Оси токарного станка: Функции дополнительной оси Y в токарных станках с ЧПУ
Содержание
Функции дополнительной оси Y в токарных станках с ЧПУ
В связи с усложнением конфигурации заготовок, обрабатываемых на токарных станках, возникает необходимость проведения дополнительных операций типа фрезерования, сверления внеосевых элементов, уступов, лысок, выемок, окон перпендикулярным в направлении оси Z станка . Зачастую их необходимо производить на за несколько установов и на разных станках.
Полная обработка детали на одном станке экономит время, деньги и энергозатраты, поэтому внедрение дополнительной оси Y стало одним из важнейших решений в области станкостроения.
Принцип работы оси Y
Ось Y – это дополнительная ось на токарном станке, предназначенная для проведения обработки сложных заготовок. Благодаря ее наличию перечень возможностей станка значительно расширяется, так как становится возможна работа вне перпендикуляра к оси вращения или вне оси вращения заготовки. Проще говоря, у оборудования появилась возможность работать не только с деталями, являющимися телами вращения.
Инструменты перемещаются по оси Y в направлении, перпендикулярном оси шпинделя — Z, за счет движения шариковых винтов осей X и Y. Движение по дополнительной оси достигается в результате одновременного перемещения револьвера по оси X и оси Y с направляющими скольжения.
У некоторых производителей ось Y реализована не как виртуальная, а как самодостаточная ось, со своими направляющими и собственной ШВП — так называемая ось Y ортогонального типа. Такие ось Y исключает наличие мертвых зон в пределах рабочих ходов в плоскости XoY и повышает точность и повторяемость обработки.
Добавление в конструкцию станка оси Y помогло избежать выполнения вторичных операций и ускорить обработку заготовки, а в некоторых случаях – получить на выходе готовую деталь.
Станки с дополнительной осью Y используются при фрезеровании лысок, шпоночных пазов, боковых плоскостей, нарезании зуба и т. д.
Как управлять осью Y?
Управление осью Y не отличается от управления основными осями.
При смене инструмента дополнительная ось автоматически возвращается к осевой линии шпинделя. Перед началом работы необходимо убедиться, что положение револьверной головки выведено в ноль станка.
В перечне преимуществ оси Y имеется упрощение программирования и более эффективный выбор инструмента.
G-команды (основные и подготовительные) и М-команды (вспомогательные) доступны при программировании с осью Y.
При операциях, проводимых при помощи приводного инструмента, коррекция на фрезерный инструмент применяется как по коду G17, по которому происходит выбор XY-координат при совершении вращательных действий, так и по G19 – происходит то же самое, что в G17, только в XZ- и YZ-плоскостях. Обращаем внимание, что выполнение правил коррекции режущего инструмента позволит избежать случайных перемещений в процессе коррекции или при ее отмене.
Величина радиуса используемого инструмента вносится в столбец RADIUS на странице геометрии. Вершина инструмента автоматически принимается за «0».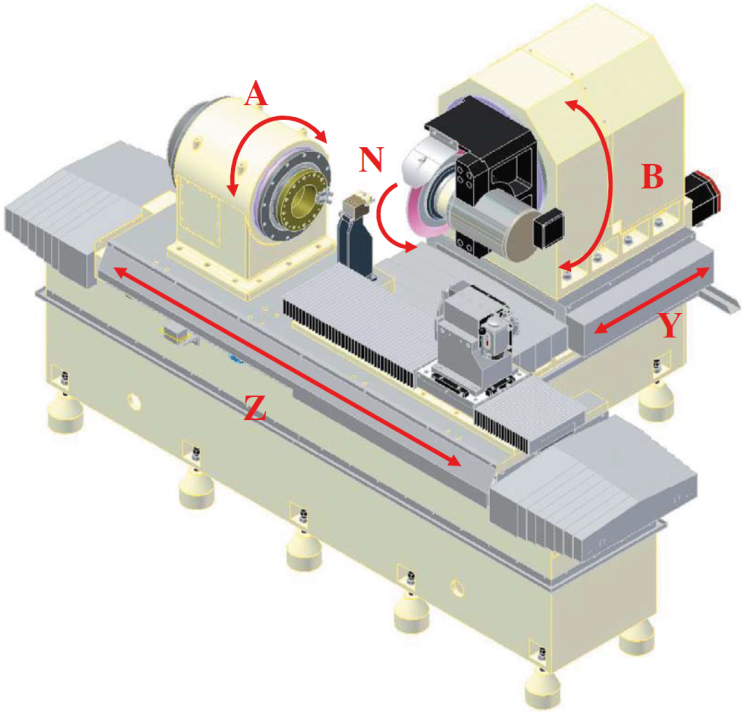
При наличии дополнительной оси Y на токарном станке с ЧПУ можно осуществлять следующие стандартные циклы:
- осевые циклы:
- сверление: G74, G81, G82, G83;
- растачивание: G85, G89;
- нарезание резьбы: G95, G186.
- радиальные циклы:
- сверление: G75 (цикл проточки канавок или пазов), G241, G242, G243;
- растачивание: G245, G246, G247, G248;
- нарезание резьбы: G195, G196.
Горизонтальные станки с ЧПУ с осью Y от ПРОМОЙЛ
ГК ПРОМОЙЛ предлагает широкий ассортимент моделей горизонтальных станков с ЧПУ с осью Y. У нас вы найдете надежные, точные обрабатывающие центры с проработанной эргономикой от ведущих производителей Тайваня и Китая, обладающие широким функционалом, по выгодной цене.
Если у вас есть вопросы по параметрам оборудования, специалисты компании проконсультируют вас по каждой модели, помогут подобрать и купить токарный обрабатывающий центр конкретно под нужды вашего производства.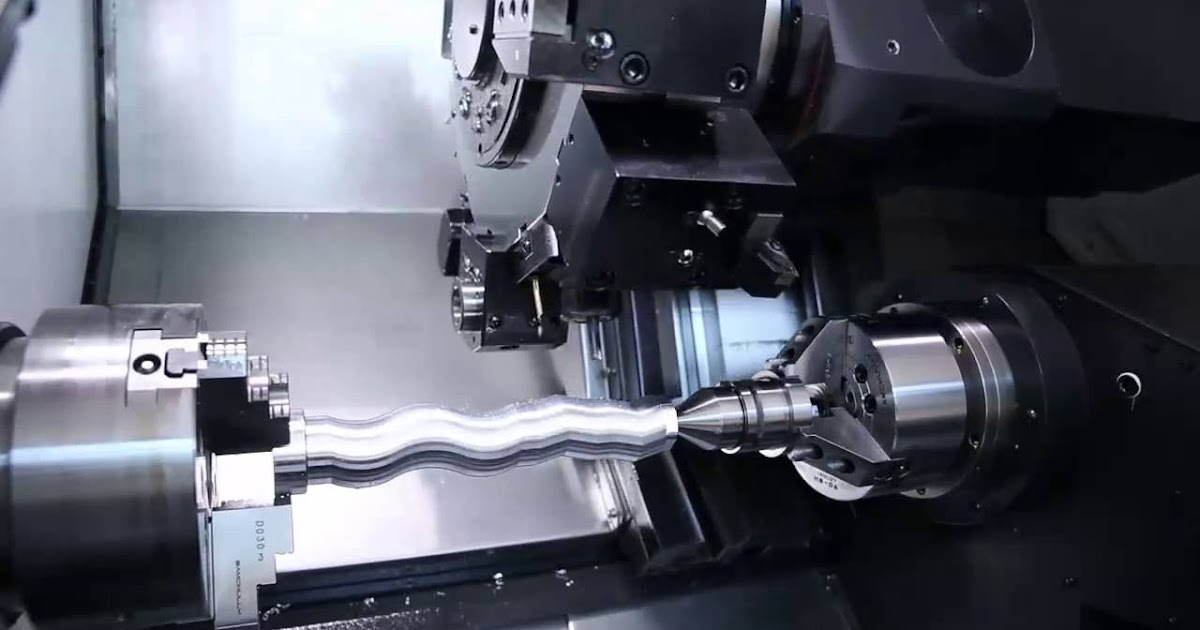
Также мы оказываем услуги доставки, монтажа и настройки приобретенного у нас оборудования.
Оси X У Z станка ЧПУ
Оси станка ЧПУ — описание
2018-02-08
Оси станка с ЧПУ описание
Отделка материала для последующей отделки, на станках с компьютеризованной структурой управления осуществляется по запросам структуры программы, а она, в свою очередь, в числовом эквиваленте производит величину любых передвижений исполнительных органов. Именно поэтому все типы станков с числовым программным регулированием используют целостную и не меняющуюся структуру определения координат.
Характеризуется эта структура стандартами International Standards Organization 841:1974. Данными положениями производят место нахождения оси циркуляции вала станка, заготовки, а также прямолинейные (кольцевые) шаги подачи инструмента.
Определение осей станка с ЧПУ, а также действие шагов в них происходят таким образом, чтобы процесс формирования компьютерных программ, последовательностей обработки основы, не влиял на перемещение/не перемещение инструмента, заготовки. За начальное положение можно принять движение инструмента в отношении структуры определения позиций недвижимой заготовки.
За начальное положение можно принять движение инструмента в отношении структуры определения позиций недвижимой заготовки.
Соответствующая стандартам структура определения местонахождения – это правая прямоугольная структура, непосредственно относящаяся к материалу для обработки, а ее оси оказываются параллельно прямолинейным направляющим станка.
Отсчетная (начальная) точка системы позиции – точка перекрестного движения координатных осей. Координаты точки пересечения по каждой оси всегда равны нулю (Х = 0, У = 0, Z = 0).
Направления прямолинейного характера можно определить системой осей: X, У, Z. Кольцевые передвижения относительно каждой из оси фиксируются при помощи прописных букв (латиница): А, В, С.
Правая прямоугольная структура осей X, У, Z
Во всех типах станков с компьютеризованной структурой управления, ось Z полностью соответствует оси главного направления (вала, который производит вращение инструмента), либо же с валом, вращающим заготовку. Вал, производящий вращение инструмента находится в таких типах станков, как сверлильно – фрезерно – расточные, а вращающий заготовку – в токарных.
Если за основу берется сразу несколько шпинделей, то выбор должен пасть перпендикулярному валу к рабочей поверхности стола, на котором будет закреплен материал для последующей обработки.
Если ось главного шпинделя неповоротная, то ось Z должна быть выбрана из трех имеющихся осей, соответствующих стандарту, которая идет параллельно оси вала, снабжённого устройством для закрепления обрабатываемого изделия. В том случае, когда ось данного вала может варьироваться в различных положениях, которые в свою очередь параллельны иным осям стандартной системы (X, Y, Z), то в данном случае за выбор оси Z должен быть предпочтителен перпендикулярной, к рабочей поверхности стола, на котором будет закреплена заготовка.
Передвижение по оси Z в положительную сторону должно быть составлено с передвижением отвода инструмента от заготовки изделия. В том случае, когда станок приспособлен для сверлильных либо расточительных работ при воздействии лишь 3 -х предпочтительных прямых движений, обработка должна быть совершена только с помощью передвижения оси Z в отрицательную сторону.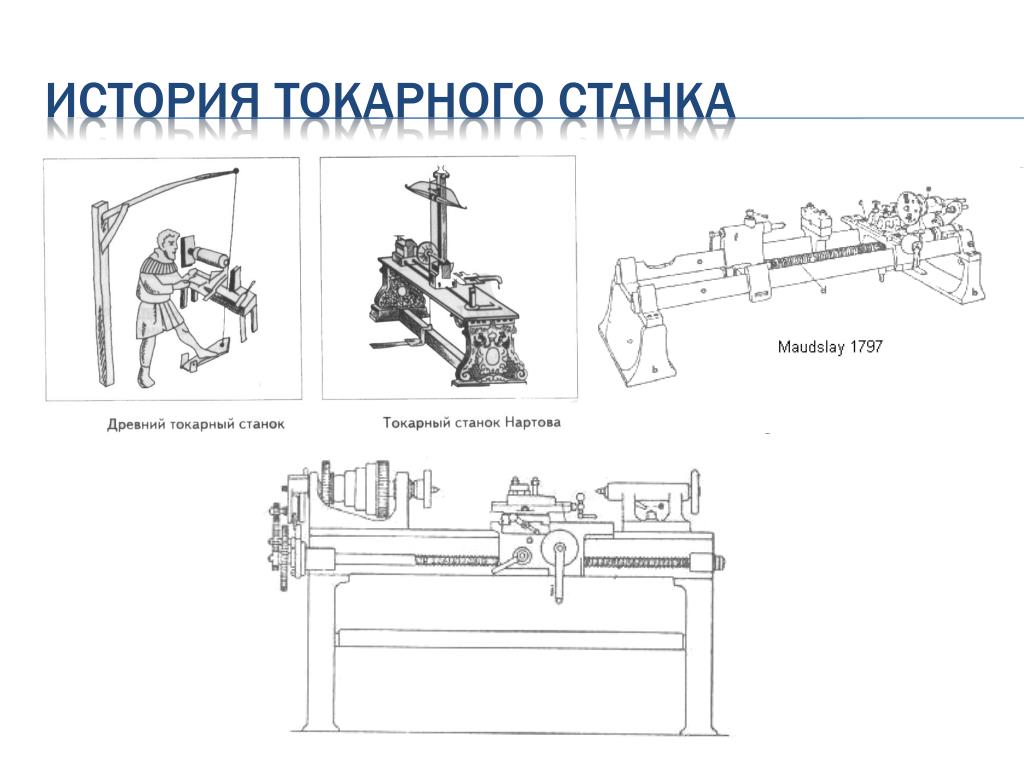
Ось Х располагается только в горизонтальном положении, параллельно плоскости крепежа детали для последующей обработки. На токарных станках с компьютеризованной структурой управления, передвижение по оси Х формируется только по радиусу детали для обработки, а также соответствующе поперечным направляющим. Положительное передвижение по оси Х осуществляется в том случае, когда инструмент, имеющийся на приспособлении для установки и закрепления резцов.
На таких станках, как фрезерных, сверлильных, в горизонтальном положении оси Z, положительное движение по оси Х происходит направо, если наблюдать от главного инструментального вала, снабжённого устройством для закрепления обрабатываемого изделия в сторону самого изделия.
В ненаклонном положении оси Z положительное направление по оси Х происходит направо, в одностоечных станках, если наблюдать от главного инструментального вала, снабжённого устройством для закрепления обрабатываемого изделия в сторону стойки, а для двустоечных – от главного инструментального вала в левую стойку.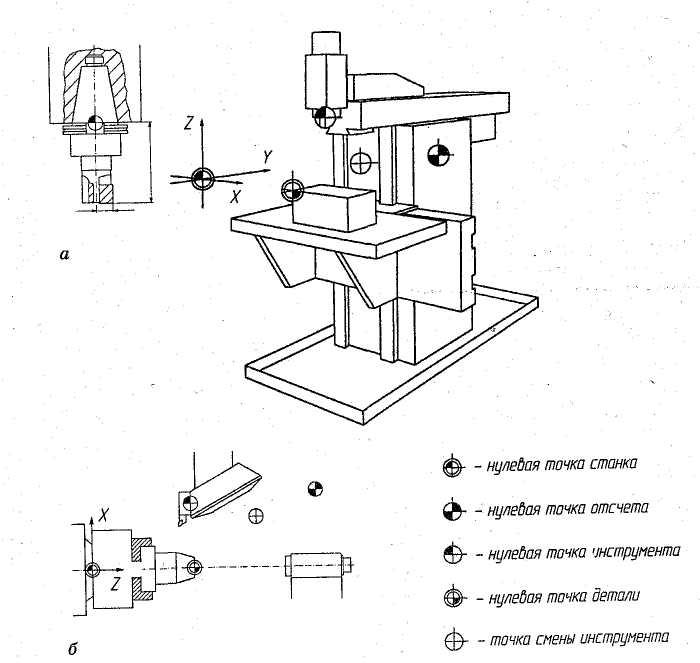
Положительное передвижение по оси У рекомендовано выбирать таким образом, чтобы X, У и Z смогли совместно организовать правую линейную систему координат. Следует применить верный «принцип правой руки»: большой палец – это ось Х, указательный – это ось У, а средний палец отвечает за ось Z. Для правильного определения движения следует мысленно положить правую руку тыловой стороной на обрабатываемую поверхность материала для последующей обработки таким образом, чтобы полусогнутый средний палец руки совпадал с осью Z инструмента. Следовательно, ось Х – это будет большой палец руки, а ось У – указательный.
Характер передвижений Р.О (рабочих органов), несущих инструмент, определяется буквами без штрихов, а несущих материал для последующей обработки – буквы + штрихи.
Положительное передвижение по оси фрезерного станка с ЧПУ, которое определено «буква + штрих», всегда альтернативно передвижению, определяемому такими же значениями, но уже без штрихов.
Вертящиеся передвижения по осям, одновременно проходящим Х, У и Z, имеют определения такими буквами алфавита, как: А, Б, С. Чтобы понять знак кольцевого движения, следует мысленно обхватить правой рукой любую из осей таким образом, чтобы большой палец показал ее положительное течение. Соответственно, иные пальцы должны указать на положительное течение вращения.
Чтобы понять знак кольцевого движения, следует мысленно обхватить правой рукой любую из осей таким образом, чтобы большой палец показал ее положительное течение. Соответственно, иные пальцы должны указать на положительное течение вращения.
В том случае, когда речь идет о дополнительных вторичных движениях к главным прямолинейным течениям осей Х, У, Z , и проходят параллельно им, то данные движения определяются, как С, V, W. При третичных передвижениях – Р, Q, R.
На данном рисунке показана компиляция токарного станка с компьютеризованной структурой управления (а) и промробота б) с направлениями их осей и передвижений.
Первоначальные, повторные и третичные передвижения рабочих органов фиксируются и обозначаются в зависимости от дальности этих органов от основного вала для закрепления изделия (заготовки).
В станках с парой идентичных рабочих органов (в рабочем состоянии), которые управляются двумя свободными двукоординатными устройствами компьютизированного управления, оси координат обозначаются также одинаково — Z и Х.
К таким типам станков можно отнести токарные с одинаково – работающими валами для закрепления изделия и суппортами.
Вторичные круговые передвижения, одновременные (не одновременные) А, В, С, имеют значения в виде буквы D.
Важно! Во время программирования обрабатывания на станках с компьютеризованной структурой управления применяют два способа отсчета координирования: полный и умеренный. Во время применения полного отсчета состояние начала координат остается неизменным, а умеренный тип отсчета используется в 70% случаев для контурных структур станков с компьютеризованной структурой управления.
Точки на фрезерных станках с компьютеризованной структурой управления
Чтобы данные о местоположении точек, заданных в системной программе, верно, соблюдались компьютеризованной системой станка при движениях исполнительных органов, в 90% случаев, потребуется воспользоваться одновременно несколькими системами координат. Каждая из них должна быть со своими нулевыми и первоначальными данными. Одной из основополагающих систем координат можно считать координатную систему станка, координатную систему деталей, координатную систему инструментов.
Одной из основополагающих систем координат можно считать координатную систему станка, координатную систему деталей, координатную систему инструментов.
К основным точкам на станках с компьютеризованной структурой управления можно отнести:
1. Подготовительная точка M. Данного рода точка не меняется, так как определена заранее производителем.
2. Первичная точка (базовая) R. Вспомогательная. Служит для старта функционирования станка, согласно компьютеризованным системам управления. Благодаря данной точке, система ЧПУ может получить необходимые сведения о нахождении инструмента.
3. Ноль инструмента (нулевая точка держателя инструмента) N. Эта точка не меняется, так как определена заранее производителем.
4. Нулевая точка заготовки W. Данная точка может считаться первым управлением системы координирования. Она может меняться в зависимости от количества сторон обрабатывания.
5. Точка замены инструмента T (Система Инструментов Координат). В ней происходит замена одного инструмента на иной.
Сколько осей у ручных токарных станков?
Главная > Блог > Без рубрики > Сколько осей у ручных токарных станков?
Токарные станки имеют почти непревзойденную репутацию среди машинистов. Мощные, универсальные и точные токарные станки подходят как для крупносерийного производства, так и для единичных прототипов.
На токарном станке выполняется несколько важных измерений. Качели относятся к комнате между центром шпинделей и станиной станка и сообщают машинисту максимальный диаметр любой заготовки. Расстояние между центрами – это максимальная длина любой заготовки.
Одним из важнейших показателей, привлекающих большое внимание, является количество осей движения токарного станка. Движение по оси X — из стороны в сторону, по оси Y — сзади вперед, по оси X — вверх-вниз. Это три основные оси, с которыми работает большинство станков.
Токарные станки, однако, несколько необычны. Большинство токарных станков в основном опираются на две оси — ось Y, образованную шпинделем и вращающейся заготовкой, и ось Z — движение режущего инструмента в заготовку и от нее.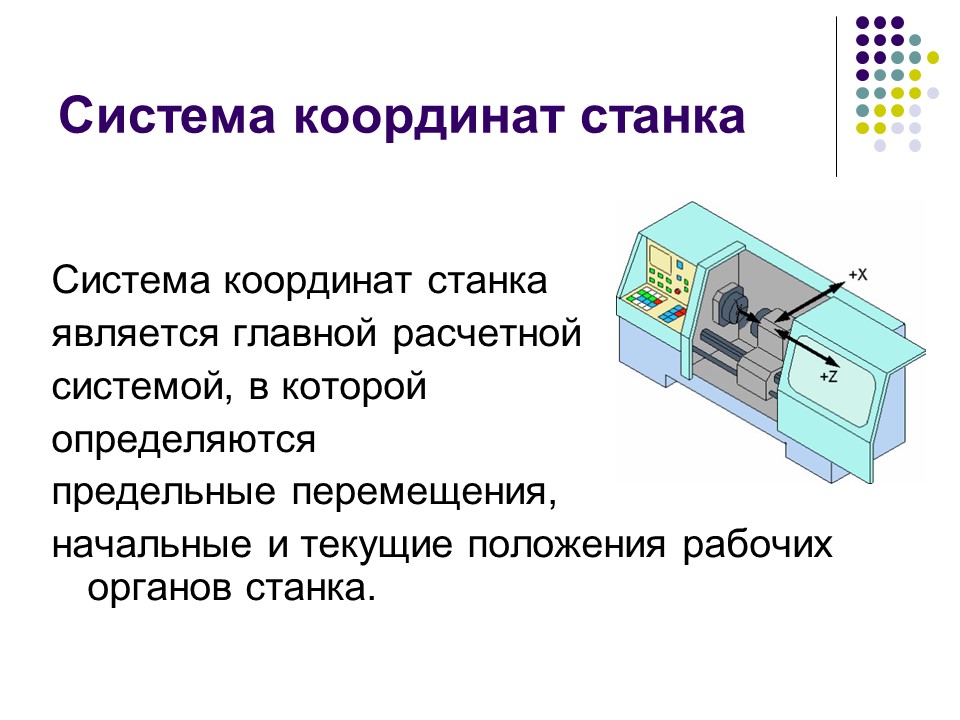
Множество применений ручных токарных станков
Сравнительно ограниченное движение не помешало токарным станкам стать одним из основных станков. Уникальная вращающаяся заготовка, по сути, ввела в разговор еще одну ось — ось B, которая вращается вокруг оси Y. С заготовкой, постоянно вращающейся по оси B, и режущим инструментом, движущимся по осям Y и Z, первые машинисты могли использовать ручной токарный станок для большей части промышленной революции. Колонны, валы и цилиндры можно было производить равномерно и точно с помощью простых ручных токарных станков.
Изучите старые ручные токарные станки, и вы обнаружите, что многие бренды, получившие известность в послевоенную эпоху массового производства, все еще существуют. Американские производители станков обеспечили производство тяжелой техники и серийно выпускаемых деталей для автомобилей, военной техники и строительной техники, которые изменили Америку.
Другими словами, в умелых руках ручной токарный станок мало что может сделать, даже с ограниченным диапазоном движений. Этот принцип применяется и сегодня, хотя современные токарные центры расширили диапазон возможностей токарных станков. Большинство токарных станков полностью способны перемещаться по всем трем осям, что дает операторам больше гибкости, чем когда-либо, для реализации более амбициозных и творческих проектов.
Этот принцип применяется и сегодня, хотя современные токарные центры расширили диапазон возможностей токарных станков. Большинство токарных станков полностью способны перемещаться по всем трем осям, что дает операторам больше гибкости, чем когда-либо, для реализации более амбициозных и творческих проектов.
Современные токарные станки с ЧПУ
Современные токарные станки находятся на другом уровне. Даже базовые токарные станки с ЧПУ будут полностью способны к 3-осевому движению; многие будут четырехосными, а некоторые — самые мощные машины — смогут вращаться по 5 или даже по 6 осям.
Эти станки используют традиционные 3 оси — X, Y и Z — и добавляют оси вращения. Ось A вращается вокруг X, ось B вокруг Y, а ось C вокруг Z. С помощью осей вращения инструменты могут приближаться к заготовке под разными углами. Заготовку не нужно перемещать, что позволяет выполнять более сложные и замысловатые разрезы без ненужных простоев.
Но для большинства работ вам нужны только оси X, Y и Z.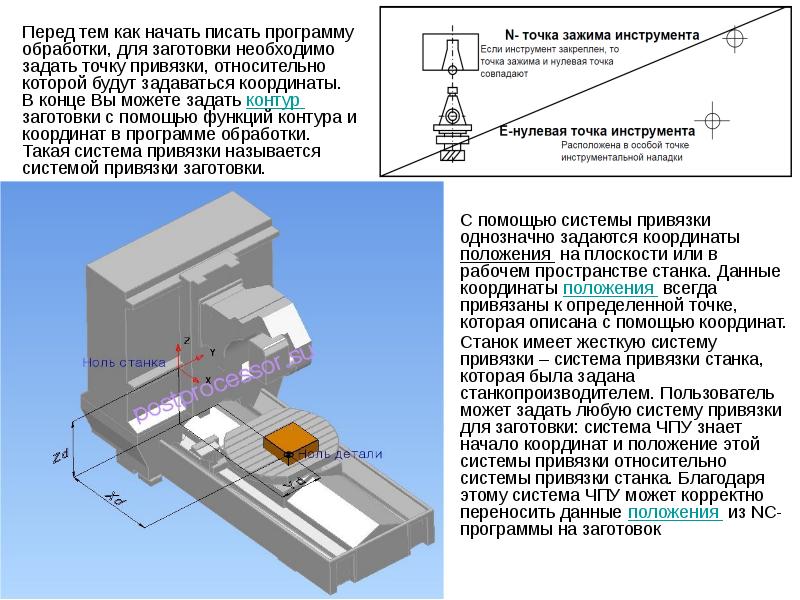
Объяснение оси токарного станка с ЧПУ
: сколько вам нужно?
13 марта 2023 г. / Шейн
/ 4 минуты чтения
- Сколько осей ЧПУ?
- Распознавание вала в токарном станке с ЧПУ
- Определение оси Z:
- Определение оси X:
- Определение оси Y:
- Представление вращательного движения и дополнительной оси:
Для обработки высокоточных деталей, пространственные положения рабочего стола и фрезы на токарном станке с ЧПУ должны быть определены точными значениями координат, а движение в многомерном пространстве должно быть представлено цифровой вычислительной информацией. Эта ось перемещения называется осью ЧПУ.
W11F-12×2000 3-роликовый механический си…
Включите JavaScript
W11F-12×2000 3-роликовый механический симметричный листопрокатный станок
В этом обсуждении мы рассмотрим количество осей в токарном станке с ЧПУ и способы их определения.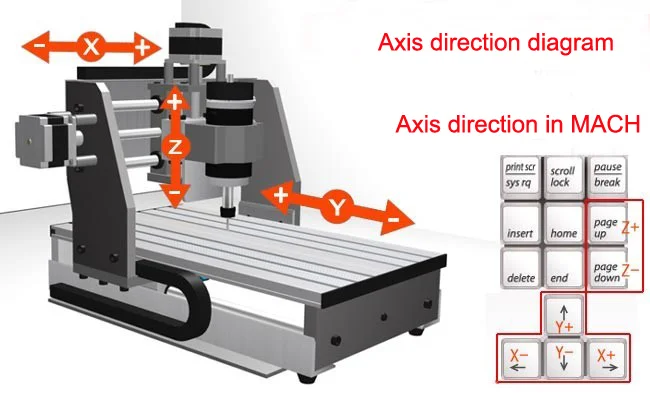 их.
их.
Связанное чтение: Что такое токарный станок?
Токарный станок с ЧПУ или токарный станок с числовым программным управлением — это тип механического оборудования, которым можно управлять с помощью компьютерной программы для выполнения высокоточных операций вокруг различных осей. Количество осей является составной частью токарного станка с ЧПУ, и каждый станок с ЧПУ имеет одну или несколько осей с различными комбинациями для разных типов станков с ЧПУ. Например, четырехосевой фрезерный станок может иметь оси XYZA или XYZB, а резак для пенопласта может иметь ось XYUV. Токарные станки обычно имеют ось XZ. В этой статье основное внимание будет уделено количеству осей токарного станка с ЧПУ и тому, как их идентифицировать.
Какое количество осей ЧПУ?
Количество осей токарного станка с ЧПУ определяет тип работы, которую он может выполнять, уровень детализации, который он может вырезать, и положение, в котором он может манипулировать заготовкой. Обработка с ЧПУ использует технологию САПР для автоматического формирования и резки деталей, а количество осей определяет типы движения, которые может выполнять станок с ЧПУ. Ссылка на оси описывает механическое оборудование, работающее вдоль нескольких осевых точек. Обработка с ЧПУ включает удаление материалов с заготовки до тех пор, пока не будут достигнуты желаемые результаты.
Обработка с ЧПУ использует технологию САПР для автоматического формирования и резки деталей, а количество осей определяет типы движения, которые может выполнять станок с ЧПУ. Ссылка на оси описывает механическое оборудование, работающее вдоль нескольких осевых точек. Обработка с ЧПУ включает удаление материалов с заготовки до тех пор, пока не будут достигнуты желаемые результаты.
Как правило, станок с ЧПУ имеет как минимум три оси, проходящие вдоль плоскости XYZ: ось X представляет вертикальную плоскость, ось Y представляет собой горизонтальную плоскость, а ось Z представляет глубину. Количество осей указывает на работу, которую можно выполнить, степень детализации заготовки, которую можно разрезать, и положение, которое можно контролировать. Обычные фрезерные станки обычно имеют три оси, также известные как обрабатывающие центры. Токарные станки с ЧПУ обычно имеют две оси и шпиндель, на котором закреплены детали для вращения. Однако с развитием технологий стали доступны и токарные станки с дополнительными фрезерными головками.
Распознавание вала в токарном станке с ЧПУ
Количество осей в системе ЧПУ определяется самой системой. Как правило, токарные станки с ЧПУ стандартно поставляются с 2 осями, а фрезерные станки с ЧПУ — с 3 осями. Однако количество осей в системе ЧПУ может варьироваться: некоторые токарные станки могут иметь 6-осевую связь или даже управлять более чем 10 осями. Точное количество осей определяется функцией системы.
Сколько есть станков с ЧПУ?
Определение оси Z:
Ось Z параллельна оси заготовки, что позволяет инструменту перемещаться вдоль края материала, когда деталь вращается вокруг оси Z (C). Движение по оси Z определяет длину задания.
Определение оси X:
Ось X перпендикулярна оси Z, что позволяет инструменту перемещаться вперед и назад вдоль оси X для определения диаметра детали.
Определение оси Y:
Ось C определяется как поворотный стол в центре верстака, который вращается на 360 градусов вокруг оси Z. Передний конец вала представляет собой вращающуюся головку, которая также может вращаться на 360 градусов вокруг оси Z, становясь осью C.
Передний конец вала представляет собой вращающуюся головку, которая также может вращаться на 360 градусов вокруг оси Z, становясь осью C.
Связанное чтение: Основы 4-осевой и 5-осевой обработки с ЧПУ
Представление вращательного движения и дополнительной оси:
1. Вращательное движение:
Вращательное движение вокруг осей X, Y и Z обозначается буквами A, B и C соответственно, а положительное направление определяется по правилу правого винта.
2. Дополнительная ось:
Движение дополнительной оси обозначается U, V, W, P, Q и R.
Вращение дополнительного вала обозначается буквами D, E и F.
Связанное чтение: 5-осевая обработка
На токарном станке с ЧПУ ось Z расположена горизонтально слева от оператора. По соглашению ось Z считается близкой или далекой от главной оси. Некоторые токарные станки с ЧПУ также имеют ось Y, что позволяет регулировать каретку для внеосевого сверления приводным инструментом.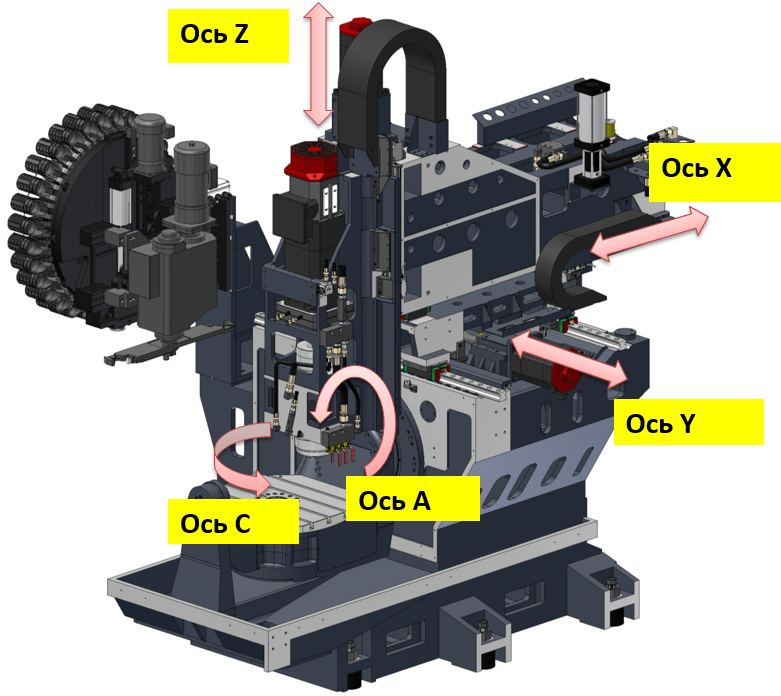
Всего комментариев: 0