Нарезка резьбы на токарном станке: Нарезание резьбы на токарном станке резцом, плашкой, метчиком
Содержание
Нарезание резьбы на токарном станке резцом, плашкой, метчиком
Резьбовые соединения активно применяются практически во всех отраслях человеческой деятельности, начиная от сельского хозяйства, заканчивая космической промышленностью. Для нарезания резьбы в небольших объемах используется токарный станок в паре со специальным инструментом: резцами, плашками, метчиками и резьбонарезными головками. Способ подбирается в зависимости от необходимой прочности, размеров, профиля и расположения винтовой поверхности.
Оглавление:
- Профили резьбы
- Виды резцов
- Использование метчиков и плашек
- Резьбонарезные головки
- Способы контроля ровности резьбы
Особенности нарезания резьбы
При выполнении работы на токарном стенке с установленным резцом, вершина инструмента прочерчивает винтовое углубление, перемещаясь вдоль оси вращения заготовки. Эта канавка и называется резьбой. Характеризуется она следующими параметрами:
- Шаг – расстояние между соседними витками.
 Измеряется по оси обрабатываемой детали.
Измеряется по оси обрабатываемой детали. - Угол увеличения винтовой линии – показатель наклона линии относительно перпендикулярной к оси вращения заготовки плоскости. Определяется частотой вращения детали и скоростью движения режущего инструмента вдоль ее оси.
- Ход (для многозаходной резьбы) – расстояние между сформированными одной ниткой ближайшими витками.
 Измеряется по оси обрабатываемой детали.
Измеряется по оси обрабатываемой детали.Различают 5 профилей резьбы, которые влияют на характеристики резьбового соединения:
- круглые;
- упорные;
- прямоугольные;
- трапецеидальные;
- треугольные.
Сама же поверхность детали может иметь коническую или цилиндрическую форму. Винтовая линия, прорезаемая инструментом на станке, формируется за один или несколько заходов. Для резьбы с двумя и более нитками, последние расположены друг относительно друга эквидистантно. Чтобы посчитать их количество, достаточно взглянуть на начало поверхности резьбы.
Применение резцов
При нарезании резьбы резцом, используются следующие типы этого инструмента:
1. Круглые. Устанавливаются в отверстие торца держателя. Относятся к фасонному типу резцов. Используются для внутренней и внешней обработки заготовок.
Круглые. Устанавливаются в отверстие торца держателя. Относятся к фасонному типу резцов. Используются для внутренней и внешней обработки заготовок.
2. Стержневые. Головки выполняются различной формы и сечения, расположены на стержне. Для повышения ресурса инструмента, некоторые модели на рабочих гранях имеют напайки из твердых сплавов.
3. Призматические. Установка на токарный станок выполняется посредством держателя “ласточкин хвост”. Подвергаются большему количеству заточек, чем круглые варианты, подходят для обработки деталей исключительно с внешней стороны.
Наружную резьбовую поверхность можно нарезать на станке и прямыми, и отогнутыми разновидностями инструмента, смонтированными в оправку, а внутреннюю – изогнутыми и прямыми. При изготовлении резцов используется быстрорежущая сталь. Подробные характеристики стандартизированы, а вместе со схемами и чертежами указаны в ГОСТ 18876-73.
Профиль резьбы соответствует конфигурации вершины резца, которая, в свою очередь, может быть скругленной формы, либо же иметь фаску.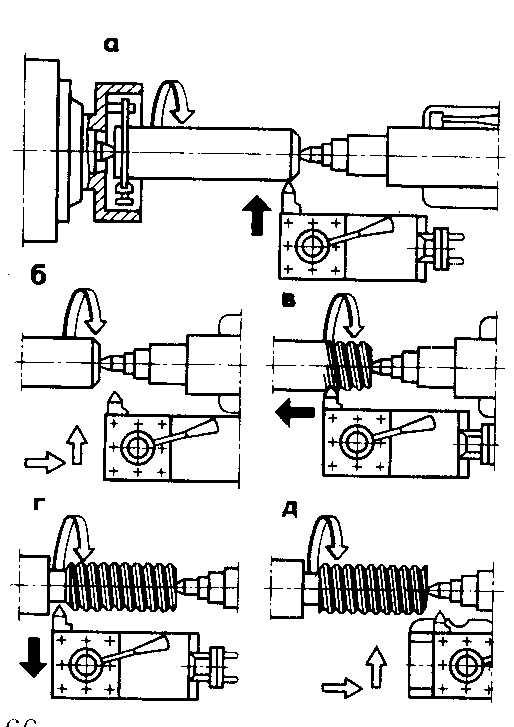 В зависимости от материала заготовки подбирается передний угол инструмента (0-25 градусов). Так, для твердых и хрупких деталей этот параметр меньше, чем для изготовленных из вязких и цветных металлов. Существуют подробные схемы выбора угла резания под большинство материалов. Прежде чем нарезать внутреннюю резьбу на станке, необходимо выполнить сверление отверстия или его дополнительную расточку.
В зависимости от материала заготовки подбирается передний угол инструмента (0-25 градусов). Так, для твердых и хрупких деталей этот параметр меньше, чем для изготовленных из вязких и цветных металлов. Существуют подробные схемы выбора угла резания под большинство материалов. Прежде чем нарезать внутреннюю резьбу на станке, необходимо выполнить сверление отверстия или его дополнительную расточку.
Задние боковые углы резцов выставляются одинаковыми с правой и левой сторон, а подбираются таким образом, чтобы отсутствовало трение между поверхностью инструмента о сформированную им канавку. Когда угол подъема резьбы не превышает 4°, показатель выставляется в районе 3–5°. В ином случае угол устанавливается в пределах 6 – 8 градусов.
При нарезании резьбы на конической и цилиндрической заготовке из стали используются резцы с твердосплавными пластинами Т15К6, Т30К4, Т14К8, Т15К6. В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
Технология использования токарных резцов:
- Резец закрепляется в резцедержателе, а обрабатываемая деталь – в центрах или патроне станка.
- Резец перемещается вдоль оси вращения заготовки, прочерчивая винтообразную линию. Оба движения строго согласуются между собой. Иными словами, за один оборот детали резец сдвигается на расчетный шаг будущей резьбы.
- Суппорт приводится в движения от шпинделя через коробку передач и ходовой винт. При этом передаточное соотношение должно равняться соотношению шага ходового винта к шагу нарезаемой резьбы.
- Подача резца выполняется по одной из схем: параллельно образующей резьбы (контактирует лишь режущая кромка), перпендикулярно оси вращения заготовки (контактирует весь профиль).
- Для формирования на станке резьбы с крупным шагом, заготовка предварительно обрабатывается прорезным резцом. Его угол профиля на 5-10° отличается от угла профиля резьбы.
- Производительность труда при работе с токарными станками невысокая, так как много времени уходит на обратный ход резца и его установку на размер.
- Работа требует повышенного внимания и выполняется исключительно специалистом с высокой квалификацией.
Технология использования метчиков и плашек
Метчик используются в том случае, когда необходимо нарезать внутреннюю, преимущественно метрическую резьбу в отверстиях небольшого диаметра. Представляет собой стальной стержень винтовой формы с канавками для отвода стружки, расположенными в продольном направлении. Инструмент состоит из следующих частей:
- Хвостовик;
- Калибрующая часть;
- Заборная часть.
Для формирования метчиком резьбы высокого качества, используют последовательно 3 типа этого токарного инструмента, которые можно отличить по количеству размещенных на хвостовике рисок:
- Черновой;
- Получистовой;
- Чистовой.
Скорость работы на токарном станке с установленными метчиками может быть довольно высокой. В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
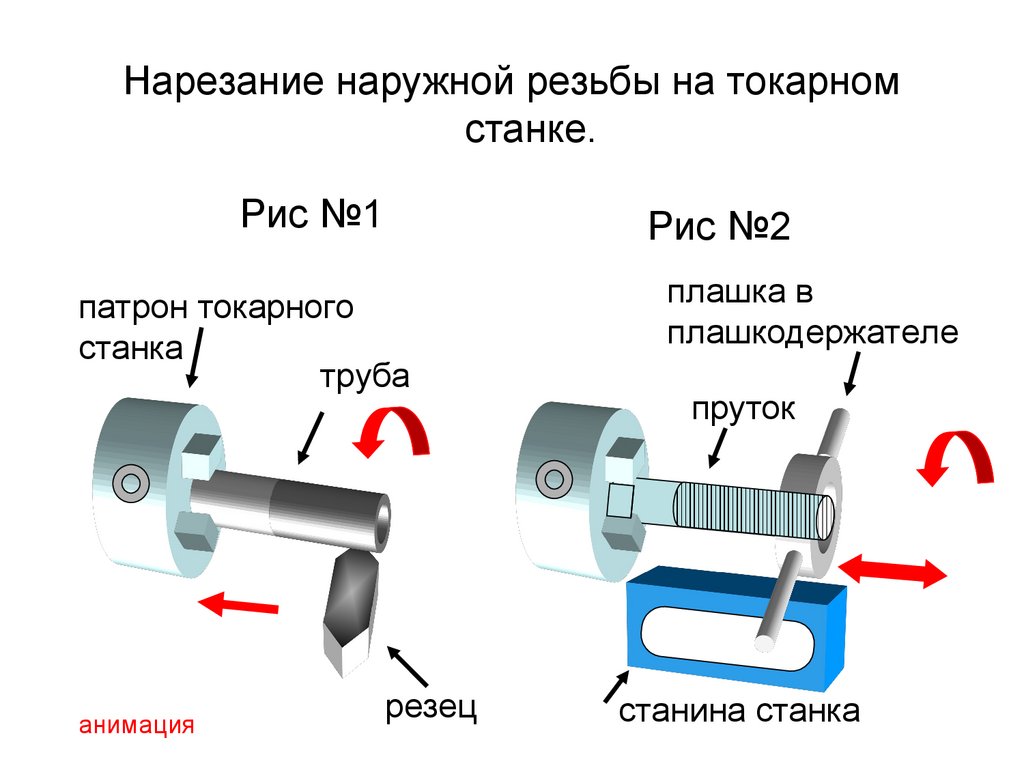
Плашка предназначена для нарезания наружной резьбы. Представляет собой инструмент плоской цилиндрической формы, в центре которого находится отверстие с острыми кромками и каналами для отвода стружки. Выглядит, как подобие гайки. Калибрующая часть плашки расположена по ее середине, а заборный конус – с каждой из сторон. Инструмент на токарном станке закрепляется в плашкодержатель – специальный патрон в пиноли задней бабки. Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
Плашки могут быть разрезные или цельные. Диаметр первых подвергается регулировке в небольших пределах, что позволяет восстанавливать рабочие характеристики инструмента после его износа.
Цельные же варианты используются для формирования резьбы высокой точности. В производстве применяется легированная или углеродистая сталь.
При использовании плашки на станке для токарных работ, поверхность заготовки подвергается предварительной обточке на величину необходимого диаметра резьбы, но с учетом следующих допусков:
- Для резьбы 6-10 мм допуск – 0,1-0,2 мм;
- Для 11-18 допуск 0,12 – 0,24 мм;
- Для 20-30 мм допуск 0,14-0, 28 мм.
Скорость нарезания резьбы плашкой, установленной в токарном станке, регулируется в соответствии с материалом заготовки, напрямую влияет на интенсивность износа инструмента:
- Для стали – 3-4 м в минуту;
- Для чугуна – 2-3 м в минуту;
- Для латуни – 10-15 м в минуту.
Применение резьбонарезных головок
При нарезке резьбы на токарно-винторезном станке к использованию резьбонарезных головок прибегают реже, чем к описанным выше инструментам. В роли их рабочего элемента выступают специальные гребенки нескольких типов:
В роли их рабочего элемента выступают специальные гребенки нескольких типов:
- призматические;
- тангенциальные;
- круглые;
- радиальные.
Первый тип гребенок применяется для нарезания внутренней резьбы, оставшиеся три – для наружной. Особенностью инструмента является автоматическое расхождение рабочих органов при обратном ходе, что предотвращает их контакт с только что сформированными винтовыми нитями.
Резьбонарезные головки на станке применяются преимущественно в том случае, когда требуется высокоточная работа. При нарезании резьбы на длинных винтах и червяках инструмент устанавливается на суппорте станка. Наиболее популярны круглые резчики, так как они просты в обслуживании, имеют повышенную стойкость. Для нарезания внутренней резьбы на станках револьверного типа применяются исключительно призматические гребенки со специальным заходным конусом. Работа выполняется за один проход.
Контроль резьбы
- Для проверки состояния резьбы в процессе ее нарезания на станке применяется резьбовой шаблон – инструмент, состоящий из помещенных в кассету пластин, на которых находятся зазубрины.
 На плоской части шаблона указывается шаг резьбы.
На плоской части шаблона указывается шаг резьбы. - Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра). С ними необходимо обращаться с особой осторожностью. В противном случае возможно образование царапин и забоин на зазубренной поверхности.
- Диаметры нарезанной резьбы, а также ее шаг проверяются резьбовым микрометром – инструментом, оснащенным в шпинделе и пятке посадочными отверстиями, которые выполняют роль креплений для сменных вставок. Микрометр устанавливается в стойку, после чего следует его настройка по образцу-эталону.
- Перед проверкой резьбы детали любым из указанных инструментов, ее необходимо очистить от грязи и стружки, не извлекая из станка.
Нарезание резьбы на токарном станке
Нарезка резьбы метчиками и плашками считается малопрогрессивным процессом, так как осуществляется при низких режимах резания, требует времени на свинчивание инструментов (при этом повреждается обработанная поверхность).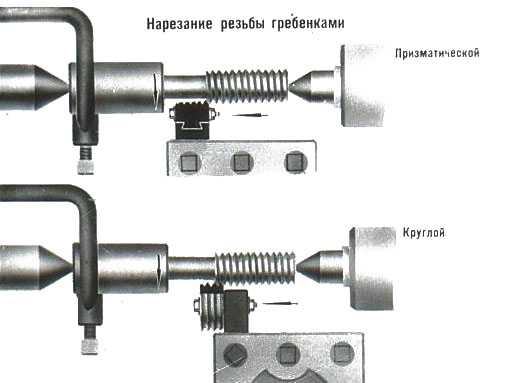
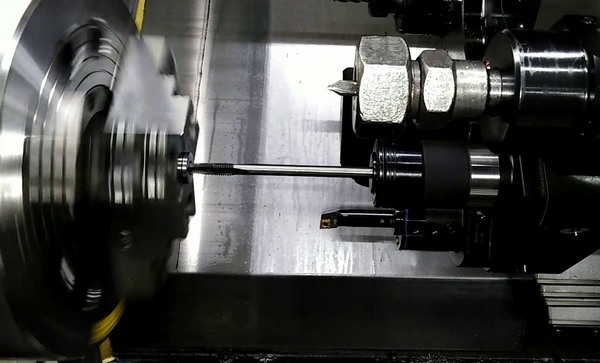
Поэтому нарезание резьбы на токарных станках часто выполняют резьбовыми резцами.
Профиль режущей части резьбового резца должен соответствовать профилю обрабатываемой резьбы. Следовательно, при нарезке метрической резьбы он должен составлять 60°, а при нарезке трубной и дюймовой резьбы — 55°. Передний угол при чистовой нарезке резьбы равен нулю. Бывают резьбовые резцы для нарезки наружной и внутренней резьбы. На рис. 132, а показана нарезка наружной резьбы, а на рис. 132, б — внутренней.
Нарезание резьбы на токарных станках можно выполнять производительнее, применяя вместо обычных резцов резьбовые гребенки. По форме они обычно бывают плоскими (рис. 133, а) и круглыми (рис. 133, б). Гребенка — это фактически несколько резцов, сложенных вместе. Она состоит из режущей и калибровочной частей. Режущая часть имеет два-три зуба, между которыми распределяется весь припуск. Благодаря этому можно уменьшить количество проходов, необходимых для нарезки резьбы, по сравнению с обычными резьбовыми резцами.
Перед работой станок налаживают. Сущность наладки заключается в том, что за один оборот шпинделя суппорт с резцом должен передвинуться в продольном направлении на расстояние, равное шагу обрабатываемой резьбы. Если по паспорту станок не имеет нужной подачи, то следует изменить скорость вращения ходового винта, подбирая при этом соответствующие сменные зубчатые колеса.
После наладки станка и закрепления заготовки и резца начинают нарезать резьбу. Сначала резец устанавливают на небольшую глубину резания и проверяют образовавшуюся винтовую риску на точность шага. После этого по лимбу постепенно увеличивают глубину резания до тех пор, пока не получат полного профиля резьбы. После каждого рабочего прохода резец отводят от заготовки, с использованием механической подачи возвращают его в исходное положение и снова устанавливают на определенную глубину резания.
Различают два способа нарезки. Первый из них применяют для нарезки резьбы с шагом меньше 2 мм и чистовой обработки резьбы больших размеров.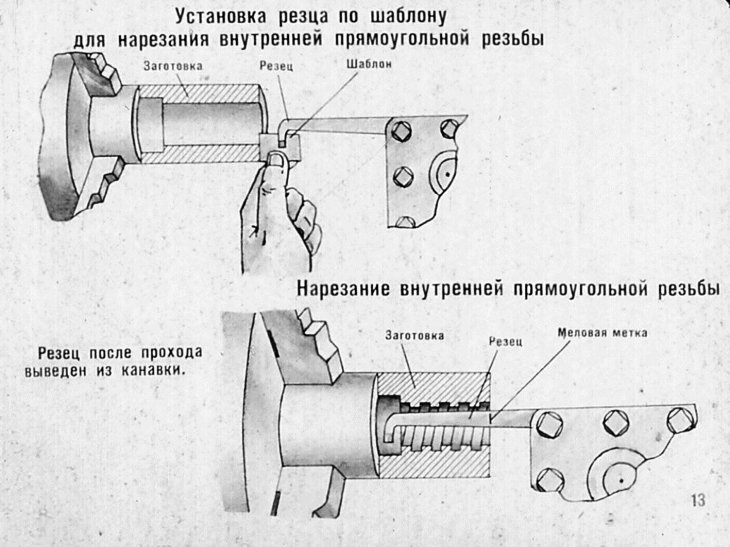 Схема нарезки резьбы по первому способу риведена на рис. 134, а, из которого видно, что резец работает обеими кромками равномерно. При черновой нарезке стружка, образуемая обеими кромками резца, препятствует нормальной работе, и на обработанной поверхности могут быть неровности. По второму способу верхнюю часть суппорта устанавливают под углом α/2 (α — угол профиля резьбы) и подают под этим углом к оси детали (рис. 134, б). При этом способе основную работу выполняет левая режущая кромка резца. Нарезку резьбы заканчивают с использованием первого способа, так как он обеспечивает более высокую точность.
Схема нарезки резьбы по первому способу риведена на рис. 134, а, из которого видно, что резец работает обеими кромками равномерно. При черновой нарезке стружка, образуемая обеими кромками резца, препятствует нормальной работе, и на обработанной поверхности могут быть неровности. По второму способу верхнюю часть суппорта устанавливают под углом α/2 (α — угол профиля резьбы) и подают под этим углом к оси детали (рис. 134, б). При этом способе основную работу выполняет левая режущая кромка резца. Нарезку резьбы заканчивают с использованием первого способа, так как он обеспечивает более высокую точность.
При нарезке резьбы необходимо предусмотреть канавки для выхода резца, глубина которых немного больше глубины резьбы, а ширина равна двум-трем шагам резьбы.
Процедура нарезания резьбы на токарном станке
Прежде чем говорить о том, как нарезать резьбу на токарном станке, очень важно знать, что такое резьба? С точки зрения непрофессионала, резьба представляет собой «ряд гребней и впадин» или «спиральных канавок», образованных вдоль цилиндрической или конической поверхности. Технически он определяется как спиральный гребень с однородным поперечным сечением, огибающий цилиндрическое или коническое тело. Резьбы обычно классифицируются как наружная резьба и внутренняя резьба и иногда называются наружной и внутренней резьбой. Резьба может использоваться в качестве крепежных элементов или датчиков движения или, среди прочего, для преобразования вращательного движения в линейное движение.
Технически он определяется как спиральный гребень с однородным поперечным сечением, огибающий цилиндрическое или коническое тело. Резьбы обычно классифицируются как наружная резьба и внутренняя резьба и иногда называются наружной и внутренней резьбой. Резьба может использоваться в качестве крепежных элементов или датчиков движения или, среди прочего, для преобразования вращательного движения в линейное движение.
Инструмент для внутренней резьбы
После того, как мы познакомились с резьбой, давайте поговорим о токарных станках. Токарный станок — это машина, которая используется для придания формы дереву, металлу и т. д. путем удаления материала. Токарные станки могут выполнять различные операции, такие как точение, накатка, чистовая обработка и т. Д. В токарном станке заготовка вращается вдоль оси вращения, и для выполнения различных операций с заготовкой используются разные станки.
Некоторые основные термины для резьбы:
1. Шаг: Он определяется как расстояние между двумя точками, измеренное от одной точки на резьбе до другой точки в аналогичном положении на непрерывной резьбе, параллельно оси цилиндра.
Шаг: Он определяется как расстояние между двумя точками, измеренное от одной точки на резьбе до другой точки в аналогичном положении на непрерывной резьбе, параллельно оси цилиндра.
2. Шаг: Определяется как расстояние, на которое резьба перемещается в осевом направлении во время полного оборота.
3. Большой диаметр: это максимальный диаметр резьбы, измеренный в противоположном направлении от одной вершины к другой.
4. Внутренний диаметр: это наименьший диаметр резьбы, измеренный в противоположном направлении от одного корня к другому.
5. Количество витков на дюйм: Как следует из названия, это количество витков на дюйм. Его измеряют, помещая шкалу рядом с резьбой и подсчитывая количество шагов.
6. Глубина: расстояние, измеренное между вершиной и корнем в направлении, перпендикулярном оси цилиндра.
Инструмент для внешней резьбы
Процедура нарезания резьбы на токарном станке:
Теперь обсуждается нарезание резьбы на токарном станке. Чтобы нарезать резьбу, сначала рассчитываются шаг, шаг, большой диаметр, меньший диаметр и глубина. Для нарезания резьбы используется однолезвийный токарный инструмент с твердосплавной пластиной. Теперь выполните следующие действия.
Чтобы нарезать резьбу, сначала рассчитываются шаг, шаг, большой диаметр, меньший диаметр и глубина. Для нарезания резьбы используется однолезвийный токарный инструмент с твердосплавной пластиной. Теперь выполните следующие действия.
Сначала заготовка обрабатывается до большого диаметра нарезаемой резьбы с помощью токарного центра.
Теперь заготовка помещена в патрон для нарезания резьбы между центрами. Патрон соединен со шпинделем, который находится в зацеплении с ходовым винтом. Для обеспечения правильного соотношения скоростей шпинделя и ходового винта используется быстросменный редуктор.
Поэтому быстросменный редуктор настраивается в соответствии с требуемым шагом резьбы.
Используйте калибр для резьбы, чтобы выровнять головку с заготовкой под углом.
Теперь переместите резьбовую головку к заготовке, используя комбинированную подачу и поперечную подачу.
Микрометр должен быть установлен на ноль для обеих подач.
Благодаря вращению ходового винта каретка скольжения перемещается на заданное расстояние при каждом рабочем обороте. Это достигается путем установки полугайки затворной рамы в зацепление с ходовым винтом.
Это достигается путем установки полугайки затворной рамы в зацепление с ходовым винтом.
Полугайка или разрезная гайка должны срабатывать точно в заданное время, чтобы обеспечить правильную непрерывную резку. Это может быть достигнуто с помощью диска или циферблата для нарезки нити. Этот циферблат прикреплен к ползунку и приводится в движение червячной передачей, прикрепленной к ходовому винту. Этот шаг известен как отслеживание резьбового инструмента.
Поверхность циферблата разделена на четное количество полных и половинных делений.
Если разрезная гайка не зацеплена, а ходовой винт вращается, то также вращается циферблат с резьбой.
Теперь, если количество обрезаемых нитей четное число, то накидная гайка должна срабатывать при совпадении любой из линий на шкале резьбы с нулевой линией, а при нечетном количестве обрезаемых нитей число, любая из пронумерованных строк должна совпадать с нулевой строкой.
Очистите деталь без использования смазки. Отсоедините полугайку на краю разреза, остановите токарный станок и выйдите из инструмента, используя поперечную подачу. Верните карету в исходную точку.
Верните карету в исходную точку.
Теперь проверьте шаг резьбы с помощью шагомера. Если все верно, переходите к следующему шагу.
Используя смазочно-охлаждающую жидкость, подайте компаунд в первый проход на расстоянии от 0,20 до 0,50 мм. По мере приближения к последнему проходу уменьшите глубину резания до 0,025–0,075 мм.
Этот процесс продолжается или продолжается до тех пор, пока резьба не станет ближе к желаемой глубине или в пределах 0,025 мм от конечной глубины.
Затем выполняется окончательный рез глубиной от 0,025 до 0,075 мм.
Теперь проверьте размеры с помощью резьбового микрометра или с помощью трехпроводной системы.
После этого срежьте фаски на концах резьбы, чтобы не повредить их.
Компания также предоставляет Инструмент для ремонта резьбы . При необходимости обращайтесь к нам
Как нарезать резьбу на токарном станке
васкон2196
Известный член
#1
Искал, искал и не нашел подходящего места, чтобы посмотреть, как на станке нарезают резьбу. Сегодня утром я попытался навернуть резьбу на 3/4″-10 и продолжал накручивать ее. Затем я попробовал навернуть на 1/2″-20, и это тоже не сработало… резьба гайки натянута, но очень рыхлая. Я думаю, что правильно устанавливаю рычаги, запуская поперечный салазок в одном и том же месте, каждый раз подавая смесь от 0,003 до 0,005, и установка очень жесткая.
Соединение было расположено под углом около 30 градусов, как предполагалось. Я запускаю токарный станок на самой низкой скорости.
Я просмотрел несколько видеороликов о многопоточности, но ни один из них не помог. Всегда выглядит проще, когда это делает кто-то другой. :wall:
петерв51
петерв51
#2
Привет, Крис, я буду с интересом следить за твоим ответом, так как это то, что я пытаюсь понять, я уверен, что ты получишь необходимую информацию от участников, поскольку они кажутся хорошими людьми!
альберторк19
Известный член
#3
Попробуйте видео mrpete222 на Youtube, у него есть несколько видео по нарезке винтов, включая резьбу Acme. Вы также можете попробовать небольшую книгу Мартина Клива «Нарезание резьбы на токарном станке»
кункв
Известный член
#4
Привет, Крис,
В книге Саут-Бенда «Как запустить токарный станок» есть хороший раздел о нарезании резьбы. Книга Мартина Клива тоже хороша, но книга Саут-Бенд была бы моей первой остановкой. Атлас опубликовал замечательную книгу о токарных работах, но я не помню названия книги.
Какой токарный станок вы используете и как вы набираете резьбу для каждого прохода, нарезной диск?
Чак
Замковый ствол
Известный член
#5
Привет, Крис,
Если я могу дать вам один совет «Сын мой»,
ВЫ ЭТО ТРУБКА.
Как нарезать резьбу на токарном станке по металлу.
Или любые другие вопросы с инструкциями, которые у вас могут возникнуть.
Это открыло для меня совершенно новый мир в CAD-чертеже, зачем изобретать велосипед, когда кто-то уже научился выполнять эту работу и готов поделиться.
Удачи.
С уважением
Бигли.
квом
Известный член
#6
Предполагая, что ходовой винт имеет 8 tpi, резка 10 tpi означает, что вам нужно вернуть каретку в исходное положение с помощью ходового винта. Вы не можете использовать шкалу резьбы, если число точек на дюйм не кратно 4. Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
Соединение должно быть на 29.5 градусов, а не «около 30 градусов».
Резьба 1/2–20 имеет внутренний диаметр 0,4392, поэтому глубина нарезки составляет (0,5–0,4392)/2 = 0,0304. При 29,5 подача 0,0349. Вы можете взять больший DOC в начале резьбы и уменьшить его по мере продвижения. Вместо того, чтобы полностью полагаться на составной циферблат, я бы использовал гайку, чтобы попробовать посадку.
Вы должны выровнять режущую насадку перпендикулярно заготовке, иначе резьба будет деформирована. Используйте для этого 60-градусный «центральный калибр». Вы можете заказать один из Enco за 6 долларов. Центровочный калибр также полезен при шлифовании инструмента из быстрорежущей стали для проверки угла 60 градусов на конце. Чтобы избежать хлопот, вы можете приобрести твердосплавные вставки для точной нарезки резьбы. Кончик должен быть в середине работы.
Другой способ получить качественную окончательную резьбу — нарезать ее по большей части и использовать плашку для окончательной обработки. Единая точка гарантирует, что плашки будут навинчиваться прямо. Это то, что я люблю делать на малых диаметрах особенно.
васкон2196
Известный член
#7
kuhncw сказал:
Привет, Крис,
. В книге Саут-Бенда «Как запустить токарный станок» есть довольно хорошая часть о нарезке резьбы. Книга Мартина Клива тоже хороша, но книга Саут-Бенд была бы моей первой остановкой.
Атлас опубликовал замечательную книгу о токарных работах, но я не помню названия книги.
Какой токарный станок вы используете и как вы набираете резьбу для каждого прохода, нарезной диск?
Чак
Нажмите, чтобы развернуть…
Привет Чак,
Я использую токарный станок Supermax. Я выношу инструмент, перемещаю каретку обратно в начало, увеличивая состав с 0,002 до 0,005. Я также выбираю тот же номер на вращающемся циферблате. Я уже слышал о книге Саут-Бенд… Постараюсь достать экземпляр.
Спасибо, Чак.
Мосей
Известный член
#8
Есть прекрасное видео покойного Руди Кухоупта о нарезании резьбы на 9-дюймовом токарном станке South Bend, которое мне было легко изучить как новичку.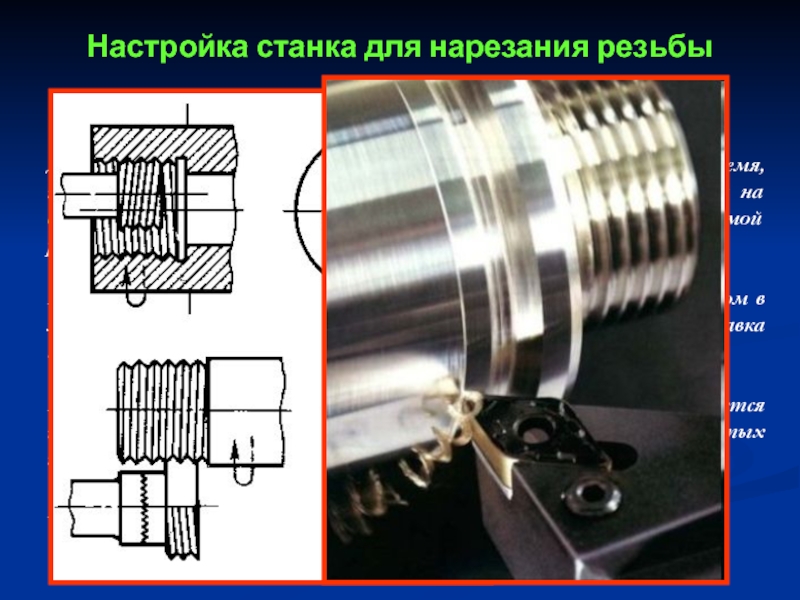 Я полагаю, что оно все еще доступно.
Я полагаю, что оно все еще доступно.
Оловянный сокол
Известный член
#9
Army TC 9-524 глава 7 стр. 49
http://metalwebnews.com/machine-tools/ch7.pdf
Олово
Машином Том
Старший член
#10
Я искал информацию о токарных станках Supermax и нашел множество моделей коммерческого размера. Поэтому я ненавижу предполагать, что у вас есть модель и какой у вас ходовой винт.
Поэтому я ненавижу предполагать, что у вас есть модель и какой у вас ходовой винт.
Старая поговорка: чем лучше вопрос, тем лучше ответ.
Серия supermax имеет возможность нарезания как метрической, так и дюймовой резьбы. Вам необходимо знать, какой у вас ходовой винт: британский или метрический. поэтому возьмите штангенциркуль и измерьте 3 витка резьбы на ходовом винте, это 0,375 дюйма или 0,480. Если 0,375 — это винт с шагом 8 витков на дюйм, если 0,480 — это метрический винт с шагом 4 мм. между, или кружок цифр 1.125, 2..7 и т.д., что также скажет
, если метрическая или имперская. И, наконец, проверьте все рычаги и ручки, чтобы резьба была настроена на имперские обороты, а не на метрические. Также может быть возможно, что набор шестерен в квадранте должен быть изменен для выполнения метрической/британской резьбы. Для этого поможет nmanual.
Давай послушаем, как дела.
Если у вас метрический ходовой винт, то при нарезании резьбы полугайки должны быть постоянно затянуты, чтобы нарезать дюймовую резьбу
Кункв
Известный член
#11
vascon2196 сказал:
Привет Чак,
Я использую токарный станок Supermax. Я выношу инструмент, перемещаю каретку обратно в начало, увеличивая состав с 0,002 до 0,005. Я также выбираю тот же номер на вращающемся циферблате. Я уже слышал о книге Саут-Бенд… Постараюсь достать экземпляр.
Спасибо, Чак.
Нажмите, чтобы развернуть…
Привет, Крис,
Этот Supermax должен отлично сработать. Моя мельница 9X42 — это Supermax.
Мне кажется, у вас правильный подход. Вы нарезаете четные нитки, а в моей книге по токарному станку SB говорится, что для четных нитей нужно вставлять половинчатые гайки в любую линию на циферблате. Это для ходового винта 8 т / д, но я думаю, что ваш циферблат соответствует вашему ходовому винту, если он имеет другой шаг.
Пожалуйста, сообщите нам, в чем причина проблемы.
С уважением,
Чак
васкон2196
Известный член
#12
квом сказал:
Предполагая, что ваш ходовой винт имеет 8 tpi, резка 10 tpi означает, что вам нужно вернуть каретку в исходное положение с помощью ходового винта. Вы не можете использовать шкалу резьбы, если число точек на дюйм не кратно 4. Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
Смесь должна иметь температуру 29,5 градусов, а не «около 30 градусов».
Резьба 1/2–20 имеет внутренний диаметр 0,4392, поэтому глубина нарезки составляет (0,5–0,4392)/2 = 0,0304. В 29.5 подача .0349. Вы можете взять больший DOC в начале резьбы и уменьшить его по мере продвижения. Вместо того, чтобы полностью полагаться на составной циферблат, я бы использовал гайку, чтобы попробовать посадку.
Вы должны выровнять режущую насадку перпендикулярно заготовке, иначе резьба будет деформирована. Используйте для этого 60-градусный «центральный калибр». Вы можете заказать один из Enco за 6 долларов. Центровочный калибр также полезен при шлифовании инструмента из быстрорежущей стали для проверки угла 60 градусов на конце. Чтобы избежать хлопот, вы можете приобрести твердосплавные вставки для точной нарезки резьбы. Кончик должен быть в середине работы.
Другой способ получить качественную окончательную резьбу — нарезать ее по большей части и использовать плашку для окончательной обработки.
Единая точка гарантирует, что плашки будут навинчиваться прямо. Это то, что я люблю делать на малых диаметрах особенно.
Нажмите, чтобы развернуть…

Спасибо… теперь это имеет немного больше смысла. Токарный станок 8tpi. Значит, мне нужно остановить токарный станок, изменить направление ходового винта и заставить инструмент двигаться назад по той же резьбе, которую я только что нарезал?
васкон2196
Известный член
№13
Оловянный Сокол сказал:
Армейский ТК 9-524, глава 7, стр.
49
http://metalwebnews.com/machine-tools/ch7.pdf
ОловоНажмите, чтобы развернуть…
Спасибо Тин.
квом
Известный член
№14
Отведите инструмент с помощью поперечной подачи при реверсивном движении. Диск поперечной подачи должен быть установлен на 0 перед началом заправки нити. Затем, после реверса, можно вернуть его в правильное положение с помощью циферблата.
Техника, которую я использую для циферблата поперечной подачи, следующая:
1) В начале расположите поперечную подачу так, чтобы инструмент располагался достаточно близко к ложе, а рукоятка находилась на расстоянии прибл. 11 часов. Обнулить и заблокировать циферблат.
11 часов. Обнулить и заблокировать циферблат.
2) Используя состав, продвиньте инструмент так, чтобы он едва касался ложи. Обнулите составной циферблат.
3) Обрезая нить, я держу левую руку на рукоятке поперечной подачи, а правую руку на рычаге подачи (при условии, что я использую регулятор нити). В конце резьбы быстрое движение левой руки вниз отсоединяет инструмент от ложи, а я также отключаю подачу. Как только вы привыкнете к этому, вы сможете работать на токарном станке довольно быстро.
4) После перемещения каретки обратно в исходное положение можно легко переместить поперечную подачу обратно в положение 0. Продвиньте соединение, и идите снова.
при нарезании резьбы 10 tpi, метрической или другой подобной резьбы вы не можете отключить ходовой винт, но техника поперечной подачи по-прежнему хороша. Просто остановите шпиндель после этого и включите реверс.
Резьбовая сталь Я всегда использую заднюю передачу для крутящего момента на низкой скорости. Для латуни и алюминия я не заморачиваюсь. При первом проходе я делаю «надрез», который можно измерить резьбовым щупом. Это необходимо для того, чтобы шестерни токарного станка были настроены на правильный TPI. Если нет, то это можно исправить, не портя инвентарь.
Для латуни и алюминия я не заморачиваюсь. При первом проходе я делаю «надрез», который можно измерить резьбовым щупом. Это необходимо для того, чтобы шестерни токарного станка были настроены на правильный TPI. Если нет, то это можно исправить, не портя инвентарь.
Последнее редактирование:
Филджо5
Известный член
№15
Крис,
Я не видел упоминания об этом, и это может быть очевидно, но у меня были непоследовательные потоки из-за одной вещи, которую я не смог сделать. Когда я был в конце резьбы, я останавливал горизонтальную подачу, выдвигал насадку и наматывал каретку в начальную точку. Но я не смог учесть люфт в приводе. Когда вы поворачиваете каретку назад, чтобы начать следующий разрез, обязательно учитывайте любой люфт в приводе, пройдя начальную точку, а затем продвигая каретку к началу разреза.
Когда я был в конце резьбы, я останавливал горизонтальную подачу, выдвигал насадку и наматывал каретку в начальную точку. Но я не смог учесть люфт в приводе. Когда вы поворачиваете каретку назад, чтобы начать следующий разрез, обязательно учитывайте любой люфт в приводе, пройдя начальную точку, а затем продвигая каретку к началу разреза.
Фил
васкон2196
Известный член
№16
Что ж, спасибо всем, я наконец-то вырезал свой первый удачный 1/2″-13 на токарном станке! Почему на этот раз получилось, спросите вы? Понятия не имею.
Я выбрал «1» на циферблате и остановился на ней из-за ходового винта 8 точек на дюйм, верно? Может быть, это было оно?
Я также уменьшил диаметр между максимальным и минимальным большим диаметром. .. Я не делал этого для резьбы 1/2″-20 или 3/4″-10.
.. Я не делал этого для резьбы 1/2″-20 или 3/4″-10.
Теперь мне просто нужно попрактиковаться… еще раз спасибо за ваш ценный вклад!
Джейтрен
Известный член
# 17
Просто подумал, у меня очень мало опыта, но нельзя ли использовать любую позицию на шкале резьбы? Таким образом, до тех пор, пока в каком положении на шкале резьбы вы не начнете свой первый разрез, вы должны оставаться в этом положении для каждого начала отрезания.
Джон
Оловянный сокол
Известный член
# 18
четное количество витков на любой градуировке на циферблате
Нечетное количество потоков задействовано в любом основном разделе
дробная нить одно и то же деление каждый раз
Несколько ходовых винтов каждый раз, когда разрезная гайка входит в зацепление.
вы всегда в безопасности, используя один и тот же каждый раз в главном дивизионе.
Олово
Оловянный сокол
Известный член
# 19
Достойный PDF-файл SB HTRAL
http://www. scribd.com/doc/62662262/South-Bend-How-to-Run-a-Metal-Lathe
scribd.com/doc/62662262/South-Bend-How-to-Run-a-Metal-Lathe
Вот руководство 60 по нарезанию резьбы на токарном станке он был написан для Mach 3 cnc, но многие соображения являются общими для ручной нарезки резьбы.
http://www.machsupport.com/docs/Mach4_Threading.pdf
Олово
кункв
Известный член
#20
квом сказал:
при нарезании резьбы 10 tpi, метрической или другой подобной резьбы вы не можете отсоединить ходовой винт, но техника поперечной подачи все еще хороша.
Всего комментариев: 0