Pa12 характеристики: Полиамид ПА12(PA12) Продажа в Украине Material Wizard
Содержание
Производитель кабельных стяжек из пластика и нержавеющей стали | ХУА ВЕЙ | Высококачественные кабельные стяжки HUA WEI, пластиковые кабельные стяжки, кабельные стяжки из нержавеющей стали, кабельные маркеры, защитная пломба, крепеж, кабельные зажимы, кабельные зажимы, крепления для стяжек, аксессуары для кабельных стяжек, распорные анкеры, опоры для печатных плат и пластиковые винты, защита кабеля, оберточные ленты, брезент, кабельные каналы, втулки, кабелепроводы и фитинги, концевые муфты, соединители проводов, наконечники для концевых шнуров, клеммы, инструменты для нанесения, пистолеты для кабельных стяжек, обжимные инструменты, производитель резаков для кабельных каналов из Тайваня
Как правильно выбрать кабельную стяжку? Для чего их применение?
Есть много типов кабельных стяжек, определенно не только обычные и обычные кабельные стяжки из нейлона 6,6.
Большинство кабельных стяжек изготовлены из нейлона, изобретенного американской компанией Dupont в 1937 году. Нейлон является одним из наиболее широко используемых синтетических термопластов во всем мире благодаря своей высокой прочности, стабильности размеров и высокой стойкости к истиранию.
Нейлон является одним из наиболее широко используемых синтетических термопластов во всем мире благодаря своей высокой прочности, стабильности размеров и высокой стойкости к истиранию.
Во время Второй мировой войны 1939-1945 гг. изобретение авиационного газотурбинного двигателя ускорило использование реактивных самолетов и экспоненциальный рост производства. Чтобы отремонтировать эти самолеты в короткие сроки и связать большое количество длинных проводов самолета, для крепления и связывания проводов кабеля использовались самоблокирующиеся стяжки, аналогичные концепции бигуди, а также для сокращения времени для укладки кабелей и предотвращения мозолей рук или травм, вызванных большим количеством связанных проводов во время сборки.
В 1955 году Курт Робель подал патент на нейлоновые галстуки во Франции (FR1126581A), а в 1958 году Маурус С. Логан также опубликовал патентный документ, описывающий эту концепцию (US3022557A).
В 1955 году, когда началась война во Вьетнаме, в дополнение к военным самолетам к флоту добавлялось все больше и больше гражданских авиалайнеров, а также переносных мгновенных авиабаз, и самолеты были предварительно смонтированы, чтобы удовлетворить спрос на быструю и немедленную сборку на месте. . В дополнение к самолетам во время холодной войны космические гонки, производство ракет, спутников и космических кораблей и даже компьютеров использовали более сложную и обширную проводку, а установка и управление кабелями стали более важными и широко распространенными.
. В дополнение к самолетам во время холодной войны космические гонки, производство ракет, спутников и космических кораблей и даже компьютеров использовали более сложную и обширную проводку, а установка и управление кабелями стали более важными и широко распространенными.
Наиболее распространенным материалом являются кабельные стяжки из нейлона 6,6, они универсальны. Они доступны разной длины, ширины, прочности на растяжение, механической конструкции, цвета и т. д. Связывание проводов и кабелей вместе с помощью кабельных стяжек в жизни может содержать их в порядке и предотвращать повреждение проводов или труб, что может привести к риску пожары в проводах.
Разные материалы галстуков имеют разные характеристики и используются для разных целей в различных отраслях промышленности. Например, в экстремально холодном климате, экстремально суровом климате, экстремальных химических средах, пустынях и специальных отраслях промышленности обычный нейлон 6,6 может быть не в состоянии адаптироваться к изменениям температуры, химическим свойствам и т. д. и может сломаться или устать в этих условиях. специальные среды. Поэтому, если вам нужно решение, устойчивое к ультрафиолетовому излучению, вы можете выбрать атмосферостойкий материал Nylon 6,6 или материал Nylon 12, который будет лучше работать на открытом воздухе, даже в условиях пустыни и солнечных полей. Кроме того, кабельные стяжки с металлическим содержанием предназначены для пищевой и фармацевтической промышленности для поддержки обеспечения качества, такого как HACCP, а металлические пигменты могут быть обнаружены с помощью стандартного оборудования. помогает снизить риск заражения. Для визуального обнаружения эти кабельные стяжки обычно имеют синий цвет.
д. и может сломаться или устать в этих условиях. специальные среды. Поэтому, если вам нужно решение, устойчивое к ультрафиолетовому излучению, вы можете выбрать атмосферостойкий материал Nylon 6,6 или материал Nylon 12, который будет лучше работать на открытом воздухе, даже в условиях пустыни и солнечных полей. Кроме того, кабельные стяжки с металлическим содержанием предназначены для пищевой и фармацевтической промышленности для поддержки обеспечения качества, такого как HACCP, а металлические пигменты могут быть обнаружены с помощью стандартного оборудования. помогает снизить риск заражения. Для визуального обнаружения эти кабельные стяжки обычно имеют синий цвет.
Материал определяет, какое решение подходит для вашей отрасли, от самого общего нейлона до материалов с добавками, таких как термостойкие, устойчивые к ультрафиолетовому излучению, морозостойкие, обнаруживаемые металлами, нейлон 6, нейлон 12 или полипропилен (ПП). Полиэтилен (ПЭ), этилентетрафторэтилен (ЭТФЭ), нержавеющая сталь 304, нержавеющая сталь 316 и т. д.
д.
Приведенная ниже таблица позволяет узнать характеристики различных материалов в соответствии с вашей отраслью или областью применения и может помочь вам выбрать правильный материал, а также предоставить обзор профессиональных и высококачественных продуктов, предлагаемых Hua Wei.
Нейлон — характеристики материала для 3D-принтера
Тенденция разработки новых материалов для 3D-печати, до сих пор связанная только с производством, распространяется на другие отрасли. Благодаря этому на рынке появляются усовершенствованные высокопроизводительные промышленные принтеры, адаптированные для работы при существенных и постоянных температурах. Одним из видов пластика, который в последние годы набирает популярность, является нейлон. Ресурс, который раньше использовался в качестве сырья только в порошковом варианте, теперь все чаще функционирует в виде нитей.
PA – это торговое название полиамидов, производимых химической компанией DuPont. PA6 и PA12 – наиболее распространенные типы пластиков, встречающиеся в 3D-печати.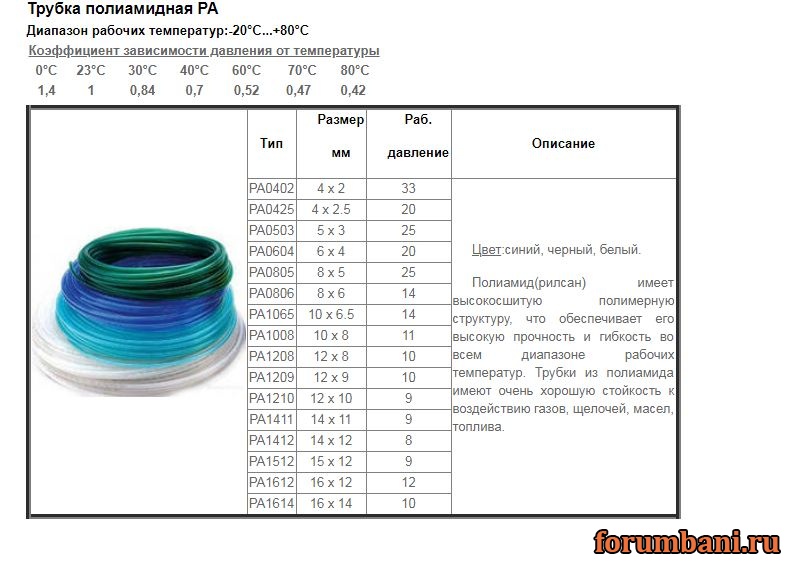
Особенности материала
Что привлекает внимание представителей 3D-индустрии к нейлоновым составам, так это их практичные свойства. Nylon отличается высокой механической и термической прочностью, устойчивостью к агрессивным химическим средам и низким коэффициентом трения, что делает его пригодным для технического применения.
Полиамид может использоваться для создания высоконагруженных конструктивных элементов, таких как инструменты, петли, зажимы, шестерни, функциональные прототипы. Сырье также востребовано в специализированных приложениях для автомобильной, авиационной и военной промышленностей.
Компоненты на основе нейлона характеризуются большой температурой плавления, поэтому изготовление из них 3D-моделей проводится при постоянном уровне нагрева. Ресурс очень гигроскопичен, стремительно впитывает воду из окружающей среды. С одной стороны, это позволяет легко окрашивать произведенные элементы, с другой – делает работу проблематичной.
Методики и материалы для печати нейлоном
Полиамидные компоненты используются для изготовления 3D-объектов в различных технологиях – SLS, MJF и FDM.
В первом варианте Nylon применяется в форме порошка, который избирательно спекается лазерным лучом. Чаще всего используется разновидность полиамида PA12, позволяющий изготавливать функциональные элементы, или PA11, отличающийся большей прочностью на разрыв. Также востребован DuraForm ProX PA – крепкий термопластичный ресурс, рассчитанный на активное долгосрочное использование в экстремальных условиях. Популярен в качестве замены традиционно литым изделиям. Sintratec PA12 Powder – промышленный вариант, разработанный для создания термоустойчивых штампов сложной конфигурации.
Порошковые технологии являются распространенным методом 3D-печати, поскольку позволяют поддерживать постоянную высокую рабочую температуру, что особенно важно в случае применения полиамида. SLS помогает изготавливать прочные элементы со слегка шероховатой поверхностью, выгодные при мелкосерийном производстве.
Multi Jet Fusion (MJF) в настоящее время подразумевает 3D-печать нейлоном из материалов трех типов:
- PA11 – наиболее часто используемый компонент для промышленного применения.

- PA12 – самый популярный вариант для трехмерной печати по технологии MJF. Используется для изготовления функциональных и потребительских деталей. Созданные элементы прочны и долговечны, обладают достаточной гибкостью, чтобы противостоять растрескиванию. Состав является биосовместимым и соответствует стандартам директивы RoHS.
- PA12GB – сырье, обогащенное стеклянными шариками (40%), из-за чего оно обладает большей жесткостью, чем предыдущий вариант. Уникальные свойства делают пластик пригодным для изготовления прочных объектов, устойчивых к трению и износу с течением времени.
Растущий ассортимент материалов на основе PA6, предназначенных для работы по технологии FDM, стимулирует создание эксклюзивных отпечатков.
На что обратить внимание
При взаимодействии с компонентами на основе Nylon особенно важно грамотно хранить материал и правильно обращаться с ним на этапе подготовки к печати.
Высокая гигроскопичность ресурса усложняет работу. На практике сырье на катушке может поглощать воду в объеме до 10% собственного веса. В связи с этим хранить нейлоновую нить необходимо в герметичном контейнере с силикагелем для поглощения влаги.
В связи с этим хранить нейлоновую нить необходимо в герметичном контейнере с силикагелем для поглощения влаги.
Перед началом трехмерной печати важно убедиться, что нейлон не впитал воду. Первым показателем неправильного хранения является увеличенный вес ресурса. Второй – шум, издаваемый при нагревании в печатающей головке. Когда сырье впитывает влагу, оно начинает характерно щелкать при повышении температуры до точки плавления. Тогда вместо гладких слоев, напечатанных на 3D-принтере, получается зазубренная поверхность, которая дисквалифицирует печать как с точки зрения эстетики, так и с позиции механических свойств.
Влажную нить следует подвергнуть воздействию жара, используя специальную сушилку или обычную духовку. На процедуру потребуется 4-6 часов.
Самые проблемные моменты, возникающие при нейлоновой трехмерной печати, – это подъем объекта с печатной платформы и деформация из-за усадки. Чтобы предотвратить сложности, следует обеспечить постоянную температуру в рабочей камере 3D-принтера и избегать источников холодного (например, из кондиционера) воздуха.
Для улучшения механических свойств 3D-печати производители предлагают нейлоновые компоненты, обогащенные углеродным волокном или стеклянными шариками.
PA 12 (MJF) для Multi Jet Fusion
Материал
Разработанный для использования с принтерами Multi Jet Fusion, мелкозернистый материал PA 12 позволяет производить детали с более высокой плотностью и меньшей пористостью, чем детали, спеченные лазером с PA 12, что позволяет четкие текстуры и детализированные поверхности. Этот прочный материал общего назначения не требует опорной конструкции и одинаково хорошо подходит для изготовления полнофункциональных прототипов или деталей для конечного использования.
Технические характеристики
| Максимальные размеры детали | 370 x 274 x 375 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стандартная точность | ±0,3% (с нижним пределом ±0,3 мм) 6 909 9003 9000 010 Толщина слоя | 0,08 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Минимальная толщина стенки | 1 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Минимальный размер детали | 0,25 мм | Да | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Внутренние каналы | Да | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Структура поверхности | Зернистая структура 1 | 073 Спецификация
Фактические значения могут отличаться в зависимости от условий сборки. Загрузить в формате PDF Степени отделкиПравильная отделка может превратить вашу печать в продукт. Ознакомьтесь с вариантами постобработки, которые мы предлагаем для этого материала. Если у вас есть какие-либо вопросы или особые пожелания, свяжитесь с нами. Обычный Гладкий Окрашенный в цвет Гладкий + окрашенный в цвет Особо гладкая Дополнительные отделки Свяжитесь с нами Хотите задать вопрос или начать работу над проектом? Мы хотели бы услышать от вас. Поговорите с нашей командой. Быстрые ссылкиУзнайте больше о Multi Jet FusionКак спроектировать для PA 12 (MJF) ОПЫТ ЗАКАЗЧИКОВ Avular настраивает дроны с помощью производства по требованию Materialise при поддержке HP Digital Manufacturing Network 5 минут чтения ИСТОРИЯ ЗАКАЗЧИКА PAL Robotics демонстрирует идеальную синергию между робототехникой и 3D-печатью 7 минут чтения 003 Чтение 5 мин. ИСТОРИЯ ЗАКАЗЧИКА PAL Robotics демонстрирует идеальное сочетание робототехники и 3D-печати Чтение 7 мин. На этой странице: Технические характеристики Техническое описание Уровни завершения Свяжитесь с нами Обучайтесь и учитесь © Copyright Materialise 2023 Заявление о файлах cookie Правовые положения Уведомление о конфиденциальности HP 3D High Reusability PA 12Прочные, недорогие и высококачественные детали, напечатанные на 3D-принтере с использованием технологии Nylon 12 и технологии Powder Bed FusionHP Multi Jet Fusion (MJF) Нейлон 12 (полиамид/ПА 12) 3 0237 Идеально подходит для производства прочных, недорогих и качественных деталей в малых и больших объемах HP 3D High Reusability PA 12 — это прочный термопласт, из которого производятся детали высокой плотности со сбалансированными профилями свойств и прочной структурой. Брошюра Сделай детали Поговорите с экспертом Запросить образец Предназначен для производства Производство прочных, функциональных и сложных деталей HP 3D High Reusability PA 12, , также известный как нейлон PA12, представляет собой термопластичный материал, из которого производятся детали высокой плотности со сбалансированными профилями свойств и прочными конструкциями. Работайте с производственными службами Proto3000, сертифицированными по стандарту качества ISO 9001:2015, чтобы производить детали из нейлона HP 12. Приложения Прототипы и окончательные детали. Прочные и долговечные детали для конечного использования, такие как живые петли или защелки Создание клиентоориентированного пользовательского опыта Легкие инструменты, специально предназначенные для приложений автоматизации Создание прочных и высокоадаптированных устройств для результатов, специфичных для пациентов Сборочные детали когда и где они вам нужны, быстро и по запросу Характеристики материалов HP 3D High Reusability PA12 обеспечивает оптимальные механические свойства. ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ 48 МПа/6960 фунтов на кв. дюйм (ось XY) УДЛИНЕНИЕ ПРИ РАЗРЫВЕ 20 % (ось XY) ПЛОТНОСТЬ ДЕТАЛИ N/A1,01 г//см3 на основе ASTM D792 Основные материалы ASTM Method Testing Точка плавления порошка (DSC) – Размер частиц: 603 нс3 0238 Насыпная плотность порошок: 274 Биосовместимость – Комплексные сборки Корпуса Корпуса и соединители 3 Концевой инструмент, робототехника и автоматизация Промышленные товары Потребительские товары Здравоохранение Образование Аэрокосмическая отрасль Транспорт и автомобилестроение hex Стандартный серый Окрашивание в цвет Окраска Обработка поверхности Автоматическая пескоструйная и галтовочная обработка0003 На базе технологии HP Multi Jet FusionУзнайте о синхронной масштабируемой архитектуре для повышения производительности Узнайте больше о технологии MJF Технические характеристики
1 Результаты испытаний, полученные в соответствии с ASTM D638, при скорости испытания 10 мм/мин, образцы типа V. 2 13,55 мм/мин.
|


 Этот материал был разработан для производства функциональных деталей в различных отраслях промышленности, например, водонепроницаемых, без какой-либо дополнительной обработки.
Этот материал был разработан для производства функциональных деталей в различных отраслях промышленности, например, водонепроницаемых, без какой-либо дополнительной обработки. HP 3D High Reusability PA 12 обеспечивает хорошую химическую стойкость к маслам, смазкам, алифатическим углеводородам и щелочам и является оптимальным материалом для сложных узлов, корпусов, кожухов и водонепроницаемых устройств. Благодаря возможности повторного использования избыточного порошка вы можете свести к минимуму отходы, тем самым достигнув низкой стоимости одной детали.
HP 3D High Reusability PA 12 обеспечивает хорошую химическую стойкость к маслам, смазкам, алифатическим углеводородам и щелочам и является оптимальным материалом для сложных узлов, корпусов, кожухов и водонепроницаемых устройств. Благодаря возможности повторного использования избыточного порошка вы можете свести к минимуму отходы, тем самым достигнув низкой стоимости одной детали. Этот материал, разработанный для технологии Multi Jet Fusion, проверяет пределы создания функциональных деталей, оптимизирует стоимость и качество деталей, а также обеспечивает высокую и, во многих случаях, лучшую в отрасли возможность повторного использования при низкой стоимости одной детали.
Этот материал, разработанный для технологии Multi Jet Fusion, проверяет пределы создания функциональных деталей, оптимизирует стоимость и качество деталей, а также обеспечивает высокую и, во многих случаях, лучшую в отрасли возможность повторного использования при низкой стоимости одной детали.
 нагрузка 1 XY
нагрузка 1 XY дюйм
дюйм
Всего комментариев: 0