Чпу для токарного станка: Токарный станок с чпу по металлу купить в интернет магазине в Москве
Содержание
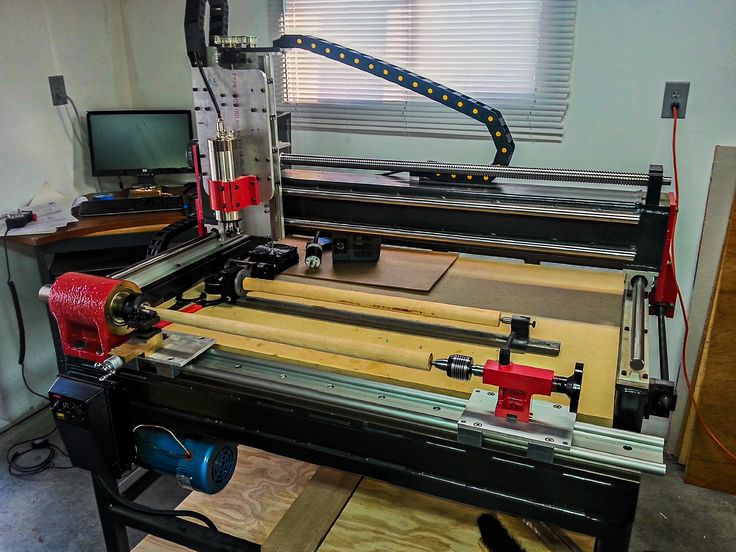
Токарная обработка с ЧПУ — процессы, операции и оборудование часть 1
Токарная обработка с ЧПУ является одним из основных методов производства цилиндрических деталей с различными контурами.
В машиностроении нельзя обойти валы для передачи энергии от двигателя к движущимся частям. Валы, конечно, требуют точения.
Но токарные станки с ЧПУ находят широкое применение в различных отраслях промышленности для изготовления обычно осесимметричных деталей.
Что такое токарная обработка?
Токарная обработка — это процесс субтрактивной обработки, который использует режущий инструмент для удаления материала для создания цилиндрических деталей. Сам инструмент перемещается вдоль оси обрабатываемой детали во время ее вращения, создавая спиральную траекторию движения инструмента.
Термин токарная обработка относится к производству деталей путем резки на внешней поверхности. Противоположностью токарной обработки является растачивание, при котором токарные станки используются, например, для создания полых деталей.
Токарный станок по металлу исторически является одним из первых станков для производства деталей полуавтоматическим способом. Сегодня большинство компаний предоставляют услуги токарной обработки с ЧПУ. Это означает, что процесс в значительной степени автоматизирован от начала до конца.
ЧПУ означает числовое программное управление, что означает, что компьютеризированные системы берут на себя управление оборудованием. Входной сигнал — цифровой код. Это контролирует все движения инструмента и скорость вращения, а также другие вспомогательные действия, такие как использование охлаждающей жидкости.
Токарный процесс с ЧПУ:
Из чего на самом деле состоит процесс токарной обработке на станке с ЧПУ? Хотя сама вырезка довольно проста, мы рассмотрим здесь всю последовательность, которая фактически начинается с создания файла САПР.
Шаги процесса:
- Создание цифрового представления детали в САПР;
- Создание кода обработки из файлов САПР;
- Настройка токарного станка с ЧПУ;
- Изготовление токарных деталей.
CAD-дизайн и G-код:
Первые 2 шага можно рассматривать как отдельные или идущие рука об руку. Один из способов — просто использовать программу САПР для создания файлов и отправки их в производство. Затем инженер-технолог создаст Gкод и Mкод для обработки.
cad-cam для токарных операций
Другой способ — просто использовать программное обеспечение CAD-CAM, которое позволяет инженеру-конструктору проверить возможность производства детали. Мощные инструменты моделирования могут визуализировать весь процесс от сырья до конечного продукта, даже используя исходные данные, касающиеся требований к отделке.
Наконец, есть также ручной способ создания кода. Например, вы не можете автоматически сгенерировать код из 2D-чертежа, у вас есть 2 варианта: либо написать код вручную, либо сначала создать 3D-модель.
Даже мощные программы CAM не всегда могут сделать все точно, поэтому рекомендуется проверить закодированные инструкции.
Настройка токарного станка:
Далее идет настройка машины. Здесь роль оператора станка становится очевидной. Хотя современные токарные станки с ЧПУ выполняют большую часть работы автоматически, оператор по-прежнему играет жизненно важную роль.
Шаги по настройке токарного центра с ЧПУ:
- Убедитесь, что питание отключено. Обработка с ЧПУ может быть опасной, поэтому необходима особая осторожность, и проверка выключателя питания является основой для этого;
- Закрепление детали в патроне. Патрон удерживает деталь на протяжении всего процесса. Неправильная загрузка может представлять опасность, а также привести к получению готовой детали неправильных размеров;
- Загрузка револьверной головки. Токарная обработка состоит из множества этапов, поэтому убедитесь, что вы выбрали правильный инструмент для определенной отделки. Револьверная головка может одновременно удерживать множество инструментов для бесперебойной работы от начала до конца;
- Калибровка.
 И инструмент, и деталь должны быть правильно настроены. Если что-то не так, результат не будет соответствовать требованиям;
И инструмент, и деталь должны быть правильно настроены. Если что-то не так, результат не будет соответствовать требованиям; - Загрузите программу. Последний шаг перед нажатием кнопки пуска — это загрузка кода в станок с ЧПУ.
Револьверная головка станка ЧПУ.
Производство деталей:
Самый простой способ понять суть производства — это просто посмотреть видео выше. Сырье, как видно, не является круглым бруском, что является наиболее распространенным вариантом. Скорее всего, шестигранный профиль — это более эффективный способ избежать фрезерования с ЧПУ в дальнейшем.
В зависимости от сложности детали может потребоваться один или несколько циклов. Расчеты времени цикла определяют конечное затраченное время, необходимое для расчета затрат.
Время цикла токарной обработки включает:
- Время загрузки. Мы уже описали это как часть установки, но цикл может потребовать другого способа загрузки детали в оборудование;
- Время резки.
 Время, необходимое для этого, зависит от глубины резания и скорости подачи;
Время, необходимое для этого, зависит от глубины резания и скорости подачи; - Время простоя. Время простоя относится ко всему, что не относится к резке, например, к перемещению инструментов к детали и от детали, изменению настроек токарного станка и т. д.;
- Срок службы инструмента. Хотя каждый цикл не приводит к полному износу инструмента, время резания будет учитываться по сравнению с общим сроком службы инструмента, чтобы включить его в окончательную стоимость.
Параметры токарной обработки:
Параметры токарной обработки с ЧПУ зависят от различных аспектов. К ним относятся материал детали и инструмента, размер инструмента, требования к отделке и т. д.
Основные параметры токарной обработки с ЧПУ:
- Скорость вращения шпинделя. Единица измерения — это обороты в минуту (об/мин), и она показывает скорость вращения шпинделя (N), а значит, и заготовки. Скорость вращения шпинделя находится в прямой зависимости от скорости резания, которая также учитывает диаметр.
 Поэтому скорость вращения шпинделя должна изменяться, чтобы поддерживать постоянную скорость резания при значительном изменении диаметра.
Поэтому скорость вращения шпинделя должна изменяться, чтобы поддерживать постоянную скорость резания при значительном изменении диаметра. - Диаметр заготовки. Как уже говорилось, это играет важную роль в достижении правильной скорости резания. Обозначается символом D, а единица измерения — мм.
- Скорость резания. Уравнение для расчета скорости резания: V =πDN/1000. Он показывает относительную скорость заготовки относительно режущего инструмента.
- Скорость подачи. Единица измерения — мм/об, символ — с. Подача резания показывает расстояние, на которое режущий инструмент перемещается за один оборот заготовки. Расстояние измеряется в осевом направлении.
- Осевая глубина реза. Довольно очевидно, так как он показывает глубину разреза в осевом направлении. Это основной параметр для облицовочных операций. Более высокая скорость подачи оказывает большее давление на режущий инструмент, сокращая его срок службы.
- Радиальная глубина реза. В отличие от осевого реза, она показывает глубину резания перпендикулярно оси.
 Опять же, более низкие скорости подачи помогают продлить срок службы инструментов и обеспечить лучшую чистовую обработку.
Опять же, более низкие скорости подачи помогают продлить срок службы инструментов и обеспечить лучшую чистовую обработку.
Основные части токарного станка с ЧПУ:
Теперь давайте рассмотрим на основные компоненты токарного центра.
Передняя бабка
Передняя бабка токарного станка с ЧПУ составляет переднюю часть станка. Именно здесь приводной двигатель находится вдоль механизмов, приводящих в действие шпиндель. Патрон или цанга крепятся к шпинделю. Любой из них, в свою очередь, удерживает заготовку во время токарной операции.
Патрон и цанга
Патрон захватывает обрабатываемую деталь своими губками. Он крепится непосредственно к шпинделю, но является сменным, поэтому можно обрабатывать детали разного размера. Цанга — это в основном уменьшенная версия патрона. Размер детали, подходящей для цанг, составляет до 60 мм. Они обеспечивают лучшее сцепление с мелкими деталями.
Задняя бабка
Другой конец токарного центра с ЧПУ. Задняя бабка крепится непосредственно к станине и предназначена для поддержки более длинных заготовок. Пиноль задней бабки обеспечивает поддержку за счет гидравлической силы.
Задняя бабка крепится непосредственно к станине и предназначена для поддержки более длинных заготовок. Пиноль задней бабки обеспечивает поддержку за счет гидравлической силы.
Движущая сила по-прежнему идёт от шпинделя, а задняя бабка просто движется вместе с деталью. Использование задней бабки не подходит при необходимости торцевого точения, так как она будет мешать.
Станина токарного станка
Станина — это просто опорная плита, которая опирается на стол, поддерживая другие части машины. Каретка движется по станине, которая подвергается термообработке, чтобы выдерживать воздействие механической обработки.
Каретка
Каретка опирается на пути скольжения вдоль вращающейся заготовки. Она удерживает инструменты, позволяя протекать процессу резки.
Башня
Новые машины обычно поставляются с башней, которая заменяет каретку. Она может держать больше инструментов одновременно, что делает переключение с одной операции на другую менее трудоемким.
Вращающиеся инструменты на станке с ЧПУ
Обрабатывающие центры с ЧПУ могут поставляться с вращающимися инструментами. В то время как одноточечные режущие инструменты подходят для большинства токарных операций, к вращающимся инструментам относятся фрезы, сверла и другие инструменты, которые имеют собственный привод. Это позволяет создавать шпоночные пазы или отверстия, перпендикулярные оси детали, без использования какого-либо другого оборудования в процессе.
Панель управления
Здесь вступает в действие числовое программное управление. Мозг токарных станков с ЧПУ находится прямо за панелью. Сама панель позволяет оператору настроить программу и запустить ее.
Если вам понравился данная статья, то поделитесь её со своими друзьями, оставляйте комментарии и ставьте лайк!
Токарные станки с ЧПУ. Чтение чертежей — Национальная сборная Worldskills Россия
“
В этом уроке вы узнаете, чем станки с ЧПУ отличаются от универсальных токарных станков и как правильно читать чертежи.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Основной и самый крупный элемент, на котором крепятся все остальные детали станка
Вал, передающий вращательное движение, на котором устанавливаются приспособления для закрепления заготовки или детали
Узел станка с внутренним конусом, служащий для установки центров, которые, в свою очередь, используются для поддержки или поджатия детали
Узел станка, на котором происходит установка инструментов
Позволяет производить быструю смену инструмента с высокой точностью позиционирования
Определяет положение инструмента в текущий момент времени
Устройство, через которое рабочий может управлять станком
Устройство, руководящее перемещением инструмента и работой приводов
Служит для хранения информации
Оперативная память, обладает очень высокой скоростью передачи данных и предотвращает паузы и задержки при отработке управляющих программ
Видеолекция
Конспект
Токарный станок
Токарный станок — станок для обработки резанием заготовок из металла, древесины и других материалов в виде тел вращения. Главным движением при обработке на токарном станке является вращение заготовки, а вспомогательным является перемещение инструмента.
Главным движением при обработке на токарном станке является вращение заготовки, а вспомогательным является перемещение инструмента.
Принцип токарной обработки
Токарная обработка является одной из разновидностей обработки металлорезанием. Она осуществляется посредством срезания с поверхностей заготовки определенного слоя металла резцами, сверлами и другими режущими инструментами на токарных станках. Станок сообщает заготовке вращение, а режущему инструменту — движение относительно нее. Благодаря различным движениям заготовки и резца происходит процесс резания.
Токарный станок с ЧПУ
В отличие от универсальных токарных станков, где все перемещения режущего инструмента происходят, когда токарь вручную крутит ручки, станки с ЧПУ могут самостоятельно работать по заранее написанной программе.
Станок с ЧПУ, в отличие от универсального токарного станка, оборудован:
- датчиками перемещений,
- пультом оператора,
- контроллером,
- постоянным запоминающим устройством,
- оперативной памятью.

А также имеет набор общих узлов:
- станина,
- шпиндель,
- задняя бабка,
- инструментальный суппорт,
- револьверная головка.
Преимущества станков с ЧПУ
- Автоматизация работы.
- Уменьшение контакта оператора со станком.
- Повышение производительности труда.
Варианты программирования станков
Программа может быть написана вручную, с использованием:
- G-кода,
- диалогового программирования на станке,
- CAM-систем на ПК.
Чтение чертежей
При чтении чертежей определяют:
- название изделия,
- масштаб,
- количество видов,
- размеры и допуски,
- материал.
Допуски и посадки
Допуск — диапазон отклонения от номинального размера.
Если бы не было допусков, то при изготовлении сборочных единиц приходилось бы подгонять все детали, что усложняет производство.
Важно
Числовые значения верхнего и нижнего предельных отклонений указывают рядом с размерами шрифтом меньшей величины, чем для размерных чисел
Посадка состоит из допуска на наружной, охватываемой поверхности и допуска на внутренней поверхности и определяется величиной зазора или натяга.
Размеры
- Размеры обозначаются соответствующими числами и линиями со стрелками на концах. Линии размеров непрерывны и располагаются параллельно за пределами контура детали.
- Единицы измерения на чертежах не обозначаются: по умолчанию все указывают в миллиметрах.
Все размеры делятся на две группы:
- основные,
- свободные.
Основные размеры входят в размерные цепи и определяют относительное положение детали в узле. Они должны обеспечивать:
Они должны обеспечивать:
- расположение детали в узле,
- точность взаимодействия собранных деталей,
- сборку и разборку изделия,
- взаимозаменяемость деталей.
Свободные размеры в размерные цепи детали не входят. Они определяют такие поверхности детали, которые не соединяются с поверхностями других деталей, и поэтому их выполняют с меньшей точностью.
Элементы чертежа
Рамка
Чертится на расстоянии 30 мм от левого края листа и 5 мм от правого, верхнего и нижнего для формата А4 (5−10 мм для всех других). При этом ее толщина должна составлять минимум 0,7 мм. Проводят ее сплошной толстой линией.
Основная надпись
Располагается на чертежах в правом нижнем углу. Содержит следующую информацию: обозначение и наименование чертежа, данные о предприятии, разработавшем чертеж, вес изделия, масштаб отображаемой детали, стадию разработки, номер листа, дату выпуска чертежа, а также информацию о лицах, ответственных за данный документ.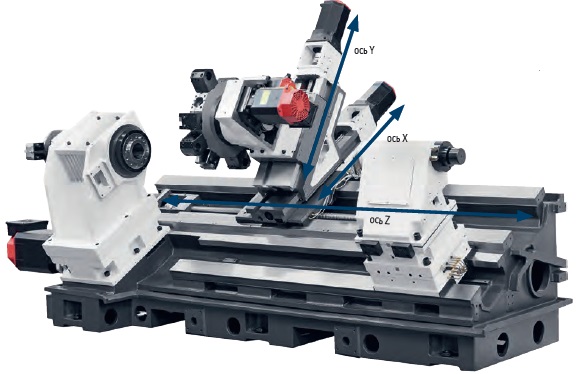
Выносной элемент — увеличенное отдельное изображение части детали, которое вынесено за пределы основного контура.
Сечение — изображение фигуры, получившееся после ее условного рассечения. Контур сечения заполняют сплошными косыми линиями с углом наклона 45°. Линии должны иметь наклон в одну и ту же сторону на всех сечениях одной детали, включая и материал изделия.
Виды
Видами принято именовать те изображения на машиностроительных чертежах, которые представляют собой проекции внешних видимых поверхностей предметов.
Этапы чтения чертежей
1. Прочитать основную надпись чертежа.
2. Определить, какие виды детали даны на чертеже, какой из них является главным.
3. Рассмотреть виды во взаимной связи и попытаться определить форму детали со всеми подробностями.
4. Определить по чертежу размеры детали и ее элементов. Также стоит обратить внимание на допуски формы и расположения поверхностей.
Определить по чертежу размеры детали и ее элементов. Также стоит обратить внимание на допуски формы и расположения поверхностей.
5. Установить шероховатость поверхностей детали.
“
Вы узнали, что такое станки с ЧПУ, а также что из себя представляют чертежи и как с ними работать. Закрепите новые знания с помощью теста и интерактивного задания.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
| Стартуем! |
Задняя бабка
Станина
Револьверная головка
Шпиндель
| Дальше |
| Проверить |
| Узнать результат |
Определяют поверхности детали, которые не соединяются с поверхностями других элементов
Обеспечивают взаимозаменяемость деталей
Обеспечивают точность взаимодействия собранных деталей
Не входят в размерные цепи
Обеспечивают расположение детали в узле
| Дальше |
| Проверить |
| Узнать результат |
| Дальше |
| Проверить |
| Узнать результат |
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
| Пройти еще раз |
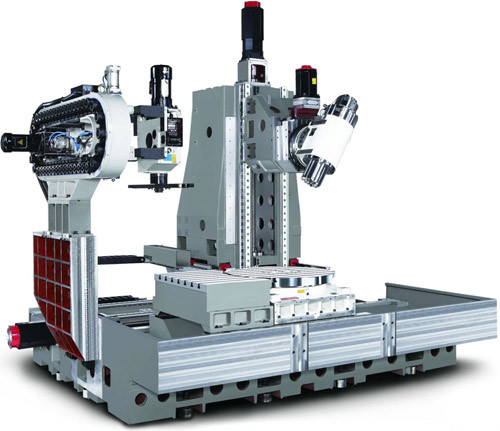
токарный станок с ЧПУ | ГЕНОС токарный станок | горизонтальный токарный станок
токарный станок с ЧПУ | ГЕНОС токарный станок | горизонтальный токарный станок | ГЕНОС L3000-е
Подробная информация о продукте
Новейший станок серии GENOS L, наш GENOS L3000-e оснащен встроенным шпинделем для мощной высокоточной обработки с ЧПУ. Этот односедельный токарный станок прочнее, меньше и идеально подходит для легкой резки широкого спектра экзотических материалов. Встроенный двигатель шпинделя обеспечивает повышенную производительность обработки, поскольку очень жесткие направляющие обеспечивают мощные возможности резки. Этот высокотехнологичный горизонтальный токарный станок обеспечивает токарную обработку, дополнительные возможности фрезерования, дополнительную ось Y и дополнительный вспомогательный шпиндель (W) при компактных размерах.
Встроенный двигатель шпинделя обеспечивает повышенную производительность обработки, поскольку очень жесткие направляющие обеспечивают мощные возможности резки. Этот высокотехнологичный горизонтальный токарный станок обеспечивает токарную обработку, дополнительные возможности фрезерования, дополнительную ось Y и дополнительный вспомогательный шпиндель (W) при компактных размерах.
GENOS L3000-e (M) с дополнительной функцией фрезерования имеет опции высокоскоростного фрезерования и оси Y на определенных моделях, что позволяет пользователям выбирать наилучшие характеристики для конкретной длины и формы заготовки. Производительность цеха повышается благодаря установленной задней бабке с ЧПУ (опция), которая позволяет легко настраивать различные заготовки. Термостойкая конструкция, включающая TAS-C (термоактивный стабилизатор), является стандартной и автоматически компенсирует тепловые эффекты для соблюдения жестких допусков.
GENOS L3000-e — это удобная в использовании машина, которая упрощает задачи по очистке, фильтрации и техническому обслуживанию. Удобные функции включают в себя:
Удобные функции включают в себя:
- Отдельный охлаждающий бак для быстрого обслуживания
- Легкий доступ к шпинделю для снижения нагрузки на оператора и задач обслуживания
- Уменьшение накопления стружки при длительной непрерывной работе сокращает время простоя станка для очистки
GENOS L3000-e теперь поддерживает расширенный стандарт One-Touch.
Рекомендованная производителем розничная цена: 106 699 долларов США*
ПОСМОТРЕТЬ ВСЕ ПРОДУКТЫ EXCELLENCE ПО ДОСТУПНОЙ ЦЕНЕ
*Цены действительны только для продаж в Северной и Южной Америке, не включают только базовый продукт и не включают стоимость доставки. При поставках в Канаду цена не включает трансформатор, разрешение гидросистемы и PHSR. Может быть изменено без уведомления.
Особые характеристики
Дюймы
Метрика
| Max Turning Diameter | in | Ø 13. 39 39 |
| Max Turning Length | in | 19.69 |
| Spindle Nose Type | JIS A2-8 | |
| Speed Range | min ⁻¹ | 38~3800 |
| Мощность 20 мин | л.с. | 30 |
| Мощность прод. | л.с. | 20 |
| Ускоренный ход X, Z | fpm | 82.03, 98.43 |
| Max Turning Diameter | mm | Ø 340 | ||
| Max Turning Length | mm | 500 | ||
| Spindle Nose Type | JIS A2-8 | |||
| Диапазон скорости | MIN⁻ & SUP1 | 38 ~ 3,800 | ||
| 30 мин | KW0043 | Питание прод. | кВт | 15 |
| Ускоренный ход | м/мин | 25/30 |
скачать брошюру
детали
Ресурсы
посещение центра знаний
8L Токарный станок с ЧПУ
Перейти к содержанию
Переключить навигацию
Меню
Аккаунт
- Пакеты
- Почему Тормах
- Видео
- Технические характеристики
- Поиск и устранение неисправностей
ВАРИАНТЫ УПАКОВКИ 8 Л
Входной пакет
Только факты, мэм! Начальный пакет 8L включает токарный станок в полностью собранном корпусе, комплект владельца,
и контроллер ЧПУ PathPilot.
Вы приобрели собственные инструменты, монитор, клавиатуру и мышь и готовы приступить к резке!
Пакет «Делюкс»
Пакет 8L Deluxe основан на пакете Entry с добавлением прочной стойки со встроенным баком для охлаждающей жидкости, отдельным ящиком для стружки для легкого извлечения стружки, ящиками для хранения и дополнительными боковыми полками, а также кронштейном контроллера, ЖК-монитором, водонепроницаемым. мышь и клавиатура, профессиональный набор инструментов для токарных станков класса люкс и набор держателей инструментов OXA.
Премиум-пакет
Возьмите пакет 8L Deluxe и перейдите на новый уровень с новой консолью оператора PathPilot 8L и комплектом охлаждающей жидкости для стойки станка 8L. У вас есть все необходимое для торцовки, токарной обработки, расточки и проточки. Кроме того, вы можете отрезать его и сделать все заново. Готовы начать резку?
Скачать сравнение пакетов для печати
Не знаете, какая машина вам подходит?
Запланировать предпродажную консультацию
РАЗРАБОТАН С УЧЕТОМ ПРОТОТИПИРОВАНИЯ И СПЕЦИАЛЬНОГО ПРОИЗВОДСТВА
Сроки приближаются, а бюджеты ограничены? 8L — это решение «под ключ», которое обеспечивает токарное производство собственными силами, поэтому оно позволяет более эффективно продвигать проекты, не жертвуя качеством при изготовлении деталей на ферме.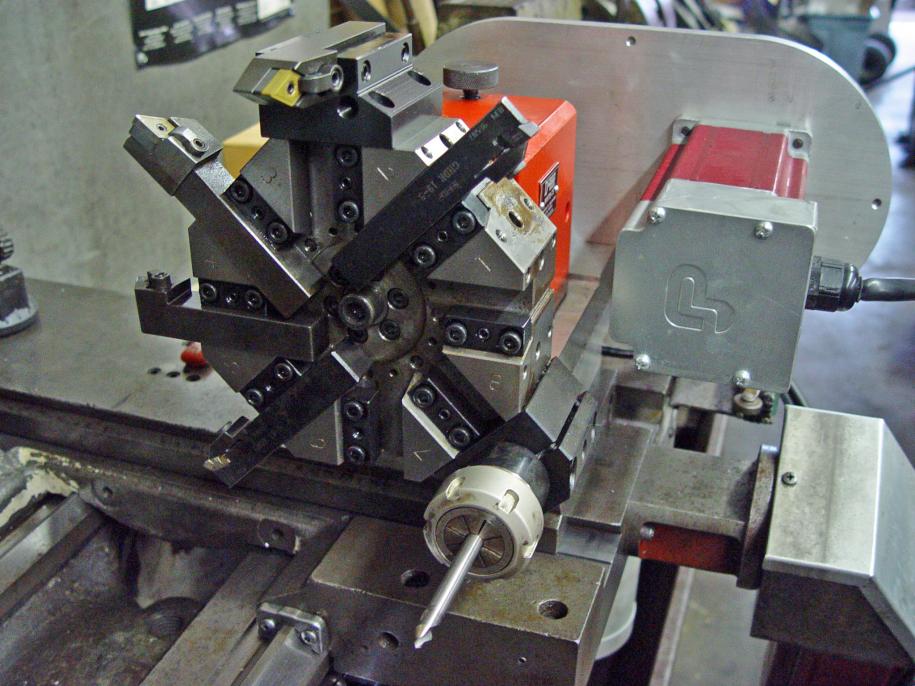
Обзор токарного станка 8 л
РАЗРАБОТАН И ПОДДЕРЖИВАЕТСЯ В США.
ИДЕАЛЬНО ПОДХОДИТ ДЛЯ НЕБОЛЬШОГО МАГАЗИНА
ВАШ НОВЫЙ ЛУЧШИЙ ДРУГ
Вы хотели включить токарную обработку в оборудование своего цеха? Будь то в вашем гараже, лаборатории или классе, 8L представляет собой недорогой и доступный токарный станок, который позволяет любому пользователю быстро обрабатывать детали без углубленного обучения работе с ЧПУ.
Предприниматели могут создавать собственные прототипы, не передавая блестящую идею другому цеху. Инженеры-исследователи могут быстрее разрабатывать концепции и проекты, сохраняя контроль над всеми этапами итераций прототипа.
Благодаря интуитивной и простой для понимания природе PathPilot новички, которые совершенно не знакомы с токарной обработкой, теперь могут научиться использовать станок, постепенно переходя к режимам работы с ЧПУ. Кривая обучения короче, а обучение более управляемо.
ЕСЛИ ВЫ МОЖЕТЕ МЕЧТАТЬ…
Может ли он резать сложные материалы, такие как титан? Ага. Более мягкие материалы, такие как алюминий, дерево или пластик? Еще бы! Токарный станок с ЧПУ Tormach 8L создан для превращения всех типов материалов в детали вашей мечты.
Более мягкие материалы, такие как алюминий, дерево или пластик? Еще бы! Токарный станок с ЧПУ Tormach 8L создан для превращения всех типов материалов в детали вашей мечты.
Мало того, что он может выполнять свою работу (и следующую, и следующую), 8L — это доступная маленькая рабочая лошадка, идеально подходящая для ограниченного пространства. Он работает от однофазной бытовой электросети и поставляется в полностью собранном корпусе как часть базовой модели.
Хотите узнать больше о токарном станке с ЧПУ 8L?
Ознакомьтесь с этими замечательными статьями в блогах, чтобы узнать больше…
- Представляем токарный станок Tormach 8L
Технические характеристики
Шпиндель | |||
|---|---|---|---|
| Мощность шпинделя: | 1,5 л.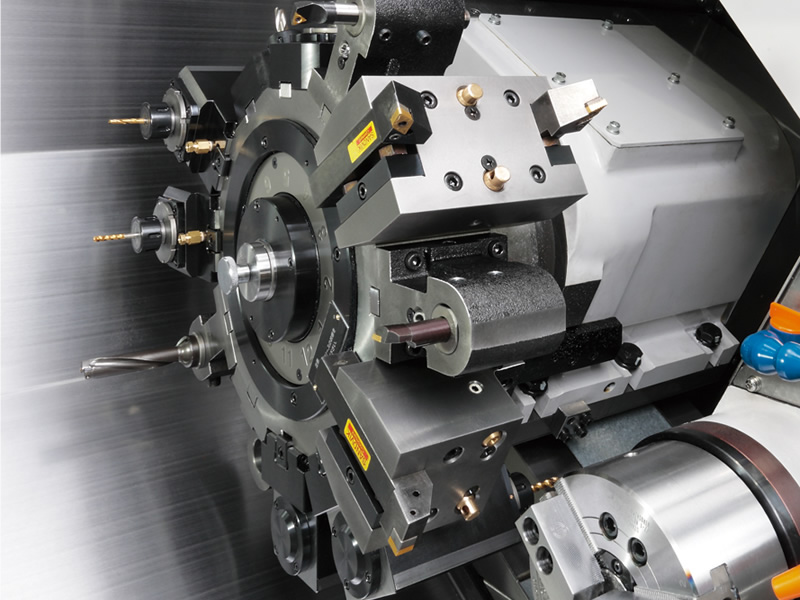 с. (1,11 кВт) с. (1,11 кВт) | ||
| Скорость шпинделя: | Низкая: от 180 до 2000 об/мин Высокая: от 350 до 5000 об/мин | ||
| Сквозное отверстие шпинделя: | 1 дюйм (25,4 мм) | ||
| Максимальная длина заготовки: | 10 дюймов (254 мм) с задней бабкой | ||
| Нос шпинделя: | 5С | ||
Задняя бабка | |||
| Конус: | МТ2 | ||
| Диаметр: | 0,9 дюйма (22 мм) | ||
| Поездки: | 2,2 дюйма (55 мм) | ||
Путешествия | |||
| Ось X: | 4,5 дюйма (114 мм) | ||
| Ось Z: | 10 дюймов (254 мм) с задней бабкой | ||
Движение | |||
| Максимальная скорость подачи по осям X и Z: | 150 дюймов в минуту (3,8 м/мин) | ||
| Драйверы осей (X, Z): | Высокопроизводительный Многофазный шаговый двигатель Двигатели с Leadshine® Микрошаговые драйверы | ||
Мощность | |||
| Требования к питанию: | Однофазный 115 В переменного тока, 50/60 Гц, выключатель 15 А | ||
Технические характеристики машины | |||
| Длина стола × ширина: | 7,5 дюйма × 4 дюйма (191 мм × 102 мм) | ||
| Площадь основания: | 50 дюймов. х 26 дюймов. (1,2 м х 0,7 м) х 26 дюймов. (1,2 м х 0,7 м) | ||
| Стандартный вес системы: | 838 фунтов (380 кг) | ||
| Максимальная высота над кроватью: | 8 дюймов (200 мм) | ||
| Максимальный вылет над тележкой: | 4 дюйма (100 мм) | ||
| Общая высота системы: | 52 дюйма (1,3 м) | ||
Аксессуары | |||
| Принадлежности: | Быстросменный резцедержатель (стандартный) Полный корпус (стандартный) | ||
Контроллер PATHPILOT® | |||
| Особенности: | Удобный дизайн Поддержка непрерывной обработки по четырем осям Интуитивно понятное диалоговое программирование Используемая память G-Code: Контроллер PathPilot: 80 ГБ / PathPilot OperatorConsole: 40 ГБ Встроенная поддержка Dropbox™ для удобной передачи программ | ||
Гарантия | |||
1 год гарантии на дефекты материалов и изготовления. <- Предыдущий пост: Лазерный раскрой цена: Прайс-лист на лазерную резку металла. Цены, стоимость резки, гравировки, порошковой окраски в СПб Следующий пост: Клетьевые подъемники: Клетьевые подъемники – мощная техника для подъема грузов -> <- Предыдущий пост: Лазерный раскрой цена: Прайс-лист на лазерную резку металла. Цены, стоимость резки, гравировки, порошковой окраски в СПб Следующий пост: Клетьевые подъемники: Клетьевые подъемники – мощная техника для подъема грузов -> | |||
Всего комментариев: 0