Нарезка резьбы на токарном станке: Нарезание резьбы на токарном станке
Содержание
Нарезание резьбы на токарном станке
Нарезание резьбы является одной из самых медленных операций, выполняемой на токарном станке. Для получения точной резьбы необходимо выдержать жесткие требования по подаче, шагу резьбы, соосности инструмента и отверстия.
Использование высокопроизводительных режимов при нарезании резьбы приводит к повышенной нагрузке на элементы шпиндельного узла.
Некоторые варианты решения этой проблемы, такие как применение специального резьбонарезного патрона, используются в станках нового поколения.
Нарезание резьбы на токарных станках выполняется в единичном и мелкосерийном производстве, для больших партий деталей применяются специализированные резьбонарезные станки и автоматы.
Принцип нарезки резьбы на токарном станке
К вращающейся заготовке, закрепленной в шпинделе, подводится инструмент. Инструмент врезается в заготовку и перемещается вдоль неё с одинаковой скоростью. Вершина инструмента оставляет на заготовке линию в виде спирали, называемую винтовой.
Вершина инструмента оставляет на заготовке линию в виде спирали, называемую винтовой.
У резьбы выделяют такие параметры:
-
Расположение. Резьба может находиться на внутренней и наружной поверхности. -
Направление. Выделяют левые и правые резьбы. Изделие с правой резьбой закручивается по часовой стрелке, это направление более распространено. -
Шаг. Представляет собой расстояние между одинаковыми точками соседних винтовых линий, измеренное вдоль центральной оси заготовки. Регулируется отношением скорости перемещения инструмента к скорости вращения заготовки. -
Наклон винтовой линии. Это понятие связано с шагом. Определяется относительно перпендикулярной плоскости к оси заготовки. Тангенс угла наклона равен шагу, разделенному на произведение π и внешнего диаметра заготовки. -
Тип опорной поверхности. Выделяют цилиндрические и конические резьбы.
-
Профиль. Представляет собой контур резьбы в продольном сечении. В зависимости от профиля резьбы делят на треугольные, прямоугольные и трапециевидные. -
Количество резьбовых линий. По этому параметру резьбы можно разделить на однозаходные и многозаходные. Количество заходов видно на торцах резьбы, в зависимости от этого параметра различается расстояние, которое проходит вкручиваемая или накручиваемая деталь за один оборот.
Нарезание резьбы при помощи резцов
Наиболее широкое применение имеет нарезание резьбы специальным резьбовым резцом. Профиль режущей кромки резца определяет профиль резьбы. Режущая кромка выполняется из твердых и быстрорежущих сплавов.
Предварительная подготовка детали перед нарезанием наружной резьбы заключается в её обточке до диаметра, который меньше диаметра резьбы на 1/40-1/12. Во время нарезания резьбы происходит деформация металла, и наружный диаметр резьбы возрастает. Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Нарезание резьбы при помощи резцов выполняется в несколько проходов. После одного прохода резец перемещается в исходное положение. Нарезание резьбы производится только одной режущей кромкой инструмента, одновременное использование двух кромок приводит к снижению качества поверхности. Количество черновых и чистовых проходов определяется материалом заготовки, резцом, высотой резьбы, требованиями к чистоте поверхности резьбы.
Нарезание резьбы при помощи плашек и метчиков
Плашка предназначается для нарезания наружной резьбы, а метчик — для внутренней. Предварительная обработка поверхностей также выполняется с учетом деформации металла. Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
На токарно-винторезных станках плашка устанавливается в патроне, закрепляемом в пиноли задней бабки. Скорость резания стальных заготовок составляет 3-4 м/мин, чугунных 2-3 м/мин, мягких медных сплавов 10-15 м/мин.
Метчик во многих случаях позволяет выполнить резьбу за один проход. Для твердых материалов применяются комплекты из 2-3 инструментов. Черновой метчик удаляет 75% металла, чистовой выполняет доводку. Скорость резки стали составляет 5-12 м/мин, чугуна — 6-22 м/мин. При нарезке резьбы подается СОЖ.
Нарезание резьбы при помощи резьбонарезных головок
Для получения резьбы на револьверных станках и токарных автоматах используются резьбонарезные головки. Они представляют собой достаточно сложные устройства по сравнению с резцами, метчиком и плашкой.
Головки для нарезания наружной резьбы представляют собой полый цилиндр, в котором находятся гребенки — элементы с режущей поверхностью.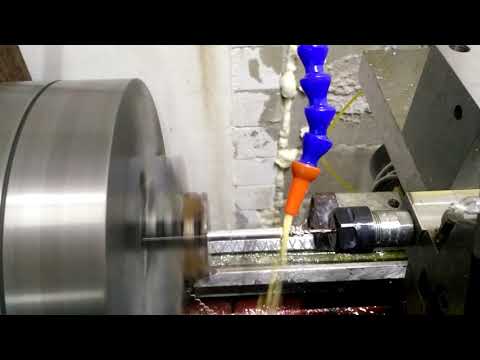 После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
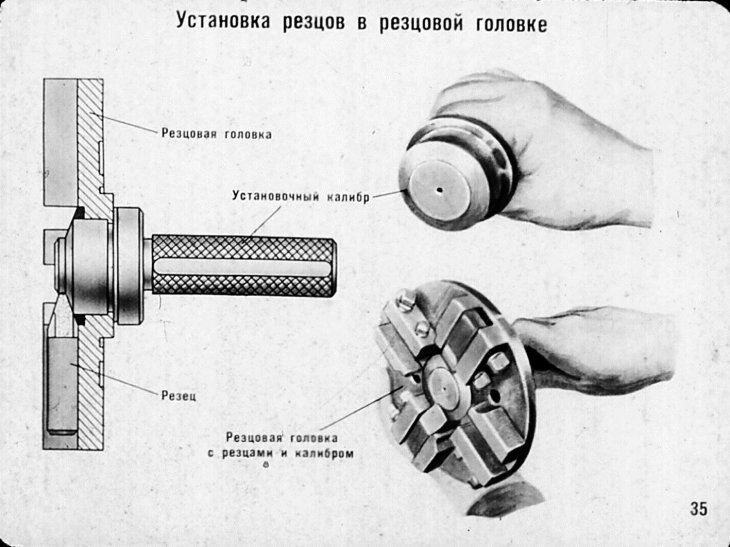
Головки, предназначенные для формирования внутренней резьбы, имеют противоположное строение. Они выполнены в виде вала, в передней части которого находятся гребенки. Их число зависит от диаметра головки. Режущая кромка гребенок обладает заходным конусом, который упрощает начало нарезки резьбы. Настройка гребенок на диаметр производится при помощи резьбового калибра или эталонной детали.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
как это сделать метчиком, плашкой, видео
Для того чтобы нарезать резьбу на токарном станке, могут применяться разные инструменты. Опытные мастера чаще всего делают это при помощи резца.
Опытные мастера чаще всего делают это при помощи резца.
Но также можно применить и рабочие головки специального назначения, метчики, плашки. А также такая операция, проводится используя технологию накатки.
В этой статье мы разберёмся, какие бывают резьбы, как их получить при помощи разных методов, и как проверить их качество.
Содержание:
- 1 Методы получения
- 2 Классификация
- 3 Как нарезать на токарном?
- 3.1 Нарезание внутренней и наружной
- 3.2 Нарезание метчиками и плашками
- 3.3 Использование резьбонарезных головок
- 4 Особенности левой
- 5 Контроль качества
- 6 Интересное видео
Методы получения
Существует два основных метода для получения резьбы. Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
К примеру, для наружной, необходимо воспользоваться разными плашками, резцами, резьбовыми фрезами и гребенками, либо роликами на резьбонакатных автоматах.
При выборе одного или другого метода, нужно учитывать желаемый профиль резьбы, характер материала, необходимый объем и точность.
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
По форме профиля резьбы бывают
- Трапециевидные.
- Прямоугольные.
- Круглые.
- Упорные.
- Треугольные: метрические; дюймовые; трубные.
По направлению заходов
- Левая.
- Правая.
По расположению
- Наружная (как у болта).
- Внутренняя (как у гайки).
Читайте также: токарно-винторезный станок 1К62
По поверхности, на которой выполнена резьба
- Цилиндрическая.
- Коническая.
- По эксплуатационному назначению.
- Крепёжные.
- Крепёжно-уплотнительные.

- Ходовые.
- Специальные.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Особенности левой
Во-первых, нужно переключить режим работы ходового винта, чтобы он начал крутиться влево. Это делается, переключив рычаг, определяющий направление раскручивания. И дальше всё происходит с точностью до наоборот по сравнению с правой резьбой.
Только надо учитывать, что при переключении на реверс, резец не будет отходить на сторону задней бабки, а наоборот, будет двигаться к токарному патрону станка. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок. Читайте также: что такое накатка для токарного станка, для чего она нужна.
Интересное видео
Как нарезать резьбу на токарном станке
васкон2196
Известный член
#1
Искал, искал и не нашел подходящего места, чтобы посмотреть, как нарезают резьбу на токарном станке. Сегодня утром я попытался навернуть резьбу на 3/4 дюйма -10 и продолжал накручивать ее. Затем я попробовал навернуть резьбу на 1/2 дюйма -20, и это тоже не сработало … резьба гайки натянута, но очень рыхлая. Я думаю, что правильно устанавливаю рычаги, запуская поперечный салазок в одном и том же месте, каждый раз подавая смесь от 0,003 до 0,005, и установка очень жесткая.
Соединение было расположено под углом около 30 градусов, как предполагалось. Я запускаю токарный станок на самой низкой скорости.
Я просмотрел несколько видеороликов о многопоточности, но ни один из них не помог. Всегда выглядит проще, когда это делает кто-то другой. :wall:
peterw51
петерв51
#2
Привет, Крис, я буду с интересом следить за твоим ответом, так как это то, что я пытаюсь понять, я уверен, что ты получишь необходимую информацию от участников, поскольку они кажутся хорошими людьми!
альберторк19
Известный член
#3
Попробуйте видео mrpete222 на Youtube, у него есть несколько видео по нарезке винтов, включая резьбу Acme. Вы также можете попробовать небольшую книгу Мартина Клива «Нарезание резьбы на токарном станке»
кункв
Известный член
#4
Привет, Крис,
В книге Саут-Бенда «Как запустить токарный станок» есть хороший раздел о нарезании резьбы. Книга Мартина Клива тоже хороша, но книга Саут-Бенд была бы моей первой остановкой. Атлас опубликовал замечательную книгу о токарных работах, но я не помню названия книги.
Какой токарный станок вы используете и как вы набираете резьбу для каждого прохода, нарезной диск?
Чак
Замковый ствол
Известный член
#5
Привет, Крис,
Если я могу дать вам один совет «Сын мой»,
ТЫ ОБЪЯВЛЯЕШЬ ЕГО.
Как нарезать резьбу на токарном станке по металлу.
Или любые другие вопросы с инструкциями, которые у вас могут возникнуть.
Это открыло для меня совершенно новый мир в CAD-чертеже, зачем изобретать велосипед, когда кто-то уже научился выполнять эту работу и готов поделиться.
Удачи.
С уважением
Бигли.
квом
Известный член
#6
Предполагая, что ходовой винт имеет 8 tpi, резка 10 tpi означает, что вам нужно вернуть каретку в исходное положение с помощью ходового винта. Вы не можете использовать шкалу резьбы, если число точек на дюйм не кратно 4. Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
Соединение должно быть на уровне 29.5 градусов, а не «около 30 градусов».
Резьба 1/2-20 имеет внутренний диаметр 0,4392, поэтому глубина нарезки составляет (0,5-0,4392)/2 = 0,0304. При 29,5 подача 0,0349. Вы можете взять больший DOC в начале резьбы и уменьшить его по мере продвижения. Вместо того, чтобы полностью полагаться на составной циферблат, я бы использовал гайку, чтобы попробовать посадку.
Вы должны выровнять режущую насадку перпендикулярно заготовке, иначе резьба будет деформирована. Используйте для этого 60-градусный «центральный калибр». Вы можете заказать один из Enco за 6 долларов. Центровочный калибр также полезен при шлифовании инструмента из быстрорежущей стали для проверки угла 60 градусов на конце. Чтобы избежать хлопот, вы можете приобрести твердосплавные вставки для точной нарезки резьбы. Кончик должен быть в середине работы.
Другой способ получить качественную окончательную резьбу — нарезать ее по большей части и использовать плашку для окончательной обработки. Единая точка гарантирует, что плашки будут навинчиваться прямо. Это то, что я люблю делать на малых диаметрах особенно.
васкон2196
Известный член
#7
kuhncw сказал:
Привет, Крис,
. В книге Саут-Бенда «Как запустить токарный станок» есть довольно хорошая часть о нарезании резьбы. Книга Мартина Клива тоже хороша, но книга Саут-Бенд была бы моей первой остановкой.
Атлас опубликовал замечательную книгу о токарных работах, но я не помню названия книги.
Какой токарный станок вы используете и как вы набираете резьбу для каждого прохода, нарезной диск?
Чак
Нажмите, чтобы развернуть…
Привет Чак,
Я использую токарный станок Supermax. Я выношу инструмент, перемещаю каретку обратно в начало, увеличивая состав с 0,002 до 0,005. Я также выбираю тот же номер на вращающемся циферблате. Я уже слышал о книге Саут-Бенд… Постараюсь достать экземпляр.
Спасибо, Чак.
Мосей
Известный член
#8
Есть прекрасное видео покойного Руди Кухоупта о нарезании резьбы на 9-дюймовом токарном станке South Bend, которое мне было легко изучить как новичку. Я полагаю, что оно все еще доступно.
Я полагаю, что оно все еще доступно.
Оловянный сокол
Известный член
#9
Army TC 9-524 глава 7 стр. 49
http://metalwebnews.com/machine-tools/ch7.pdf
Олово
Машином Том
Старший член
#10
Я искал информацию о токарных станках Supermax и нашел множество моделей коммерческого размера. Поэтому я ненавижу предполагать, что у вас есть модель и какой у вас ходовой винт.
Поэтому я ненавижу предполагать, что у вас есть модель и какой у вас ходовой винт.
Старая поговорка: чем лучше вопрос, тем лучше ответ.
Серия supermax имеет возможность нарезания резьбы как с метрической, так и с дюймовой резьбой. Вам нужно знать, какой у вас ходовой винт: британский или метрический. поэтому возьмите штангенциркуль и измерьте 3 витка резьбы на ходовом винте, это 0,375 дюйма или 0,480. Если 0,375 — это винт с шагом 8 витков на дюйм, если 0,480 — это метрический винт с шагом 4 мм. между, или кружок цифр 1.125, 2..7 и т.д., что также скажет
, если метрическая или имперская. И, наконец, проверьте все рычаги и ручки, чтобы резьба была настроена на имперские обороты, а не на метрические. Также может быть возможно, что набор шестерен в квадранте должен быть изменен для выполнения метрической/британской резьбы. Для этого поможет nmanual.
Давай послушаем, как дела.
Если у вас метрический ходовой винт, то при нарезании резьбы полугайки должны быть постоянно затянуты, чтобы нарезать дюймовую резьбу
Кункв
Известный член
#11
vascon2196 сказал:
Привет Чак,
Я использую токарный станок Supermax. Я выношу инструмент, перемещаю каретку обратно в начало, увеличивая состав с 0,002 до 0,005. Я также выбираю тот же номер на вращающемся циферблате. Я уже слышал о книге Саут-Бенд… Постараюсь достать экземпляр.
Спасибо, Чак.
Нажмите, чтобы развернуть…
Привет, Крис,
Этот Supermax должен отлично сработать. Моя мельница 9X42 — это Supermax.
Мне кажется, у вас правильный подход. Вы нарезаете четные нитки, а в моей книге по токарному станку SB говорится, что для четных нитей нужно вставлять половинчатые гайки в любую линию на циферблате. Это для ходового винта 8 т / д, но я думаю, что ваш циферблат соответствует вашему ходовому винту, если он имеет другой шаг.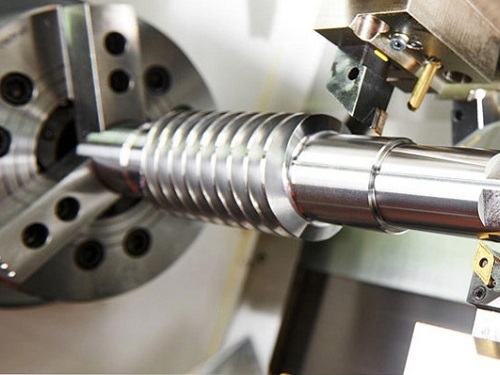
Пожалуйста, сообщите нам, в чем причина проблемы.
С уважением,
Чак
васкон2196
Известный член
#12
квом сказал:
Предполагая, что ваш ходовой винт имеет 8 tpi, резка 10 tpi означает, что вам нужно вернуть каретку в исходное положение с помощью ходового винта. Вы не можете использовать шкалу резьбы, если число точек на дюйм не кратно 4. Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
Смесь должна иметь температуру 29,5 градусов, а не «около 30 градусов».
Резьба 1/2-20 имеет внутренний диаметр 0,4392, поэтому глубина нарезки составляет (0,5-0,4392)/2 = 0,0304. В 29.5 подача .0349. Вы можете взять больший DOC в начале резьбы и уменьшить его по мере продвижения. Вместо того, чтобы полностью полагаться на составной циферблат, я бы использовал гайку, чтобы попробовать посадку.
Вы должны выровнять режущую насадку перпендикулярно заготовке, иначе резьба будет деформирована. Используйте для этого 60-градусный «центральный калибр». Вы можете заказать один из Enco за 6 долларов. Центровочный калибр также полезен при шлифовании инструмента из быстрорежущей стали для проверки угла 60 градусов на конце. Чтобы избежать хлопот, вы можете приобрести твердосплавные вставки для точной нарезки резьбы. Кончик должен быть в середине работы.
Другой способ получить качественную окончательную резьбу — нарезать ее по большей части и использовать плашку для окончательной обработки.
Единая точка гарантирует, что плашки будут навинчиваться прямо. Это то, что я люблю делать на малых диаметрах особенно.
Нажмите, чтобы развернуть…

Спасибо… теперь это имеет немного больше смысла. Токарный станок 8tpi. Значит, мне нужно остановить токарный станок, изменить направление ходового винта и заставить инструмент двигаться назад по той же резьбе, которую я только что нарезал?
васкон2196
Известный член
№13
Оловянный Сокол сказал:
Армейский ТК 9-524, глава 7, стр.
49
http://metalwebnews.com/machine-tools/ch7.pdf
ОловоНажмите, чтобы развернуть…
Спасибо Тин.
квом
Известный член
№14
Отведите инструмент с помощью поперечной подачи при реверсивном движении. Диск поперечной подачи должен быть установлен на 0 перед началом заправки нити. Затем, после реверса, можно вернуть его в правильное положение с помощью циферблата.
Техника, которую я использую для циферблата поперечной подачи, следующая:
1) В начале расположите поперечную подачу так, чтобы инструмент располагался достаточно близко к ложе, а рукоятка находилась примерно на расстоянии ок.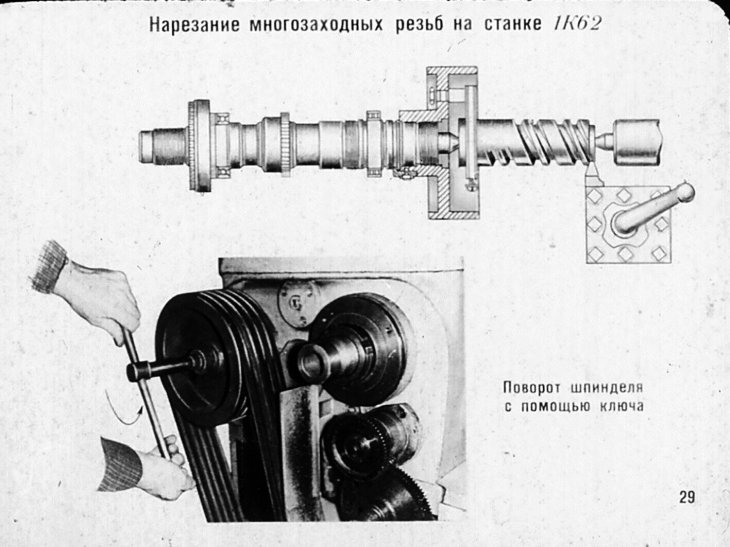 11 часов. Обнулить и заблокировать циферблат.
11 часов. Обнулить и заблокировать циферблат.
2) Используя состав, продвиньте инструмент так, чтобы он едва касался ложи. Обнулите составной циферблат.
3) Обрезая нить, я держу левую руку на рукоятке поперечной подачи, а правую руку на рычаге подачи (при условии, что я использую регулятор нити). В конце резьбы быстрое движение левой руки вниз отсоединяет инструмент от ложи, а я также отключаю подачу. Как только вы привыкнете к этому, вы сможете работать на токарном станке довольно быстро.
4) После перемещения каретки обратно в исходное положение можно легко переместить поперечную подачу обратно в положение 0. Продвиньте соединение, и идите снова.
при нарезании резьбы 10 tpi, метрической или другой подобной резьбы вы не можете отключить ходовой винт, но техника поперечной подачи по-прежнему хороша. Просто остановите шпиндель после этого и включите реверс.
Резьбовая сталь Я всегда использую заднюю передачу для крутящего момента на низкой скорости. Для латуни и алюминия я не заморачиваюсь. При первом проходе я делаю «надрез», который можно измерить резьбовым щупом. Это необходимо для того, чтобы шестерни токарного станка были настроены на правильный TPI. Если нет, то это можно исправить, не портя инвентарь.
Для латуни и алюминия я не заморачиваюсь. При первом проходе я делаю «надрез», который можно измерить резьбовым щупом. Это необходимо для того, чтобы шестерни токарного станка были настроены на правильный TPI. Если нет, то это можно исправить, не портя инвентарь.
Последнее редактирование:
Филджо5
Известный член
№15
Крис,
Я не видел упоминания об этом, и это может быть очевидно, но у меня возникали непоследовательные потоки из-за одной вещи, которую я не смог сделать. Когда я был в конце резьбы, я останавливал горизонтальную подачу, выдвигал насадку и наматывал каретку в начальную точку. Но я не смог учесть люфт в приводе. Когда вы поворачиваете каретку назад, чтобы начать следующий разрез, обязательно учитывайте любой люфт в приводе, пройдя начальную точку, а затем продвигая каретку к началу разреза.
Когда я был в конце резьбы, я останавливал горизонтальную подачу, выдвигал насадку и наматывал каретку в начальную точку. Но я не смог учесть люфт в приводе. Когда вы поворачиваете каретку назад, чтобы начать следующий разрез, обязательно учитывайте любой люфт в приводе, пройдя начальную точку, а затем продвигая каретку к началу разреза.
Фил
васкон2196
Известный член
№16
Что ж, спасибо всем, наконец-то я выточил свой первый удачный 1/2″-13 на токарном станке! Почему на этот раз получилось, спросите вы? Понятия не имею.
Я выбрал «1» на циферблате и остановился на ней из-за ходового винта 8 точек на дюйм, верно? Может быть, это было оно?
Я также уменьшил диаметр между максимальным и минимальным большим диаметром. .. Я не делал этого для резьбы 1/2″-20 или 3/4″-10.
.. Я не делал этого для резьбы 1/2″-20 или 3/4″-10.
Теперь мне просто нужно попрактиковаться… Еще раз спасибо за ваш ценный вклад!
Джейтрен
Известный член
# 17
Просто подумал, у меня очень мало опыта, но нельзя ли использовать любую позицию на шкале резьбы? Таким образом, до тех пор, пока в каком положении на шкале резьбы вы не начнете свой первый разрез, вы должны оставаться в этом положении для каждого начала отрезания.
Джон
Оловянный сокол
Известный член
# 18
четное количество витков на любой градуировке на циферблате
Нечетное количество потоков задействовано в любом основном разделе 90 124
дробная нить одно и то же деление каждый раз
Несколько ходовых винтов каждый раз, когда разрезная гайка входит в зацепление.
вы всегда в безопасности, используя один и тот же каждый раз в главном дивизионе.
Олово
Оловянный сокол
Известный член
# 19
Приличный PDF-файл SB HTRAL
http://www. scribd.com/doc/62662262/South-Bend-How-to-Run-a-Metal-Lathe
scribd.com/doc/62662262/South-Bend-How-to-Run-a-Metal-Lathe
Вот руководство 60 по нарезанию резьбы на токарном станке он был написан для Mach 3 cnc, но многие соображения являются общими для ручной нарезки резьбы.
http://www.machsupport.com/docs/Mach4_Threading.pdf
Олово
кункв
Известный член
#20
квом сказал:
при нарезании резьбы 10 tpi, метрической или другой подобной резьбы вы не можете отсоединить ходовой винт, но техника поперечной подачи все еще хороша.
Просто остановите шпиндель после этого и включите реверс.
.
Нажмите, чтобы развернуть…
Привет КВОМ,
Я не понимаю комментарий о том, что ходовой винт не может быть отключен при нарезании резьбы 10 т/д. Я предполагаю, что вы говорите не открывать полугайки, когда вы говорите «отсоединить ходовой винт»
Мой 13-дюймовый Шелдон с ходовым винтом 8TPI прекрасно наберет резьбу 10 TPI, когда я открою полугайки, проверну фартук назад, и закройте полугайки на любой из меток на моем циферблате резьбы.
Возможно, я неправильно понял то, что вы сказали.
С уважением,
Чак
Токарный станок 9×20 с одноточечной резьбой
Токарный станок 9×20 с одноточечной резьбой
Токарный станок 9×20 Одноточечное нарезание резьбы
Последнее обновление:
Четверг, 24 ноября 2022 г., 14:22:05
Горный часовой пояс США
ДОМ
3-проводной метод,
60
град
Центр
Датчик ,
Справочник по нарезанию резьбы,
Выдвижной держатель для инструментов,
Токарные шестерни,
Передаточное число,
Индикатор резьбы,
Резьбовой микрометр,
Датчики резьбы,
Нарезание резьбы с ЧПУ
Потоки:
детали и основные формы резьбы,
чтение обозначений резьбы,
3-проводной метод измерения диаметров шага.
Также см. раздел «Ручное постукивание».
Таблицы
Метрические и дюймовые эквиваленты
Дюйм
в миллиметры переводная таблица
Таблица преобразования миллиметров в дюймы
Десятичный
Эквиваленты 8, 16, 32,
64-е
Десятичный
Эквиваленты сверл размером с букву
Десятичный
Эквиваленты сверла числового размера
Двойная глубина резьбы
американский
Национальная/унифицированная грубая/тонкая резьба
Размеры и размеры метчиков
американский
Стандартная винтовая резьба Acme
Размеры
Внешняя резьба ISO, средняя посадка
3-проводной метод
Комплект из 3 проводов (схема) и пластиковый провод с цветовой маркировкой
Держатели
(микрометрическая пятка), используемые для измерения
размер резьбы.
Калькулятор машиниста имеет
встроенные функции трехпроводного измерения.
Нажмите на связанные эскизы
#объявление
Нажмите на связанные миниатюры #ad
60 градусов по центру
Манометр
60 градусов
закаленная сталь с матовым хромированием
Старрет № C391
Центр (или «рыбий хвост») Калибр.
Различные шкалы измеряют резьбу на дюйм.
Двойная глубина американского национального
нитки
показаны для винтов разных размеров, но лучше всего нарезать резьбу
с помощью компаунда на
слева 29 градусов.
Эта насадка Starrett удобна для надежной фиксации
центрального калибра к
токарная оправка или
лицевая панель при настройке внутреннего и внешнего
Резьбонарезной инструмент. Слот
содержащий плоскую пружину
держит манометр. V-образная канавка на другой стороне позволяет
поиск вложения
против круглой части.
С использованием
центр
шаблон для установки
угла резания насадки 60 градусов.
При нарезании резьбы по стандарту США установите
соединение
ровно на 29 градусов,
отрегулировать инструмент чеканки
по центру и соответствовать положению
с
60
град центр. Переместите инструмент, чтобы просто коснуться
работа. Перепроверьте настройку. Подача
Подача
инструмент
, перемещая только компаунд.
С помощью соединения,
там меньше
напряжения на
бит инструмента и разрез чище.
НАРЕЗКА РЕЗЬБЫ НОМЕР РЕЗЬБА/ДЮЙМ
ГЛУБИНА@
29 градРЕЗЬБА/ДЮЙМ
ГЛУБИНА@
29 град
2
. 3713
18
. 04124
.1856
20
. 0371
5
. 1485
24
. 03106 . 1237 27
. 0275
7
. 1060
28
. 02658
. 092830
.0247
9
. 0825
32
. 023210
. 074236
. 0206
11
. 0675
40
. 018612
. 062048
. 0155
13
.0570
50
. 014814
. 053064
. 0116
16
. 0464
72
. 0103
Использование
угол приспособление
установить, а затем (четыре болта)
зафиксировать соединение токарного станка под углом 30 градусов.Выдвижной держатель насадок
Выдвижной
держатель бит инструмента.Токарные шестерни
Передаточное число
Передаточные числа для различных скоростей подачи. Видеть
Шестерни реактивной подачи.Другой
Токарные станки 9х20 имеют дополнительный редуктор
размеры
та
взаимозаменяемы с JetБД-920Н.
Передаточные числа различаются в зависимости от машины (например,
Джет против.
Энко).
Я купил дополнительные размеры шестерен (например, 120 т), 127 т), чтобы иметь больше передаточных чисел.Индикатор резьбы
Ручной токарный станок имеет индикатор резьбы, который показывает
оператор когда закрывать
полуорех. Для нарезания резьбы с ЧПУ,
Mach4 использует импульс от шпинделя
Датчик указателя
, чтобы знать, когда начинать
резка. По времени 90 124 индексных импульсов Mach4 рассчитывает подачу на
оборота что соответствует
к шагу резьбы.
Например, за один оборот шпинделя токарного станка
а
Болт 1/4-20 имеет
резьба каждые 0,050″ (1/20).Резьбовой микрометр
Винт
резьбовой микрометр с пятью различными парами пяток
для измерения обоих
унифицированный и
метрический внешний диаметр шага.
От 0 до 1 дюйма
Диапазон измерения со шкалой 0,0001 дюйма.
Гораздо проще метод измерения шага
, чем 3-проводной метод.
ВИНТОВАЯ РЕЗЬБА МИКРОМЕТР
НАКОВАЛЬНИНАКОВАЛЬНЯ #
1
2
3
4
5
ДИАПАЗОН ТПИ
64 — 48
44 — 28
24 — 14
13 — 9
8 — 5
МЕТРИЧЕСКИЙ ДИАПАЗОН
0,4 — 0,5
0,6 — 0,9
1 — 1,75
2 — 3
3,5 — 5
Пары наковальни
четко обозначены
для диапазона высоты тона.


Всего комментариев: 0