изделий после прохода резцов.
Используются фасонные резцы для наружных и внутренних поверхностей, широкие для ускорения прохода, отрезные — формирующие торцы высокого качества. В отдельных моделях станков работает одновременно несколько резцов. Также применяются головки для нарезания резьбы.
В электронной базе российских предприятий широко представлена автоматно-токарная обработка по чертежам заказчика. Этот прогрессивный метод постепенно вытесняет традиционную металлообработку.
Токарные работы на токарном автомате в Москве
Серийное изготовление деталей на токарных автоматах
Наша компания «МеталУслуги.Ру» занимается серийным производством металлических изделий путем обработки их на автоматных токарных станках. Токарно — автоматные работы в Москве, мы ежедневно выполняем токарные работы по индивидуальным чертежам в больших объемах в сжатые сроки! Мы четко соблюдаем все технические параметры каждой детали, гарантируем выпуск деталей в установленное время с соблюдением всех ваших требований и пожеланий.
Токарно — автоматные работы в Москве
Токарный автомат — автоматизированное оборудование, без его использования не обойтись при производстве в больших объемах. Обычно его применяют для изготовления небольших деталей, конусовидной, цилиндрической и продольной формы. Существует два варианта таких приборов: полуавтоматы и автоматы. Их отличие в том, что второй совершает полный цикл работ. Например, загрузку заготовки и отгрузку готового изделия в полуавтомате делает сам токарь, а автомат может работать без участия человека вообще. Современные токарные автоматы, которыми оснащены наши цеха, позволяют изготавливать детали любой сложности в промышленных масштабах, ведь их скорость точения составляет около 20 деталей в минуту.
Новейшие станки ЧПУ, которые мы используем в работе, отличаются высокой производительностью и качественным результатом, мы точно порадуем вас результатом работы! С помощью такого оборудования можно сверлить, резать внутреннюю или внешнюю резьбу, делать фрезеровку и даже гравировку.
У них есть преимущества:
Огромное количество подвижных элементов, вращающихся осей и головок, помогает сэкономить время на настройке оборудования;
Многофункциональность;
Высокая точность при металлообработке;
Впечатляющий показатель производительности;
Почему серийный выпуск деталей с помощью автоматных токарных станков дешевый?
Обработка металлических деталей поштучно стоит дорого, т.к. много времени уходит на первую и последующие настройки оборудования. Под каждое изделие нужно подбирать уникальные параметры, делать пробные образцы, корректировать их. В итоге на одну деталь уходит много времени, большое количество материалов, использовать автоматы в случае, когда нужно изготовить большое количество деталей — выгодно. Автоматизированные устройства позволяют нашим токарям быстро справляться с задачами разной сложности, независимо от величины заказа. Наша большая слаженная команда выполняет заказы по токарно автоматным работам быстро, с четким соблюдением сроков. Опыт и квалификация нашей команды, современные токарные автоматы, ответственный подход к исполнению своих обязательств — вот гарантии нашей работы!
Как заказать токарные работы на токарном автомате?
Вы всегда можете запросить скидку на наши услуги, так как мы всегда идем навстречу нашим заказчикам. Вы всегда можете рассчитывать на:
бесплатную консультацию по выбору материалов для производства;
расчет стоимости и формирование КП за 24 часа;
скидку 5% на всю партию при первом заказе;
скидку 10% при заказе крупных партий от 100 штук;
скидку 10% при заключении договора на 6 месяцев;
возможность изготовления пробной партии при заключении договора о производства от 100 изделий после.
Если есть КП от другой компании, то мы его изучим и сделаем предложение выгоднее.
Токарные услуги с ЧПУ | Получите прототипы деталей для токарных станков
Обзор: что такое токарная обработка с ЧПУ?
Основы токарных станков с ЧПУ
Токарные станки с ЧПУ могут производить недорогие детали для простых цилиндрических форм. Живой инструмент доступен для более сложной геометрии и оценивается в каждом конкретном случае.
Как работает токарная обработка с ЧПУ
Используйте одноточечные режущие инструменты для удаления материала с вращающейся заготовки. При токарной обработке с ЧПУ станок с ЧПУ, обычно токарный или токарный станок, подает режущий инструмент линейным движением вдоль поверхности вращающейся заготовки, удаляя материал по окружности до тех пор, пока не будет достигнут желаемый диаметр. Большинство токарных станков с ЧПУ состоят из двух осей, X и Z.
Общие приложения
функциональные прототипы и детали для конечного использования
детали с цилиндрическими элементами
детали с осевыми и радиальными отверстиями, плоскостями, канавками и пазами
Типы токарной обработки с ЧПУ
Существует множество типов токарных операций с ЧПУ для токарных станков с ЧПУ, которые могут выполняться на токарном станке с приводом на токарном заводе с ЧПУ, включая токарную обработку, отрезку, торцевание, растачивание, развертывание, токарную обработку конуса, сверление, накатку, нарезание резьбы, канавку, и т. д., поставляется с различными инструментами, стоимостью и временем настройки.
1. Коническое точение: изготовление цилиндрической детали, диаметр которой уменьшается от одного конца к другому.
2. Твердое точение: подходит для материалов с твердостью по шкале С по шкале Роквелла выше 45, обычно выполняется после термообработки.
3. Генерация сфер: создание сферической готовой поверхности, вращающейся вокруг неподвижной оси вращения.
4. Торцовка: токарная операция, при которой заготовка обрабатывается до ее центра.
5.Разъединение: создайте глубокие канавки, которые удаляют завершенный или частично завершенный компонент из исходной заготовки.
6. Нарезка канавок: аналогична отрезке, но только нарезка на определенную глубину снаружи или внутри заготовки.
7. Сверление: удаление материалов для сверления отверстий изнутри заготовки с помощью сверл, неподвижно закрепленных в задней бабке или револьверной головке токарного станка. Сверление: увеличить или сгладить существующее отверстие.
8. Накатка: вырежьте зубчатый рисунок на поверхности заготовки с помощью накатного инструмента, чтобы изменить или улучшить визуальный эффект или ручное сцепление.
9.Расширение: удалите небольшой объем материала из просверленного отверстия для получения очень точных диаметров.
10.Нарезание резьбы: нарезка стандартной и нестандартной резьбы, обычно означает одноточечную резьбу.
11. Многоугольная токарная обработка: обработка некруглых форм без прерывания вращения сырья.
Особенности обработки с ЧПУ
Преимущества
Быстрый оборот
Используя новейшие станки с ЧПУ, компания PCBWay производит высокоточные и быстротокарные детали всего за 2 дня. Мы также мгновенно указываем детали, обработанные на станках с ЧПУ, сокращая дни вашего процесса запроса цен.
Высокая точность допусков
Предлагает высокоточные допуски в диапазоне от +/-0,001″ до 0,005″, в зависимости от спецификации заказчика. Мы являемся экспертами в производстве деталей, которые действительно изготовлены по индивидуальному заказу и готовы к использованию.
Масштабируемость
Обработка с ЧПУ идеально подходит для прототипирования и производства деталей. PCBWay Массовый масштаб может помочь вам перейти от фазы тестирования к серийному производству в 100 000 и более деталей.
Нестандартная отделка поверхности
Подходит для многих различных видов подложек, делает ваши детали такими же, как настоящие продукты.
Выбор материала
Выбирайте из более чем 50 металлических и пластиковых материалов. CNC Machining предлагает широкий выбор сертифицированных материалов.
Экономия затрат
Низкие затраты на инструменты и подготовку, экономичность для деталей с простой структурой.
Недостатки
Ограничения структуры
Блокировка и полая структура трудно обрабатываются с ЧПУ.
Эффект масштаба
Стоимость единицы продукции и время выполнения заказа не будут снижены так сильно, как детали, изготовленные методом литья под давлением.
Максимальные возможности токарной обработки с ЧПУ
Ограничения по размеру детали
Метрические единицы
Имперские единицы
Максимальный диаметр детали
431 мм
17 в
Максимальная длина детали
990 мм
39 в
Максимальный размах над кареткой
350 мм
13,7 дюйма
Материалы для станков с ЧПУ
Алюминий
Сталь
Медь/латунь/титан/цинк
2А12
201
Медь
5052
303
Латунь
7075
304
Титан (Ti)
6061
316
Цинк(Zn)
прочие
430
Мягкая сталь (низкоуглеродистая сталь)
—
другие
Легированная сталь
—
—
Инструментальная сталь
Пластик
Другие
АБС
Бакелит
Прозрачный АБС-пластик
Резина
Поликарбонат (ПК)
FR4
Акрил (ПММА)
Другие
Делрин/ацеталь (ПОМ)
—
Полиэтилен (ПЭ)
—
ПТФЭ (тефлон)
—
ПЭЭК
—
Заказные материалы
Различные варианты металлических и пластиковых деталей, изготовленных на станке с ЧПУ, доступны для мгновенного онлайн-предложения. Если вы не видите запас материала, который вы ищете, выберите «Пользовательский» в раскрывающемся списке материалов на странице вашего предложения и отправьте его на экспертную техническую оценку после того, как вы укажете характеристики, допуски, потребности в проверке и требуемое количество.
Наши стандартные покрытия
Вот список стандартных отделок поверхности. Для нестандартной отделки поверхности, такой как гальванопокрытие или полировка, обращайтесь [email protected].
После фрезеровки
Самый быстрый вариант отделки. На деталях остаются видимые следы инструмента и потенциально острые края и заусенцы, которые можно удалить по запросу. Отделка поверхности сравнима с отделкой 125 uin Ra.
Взрыв бисера
Абразивоструйная очистка, более известная как пескоструйная очистка, представляет собой операцию принудительного движения струи абразивного материала по поверхности под высоким давлением для сглаживания шероховатой поверхности, придания шероховатости гладкой поверхности, формирования поверхности или удаления поверхностных загрязнений.
Требование
Спецификация
Зернистость
#120
Цвет
Однородный матовый цвет исходного материала
Маскировка детали
Укажите требования к маскированию на техническом чертеже
Анодированный (тип II или тип III)
Тип II создает коррозионностойкую отделку. Детали могут быть анодированы в разные цвета — наиболее распространены прозрачный, черный, красный и золотой — и обычно ассоциируются с алюминием. Тип III толще и создает износостойкий слой в дополнение к коррозионной стойкости, характерной для типа II.
Требование
Спецификация
Зернистость
#120
Цвет
Однородный матовый цвет исходного материала
Маскировка детали
Укажите требования к маскированию на техническом чертеже
Дробеструйная обработка + анодирование цветное или прозрачное (тип II)
Анодирование типа II в основном используется для изготовления деталей с однородной, эстетически привлекательной поверхностью и обеспечивает хорошую коррозионную стойкость и ограниченную износостойкость. Перед анодированием детали подвергаются дробеструйной очистке до абразива №120.
Требование
Спецификация
Толщина
8–12 мкм (прозрачный), 4–8 мкм (цветной)
Цвет
Черный, прозрачный или любой код RAL или номер Pantone
Маскировка детали
Укажите требования к маскированию на техническом чертеже
Порошковое покрытие
Это процесс, при котором порошковая краска распыляется на деталь, которая затем запекается в духовке. Это создает прочный, износостойкий и устойчивый к коррозии слой, который более долговечен, чем стандартные методы окраски. Широкий выбор цветов позволяет создать желаемую эстетику.
Требование
Спецификация
Толщина
18–72 мкм
Цвет
Черный или любой код RAL или номер Pantone.
Маскировка детали
Укажите требования к маскированию на техническом чертеже.
Электрополировка
Электрополировка — это электрохимический процесс, используемый для полировки, пассивации и удаления заусенцев с металлических деталей. Это полезно для уменьшения шероховатости поверхности.
Требование
Спецификация
Цвет
Цвет натурального металла.
Маскировка детали
Укажите требования к маскированию на техническом чертеже.
Матовый
Матовый или тускло отполированный металл — это металл с однонаправленным сатиновым покрытием. Он производится путем полировки металла лентой или кругом с зернистостью 120–180, а затем размягчения безжировым составом с зернистостью 80–120 или нетканой абразивной лентой или подушечкой среднего размера. Обычно матовые металлы включают нержавеющую сталь, алюминий и никель.
Требование
Спецификация
Шероховатость поверхности
0,8–1,5 мкм
Зернистость
#80-120
Маскировка детали
Укажите требования к маскированию на техническом чертеже.
Обычай
Не видите нужную вам отделку? Отправьте запрос, и мы рассмотрим процесс отделки для вас.
Общие допуски ЧПУ
Если мы не согласовали другие допуски в вашем предложении, мы будем работать над достижением и соблюдением допусков, указанных ниже, которые будут варьироваться в зависимости от выбранного вами основного метода производства. (например: круглое отверстие 10 мм, допуск +0,01—0,03 мм)
Размер детали
Допуск
Угловатость
< 12’’ (300 мм)
± 0,005’’ (0,125 мм)
± 0,5°
< 24’’ (600 мм)
± 0,010’’ (0,250 мм)
± 1,0°
< 36’’ (900 мм)
± 1/64’’ (0,400 мм)
± 1,0°
Отзывы клиентов об услуге обработки с ЧПУ
Посмотреть больше
Ресурсы для станков с ЧПУ
Обработка с ЧПУ
Типы обработки поверхности для обработки с ЧПУ
Обработка с ЧПУ
Обработка с ЧПУ
Процесс заказа ЧПУ | Изучение веб-сайта PCBWay 07
Обработка с ЧПУ
Некоторые моменты о накатке
Обработка с ЧПУ
Обработка с ЧПУ
Каковы преимущества штамповки металла с ЧПУ
Обработка с ЧПУ
Обработка с ЧПУ
Процесс обработки с ЧПУ
Обработка с ЧПУ
Обработка с ЧПУ
Плагин PCBWay для FreeCAD
FreeCAD 3D и ЧПУ программное обеспечение ЧПУ обработка 3D печать Листовой металл Вакуумное литье Литье под давлением
Обработка с ЧПУ
Обычно используемый пластик для обработки с ЧПУ
Обработка с ЧПУ
Обработка с ЧПУ
Общие проблемы и решения при обработке с ЧПУ
Обработка с ЧПУ
Обработка с ЧПУ
Характеристики и этапы обработки с ЧПУ
Обработка с ЧПУ
Обработка с ЧПУ
Советы, которые следует знать при подготовке модели CAD для фрезерной обработки с ЧПУ
CAD-модель Фрезерование с ЧПУ ЧПУ обработка
Обработка с ЧПУ
Токарная и фрезерная обработка: в чем разница?
ЧПУ обработка Введение в ремесло превращение фрезерование
Обработка с ЧПУ
Как отличить шероховатость поверхности на станке с ЧПУ от 6,3 до 0,8?
Шероховатость поверхности ЧПУ обработка Фрезерование токарный станок Концевая фреза
Посмотреть больше
Токарные станки с ЧПУ – токарная обработка труб и прутков, расточка и нарезание резьбы
Токарные автоматы TBC
Токарный автомат Bardons & Oliver TBC с сопутствующим погрузочно-разгрузочным оборудованием и системой ЧПУ обеспечивает системный подход к производству деталей за одну операцию. TBC выполняет множество функций, для которых обычно требуется несколько машин, что ускоряет производство и снижает затраты.
Универсальный. Токарная обработка, растачивание, нарезание резьбы и резка труб и прутков.
Ускоряет производство. Производит детали за одну операцию, для чего раньше требовалось несколько операций, таких как отрезка и зажим.
Сокращает накладные расходы. Загрузочные столы магазинного типа и приспособления для автоматического захвата деталей исключают ручную работу с деталями. Один оператор может управлять несколькими машинами.
Сокращает расходы. Идеально подходит для эффективной обработки простых труб большого диаметра и стержней, которые обычно выполняются на значительно более дорогих и медленных машинах. Одна установка выполняет функции нескольких машин. Менее дорогие, чем обычные станки с ЧПУ для обработки сквозных отверстий.
Экономит место на полу. TBC занимает меньше места, чем обычные токарные станки с ЧПУ для больших отверстий.
Гибкое программирование/быстрая настройка. Система ЧПУ позволяет выбирать любую комбинацию обработки, черновой и чистовой обработки, скорости и подачи для оптимизации времени цикла, чистовой обработки и размеров
Простой инструмент. Позволяет обрабатывать детали семейства или аналогичные с использованием одних и тех же державок и вставок.
Непрерывный автоматический цикл. Магазинный загрузчик приклада со специальной деталью
КОНФИГУРАЦИИ СТАНКА могут быть подобраны в соответствии с вашими требованиями. Выдвижной упор для короткой подачи. Автоматическое приспособление для отбора деталей, станция продувки деталей и стриппер для разгрузки.
КОРОТКИЕ КОМПЛЕКСНЫЕ ДЕТАЛИ 8 Револьверная головка дискового типа для поворота, растачивания, профиля, канавки, резьбы и отрезания. Выдвижной упор для короткой подачи. Автоматическое приспособление для отбора деталей, станция продувки деталей и стриппер для разгрузки.
ДЛИННЫЕ ДЕТАЛИ 8 Станционная револьверная головка дискового типа ИЛИ 8 Станционная револьверная головка дискового типа с приводным инструментом. Выдвижной упор на направляющих с программируемой регулировкой ШВП. Автоматическая специальная опора люнета длинной части и разгрузчик с разгрузочным столом.
ФУНКЦИЯ ЗА ФУНКЦИЕЙ
TBC не имеет себе равных по производительности, надежности и качеству деталей. для вашего приложения.
АВТОМАТИЧЕСКАЯ ЗАГРУЗКА МАГАЗИНА Автоматические загрузочные столы постоянно хранят запас в машинах, что позволяет одному оператору управлять несколькими машинами. Все погрузочно-разгрузочное оборудование имеет унифицированную конструкцию, поэтому его можно легко модифицировать в соответствии с вашими конкретными требованиями. Загрузочный стол загружает в машину один отрезок материала за другим, а затем автоматически отрезает заранее заданное количество материала от переднего конца и выбрасывает оставшийся конец.
СТОП ДЛЯ ТЯЖЕЛЫХ РЕЖИМОВ отрезки отрезков из одной и той же трубы. Остановка может быть любой длины до 15 футов.
НАДЕЖНАЯ АВТОМАТИЧЕСКАЯ РАЗГРУЗКА Автоматический разгрузчик деталей поддерживает заготовку во время подачи и обработки задней сварки, фасок и обрезки.
ВЫБОР ИНСТРУМЕНТА ДЛЯ ДВУХОСЕВЫХ ЗАДНИХ НАПРАВЛЯЮЩИХ
ИНСТРУМЕНТ ДЛЯ БЛОК Токарные и расточные инструменты устанавливаются на задние двухосевые суппорта в прочном блочном держателе.
РЕВЕРЛЬ НА 8 СТАНЦИЙ Опциональная револьверная головка на 8 позиций для деталей, для которых требуются дополнительные инструменты.
8-позиционная револьверная головка с приводным инструментом Дополнительная 8-позиционная револьверная головка с приводным инструментом для деталей, требующих сверления или фрезерования.
Bardons & Oliver: признанный лидер в области обработки материалов
Автоматическая загрузка материала труб и прутков из складского магазина в шпиндель станка по мере необходимости .
Автоматическая обрезка переднего конца каждой новой трубы или стержня.
Автоматический выброс остатка конца.
Легко обрабатывает произвольные длины.
Толкающая головка, установленная на рельсе, с обратной связью от энкодера проталкивает материал через шпиндель, устраняя проблемы обслуживания и маркировки, обычно связанные с роликовым устройством подачи или прижимным роликом.
Длинные трубы и стержни поддерживаются системой люнета нагрузочного стола. Для разных диаметров ложи регулировка не требуется. Изменение диаметра ложи происходит быстро и легко благодаря нашей электрической винтовой регулировке высоты.
СПЕЦИАЛЬНЫЕ ПОГРУЗЧИКИ могут быть поставлены для обработки таких материалов, как чугунные трубы и алюминиевые профили.
РАЗГРУЗКА – более эффективная разгрузка и обработка труб и прутков
Автоматическая и надежная разгрузка максимально увеличивает производительность Правильная обработка от начала до конца обеспечивается благодаря выбору систем разгрузки, подходящих для вашего конкретного применения.
Длинные детали — , такие как корпуса гидравлических цилиндров, поддерживаются во время подачи и обработки приварки заднего конца, фасок и операций обрезки.
Короткие детали — , такие как обоймы подшипников, заготовки шестерен, поршневые кольца, гильзы цилиндров, детали трансмиссии и прокладки, могут быть сняты во время отрезания и выведены из рабочей зоны, сняты с захвата и выгружены по желобу.
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Токарный
Разновидности, принцип работы и характеристика токарных работ по дереву
Токарные работы по дереву: виды и особенности. Разновидности токарного оборудования, описание. Виды резцов, приемы токаря. Этапы работы с деревом на станке.
Сверлильный
Какие плюсы имеет сверлильный станок с ЧПУ Weeke BHX 500?
Где может применяться сверлильный станок с ЧПУ Weeke BHX 500? Дополнительные механизмы оборудования компании HOMAG group.
Вопрос-Ответ
Что представляют из себя деревообрабатывающие станки с ЧПУ
Деревообрабатывающие станки с ЧПУ – описание современных устройств для обработки дерева. Особенности, функции и характеристика основных модификаций.
Токарный
Технические характеристики токарного станка 16Б16КП, схемы
Техпараметры, назначение и сфера использования токарного станка 16б16кп, узлы и устройства, габариты рабочей области, правила безопасности.
Лазерный
Как собрать лазерно-гравировальный станок с ЧПУ?
Принцип работы лазерно-гравировального станка с ЧПУ. Как собрать оборудование своими руками?
Вопрос-Ответ
Запчасти для трансформаторов
Трансформатор — статическое электромагнитное устройство, имеющее две или более индуктивно связанные обмотки на каком-либо магнитопроводе.
Сверлильный
Характеристика сверлильного станка с ЧПУ 2р135ф2
Где применяется сверлильный станок с ЧПУ 2р135ф2? Технические характеристики прибора. Кинематическая основа станка.
Вопрос-Ответ
Основы технологии резки фанеры на станках ЧПУ
Резка фанеры на ЧПУ станках – обработка фанерных заготовок на станочном оборудовании с числовым программным управлением с целью быстрого и точного производства.
Вопрос-Ответ
Как происходит генерирование кодов для станков с ЧПУ
Программа для генерирования кодов: для чего нужна и как составляется, разновидности подобных систем и почему для написания программ лучше использовать ПК.
Вопрос-Ответ
Как просто сделать контроллер atmega8 16au для ЧПУ своими руками
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов.
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Вопрос-Ответ
Как выбрать фрезу для ЧПУ обработки
Выбор качественного инструмента для станка с ЧПУ должен основываться на таких свойствах фрезы как износоустойчивость, прочность, сбалансированность.
Фрезерный
Идеи для поделок на ЧПУ фрезере
Супер поделки из дерева при помощи фрезеровочного станка с числовым программным управлением. Особенности использования и инструкция по изготовлению.
Токарный
Технические характеристики токарно-карусельного станка 1525
Что такое токарно-карусельные станки 1525. Характеристики, руководство по эксплуатации, техника безопасности. Кинематическая и электрическая схема.
Вопрос-Ответ
Что нужно знать об организации рабочего места оператора станков с ЧПУ
Организация рабочего места оператора станков с ЧПУ: что может воздействовать на организацию рабочего участка и чем должно быть обеспечено место для труда.
Вопрос-Ответ
Детская площадка
Вопрос-Ответ
Особенности и принципы обработки на станках с ЧПУ
Применяемая технология обработки деталей на станках с ЧПУ позволяет добиться высокого качества продукции, свести к минимуму время изготовления и, в итоге, трудиться с большим экономическим эффектом.
Вопрос-Ответ
Требования, обучение и перспективы программиста станка ЧПУ
По данным исследований рекрутинговых служб, сейчас программист ЧПУ – одна из самых востребованных профессий. Зарплатные предложения по этому профилю располагают к тому, чтобы молодежь активно осваивала эту специальность.
Фрезерный
Технические характеристики вертикально-фрезерного станка 6Р13, паспорт
Производитель, применение фрезерного станка 6р13. Технические характеристики, основные узлы. Достоинства и недостатки. Электрическая и кинематическая схема.
Токарный
Общие сведения о токарно-винторезном станке ТВ-6, технические характеристики и схемы
Большим спросом среди образовательных учреждений, ремонтных предприятий и индивидуальных предпринимателей пользуется токарный станок модели ТВ-6.
Фрезерный
Особенности и конструкция поворотных осей для ЧПУ станка
Поворотная ось для ЧПУ — элемент станков, благодаря которому можно выполнить качественную и точную обработку заготовок в автономном режиме.
13 Детали станка с ЧПУ – Блок-схема ЧПУ
Станки с ЧПУ (ЧПУ) представляют собой сложное оборудование, предназначенное для автоматического изготовления деталей из широкого спектра материалов, включая металл, пластик и дерево. Станки с ЧПУ бывают разных конфигураций, но наиболее распространенными являются фрезерные станки с ЧПУ и токарные станки с ЧПУ. Токарные станки с ЧПУ лучше подходят для обработки цилиндрических деталей, тогда как фрезерные станки можно использовать для обработки плоских, изогнутых или угловых деталей.
В этой статье будут описаны различные части станка с ЧПУ. Некоторые детали являются общими для токарных и фрезерных станков, например, блок управления, система привода и система обратной связи, в то время как другие относятся к определенному типу станков. Например, задние и передние бабки можно найти только на токарных станках с ЧПУ.
1. Устройство ввода
«Устройство ввода» для станка с ЧПУ — это средство, с помощью которого программы ЧПУ загружаются в станок. Этим устройством ввода может быть клавиатура (для непосредственного ввода команд G-кода), флэш-накопитель USB (для переноса завершенной программы с другого компьютера) или беспроводная связь (если программа должна быть загружена с другого компьютера по локальной сети). ).
2. Блок управления станком (MCU)
MCU (блок управления станком) представляет собой набор электронных аппаратных и программных средств, которые считывают G-код, предоставленный устройством ввода, и преобразуют его в инструкции, которые могут быть выполнены драйверы инструментов для выполнения желаемых операций обработки. Это один из важнейших компонентов станков с ЧПУ. MCU интерпретирует координаты G-кода в движениях, выполняемых серводвигателями вдоль различных осей станка. Он также интерпретирует информацию от датчиков обратной связи, чтобы гарантировать, что инструмент находится в ожидаемом положении после завершения движения. MCU также управляет устройством смены инструмента и включением охлаждающей жидкости, как указано в G-коде. Типовой блок управления показан на рисунке 1 ниже:
3. Станки
«Станки» — это общий термин, используемый для обозначения любого инструмента, который может выполнять обработку заготовки, обычно режущего инструмента. Станки принимают разные формы в зависимости от типа станка с ЧПУ. Токарные станки с ЧПУ используют стационарные инструменты и перемещают вращающееся сырье в инструмент для выполнения разрезов. Фрезерные станки с ЧПУ перемещают вращающиеся инструменты в неподвижный материал. Однако более сложные 5-осевые станки могут перемещать как инструмент, так и заготовку, что позволяет создавать более сложные элементы в готовой детали. Станки часто хранятся в «библиотеках инструментов», которые представляют собой стеллажи для хранения всех инструментов, которые могут потребоваться для обработки детали. Устройство смены инструмента автоматически снимает инструмент со шпинделя, помещает его в библиотеку инструментов и устанавливает следующий инструмент. Типичный фрезерный станок с ЧПУ показан на рисунке 2 ниже:
4. Система привода
Система привода относится к двигателям, которые перемещают инструмент вдоль различных осей станка. В случае стандартного фрезерного станка с ЧПУ станина перемещается горизонтально по осям x и y, а режущий инструмент перемещается вверх и вниз по оси z. В стандартном токарном станке с ЧПУ приводная система перемещает режущий инструмент параллельно оси вращения заготовки. Режущий инструмент перемещается по внешнему диаметру материала вдоль оси вращения заготовки, а не поперек оси вращения. Движение в станке с ЧПУ часто управляется серводвигателями, шарико-винтовыми парами и линейными направляющими. Сервоприводы могут точно перемещать гайку шарико-винтовой передачи для позиционирования различных механических компонентов, таких как станина и шпиндель. Линейные направляющие обеспечивают точное перемещение станины и шпинделя с минимальным люфтом.
5. Система обратной связи
Несмотря на точность приводной системы, может потребоваться система управления с обратной связью, чтобы после того, как машина перемещает механический компонент в определенное положение, это положение проверялось и, при необходимости корректируется. Положение можно измерить с помощью линейного энкодера или поворотного энкодера, прикрепленного к серводвигателю.
Специальные измерительные инструменты также используются не только для обнуления станка, но и для измерения фактической детали во время обработки, чтобы потенциально отрегулировать параметры обработки в соответствии с размерными требованиями. Типичный измерительный инструмент показан на рисунке 3 ниже:
6. Блок дисплея
Блок дисплея представляет собой экран, на котором отображается важная информация для оператора. Некоторые дисплеи имеют большие экраны с высоким разрешением, которые отображают большое количество информации, в то время как другие имеют небольшие экраны с низким разрешением, на которых отображается только самая необходимая информация. отображается. Блок дисплея показывает, как оператор взаимодействует с различными функциями станка с ЧПУ, такими как ввод G-кода или изменение настроек станка. Блок дисплея также показывает текущее рабочее состояние машины.
7. Станина
На станине станка с ЧПУ размещается сырье. Для закрепления заготовки на месте используются различные зажимные приспособления. В станине часто есть Т-образные пазы или отверстия, к которым можно прикрепить приспособления. Обычные станки с ЧПУ перемещаются только по горизонтальным осям x и y, но более совершенные 5-осевые станки могут включать вращательные движения по осям x и y. На рис. 4 ниже показана деталь, прикрепленная к станине станка с ЧПУ:
В токарном станке с ЧПУ револьверная головка и задняя бабка крепятся к станине, а заготовка крепится к патрону.
8. Передняя бабка
Передняя бабка — это уникальная часть токарного станка, которая содержит главный привод, подшипники и шестерни, необходимые для вращения патрона с требуемой скоростью для обработки. Переднюю бабку можно найти с левой стороны токарного станка с ЧПУ. Передняя бабка обычно закрыта и доступна через съемные смотровые панели.
9. Задняя бабка
Задняя бабка представляет собой компонент токарного станка с ЧПУ, который используется для осевой поддержки длинных цилиндрических заготовок с одной стороны, в то время как патрон поддерживает другую сторону, а также вращает материал. Без задней бабки силы, создаваемые во время резки, заставят материал отклоняться от фрезы. Сырье центрируется на пиноли задней бабки, которая свободно вращается в задней бабке. Это особенно полезно для резки компонентов, таких как силовые винты или валы. Задняя бабка может перемещаться только вдоль оси z токарного станка, чтобы учесть разную длину исходного материала.
10. Цилиндр задней бабки
Цилиндр задней бабки расположен в задней бабке, имеет конический конец, коллинеарный оси шпинделя и патрона. При обработке длинного вала в центре конца заготовки часто просверливают глухое отверстие, чтобы в него можно было поместить пиноль для поддержки. Перо имеет только ограниченный диапазон движения. Задняя бабка приближается к детали, затем пиноль приводится в действие пневматическим или гидравлическим давлением, чтобы зафиксировать сырье на месте.
11. Ножной переключатель или педаль
Ножные педали используются для включения и выключения патрона и пиноли задней бабки токарного станка с ЧПУ. Ножные педали помогают операторам загружать заготовки и выгружать готовые детали из станка. На станках с ЧПУ обычно нет педалей, поскольку детали уже закреплены на станине, и операторам не нужно, чтобы обе руки были свободны при загрузке и выгрузке сырья.
12. Патрон
Патрон — это специальная деталь для токарного станка, которая используется для захвата сырья во время его обработки на токарном станке. Он вращается с высокой скоростью шпинделем. Патрон обычно имеет три или четыре захвата с пневматическим или гидравлическим приводом. Захваты трехкулачкового патрона самоцентрирующиеся. Все захваты двигаются радиально одновременно. Захваты четырехкулачковых патронов регулируются индивидуально и не являются самоцентрирующимися. Четырехкулачковые патроны более точны, чем трехкулачковые. Они допускают эксцентричную резку, поскольку их положение можно точно контролировать для учета любых изменений в исходном материале. На рис. 5 ниже показан типичный трехкулачковый патрон:
13.
Панель управления
Панель управления содержит: устройство ввода, дисплей, клавиатуру и другие кнопки управления, помогающие операторам взаимодействовать со станком с ЧПУ. Панель управления часто крепится к станку с ЧПУ с помощью выдвижного рычага, который позволяет оператору расположить экран в удобном месте.
Что такое станок с ЧПУ?
Станок с числовым программным управлением (ЧПУ) — это управляемый компьютером автоматизированный инструмент, который можно использовать для придания формы различным материалам, таким как металлы, пластик или дерево, на основе набора инструкций, генерируемых с помощью программного обеспечения CAM (автоматизированное производство). Есть два широко используемых станка с ЧПУ: токарные станки с ЧПУ и фрезерные станки с ЧПУ.
Каковы преимущества использования станка с ЧПУ?
Станки с ЧПУ широко используются в обрабатывающей промышленности благодаря их многочисленным преимуществам. Станки с ЧПУ могут работать без постоянного участия оператора. Теоретически они также могут работать круглосуточно и без выходных в сочетании с роботизированными системами для загрузки и разгрузки машин. Станки с ЧПУ имеют воспроизводимую точность, а это означает, что тысячи деталей могут быть изготовлены с минимальным отклонением размеров от детали к детали. Станки с ЧПУ также могут производить детали со сложными характеристиками, которые были бы невозможны на ручных станках.
Каковы недостатки использования станка с ЧПУ?
Несмотря на широкое распространение, станки с ЧПУ имеют некоторые недостатки, которые необходимо учитывать. Станки с ЧПУ — дорогостоящие инструменты. Они стоят значительно дороже, чем ручные машины. Однако у них высокая производительность, а стоимость единицы продукции может быть распределена на достаточный объем продаж, чтобы в значительной степени (или полностью) компенсировать разницу в первоначальных инвестиционных затратах. Для работы на станках с ЧПУ также требуется дорогостоящая квалифицированная рабочая сила. При обработке небольших, одноразовых, простых деталей часто дешевле и быстрее использовать ручной станок, поскольку программирование и настройка станка с ЧПУ для нестандартных деталей может быть неэкономичным.
Как работает станок с ЧПУ?
Станок с ЧПУ работает, автоматически разрезая сырье на основе набора инструкций, предоставляемых оператором, называемых G-кодом. Этот G-код содержит координаты конкретных элементов детали, требуемый инструмент, оптимальные скорости и подачи, а также команды для включения или выключения подачи СОЖ. MCU (блок управления станком) преобразует этот G-код в инструкции для различных серводвигателей и шпинделей, чтобы произвести нужную деталь.
Как модернизировать детали станков с ЧПУ
Коммерческие станки с ЧПУ часто не предназначены для модернизации их основной конструкции или механических компонентов. В связи с этим важно правильно определить станок с ЧПУ как для текущих, так и для будущих требований. Хотя механика станка с ЧПУ не может быть модернизирована, некоторые компоненты, которые можно модернизировать для повышения эффективности, перечислены ниже:
Станки: Хотя это и не является непосредственным обновлением станка, переход на высококачественные инструменты может значительно улучшить обработку. эффективность.
Датчик касания: Датчик касания можно использовать для обнуления станка, а также для выполнения некоторых измерений во время обработки, чтобы позволить станку исправить любые несоответствия.
Библиотека инструментов: Библиотека инструментов — это автоматизированная система хранения, которая используется для хранения ряда инструментов на станке, чтобы их можно было автоматически заменять во время обработки.
Автоматизация: Одним из наиболее важных усовершенствований станка с ЧПУ является включение систем автоматизации. Одним из распространенных примеров этого является роботизированная рука, которая используется для загрузки сырья в машину, а затем выгрузки готовой детали после завершения обработки. Это значительно повышает производительность машины.
Прибыльна ли обработка с ЧПУ?
Да, обработка с ЧПУ выгодна. Автоматический характер станка с ЧПУ означает, что многие детали могут быть изготовлены быстро и с меньшими затратами по сравнению с ручной обработкой, особенно при относительно больших объемах производства.
Резюме
В этой статье представлены части станка с ЧПУ, объяснено, что они собой представляют, и рассмотрено назначение каждой из них и принцип их работы. Чтобы узнать больше о станках с ЧПУ, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Основные части токарного станка с ЧПУ — Helman CNC
Физически токарный станок с ЧПУ представляет собой простой токарный станок с панелью управления ЧПУ, оснащенной им. Внутренне все функции токарного станка с ЧПУ управляются с помощью ЧПУ.
Вам может понравиться Что такое ЧПУ? a Перспектива станка с ЧПУ для новичков в мастерской
Содержание
Основные детали токарного станка с ЧПУ
1 – Передняя бабка
2 – Станина токарного станка с ЧПУ
3 – Патрон
4 – Задняя бабка
5 – Перо задней бабки
6 – Ножной переключатель или педали
7 – Панель управления ЧПУ
8 – Револьверная головка
Представление основных частей токарного станка с ЧПУ
1 – Передняя бабка
Передняя бабка токарного станка с ЧПУ имеет главный двигатель токарного станка с ЧПУ, который приводит в движение главный шпиндель. На этом главном шпинделе установлен патрон.
Передняя бабка токарного станка с ЧПУ
Вот еще один токарный станок с ЧПУ, крышки передней бабки сняты, поэтому вы можете видеть главный привод (главный двигатель), шестерни. Шестерни можно выбрать с помощью инструкций по программированию с ЧПУ (M41, M42, M43)
2 — Станина токарного станка с ЧПУ
Револьверная головка перемещается по станине токарного станка с ЧПУ, которая специально закалена, поэтому никакая обработка не может повлиять на них.
3 – Патрон
Патрон токарного станка с ЧПУ захватывает обрабатываемую деталь. Сам Чак состоит из многих частей. Губки установлены на патроне для захвата детали. Подробнее о кулачках можно прочитать здесь. Челюсти станков с ЧПУ: введение для оператора токарного станка с ЧПУ.
Токарный патрон с ЧПУ с кулачками
4 – Задняя бабка
Задняя бабка в основном используется для придания дополнительного усилия зажима при обработке деталей. При обработке длинных деталей они обеспечивают дополнительное усилие на другом конце, поэтому процесс обработки может выполняться плавно. Вы можете видеть на картинке выше, что на одном конце патрон захватывает деталь, а на другом конце задняя бабка создает дополнительное усилие.
5 — Перо задней бабки
На самом деле вы перемещаете всю заднюю бабку вперед или назад, но таким образом она не используется для захвата детали, а задняя бабка перемещается в точку рядом с компонентом, а затем устанавливается там, после этого вы приводите в действие пиноль задней бабки, которая перемещается под действием гидравлического или пневматического давления для захвата компонента.
6 – Ножной переключатель или ножные педали
Ножные переключатели используются для приведения в действие пиноли патрона и задней бабки. С помощью этих педалей машинист с ЧПУ открывает и закрывает патрон для захвата детали, точно так же, как пиноль задней бабки перемещается в переднее положение или реверсируется с помощью этих педалей.
Главная » Деревообрабатывающее и мебельное оборудование Оборудование для лесопиления Дисковые пилорамы Дисковые пилорамы углового пиления Лесопильный станок ГРИЗЛИ »
наши телефоны:
8 (905) 852-48-11
Лесопильный станок «Гризли» предназначен для распиловки различных пород древесины на обрезные доски экспортного качества, или брус. Успешно распиливает лиственницу. Идеален для ценных пород дерева.
· Максимум радиального распила; · Диаметр пиловочника до 1 м; · Работа в любых климатических условиях, как в помещениях, так и на лесной делянке; · Не требует фундамента; · Наличие передвижного варианта на шасси; · Возможность работы от дизель-электростанции; · Наличие экономичного варианта пропила; · Быстрый монтаж и демонтаж.
Особенности конструкции.
Распил производится с помощью передвижной каретки вдоль неподвижно закрепленного бревна. При этом, на каретке, под углом 90° , расположены один вертикальный и до двух горизонтальных дисков, что позволяет получать максимум радиального распила. За один проход каретки получается до двух обрезных изделий, которые подаются задним ходом каретки в руки оператору;
Точность распила такова, что отклонения по геометрическим размерам на шесть метров длины составляет менее 1 мм.
Станок позволяет распиливать бревна диаметром до 1 метра, не кантуя их. Осуществляется это посредством пиления сверху вниз и слева на право, шаг за шагом, доска за доской.
Оператор может получать из бревна брус и доски различных размеров: а) по вертикали до 250 мм и по горизонтали до 100 мм, при комплектации станка одним вертикальным диском диаметром 630 мм, и одним горизонтальным диском диаметром от 305 мм до 500 мм. Данная комплектация станка позволяет экономить на пропиле; б) для получения размеров на выпиливаемом брусе до 250 мм по вертикали и до 200 мм по горизонтали, станок комплектуется одним вертикальным диском диаметром 765 мм, и одним горизонтальным диском диаметром 500 мм; в) существует также комплектация станка с одним вертикальным диском диаметром 630 мм, и двумя горизонтальными дисками диаметром 305 мм, позволяющими выпиливать за один проход каретки до двух обрезных изделий (применяется в основном для пиления осколочного леса). Максимальный размер выпиливаемого бруса по вертикали до 250 мм, и по горизонтали до 100 мм. Но на данных комплектациях станков толщина пропила соответственно увеличивается.
В настоящее время изготавливается новая модификаций л/с «Гризли» Конструкция станка позволяет оператору, не останавливая станок, осуществлять настройки на различные размеры изделия. Оператор сам выбирает режим резания, в зависимости от сменного задания и рационального раскроя бревна. При этом вариантов пиления великое множество. Уборка опилок осуществляется посредством двух бункеров расположенных под станком, что является дополнительной опцией.
Лесопильный станок «Гризли» изготавливается по уровню автоматизации разделяется на две группы: Гризли» — стандарт и «Гризли» — автомат.
Лесопильный станок «Гризли» изготавливается по уровню автоматизации разделяется на две группы: Гризли» — стандарт и «Гризли» — автомат. В стандартной комплектации оператор управляет работой станка посредством пульта и устанавливает размеры выпиливаемых изделий по линейке. При работе на «Гризли» — автомат, станком управляет промышленный контроллер. На станке установлен частотный преобразователь фирмы DANFOSS, который позволяет мгновенно изменять скорость движения каретки с режущими дисками в диапазоне от 0 до 48 м/мин. Практика работы на станке следующая: вхождение дисков в бревно осуществляется на небольшой скорости, затем с помощью оператора скорость можно увеличивать. При встрече сопротивления диску, например большого сучка, скорость понижается, также при помощи оператора, и после его распила увеличивается. Все эти операции на «Гризли» автомат осуществляет промышленный контроллер. Лесопильный станок «Гризли» показал себя, как простой в эксплуатации станок. Станок настолько надежен, что на весь срок эксплуатации точность распила остается такой же, как и в начале его работы, притом, что многие эксплуатируют его на протяжении нескольких лет в три смены и без выходных.
Многопильные станки | лесопильные линии Китай (Красноярск) — ЛесТехМаш
Любому деревообрабатывающему предприятию необходимо такое оборудование, как лесопильные станки. Выгодно купить многопильный станок китайского производства, дисковую пилораму или целую лесопильную линию вы можете, сотрудничая с компанией «ЛесТехМаш».
Краткие характеристики китайских пилорам
Мы поставляем в Россию многопильные станки производства Китай со следующими характеристиками: • Все части корпуса и главный вал выполнены из особой стали, которая отличается прочностью, а все детали изготовлены на специальном оборудовании, что гарантирует их высокую точность. • Машины укомплектованы приводной цепью, подшипниками и электрическими элементами от лучших международных производителей, что гарантирует их продолжительную и безотказную работу. • Многопил производства Китай является абсолютно безопасным в эксплуатации. За это отвечает электронный датчик, отключающий станок при открытых крышках.
С подобным оборудованием продольная распиловка на обрезные доски даже очень прочного дерева, произрастающего в тайге, будет проходить быстро и легко.
Лесопильная линия: где можно выгодно купить
Современная линия лесопиления предназначена для многократного сокращения трудозатрат и прочих производственных издержек, влияющих на себестоимость продукции. Данное оборудование европейского производства стоит дорого, поэтому инвестиции долго окупаются. Выход — лесопильная линия производства Китай, купить которую предлагает наша компания.
Широкий ассортимент
Мы предлагаем большой ассортимент профессиональной техники, ленточные и рамные машины, что позволяет укомплектовать линию, отвечающую тем или иным производственным задачам.
Мы также поставляем запасные части и дополнительное оборудование для последующего обслуживания или модернизации уже купленной техники.
Подробное описание каждой модели представлено в каталоге. Здесь же размещены видео, которые демонстрируют производительность оборудования.
Доступная цена
Доступные цены обусловлены непосредственным сотрудничеством с китайскими производителями. Мы много лет работаем в данном направлении, что позволило наладить надежные партнерские отношения.
Дополнительные услуги
Сотрудничая с компанией «ЛесТехМаш», вы избавляете себя от хлопот, связанных с транспортировкой и таможенным оформлением перевозимого груза. Решением данных вопросов занимается наша команда, гарантируя минимальные затраты времени и денег. Как лесопильная линия, так и китайский многопильный станок могут быть доставлены в Красноярск, на Алтай и в любые другие регионы РФ.
Продажа дисковых пилорам
Также в нашем ассортименте представлена китайская дисковая пилорама. Все оборудование является сертифицированным. Соответствующие документы подтверждают тот факт, что техника прошла многочисленные испытания и отвечает высоким требованиям относительно производительности и безопасности.
Подробнее..
..Скрыть
Первый продуктовый зал Нью-Мексико
Совершите виртуальный тур или просмотрите карту рынка Лесопилки.
Виртуальный тур
Карта лесопильного рынка
май 2023 г.
Фильтр: Выберите категориюКараокеЖивая музыкаЙога во дворе
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
‘+ ‘
‘+ ‘
Кафе Лесопилка | Всемирно известная Jumbo Sawmill Pizza
дом
Мы начали с лучших на променаде, а затем стали самыми большими! Sawmill Pizza — это не просто пицца, это традиция Джерси-Шор.
Не в настроении для пирога? Не волнуйтесь, у нас есть полное меню для вас с большим выбором закусок, любимых блюд, салатов, сэндвичей, роллов, гамбургеров, блюд из пасты и многого другого!
Обязательно попробуйте наши напитки и коктейли, утоляющие жажду, свежее холодное разливное пиво, в том числе местное крафтовое пиво из Нью-Джерси, или ароматные замороженные напитки.
Посмотреть меню
на променаде
Когда более 40 лет назад на променаде Сисайд-парка впервые открылась лесопилка, она начиналась как небольшой киоск с хот-догами у входа в пирс Фантаун. Главной достопримечательностью пирса Фантауна был бревенчатый лоток, а близость лотка с хот-догами к бревенчатому лотку привела к тому, что лесопилка получила свое название.
Стенд быстро расширился благодаря успешному добавлению нашего фирменного Jumbo Slice. За прошедшие годы The Sawmill превратилась в ресторан с полным спектром услуг, который мы знаем и любим сегодня. Поскольку это единственное здание на променаде в Приморском парке, пережившее ураган «Сэнди» в 2012 году и последующий пожар в 2013 году, нам нравится думать о лесопилке как о гордом напоминании о том, чем когда-то был променад, и о якоре того, что еще впереди.
За последние несколько лет реконструкции мы расширились, чтобы предложить Sawmill Express — быстрое обслуживание, когда вы не хотите перекусить, The Sand Bar — рай для любителей солнца, где можно посидеть на песке, Sunrise Cafe — летний сезонный завтрак, который предлагается наверху в Park Pavilion – место проведения свадеб и мероприятий на нашем втором этаже с доступными церемониями на пляже. В этом сезоне у нас также появилось много новых соседей на набережной Приморского парка, таких как Blue Cup Coffee, Park Arcade, Vintage Anchor Boutique, Playa Bowls, Park Seafood, Kohr’s и другие!
Отзывы
«Это был мой первый раз, когда я ел в The Sawmill, но определенно не последний… Обслуживание было превосходным, а кусок пиццы был огромным и вкусным».
«Наверное, самый чистый бар на набережной. Они известны своей культовой пиццей… если вы посещаете город, вы обязательно должны отправиться на лесопилку!»
«Люблю гигантские кусочки пиццы. Отличная атмосфера и вам нравится тот факт, что вы, ребята, открыты круглый год».
Ивановский завод тяжелого станкостроения, г. Иваново
Основание завода
«Ивановский завод тяжелого станкостроения» — одно из крупнейших станкостроительных предприятий по производству высокотехнологичного и наукоемкого оборудования.
В декабре 1951 года Советом Министров СССР было принято решение о развитии в традиционно текстильном регионе машиностроительной отрасли. Преследовались одновременно две цели: изменение демографической ситуации в крае и увеличение объемов металлорежущего оборудования, в котором остро нуждалась экономика, восстанавливающаяся после войны. Ивановскому заводу расточных станков поначалу отводилась роль дублера прославленного ленинградского предприятия им. Свердлова.
В 1953 году строительство Ивановского завода расточных станков.
в 1957 году параллельно с ходом строительства на заводе приступили к выпуску первой партии продукции. Официально предприятие вступило в число действующих в 1958 году, и, как водилось в ту пору, коллектив получил первый государственный план — 130 шпиндельных бабок.
В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
С 1961 года решением правительства завод был переведен в разряд особо важных строительных объектов.
Стоит сказать, 60-е годы в истории ИЗТС-это время становления коллектива, его профессионального мужания. В цехах трудились опытные мастера. Люди работали с огромным энтузиазмом. Ради выполнения плана, нередко случалось выходили и в выходные, и ночное время.
В 1962 году конструкторский отдел был преобразован в СКБ РС. И силами его специалистов был создан первый ивановский расточной станок ИР-1.
В 1967 году заводу присвоено звание Ивановский завод тяжелого станкостроения имени 50-летия СССР.
С 1973 года Ивановский завод тяжелого станкостроения специализируется на выпуске обрабатывающих центров (ОЦ), а также горизонтально-расточных станков. За период с 1970 года было выпущено около 3000 ОЦ. Станки поставлялись в важнейшие отрасли народного хозяйства, и в первую очередь аэрокосмическую, автомобильную, энергетическую, оборонную.
3 января 1976 года приступили к проектированию первого обрабатывающего центра ИР-500. Через четыре месяца были готовы все отливки, а в мае 1977-го первый ивановский обрабатывающий центр этой модели демонстрировался на выставке «Станки-77» в Москве.
В 1976 году завод преобразуется в Ивановское станкостроительное производственное объединение имени 50-летия СССР. В составе ИЗТС запустили инструментальный цех, а позже в Министерстве станкоинструментальной и инструментальной промышленности было решено о передаче Оршанского инструментального завода в состав Ивановского объединения.
В 1977 году пришло первое громкое признание. На московской выставке «Станки-77» сразу две ивановские машины ИР500МФ4 и «Модуль-500 были отмечены дипломами первой степени, а разработчики — двумя золотыми, двумя серебряными и одиннадцатью бронзовыми медалями. С этого момента в жизни коллектива начался новый этап.
В 80-х годах заводу удалось успешно реализовать некоторые крупные проекты, например, введен комплекс гибких производственных систем «Иваново-Урал» на базе 23 обрабатывающих центров ИР1600МФ4 на оборонном заводе в Нижнем Тагиле, комплекс гибких производственных систем «Иваново-ЗИЛ» на базе 63 обрабатывающих центров и специальных станков для производства дизельных двигателей автозавода ЗИЛ в Москве. Спроектирован и внедрен станочный комплекс «Талка 500», объединяющий четыре станка мод. «Модуль ИР500» и станок мод. ИР800МФ4, участок подготовки производства и готовой продукции. Внедрены ГПС на крупных предприятиях Украины, России, Белоруссии.
В 1985 году в истории ивановского станкостроения началась новая глава. По итогам визита Горбачева в Болгарию стало подписание межправительственного соглашения о создании советско-болгарского научно-производственного объединения «Иваново-София».
В 1986 году создано Международное советско-болгарское научно-производственное объединение «Иваново-София». В его составе с советской стороны ГКБ «Станкосистема», завод тяжелого станкостроения и строящийся завод в Шуе; с болгарской стороны — станкостроительное объединение, включающее 24 завода.
Высокую оценку заслужила продукция Международного НПО «Иваново-София» на Пловдивской международной ярмарке. Оба представленных экспоната — обрабатывающие центры мод. ИС-500 и ИР200ПМФ4 — отмечены золотой медалью.
Станки производства ИЗТС поставлялись и на экспорт в такие страны, как Германия, Япония, Италия, Швеция, Франция, Финляндия и другие.
Наши дни
С 1999 года организовано серийное производство высокоскоростных обрабатывающих центров нового поколения — Супер-Центры ИС630, ИС-800, ИС800-Глобус.
С 2000 года Ивановский завод тяжелого станкостроения участвует во всех крупных выставках.
С 05.03.2002 года завод реорганизован в ОАО Ивановский завод тяжелого станкостроения. Ему присвоен ИНН 3731023288, КПП 370201001, ОГРН 1023700542030, ОКПО 05011422
В структуру Ивановского завода тяжелого машиностроения входят следующие подразделения:
ООО «Торговый Дом — ИЗТС
ИВАНОВОЦЕНТЕР – ИЗТС
Механосборочное производство ОАО ИЗТС
Литейный завод ОАО ИЗТС
КБ ОАО ИЗТС
Инструментальное производство ОАО ИЗТС
Краткая справка
Сегодня завод выпускает высокоточные горизонтально-расточные станки, обрабатывающие центры, в том числе высокоскоростные, тяжелые обрабатывающие центры с грузоподъемностью стола до 25 тонн, а также деревообрабатывающее оборудование, инструмент и оснастку.
Краткая справка
АО «Станкосистема» владеет архивом технической документации на разнообразные горизонтально-расточные станки с программным управлением и обрабатывающие центры, а также специальные и агрегатные станки, деревообрабатывающие станки с ЧПУ, спроектированные конструкторами нашей организации и изготовленные на ивановском станкостроительном заводе.
По запросу, в соответствии с заключенным договором, АО «Станкосистема» предоставит техническую документацию из своего архива.
Ивановский станкостроительный завод Группы Стан
08.09.2014 на базе нескольких цехов ОАО ИЗТС зарегистрировано предприятие Ивановский станкостроительный завод ООО ИСЗ. Учредитель — промышленная группа Группа Стан, ООО (г. Москва).
Краткая справка
Ивановский завод тяжелого станкостроения, ОАО ИЗТС г. Иваново, ул. Станкостроителей, д. 1
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
2А636 — станок горизонтально-расточной Ø 125,
2А636Ф1 — станок горизонтально-расточной с УЦИØ 125
2А637 — станок горизонтально-расточной Ø 160
2М58 — станок радиально-сверлильный Ø 100
2611Ф2 — станок горизонтально-расточной с ЧПУ Ø 80
2620В — станок горизонтально-расточной Ø 90
2622В — станок горизонтально-расточной Ø 110
2636 — станок горизонтально-расточной Ø 125,
ИР320ПМФ4 — станок многоцелевой фрезерный горизонтальный с ЧПУ 320 х 320
ИР-500 — станок многоцелевой фрезерный горизонтальный 500 х 500
ИР-800 — станок многоцелевой фрезерный горизонтальный 800 х 800
ИС-500 — станок многоцелевой фрезерный горизонтальный 500 х 500
ИС-800 — станок многоцелевой фрезерный горизонтальный 800 х 800
Тяжелые и уникальные станки
ИР1400ПМФ4 — Тяжелый горизонтальный обрабатывающий центр с автоматической сменой инструмента (АСИ)
ИР1600МФ4 — Тяжелый горизонтальный обрабатывающий центр с автоматической сменой инструмента (АСИ)
ИСК5000 — Тяжелый высокодинамичный станок с поперечно-подвижной стойкой и выдвижным ползуном
Обрабатывающие центры
ИС1400ПМФ4 — Горизонтально-расточный обрабатывающий центр
ИСН2А637ПМФ4 — Горизонтально-расточной обрабатывающий центр
ИСН2А637 — Горизонтально-расточный обрабатывающий центр с автоматической сменой инструмента (АСИ)
ИСП1250 — Обрабатывающий центр ИСП1250 с выдвижным шпинделем и ползуном
ИС1250ПМФ4 — Горизонтальный обрабатывающий центр
ИСА1250ПМФ4 — Горизонтальный обрабатывающий центр с угловой поворотной головкой
ИСГ1250ПМФ4 — Горизонтальный обрабатывающий центр с угловой поворотной головкой
ИС1250ПМФ4 — Горизонтальный обрабатывающий центр с увеличенным столом
ИСБ1200-2 — Мощный высокоскоростной горизонтальный обрабатывающий центр с двухместным накопителем сменных палет
ИСБ500ПМФ4 — Мощный высокоскоростной горизонтальный обрабатывающий центр
ИСБ800ПМФ4 — Мощный высокоскоростной горизонтальный обрабатывающий центр
СУПЕР ЦЕНТР ИС630 — Высокоскоростной горизонтальный обрабатывающий центр
СУПЕР ЦЕНТР ИС800 — Высокоскоростной горизонтальный обрабатывающий центр
СУПЕР ЦЕНТР ИС800-ГЛОБУС — Высокоскоростной 5-осевой горизонтальный обрабатывающий центр
ОЦП-3000 — Портальный пятикоординатный фрезерный обрабатывающий центр
Автоматическая система дозированной смазки направляющих Ilcomatic MRT-200 /Италия/
ШВП HIWIN /Тайвань/
Пневмооборудование PNEUMAX /Италия/
Привод подач BRUSATORI Модмаш-Софт /Россия/
Модернизация токарного станка c ЧПУ модели 16А20Ф3
Револьверная головка фирмы PRAGATI (Индия)
ЧПУ FMS-3000 фирмы Модмаш-Софт (Россия)
Привод подач и главного движения фирмы YASKAWA (Япония)
Насосно- моторная группа (Италия)
Кожух защитный ШВП оси «Z»
ШВП фирмы KSK (Чехия)
Автоматическая система дозированной смазки направляющих, ШВП и подшипников опор винтов продольной и поперечной подач (комплектующие производства Италия)
Ремонт и модернизация токарных станков
Ремонт и модернизация фрезерных станков
Ремонт и модернизация расточных станков
Металлорежущие станки с ЧПУ
Серия ИТС 250
Токарные станки с ЧПУ
Вертикально-фрезерные станки
Горизонтально-расточные станки
Вертикальные и горизонтальные обрабатывающие центры
Перейти к конфигуратору токарного станка с ЧПУ
Приспособления и оснастка для станков
Револьверные головки
Инструментальные диски
Оснастка (резцедержатели для токарной группы)
Инструментальные магазины
Индексные поворотные столы
Зажимные цилиндры
Оснастка(резцедержатели для фрезерной группы)
Комплектующие и запчасти для станков
Электрооборудование
Механика
Системы ЧПУ и привода
Пневматика
Инструмент и оснастка
Гидравлика
Метизы
РТИ
Наши сайты
Наши партнеры
Машиностроительное оборудование производства ООО Ивтехсервис — Станки с ЧПУ, производство станков, ремонт и модернизация металлообрабатывающих станков: токарные станки, фрезерные станки, обрабатывающие центры и расточные станки. Оснастка и запчасти для станков.
Став нашими партнерами, вы оцените:
высокое качество обслуживания – комплекс предоставляемых нами услуг позволяет разрешить любую технологическую задачу;
прозрачность условий сотрудничества – работая с нами, вы всегда можете быть уверены в получении отменного конечного результата;
исключительное качество продукции – на весь предлагаемый компанией товар предоставляются сертификаты и гарантии;
оптимальное ценовое предложение – у нас выгоднее купить токарный станок по металлу, чем у кого-либо еще, потому что мы располагаем собственной производственной базой;
индивидуальный подход – ваши задачи будут решаться быстро и тщательно, как наши собственные.
Станки для металлообработки с ЧПУ – то, что определяет технологическую продвинутость вашего производства. Вы можете не только купить новое оборудование, но и модернизировать старое.
ООО «Ивтехсервис» работает по техническим заданиям заказчиков. При необходимости мы способны разработать программное обеспечение для ваших станков и произвести то оборудование, которое будет отвечать вашим промышленным целям. ООО «Ивтехсервис»: мы заботимся о вашей прибыли.
Ивановский завод тяжелого станкостроения 2637ГФ1 Станок настольно-сверлильный Станки б/у
Описание
Технические характеристики
Об этом продавце
Оборудование в полной комплектации, рабочее. Установлен цифровой дисплей. Краткие технические характеристики: Х — стол поперечный, мм 2000 Y — вертикальная передняя бабка, мм 1600 Z — стол продольный, мм 1000 Диаметр шпинделя, мм 160 Мощность главного привода, кВт 30 Скорость вращения шпинделя, об/мин 6. 3 . .. 1250 Рабочая поверхность стола, мм 1600х1800 Грузоподъемность стола, кг 12000 Скорость перемещения по линейным осям, мм/мин 2 … 6000 Скорость вращения планшайбы, об/мин 3,15…250 Габаритные размеры станка (ДхШхВ), мм 8700х5600х5100
Обратите внимание, что данное описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Ось X
2000 мм
Ось Y
1600 мм
Ось Z
1000 мм
Кондукторный тип
№
Длина стола
1600 мм
Ширина стола
1800 мм
Диаметр шпинделя
160 мм
Капитальный ремонт
да
Год капитального ремонта
2019
——————-
Длина x ширина x высота
8700,0 × 5600,0 × 5100,0
Рабочее время
Время работы без подзарядки
Государственный
хорошо
По местным нормам
———
Состояние
под напряжением
Тип клиента
Пользователь – крупная компания
Активен с
2020
Предложения онлайн
15
Последнее действие
11 мая 2023 г.
Описание
Оборудование в полной комплектации, рабочее. Установлен цифровой дисплей. Краткие технические характеристики: Х — стол поперечный, мм 2000 Y — вертикальная передняя бабка, мм 1600 Z — стол продольный, мм 1000 Диаметр шпинделя, мм 160 Мощность главного привода, кВт 30 Скорость вращения шпинделя, об/мин 6.3 . .. 1250 Рабочая поверхность стола, мм 1600×1800 Грузоподъемность стола, кг 12000 Скорость перемещения по линейным осям, мм/мин 2…6000 Скорость вращения планшайбы, об/мин 3,15…250 Габаритные размеры станка (ДхШхВ), мм 8700x5600x5100
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
Ось X
2000 мм
Ось Y
1600 мм
Ось Z
1000 мм
Кондукторный тип
№
Длина стола
1600 мм
Ширина стола
1800 мм
Диаметр шпинделя
160 мм
Капитальный ремонт
да
Год капитального ремонта
2019
——————-
Длина x ширина x высота
8700,0 × 5600,0 × 5100,0
Рабочее время
Время работы без подзарядки
Государственный
хорошо
По местным нормам
———
Статус
под напряжением
О продавце
Тип клиента
Пользователь – крупная компания
Действует с
2020
Предложения онлайн
15
Последнее действие
11 мая 2023 г.
Проверенные клиенты
Выделенный агент
Действует с 2000 г.
Мгновенная оценка вашего оборудования
Откройте для себя Valorexo, первый полностью автоматизированный инструмент цифровой оценки оборудования
Перейти к Valorexo
Список мировых поставщиков металлообрабатывающего оборудования, станкостроительных компаний, производителей
Просмотр по категориям
Vunion Machinery Company Ltd
формовочная машина, резьбонакатная машина, машина для волочения проволоки, ….
В этой статье мы рассмотрим основные характеристики выбора фрез под разные задачи.
Для выполнения различного рода задач необходимо выбирать фрезерный инструмент, исходя из следующих характеристик:
Диаметр хвостовика.
Для каждого из размеров изготавливаются соответствующие зажимные цанги. При выборе фрез, необходимо обратить внимание на единицы измерения диаметра хвостовика — дюймы или миллиметры. Это зависит от того, какие в комплекте с фрезером идут втулки, в которых зажимается хвостовик. Несмотря на незначительную разницу, миллиметровый хвостовик не совместим с дюймовой цангой, и наоборот. Вал станка вращается со скоростью до 25000 оборотов в минуту, поэтому малейшие несоответствия повлекут за собой возникновение вибраций, которые сокращают срок работы фрезера, разрушают подшипники, фундаменты и понижают качество обработки.
Длина фрезы и режущей основы.
Бывают как длинные, так и короткие фрезы.
Стандартная длина фрезы может быть от 60 до 210 мм, режущей основы — от 15 до 125 мм. Длинные фрезы могут иметь, как укороченную режущую часть, так и сравнимую с длиной хвостовика. Такие фрезы применяют, как правило, для черновой обработки. Длина этой фрезы — от 105 до 250 мм, режущей основы — от 55 до 140 мм.
Короткие фрезы могут обрабатывать различные материалы, в зависимости от поставленной задачи, но, как правило, используются для черновой обработки. Длина короткой фрезы составляет от 60 до 205 мм, режущей основы — от 15 до 120 мм.
Сплав.
Фрезы бывают из цельного твёрдого сплава (или быстрорежущей стали) или с твердосплавными напайками. Первые имеют предельную точность при обработке материала и гарантируют высокое качество исполнения (наиболее распространенный вид). Вторые воспроизводят различные геометрии режущей кромки. Металлические напайки способны достойно справляться с большинством работ по фрезерованию. Они дольше остаются острозаточенными, чем фрезы из быстрорежущей стали, но и имеют сложности с заточкой.
Отвод стружки.
По данной характеристике фрезы подразделяются на:
Однозаходные с удалением стружки вверх – благодаря единственной кромке и вместимой канавке, стружка при фрезеровании не плавится и не налипает на фрезу. Данный вид обеспечивает получение длинной стружки.
Двухзаходные с удалением стружки вверх – применяются для отделки заготовок с образованием тонкой стружки в пазухе канавок. Масштабно используются для высокоточной отделки поверхности изделия с получением более четкого и ровного среза, за счет предельной жесткости конструкции.
Трёхзаходные и четырёхзаходные с удалением стружки вверх — обеспечивают максимальную скорость обработки изделия за счет большого количества рабочих кромок.
С удалением стружки вниз – используются при обработке однослойного материала. Фрезы с нижним удалением стружки создают своеобразное давление на материал сверху, поэтому при работе с данным видом можно не использовать дополнительные зажимы, чтобы изделие не сдвигалось в процессе работы.
С прямыми ножами – используются для многослойных поверхностей. Прекрасно работают для пробивки желобков в полости материала, поэтому фрезы этого типа часто называют пазовыми.
Советы по выбору фрез
Чтобы фрезы заблаговременно не изнашивались, необходимо использовать их правильно и в соответствии с поставленными задачами. Например, для отделки мягких пород дерева подойдут фрезы из быстрорежущей стали. Также стоит обратить внимание на вид материала фрез – твердость фрезы должна быть выше твердости обрабатываемого материала. Например, для твердой древесины требуются фрезы из твердого сплава.
Также важен материал напайки фрезы. Латунь является самым дешевым из всех сплавов, поэтому и менее износостойким, в противовес бронзе, либо сплаву, содержащему серебро.
Выбор фрез, характеристики фрез для станков ЧПУ — виды, материал, характеристики
Главная
/ Реестр
/ Выбор фрез, характеристики фрез
Сейчас на рынке представлено большое количество различного инструмента для фрезерной обработки. Среди него очень легко потеряться. Вот некоторые характеристики фрез, преимущества и недостатки.
Однозаходные фрезы
— предназначены для обработки мягких материалов:
дерево,
пвх, пэт,
оргстекло,
пенистые материалы,
различные мягкие композитные материалы.
Эти фрезы имеют очень широкий стружкоотвод, поэтому вероятность забивания стружкоотвода сводится к нулю, что предотвращает перегрев и поломку фрезы. Рез у однозаходных фрез относительно некачественный по сравнению с многозаходными, но для раскроя листовых материалов она идеально подходит.
Двухзаходные и многозаходные фрезы
— предназначены для более качественной обработки мягких и твердых материалов. Они имеют очень тонкий стружкоотвод, поэтому существует вероятность его забивания. Многозаходные фрезы сильнее измельчают стружку, зато поверхность после обработки практически не требует дополнительной обработки, при увеличении количества заходов повышается качество реза и уменьшаются вибрации.
Спиральные фрезы
Спиральность любой фрезы значительно улучшает качество отвода стружки из зоны реза, вместе со стружкой отводится ненужное тепло, уменьшает ударные нагрузки.
С нижним отводом стружки
Отвод стружки вниз означает что стружка после реза прессуется в нижней части реза и остается в канавке разреза, это не очень удобно т. к. существенно увеличивает нагрузку на инструмент. Такие фрезы используют для того чтобы заготовка прижималась фрезой во время резанья к рабочему столу станка, тем самым заготовка может не закрепляться, стружка не разбрасывается по сторонам, а прессуется (складывается) в разрезе.
Прямая фреза
Прямая фреза отличается от спиральной значительно меньшей ценой и возможностью самостоятельной заточки, снятие осевой нагрузки со шпинделя станка, на этом преимущества заканчиваются, сильные вибрации, ударные нагрузки, плохой отвод стружки, сильный шум во время обработки сделали эти фрезы не очень нужными в современной обработке.
Коническая фреза
Коническая фреза предназначена для 3D-обработки позволяет сделать высокую детализацию рельефа за счет острия.
Фреза коническая 6*R0.5*75*30, R0.5*30*D6*75
Сферическая фреза
Сферическая фреза предназначена для обработки 3D-рельефов, в зависимости от диаметра сферы можно варьировать качество, детализацию и скорость обработки.
Фигурная (профильная) фреза
Фреза, которая может за один проход сразу вырезать (накатать) нужный профиль. Если нужно изготовить рельеф, конфигурация которого не сложная и состоит из одинаковых профилей, применяют профильную фрезу. Эти фрезы довольно массивны, поэтому у них как правило есть строгие ограничения по максимальным оборотам, часто нужный профиль можно заказать у производителя инструмента.
Также есть фрезы, которые за один заход сразу создают определенный узор.
Граверы
Граверы — самый простой из инструментов, их изготавливают с низкой точностью, они имеют низкую стоимость, других преимуществ нет.
Различные материалы фрез
Алмазная фреза
Алмазная фреза — самая твердая из всех возможных вариантов, практически не изнашиваемая фреза. Если ею правильно пользоваться, она вечная. Но высокая цена, сложность заточки, и хрупкость (боязнь ударных нагрузок) сделали ее очень редким продуктом, ее применяют только в серийных изделиях на проверенных, отработанных программах.
Твердый сплав
Твердый сплав — один из самых распространенных материалов для фрез, т.к. имеет более низкую стоимость чем алмазные, но обладает высокой твердостью, не так опасны ударные нагрузки, и можно затачивать.
Быстрорежущая сталь
Быстрорежущая сталь — устаревший материал для фрезы, отличается самой низкой ценой и высокой стойкостью к вибрациям и ударным нагрузкам, требует постоянной заточки (правки). На такие фрезы очень часто наносят твердые покрытия, для увеличения срока службы.
Твитнуть
Поделиться
Поделиться
Плюсануть
Класснуть
Режущие инструменты (классификация типов и характеристики)
24 декабря 2020 г.
Режущие инструменты (классификация типов и характеристики)
Режущий инструмент представляет собой устройство с лезвием на конце хвостовика для резки материала. Алмаз/CBN, быстрорежущая инструментальная сталь, цементированный карбид, керамика и керамика входят в состав материала лезвия.
Механическая обработка – это процесс, используемый в производственной деятельности. В этом процессе путем срезания предварительно отформованной заготовки в виде стружки постепенно удаляется лишняя часть материала. При механической обработке тяжелый, прочный и наклонный или клиновидный инструмент, называемый режущим инструментом, используется для сжатия материала и срезания избыточного слоя.
Конечной целью режущего инструмента является отклинивание определенного слоя обрабатываемого материала для придания ему определенной формы в виде готового изделия. Чтобы облегчить удаление нежелательного слоя вещества с минимальными усилиями, инструмент имеет клиновидную форму с тонким кончиком.
Для ознакомления с видами, классификацией и характеристиками режущего инструмента перейдем к статье.
Что такое режущий инструмент?
Режущий инструмент представляет собой остроконечное устройство клинового типа, которое используется для срезания заготовки с лишнего слоя материала для придания ей определенного масштаба, формы и точности. Станок тесно ориентирован на это. Относительной скорости работы режущего инструмента и заготовки способствуют различные механические приспособления для выполнения режущего действия.
Типы режущих инструментов в мастерской
Режущий инструмент, как следует из названия, используется в технологии механической обработки для операций резания. Фрезы можно использовать в различных видах механической обработки. Поэтому, исходя из их соответствующих позиций в обработке, фрезы были названы соответственно.
Вот список часто используемых режущих инструментов :
Пильные полотна для пневматической пилы
Пильные полотна для пневматической пилы — мощная пневматическая сабельная пила, которая может легко резать плоские и криволинейные поверхности. Эти пневматические пилы предназначены для высокоскоростной резки металла. Его корпус изготовлен из авиационного алюминия, что делает его очень прочным и устойчивым к коррозии и другим химическим воздействиям.
Буровые коронки
Буровые коронки имеют винтовые наконечники, которые легко вкручиваются в древесину и закручиваются по всей длине, чтобы сделать отверстие чистым и удалить как можно больше стружки и пыли, образующихся во время сверления.
Буровая коронка оснащена двойными режущими лезвиями, которые облегчают сбалансированное сверление и обрезку гвоздей.
Ножовки
Ножовка – это тип ручного инструмента, специально предназначенный для резки таких материалов, как пластик, сталь и другие металлы. Эти Bi-Metal Hacksaw представляет собой вариант традиционной ручной пилы, обычно используемой для резки дерева, и стал основным инструментом как для профессионалов, так и для любителей.
Полотна для ножовки доступны в размерах 12 дюймов и с различными зубьями для резки материалов.
Кольцевые пилы
A Bi-Metal Cobalt Кольцевые пилы представляют собой тип ручного инструмента с переменным шагом зубьев 4/6 и глубиной пропила 1-1/2 дюйма, специально предназначенный для резки таких материалов, как пластик, сталь , и другие металлы.
Оправки для кольцевой пилы
Оправка для кольцевой пилы — это разновидность ручной дрели, которая соединяет сверлильный патрон с самой пилой. Также известен как мандрен. Оправка кольцевой пилы универсальна и может использоваться с несколькими диаметрами кольцевой пилы.
Позволяет легко и эффективно менять пилы, так как нет необходимости снимать оправку с устройства.
Ресиверы
Ресиверы изготовлены из высококачественной стали, комбинированный набор обеспечивает выбор лезвий для обычных применений. Металл 9Полотна для сабельных пил 0005 совместимы со всеми марками сабельных пил.
Эти биметаллические полотна для сабельных пил СДЕЛАНЫ В США. Этот отрезной круг является прекрасным дополнением к любому набору пил и идеально подходит для работы с металлом, пластиком, деревом и гипсокартоном.
Лопастные насадки
Широкий ассортимент лопаточных насадок с плоскими лезвиями на рынке. Эти лопаточные биты обычно используются розничными торговцами, такими как электрики и сантехники, для сверления отверстий в шпильках в стенах для прокладки проводки или труб.
Плоская лопатка с острой режущей кромкой обеспечивает чистоту отверстия.
Отверстия для отверстий TCT
Отверстия для отверстий TCT с легкостью режут листовой металл, дерево и другие материалы. Как фрезы, они эффективны, поскольку режут отверстие по окружности. В комплект входят фрезы для отверстий, шестигранный ключ и пилотное сверло.
Эти сверлильные станки стали незаменимым помощником при резке металла. Эти кольцевые пилы делают точные, точные, чистые круглые отверстия в металлических и стальных листах. Он используется экспертами по обработке металлов и теми, кто предпочитает самые высокие стандарты для своих инструментов.
Пильные полотна TCT (алюминий, сталь, дерево)
Пильные полотна с твердосплавными напайками (TCT) специально разработаны для резки алюминия, дерева, стали и других металлов, включая прутки, литье под давлением, экструзию и лист. Эти W ood режущие инструменты идеально подходят для алюминия и цветных металлов.
Сверло
Эта фреза выполняет операцию сверления и поэтому связана со сверлильным, фрезерным или токарным станком.
Отрезная пила
Отрезная пила — это стационарный инструмент для грубой резки, который можно использовать для обрезки материалов по длине. Отрезная пила имеет вращающееся абразивное или заостренное лезвие, подвешенное к рычагу над неподвижным основанием.
Фреза (или фреза)
Этот инструмент используется для фрезерных работ на фрезерном станке.
Летучая фреза
Этот инструмент выполняет задачу фрезерования мух на фрезерном станке.
Формирователь
Эта фреза предназначена для придания заготовке точной формы и точности и выполняется на формовочном блоке.
Строгальный станок
Аналогичен строгальному станку. Однако в этом методе используются более крупные заготовки, которые перемещаются во время процесса, а фреза перемещается по форме.
Буровая оправка
Для выполнения процесса растачивания эта режущая система выполняется на буровой или буровой установке.
Развертка
Для выполнения процедуры развертывания на сверлильном станке.
Протяжка
Для выполнения процедуры развертывания на сверлильном станке.
Варочная панель
Эта фреза выполняет зубофрезерную операцию на зубофрезерном станке.
Шлифовальный круг
Этот шлифовальный инструмент представляет собой абразивное устройство, используемое на шлифовальном станке для операции шлифования.
Сварщики
Для разрезания стали в сварочных инструментах используется сверхгорячее интенсивное пламя. Без физического сопротивления пламя сварщика проплавит твердые и плотные материалы. Однако обычно это приводит к неровным или грязным краям.
Классификация режущих инструментов
Режущие инструменты можно классифицировать многими способами. Однако наиболее общий метод зависит от количества клиньев для резки сердцевины, задействованных одновременно в процессе резки.
На основании этого, как описано ниже, фрезы подразделяются на три секции:
Одноточечный режущий инструмент
Этот тип режущего инструмента имеет одну основную режущую кромку, которая выполняет одновременное режущее действие. Сверлильный инструмент, инструменты для прорезания пазов, токарные инструменты, инструменты для резки на лету и многое другое — вот некоторые из случаев однолезвийной фрезы.
Режущий инструмент с двойным острием
Как следует из названия, этот режущий инструмент состоит из двойных режущих кромок, которые одновременно участвуют в одном проходе процесса резки. Сверлильный инструмент является примером фрезы с двумя концами.
Многолезвийный режущий инструмент
Этот режущий инструмент имеет более двух основных канавок (режущих кромок), которые могут одновременно срезать лишний слой материала с заготовки за один проход. Протяжка, фрезерный круг, фреза, зубофрезерная фреза и другие — вот некоторые примеры многогранной фрезы.
Характеристики материалов режущего инструмента:
При выборе или изготовлении режущего инструмента необходимо учитывать свойства, прочность и качество материала: Ниже приведены некоторые характеристики режущего инструмента:
Даже при более высоких или более низких температурах режущие инструменты должны иметь повышенную прочность и твердость.
Ни одно из свойств материала (пластичность, твердость, прочность) длинной перекладины не должно изменяться.
Он должен обладать высокой прочностью и должен выдерживать удары и вибрацию.
Цена инструмента должна быть дешевой.
Изготавливается быстро.
Должен иметь низкий коэффициент трения.
Заключение
Это все, что касается стилей и классификаций методов стрижки. Если вы новичок в технологии обработки, то эта статья может помочь вам узнать больше о режущих инструментах из центра, которые необходимы для основного инструмента обработки.
Оставить комментарий
Характеристики и идентификация пчел-листорезов
Многие пчеловоды хотят научиться определять пчел, которые посещают их дворы и сады. Но из-за того, что в Северной Америке насчитывается более 4000 видов местных пчел, а также были завезены неместные виды, может быть сложно идентифицировать пчел вплоть до видового уровня.
Даже если мы посмотрим только на пчел-листорезов, задача может оказаться сложной! Около 242 видов пчел-листорезов обитают в Северной Америке, а также пчела-листорез люцерны (Megachile rotundata), которая была создана в Северной Америке для оказания сельскохозяйственных услуг.
Хотя мы, возможно, не сможем идентифицировать до видового уровня, есть некоторые общие характеристики, общие для рода Megachile (пчелы-листорезы), которые могут помочь вам отличить пчел-листорезов от других насекомых-опылителей в вашем дворе и саду.
Имейте в виду, что следующие характеристики являются общими, и небольшие различия между видами пчел-листорезов являются обычным явлением.
2″> Общие характеристики североамериканских пчел-листорезов
Размер большинства североамериканских видов приблизительно равен размеру обыкновенной медоносной пчелы; самцы заметно мельче самок, имеют более округлое брюшко и более длинные усики.
Пчелы-листорезы темного цвета со светлыми полосами на брюшке. У самок черные глаза, а у самцов зеленые.
Пчелы-листорезы имеют большие челюсти, похожие на ножницы, чтобы срезать и собирать листья, лепестки цветов и смолу для строительства гнезд.
Все самки пчел-листорезов имеют параллельные ряды волосков для сбора пыльцы, называемых скопами, на нижней стороне брюшка. Когда пчела несет пыльцу, нижняя сторона брюшка становится желтой или золотистой. Скопа есть только у самок пчел-листорезов — самцы не помогают переносить пыльцу обратно в гнездо и не нуждаются в этих специализированных волосках.
Несмотря на наличие жала, самки пчел-листорезов не агрессивны и редко жалят, даже когда их берут на руки. Укус также намного менее болезненный, чем у медоносной пчелы. В результате пчеловоды не нуждаются в каких-либо специальных средствах защиты при работе с пчелами-каменщиками. Самцы пчел-листорезов не имеют жала!
Полезные средства идентификации
Если вы хотите глубже погрузиться в идентификацию пчел в вашем дворе, вот несколько замечательных ресурсов, которые помогут вам в этом.
В Crown Bees есть большой выбор книг и руководств по идентификации пчел, которые помогут вам изучить пчел в вашем дворе!
Discover Life — это бесплатный онлайн-инструмент, помогающий идентифицировать виды, отслеживать влияние изменения климата и участвовать в исследовательских проектах.
Bug Guide — это интернет-сообщество натуралистов, которые собирают фотографии насекомых из США и Канады для идентификации и исследования. Они также обобщают результаты на страницах справочников для каждого отряда, семейства, рода и вида.
Exotic Bee ID, веб-сайт, созданный совместными усилиями Службы сельскохозяйственных исследований (ARS) Министерства сельского хозяйства США, Службы надзора за здоровьем животных и растений (APHIS) и Университета штата Юта (USU), может помочь любителям пчел определить не- местные пчелы в Соединенных Штатах. Некоторые экзоты, такие как Osmia cornifrons, были натурализованы и обычно опыляют фермы и сады. Однако для исследователей по-прежнему крайне важно понять их распространение и численность.
Exotic Bee ID разработан в первую очередь как инструмент проверки для тех, кто отслеживает и перехватывает неместных пчел, прибывающих в эту страну, таких как люди, работающие в портах въезда, государственных департаментах сельского хозяйства и службах распространения знаний университетов. Тем не менее, он также предназначен для использования производителями, любителями и домовладельцами, то есть практически всеми, кто интересуется идентификацией пчел. Доступ к сайту бесплатный.
Справочники по идентификации магазинов
Откуда берутся наши пчелы-листорезы
В Crown Bees в настоящее время мы работаем только с пчелами-листорезами люцерны.
Пчелы-листорезы люцерны (ALCB) были завезены в Северную Америку из Евразии в конце 30-х годов. В настоящее время ALCB натурализован по всей Северной Америке и является идеальным опылителем для летнего цветения. Не позволяйте имени обмануть вас; пчелы-листорезы люцерны — универсалы, которые посещают множество различных видов цветов.
Самый первый в мире принтер (если то устройство вообще можно так называть) начали разрабатывать еще в далеком 1822 году. В готовом же виде в виде чертежей прототип современных принтеров предстал перед потребителем лишь в 1834 году.
Разностная машина
Создал тот самый «первый принтер» известный в свое время изобретатель Чарльз Беббидж, устройство которого носило название «Разностная машина». Этот аппарат представлял собой нечто вроде механического компьютера с функциями печати. Специалисты использовали первый компьютер-принтер с целью навигации и проектирования. Кроме того, применяли данное устройство также и в банковской сфере. Так называемая «разностная машина» производила тогда самые простые вычисления, распечатывая на бумаге все результаты.
Только вот свет уникальное устройство увидело только спустя полтора века. Ученые Музея Науки из Лондона в точности с оригинальными чертежами успешно собрали недавно модель первого принтера, восстановив историю его создания, и данное устройство сегодня является 5-тонной машиной, состоящей из 8 тысяч различных деталей.
Лепестковый принтер
А через 100 лет история появления принтера продолжилась – пользователи получили первый персональный компьютер. В 1953 году специалисты компании Remington-Rand выпустили первое печатное устройство, которое было названо UNIPRINTER. Всего за одну минуту этот принтер печатал 600 строчек по 130 знаков на одну строку. Надо сказать, что данное чудо техники очень напоминало тогда свой прототип – привычную всем печатную машинку, а главной деталью UNIPRINTERa был тогда диск, похожий на ромашку, на концах которого были нанесены «лепестки»- символы, а вращался он параллельно листу бумаги, располагаясь между ним и самим ударным механизмом. То есть, устройство фактически то же самое, но лепестковый диск можно было заменить, получив иной шрифт. Таким же образом можно было и поменять копировальную ленту, а также изменить оттенок. Собственно, именно из-за данного механизма первые принтеры и называли тогда «лепестковыми».
И огромную свою популярность они получили во всем мире, даже в Советском Союзе, только совковый принтер назывался АЦПУ — алфавитно-цифровое печатающее устройство.
Вместо послесловия конец истории лепестковых печатных устройств
Невзирая на все произошедшие усовершенствования, механизм лепестковых принтеров совершенно не давал возможности печатать графические изображения, а еще он издавал много шума в процессе работы. Под огромным вопросом стояла также и надежность этих машин. Но история принтеров продолжается, и в нашей современности уже не найти, пожалуй, сохранившегося лепесткового принтера. Зато у нас есть возможность выбирать среди лучших печатных устройств, таких как лазерные и струйные принтеры…
поделитесь с друзьями:
когда появился первый в мире, история создания печати
Сложно представить себе жизнь современных людей без печатающих устройств. Однако далеко не всем известно, кто конкретно изобрел принтер. Считается, что это случилось в середине двадцатого века, когда в СССР придумали алфавитно-цифровое печатающее устройство, а в США – его аналоги, которые назывались «printer». Однако прообраз такого прибора появился значительно раньше – в 1822 году. Именно тогда Чарльз Бэббидж придумал машину для печати таблиц.
Содержание
Печать до появления принтеров
Первым важным этапом истории печати считается появление папируса, который стали изготавливать в Египте из материала с таким же названием. После этого появился пергамент. Родиной этого материала был город Пергама. Его изготавливали из кожи животных, которую особым образом выделывали. За счет этого удавалось наносить на поверхность натуральные чернила.
Однако настоящим прорывом в печатной сфере стал момент, когда человек придумал бумагу. Это произошло в Древнем Китае. Вначале материал изготавливали на основе бамбука и шелковичного дерева. Для этого компоненты варили в котле, после чего измельчали при помощи специальных молотков до состояния кашицы. Именно эту массу использовали для формирования бумажных листов.
Появление офсетов
К сожалению, имя автора офсетной печати осталось неизвестным. Есть мнение, что туземцы обратили внимание, как насекомые измельчают листья лапками, что подтолкнуло их к созданию первых трафаретов для печати.
Аналогичная технология применяется по сей день. Готовая картинка с инструмента перемещается на носитель, функции которого может выполнять металл или бумага. Однако настоящая революция в сфере офсетной печати случилась в пятнадцатом веке. Именно тогда ювелир из Германии Гутенберг изобрел метод наборных букв.
Идея ученого заключалась в том, что каждый знак отливался из свинца, причем это делалось в зеркальном отображении. После этого символ обволакивали картоном и резиной. На таблицы с текстом наносили чернила и прислоняли их к бумаге.
Первые печатные станки
В определенный момент у людей появилась потребность в оптимизации процесса печати. Для этого размер трафарета был уменьшен до одной буквы и создан первый печатный станок. Автором этой конструкции считается Генри Милль. Патент на устройство был получен в 1714 году.
Конструкция печатных станков не изменилась до настоящего времени. Она включает окрашенную ленту, расположенную около бумаги, и молоточки с символами, которые выбивали текст.
Примечательно, что для печати применяли ленты разных оттенков. Это позволяло выделять отдельные буквы. Такая технология стала основой цветных принтеров, которые применяются сегодня.
Появление печатных машинок
Этот агрегат появился в 1808 году. Модель первой печатной машинки придумал итальянский ученый Терри Пеллегрино. Созданное им устройство предназначалось для слепой подруги.
В 1863 году был придуман прообраз современных печатных машинок. Вначале сотрудники одной из американских типографий Шоулз и Суле придумали изделие для нумерации страниц. После чего они создали пишущую машинку. Конструкция получилась не слишком удобной, но весьма работоспособной.
Патент на эту конструкцию был получен в 1865 году. Машинка была лишена цифр. При этом буквы размещались по алфавиту. Молоточки букв, которые располагались поблизости, постоянно застревали. Потому Шоулз придумал используемую по сей день раскладку QWERTY. В ней буквы, которые встречались часто, располагались максимально далеко. Причиной такого решения стало не удобство набора, а конструктивные недостатки печатных устройств того времени.
В 1895 году появилась пишущая машинка Underwood. Она стала настоящим символом печатного дела первой половины двадцатого века.
Создание матричных принтеров
Первой идею матричной печати воплотила в жизнь компания Seiko Epson Corporation. Это случилось в 1964 году. Инженеры этой фирмы придумали уникальный механизм, который постоянно печатал время и функционировал по типу часов. Главным отличием конструкции было то, что изображение состояло из точек. Они наносились на бумагу через ленту. Она могла быть черной или цветной. Для этой цели использовались иглы.
По мере развития этой разработки появились матричные принтеры. Они состояли из печатающей головки, которая перемещалась вдоль строки и печатала знаки ударами иголок. При этом они проходили через ленту, которая была смочена чернилами.
Первым матричным принтером, который выпускался серийно, была модель LA30, предложенная компанией DEC. Эта конструкция могла печатать исключительно заглавные буквы размером 5х7 точек. Управление печатающей головкой осуществлялось при помощи шагового двигателя. При этом бумага протягивалась приводом, оснащенным храповым механизмом. Он был достаточно шумным и отличался не слишком высокой степенью надежности. Примечательно, что конструкция обладала и последовательным, и параллельным интерфейсом.
Тем не менее, именно модель DEC LA36 стала, по сути, символом печатных устройств и получила широкую популярность. Разработчикам удалось устранить ключевые ошибки. При этом размер строки удалось увеличить до 132 символов.
В итоге для печати применялась обыкновенная перфорированная бумага. Перемещение каретки обеспечивал мощный сервопривод, оснащенный электрическим мотором, оптическим датчиком положения и тахометром. За счет этого принтер стал более комфортным и надежным.
К тому же LA36 принимал от компьютера максимум 30 символов в секунду, однако его скорость печати была вдвое выше. Это было связано с попаданием следующей пачки символов в буфер. Потому при печати новой строчки принтер мог наверстывать упущенное. При этом его возможности достигали 60 символов в секунду.
Однако наибольшую популярность вплоть до девяностых годов сохраняла модель Epson MX-80, которая сочетала сравнительную доступность и высокую производительность. Матричная печать длительное время преобладала на рынке. Однако постепенно уступила место струйной и лазерной.
Лазерная печать
История появления лазерной печати связана с именем Честера Карлсона. Именно этот исследователь стал автором электрографии. Эта технология легла в основу лазерной печати. Свое открытие ученый сделал в 1938 году. Но первый лазерный принтер появился только в 1971 году. Его выпустила компания Xerox.
Инновационная техника быстро вытеснила конкурентов в печатной сфере. К ее главным плюсам стоит отнести бесшумную работу, компактность устройства, быстродействие, доступную стоимость и долговечность отпечатков. К тому же появилась возможность заправлять лазерные картриджи, что сделало печать более экономичной.
Первым в истории лазерным принтером стал EARS, который выпустила компания Xerox. В конце семидесятых годов фирма наладила серийное производство таких устройств. Стоимость модели Xerox 9700 достигала 350 тысяч долларов. При этом принтер печатал 120 страниц в минуту.
Изобретение струйной печати
Струйную печать изобрели в 1833 году, когда Феликс Саварт выявил однотипность капель жидкости, которые выпускаются через небольшое отверстие. Это явление с математической точки зрения описал Рейли. Труд ученого был опубликован в 1878 году. Затем он был удостоен Нобелевской премии.
Но только в 1951 году компания Siemens получила патент на устройство, которое могло делить струю на одинаковые капли. Эта конструкция стала основой мингографа. Он считается одним из первых самописцев, который помогал регистрировать значения напряжения.
При изучении технологии струйной печати важно упомянуть термин «drop-on-demand». Сейчас мало кто знает, что первые струйные принтеры имели серьезную проблему с отводом капель, которые не должны были попадать на бумагу. Принцип drop-on-demand заключался в том, что прибор выпускал капли чернил исключительно при появлении потребности.
Первые работы в этой сфере использовались в модели Siemens PT-80. Она появилась в 1977 году. Также технология применялась в конструкции Silonics, которая появилась годом позже. Эти принтеры применяли прототип пьезоэлектрической печати. При этом капли выводились наружу под влиянием волны давления, которая создавалась механическим перемещением пьезокерамического элемента.
Авторами технологии drop-on-demand были сотрудники фирмы Canon. Этот метод придумали в 1979 году. При этом капли попадали наружу на поверхность компактного нагревателя, который находился около сопла. Этот процесс регулировался посредством конденсации скоплений краски в виде тумана. Компания назвала новую технологию пузырьковой печатью.
В 1980 году фирма Hewlett-Packard придумала аналогичный метод, который был назван термической струйной печатью. Уже в 1984 году было создано решение ThinkJet. Это был сравнительно дешевый струйный принтер, который оказался коммерчески успешным. Он обеспечивал высокое качество печати.
Когда появилась светодиодная печать
Появление светодиодной печати датируется 1987 годом. Принтер, работающий по этой технологии, выпустила фирма OKI. В 1998 году бренд предложил первую цветную модель, которая функционировала по тому же принципу.
В таком устройстве вместо лазера использовались светодиоды. Время от времени они вспыхивали для формирования электронного рисунка на барабане. За счет этого удавалось повысить скорость печати и сэкономить тонер.
Отдельные светодиодные принтеры сейчас продаются по более доступной цене по сравнению с лазерными. Однако постоянные поломки, незначительные предельные нагрузки и высокие требования к качественным характеристикам тонера привели к тому, что такие устройства еще не получили достаточную популярность.
Сублимационная печать
Французский исследователь Ноэль де Плассе установил, что отдельные красители способны сублимировать, или превращаться из твердого состояния в газ, минуя консистенцию жидкости. Его открытие датируется 1957 годом.
В 1985 году идеи ученого стали использовать такие компании, как Kodak и Mitsubishi Electric. Однако их попытки не увенчались успехом. Сфера использования этой технологии в тот период была значительно ограничена, поскольку она отличалась значительной сложностью.
В 1996 году сотрудники фирмы Citizen придумали технологию Micro Dry. Она позволяла размещать твердый носитель непосредственно на поверхности. Для печати изображения использовались специальные чернила. Вначале их накладывали на особые термотрансферные носители, а затем перемещали на предмет или поверхность, используя термопрессы.
Особенности современных принтеров
За время своего существования печатные устройства существенно уменьшились в размерах. В настоящее время они с легкостью помещаются на небольшом столе. При этом наиболее популярными считаются МФУ, или многофункциональные устройства. Помимо печати, они позволяют сканировать и копировать документы и картинки.
Еще одной особенностью современных принтеров считается возможность печати без применения картриджей. Вместо этого используются системы непрерывной печати. Они представляют собой чернильные емкости, которые встраиваются в устройство. Их удается с легкостью заправлять самостоятельно, не прибегая к услугам специалистов.
Важным преимуществом сегодняшних устройств считается высокая скорость печати. Сейчас принтеры не нуждаются в нагревательных элементах. Потому они могут начинать печатать непосредственно после отправки задания.
Как и другие электронные устройства, современные принтеры без проблем функционируют через мобильное приложение. Они подключаются к смартфонам и планшетам в считанные секунды. Это дает возможность печатать документы из любой точки земного шара. К тому же мобильные приложения принтеров позволяют использовать облачные сервисы, такие как Google Drive, Dropbox и многие другие.
Принтер считается важнейшим изобретением человечества, которое позволяет переносить на бумагу самые разные документы и изображения. За время своего существования это устройство существенно изменилось. При этом появилось много видов таких приборов, каждый из которых имеет свои плюсы и минусы.
Итак, Гутенберг на самом деле не изобрел книгопечатание в том виде, в каком мы его знаем ‹ Literary Hub
Если бы вы услышали одну книгу, названную «всеобще признанной самой важной из всех печатных книг», какую бы вы ожидали?
Если бы вы были Маргарет Лесли Дэвис, ответ был бы очевиден. Книга Дэвиса «Потерянный Гутенберг : Поразительная история пятисотлетней одиссеи одной книги », выпущенная в марте этого года, начинается именно с этого дескриптора. В нем рассказывается история единственного экземпляра Библии Гутенберга — одного из нескольких сохранившихся экземпляров Библии 450-летней давности, напечатанной Иоганном Гутенбергом, предполагаемым изобретателем печатного станка, в рамках одного из его самых ранних проектов — до 20-го века. вековой путь от аукционного дома к коллекционеру, лаборатории и архиву.
Дэвис цитирует Марка Твена, написавшего в 1900 году письмо по случаю открытия Музея Гутенберга. Для Дэвиса слова Твен были «особенно уместны». «Тем, чем мир является сегодня, — писал Твен, — хорошим и плохим, он обязан Гутенбергу. Все можно проследить до этого источника. . . ». Действительно, нововведение Гутенберга долгое время считалось переломным моментом в истории человечества — нововведением, открывшим дверь протестантской Реформации, Ренессансу, научной революции, повсеместному образованию и тысяче других изменений, затрагивающих почти все, что мы теперь знаем. .
Единственная проблема?
Всеобщее признание на самом деле не так уж и всеобщее, и сам Гутенберг является , но не , источником печати. Скорее, ключевые инновации в том, что впоследствии стало революционной технологией печати, начались в Восточной Азии с работы, проделанной китайской знатью, корейскими буддистами и потомками Чингисхана, и, по правде говоря, Дэвис кратко признает, что их работа началась за несколько столетий до Иоганна Гутенберга. даже родился.
*
В традиционном печатном станке небольшие металлические детали с приподнятыми назад буквами, известные как подвижный шрифт, размещаются в рамке, покрываются чернилами и наносятся на лист бумаги. Уберите бумагу, и это печатная страница. Сделайте это с любым количеством страниц, составляющих книгу, и есть печатная копия. Делайте это много раз, и быстро появятся книги массового производства.
Часто говорят, что печатный станок был создан Гутенбергом в Майнце, Германия, около 1440 г. н.э., и он начал внедряться в Европе в 1450-х годах, когда была напечатана вышеупомянутая Библия. Сами книги, конечно, существовали в Европе задолго до этого, но только в переписанных от руки томах, которые были доступны в основном представителям духовенства. Доступ к книгам массового производства произвел революцию в Европе в конце 1400-х годов, когда распространение грамотности изменило религию, политику и образ жизни во всем мире.
«Тем, чем мир является сегодня, — писал Твен, — хорошим и плохим, он обязан Гутенбергу. Все можно проследить до этого источника».
По крайней мере, так эта история представлена в большинстве книг, включая, по большей части, Пропавший Гутенберг . Но единственное предложение в конце книги намекает на гораздо более длинную историю, предшествовавшую этому: «Подвижный шрифт был китайским изобретением XI века, усовершенствованным в Корее в 1230 году, прежде чем он встретил условия в Европе, которые позволили ему процветать — в Европе, в Время Гутенберга».
Это предложение преуменьшает и искажает то, что произошло.
Первые шаги в области печати, которые начались примерно в 800 году нашей эры в Китае, где ранние методы печати включали в себя вырезание целой страницы текста на деревянном блоке задом наперед, нанесение чернил и печать страниц путем прижатия их к блоку. Примерно в 971 году нашей эры печатники в Чжэцзяне, Китай, изготовили отпечаток обширного буддийского канона под названием Трипитака с помощью этих резных деревянных блоков, используя 130 000 блоков (по одному на каждую страницу). Более поздние усилия привели к созданию раннего подвижного шрифта, включая успешное, но неэффективное использование идеограмм, вырезанных из дерева, и короткую, но безуспешную попытку создать керамические символы.
Между тем, имперский импорт из Китая принес эти инновации корейским правителям, называемым Корё (народ, в честь которого теперь названа Корея), которые сыграли решающую роль в следующих шагах в истории книгопечатания. Их часть истории изобилует инновациями перед лицом вторжения.
Сначала, в 1087 году нашей эры, группа кочевников, называемых киданями, попыталась вторгнуться на Корейский полуостров. Это побудило правительство Корё создать свой собственный Tripitaka с ксилографией, возможно, с целью сохранения корейской буддийской идентичности от захватчиков. Попытка была бы пророческой; он сохранил концепцию и технику для более поздних лет, когда в конце концов прибыли новые захватчики. В XII и XIII веках монгольский правитель Чингисхан создал самую большую империю в истории человечества, которая простиралась от тихоокеанского побережья Азии на запад до Персии. После его смерти в 1227 году его преемник, Угедей-хан, продолжил завоевания, в том числе завоевывая земли, которых Чингисхан никогда не удерживал. В 1231 году Угедей приказал вторгнуться в Корею, а в 1232 году вторгшиеся монгольские войска достигли столицы. В рамках своего завоевания они сожгли корейскую копию 9-го0005 Трипитака в пепел.
Династия Корё немедленно воссоздала книгу. Считается, что это были «молитвы к силе будд для защиты нации от вторжения монголов», согласно тексту Томаса Кристенсена, но это также было сделано с намерением сохранить культуру династии. Это было важно; нападения монголов будут продолжаться в течение следующих 28 лет.
Перезагрузка Tripitaka должна была завершиться корейскими монахами до 1251 года нашей эры, а тем временем правители начали расширяться и начали печатать другие книги. В 1234 году нашей эры они попросили гражданского министра по имени Чхве Юн-уй напечатать буддийский текст под названием 9.0005 Предписанный ритуальный текст прошлого и настоящего ( Sangjeong Gogeum Yemun ). Но для длинной книги потребовалось бы невероятно большое количество ксилографий, поэтому Чоу придумал альтернативу. Опираясь на более ранние попытки Китая создать подвижный шрифт, он адаптировал метод, который использовался для чеканки бронзовых монет, для отливки трехмерных символов из металла. Затем он помещал эти кусочки в рамку, покрывал их чернилами и использовал для прессования листов бумаги. Когда он закончил, он мог реорганизовать металлические символы, избавляя от необходимости постоянно долбить блоки. Это было быстрее — в определенной степени. Он завершил проект в 1250 году нашей эры.
Возможно, это должен быть Чхве Юн-уй, чье имя мы помним, а не имя Гутенберга.
Важно понимать, что это означает. Инновацией, которую, как говорят, создал Иоганн Гутенберг, были небольшие металлические кусочки с поднятыми назад буквами, расположенные в рамке, покрытые чернилами и прижатые к листу бумаги, что позволило печатать книги быстрее. Но Чхве Юн-уи сделал это — и сделал это за 150 лет до того, как родился Гутенберг.
Возможно, это Чхве Юн-уи, чье имя мы помним, а не Гутенберг.
Однако печатные книги в Корее не распространялись такими быстрыми темпами, как книги Гутенберга 200 лет спустя. Примечательно, что Корея находилась под вторжением, что препятствовало их способности распространять свои инновации. Кроме того, корейское письмо, которое в то время было тесно связано с китайским, использовало большое количество различных иероглифов, что делало создание металлических частей и сборку их в страницы медленным процессом. Что наиболее важно, правители Корё предназначали большую часть своих печатных проектов для использования только дворянством.
Тем не менее, возможно, технология печати распространилась с Востока на Запад. У Угэдэй-хана, монгольского лидера, был сын по имени Хубилай, который стал правителем Пекина. Хубилай-хан имел доступ к корейским и китайским технологиям печати и, возможно, поделился этими знаниями с другим внуком Чингисхана, Хулагу, правившим тогда персидской частью Монгольской империи. Это могло бы переместить технологии печати из Восточной Азии на запад на тысячи миль. «Монголы, как правило, брали свои технологии с собой повсюду, и они становились частью местной культуры, иногда признаваемой, иногда нет», — объясняет профессор азиатской истории Колгейтского университета Дэвид Робинсон.
В то время, чтобы попасть из Восточной Азии в Персию, нужно было идти по Шелковому пути. Посередине этого пути лежала родина уйгурского народа, тюркской этнической группы, задолго до этого завербованной в монгольскую армию. «Если и существовала какая-либо связь в распространении книгопечатания между Азией и Западом, — писал ученый Цзянь Цуен-Сянь в «Наука и цивилизация в Китае » в 1985 г., — то уйгуры, использовавшие как блочную печать, так и подвижный шрифт, имели хорошие возможности. играть важную роль в этом вступлении».
Это потому, что в 13 веке уйгуры считались выдающимися, учеными людьми, для которых книгопечатание могло бы стать долгожданным нововведением. Кроме того, у них было то, чего до сих пор не было ни у кого из печатников: алфавит, простая группа из относительно небольшого количества букв для написания каждого слова, которое хотелось сказать.
В Западно-Монгольской империи не было бума книгопечатания. «Рынка не было, лидерам не нужно было обращаться к своим подданным, не нужно было привлекать или инвестировать капитал в новую отрасль», — отмечает историк Джон Мэн в своей книге 9.0005 Революция Гутенберга . Тем не менее, в этом районе были обнаружены отпечатки на уйгурском языке подвижным шрифтом, что указывает на то, что там использовалась эта технология.
Кроме того, монголы могли пронести технологию не только через территорию Уйгуров и Персии, но и в Европу, включая Германию. Монгольская империя неоднократно вторгалась в Европу примерно с 1000 по 1500 год нашей эры; в этот период прибыло достаточно новобранцев и пленников из Западной Азии, чтобы перенести заимствованное слово орда из их тюркских языков в европейские. «Вообще, если что-то движется из Восточной Азии [на запад], это было бы трудно представить без монголов», — сказал в интервью Кристофер Этвуд, профессор центрально-евразийских исследований Университета Индианы.
Фантастическая идея о том, что Гутенберг изобрел печатный станок, игнорирует целый континент и несколько столетий соответствующих усилий.
В конце концов, первые капиталисты в Европе инвестировали в коммерческое предприятие Иоганна Гутенберга, которое объединило технологию, очень похожую на подвижную литеру, изобретённую Чхве Юн-и, со спиральным механизмом с винтовой резьбой от винного или оливкового пресса, чтобы ускорить печать до коммерческой скорости. Этот бизнес занял десятилетия его жизни, чтобы воплотить его в жизнь, вынудил его обанкротиться и привел к судебным искам со стороны инвесторов, которые неоднократно предъявляли ему иски, чтобы вернуть свои деньги. Как отмечает Дэвис в The Lost Gutenberg , эти записи являются средством, с помощью которого мы знаем Гутенберга и его Библию: «Эта самая известная из книг имеет происхождение, о котором мы мало знаем. Истории, которые мы рассказываем об этом человеке и о том, как появились Библии, были слеплены из горстки юридических и финансовых документов и столетий упорного научного заполнения пробелов».
*
Действительно, вся история печатного станка пронизана пробелами. Гутенберг не рассказывал свою собственную историю в документах, созданных на построенных им типографиях; насколько известно современному человеку, он вообще не оставил никаких заметок о своей работе. И если Гутенберг был сдержан, то монголы, их соотечественники-уйгуры и главы правительств Восточной Азии были еще более сдержанны.
Но если сомнения естественны, то результат, который мы из них сделали, таковым не является. Фантастическая идея о том, что Гутенберг изобрел печатный станок в одиночку, игнорирует целый континент и несколько столетий соответствующих усилий и не пытается понять, как и почему технология могла распространиться. Во время изучения методов письма Гутенберга компьютерный программист Блез Агера-и-Аркас указал , насколько это странно: «Идея о том, что технология появляется полностью сформированной в начале, безумна. Любой, кто занимается технологиями, знает, что это не так».
К ее чести, Дэвис отмечает то же самое, объясняя это следующим образом: «Возможно, образ Иоганна Гутенберга как одинокого гения, изменившего человеческую культуру, сохраняется потому, что размах того, что последовало за этим, настолько обширен, что кажется почти мифическим и нуждается в происхождении. история, чтобы соответствовать».
Но Дэвис, который не смог дать интервью для этой статьи, мало что делает для исправления записи в The Lost Gutenberg . Она упоминает Китай всего несколько раз и Корею только один раз, а монгольских, уйгурских и нехристианских аспектов печатания истории нет.
Действительно, она никогда не объясняет, что Библия Гутенберга , а не повсеместно признана самой важной книгой в истории. Копии Библии не являются старейшими книгами, созданными с помощью подвижного шрифта, которые существуют до сих пор, хотя читателю можно простить такое впечатление от The Lost Gutenberg .
Скорее, самая ранняя из сохранившихся печатных книг — это корейская Baegun Hwasang Chorok Buljo Jikji Simche Yojeol («Антология учений дзэн великих буддийских священников»). Он датируется 1377 годом и послужил отправной точкой для изучения происхождения подвижного шрифта.
Корея считает эту книгу и другие древние тома предметами национальной гордости, которые считаются одними из самых важных книг. Но только совсем недавно, в основном в последнее десятилетие, их точка зрения и азиатские народы, создавшие печатные технологии, стали вообще признаваться. Большинство людей, в том числе Дэвис, который отказался от интервью с замечанием: «Боюсь, я не могу добавить что-то еще по теме древних книгопечатаний» — до сих пор не знают всей истории.
Иоганн Гутенберг | Печатный станок, изобретения, факты, достижения и биография
Иоганн Гутенберг
Смотреть все медиа
Дата рождения:
около 1390 или 1399 г. Майнц Германия
Умер:
2 февраля 1468 года? Майнц Германия
Просмотреть весь связанный контент →
Популярные вопросы
Чем известен Иоганн Гутенберг?
Иоганн Гутенберг известен тем, что спроектировал и построил первую известную механизированную печатную машину в Европе. В 1455 году он использовал его для печати Библии Гутенберга, которая является одной из первых книг в мире, напечатанных с помощью подвижного шрифта.
Что сделал Иоганн Гутенберг, чтобы изменить мир?
Тип механизированного печатного станка, который Иоганн Гутенберг создал в 15 веке, впервые в Европе сделал возможным производство большого количества книг при относительно небольших затратах. В результате книги и другие печатные материалы стали доступны широкой аудитории, что в значительной степени способствовало распространению грамотности и образования в Европе. Однако Гутенберг не изобрел книгопечатание подвижными литерами, которое имело место в Корее в 14 веке.
Где работал Иоганн Гутенберг?
Имеющиеся записи показывают, что Иоганн Гутенберг провел большую часть своей трудовой жизни, если не всю, в городах Страсбург (ныне Страсбург, Франция) и Майнц (ныне в Германии).
Узнайте, как печатный станок Иоганна Гутенберга повысил грамотность и образование людей в Европе
Посмотреть все видео к этой статье
Иоганн Гутенберг , полностью Johann Gensfleisch zur Laden zum Gutenberg , (родился в 14 веке, Майнц [Германия] — умер, вероятно, 3 февраля 1468 года, Майнц), немецкий мастер и изобретатель, придумавший метод печати подвижным шрифтом. Считается, что элементы его изобретения включали металлический сплав, который мог легко плавиться и быстро охлаждаться, образуя прочный многоразовый шрифт, чернила на масляной основе, которые можно было сделать достаточно густыми, чтобы хорошо прилипать к металлическому шрифту и хорошо переноситься на пергамент или бумагу. и новый пресс, вероятно адаптированный из тех, которые использовались для производства вина, масла или бумаги, для приложения сильного равномерного давления к печатным поверхностям. Ни одной из этих особенностей не было в европейской технике, использовавшейся до того времени для тиснения букв на различных поверхностях или в ксилографии. Печатный станок Гутенберга считался изобретением, изменившим историю, сделавшим книги широко доступными и положившим начало «информационной революции».
Долгое время считалось, что Гутенберг также изобрел систему пуансон-матрица для отливки металлического шрифта (в которой символ, выгравированный на одном конце стержня из твердого металла, использовался для нанесения оттиска на более мягкую металлическую пластину, матрица, в которую заливали расплавленный металл, чтобы сформировать любое количество практически одинаковых кусков шрифта). Однако в начале 2000-х компьютерный анализ печатных работ Гутенберга показал, что было слишком много вариаций в символах данного типа (например, буква 9).0005 i ), чтобы его тип был отлит таким образом. Некоторые ученые сейчас считают, что система штампов-матриц появилась через несколько лет после смерти Гутенберга.
Жизнь
Гутенберг был сыном патриция Майнца. То немногое, что существует о нем, кроме того, что он приобрел навыки работы с металлом, исходит из документов о финансовых операциях. Изгнанный из Майнца в ходе ожесточенной борьбы между гильдиями этого города и патрициями, Гутенберг переехал в Страсбург (ныне Страсбург, Франция), вероятно, между 1428 и 1430 годами. ремесел, таких как огранка драгоценных камней, а также обучил ряд учеников.
Некоторые из его партнеров, которым стало известно, что Гутенберг занимался работой, которую он скрывал от них, настаивали на том, чтобы, поскольку они ссудили ему значительные суммы, они также стали партнерами в этой деятельности. Таким образом, в 1438 году между ним и тремя другими мужчинами: Гансом Риффе, Андреасом Дритценом и Андреасом Хейльманном был заключен пятилетний контракт. В нем содержался пункт, согласно которому в случае смерти одного из партнеров его наследники не должны были вступать в компанию, но должны были получить финансовую компенсацию.
Викторина «Британника»
Изобретатели и изобретения
Изобретение пресса
Когда Андреас Дритцен умер на Рождество 1438 года, его наследники, пытаясь обойти условия договора, начали судебный процесс против Гутенберга, в котором требовали сделать их соучастниками. Они проиграли иск, но суд показал, что Гутенберг работал над новым изобретением. Свидетели показали, что плотник по имени Конрад Саспах авансировал Андреасу Дритцену деньги на строительство деревянного пресса, а ювелир Ганс Дюнне заявил, что еще в 1436 году он продал Гутенбергу печатных материалов на 100 гульденов. Гутенберг, по-видимому, на пути к завершению своего изобретения, стремился сохранить в секрете природу этого предприятия.
После 12 марта 1444 года деятельность Гутенберга в течение ряда лет не задокументирована, но сомнительно, что он немедленно вернулся в Майнц, поскольку в этом городе возобновилась ссора между патрициями и гильдиями. Однако в октябре 1448 года Гутенберг вернулся в Майнц, чтобы занять еще денег, которые он получил от родственника. К 1450 году его печатные эксперименты, по-видимому, достигли значительной степени изощренности, поскольку он смог убедить Иоганна Фуста, богатого финансиста, ссудить ему 800 гульденов — весьма существенную капиталовложение, для которого должны были использоваться инструменты и оборудование для печати. как ценные бумаги. Два года спустя Фуст вложил еще 800 гульденов в партнерство с предприятием. Фуст и Гутенберг в конце концов отдалились друг от друга, Фуст, по-видимому, хотел безопасного и быстрого возврата своих инвестиций, в то время как Гутенберг стремился к совершенству, а не к быстроте.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подписаться сейчас
Фуст выиграл против него иск, запись которого частично сохранилась в так называемом Helmaspergersches Notariatsinstrument (нотариальный акт Helmasperger), датированном 6 ноября 1455 г., сейчас в библиотеке университета. Геттингена. Гутенбергу было приказано выплатить Фусту общую сумму двух займов и сложных процентов (вероятно, на общую сумму 2020 гульденов).
 2 до 5 мм.
2 до 5 мм. Для MIG: сопла, токопроводящие наконечники, направляющие каналы
Для MIG: сопла, токопроводящие наконечники, направляющие каналы 2 – 0.6 мм
2 – 0.6 мм
 Помимо ручного аппарата возможны автоматические установки.
Помимо ручного аппарата возможны автоматические установки. После его получения, наш технический специалист выезжает к Вам для пуско-наладочных работ и обучения
После его получения, наш технический специалист выезжает к Вам для пуско-наладочных работ и обучения
 Следите за новостными статьями, пресс-релизами, наградами, а также анонсами продуктов.
Следите за новостными статьями, пресс-релизами, наградами, а также анонсами продуктов.


 Desertcart поставляет самый уникальный и самый большой выбор товаров со всего мира, особенно из США, Великобритании и Индии, по лучшим ценам и в кратчайшие сроки.
Desertcart поставляет самый уникальный и самый большой выбор товаров со всего мира, особенно из США, Великобритании и Индии, по лучшим ценам и в кратчайшие сроки. С 2014 года Desertcart поставляет клиентам широкий ассортимент товаров и выполняет их желания. Вы найдете несколько положительных отзывов от клиентов Desertcart на таких порталах, как Trustpilot и т. д. Веб-сайт использует систему HTTPS для защиты всех клиентов и защиты финансовых данных и транзакций, совершаемых в Интернете. Компания использует новейшие модернизированные технологии и программные системы для обеспечения честных и безопасных покупок для всех клиентов. Ваши данные надежно защищены и охраняются компанией с использованием шифрования и других новейших программ и технологий.
С 2014 года Desertcart поставляет клиентам широкий ассортимент товаров и выполняет их желания. Вы найдете несколько положительных отзывов от клиентов Desertcart на таких порталах, как Trustpilot и т. д. Веб-сайт использует систему HTTPS для защиты всех клиентов и защиты финансовых данных и транзакций, совершаемых в Интернете. Компания использует новейшие модернизированные технологии и программные системы для обеспечения честных и безопасных покупок для всех клиентов. Ваши данные надежно защищены и охраняются компанией с использованием шифрования и других новейших программ и технологий.
 «Уборка листьев может быть легкой задачей, если у вас есть подходящие инструменты», — говорит Эмбер Фреда, ландшафтный дизайнер, специализирующийся на городских садах в районе Нью-Йорка, включая крыши, террасы и таунхаусы. Мы консультировались с Freda, когда искали лучшие грабли для листьев и оценивали продукты по их материалам, зубьям, весу и комфорту.
«Уборка листьев может быть легкой задачей, если у вас есть подходящие инструменты», — говорит Эмбер Фреда, ландшафтный дизайнер, специализирующийся на городских садах в районе Нью-Йорка, включая крыши, террасы и таунхаусы. Мы консультировались с Freda, когда искали лучшие грабли для листьев и оценивали продукты по их материалам, зубьям, весу и комфорту. com
com С другой стороны, алюминиевая ручка может показаться холодной в холодные дни.
С другой стороны, алюминиевая ручка может показаться холодной в холодные дни. Хотя этот недорогой вариант может прослужить не так долго, как другие, он имеет 5-летнюю гарантию, он довольно долговечен и хорошо работает, учитывая цену. Итак, если вам нужны грабли для регулярного ухода за двором или просто для сезонного сброса листьев, грабли Anvil Poly Leaf Rake — это надежный вариант.
Хотя этот недорогой вариант может прослужить не так долго, как другие, он имеет 5-летнюю гарантию, он довольно долговечен и хорошо работает, учитывая цену. Итак, если вам нужны грабли для регулярного ухода за двором или просто для сезонного сброса листьев, грабли Anvil Poly Leaf Rake — это надежный вариант. Рукоятка изготовлена из прочного стекловолокна, которое сохраняет жесткость под давлением, а гладкая поверхность делает ее удобной для удержания. При общей длине 72 дюйма и 30-дюймовой изогнутой головке у вас достаточно досягаемости, чтобы тянуть тяжелые грузы листьев. Широкий веер зубьев с усиленными гребнями с обеих сторон может легко подбирать влажный дворовый мусор.
Рукоятка изготовлена из прочного стекловолокна, которое сохраняет жесткость под давлением, а гладкая поверхность делает ее удобной для удержания. При общей длине 72 дюйма и 30-дюймовой изогнутой головке у вас достаточно досягаемости, чтобы тянуть тяжелые грузы листьев. Широкий веер зубьев с усиленными гребнями с обеих сторон может легко подбирать влажный дворовый мусор. com
com Вот почему вам нужны грабли для кустарников. Этот от Fiskars — отличный выбор. Алюминиевая ручка длиной 58 дюймов легкая, но достаточно длинная, чтобы проникнуть под самые большие кусты. Ручка имеет каплевидную форму для удобства и обеспечивает хороший захват во время работы.
Вот почему вам нужны грабли для кустарников. Этот от Fiskars — отличный выбор. Алюминиевая ручка длиной 58 дюймов легкая, но достаточно длинная, чтобы проникнуть под самые большие кусты. Ручка имеет каплевидную форму для удобства и обеспечивает хороший захват во время работы. com
com
 Он создан для тяжелой работы. Рукоятка с подушкой закрепляет 66-дюймовую тяжелую алюминиевую ручку, что приводит к длинным коническим зубьям высотой 4 дюйма и шириной 36 дюймов. Прочный разъем, изготовленный из алюминия с порошковым покрытием, обеспечивает плотную и надежную посадку.
Он создан для тяжелой работы. Рукоятка с подушкой закрепляет 66-дюймовую тяжелую алюминиевую ручку, что приводит к длинным коническим зубьям высотой 4 дюйма и шириной 36 дюймов. Прочный разъем, изготовленный из алюминия с порошковым покрытием, обеспечивает плотную и надежную посадку. com
com
 54,5-дюймовая ручка из стекловолокна обеспечивает досягаемость, необходимую для более быстрого разбрасывания мульчи, удаления сорняков и удаления мелких корней и камней.
54,5-дюймовая ручка из стекловолокна обеспечивает досягаемость, необходимую для более быстрого разбрасывания мульчи, удаления сорняков и удаления мелких корней и камней. Зубья достаточно прочные, чтобы помочь при прополке или создании рядов для посева в хорошо вспаханной, рыхлой садовой почве. Чтобы облегчить работу по дому, литая ручка имеет мягкую накладку для удобного использования. Если у вас есть этот инструмент в вашей садовой тележке, вы обязательно найдете множество применений.
Зубья достаточно прочные, чтобы помочь при прополке или создании рядов для посева в хорошо вспаханной, рыхлой садовой почве. Чтобы облегчить работу по дому, литая ручка имеет мягкую накладку для удобного использования. Если у вас есть этот инструмент в вашей садовой тележке, вы обязательно найдете множество применений.
 Когда вам нужно удалить листья из-под растений, мы рекомендуем грабли для кустарников Fiskars.
Когда вам нужно удалить листья из-под растений, мы рекомендуем грабли для кустарников Fiskars.
 «Алюминиевые или пластиковые грабли лучше всего подходят для большинства стандартных уборок листвы, потому что они легкие и охватывают большую площадь, чем стальные грабли». Грабли, сделанные с металлическими зубьями и ручками, обычно самые прочные. Металлические зубья редко ломаются, и если они погнулись, их можно вернуть в исходное положение. Ручки из металла часто регулируются для удобства. Но эта долговечность достигается за счет более высокой цены. Алюминиевые ручки долговечны, но легче в обращении и, как правило, дешевле.
«Алюминиевые или пластиковые грабли лучше всего подходят для большинства стандартных уборок листвы, потому что они легкие и охватывают большую площадь, чем стальные грабли». Грабли, сделанные с металлическими зубьями и ручками, обычно самые прочные. Металлические зубья редко ломаются, и если они погнулись, их можно вернуть в исходное положение. Ручки из металла часто регулируются для удобства. Но эта долговечность достигается за счет более высокой цены. Алюминиевые ручки долговечны, но легче в обращении и, как правило, дешевле.
 Диаметр шпинделя: 30 ммХод шпинделя: 75 ммДлина…
Диаметр шпинделя: 30 ммХод шпинделя: 75 ммДлина… ..
.. Вал фрезерного станка по дереву №4 с гайкой+цанги.
Вал фрезерного станка по дереву №4 с гайкой+цанги. В рабочем состоянии.
В рабочем состоянии.  Оборудование полностью исправно, готово к эксплуатации.Находится в пос. Трудовое.Если возникнут вопросы — задавайтеСмотрите базу, есть…
Оборудование полностью исправно, готово к эксплуатации.Находится в пос. Трудовое.Если возникнут вопросы — задавайтеСмотрите базу, есть… ..
.. ..
.. com Сравнивая цены на фрезерный станок по дереву
com Сравнивая цены на фрезерный станок по дереву , Ltd., провинция Фуцзянь
, Ltd., провинция Фуцзянь , Ltd., провинция Фуцзянь
, Ltd., провинция Фуцзянь , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd
, Ltd , Лтд.
, Лтд. , Ltd.
, Ltd. , Ltd.
, Ltd. U00*.Mmg*.Plt
U00*.Mmg*.Plt , LTD.
, LTD. , LTD.
, LTD. , LTD.
, LTD. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd.

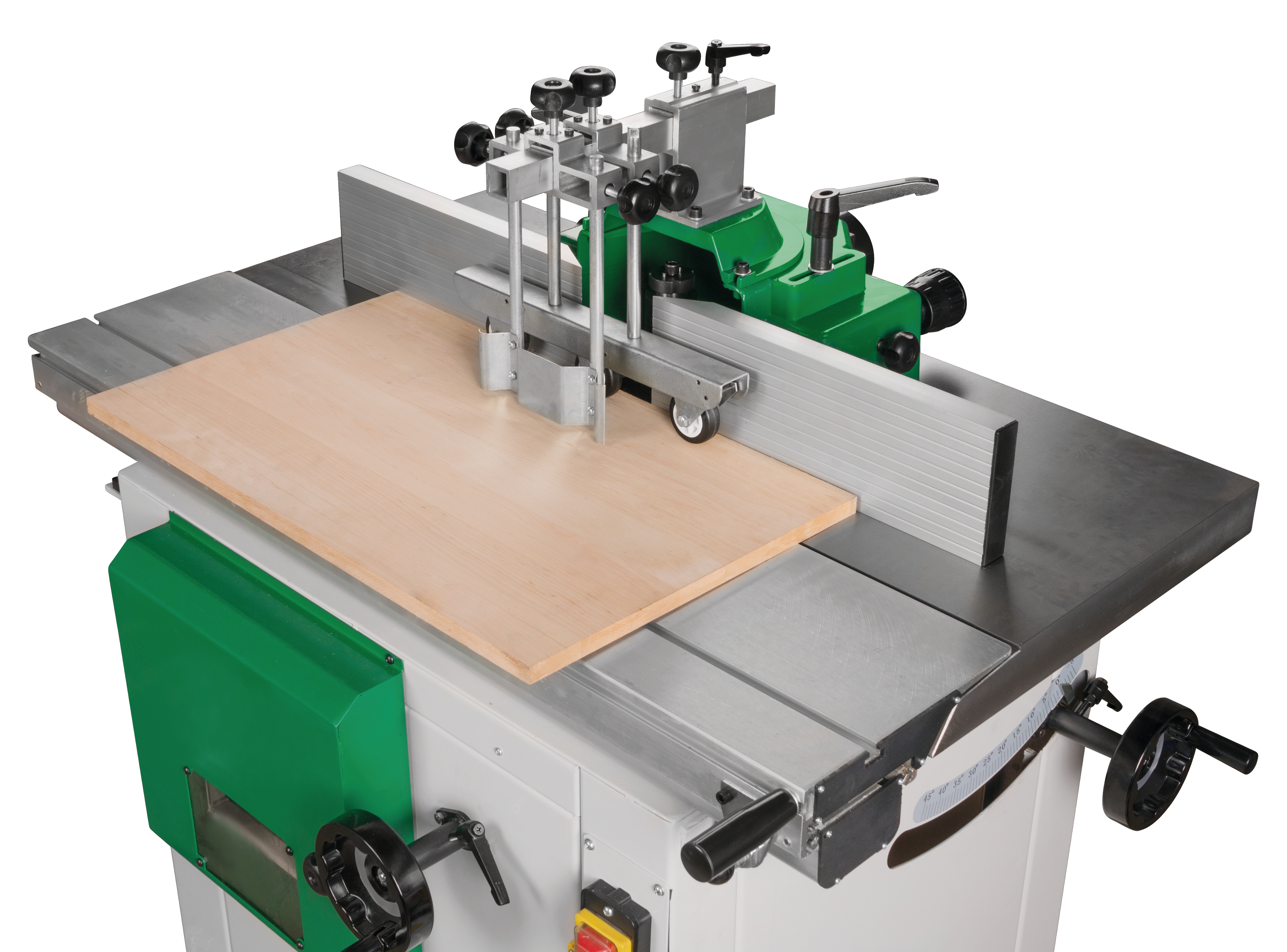

 Внимательность…
Внимательность… Листогибочные станки (ЧПУ, ручной) — для оператора станков с ПУ. Подбор инструмента по характеристикам…
Листогибочные станки (ЧПУ, ручной) — для оператора станков с ПУ. Подбор инструмента по характеристикам… Подробнее
Подробнее За счет этого мы хорошо разобрались в работе систем управления CypCut, CypCut Tube, EnEditor, Bodor Pro и может компетентно передать опыт работы на соответствующем оборудовании. Марка станка и поставщик нам не важен для обучения, важно только получить от заказчика целеуказания и на что сделать акцент с ориентиром на специфику производства, чтобы передаваемый материал был более предметный.
За счет этого мы хорошо разобрались в работе систем управления CypCut, CypCut Tube, EnEditor, Bodor Pro и может компетентно передать опыт работы на соответствующем оборудовании. Марка станка и поставщик нам не важен для обучения, важно только получить от заказчика целеуказания и на что сделать акцент с ориентиром на специфику производства, чтобы передаваемый материал был более предметный.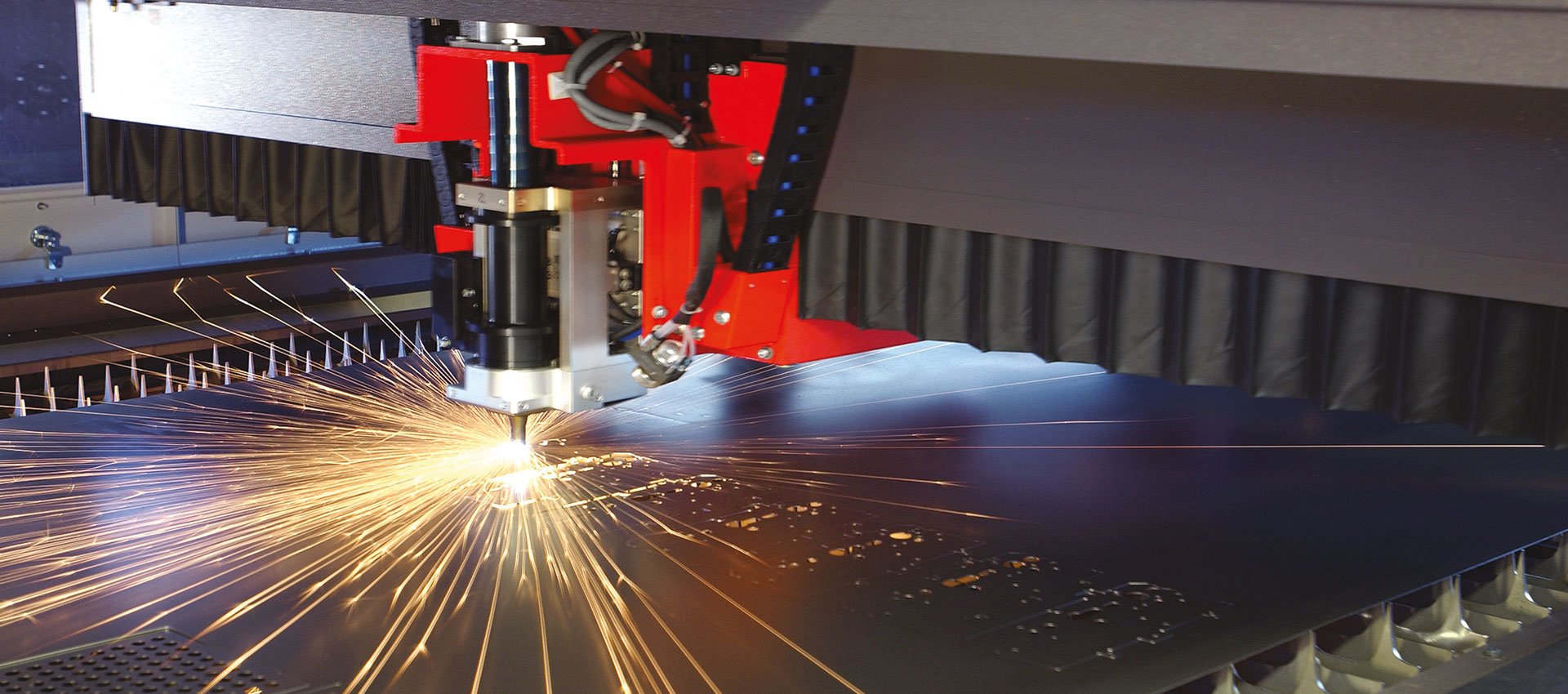

 (12)
(12)
 com или распечатайте ее и заполните. вручную и по почте:
com или распечатайте ее и заполните. вручную и по почте:
 ru
ru ru
ru Изготавливаем различные виды
Изготавливаем различные виды
 Низкие цены. Изготовление деталей на станках с ЧПУ. Литье стали, литье чугуна, литье бронзы и латуни, изготовление поковок, горячих штамповок методом объемной штамповки. Предлагаем изготовить втулки из бронзы, вкладыши и другие запасные части из бронзовых сплавов. Мехобработка по чертежам, эскизам и образцам. Литье стали по газифицируемым моделям. Изготовление пресс-форм, штампов. Фундаментные болты по ГОСТ, din и чертежам
Низкие цены. Изготовление деталей на станках с ЧПУ. Литье стали, литье чугуна, литье бронзы и латуни, изготовление поковок, горячих штамповок методом объемной штамповки. Предлагаем изготовить втулки из бронзы, вкладыши и другие запасные части из бронзовых сплавов. Мехобработка по чертежам, эскизам и образцам. Литье стали по газифицируемым моделям. Изготовление пресс-форм, штампов. Фундаментные болты по ГОСТ, din и чертежам Вмешательство человека минимальное, исключены случайные ошибки при прохождении резца. Автоматно-токарная обработка применяется для изготовления крупных и мелких изделий из различных металлов. На автоматических станках делают валы, втулки, фланцы большого и малого диаметра. Любое тело вращения обрабатывается точнее, чем с применением ручного труда.
Вмешательство человека минимальное, исключены случайные ошибки при прохождении резца. Автоматно-токарная обработка применяется для изготовления крупных и мелких изделий из различных металлов. На автоматических станках делают валы, втулки, фланцы большого и малого диаметра. Любое тело вращения обрабатывается точнее, чем с применением ручного труда.
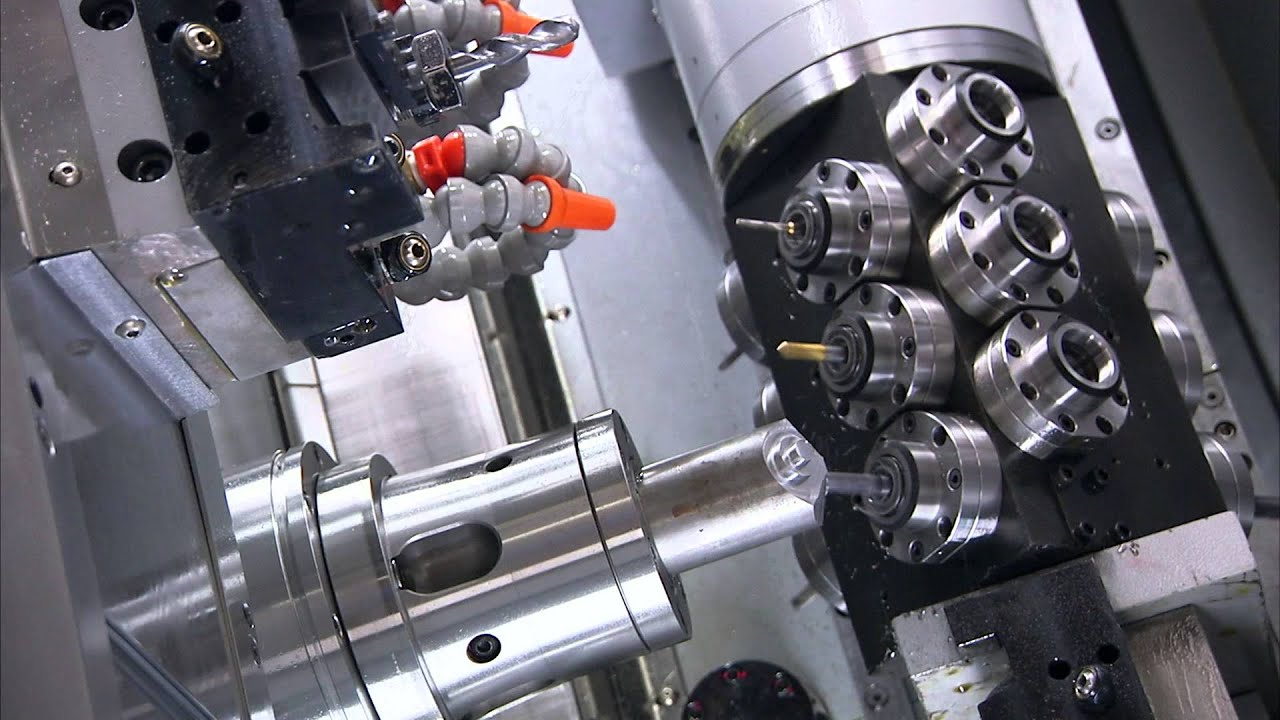 По возможности токарь изготавливает без перенастройки оборудования всю заказанную партию деталей. Действия человека сводятся к вставке заготовок в кулачки распредвала, и выниманию изделий после прохода резцов.
По возможности токарь изготавливает без перенастройки оборудования всю заказанную партию деталей. Действия человека сводятся к вставке заготовок в кулачки распредвала, и выниманию изделий после прохода резцов.

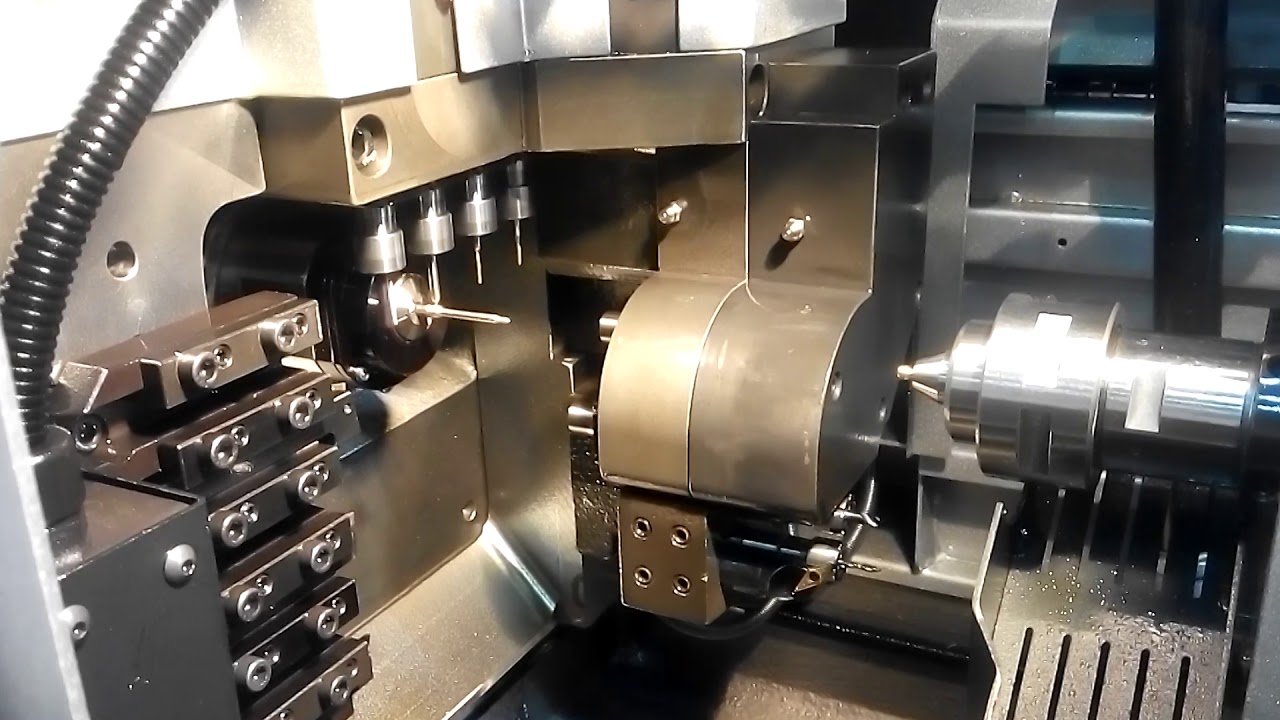 Опыт и квалификация нашей команды, современные токарные автоматы, ответственный подход к исполнению своих обязательств — вот гарантии нашей работы!
Опыт и квалификация нашей команды, современные токарные автоматы, ответственный подход к исполнению своих обязательств — вот гарантии нашей работы! Живой инструмент доступен для более сложной геометрии и оценивается в каждом конкретном случае.
Живой инструмент доступен для более сложной геометрии и оценивается в каждом конкретном случае. д., поставляется с различными инструментами, стоимостью и временем настройки.
д., поставляется с различными инструментами, стоимостью и временем настройки.
 Мы также мгновенно указываем детали, обработанные на станках с ЧПУ, сокращая дни вашего процесса запроса цен.
Мы также мгновенно указываем детали, обработанные на станках с ЧПУ, сокращая дни вашего процесса запроса цен.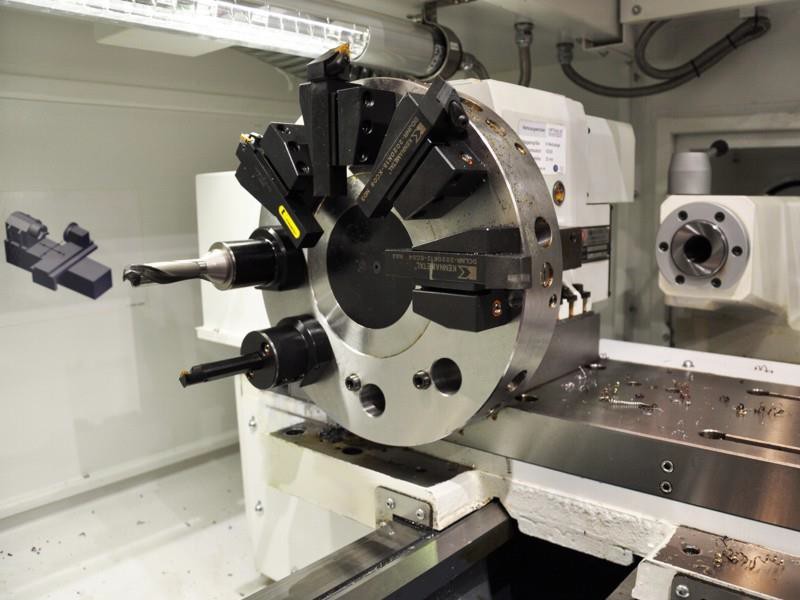
 Если вы не видите запас материала, который вы ищете, выберите «Пользовательский» в раскрывающемся списке материалов на странице вашего предложения и отправьте его на экспертную техническую оценку после того, как вы укажете характеристики, допуски, потребности в проверке и требуемое количество.
Если вы не видите запас материала, который вы ищете, выберите «Пользовательский» в раскрывающемся списке материалов на странице вашего предложения и отправьте его на экспертную техническую оценку после того, как вы укажете характеристики, допуски, потребности в проверке и требуемое количество.
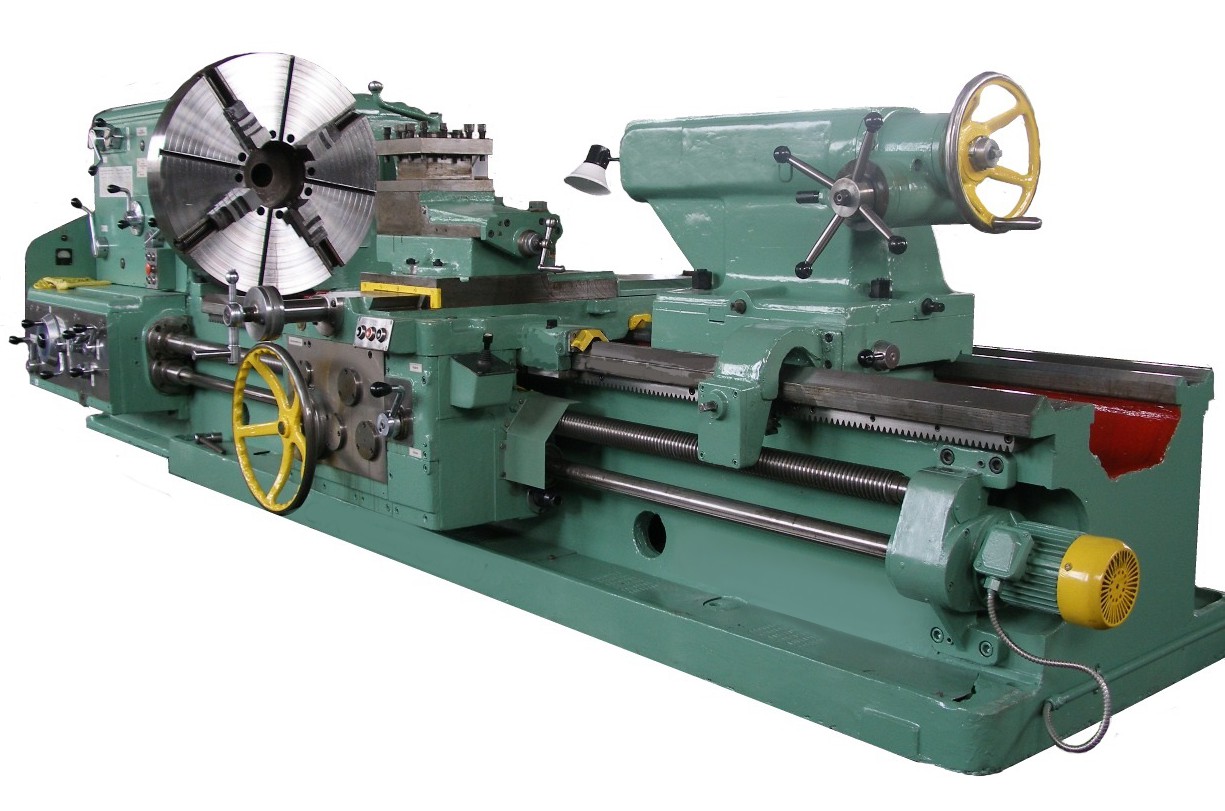 Детали могут быть анодированы в разные цвета — наиболее распространены прозрачный, черный, красный и золотой — и обычно ассоциируются с алюминием. Тип III толще и создает износостойкий слой в дополнение к коррозионной стойкости, характерной для типа II.
Детали могут быть анодированы в разные цвета — наиболее распространены прозрачный, черный, красный и золотой — и обычно ассоциируются с алюминием. Тип III толще и создает износостойкий слой в дополнение к коррозионной стойкости, характерной для типа II. Перед анодированием детали подвергаются дробеструйной очистке до абразива №120.
Перед анодированием детали подвергаются дробеструйной очистке до абразива №120. Это создает прочный, износостойкий и устойчивый к коррозии слой, который более долговечен, чем стандартные методы окраски. Широкий выбор цветов позволяет создать желаемую эстетику.
Это создает прочный, износостойкий и устойчивый к коррозии слой, который более долговечен, чем стандартные методы окраски. Широкий выбор цветов позволяет создать желаемую эстетику. Это полезно для уменьшения шероховатости поверхности.
Это полезно для уменьшения шероховатости поверхности. Обычно матовые металлы включают нержавеющую сталь, алюминий и никель.
Обычно матовые металлы включают нержавеющую сталь, алюминий и никель.
 TBC выполняет множество функций, для которых обычно требуется несколько машин, что ускоряет производство и снижает затраты.
TBC выполняет множество функций, для которых обычно требуется несколько машин, что ускоряет производство и снижает затраты. Менее дорогие, чем обычные станки с ЧПУ для обработки сквозных отверстий.
Менее дорогие, чем обычные станки с ЧПУ для обработки сквозных отверстий.
 Все погрузочно-разгрузочное оборудование имеет унифицированную конструкцию, поэтому его можно легко модифицировать в соответствии с вашими конкретными требованиями. Загрузочный стол загружает в машину один отрезок материала за другим, а затем автоматически отрезает заранее заданное количество материала от переднего конца и выбрасывает оставшийся конец.
Все погрузочно-разгрузочное оборудование имеет унифицированную конструкцию, поэтому его можно легко модифицировать в соответствии с вашими конкретными требованиями. Загрузочный стол загружает в машину один отрезок материала за другим, а затем автоматически отрезает заранее заданное количество материала от переднего конца и выбрасывает оставшийся конец.


 Откроем секреты сборки станка своими руками.
Откроем секреты сборки станка своими руками.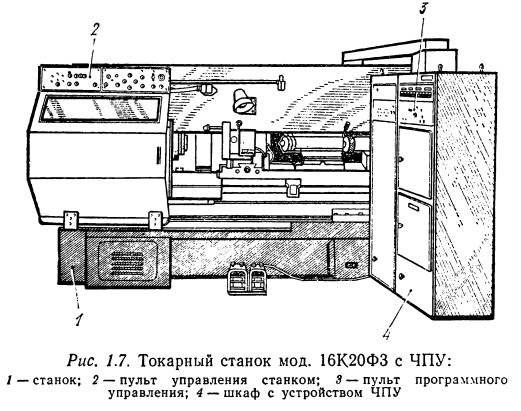 Особенности использования и инструкция по изготовлению.
Особенности использования и инструкция по изготовлению.

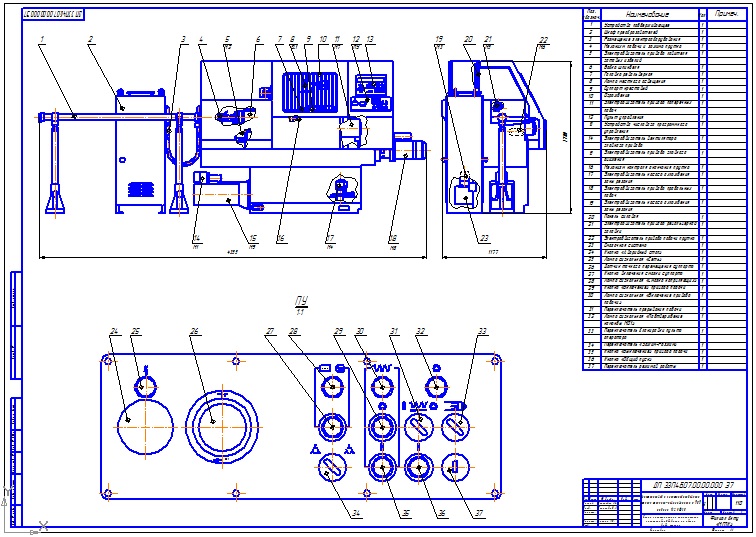 Например, задние и передние бабки можно найти только на токарных станках с ЧПУ.
Например, задние и передние бабки можно найти только на токарных станках с ЧПУ.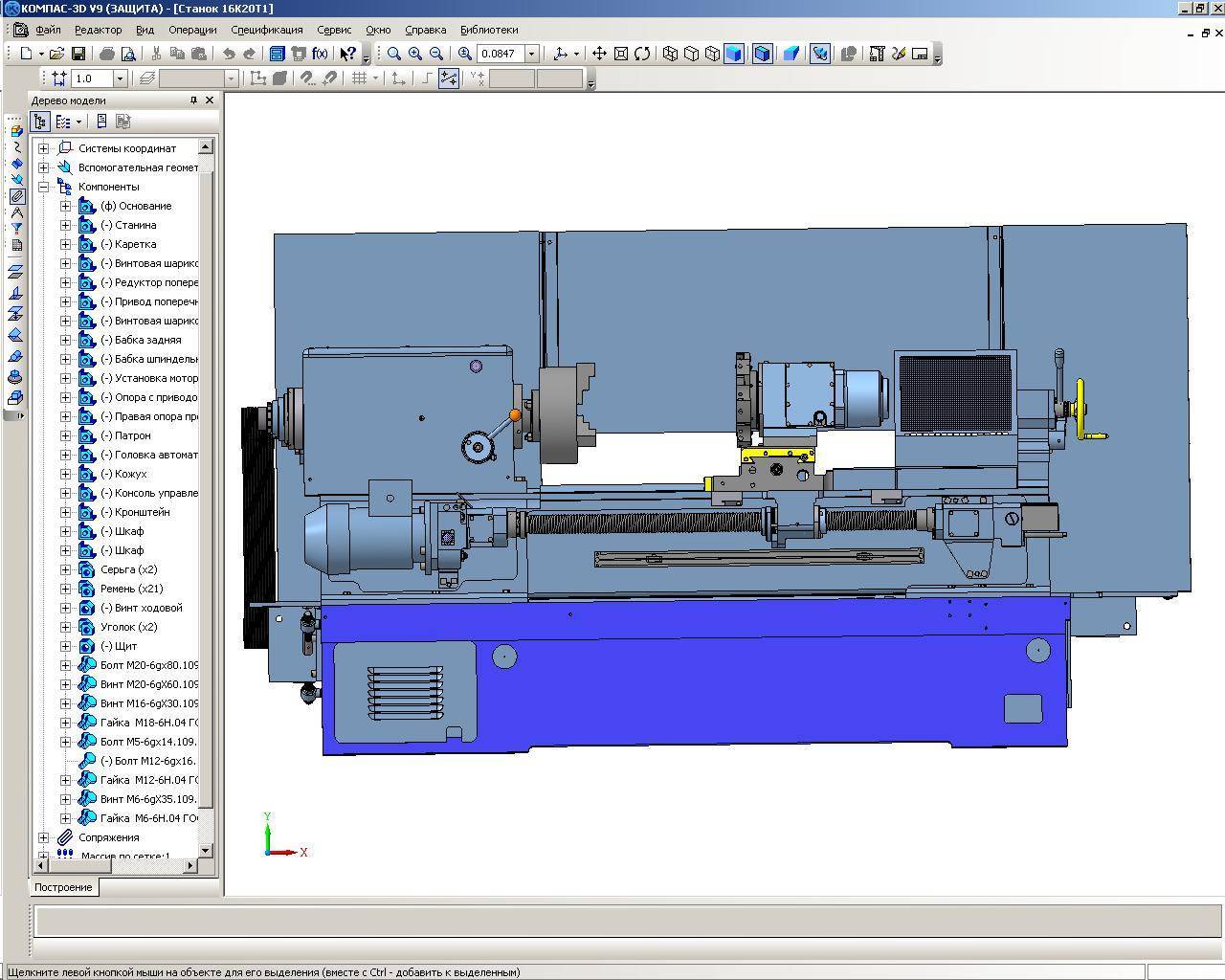 MCU также управляет устройством смены инструмента и включением охлаждающей жидкости, как указано в G-коде. Типовой блок управления показан на рисунке 1 ниже:
MCU также управляет устройством смены инструмента и включением охлаждающей жидкости, как указано в G-коде. Типовой блок управления показан на рисунке 1 ниже: Типичный фрезерный станок с ЧПУ показан на рисунке 2 ниже:
Типичный фрезерный станок с ЧПУ показан на рисунке 2 ниже: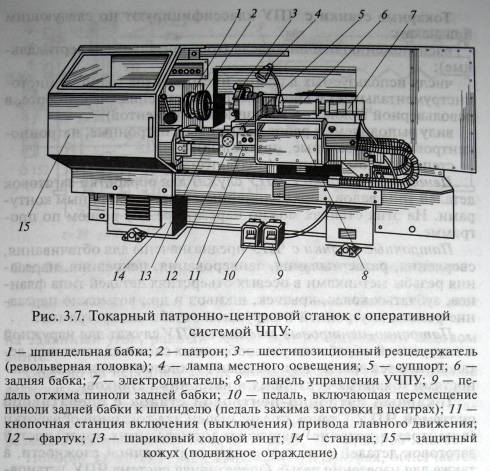 Положение можно измерить с помощью линейного энкодера или поворотного энкодера, прикрепленного к серводвигателю.
Положение можно измерить с помощью линейного энкодера или поворотного энкодера, прикрепленного к серводвигателю.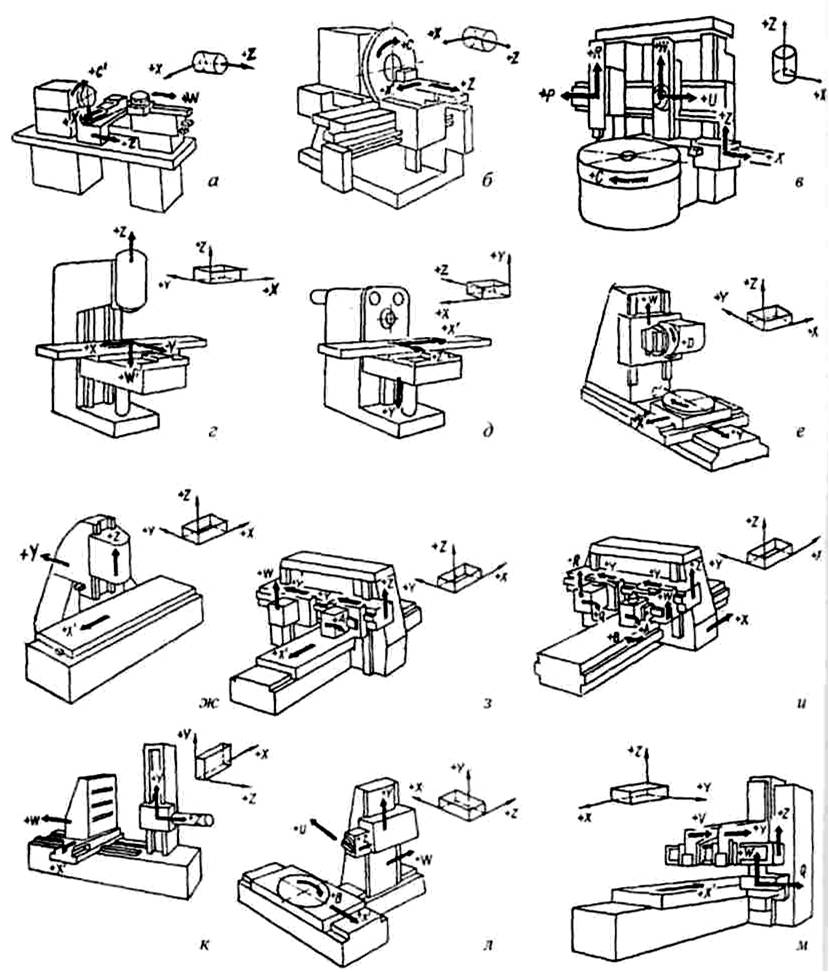
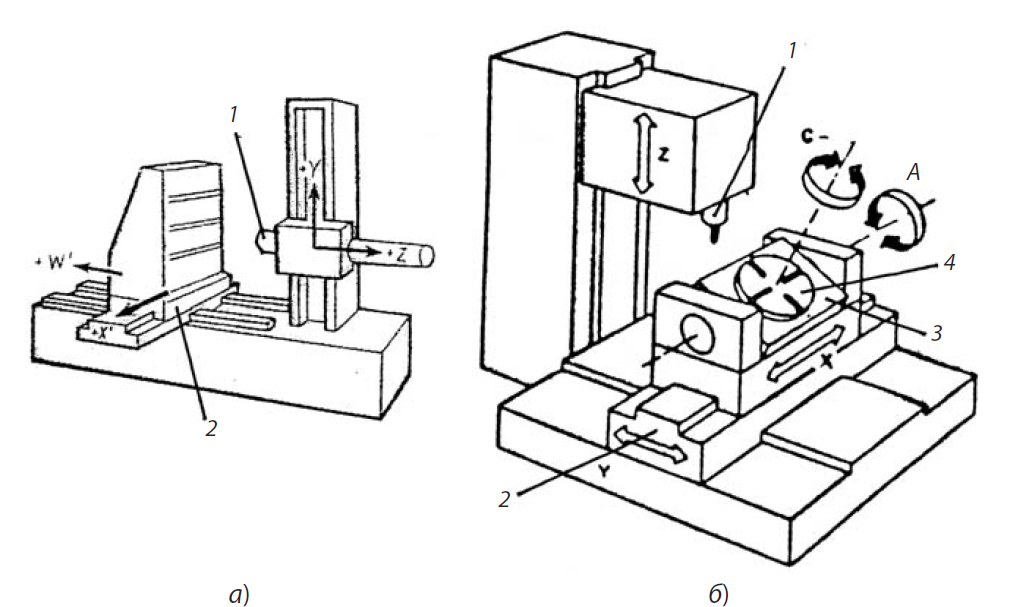 Без задней бабки силы, создаваемые во время резки, заставят материал отклоняться от фрезы. Сырье центрируется на пиноли задней бабки, которая свободно вращается в задней бабке. Это особенно полезно для резки компонентов, таких как силовые винты или валы. Задняя бабка может перемещаться только вдоль оси z токарного станка, чтобы учесть разную длину исходного материала.
Без задней бабки силы, создаваемые во время резки, заставят материал отклоняться от фрезы. Сырье центрируется на пиноли задней бабки, которая свободно вращается в задней бабке. Это особенно полезно для резки компонентов, таких как силовые винты или валы. Задняя бабка может перемещаться только вдоль оси z токарного станка, чтобы учесть разную длину исходного материала.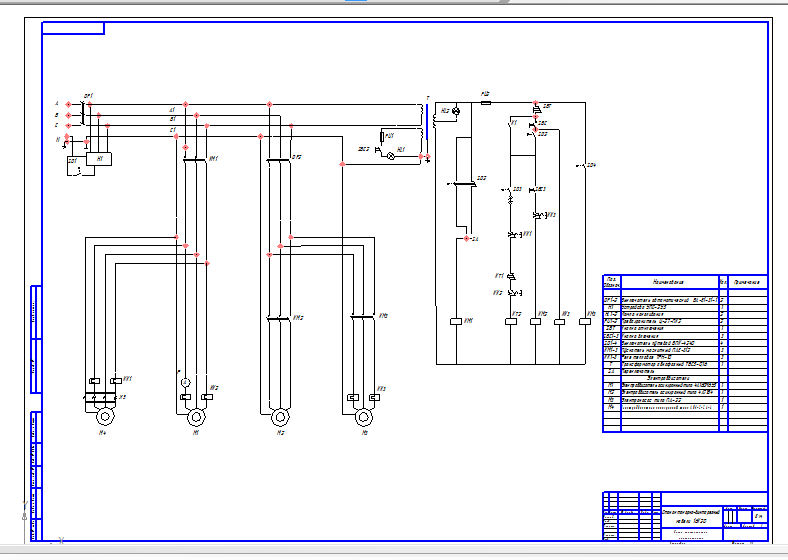 Ножные педали помогают операторам загружать заготовки и выгружать готовые детали из станка. На станках с ЧПУ обычно нет педалей, поскольку детали уже закреплены на станине, и операторам не нужно, чтобы обе руки были свободны при загрузке и выгрузке сырья.
Ножные педали помогают операторам загружать заготовки и выгружать готовые детали из станка. На станках с ЧПУ обычно нет педалей, поскольку детали уже закреплены на станине, и операторам не нужно, чтобы обе руки были свободны при загрузке и выгрузке сырья. Панель управления
Панель управления Теоретически они также могут работать круглосуточно и без выходных в сочетании с роботизированными системами для загрузки и разгрузки машин. Станки с ЧПУ имеют воспроизводимую точность, а это означает, что тысячи деталей могут быть изготовлены с минимальным отклонением размеров от детали к детали. Станки с ЧПУ также могут производить детали со сложными характеристиками, которые были бы невозможны на ручных станках.
Теоретически они также могут работать круглосуточно и без выходных в сочетании с роботизированными системами для загрузки и разгрузки машин. Станки с ЧПУ имеют воспроизводимую точность, а это означает, что тысячи деталей могут быть изготовлены с минимальным отклонением размеров от детали к детали. Станки с ЧПУ также могут производить детали со сложными характеристиками, которые были бы невозможны на ручных станках. При обработке небольших, одноразовых, простых деталей часто дешевле и быстрее использовать ручной станок, поскольку программирование и настройка станка с ЧПУ для нестандартных деталей может быть неэкономичным.
При обработке небольших, одноразовых, простых деталей часто дешевле и быстрее использовать ручной станок, поскольку программирование и настройка станка с ЧПУ для нестандартных деталей может быть неэкономичным.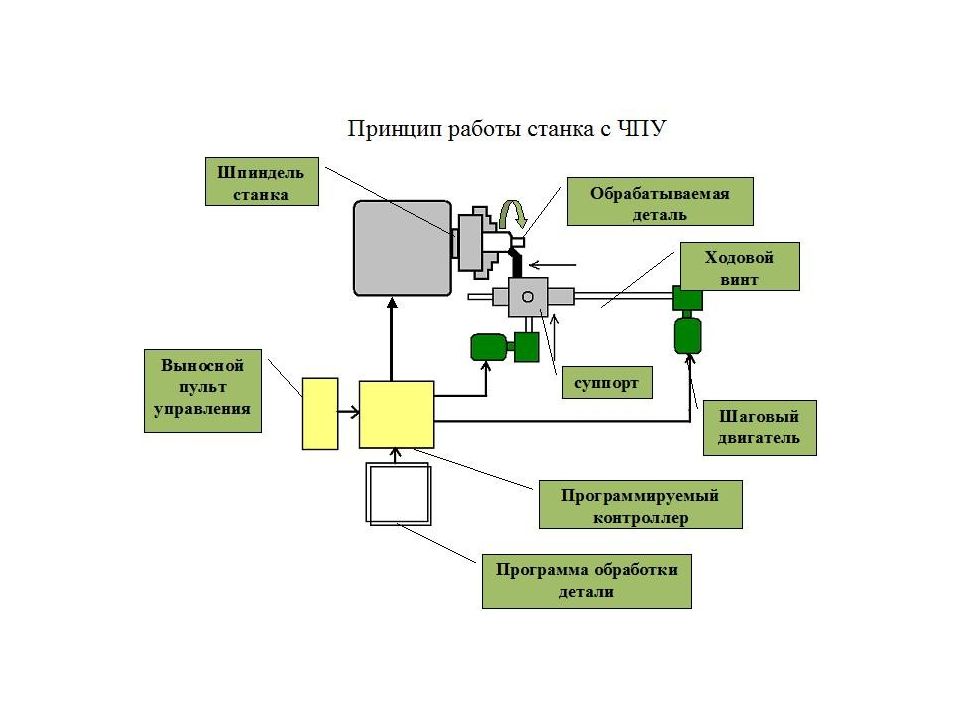 эффективность.
эффективность.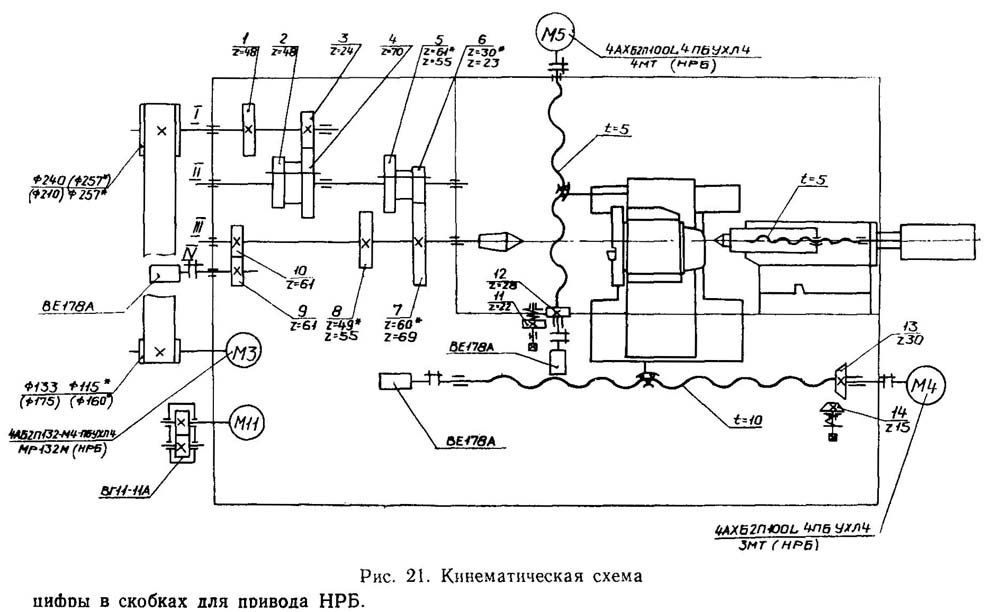
 Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.  На этом главном шпинделе установлен патрон.
На этом главном шпинделе установлен патрон.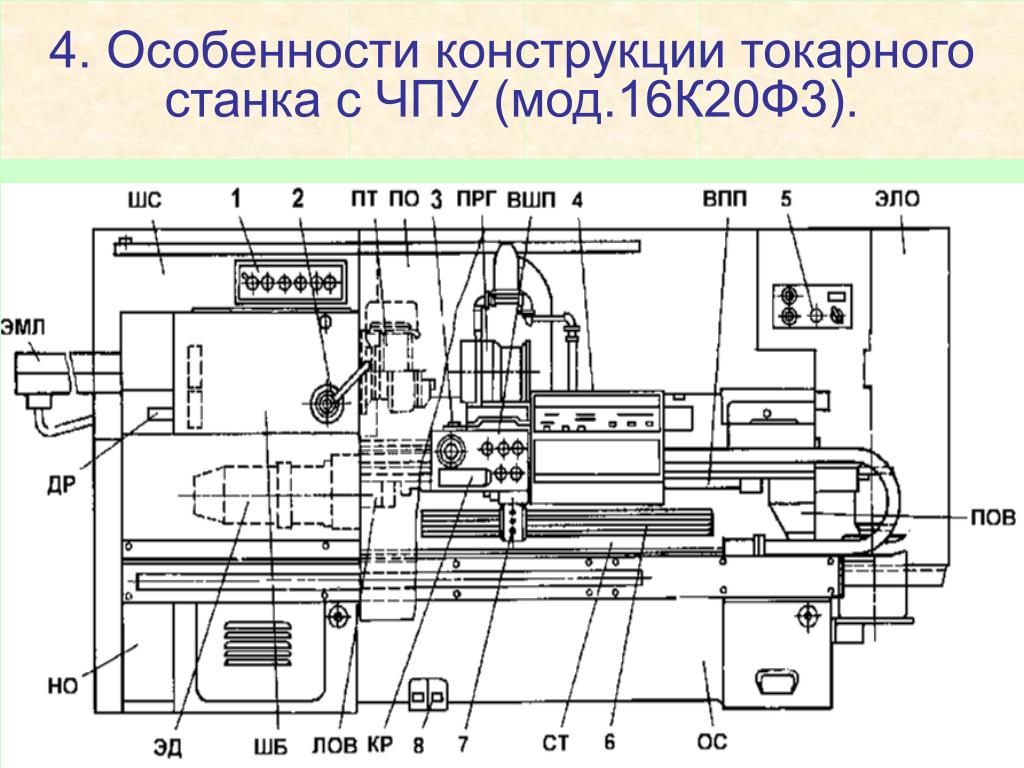 При обработке длинных деталей они обеспечивают дополнительное усилие на другом конце, поэтому процесс обработки может выполняться плавно. Вы можете видеть на картинке выше, что на одном конце патрон захватывает деталь, а на другом конце задняя бабка создает дополнительное усилие.
При обработке длинных деталей они обеспечивают дополнительное усилие на другом конце, поэтому процесс обработки может выполняться плавно. Вы можете видеть на картинке выше, что на одном конце патрон захватывает деталь, а на другом конце задняя бабка создает дополнительное усилие.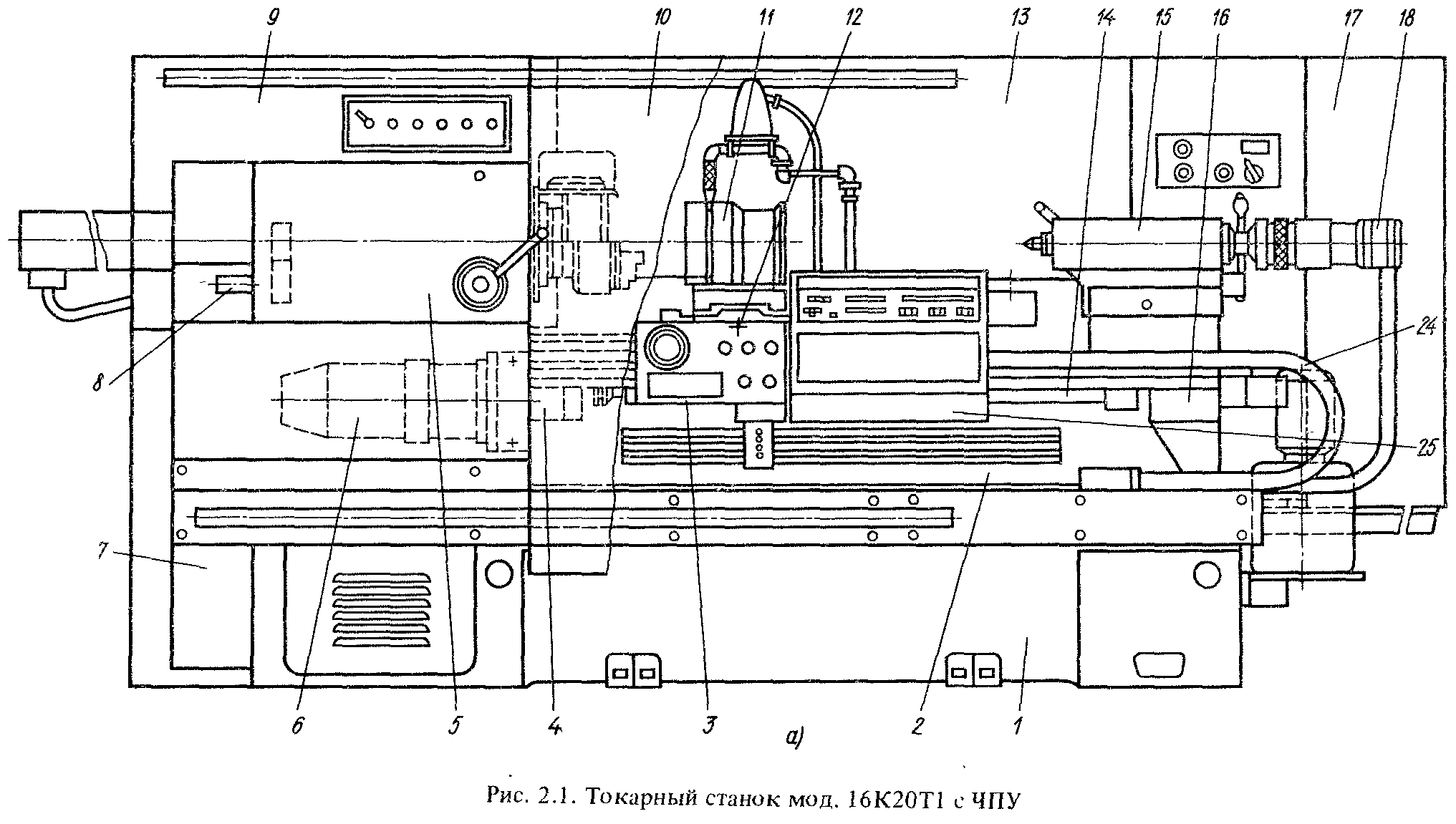
 Максимальный размер выпиливаемого бруса по вертикали до 250 мм, и по горизонтали до 100 мм. Но на данных комплектациях станков толщина пропила соответственно увеличивается.
Максимальный размер выпиливаемого бруса по вертикали до 250 мм, и по горизонтали до 100 мм. Но на данных комплектациях станков толщина пропила соответственно увеличивается.









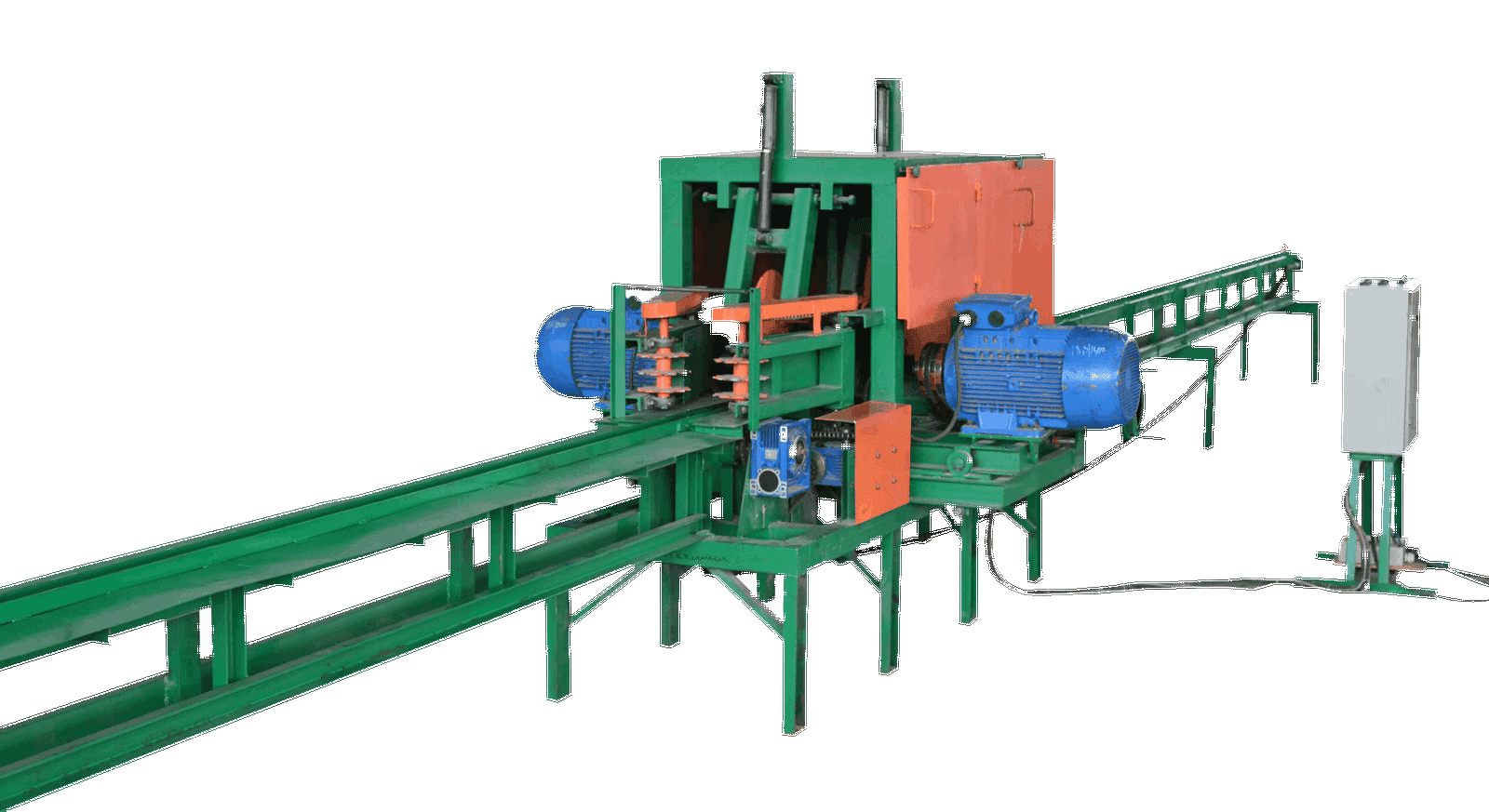





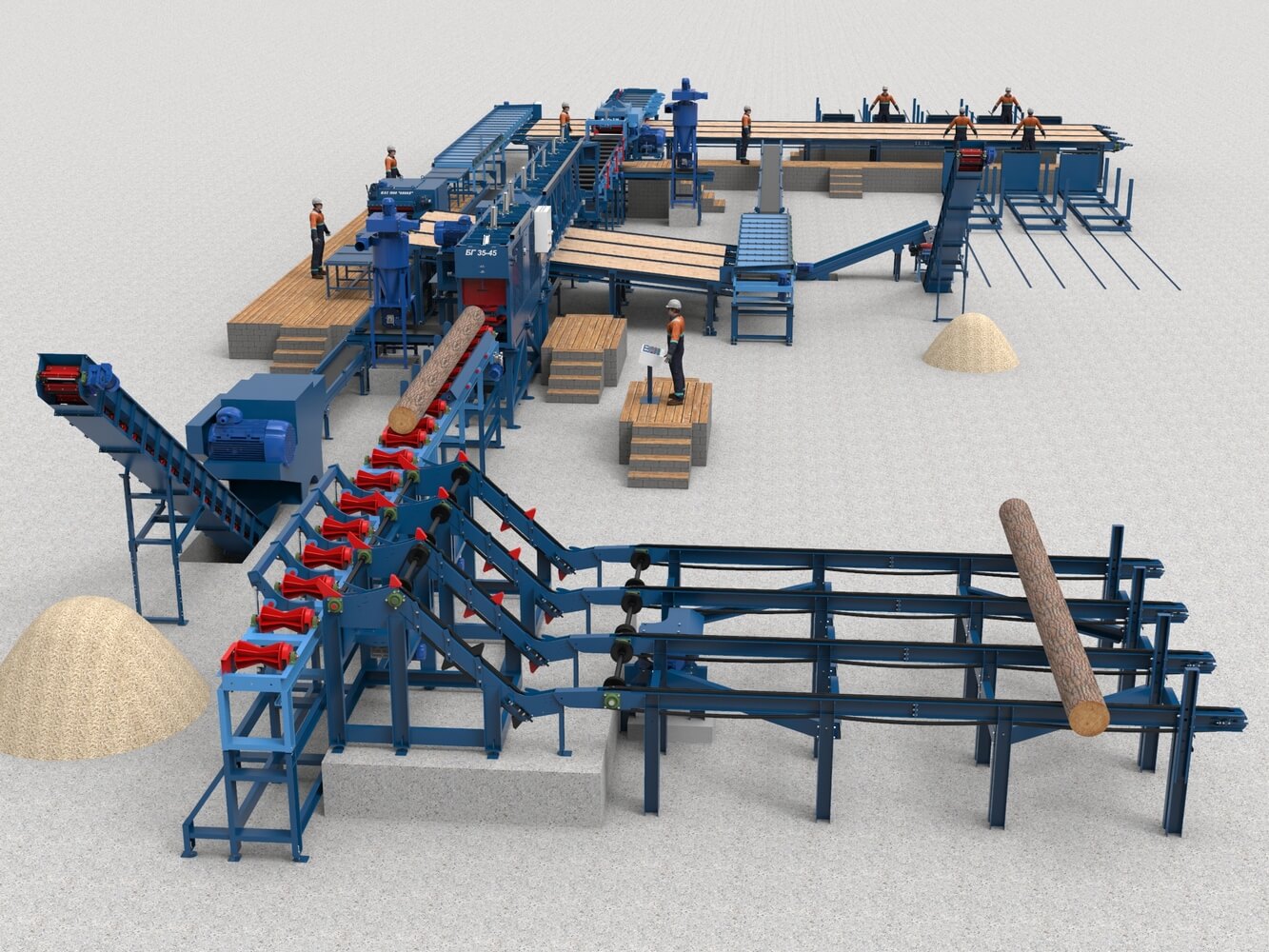
 ru
ru

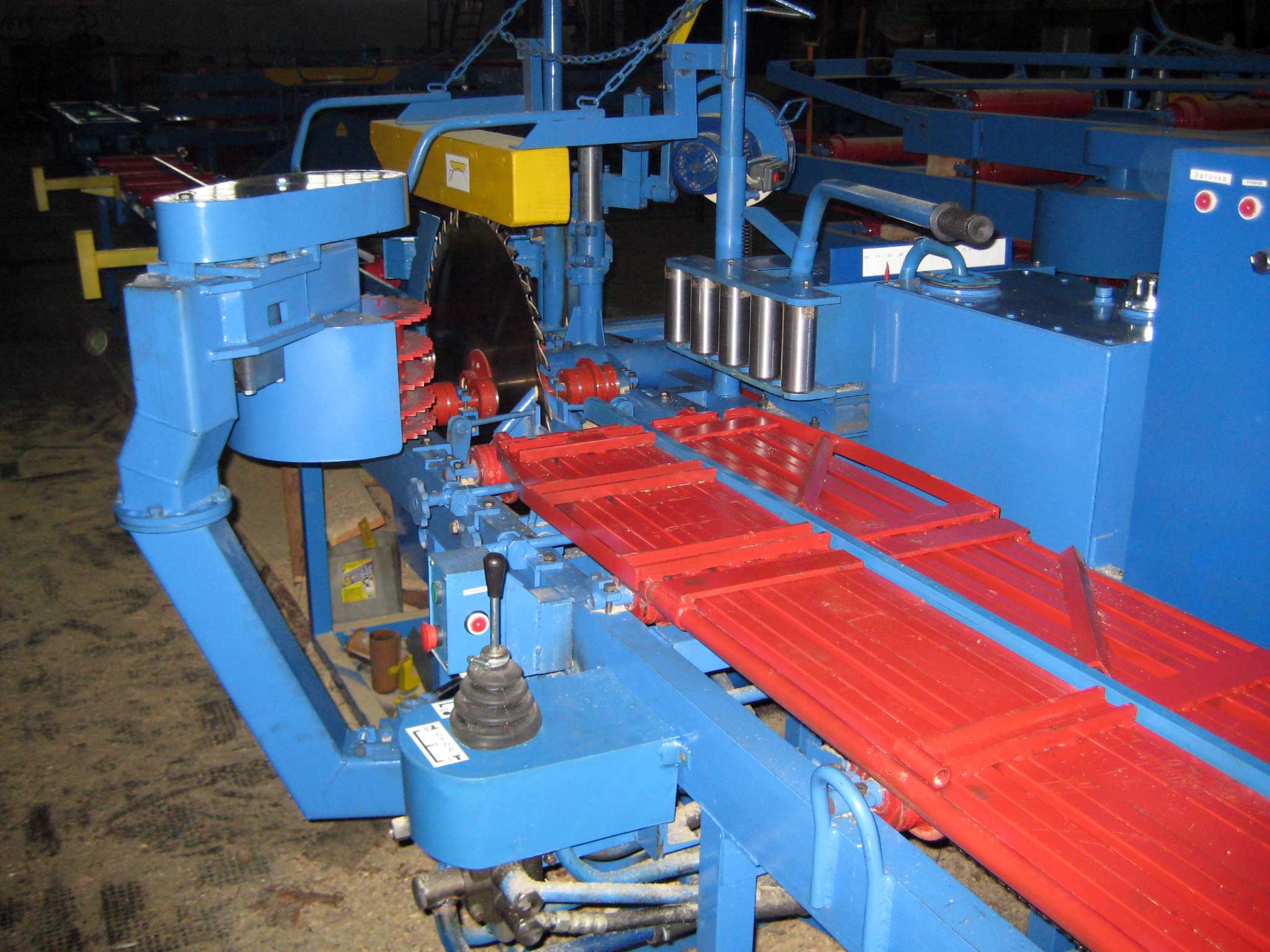




 На московской выставке «Станки-77» сразу две ивановские машины ИР500МФ4 и «Модуль-500 были отмечены дипломами первой степени, а разработчики — двумя золотыми, двумя серебряными и одиннадцатью бронзовыми медалями. С этого момента в жизни коллектива начался новый этап.
На московской выставке «Станки-77» сразу две ивановские машины ИР500МФ4 и «Модуль-500 были отмечены дипломами первой степени, а разработчики — двумя золотыми, двумя серебряными и одиннадцатью бронзовыми медалями. С этого момента в жизни коллектива начался новый этап. По итогам визита Горбачева в Болгарию стало подписание межправительственного соглашения о создании советско-болгарского научно-производственного объединения «Иваново-София».
По итогам визита Горбачева в Болгарию стало подписание межправительственного соглашения о создании советско-болгарского научно-производственного объединения «Иваново-София».

 Видеоролик
Видеоролик Оснастка и запчасти для станков.
Оснастка и запчасти для станков.
 3 . .. 1250
3 . .. 1250 


 ., ООО
., ООО  , Ltd.
, Ltd. 


 Они дольше остаются острозаточенными, чем фрезы из быстрорежущей стали, но и имеют сложности с заточкой.
Они дольше остаются острозаточенными, чем фрезы из быстрорежущей стали, но и имеют сложности с заточкой.
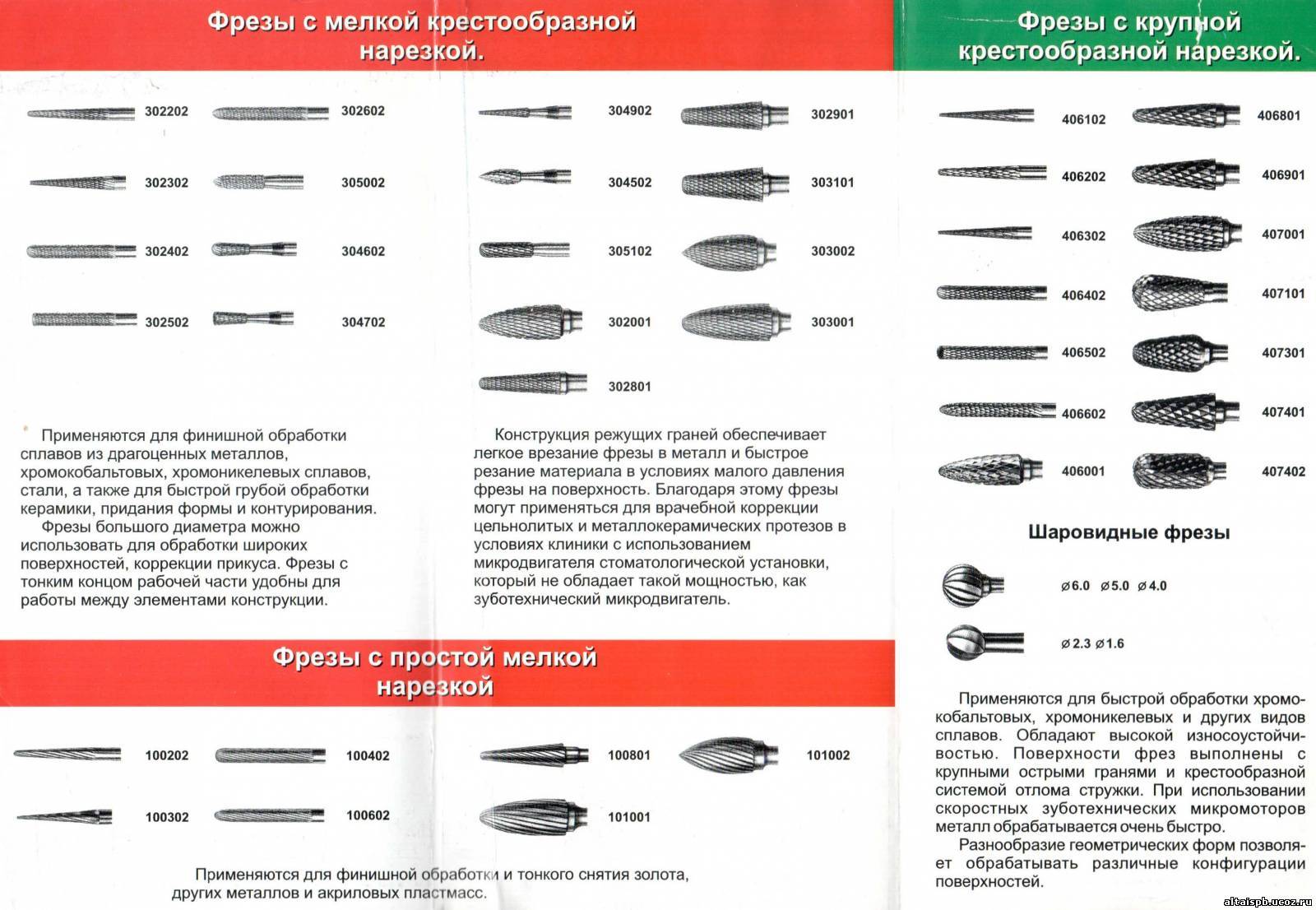 Фрезы с нижним удалением стружки создают своеобразное давление на материал сверху, поэтому при работе с данным видом можно не использовать дополнительные зажимы, чтобы изделие не сдвигалось в процессе работы.
Фрезы с нижним удалением стружки создают своеобразное давление на материал сверху, поэтому при работе с данным видом можно не использовать дополнительные зажимы, чтобы изделие не сдвигалось в процессе работы.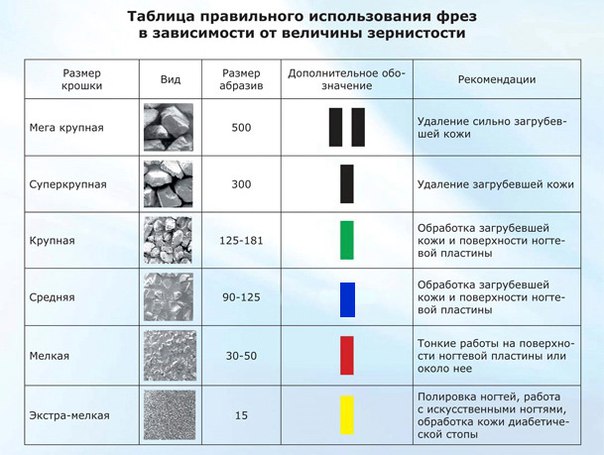
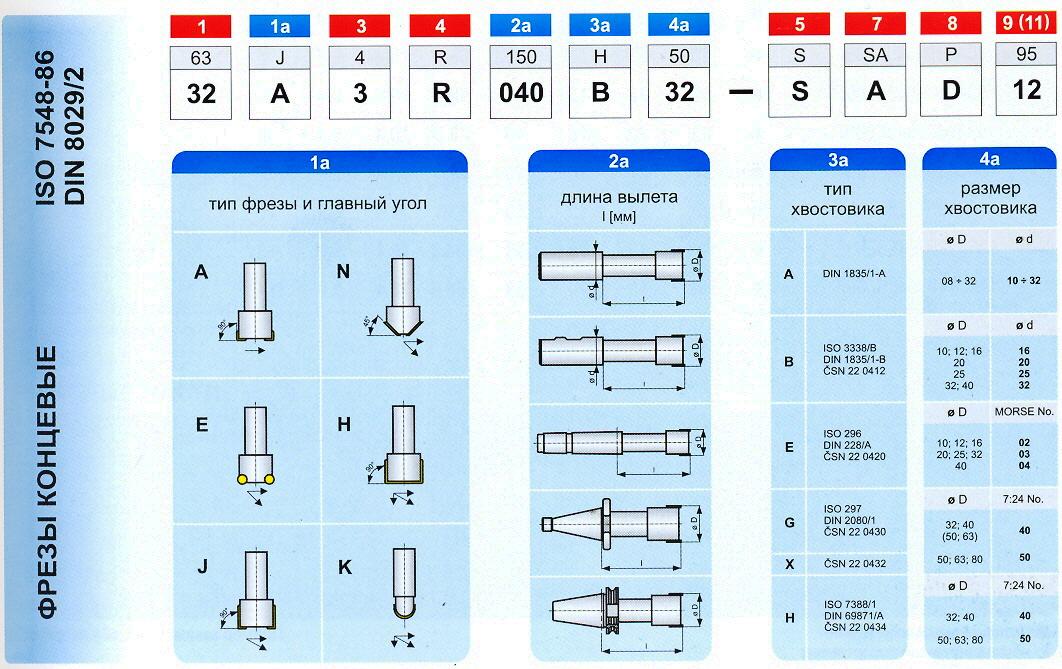 Они имеют очень тонкий стружкоотвод, поэтому существует вероятность его забивания. Многозаходные фрезы сильнее измельчают стружку, зато поверхность после обработки практически не требует дополнительной обработки, при увеличении количества заходов повышается качество реза и уменьшаются вибрации.
Они имеют очень тонкий стружкоотвод, поэтому существует вероятность его забивания. Многозаходные фрезы сильнее измельчают стружку, зато поверхность после обработки практически не требует дополнительной обработки, при увеличении количества заходов повышается качество реза и уменьшаются вибрации.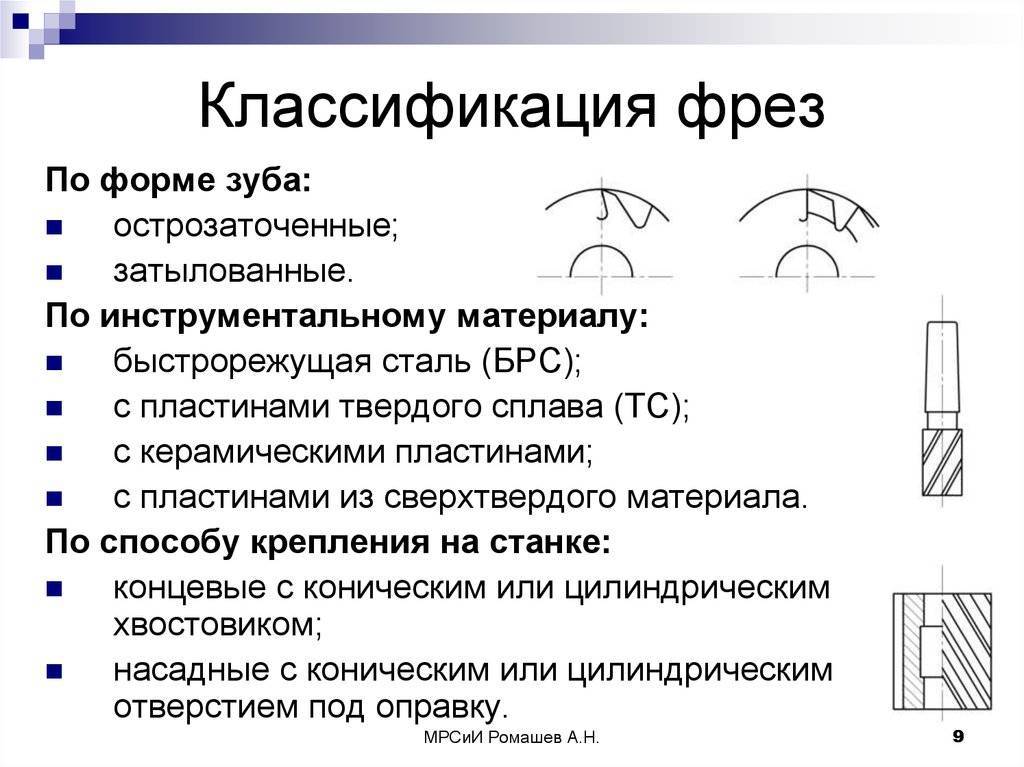


 Эти пневматические пилы предназначены для высокоскоростной резки металла. Его корпус изготовлен из авиационного алюминия, что делает его очень прочным и устойчивым к коррозии и другим химическим воздействиям.
Эти пневматические пилы предназначены для высокоскоростной резки металла. Его корпус изготовлен из авиационного алюминия, что делает его очень прочным и устойчивым к коррозии и другим химическим воздействиям.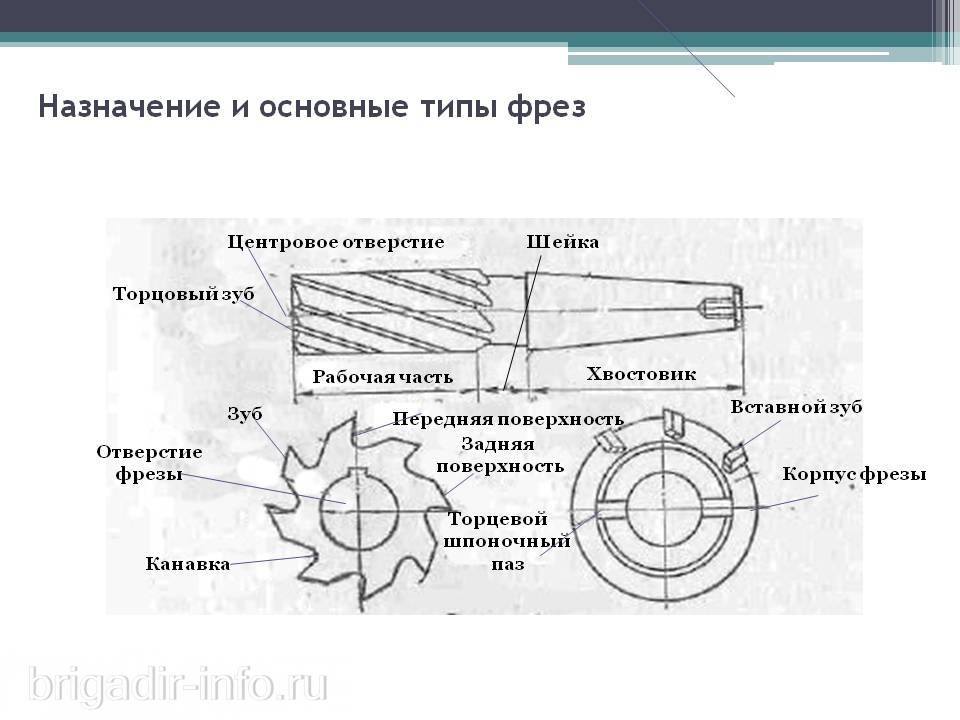
 Этот отрезной круг является прекрасным дополнением к любому набору пил и идеально подходит для работы с металлом, пластиком, деревом и гипсокартоном.
Этот отрезной круг является прекрасным дополнением к любому набору пил и идеально подходит для работы с металлом, пластиком, деревом и гипсокартоном.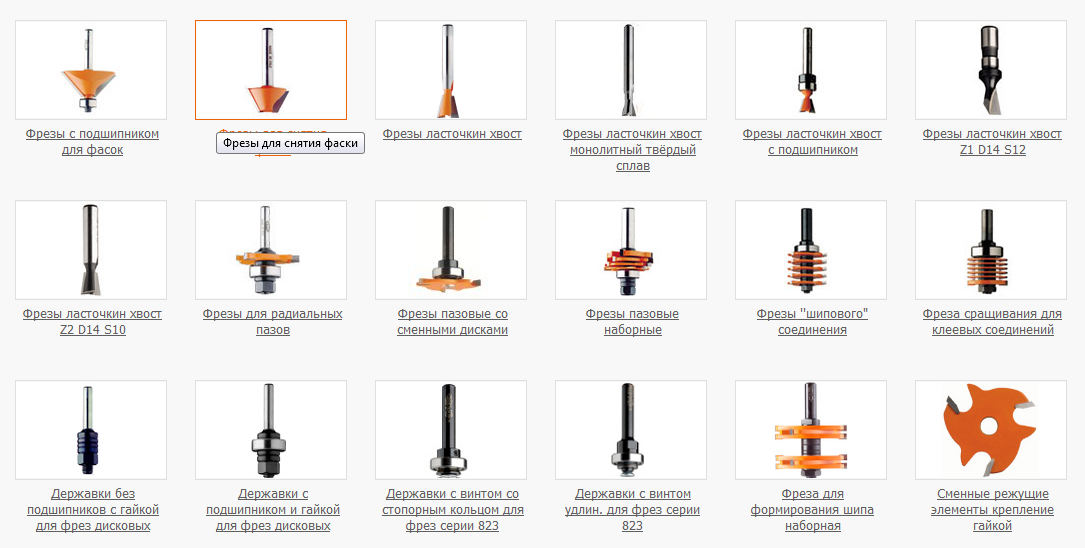 Он используется экспертами по обработке металлов и теми, кто предпочитает самые высокие стандарты для своих инструментов.
Он используется экспертами по обработке металлов и теми, кто предпочитает самые высокие стандарты для своих инструментов.

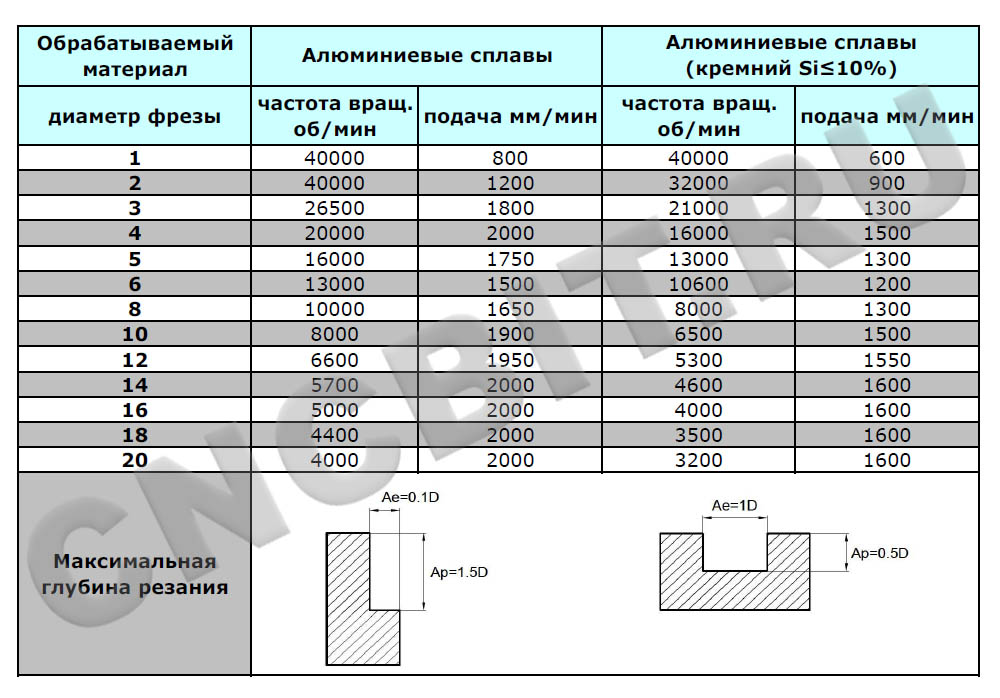 Сверлильный инструмент является примером фрезы с двумя концами.
Сверлильный инструмент является примером фрезы с двумя концами.

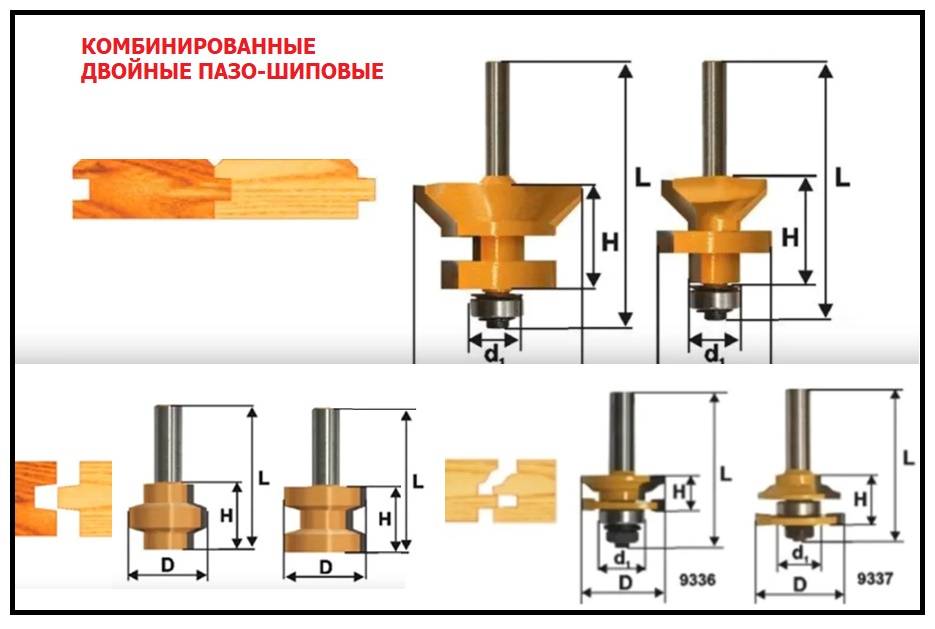 2″> Общие характеристики североамериканских пчел-листорезов
2″> Общие характеристики североамериканских пчел-листорезов Укус также намного менее болезненный, чем у медоносной пчелы. В результате пчеловоды не нуждаются в каких-либо специальных средствах защиты при работе с пчелами-каменщиками. Самцы пчел-листорезов не имеют жала!
Укус также намного менее болезненный, чем у медоносной пчелы. В результате пчеловоды не нуждаются в каких-либо специальных средствах защиты при работе с пчелами-каменщиками. Самцы пчел-листорезов не имеют жала!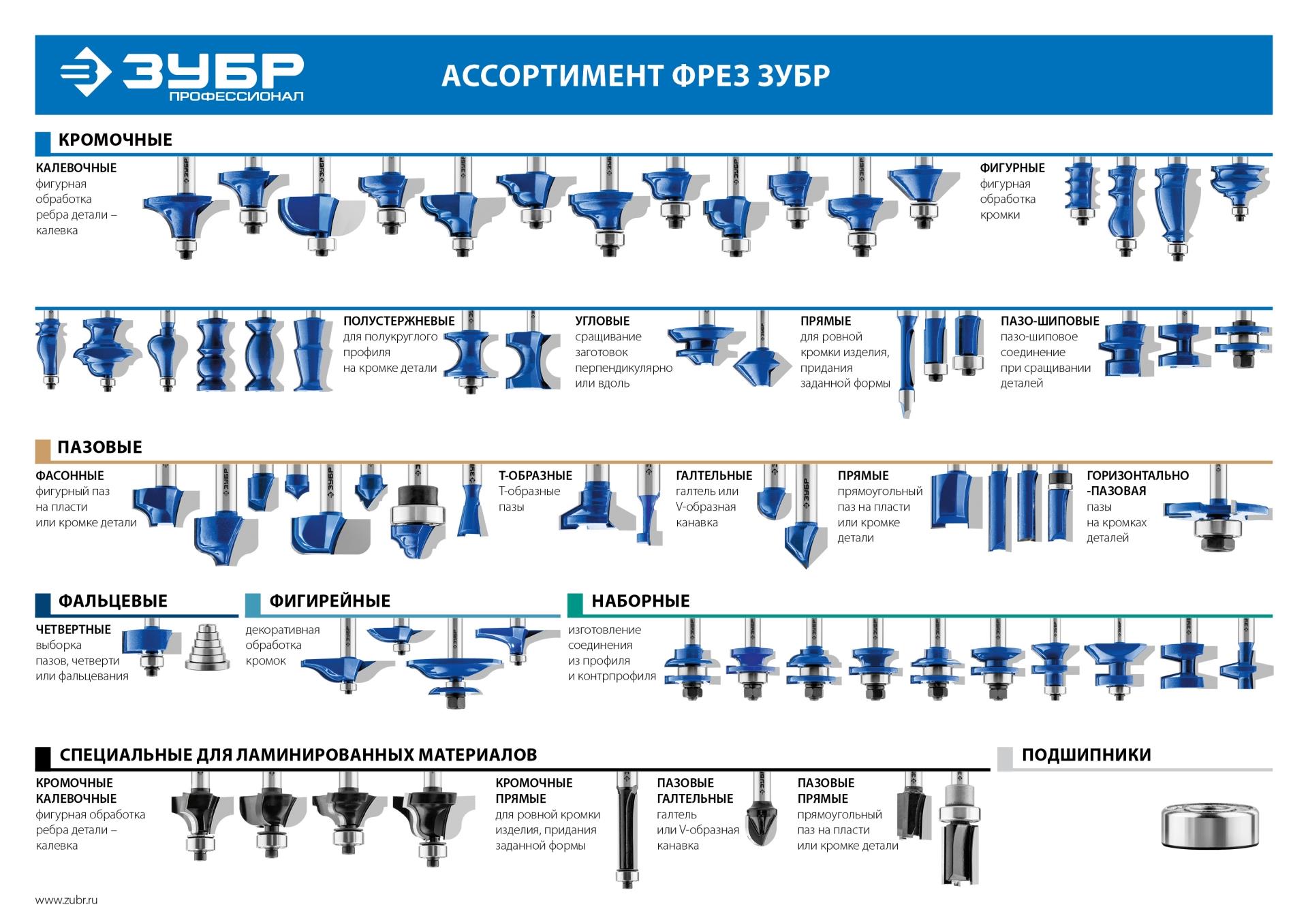 Они также обобщают результаты на страницах справочников для каждого отряда, семейства, рода и вида.
Они также обобщают результаты на страницах справочников для каждого отряда, семейства, рода и вида. Тем не менее, он также предназначен для использования производителями, любителями и домовладельцами, то есть практически всеми, кто интересуется идентификацией пчел. Доступ к сайту бесплатный.
Тем не менее, он также предназначен для использования производителями, любителями и домовладельцами, то есть практически всеми, кто интересуется идентификацией пчел. Доступ к сайту бесплатный.
 То есть, устройство фактически то же самое, но лепестковый диск можно было заменить, получив иной шрифт. Таким же образом можно было и поменять копировальную ленту, а также изменить оттенок. Собственно, именно из-за данного механизма первые принтеры и называли тогда «лепестковыми».
То есть, устройство фактически то же самое, но лепестковый диск можно было заменить, получив иной шрифт. Таким же образом можно было и поменять копировальную ленту, а также изменить оттенок. Собственно, именно из-за данного механизма первые принтеры и называли тогда «лепестковыми». Однако далеко не всем известно, кто конкретно изобрел принтер. Считается, что это случилось в середине двадцатого века, когда в СССР придумали алфавитно-цифровое печатающее устройство, а в США – его аналоги, которые назывались «printer». Однако прообраз такого прибора появился значительно раньше – в 1822 году. Именно тогда Чарльз Бэббидж придумал машину для печати таблиц.
Однако далеко не всем известно, кто конкретно изобрел принтер. Считается, что это случилось в середине двадцатого века, когда в СССР придумали алфавитно-цифровое печатающее устройство, а в США – его аналоги, которые назывались «printer». Однако прообраз такого прибора появился значительно раньше – в 1822 году. Именно тогда Чарльз Бэббидж придумал машину для печати таблиц. Для этого компоненты варили в котле, после чего измельчали при помощи специальных молотков до состояния кашицы. Именно эту массу использовали для формирования бумажных листов.
Для этого компоненты варили в котле, после чего измельчали при помощи специальных молотков до состояния кашицы. Именно эту массу использовали для формирования бумажных листов. После этого символ обволакивали картоном и резиной. На таблицы с текстом наносили чернила и прислоняли их к бумаге.
После этого символ обволакивали картоном и резиной. На таблицы с текстом наносили чернила и прислоняли их к бумаге.
 Это случилось в 1964 году. Инженеры этой фирмы придумали уникальный механизм, который постоянно печатал время и функционировал по типу часов. Главным отличием конструкции было то, что изображение состояло из точек. Они наносились на бумагу через ленту. Она могла быть черной или цветной. Для этой цели использовались иглы.
Это случилось в 1964 году. Инженеры этой фирмы придумали уникальный механизм, который постоянно печатал время и функционировал по типу часов. Главным отличием конструкции было то, что изображение состояло из точек. Они наносились на бумагу через ленту. Она могла быть черной или цветной. Для этой цели использовались иглы. Примечательно, что конструкция обладала и последовательным, и параллельным интерфейсом.
Примечательно, что конструкция обладала и последовательным, и параллельным интерфейсом. Матричная печать длительное время преобладала на рынке. Однако постепенно уступила место струйной и лазерной.
Матричная печать длительное время преобладала на рынке. Однако постепенно уступила место струйной и лазерной.
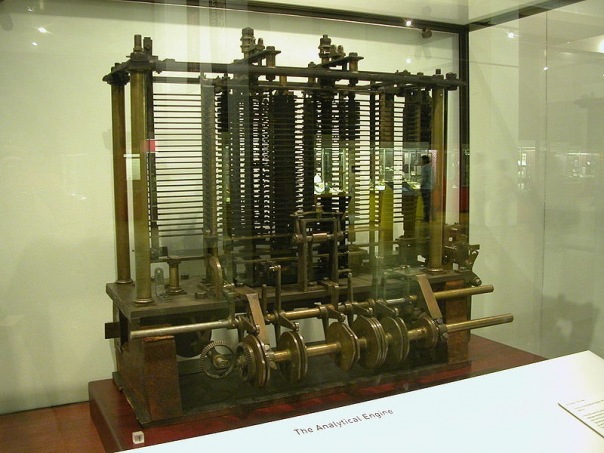 Она появилась в 1977 году. Также технология применялась в конструкции Silonics, которая появилась годом позже. Эти принтеры применяли прототип пьезоэлектрической печати. При этом капли выводились наружу под влиянием волны давления, которая создавалась механическим перемещением пьезокерамического элемента.
Она появилась в 1977 году. Также технология применялась в конструкции Silonics, которая появилась годом позже. Эти принтеры применяли прототип пьезоэлектрической печати. При этом капли выводились наружу под влиянием волны давления, которая создавалась механическим перемещением пьезокерамического элемента. Принтер, работающий по этой технологии, выпустила фирма OKI. В 1998 году бренд предложил первую цветную модель, которая функционировала по тому же принципу.
Принтер, работающий по этой технологии, выпустила фирма OKI. В 1998 году бренд предложил первую цветную модель, которая функционировала по тому же принципу. Однако их попытки не увенчались успехом. Сфера использования этой технологии в тот период была значительно ограничена, поскольку она отличалась значительной сложностью.
Однако их попытки не увенчались успехом. Сфера использования этой технологии в тот период была значительно ограничена, поскольку она отличалась значительной сложностью. Они представляют собой чернильные емкости, которые встраиваются в устройство. Их удается с легкостью заправлять самостоятельно, не прибегая к услугам специалистов.
Они представляют собой чернильные емкости, которые встраиваются в устройство. Их удается с легкостью заправлять самостоятельно, не прибегая к услугам специалистов.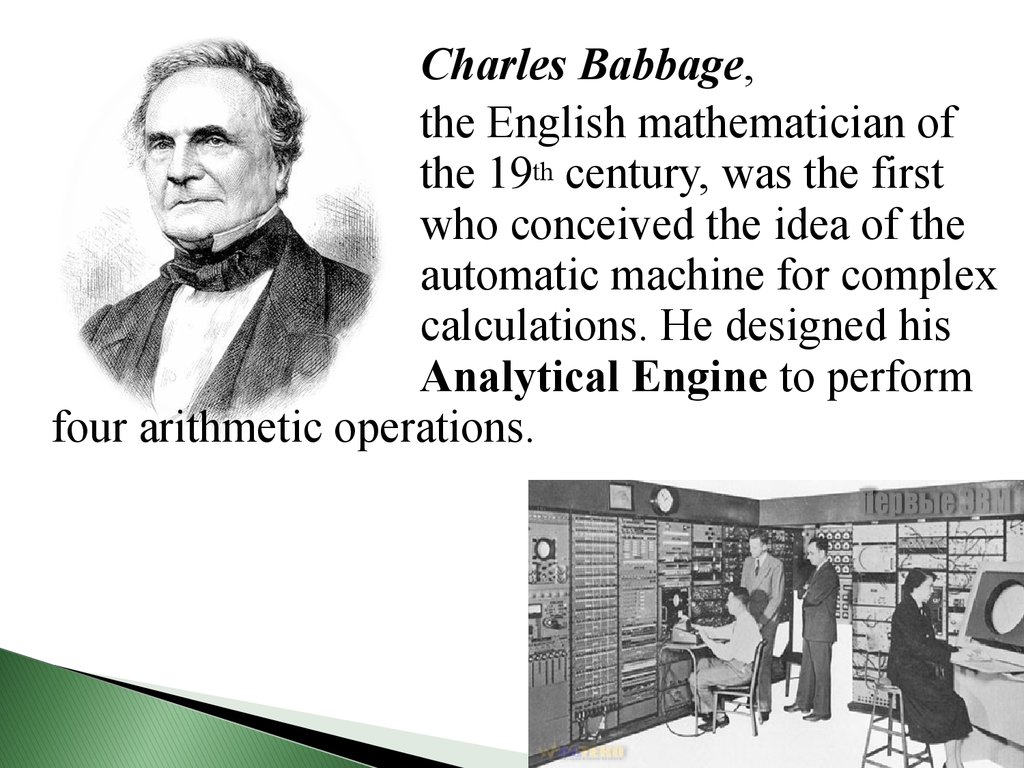 При этом появилось много видов таких приборов, каждый из которых имеет свои плюсы и минусы.
При этом появилось много видов таких приборов, каждый из которых имеет свои плюсы и минусы. вековой путь от аукционного дома к коллекционеру, лаборатории и архиву.
вековой путь от аукционного дома к коллекционеру, лаборатории и архиву.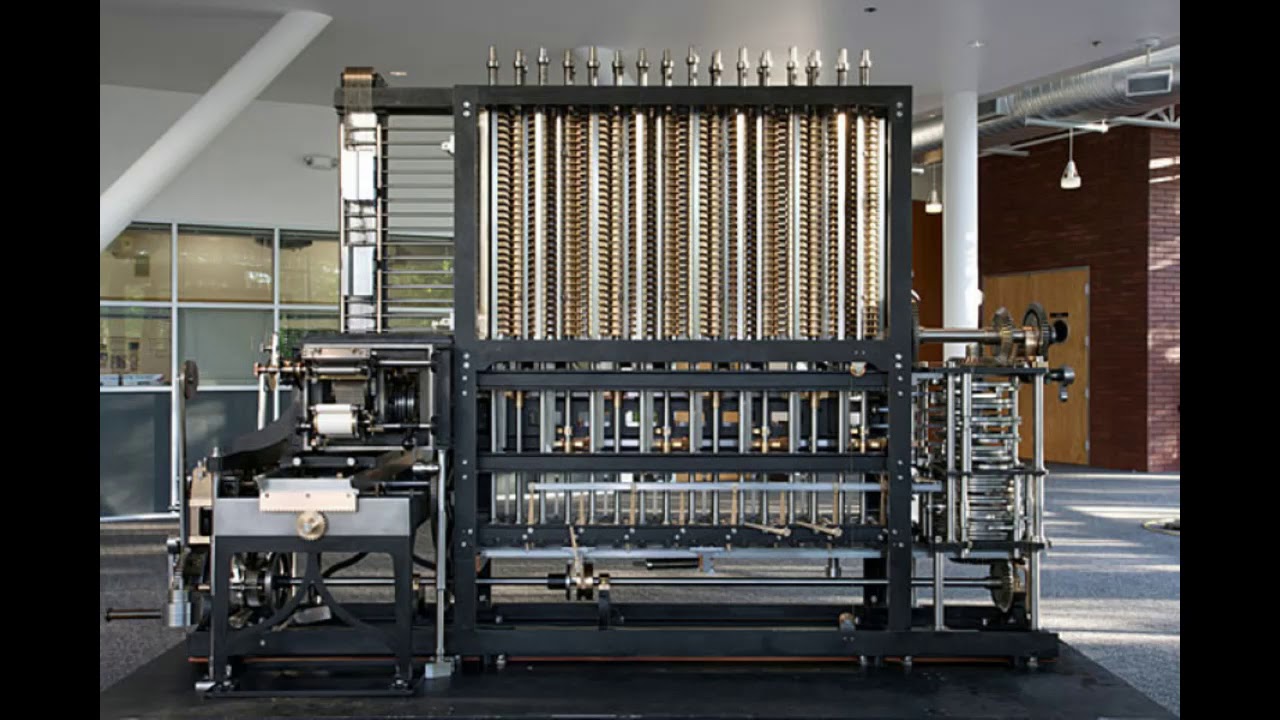 даже родился.
даже родился. Все можно проследить до этого источника».
Все можно проследить до этого источника». Более поздние усилия привели к созданию раннего подвижного шрифта, включая успешное, но неэффективное использование идеограмм, вырезанных из дерева, и короткую, но безуспешную попытку создать керамические символы.
Более поздние усилия привели к созданию раннего подвижного шрифта, включая успешное, но неэффективное использование идеограмм, вырезанных из дерева, и короткую, но безуспешную попытку создать керамические символы. После его смерти в 1227 году его преемник, Угедей-хан, продолжил завоевания, в том числе завоевывая земли, которых Чингисхан никогда не удерживал. В 1231 году Угедей приказал вторгнуться в Корею, а в 1232 году вторгшиеся монгольские войска достигли столицы. В рамках своего завоевания они сожгли корейскую копию 9-го0005 Трипитака в пепел.
После его смерти в 1227 году его преемник, Угедей-хан, продолжил завоевания, в том числе завоевывая земли, которых Чингисхан никогда не удерживал. В 1231 году Угедей приказал вторгнуться в Корею, а в 1232 году вторгшиеся монгольские войска достигли столицы. В рамках своего завоевания они сожгли корейскую копию 9-го0005 Трипитака в пепел. Но для длинной книги потребовалось бы невероятно большое количество ксилографий, поэтому Чоу придумал альтернативу. Опираясь на более ранние попытки Китая создать подвижный шрифт, он адаптировал метод, который использовался для чеканки бронзовых монет, для отливки трехмерных символов из металла. Затем он помещал эти кусочки в рамку, покрывал их чернилами и использовал для прессования листов бумаги. Когда он закончил, он мог реорганизовать металлические символы, избавляя от необходимости постоянно долбить блоки. Это было быстрее — в определенной степени. Он завершил проект в 1250 году нашей эры.
Но для длинной книги потребовалось бы невероятно большое количество ксилографий, поэтому Чоу придумал альтернативу. Опираясь на более ранние попытки Китая создать подвижный шрифт, он адаптировал метод, который использовался для чеканки бронзовых монет, для отливки трехмерных символов из металла. Затем он помещал эти кусочки в рамку, покрывал их чернилами и использовал для прессования листов бумаги. Когда он закончил, он мог реорганизовать металлические символы, избавляя от необходимости постоянно долбить блоки. Это было быстрее — в определенной степени. Он завершил проект в 1250 году нашей эры.
 Это могло бы переместить технологии печати из Восточной Азии на запад на тысячи миль. «Монголы, как правило, брали свои технологии с собой повсюду, и они становились частью местной культуры, иногда признаваемой, иногда нет», — объясняет профессор азиатской истории Колгейтского университета Дэвид Робинсон.
Это могло бы переместить технологии печати из Восточной Азии на запад на тысячи миль. «Монголы, как правило, брали свои технологии с собой повсюду, и они становились частью местной культуры, иногда признаваемой, иногда нет», — объясняет профессор азиатской истории Колгейтского университета Дэвид Робинсон. Кроме того, у них было то, чего до сих пор не было ни у кого из печатников: алфавит, простая группа из относительно небольшого количества букв для написания каждого слова, которое хотелось сказать.
Кроме того, у них было то, чего до сих пор не было ни у кого из печатников: алфавит, простая группа из относительно небольшого количества букв для написания каждого слова, которое хотелось сказать. «Вообще, если что-то движется из Восточной Азии [на запад], это было бы трудно представить без монголов», — сказал в интервью Кристофер Этвуд, профессор центрально-евразийских исследований Университета Индианы.
«Вообще, если что-то движется из Восточной Азии [на запад], это было бы трудно представить без монголов», — сказал в интервью Кристофер Этвуд, профессор центрально-евразийских исследований Университета Индианы. Истории, которые мы рассказываем об этом человеке и о том, как появились Библии, были слеплены из горстки юридических и финансовых документов и столетий упорного научного заполнения пробелов».
Истории, которые мы рассказываем об этом человеке и о том, как появились Библии, были слеплены из горстки юридических и финансовых документов и столетий упорного научного заполнения пробелов». Любой, кто занимается технологиями, знает, что это не так».
Любой, кто занимается технологиями, знает, что это не так».

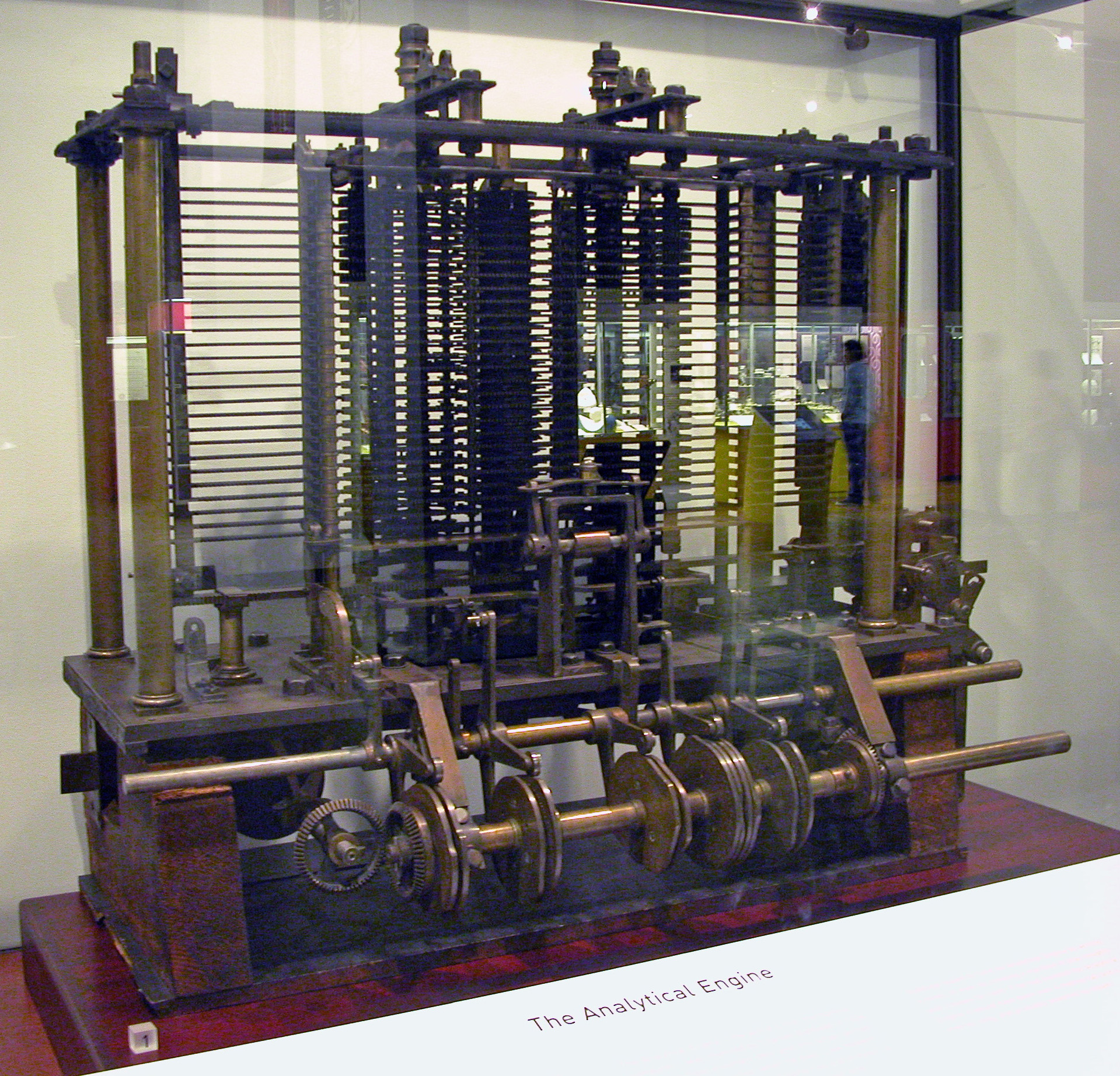
 Ни одной из этих особенностей не было в европейской технике, использовавшейся до того времени для тиснения букв на различных поверхностях или в ксилографии. Печатный станок Гутенберга считался изобретением, изменившим историю, сделавшим книги широко доступными и положившим начало «информационной революции».
Ни одной из этих особенностей не было в европейской технике, использовавшейся до того времени для тиснения букв на различных поверхностях или в ксилографии. Печатный станок Гутенберга считался изобретением, изменившим историю, сделавшим книги широко доступными и положившим начало «информационной революции».

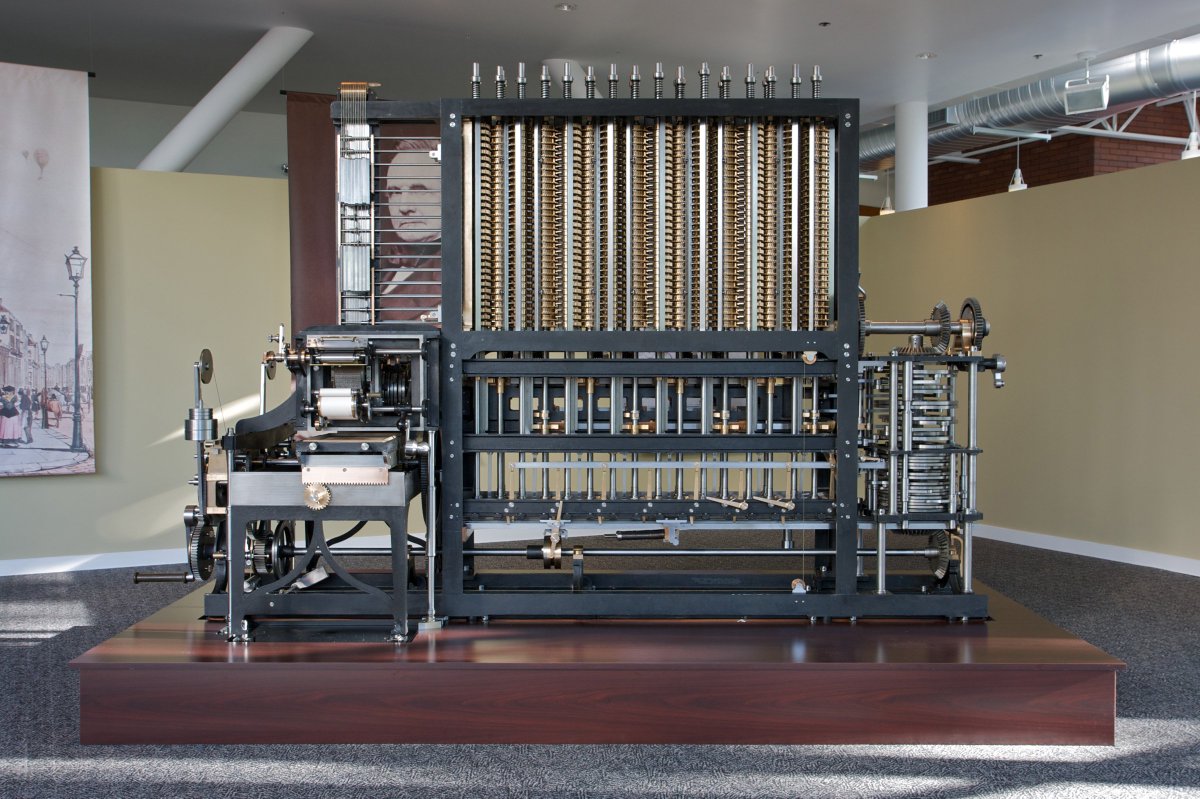 К 1450 году его печатные эксперименты, по-видимому, достигли значительной степени изощренности, поскольку он смог убедить Иоганна Фуста, богатого финансиста, ссудить ему 800 гульденов — весьма существенную капиталовложение, для которого должны были использоваться инструменты и оборудование для печати. как ценные бумаги. Два года спустя Фуст вложил еще 800 гульденов в партнерство с предприятием. Фуст и Гутенберг в конце концов отдалились друг от друга, Фуст, по-видимому, хотел безопасного и быстрого возврата своих инвестиций, в то время как Гутенберг стремился к совершенству, а не к быстроте.
К 1450 году его печатные эксперименты, по-видимому, достигли значительной степени изощренности, поскольку он смог убедить Иоганна Фуста, богатого финансиста, ссудить ему 800 гульденов — весьма существенную капиталовложение, для которого должны были использоваться инструменты и оборудование для печати. как ценные бумаги. Два года спустя Фуст вложил еще 800 гульденов в партнерство с предприятием. Фуст и Гутенберг в конце концов отдалились друг от друга, Фуст, по-видимому, хотел безопасного и быстрого возврата своих инвестиций, в то время как Гутенберг стремился к совершенству, а не к быстроте.