Что такое консоль фрезерного станка: Консольно-фрезерные станки с ЧПУ
Содержание
Консольно-фрезерные станки с ЧПУ
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем консольно-фрезерные станки.
Консольно-фрезерные станки наиболее распространены. Стол консольно- фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом), вертикально-фрезерные и широкоуниверсальные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Консольно-фрезерные станки предназначены для выполнения различных фрезерных работ цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами в условиях единичного и серийного производства. На них можно фрезеровать разнообразные заготовки соответствующих размеров (в зависимости от размеров рабочей площади стола) из стали, чугуна, цветных металлов, пластмасс и других материалов.
На универсальных фрезерных станках, имеющих поворотный стол, с помощью делительной головки можно фрезеровать винтовые канавки на режущих инструментах (сверлах, развертках и др.) и других деталях, а также нарезать зубья прямозубых и косозубых цилиндрических зубчатых колес. Широкоуниверсальные станки предназначены для выполнения различных фрезерных, сверлильных и несложных расточных работ главным образом в условиях единичного производства (в экспериментальных, инструментальных, ремонтных цехах и др.).
Консольный горизонтально-фрезерный станок показан на рис. 3.1. Основание станка А – чугунная отливка большой жесткости. В основании размещен резервуар для охлаждающей жидкости, а также установлен электродвигатель с насосом для подачи СОТС. Основание крепят к фундаменту специальными болтами либо устанавливают на виброгасящих опорах.
Рис. 3.1. Общий вид консольного горизонтально-фрезерного станка:
А – основание; Б – станина; В – хобот; Г – стол; Д – салазки; Е – консоль.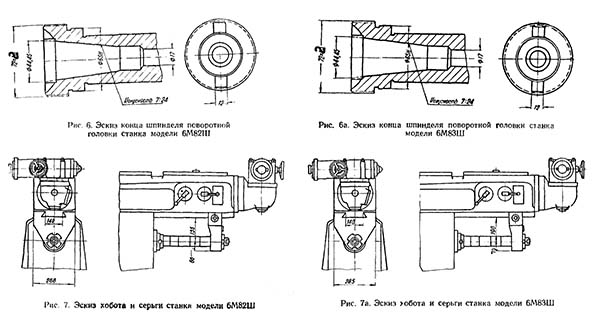
1 – механизм для изменения частоты вращения шпинделя; 2 – винт перемещения хобота;
3 – гайка крепления хобота; маховики для перемещения стола в продольном (4) и
в поперечном (5) направлении; 6 – рукоятка подъема консоли; 7 – лимб механизма переключения подач;
8, 9 – рукоятки зажима салазок; 10–12 – элементы включения освещения, подачи СОТС,
изменения направления вращения шпинделя; 13 – опоры; 14 – шпиндель
Внутри станины Б расположены следующие узлы: коробка скоростей, электродвигатель главного движения с ременной передачей, шпиндельный узел. На верхних горизонтальных направляющих станины размещен хобот В. В требуемом положении хобот крепится гайкой 3. На хоботе могут быть установлены опоры (серьги) 13, в которых находятся подшипники для базирования конца оправки с фрезой. Крепление оправки осуществляется в конусном гнезде шпинделя 14.
На верхней части консоли Е расположены салазки Д, которые могут перемещаться в поперечном направлении. На салазках размещен стол Г, который имеет возможность перемещения в продольном направлении (продольная подача). Внутри консоли смонтирована коробка механизма подач и ускоренного перемещения с электродвигателем и механизмом управления. На передней части консоли и стола расположены органы управления станком.
Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка показана на рис. 3.2. Привод главного движения обеспечивает вращение шпинделя с заданной частотой, а также передачу на шпиндель заданного крутящего момента от электродвигателя М1. Частоту вращения шпинделя изменяют посредством установки заданного сочетания зубчатых колес.
Рис 3.2. Кинематическая схема приводов главного движения
и подач консольного горизонтально-фрезерного станка
Кинематическая схема позволяет получить определенное количество частот вращения, которое может быть представлено структурной диаграммой (рис. 3.3).
3.3).
Рис. 3.3. Структурная диаграмма значений частот вращений шпинделя
Вращение от электродвигателя М1 к шпинделю станка передается по следующей цепи (рис. 3.2): электродвигатель М1 (частота вращения 1440 об/мин), муфта, пара зубчатых колес 26:54, вал II. Вращение с вала II на вал III можно передать через одну из зубчатых пар с помощью подвижного блока зубчатых колес с числом зубьев: 19, 22 и 16. В определенном положении блока зубчатые колеса могут быть соединены с зубчатыми колесами вала III в таком сочетании: 16:39, 19:36 и 22:33.
Валу III можно сообщить одну из трех частот вращения: 284, 365 и 462 об/мин (рис. 3.3). С вала III на вал IV вращение передается через пары зубчатых колес 28:37, 18:47 и 39:26. Такое сочетание колес обеспечивается смещением по валу IV тройного блока.
С вала IV на вал V (шпиндель) вращение может быть передано парой зубчатых колес 83:37 или 20:70. Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача вращения от электродвигателя к шпинделю может быть представлена в виде уравнения кинематической цепи:
Расчетная наименьшая частота вращения шпинделя (об/мин) будет соответствовать варианту, когда в зацеплении установлены передачи с наименьшими значениями передаточного отношения:
а наибольшая частота вращения будет обеспечена, если в зацеплении будут находиться передачи с максимальными передаточными отношениями.
Изменение направления вращения шпинделя обеспечивают реверсированием электродвигателя.
Привод подач станка позволяет от одного электродвигателя М2 обеспечить определенный диапазон продольных, поперечных и вертикальных подач соответственно столу, салазкам и консоли по структурной диаграмме, показанной на рис.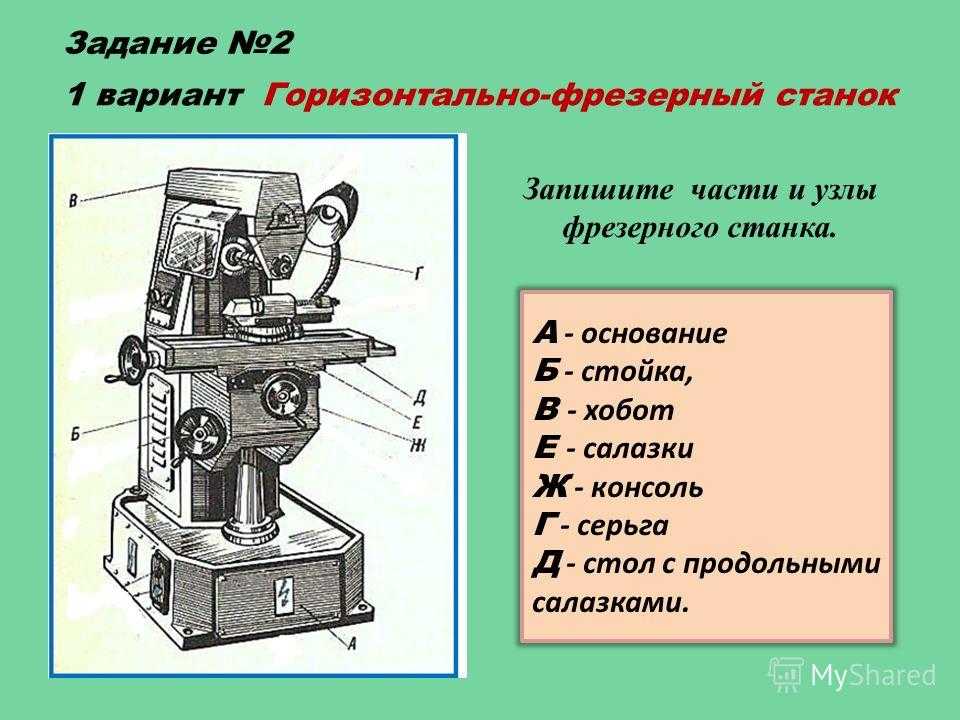 3.4.
3.4.
Рис. 3.4. Структурная диаграмма значений подач
От электродвигателя М2 (см. рис. 3.2) на вал VIII вращение передается через пары колес 26:50, 26:57. С помощью тройного блока (27:36:18) вала VIII через промежуточный вал IХ на вал Х вращение передается с помощью тройного блока (37:40:34) вала Х. Эти два тройных блока обеспечивают девять различных частот вращения вала Х. Далее возможны два варианта передачи вращения с вала Х на последующие.
Вариант 1. При включении муфты МФ1 (см. рис. 3.2) вращение от вала Х на вал ХI будет передаваться через шестерни 40:40, затем через шестерни 28:35 на вал ХII и далее.
Вариант 2. При отключенной муфте МФ1 (см. рис. 3.2) вращение на вал ХI передается с вала Х через перебор 33:67, который работает как понижающая передача. Следовательно, валу ХI можно сообщить 18 различных частот вращения, и это число соответсвует количеству значений подач стола в продольном (через валы ХIV и ХV), поперечном (винт ХVII) и вертикальном направлениях.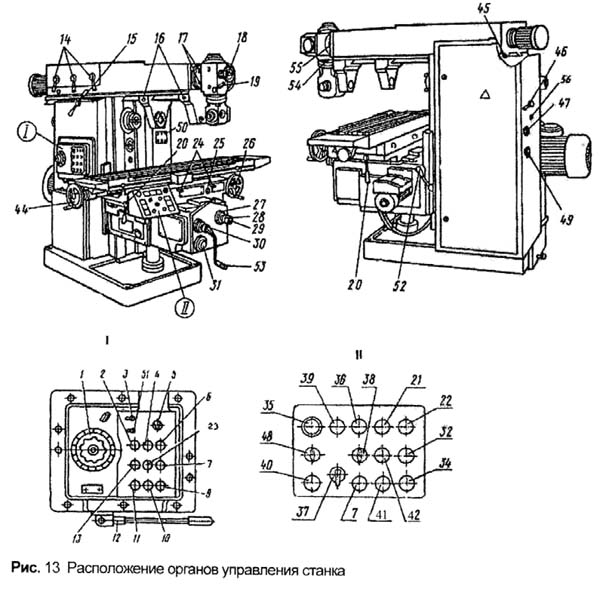 Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
По уравнению кинематической цепи можно определить и значение минимальной рабочей подачи стола в продольном направлении, мм/мин:
Кинематическая цепь, при которой продольная подача наибольшая, будет следующей, мм/мин:
Переключение частот вращения шпинделя и установление требуемой подачи осуществляется на станке с помощью специальных механизмов, обеспечивающих перемещение соответствующих зубчатых блоков.
Для консольных вертикально-фрезерных станков характерно вертикальное положение шпинделя, размещаемого в шпиндельной головке В (рис 3.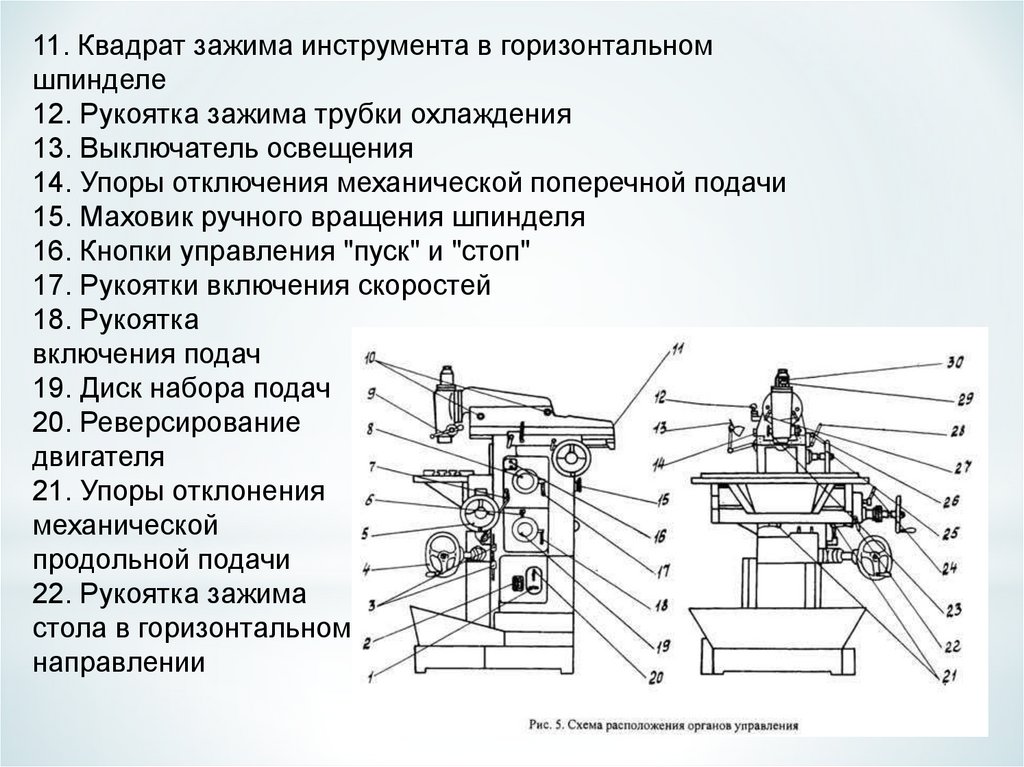 5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
Рис. 3.5. Общий вид консольного вертикально-фрезерного станка:
А – основание; Б – станина; В – шпиндельная головка; Г – стол; Д – салазки;
Е – консоль: 1 – пульт переключателей; 2 – маховичок переключения частот вращения шпинделя;
3 – рукоятка зажима гильзы шпинделя; 4 – маховичок перемещения гильзы шпинделя;
5 – рукоятка управления продольным перемещением стола;
6, 7 – маховички продольного перемещения стола; 8 – маховичок поперечного перемещения стола;
9 – рукоятка перемещения консоли; 10 – рукоятка управления механическим перемещением стола;
11 – лимб механизма переключения подач; 12 – рукоятка зажима стола
Кинематические цепи приводов главного движения и подач консольных вертикально-фрезерных станков и консольных горизонтально-фрезерных станков, как правило, существенно не отличаются.
Определенная особенность некоторых моделей консольных вертикально-фрезерных станков состоит в том, что эти станки могут быть настроены на работу по полуавтоматическому или автоматическому циклу при управлении продольными перемещениями стола. При этом характер циклов может быть различный. Настройку обычно производят при фрезеровании партии заготовок.
Настройка осуществляется установкой в боковой Т-образный продольный паз стола соответствующих кулачков (рис. 3.6). При полуавтоматическом цикле программируют команды: а) быстрый ход стола с заготовкой из исходной точки к режущему инструменту; б) рабочая подача, в процессе которой осуществляется фрезерование заготовки; в) реверс с быстрым возвратом стола (после окончания фрезерования) и остановкой его в исходной точке. Этот цикл управления выполняется путем воздействия кулачков на элементы рукоятки 6 управления продольным перемещением стола. Кулачки 1 и 3 обеспечивают остановку стола в крайних точках хода.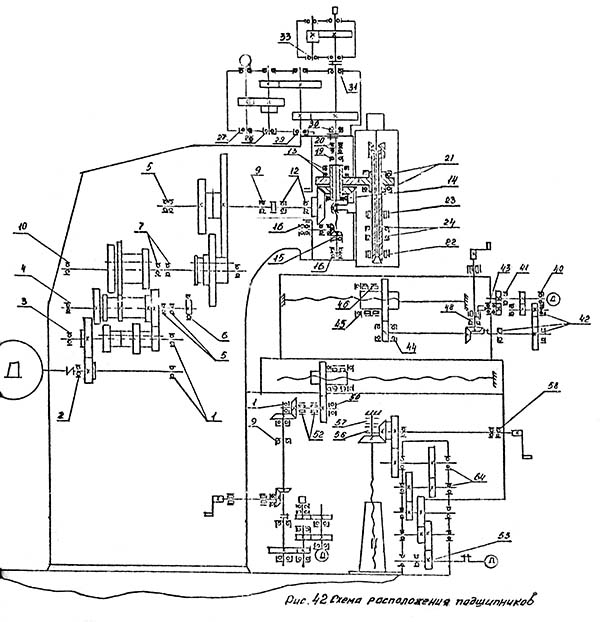 В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
Рис. 3.6. Схема установки кулачков для управления механизмом продольных подач стола
Изменение быстрого хода стола на рабочий (и наоборот) осуществляется кулачком 2, который при движении стола упором 7 воздействует на выступ звездочки 5 рукоятки управления подачей, поворачивая ее. При рассматриваемой схеме установки кулачков цикл движения стола обеспечивается движением его на быстром ходу, переключением на рабочую подачу и остановкой в конце хода.
Реверсирование движения стола с одновременным изменением скорости его движения осуществляется установкой в точке реверса двух кулачков рядом (кулачка, воздействующего на рукоятку, и кулачка, воздействующего на звездочку). Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Рис. 3.7. Схема установки кулачков и замкнутый цикл движения стола
При необходимости станок может быть настроен на автоматический маятниковый цикл движения стола, например, «быстро вправо–подача вправо– быстро влево–подача влево–быстро вправо» и т.д. При таком цикле фрезеровщик устанавливает заготовки в приспособлении попеременно то с правой, то с левой стороны стола.
Для работы по полуавтоматическому или автоматическому циклу требуется установка переключателя рода работ в положение «автоматическое управление».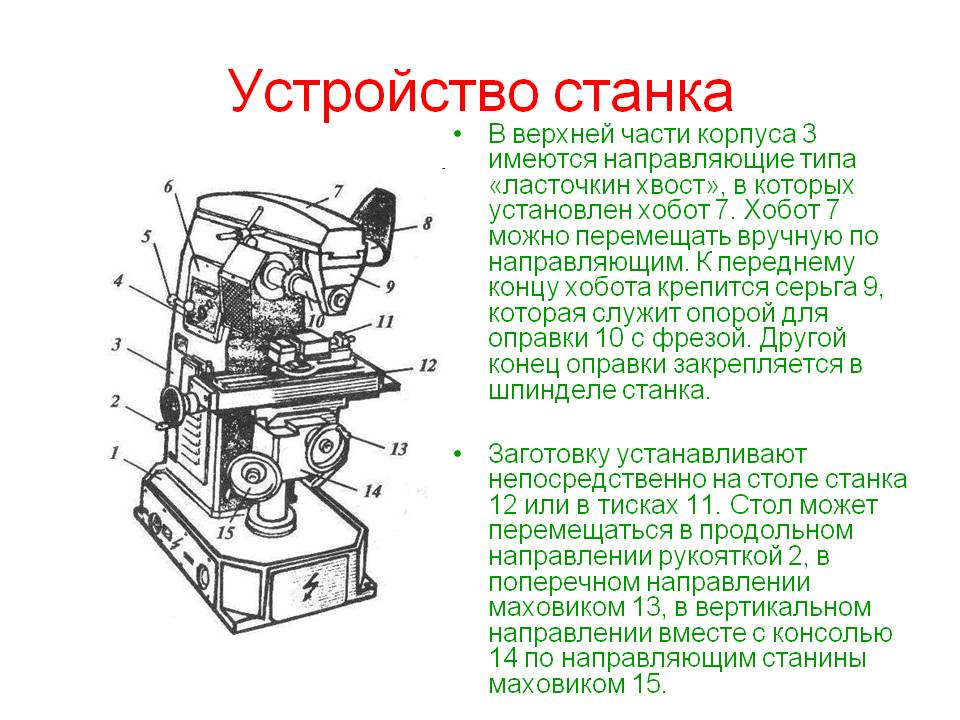
Консольно-фрезерные станки | Машиностроение
Консольно-фрезерные станки (КФС) предназначены для обработки плоских и фасонных поверхностей небольших и средних деталей произвольной формы: плоских, корпусных, типа тел вращения и фигурных. Кроме фрезерования на станках можно проводить сверление, зенкерование, растачивание и развертывание отверстий, а также нарезание резьбы.
Основная область использования КФС – единичное и мелкосерийное производство. Однако при оснащении их специальными приспособлениями и устройствами автоматизации рабочих циклов, а также системами ЧПУ станки могут эффективно использоваться в серийном производстве.
В качестве основного параметра, по которому построены размерные ряды станков, принята ширина рабочей поверхности стола.
Для обработки деталей с нескольких сторон, станки могут оснащаться поворотными столами с горизонтальной или (и) вертикальной осью вращения. Размеры КФС (рис. 4.41) стандартизованы (ГОСТ 165-81).
Рис. 4.41. Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка: (А) — станина с коробкой скоростей и шпиндельным узлом; (Б) — хобот с подвеской; (В) — стол; (Г) — дополнительная связь консоли с xоботом;(Д) — поперечные салазки; (Е) — консоль с коробкой подач; (Ж) — основание станка. Органы управления: 1 — рукоятка для переключения коробки скоростей; 2 — рукоятка для переключения перебора шпинделя; 3 -маховичок ручного продольного перемещения стола; 4 — рукоятка включения продольной подачи стола; 5 -маховичок ручного поперечного перемещения стола; 6 — рукоятка ручного вертикального перемещения консоли; 7 — маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки подач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
4.41. Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка: (А) — станина с коробкой скоростей и шпиндельным узлом; (Б) — хобот с подвеской; (В) — стол; (Г) — дополнительная связь консоли с xоботом;(Д) — поперечные салазки; (Е) — консоль с коробкой подач; (Ж) — основание станка. Органы управления: 1 — рукоятка для переключения коробки скоростей; 2 — рукоятка для переключения перебора шпинделя; 3 -маховичок ручного продольного перемещения стола; 4 — рукоятка включения продольной подачи стола; 5 -маховичок ручного поперечного перемещения стола; 6 — рукоятка ручного вертикального перемещения консоли; 7 — маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки подач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
Станок предназначен для фрезерования различных деталей сравнительно небольших размеров. Обработка деталей осуществляется цилиндрическими, дисковыми, фасонными, угловыми, модульными и торцовыми фрезами как встречным, так и попутным фрезерованием. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п. Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п. Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
Движение резания — вращение шпинделя с фрезой. Подачами являются перемещения стола с заготовкой в продольном, поперечном и вертикальном направлениях. Вспомогательные движения — быстрые перемещения стола в тех же направлениях.
Принцип работы. Обрабатываемые детали устанавливают непосредственно на столе, в тисках или специальных приспособлениях. Для обработки деталей в нескольких позициях широко используется универсальная делительная головка, которая позволяет производить делительные повороты заготовки на требуемое количество равных частей. Насадные фрезы, цилиндрические, дисковые и др., устанавливают на шпиндельных оправках, хвостовые непосредственно в шпинделе или в цанговом патроне.
При установке фрез на оправках последние одним концом вставляют в конус шпинделя, а другим — в отверстие подвески.
Торцовые фрезерные головки закрепляют на торце шпинделя. Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится перемещением стола В, поперечных салазок Д и консоли Е.
Конструктивные особенности. Станок имеет разделенный привод движения резания, т. е. коробка скоростей смонтирована в станине в виде отдельного узла, а вращение шпинделю передается клиновыми ремнями. Это обеспечивает безвибрационную работу станка даже на самых высоких числах оборотов шпинделя.
Шпиндель смонтирован на прецизионных двойных роликовых подшипниках серии 3182100 высокой жесткости. Шпиндель разгружен от изгибающих усилий со стороны ременной передачи, так как приводной шкив установлен на независимых подшипниках. Для более равномерного вращения шпинделя его приводная шестерня сделана массивной, поэтому она одновременно выполняет роль маховнка. Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом.
Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом.
Станок имеет две подвески хобота: одну на подшипниках качения, предназначенную для скоростных работ; другую на подшипнике скольжения, обеспечивающую работу с фрезами диаметром менее 75 мм, Для повышения жесткости системы хобот Б может быть соединен с консолью Е дополнительной связью Г.
В приводе подач имеется шариковая предохранительная муфта, исключающая возможность поломки элементов привода при чрезмерном увеличении нагрузки.
Для фрезерования попутным методом в приводе продольной подачи стола предусмотрен механизм для периодического устранения зазора между ходовым винтом и гайками.
Техническая характеристика станка 6П80Г
| Рабочая поверхность стола (мм) | 200х800 |
| Число скоростей вращения шпннделя | 12 |
| Пределы чисел оборотов шпинделя в минуту | 50 — 2240 |
| Количество величин подач стола | 12 |
| Пределы скоростей подач стола (мм/мин): | |
| продольных | 22,4 -1000 |
| поперечных | 16 — 710 |
| вертикальных | 8 — 355 |
| Скорость быстрого перемещения стола (мм/мин): | |
| продольного | 2400 |
| поперечного | 1710 |
| вертикального | 855 |
| Мощность главного электродвигателя (квт) | 2,8 |
Традиционно выделяются в самостоятельную группу разновидность консольно-фрезерных станков широкоуниверсальные фрезерные станки (ШУИФС), которые оснащены развитой инструментальной оснасткой (рис. 4.42).
4.42).
Рис. 4.42. Широкоуниверсальный горизонтальный консольно-фрезерный станок: 1 — поворотная головка; 2 — наклонная головка; 3 — поперечный суппорт
Для обработки низких и плоских деталей всегда удобно использовать консольные фрезерные станки с вертикальным расположением шпинделя. Компоновка такого станка показана на рис. 4.43.
Несущая система КФС состоит из чугунных оснований и стоек. На стойке предусмотрены направляющие для вертикального перемещения консоли станка.
Столы имеют удлиненную прямоугольную форму с отношением длины к ширине 2,5:1, что обеспечивает возможность работы с дополнительными приспособлениями, а также обработки длинномерных деталей. Для крепления приспособлений и обрабатываемых деталей на столах используют продольно расположенные Т-образные пазы.
Неподвижные или расположенные в пиноле (или в выдвижном шпинделе) шпиндельные узлы испытывают значительные нагрузки и монтируются на радиальных или радиально-упорных
Рис. 4.42. Вертикальный консольно-фрезерный станок: 1 – стойка; 2 – поворотное устройство; 3 – механизм зажима инструмента; 4 — шпиндельная бабка; 5 – ползун; 6 – вертикальный шпиндель.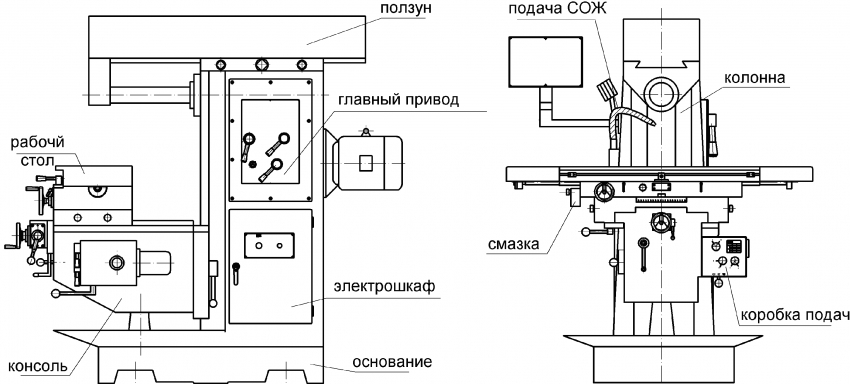
роликоподшипниках.
Установку инструмента осуществляют с помощью конуса с конусностью 7:24 либо на конце шпинделя с центровкой по его наружному диаметру. Крутящий момент передается призматической шпонкой, выполненной на торце шпинделя. Для зажима инструмента в шпинделе используют ручные или механические устройства.
В станках с ручным управлением используют ступенчато-регулируемые проводы, которые состоят из асинхронного электродвигателя и ступенчатой коробки скоростей. В автоматизированном варианте главного привода используются двигатели постоянного тока, причем для обеспечения постоянной мощности на большей части диапазона частот вращения шпинделя используют двух- или трехступенчатых зубчатых переборов.
В приводах подач станков с ручным управлением используют нерегулируемые электродвигатели переменного тока со ступенчатыми коробками подач.
В ШУИФС и вертикальных КФС с ползуном, оснащенных ЧПУ, используют разделенные привода с регулируемым электродвигателем, который связан через редуктор или напрямую с шариковыми механизмами перемещения исполнительных органов.
▷ Консольно-фрезерный станок IBERIMEX U-1000 A: купить б/у
- Домашняя страница
- Все машины
- Металл
- Фрезерные станки
- Фрезерные станки коленного типа
- Консольно-фрезерный станок IBERIMEX U-1000 A
Аукцион Закрытие слесарной мастерской
 jpg» data-track-use-pagetype=»true» data-track-category=»Video» data-track-label=»Play»>
jpg» data-track-use-pagetype=»true» data-track-category=»Video» data-track-label=»Play»>воспроизведение видео
 surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640752/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640752/IBERIMEX_U-1000_A_console_milling_machine.jpg»> jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640755/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640755/IBERIMEX_U-1000_A_console_milling_machine.jpg»>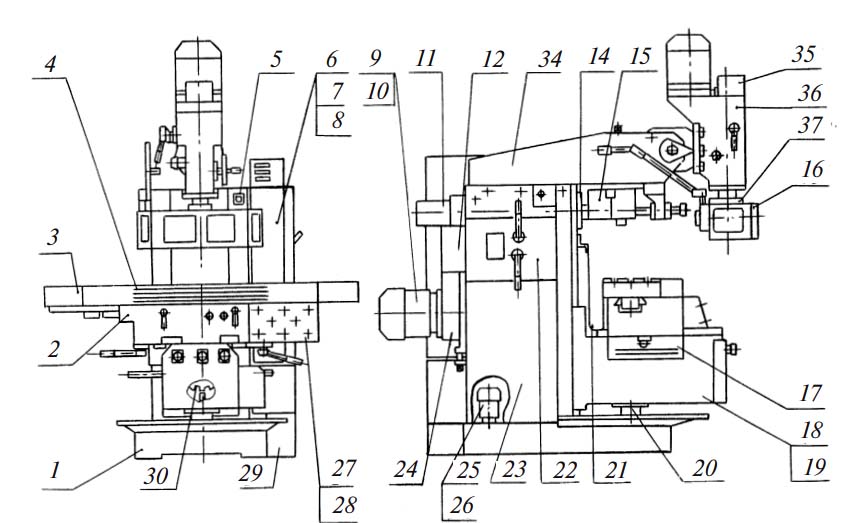 jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640758/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640758/IBERIMEX_U-1000_A_console_milling_machine.jpg»> jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640761/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640761/IBERIMEX_U-1000_A_console_milling_machine.jpg»> jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640764/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640764/IBERIMEX_U-1000_A_console_milling_machine.jpg»>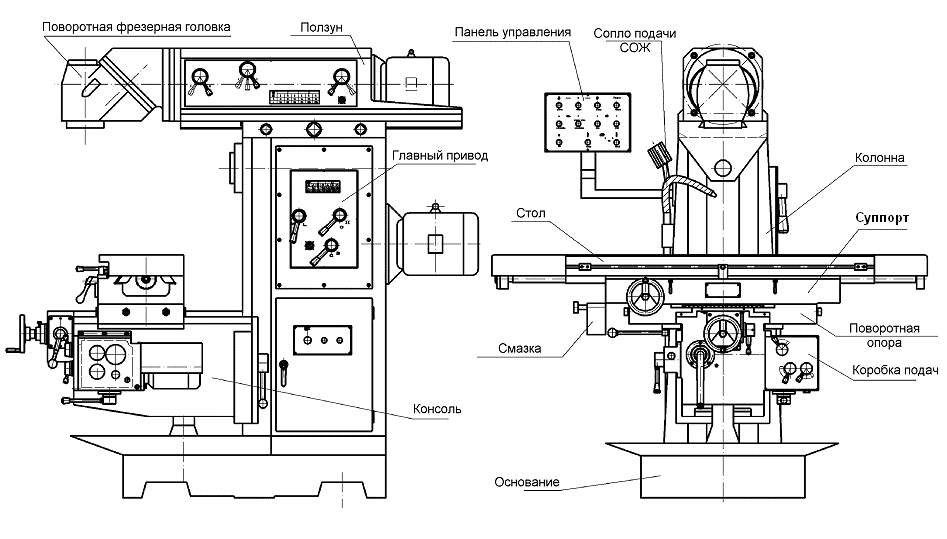 jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640767/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640767/IBERIMEX_U-1000_A_console_milling_machine.jpg»> jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640770/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
jpg» data-src=»https://res.surplex.com/images/c_fit,d_no_image.png,f_auto,fl_progressive,h_1920,q_auto,w_1920/i_06640770/IBERIMEX_U-1000_A_console_milling_machine.jpg»>
Top Lot
1/24
Войдите в систему
.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
До этого момента клиент привязан к своей заданной ставке.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
Другой участник торгов сделал идентичную ставку до вас. Если вы увеличите максимальную ставку, у вас будет шанс выиграть этот лот.
Участие в данном аукционе возможно только после внесения залога. Сумма депозита, срок депозита, ваше контактное лицо и всю другую информацию можно найти в описании товара.
Детали предмета
Затраты и выгоды
Технические детали
Описание предмета
Детали аукциона
Ваша ставка €.
Я ознакомился с условиями этого аукциона
и согласился с ними.
Дополнительными расходами являются комиссионные за продажу, которые покрываются покупателем. Доплата составит 18 % от конечной цены плюс НДС. Окончательная цена включает в себя как самую высокую ставку, так и комиссионные расходы.
▷ Бывшая в употреблении коленная фреза — коленный фрезерный станок с ЧПУ
- Домашняя страница
- Все машины
- Металл
- Фрезерные станки
- Фрезерные станки коленного типа
Сортировать по:
Актуальность
Показать на карте
view
Germany, 47839 Krefeld
IBERIMEX U-1000 A console milling machine
Germany, 42499 Hückeswagen
OSO FGV 32 vertical milling machine
Germany, 74889 Sinsheim
TOS FA4 Console Milling Machine
Portugal, 2430- 012 Amieira, Marinha Grande
LAGUN FU2 Фрезерный станок коленного типа
Не нашли то, что ищете?
Подпишитесь на поиск с текущим фильтром и получайте новые товары по электронной почте.
Текущий поиск успешно подписан
Подписаться на поиск
- Определение: Фрезерные станки коленного типа
- Что такое «фрезерный станок коленного типа»
- Важность коленной мельницы
- Работа на коленном фрезерном станке
- Производители коленных фрезерных станков
Станки фрезерные коленного типа — это станки, предназначенные для обработки заготовок малых и средних размеров . Коленчатая конструкция делает эти фрезерные станки менее стабильными, чем, например, станки со станиной. Тем не менее, коленный фрезерный станок часто используется для ремонтных работ , разового производства и учебных целей . Современный фрезерный станок коленного типа имеет мощный фрезерный шпиндель и гибкую систему ЧПУ, такую как у HEIDENHAIN. Фрезерная головка может наклоняться, подачи регулируются, размер стола и пути перемещения регулируются.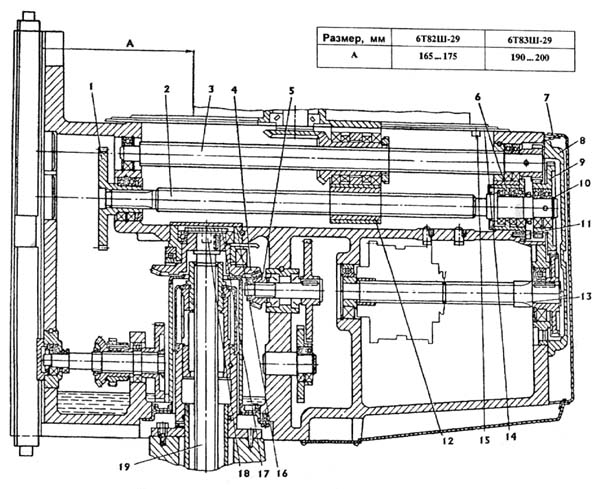 В Surplex вы найдете подержанный фрезерный станок, соответствующий вашим потребностям, например, с подходящим держателем шпинделя и высокими скоростями вращения шпинделя!
В Surplex вы найдете подержанный фрезерный станок, соответствующий вашим потребностям, например, с подходящим держателем шпинделя и высокими скоростями вращения шпинделя!
Фрезерный станок коленного типа (или просто коленный станок) – менее распространенная разновидность фрезерного станка. С помощью вращающихся режущих инструментов на фрезерных станках обрабатывают заготовку. В настоящее время самые распространенные фрезерные станки имеют сильно зажатую в заготовке заготовку, которую можно обрабатывать многоосевой фрезерной головкой. Это полная противоположность фрезерным станкам коленного типа, где фрезерная головка может двигаться только вдоль оси Z.
- Различные фрезерные станки
- Ограниченное движение фрезерной головки по оси Z
- Может работать с ограниченным количеством заготовок из-за габаритов и грузоподъемности станка
Качество Отличные предложения Персонализированные
Заготовка перемещается по осям x и y- ось. Это означает, что движения фрезерного станка коленного типа более обширны, чем у универсального фрезерного станка. Однако из-за ограниченного пространства между головой и коленом размер заготовки также ограничен.
Это означает, что движения фрезерного станка коленного типа более обширны, чем у универсального фрезерного станка. Однако из-за ограниченного пространства между головой и коленом размер заготовки также ограничен.
Заготовки, обрабатываемые на коленчатом станке, ограничены из-за ограниченных размеров и грузоподъемности рамы с цапфой; он подходит только для мелких и средних заготовок. Фрезерные станки коленного типа в основном работают только с одним фрезерным инструментом. Чтобы выполнить следующий этап обработки, рабочий инструмент необходимо переключать вручную после каждого цикла. Эти факторы ограничивают эффективность фрезерного станка коленного типа. Тем не менее, они по-прежнему широко используются в качестве компонента для станков с ЧПУ. Одним из больших преимуществ является то, что они очень стабильны.
Фрезерный станок коленного типа KLOPP в работе
В отличие от сложной 5-осевой механики современного станка с ЧПУ, фрезерная головка движется только в одном направлении, что означает, что они не подвержены несчастным случаям. Фрезерный станок коленного типа можно использовать для подготовительных работ по расчистке. Затем части заготовки с меньшими ограничениями можно обрабатывать с помощью станков с ЧПУ. Поэтому есть еще производители фрезерных станков коленного типа, типа UNITECH.
Фрезерный станок коленного типа можно использовать для подготовительных работ по расчистке. Затем части заготовки с меньшими ограничениями можно обрабатывать с помощью станков с ЧПУ. Поэтому есть еще производители фрезерных станков коленного типа, типа UNITECH.
Работа на коленном фрезерном станке должна выполняться квалифицированными операторами станков. Эта машина требует большого количества ручных регулировок, поэтому полуквалифицированные рабочие не подходят из-за их ограниченных знаний и возможностей.
Известными производителями коленных фрезерных станков являются: UNITECH, DECKEL, MAHO, BUTLER, RAMBAUDI и GAMBIN.
В Surplex вы регулярно найдете широкий ассортимент высококачественных бывших в употреблении коленчатых фрезерных станков. Просто взгляните на наши промышленные аукционы или подпишитесь на нашу рассылку, чтобы быть в курсе новых предложений по оборудованию.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
Всего комментариев: 0