Люнет станок: для чего он нужен, виды конструкций
Содержание
Люнеты подвижные и неподвижные по низким ценам
Люнет подвижный
Люнет неподвижный чугунный
Люнет неподвижный стальной
Предлагаем к поставке неподвижные и подвижные люнеты, выполненные литым (чугун СЧ-20) и сварным (сталь) способом.
Люнеты комплектуются опорами кулачкового типа с твёрдосплавным покрытием (чугун, бронза) или, опционально, роликами. Чтобы купить люнет для токарного станка, свяжитесь с отделом продаж по телефонам, указанным в контактах нашего сайта.
Люнет подвижный 1К62, ТС-30
Станки по металлу — это не только очень сложные устройства, но и весьма долгов…
Люнет подвижный 16К20
Станки, обрабатывающие металл — это не только чрезвычайно сложные механизмы, н. ..
..
Люнет подвижный 16Д20
Металлообрабатывающие станки — это не только очень сложные устройства, но и ве…
Люнет подвижный 16К25
Металлообрабатывающие станки — это не только очень сложные устройства, но и ве…
Люнет подвижный 16К40
Металлообрабатывающие станки — это не только чрезвычайно сложные устройства, н…
Всего страниц: 6
- 1
- 2
- 3
- 4
- »
- »»
Для чего нужен люнет?
Люнетом называют специальную станочную оснастку, которая используется при обработке длинных цилиндрических заготовок.
При обработке длинных заготовок токари часто сталкиваются с проблемой их проточки. Короткую заготовку обрабатывать проще из-за отсутствия эффекта провисания. Длинная же заготовка вращается «веретеном» и её провисание приводит к неравномерной обработке детали по длине (утолщению в центральной части) и ненужным вибрациям, что увеличивает вероятность задира и физического разрушения резца. Токарный люнет придаёт детали устойчивость и увеличивает точность обработки – его покупка экономически выгодна для металлообрабатывающего предприятия.
Люнет применяют при выполнении следующих видов работ:
- Для обработки торцевой части цилиндрической заготовки – финальной части токарных работ, когда деталь уже проточена по всей длине. Для расточки торца детали люнет закрепляют максимально близко к обрабатываемому участку.

- Для исключения провисания заготовки, её выравнивания и получения требуемых характеристик по всей длине обрабатываемой детали.
Люнет используется в токарных, фрезерных, шлифовальных и станках других групп, сокращает время их настройки в работу и позволяет автоматизировать процесс обработки габаритных по длине деталей.
Конструкция подвижного и неподвижного люнета
Люнет для токарного станка состоит из следующих деталей:
- Цельнометаллического основания с отверстиями под крепёжные болты, с помощью которых он устанавливается на токарном станке. Неподвижный люнет крепится непосредственно на станине, а подвижный – на продольный суппорт станка, и при обработке заготовки движется вместе с резцом.
- Кулачковые и роликовые опоры с механизмом выдвижения. Особенностью неподвижных люнетов является наличие трёх кулачков или роликов (два подпорные снизу, один прижимной – сверху).
 Подвижный люнет чаще имеет два опорных кулачка, роль третьей опоры отводится резцу металлообрабатывающего станка.
Подвижный люнет чаще имеет два опорных кулачка, роль третьей опоры отводится резцу металлообрабатывающего станка. - Регулировочные винты, с помощью которых устанавливается и фиксируется положение кулачков.
Неподвижный люнет оснащается откидной крышкой, которая шарнирно связана с основанием и жёстко к нему крепится с помощью винта.
Выгода покупки люнета
Наш завод является производителем и крупнейшим поставщиком запчастей к металлообрабатывающим станкам. У нас можно купитьлюнеты роликовые и люнеты кулачковые, как в сборе, так и по отдельности в виде запчастей.
Все детали и комплектующие для люнетов изготавливаются из качественного сырья, соответствуют требованиям ГОСТ и удовлетворяют характеристикам, указанным в паспорте конкретного станка.
Зачем нужен люнет при токарной обработке
Чем длиннее заготовка, тем сложнее токарю с ней работать. И тут на помощь приходят особые удерживающие устройства – люнеты. В некоторых случаях без их участия вообще нельзя обойтись.
И тут на помощь приходят особые удерживающие устройства – люнеты. В некоторых случаях без их участия вообще нельзя обойтись.
Что это за ситуации?
Причина первая: слишком длинная заготовка
Представьте, что вам нужно обработать очень длинное металлическое изделие небольшого диаметра. Во время резания возникает эффект провисания. Заготовка вращается, подобно веретену – образуя утолщение в центральной её части. Это ведёт к неравномерной обработке и может вызвать удары и вибрации, а также заклинивание и разрушение резца и самой болванки.
Токарный люнет – это своеобразная опора. Он помогает удерживать цилиндрическую заготовку в строго горизонтальном положении, но при этом за счёт своей конструкции не препятствует её вращению вокруг собственной оси.
Если обрабатываемая деталь очень длинная, то без люнета обработать её просто невозможно. Пренебрежение им не только ухудшит качество обработки, но и может быть крайне опасным, так как при повышенных оборотах болванка может сильно трястись, что грозит поломкой инструмента и даже станка.
Причина вторая: обработка торца
Впрочем, длина заготовки – не единственная причина использовать люнет во время токарной обработки. Если вам необходимо обработать её торец, то у вас просто нет возможности закрепить болванку за этот торец – ведь он будет подвергнут расточке.
В такой ситуации токарный люнет закрепляется максимально близко к обрабатываемому участку. Данная операция почти всегда выполняется на финальном этапе, когда вся остальная часть заготовки уже проточена начисто.
Как работает люнет?
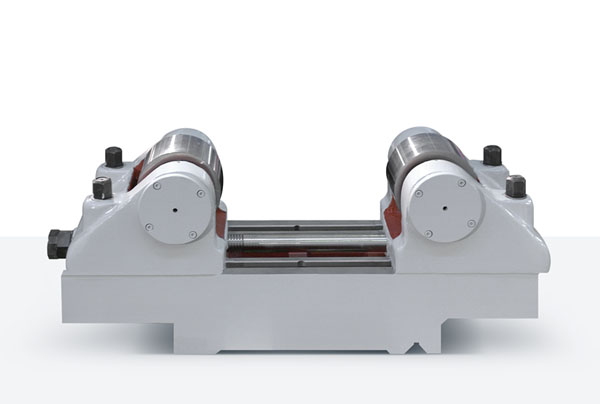
Принцип работы токарного люнета довольно простой. Он основан на центровки обрабатываемой заготовки с помощью нескольких опор, расположенных равномерно по кругу. При этом деталь может свободно крутиться за счёт того, что в месте соприкосновения с болванкой опора имеет вращающийся ролик.
Виды люнетов для токарных станков
Люнеты для токарных станков бывают разными.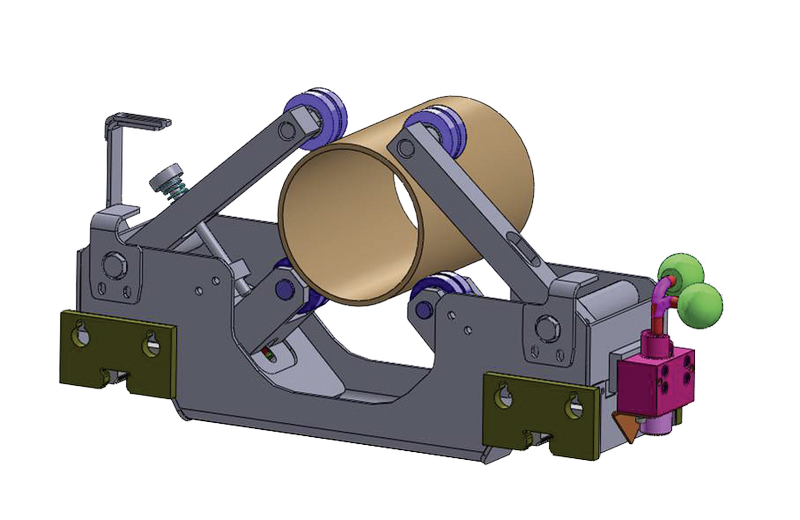 Основное их отличие – в креплении. Бывают люнеты неподвижные, а бывают мобильные. Первые крепятся к станине станка и во время обработки остаются на одном и том же месте. Вторые крепятся не к станине, а на продольный суппорт. Поэтому их местоположение меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Основное их отличие – в креплении. Бывают люнеты неподвижные, а бывают мобильные. Первые крепятся к станине станка и во время обработки остаются на одном и том же месте. Вторые крепятся не к станине, а на продольный суппорт. Поэтому их местоположение меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Разберем подробнее обе конструкции.
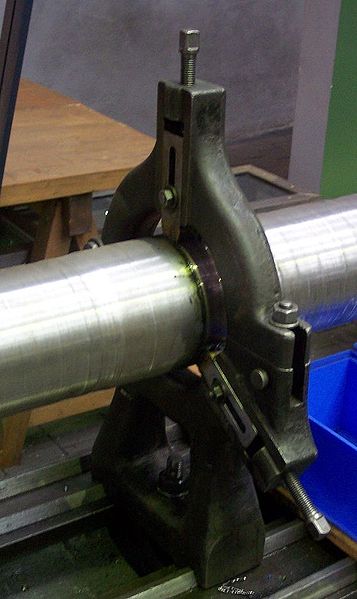
Неподвижный люнет
имеет три кулачка, или ролика, для фиксации заготовки. Два из них удерживают деталь снизу, третий – сверху. По сути, болванка при расточке размещается на нижних опорах и прижимается сверху. Это исключает вибрации во время обработки, что значительно улучшает её качество.
Подвижный люнет
содержит два кулачка для упора детали: один – сверху, другой – с боку, напротив резца. Сам резец выступает в роли третьего упора. Таким образом конструкция помогает избежать изгибов тонких и длинных деталей под воздействием на них резца.
Подчеркнём, что подвижный люнет легче устанавливается, но стационарный вариант обеспечивает более высокую точность обработки и позволяет обрабатывать более длинные и габаритные детали.
Преимущества использования люнетов
Что самое главное на производстве? Качественная обработка и соблюдение техники безопасности. Люнет поможет и с тем, и с другим.
За счёт увеличения точности расточки значительно снизится количество бракованных изделий.
Безопасность рабочего процесса также повысится. Меньше шансов, что повышенные вибрации приведут к чрезвычайной ситуации, так как интенсивность тряски обрабатываемой детали при использовании люнетов сводится к нулю.
А надежность, длительный срок службы и простота эксплуатации лишь добавляют плюсов.
Только проверенные поставщики
Однако стоит сразу предостеречь, что качество обработки напрямую зависит от используемого инструмента. Он должен быть прочным и качественным. И изготовлен проверенным поставщиком.
Компания ТИГРОТЕХ может гарантировать надежность немецкой оснастки. Люнеты SMW Autoblok отлично зарекомендовали себя во всём мире. Они отличаются высокой точностью и износостойкостью. При этом цена на люнеты SMW-Autoblok ниже, чем у чем у аналогов соответствующего качества.
Люнеты SMW Autoblok отлично зарекомендовали себя во всём мире. Они отличаются высокой точностью и износостойкостью. При этом цена на люнеты SMW-Autoblok ниже, чем у чем у аналогов соответствующего качества.
В нашем каталоге собраны люнеты SMW-Autoblok и расходные материалы для них — цилиндрические ролики для рычагов люнета. Там же можно посмотреть актуальные цены и наличие. А ниже — видеоролик, где вы сможете подробнее узнать о конструкции люнетов SMW-Autoblok.
|

 Люнеты с поворотным верхом предназначены для процессов, при которых время простоя станка должно быть сведено к минимуму. Поскольку верх можно легко перемещать вручную, кран не требуется даже для больших люнетов. Это значительно сокращает время настройки нового приложения!
Люнеты с поворотным верхом предназначены для процессов, при которых время простоя станка должно быть сведено к минимуму. Поскольку верх можно легко перемещать вручную, кран не требуется даже для больших люнетов. Это значительно сокращает время настройки нового приложения!  Таким образом можно обрабатывать очень длинные и тонкие валы, так как они хорошо защищены от изгиба. C-Form также будет использоваться на токарных станках с ЧПУ. Открытая конструкция дает больше места для других инструментов.
Таким образом можно обрабатывать очень длинные и тонкие валы, так как они хорошо защищены от изгиба. C-Form также будет использоваться на токарных станках с ЧПУ. Открытая конструкция дает больше места для других инструментов. 
 Часто они будут использоваться в сочетании с обычными люнетами на месте обработки.
Часто они будут использоваться в сочетании с обычными люнетами на месте обработки. Пара таких люнетов, уже находящихся в эксплуатации, имеет грузоподъемность до 100 тонн.
Пара таких люнетов, уже находящихся в эксплуатации, имеет грузоподъемность до 100 тонн.

STEDEY REST. Когда они вам нужны и на что обращать внимание» технический документ
Люнеты необходимы, когда длина и жесткость заготовки затрудняют ее обработку без деформации или отклонения детали. Это повреждение является результатом давления инструмента для резки или формовки, которое просто слишком велико для того, чтобы деталь могла выдержать без дополнительной поддержки. В этих случаях люнеты могут помочь уменьшить проблемы с чистовой обработкой, сохранить размеры детали в допустимых пределах, увеличить срок службы инструмента и повысить производительность. Некоторыми признаками того, что вам нужен люнет, являются плохое качество поверхности, чрезмерная вибрация или вибрация во время обработки, трудности с соблюдением допусков деталей, отклонение тонкостенных деталей от режущих инструментов и условия овальности.
Обычно в люнетах используются роликовые подшипники в трех точках контакта для поддержки заготовки. Длина и жесткость детали определяют расположение и количество необходимых люнетов. Общие области применения люнетов включают:
|
|
Решение – система
Когда люди слышат термин «неподвижный люнет», они часто думают только о самом зажимном устройстве. Хотя это, конечно, центральная часть, удерживающая работу, важно учитывать остальные компоненты, которые создают эффективную систему люнета. К ним относятся кронштейны и основания, системы смазки, гидравлические и электрические интерфейсы и многое другое.
На самом деле, при поиске люнета, подходящего для вашего приложения, нужно о многом подумать. Вот несколько важных соображений:
- Атрибуты конструкции: Убедитесь, что используемые материалы и общий дизайн обеспечивают точную, надежную работу и хорошо выдерживают суровые условия производственной среды. Например, кронштейны должны быть достаточно широкими и прочными, чтобы должным образом поддерживать заготовку, но при этом обеспечивать достаточный зазор для инструмента.
- Ручное и автоматическое позиционирование: Ручной люнет требует индивидуальной регулировки каждой точки, которая соприкасается с заготовкой. Этот процесс является трудоемким и требует от оператора точных настроек. Неправильная центровка или регулировка точек контакта может привести к повреждению заготовки, люнета или даже станка. Автоматические люнеты являются самоцентрирующимися и используют гидравлику или пневматику для зажима и разжима деталей.
 Эти системы имеют встроенные цилиндры, которые могут приводиться в действие M-кодами управления машиной (предпочтительнее для большей производительности) или переключателями с ручным управлением.
Эти системы имеют встроенные цилиндры, которые могут приводиться в действие M-кодами управления машиной (предпочтительнее для большей производительности) или переключателями с ручным управлением. - Размер e : Необходимо тщательно продумать соответствие люнета грузоподъемности машины и конкретному применению. Люнеты должны входить в станок, не мешая дверям, режущим инструментам с поперечными салазками и ограждениям из листового металла. Также важно учитывать любые требования к размерам, которые могут измениться в будущем. Ваш поставщик люнетов должен предлагать широкий диапазон размеров и стилей, а также быть в состоянии предоставить нестандартные конструкции и конфигурации, такие как узкие рычаги и боковые цилиндры, которые обеспечивают дополнительный зазор в станке.
- Смазка: Автоматическая или вы должны смазывать узел вручную? Система, которую необходимо смазывать вручную, увеличивает риск преждевременного износа.
 Автоматическая система смазки является лучшим долгосрочным решением. Однако не все такие системы созданы равными. Убедитесь, что система смазки полностью программируема, спроектирована и изготовлена для эффективной работы в заводских условиях и способна обеспечить надлежащий тип смазки для всех рабочих частей, включая подшипники качения, через рекомендуемые интервалы времени.
Автоматическая система смазки является лучшим долгосрочным решением. Однако не все такие системы созданы равными. Убедитесь, что система смазки полностью программируема, спроектирована и изготовлена для эффективной работы в заводских условиях и способна обеспечить надлежащий тип смазки для всех рабочих частей, включая подшипники качения, через рекомендуемые интервалы времени. - Защита A Загрязнение: Суровые условия при токарных и фрезерных операциях могут повредить движущиеся части люнета. Ищите герметичную конструкцию, защищенную от проникновения вредных загрязняющих веществ. Некоторые люнеты обеспечивают дополнительную защиту благодаря встроенному впускному отверстию, позволяющему давлению воздуха очищать устройство от загрязнений. Загрязнение также может быть проблемой для гидравлических и пневматических линий. Они должны находиться в гибких, прочных каналах, называемых шланговыми направляющими, чтобы свести к минимуму повреждения от стружки и другого мусора, и должны быть ненавязчиво интегрированы с люнетом.

- A p plications Экспертиза: Не существует установленных правил для определения того, нужен ли вам устойчивый люнет или сколько пауз достаточно для приложения. Вот почему важно работать с поставщиком люнетов, который имеет большой и глубокий опыт. Определение размера, размещения и количества люнетов, требуемых приложением, имеет решающее значение. Ключевыми факторами, которые следует учитывать при определении люнетов, являются длина детали, вес, диаметр, состав материала и тип выполняемых операций обработки.
- Полностью интегрированные системы: Поскольку каждое приложение уникально, важно легко интегрировать все компоненты системы люнета. Это начинается с тщательного анализа вашего приложения, который определяет наилучший способ монтажа и настройки системы для работы с вашим станком и производства. Затем программное обеспечение для трехмерного моделирования позволяет разработчику создать систему, которая успешно сочетает в себе все компоненты.
 включая люнет, основание автоматического зажима, кронштейны, трубки, клапаны, шланговые направляющие в сборе, электрические соединения с системой управления вашей машиной и даже, при необходимости, направляющие крышки.
включая люнет, основание автоматического зажима, кронштейны, трубки, клапаны, шланговые направляющие в сборе, электрические соединения с системой управления вашей машиной и даже, при необходимости, направляющие крышки. - Монтаж На вашем станке: Для оптимальной работы система люнета должна быть надлежащим образом интегрирована в процесс обработки. Определение того, как установить систему люнета, зависит от конкретного применения и характера самого станка. Важно не только установить люнет для максимальной эффективности обработки, но также важно учитывать загрузку и разгрузку деталей, как отдых повлияет на рабочий диапазон станка, и если вам нужны специальные крышки направляющих или другие модификации. Вот некоторые из наиболее распространенных мест установки станков:
- Направляющие задней бабки (традиционные коробчатые направляющие или новые линейные направляющие)
- Поперечный суппорт
- Нижняя револьверная головка 4-осевого станка (фиксированная или с поворотным соединением, позволяющим использовать оставшиеся позиции инструмента)
- Особые указания для станков с линейными направляющими: Новые станки с линейными направляющими создают множество проблем при установке и эксплуатации люнетов.
 Кронштейны и основания люнета должны быть установлены на опорных блоках, которые подходят к существующим линейным направляющим станка, и должен быть разработан метод крепления кронштейнов и оснований к линейным направляющим после их перемещения на место. Эта операция может быть ручной или автоматической. При ручной установке оператор перемещает люнет в нужное место на направляющих станины, а затем с помощью рычага вручную прижимает основание к направляющей. Полностью автоматическая система не требует вмешательства оператора, так как система управления машиной использует М-коды для определения положения люнета и автоматического прижима основания к рельсу. При установке люнета на станок с линейным ходом может потребоваться модификация ограждений оригинального оборудования, и часто необходимо создать телескопические кожухи для защиты линейных рельсов и шарико-винтовой пары станка.
Кронштейны и основания люнета должны быть установлены на опорных блоках, которые подходят к существующим линейным направляющим станка, и должен быть разработан метод крепления кронштейнов и оснований к линейным направляющим после их перемещения на место. Эта операция может быть ручной или автоматической. При ручной установке оператор перемещает люнет в нужное место на направляющих станины, а затем с помощью рычага вручную прижимает основание к направляющей. Полностью автоматическая система не требует вмешательства оператора, так как система управления машиной использует М-коды для определения положения люнета и автоматического прижима основания к рельсу. При установке люнета на станок с линейным ходом может потребоваться модификация ограждений оригинального оборудования, и часто необходимо создать телескопические кожухи для защиты линейных рельсов и шарико-винтовой пары станка. - Безопасность: Для благополучия рабочих и станка при проектировании люнета необходимо учитывать важные аспекты безопасности.

Всего комментариев: 0