Оси токарного станка: направление осей координат токарных станков
Содержание
направление осей координат токарных станков
Чертеж любой детали возможно сделать в осях X, Y и Z. Данная система координат записывает положение любой точки в пространстве. С ее помощью можно сделать деталь на станке, где рабочая часть резца перемещается во всех трех осях.
Устройство трехосевого станка с ЧПУ
Трехосевой фрезерный станок с ЧП У дает больше возможностей в отличие от устройства с фиксированным шпинделем. Он способен автоматически сменять инструмент и не останавливать при этом процесс работы. Каждая ось станка с ЧПУ включает в себя следующие моменты:
- Целевые элементы аппарата. Они должны выполнять три главные задачи:
- двигаться в направлении заданной оси;
- обеспечивать точное перемещение, исключая люфты и вибрации.
В зависимости от формы профиля существует несколько типов направляющих:
- Цилиндрической формы. По шлифованному валу двигаются каретки с целыми втулками и подшипниками. Рельсы закрепляются на несущую конструкцию корпуса.
 Точность аппарата с этими направляющими будет ниже из-за высоких люфтов и небольшого сопротивления повторным нагрузкам.
Точность аппарата с этими направляющими будет ниже из-за высоких люфтов и небольшого сопротивления повторным нагрузкам. - Коробчатой формы. Такие направляющие отличаются размером сечения, но система работы у них одинаковая. После подгонки они прикрепляются к станине устройства. Движение происходит за счет каретки, которая точно подогнана по размеру к рельсе.
- Профильной формы. Такой вид направляющих по своей работе похож на предыдущий вид, но имеет несколько различий:
- Скольжение происходит по профилям.
- Трение осуществляется за счет шариков внутри каретки.
- По боковым сторонам каретки расположены пыльники, что исключает попадание мусора внутрь элементов.
- Винтовой вал. Его задача образовывать круговые движения вдоль оси с небольшим трением и люфтом.
- Шаровый двигатель. Он нужен, чтобы перемещаться по дискретным шагам. В зависимости от вида двигателя число шагов колеблется от ста до четырехсот, а угол одного шага — от 0,9 до 3,6 градусов.

 Точность аппарата с этими направляющими будет ниже из-за высоких люфтов и небольшого сопротивления повторным нагрузкам.
Точность аппарата с этими направляющими будет ниже из-за высоких люфтов и небольшого сопротивления повторным нагрузкам.Справка: у шарового движка прочный стальной корпус, поэтому в случае протекания он не выйдет из строя.
- Сервомотор. Он имеет замкнутую конструкцию, и к нему прикреплено устройство под названием энкодер. Это датчик, сообщающий, сколько шагов сервомотор сделал. Сигнал подтвердит обратную связь с контроллером, благодаря чему значительно увеличится производительность.
Оси координат ЧПУ станка
Работоспособность аппарата с ЧПУ тесно связана с координатной системой. Оси находятся параллельно направляющих устройства, что позволяет в процессе обработки деталей указывать необходимые направления и движение рабочих элементов. Для всех устройств с ЧПУ принята одна система, по которой оси X, Y и Z указывают направление передвижения элементов.
Аппараты с ЧПУ строят детали по направлению снизу вверх. И тут не стоит вопрос о том, в каком именно месте начинается деталь на сборочной пластинке. Но аппарат должен уметь понять положение заготовки в пространстве.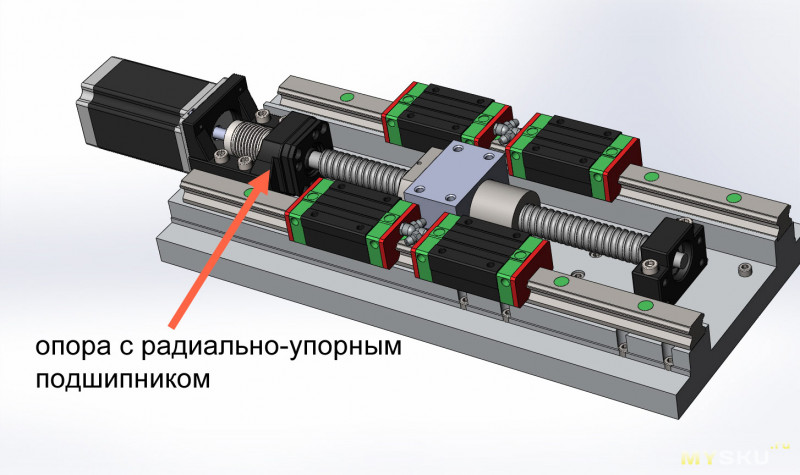 Увы, но просто положить кусок металлической детали в ЧПУ станок и нажать на «Пуск» недостаточно.
Увы, но просто положить кусок металлической детали в ЧПУ станок и нажать на «Пуск» недостаточно.
Все усложняется еще больше, когда нужно обработать несколько инструментов. У каждого из них разная длина, изменяющая расстояние между основной точкой шпинделя и заготовкой.
Система координат — это метод восприятия пространства устройством с ЧПУ. Без нее устройство не узнает:
- где заготовка;
- насколько далеко от нее расположен инструмент;
- какие движения применять для обработки детали.
Как ЧПУ станок применяет координаты?
После того как будет подано питание и прогрузится система управления, запускается инициализация начальных координат положения шпинделя устройства. У любого станка существует начальная точка. Она инициализируется в автоматическом режиме при включении аппарата. Далее все рабочие элементы станка по очереди вращаются по оси до выключателей. Сначала движение осуществляется по оси Z до упора вверх, далее в крайнее положение по оси X, Y. Когда шпиндель достигнет края по одной из осей, сработает конечный датчик и произойдет инициализация начальной точки.
Когда шпиндель достигнет края по одной из осей, сработает конечный датчик и произойдет инициализация начальной точки.
Обтачивание самой заготовки происходит относительно начальной точки, которую настроил оператор в зависимости от ее месторасположения. Чтобы переключиться между системами координат в процессе выполнения системных программ, применяются команды, которые закладываются в постпроцессор во время его предварительной настройки.
Исходная точка
У каждого устройства с ЧПУ своя основная точка под названием Machine Home. Когда устройство в первый раз запускается, то не знает, где находится в пространстве, поэтому его нужно откалибровать.
Когда данный процесс осуществляется, то все три оси аппарата двигаются к максимальному пределу. Когда он будет достигнут, сигнал отправится к контроллеру, который запишет положение для определенной оси. Когда данный процесс произойдет для всех осей, то машина будет находиться в режиме ожидания.
Процесс переходит от ЧПУ к ЧПУ. Для многих из них есть физический выключатель, сигнализирующий контроллеру, что аппарат достиг предела оси.
Для многих из них есть физический выключатель, сигнализирующий контроллеру, что аппарат достиг предела оси.
Как использовать оси координат в станках с ЧПУ?
Система координат для всех устройств с ЧПУ принята одна, при которой оси X, Y и Z указывают движение заготовок относительно подвижных элементов аппарата.
Положительные варианты оси координат возможно определить согласно правилам правой руки. Большой палец означает направление оси X, указательный — Y, средний — Z. Вращаются эти оси так: если повернуть большой палец по направлению оси, то те, которые согнуты, укажут направление движения.
Взаимодействие направления осей координат станков с ЧПУ и заданных координат оператором
Система координат устройства главная, и в ней определяются максимальные движения, текущие и начальные положения рабочих элементов устройства. При этом их положение характеризуют основные точки, которые выбирают, учитывая особенности узлов аппарата. Таким образом, основными точками служат:
- для шпиндельной части — точка пересечения его торца с осью его вращения;
- для токарно-револьверного устройства — центральная часть резцедержателя в плоскости или же основная точка блока;
- для крестового стола — настроечная точка, которая определяется конструкцией ЧПУ;
- для поворотного стола — центральная часть поворота на зеркале стола.

Коррекция оси ЧПУ станка на примере токарного
Коррекция оси ЧПУ токарного станка происходит следующим образом: аппарат фиксирует отклонения верха режущей кромки инструмента из-за перепадов температуры или полного изнашивания; отклонение положения верха резца замеряется в двух направлениях, которые соответствуют линейным и радиальным положениям детали.
Измерение происходит по одной из программ устройства ЧПУ. По команде ЧПУ-системы головка выводится в одно положение, при которой резец будет установлен в позицию измерения. Дальше револьверная головка перемещается до момента касания режущей кромкой прибора измерения. Затем она возвращается в позицию измерения, и после этого перемещение происходит для другой координаты.
На основании итогов измерения и происходит коррекция в блоке ЧПУ, которая компенсирует смену положения режущей кромки инструментов.
Справка : такую коррекцию лучше всего проводить перед чистовым проходом.
Станки с ЧПУ используются в разных сферах промышленной и непромышленной деятельности. Это оборудование способно обрабатывать заготовки из металла, дерева и пластмассы. Главное достоинство аппаратов заключается в точности, многофункциональности и повторяемости.
Это оборудование способно обрабатывать заготовки из металла, дерева и пластмассы. Главное достоинство аппаратов заключается в точности, многофункциональности и повторяемости.
- 03 октября 2020
- 3188
Получите консультацию специалиста
Система координат в ЧПУ простым языком для операторов – новичков.Только качественные статьи на DARXTON
Добрый день, дорогие читатели, сегодня мы поговорим о такой непростой вещи,как система координат.
Основы системы координат используются повсеместно, а не только для одного конкретного станка с ЧПУ. Даже самые современные машины одинаковы по своей сути: они используют оси X, Y и Z для определения координатного пространства внутри станка, и пространства для перемещения инструмента (иногда концевая фреза, иногда экструдер, иногда лазерный луч) . Технология перемещения может измениться, но основы остаются такими же. В этой статье мы рассмотрим базовые знания системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и систему смещения.
Почему координаты так важны?
Аддитивные машины строят детали снизу вверх. Там не стоит вопрос о том, в каком месте начинается деталь на сборочной пластине. . Однако машина должна суметь понять положение заготовки в физическом пространстве. Увы, но просто засунуть кусок металла в ЧПУ станок и нажать кнопку «Пуск» будет недостаточно.
Все еще более усложняется, когда нам необходимо провести обработку используя несколько инструментов. Каждый из них имеет различную длину, которая изменяет расстояние между базовой точкой шпинделя и заготовкой. Т.е точка начала, которую вы только что установили для 3-мм концевой фрезы, не будет работать для 6-мм сверла.
Система координат – способ восприятия трехмерного пространства станками с ЧПУ. Без системы координат ваш ЧПУ не знал бы:
• Где заготовка
• Как далеко от неё инструмент
• Какие движения использовать для обработки детали
С первого взгляда система координат может показаться сложной, но ее можно разбить на простые компоненты.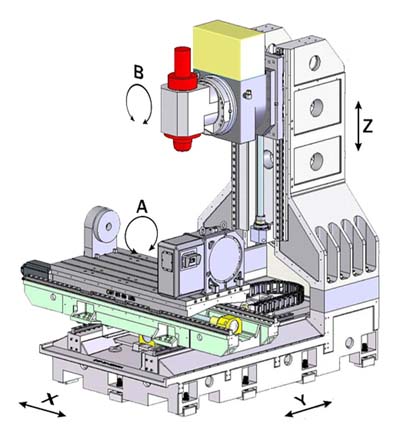 Давайте начнем с основ декартовой системы координат.
Давайте начнем с основ декартовой системы координат.
Основы декартовой системы координат.
Почти все станки с ЧПУ используют декартову систему координат, основанную на осях X, Y и Z. Эта система позволяет машине двигаться в определенном направлении и вдоль определенной плоскости.
Сократите декартову систему до ее основ, и вы получите знакомую числовую линию. Берём точку, и назначаем ее «исходной». Любые числа слева от исходной точки являются отрицательными, числа справа положительными.
Объедините оси X, Y и Z вместе под углом 90 градусов, и вы создадите трехмерное пространство для перемещения вашего станка с ЧПУ. Каждая ось встречается в начале координат.
Когда две оси соединяются вместе, вы формируете то, что называется плоскостью. Например, когда оси X и Y встречаются, вы получаете плоскость XY. Эти плоскости делятся на четыре квадранта, пронумерованных 1-4, которые имеют свои положительные и отрицательные значения.
Простой способ понять декартову систему координат относительно вашего станка с ЧПУ — использовать Правило правой руки. Поднимите руку ладонью вверх, указательным и указательным пальцами наружу, а средний палец вверх. Поставьте руку перед станком с ЧПУ, выровняйте по шпинделю станка, и вы увидите, что оси идеально выровнены.
• Средний палец — это ось Z.
• Указательный палец — это ось Y.
• Большой палец — это ось X.
Как ЧПУ станок использует координаты?
Используя декартову систему координат, можно управлять станком с ЧПУ вдоль каждой оси, что уже позволит сделать из заготовки деталь. Проще говоря,с точки зрения оператора(смотрящего на станок)вы получаете следующие движения :
• Ось X позволяет движение «влево» и «вправо»
• Ось Y позволяет двигаться «вперед» и «назад»
• Ось Z позволяет движение «вверх» и «вниз»
Соедините все это вместе, и у вас получится станок, который может разрезать не только разные стороны заготовки в плоскости XY, но и на разной глубине вдоль оси Z. Будь то фрезерный станок или лазер, все они используют эту систему движения.
Будь то фрезерный станок или лазер, все они используют эту систему движения.
Движение вашего ЧПУ вдоль системы координат всегда основано на том, как движется ваш инструмент,а не стол с заготовкой. Например, увеличение значения координаты X приведет к смещению стола влево, но, если смотреть с точки зрения инструмента, он движется вправо вдоль заготовки.
Увеличение координаты оси Z приведет к смещению шпинделя вверх, а при уменьшении — к заготовке. Кусок, который соответствует отрицательной координате оси Z.
Исходная точка вашего станка с ЧПУ.
Каждый станок с ЧПУ имеет свою собственную внутреннюю исходную точку, которая называется Machine Home. Когда ваш ЧПУ впервые загружается, он не знает, где он находится в физическом пространстве, и ему требуется калибровка.
Когда этот процесс происходит, все три оси вашего ЧПУ движутся к своему максимальному механическому пределу. Как только предел достигнут, сигнал отправляется контроллеру, который записывает исходное положение для этой конкретной оси. Когда это происходит для всех трех осей, машина теперь «находится в режиме ожидания».
Когда это происходит для всех трех осей, машина теперь «находится в режиме ожидания».
Процесс варьируется от ЧПУ к ЧПУ. Для некоторых станков есть физический концевой выключатель, который сигнализирует контроллеру, что машина достигла предела оси. На некоторых машинах имеется целая сервосистема, которая делает весь этот процесс невероятно плавным и точным. Контроллер машины отправляет сигнал через печатную плату на серводвигатель, который подключается к каждой оси машины. Серводвигатель вращает шариковый винт, который прикреплен к столу на вашем станке с ЧПУ, заставляя его двигаться.
Движение стола назад и вперед мгновенно сообщает об изменении координат в пределах точности до 0.0005 мм.
Как оператор станка использует систему координат?
До этого мы обсуждали, как станок с ЧПУ использует свою внутреннюю систему координат. Проблема в том, что мы, люди, не можем так же легко ссылаться на эту систему координат. Например, когда ваш ЧПУ находит свою исходную точку, он обычно имеет свои предельные механические ограничения по осям X, Y и Z. Представьте себе необходимость использовать эти значения координат в качестве отправной точки для вашей программы управления.
Представьте себе необходимость использовать эти значения координат в качестве отправной точки для вашей программы управления.
Чтобы упростить написание программ ЧПУ, мы используем другую систему координат, разработанную для манипуляций уже оператором, называемую системой рабочих координат или WCS. WCS определяет конкретную исходную точку в блоке материала, обычно в программном обеспечении САМ.
Вы можете определить любую точку в блоке материала в качестве исходной точки для WCS. Как только начальная точка будет установлена, вам нужно будет найти ее внутри станка с ЧПУ, используя искатель кромок, индикатор набора номера, датчик или другой метод определения местоположения.
Выбор исходной точки для вашей WCS требует тщательного планирования. Помните эти пункты при прохождении процесса:
• Источник должен быть найден механическими средствами с помощью искателя края или зонда.
• Одинаковые источники помогают сэкономить время при замене деталей.
• Источник должен учитывать требуемые допуски последующих операций.
Как взаимодействуют станок с ЧПУ и координаты заданные оператором?
Как мы упоминали выше, операторы будут использовать WCS, которая обеспечивает простой набор координат для написания программы ЧПУ. Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ выровняет их? Правильно,со смещениями.
Станок с ЧПУ будет использовать то, что называется рабочим смещением, чтобы определить разницу в расстоянии между вашей WCS и ее собственным исходным положением. Эти смещения хранятся в контроллере машины, и обычно к ним можно обращаться в таблице смещений, подобной приведенной ниже.
Здесь мы видим, что несколько смещений уже запрограммированы, G54, G55 и G59. В чем преимущество наличия нескольких смещений? Если вы обрабатываете несколько деталей в одном задании, каждой детали может быть назначено собственное смещение.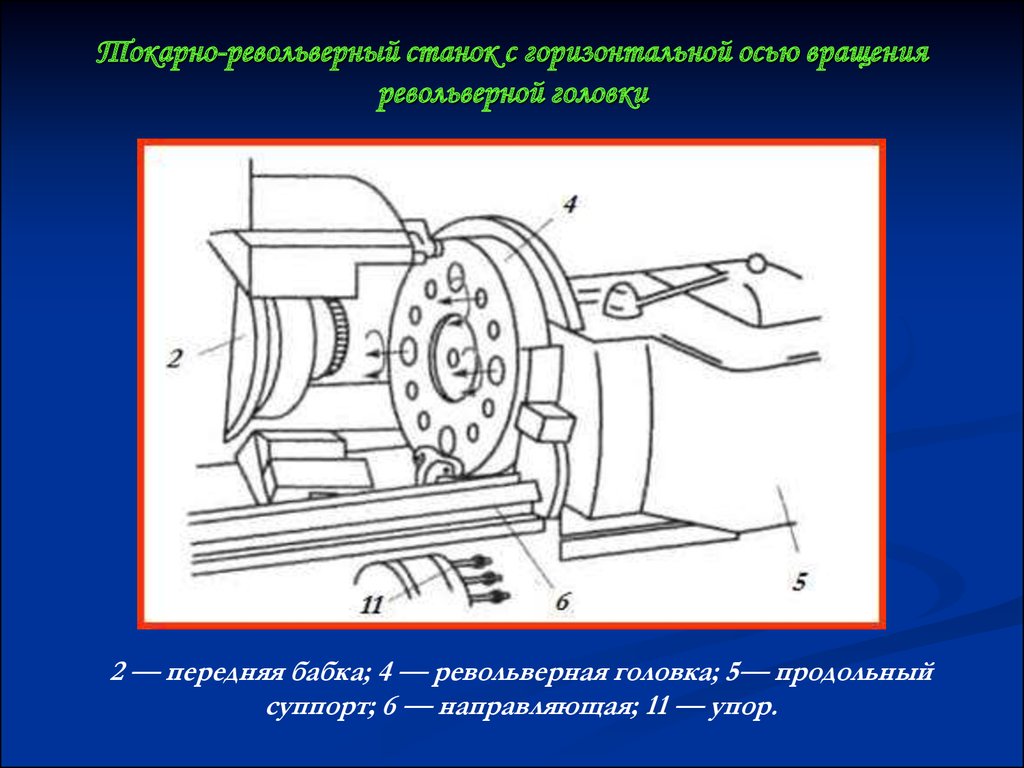 Это позволяет станку с ЧПУ точно связать свою систему координат с системами нескольких деталей в разных местах и выполнять несколько настроек одновременно.
Это позволяет станку с ЧПУ точно связать свою систему координат с системами нескольких деталей в разных местах и выполнять несколько настроек одновременно.
Коррекции инструмента.
Обычно для одной и той же работы используется несколько инструментов, и поэтому нужен способ учета разной длины инструмента. Коррекция инструмента запрограммирована на вашем станке с ЧПУ, чтобы облегчить эту работу. С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать,какое расстояния от шпинделя до заготовки с каждым инструментом. Есть несколько способов записать коррекцию:
• Беговая. Переместите инструмент из исходного положения станка в нулевое положение детали. Пройденное расстояние измеряется и вводится как смещение инструмента.
• прецизионный блок. Установите все инструменты в общую позицию Z в верхней части прецизионного блока 1-2-3, который лежит на столе станка.
• Зондирование. Используйте зонд для автоматического определения коррекции инструмента. Это самый эффективный метод, но также и самый дорогой, так как для него требуется измерительное оборудование.
Это самый эффективный метод, но также и самый дорогой, так как для него требуется измерительное оборудование.
Собираем все вместе.
Теперь, когда мы знаем все основополагающие принципы координат, давайте пройдемся по примерам различных задач. Мы используем деталь, после ручной обработки, чтобы определить внешнюю форму. Теперь используем станок с ЧПУ, чтобы просверлить несколько точных отверстий.
Задача 1.
Сначала нам нужно обезопасить и установить наши оси и исходную точку:
• Деталь зажимается в тисках, которые крепятся болтами к нашему столу станка и распределяются по осям станка.
• Это сохраняет ось X в WCS выровненной с осью X станка.
• Левая часть детали находится напротив тисков. Это устанавливает воспроизводимое начало оси X.
• Поскольку одна часть тисков зафиксирована, мы можем использовать эту часть для определения повторяемого начала оси Y, находя это местоположение с помощью зонда или другим методом.
С нашей WCS станок теперь понимает положение запаса относительно его собственных внутренних координат. Процесс обработки начинается с обработки и сверления на лицевой стороне детали.
Задача 2.
Теперь деталь должна быть перевернута, чтобы работать на другой стороне. Поскольку мы просто перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, поэтому можно использовать то же Z-смещение.
Здесь следует помнить одну важную переменную силу зажима вашего тиска. Если вы еще не видели его, операторы обычно отмечают закрытое положение тисков черным маркером или используют динамометрический ключ. Почему они это делают? Для создания постоянного зажимного давления при перемещении или вращении деталей. Изменения давления зажима могут привести к различиям в позиционировании детали или другим сбоям, таким как деформация детали или изгиб, в зависимости от геометрии детали. Предполагая, что наше усилие зажима более или менее одинаково, теперь можно обрабатывать.
Предполагая, что наше усилие зажима более или менее одинаково, теперь можно обрабатывать.
Задача 3.
Теперь нам нужно просверлить последние несколько отверстий, для чего необходимо поставить деталь на ее конец. Это вращение не меняет XY-происхождение WCS. Однако теперь у нас есть меньшее расстояние перемещения между нашим инструментом и деталью.
Это требует использования нового смещения, которое сместит исходную точку в верхний угол детали. Мы также удалили параллели, чтобы увеличить поверхность захвата, и опустили тиски, чтобы они соединялись с поверхностью детали, а не с нижним карманом.
Мы все еще можем использовать две наши исходные плоскости отсчета для выполнения задачи 3.
Итак, дорогие читатели, вы прошли курс молодого бойца и готовы к обработке на ЧПУ станке.
Сколько осей у токарного станка? • 3-осевая группа
Количество осей в основном зависит от типа станка. Кроме того, количество осей раскрывает много информации о станке, например, отражает разнообразие работ, которые он может выполнять, и детализацию, с которой он может резать заготовку . Если говорить в общих чертах, то станок с ЧПУ имеет как минимум 2 оси, которые работают в плоскости X, Z. Ось X обозначает вертикальную плоскость, а ось Z представляет глубину. Но 3-осевые токарные станки с ЧПУ более универсальны. Узнайте ниже, сколько осей в токарном станке.
Если говорить в общих чертах, то станок с ЧПУ имеет как минимум 2 оси, которые работают в плоскости X, Z. Ось X обозначает вертикальную плоскость, а ось Z представляет глубину. Но 3-осевые токарные станки с ЧПУ более универсальны. Узнайте ниже, сколько осей в токарном станке.
Следующим шагом будет узнать, какие движения выполняются по этим осям. Ориентируясь на фрезерные станки, мы можем выделить 3 движения. Движение резания, которое происходит между поверхностью инструмента, вращающейся, например, вокруг оси Z по отношению к поверхности заготовки, движущейся по оси X или Y.
Движение вперед, которое можно наблюдать при перемещении заготовки по осям. Глубина резания, которую можно наблюдать при перемещении инструмента по оси Z для удаления слоя материала с поверхности заготовки.
Количество осей, необходимых для вашего станка с ЧПУ, обычно зависит от типа задачи, которую вы хотите выполнить, как мы уже говорили ранее . И, конечно же, детали процесса сложны, поэтому вам нужен станок с ЧПУ, оснащенный различными осями. Итак, если вам интересно, сколько осей мне нужно или сколько осей у токарного станка с ЧПУ, мы объясним ниже.
И, конечно же, детали процесса сложны, поэтому вам нужен станок с ЧПУ, оснащенный различными осями. Итак, если вам интересно, сколько осей мне нужно или сколько осей у токарного станка с ЧПУ, мы объясним ниже.
3-осевая
3-осевая обработка означает, что заготовка остается в одном и том же положении, пока режущий инструмент работает в плоскости XYZ. Таким образом, режущий инструмент обрезает материал. Такое расположение осей идеально подходит в тех случаях, когда вам не нужна большая детализация и глубина. Здесь важно отметить, что 3-осевая обработка чаще всего используется для сверления отверстий, фрезерования пазов и резки по острым кромкам.
4-осевая
4-осевая обработка обычно означает, что заготовка будет обрабатываться так же, как на 3-осевом станке. Однако содержит дополнительное вращательное движение по оси X, которое также известно как ось A. С помощью этого вращения заготовку можно резать вокруг оси B.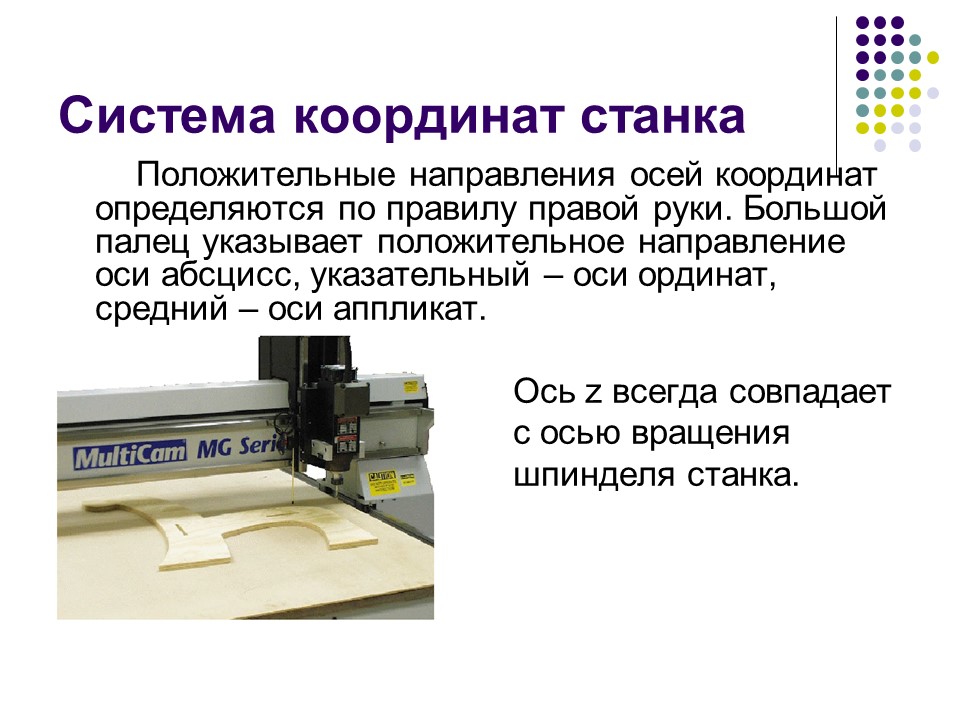
Этот метод также очень важен, когда вам нужны отверстия и надрезы на обеих сторонах обрабатываемого материала. Из обсуждения можно догадаться, что этот вид механической обработки вполне функционален. Так как он может удалять материал с обеих сторон.
5-осевой
Как видно из самого названия, 5-осевой станок с ЧПУ может автоматически управляться с пяти осей одновременно. В дополнение к перемещениям по осям X, Y и Z, этот тип станка также может выбирать две из трех осей вращения. Три оси вращения также обозначаются как ось А, ось В и ось С. Эти три дополнительные оси вместе могут выполнять поворот на 180 градусов вокруг осей X, Y и Z.
Здесь важно отметить, что этот тип обработки обычно используется для гравировки и фрезерования специальных поверхностей, где большое значение имеет опыт. Подводя итог, можно сказать, что количество осей станка с ЧПУ обычно отражает его возможности.
Здесь также важно отметить, что необходимо свободно владеть технологиями CAM и CAD, чтобы программировать станки с ЧПУ для выполнения широкого круга задач. Количество осей обычно определяет тип движения, которое может выполнять станок с ЧПУ.
Количество осей обычно определяет тип движения, которое может выполнять станок с ЧПУ.
Откройте для себя все варианты токарных станков с ЧПУ на нашем веб-сайте, 3, 4 или 5 осей, на ваш выбор!
Вас также может заинтересовать этот контент:
- ТИПЫ ТОКАРНЫХ СТАНКОВ
- КАК РАБОТАЕТ СТАНОК С ЧПУ?
Объяснение оси токарного станка: Сколько осей у токарного станка с ЧПУ?
Для обработки высокоточных деталей пространственные положения рабочего стола и фрезы токарного станка с ЧПУ должны быть определены точными значениями координат, а движение многомерного пространства представлено цифровой вычислительной информацией.
Эта ось перемещения называется осью ЧПУ.
Здесь мы обсудим, сколько осей в токарном станке с ЧПУ и как идентифицировать оси в токарном станке с ЧПУ.
Связанное чтение: Что такое токарный станок?
Токарный станок с ЧПУ или токарный станок с числовым программным управлением представляет собой вид механического оборудования, которым можно управлять с помощью компьютерной программы для выполнения высокоточных операций вокруг различных типов осей.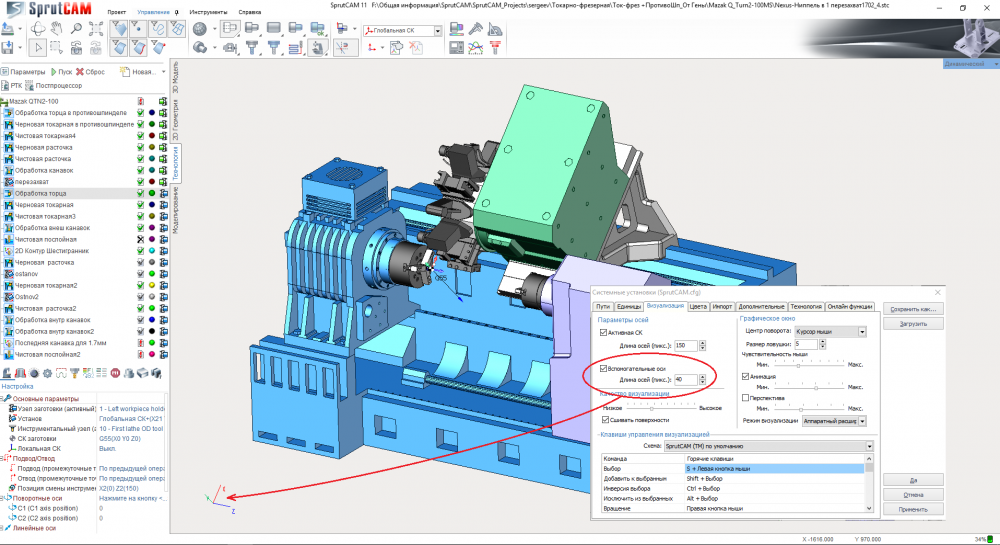
Число осей является одним из компонентов токарного станка с ЧПУ.
Любой станок с ЧПУ имеет одну или несколько осей.
Различные типы станков с ЧПУ имеют разные комбинации.
Например, четырехосевой фрезерный станок может иметь оси XYZA или XYZB.
Резак для пенопласта может иметь ось XYUV.
Токарный станок обычно имеет ось XZ.
В этой статье в основном объясняется, сколько осей имеется в токарном станке с ЧПУ и как идентифицировать оси в токарном станке с ЧПУ.
Какое количество осей ЧПУ?
Количество осей токарного станка с ЧПУ определяет тип работы, которую он может выполнять, уровень детализации, который он может вырезать, и положение заготовки, которой он может управлять.
CNC-обработка использует технологию CAD для автоматической резки и придания формы деталям.
Количество осей определяет типы движений, которые может выполнять станок с ЧПУ.
Сколько осей у токарного станка с ЧПУ?
Ссылка на оси используется для описания механического оборудования с ЧПУ, работающего вдоль нескольких осевых точек.
Мы должны помнить, что обработка с ЧПУ — это процесс удаления материалов с заготовки до получения желаемых результатов.
Как правило, станок с ЧПУ имеет не менее трех осей, расположенных в плоскости XYZ.
Ось X представляет вертикальную плоскость, ось Y представляет собой горизонтальную плоскость, а ось Z представляет глубину.
В станках с ЧПУ количество осей обычно указывает на работу, которую можно выполнить.
Количество валов также указывает на степень детализации заготовки, которую он может разрезать, и положение, которое он может контролировать.
Количество валов также зависит от типа машины.
Если это обычный фрезерный станок, обычно встречаются три вала.
Эти станки также называются обрабатывающими центрами.
Токарный станок с ЧПУ включает в себя два вала и шпиндель, на котором закреплены детали с возможностью вращения.
Но теперь, с диверсификацией технологий, мы также можем наблюдать и иметь токарные станки с дополнительными фрезерными головками.
Распознавание вала на токарном станке с ЧПУ
Количество осей определяется самой системой.
Токарный станок с ЧПУ стандартно оснащен 2 осями, а фрезерный станок с ЧПУ стандартно оснащен 3 осями.
Количество осей системы ЧПУ варьируется, и токарный станок также может выполнять 6-осевое соединение или даже управлять более чем 10 осями.
Следовательно, деления шкалы нет.
Далее нам нужно увидеть функцию системы.
Сколько есть станков с ЧПУ?
Определение оси Z:
Ось Z параллельна оси заготовки.
Следовательно, когда деталь вращается вокруг оси Z (C), инструмент может перемещаться вдоль края материала.
Движение по оси Z определяет длину задания.
Определение оси X:
Ось X перпендикулярна оси Z.
Таким образом, инструмент может перемещаться вперед и назад по оси X для определения диаметра детали.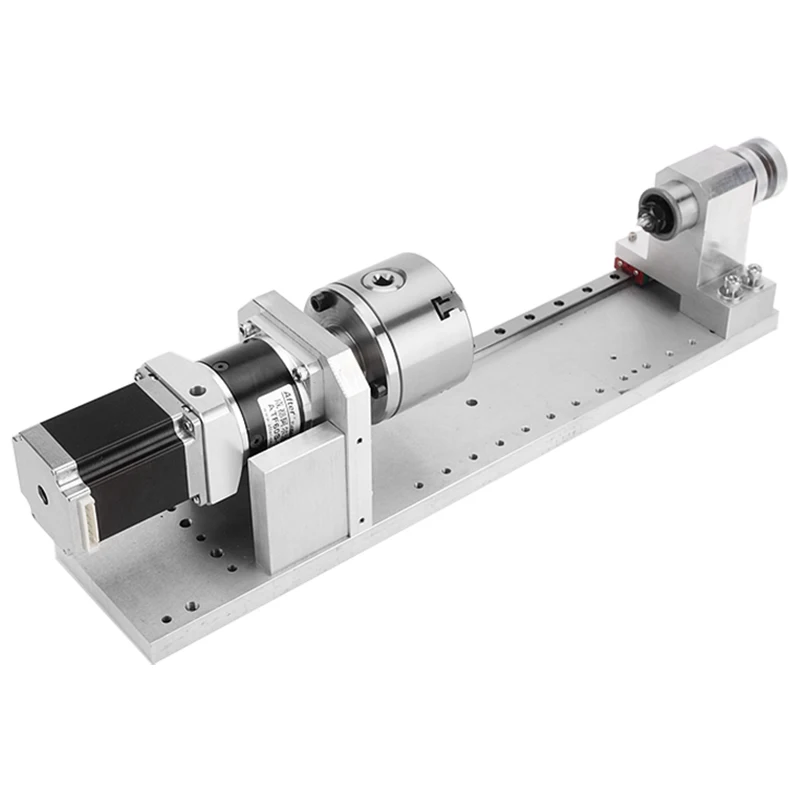
Определение оси Y:
В середине верстака также есть поворотный стол, который вращается вокруг оси Z, которая определяется как ось C, а ось c составляет 360 градусов.
Передний конец вала представляет собой вращающуюся головку, которая может вращаться на 360 градусов вокруг оси Z и становиться осью с.
Связанное чтение: Основы 4-осевой и 5-осевой обработки с ЧПУ
Представление вращательного движения и дополнительной оси:
1. Вращательное движение:
Вращательное движение вокруг осей X, Y и Z обозначается буквами A, B и C соответственно, а положительное направление определяется по правилу правого винта.
2. Дополнительная ось:
Движение дополнительной оси обозначается U, V, W, P, Q и R.
Вращение дополнительного вала обозначается буквами D, E и F.
Связанное чтение: 5-осевая обработка
На токарном станке с ЧПУ ось Z расположена горизонтально, слева от оператора.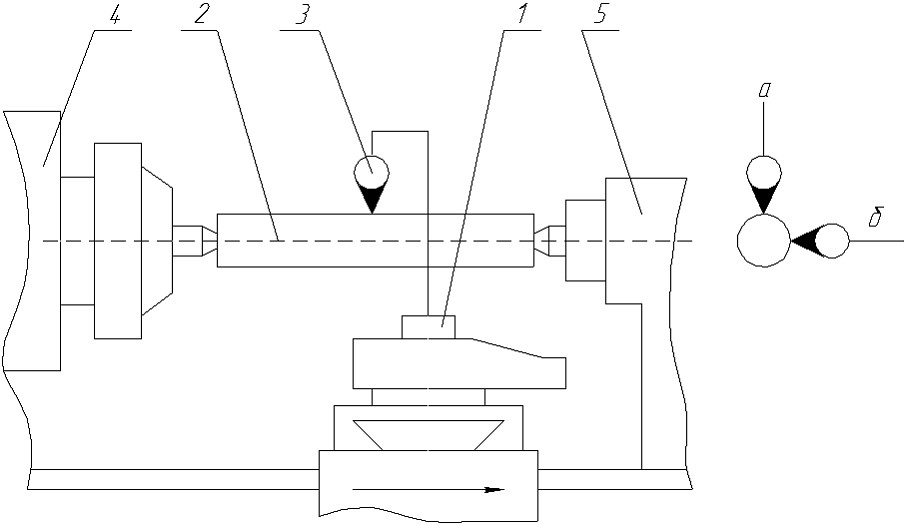
Всего комментариев: 0