Параметры фанук: 156045795-Fanuc-Parameters
Содержание
Мониторинг станков FANUC, БалтСистем, Маяк, Heidenhain, Siemens в Москве – Подключение ЧПУ станков в сеть на предприятии
- Возможности
- Сбор данных
- Организация сбора данных
- Аппаратное подключение
- Сетевое подключение
- Программное обеспечение
- Автоматизированные рабочие места
- Коммутационные протоколы
- Облачная версия «Диспетчер»
- Сетевое подключение
Диспетчер содержит уникальные средства прямой интеграции в систему мониторинга в качестве источников данных, широко распространенных на рынке УЧПУ производства: FANUC, БалтСистем, Маяк, Heidenhain, Okuma, Siemens и др. Разработанные для Диспетчер протоколы прямого сетевого подключения УЧПУ, оснащенных интерфейсами Ethernet, позволяют передавать в систему мониторинга много разнообразной информации. Такие подключения осуществляются быстро и просто, типовая настройка в Диспетчер может выполняться специалистами предприятия-заказчика самостоятельно.
Такие подключения осуществляются быстро и просто, типовая настройка в Диспетчер может выполняться специалистами предприятия-заказчика самостоятельно.
В результате такого подключения специализированный программный протокол обеспечивает доступ к внутренним данным УЧПУ. Это дает возможность получать подробную картину о выполняемых на станке управляющих программах, текущем состоянии обработки деталей, значениях рабочих переменных. Массивы доступной информации содержат не только важные базовые параметры, необходимые для мониторинга, но и значительное число специфических для ЧПУ параметров, представляющих интерес для наладки технологических процессов и оптимизации режимов обработки деталей.
Однако при прямом подключении УЧПУ к Диспетчер некоторые важные для мониторинга функции коммуникации оператора-станочника с системой мониторинга ограничены или вообще недоступны. Поэтому необходимо использовать устройства для ручного ввода информации персоналом, такие как цеховые компьютеры или киоски операторов.
Дополнительная информация
- Переход на цифровое производство
- Модуль «Мониторинг станков и персонала»
- Модуль «Управление простоями: диспетчеризация и ТОиР»
- Модуль «Управление программами для станков с ЧПУ»
- Модуль «Контроль энергопотребления»
- Модуль «АРМ Холдинг»
- Организация сбора данных со станков
- Примеры внедрений системы мониторинга
- Расчет экономической эффективности
- Сетевое подключение к станкам с ЧПУ
- Подбор вариантов оборудования
- Облачная версия «Диспетчер»
Запрос online-презентации
Чтобы оставить заявку на online-презентацию, нажмите «Запрос online-презентации» или напишите нам
e-mail: order@intechnology. ru
ru
Оставьте контакты, и мы расскажем о системе мониторинга и повышении эффективности предприятия подробнее
Компания *
Должность *
E-mail *
Страна *
Телефон *
Комментарий
Нажимая на кнопку, вы даете согласие на обработку персональных данных согласно политики конфиденциальности
Стоимость рассчитывается индивидуально
Не выходит в 0 по оси B после ремонта. — Установка и настройка
#1
OFFLINE
DikoStone
Отправлено 20 Июль 2021 — 13:57
Здравствуйте.
У нас на производстве имеется фрезерный станок KH50GF18i-MB, стойка FANUC 18i — MB в июне месяце появился дефект: при смене паллеты время от времени происходил сбой — по показаниям машинных координат при смене паллеты стол проворачивался на 0,1. .0,2 единиц. При этом возникала ошибка.
.0,2 единиц. При этом возникала ошибка.
В ходе диагностических и ремонтных работ был снят и разобран поворотный стол, при обратной сборке стола референтная метка на венце была смещена на ~30º (зафиксирована на других имеющихся отверстиях).
После чего не удалось выйти в нулевую позицию. Наладчики изменили параметр 1821 на 40 000, и в параметр 1850 указали необходимое смещение для выхода в нулевую точку. Так же был изменён бит в регистре 1006 отвечающий за направление поиска нулевой точки.
На данный момент после включения станка выход в нулевую позицию возможен при положении регулятора FEED RATE 25%. После первого выхода в нулевую позицию, станок возвращается в неё, независимо от положения регулятора FEED RATE. Однако при включении станка, выход в 0-ю позицию по оси B, с положением регулятора FEED RATE более 25% не возможен, ошибка выхода в 0 составляет порядка 5°.
Возможно ли исправить имеющуюся ситуация не изменяя физического положения нулевой метки на венце поворотного стола.
- Наверх
#2
OFFLINE
niksooon
Отправлено 20 Июль 2021 — 14:51
ни разу не имел дело с FANUC, но на основании ваших показаний » выход в нулевую позицию возможен при положении регулятора FEED RATE 25%» наводит на мысль что возможно скорость поиска(движения) в нулевую позицию чрезмерно завышена и стойка попросту не успевает реагировать на индексную метку оси В………
- Наверх
#3
OFFLINE
DikoStone
Отправлено 20 Июль 2021 — 15:08
Скажем так, с вашим утверждением я полностью согласен. Но. . Есть одно но, до описанных выше манипуляций выход в 0 вполне корректно осуществлялся и при 100%.
. Есть одно но, до описанных выше манипуляций выход в 0 вполне корректно осуществлялся и при 100%.
- Наверх
#4
OFFLINE
niksooon
Отправлено 20 Июль 2021 — 15:20
возможно есть параметр отвечающий за скорость выхода в 0 -ль и он был случайно изменен в большую сторону от изначальных настроек , а скинув FEED RATE до 25% скорость поиска снизилась в 4-ре раза и стойка стала успевать реагировать на индексную метку…….(все вышенаписанное разумеется исключительно мои домыслы и не более)
- Наверх
#5
OFFLINE
DikoStone
Отправлено 20 Июль 2021 — 17:47
Спасибо за помощь. Умудрились через отверстие где устанавливается датчик сместить метку на родное место и вернуть все параметры к исходным.
Умудрились через отверстие где устанавливается датчик сместить метку на родное место и вернуть все параметры к исходным.
- Наверх
#6
OFFLINE
DikoStone
Отправлено 20 Июль 2021 — 19:54
Не смотря на относительные успехи, по прежнему имеется проблема с выходом в 0.
Всё вернули как было, включая все параметры кроме 1850, он сейчас равен 0. При выходе в 0 имеется смещение от физического 0 равное 0,450. Как его компенсировать ?
- Наверх
#7
OFFLINE
niksooon
Отправлено 21 Июль 2021 — 00:51
есть всякие форумы (чипмейкер,ссср и т. д. ) на которых информации по фанукам несколько поболее………….
д. ) на которых информации по фанукам несколько поболее………….
- Наверх
Опции станка с ЧПУ
| Простота включения/выключения
У вас есть вопросы об опциях, доступных на вашем ЧПУ?
FANUC America предлагает опытную команду специалистов по опциям, которые помогут вам получить максимальную отдачу от вашей системы.
Свяжитесь с нами
ЧПУ FANUC может достичь большего, чем вы ожидаете.
Часто требуется просто активация опций программного обеспечения, которые не входили в исходный пакет станка. Если вы не уверены, какие параметры в настоящее время доступны в вашей системе, свяжитесь с нашей командой по параметрам, и они помогут определить, какие параметры просто необходимо включить, а какие доступны для покупки в вашей конкретной системе.
Свяжитесь с нами сегодня, чтобы обсудить с экспертом FANUC по ЧПУ варианты, которые помогут улучшить ваши процессы автоматизации.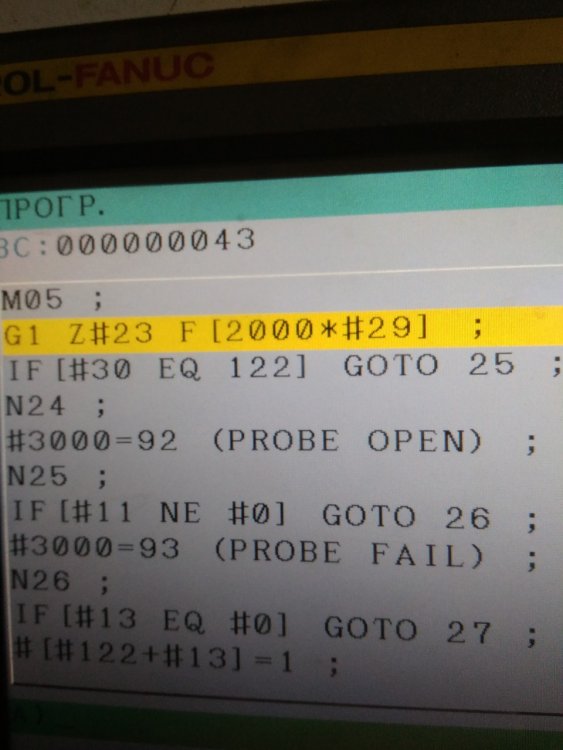
Свяжитесь с нами
Загрузить каталог функций
Некоторые из наших наиболее популярных опций ЧПУ FANUC включают:
Память программ обработки деталей FANUC
- Увеличение объема памяти, отведенного для хранения программ обработки деталей
- Позволяет создавать или редактировать большие программы на станке
- Уменьшает потребность в удалении программ для освобождения места, если программу необходимо перезагрузить для последующего использования
FANUC Фоновое редактирование
- Создание или изменение программы обработки детали, когда на станке выполняется другая программа обработки детали
- Загружать или скачивать программы, пока другая программа работает на машине
- Сэкономьте драгоценное время на настройку, позволив оператору подготовиться к следующей детали, пока выполняется текущая программа
FANUC Расширенное редактирование программ
- Расширенные возможности программирования деталей
- Предоставляет функции копирования, объединения, перемещения и замены
- Сокращение времени редактирования при создании или пересмотре программ обработки деталей на станке
Добавление зарегистрированных программ обработки деталей FANUC
- Увеличение количества программ, которые можно сохранить в памяти программ
- Большинство элементов управления хранят до 63 программ; однако некоторые из них можно увеличить до 1000 программ
- Особенно полезно при использовании большого количества программ мелких деталей, подпрограмм или макропрограмм
Пользовательский макрос FANUC / Пользовательский макрос FANUC B
- Расширение языка программирования деталей
- Включает управление потоком программы, математические и логические функции, а также локальные и системные переменные
- Легко создавайте собственные пользовательские циклы или программу параметрических семейств деталей
- Защищенные от ошибок процессы и ввод данных
- Представьте, как умный программист может улучшить ваши процессы обработки
- Заявка на зондирование:
- Доступ к положению машины после срабатывания датчика
- Переменные для хранения данных и расчетных значений
- Арифметические функции для вычисления новых значений
- Доступ к таблицам смещения и другим системным данным ЧПУ
- Логика и программа обработки деталей для принятия решений о влиянии измерения
- Оповещение оператора о проблеме
Свяжитесь с нами сегодня и поговорите с экспертом, чтобы узнать, какие варианты ЧПУ FANUC улучшат ваши процессы автоматизации.
Свяжитесь с нами
Высокоскоростной скип
- Высокоскоростные электронные схемы с высокоприоритетной функцией ЧПУ для точной регистрации положения при срабатывании датчика
- Прерывает оставшееся движение оси после срабатывания датчика
- Сохраняет позиции осей в пользовательских макропеременных
- Автоматическая компенсация запаздывания даже во время разгона/торможения
- Обнаружение сигнала датчика 0,1 мс
- Серия 15/16/18 — 8 входов
- Серия 21/0 — 1 вход
Вращение системы координат
- G68 поворачивает трехмерную систему координат на заданное число градусов
- Упрощение программирования детали с повторяющейся и повернутой формой (например, лопасти вентилятора)
Рабочая система координат
- G54 — G59 упрощает настройку детали
- Наборы значений коррекции (6 предустановленных рабочих систем координат) можно выбрать из программы
- Доступно 48 дополнительных рабочих смещений
- Упрощает программирование за счет смещения нулевой точки программы относительно нулевой точки станка
Винтовая интерполяция
- Синхронизирует круговое движение 2 осей с линейным движением другой оси
- Подходит для фрезерования резьбы или фрезерования больших отверстий маленькими инструментами
Сервер данных или удаленный буфер
- Избегайте нехватки данных при передаче больших программ через последовательный порт в режиме DNC путем добавления платы высокоскоростной связи
- имеет отдельный ЦП (функция сервера данных использует FTP для передачи данных ЧПУ или управления DNC; карта удаленного буфера с портами RS232C/RS422 и местом в памяти для буферизации данных последовательного порта)
- Возможность непрерывного выполнения больших программ обработки деталей в режиме DNC с той же скоростью, как если бы программа хранилась во внутренней памяти
Плата
Высокоскоростная обработка
- Большинство станков рассчитаны либо на высокую скорость, либо на высокую точность
- Варианты высокоскоростной обработки обеспечивают прогнозирование, улучшенное управление ускорением/торможением и автоматическое управление скоростью подачи для повышения скорости и точности
- Более высокая скорость обработки сокращает время обработки детали и увеличивает производительность станка
Программное обеспечение для промышленных роботов | Более 250+ программных функций
Варианты ПО для роботов
Благодаря более чем 250 программным функциям для повышения интеллекта, движения, безопасности и производительности мы даем вам возможность заставить ваших роботов видеть, чувствовать, учиться и обеспечивать вашу безопасность.
Запросить информацию о программном обеспечении
Программные продукты FANUC для роботов включают специальные функции, простые в использовании интерфейсы и эксклюзивные функции, упрощающие и стандартизирующие программирование роботов. Эти функции и преимущества позволяют пользователям FANUC быстро и легко запускать свои роботы с максимальной производительностью.
4D-графика
Опция 4D Graphics позволяет процессору 3D-графики в iPendant отображать робота,
инструменты, детали и другие компоненты ячеек в 3D-графике качества настольного компьютера. В сочетании с роботом
внутренние данные контроллера, обучающий кулон отображает невидимые данные в роботе как 4-е измерение
информация.
Расширенный пакет DCS
Расширенный пакет DCS включает в себя самые популярные и наиболее часто используемые опции безопасности, а также
мощный вариант 4D-графики в одном экономичном пакете.
Расширенный пакет EIP
Расширенный пакет EIP (Ethernet/IP) включает в себя самые популярные и широко используемые средства связи.
параметры. Он включает в себя: Ethernet/IP-адаптер, Ethernet/IP EDA, ПК Remote iPendant, устройство HMI и пульт дистанционного управления.
Опции iPendant в одном пакете. Этот вариант рекомендуется для интерфейса робота FANUC с контроллером Rockwell.
GuardLogix или ПЛК CompactLogix.
All Smooth Stop
Когда указан All Smooth Stop, тип останова указанных аварийных сигналов становится остановом категории 1 во всех режимах.
режимы работы (АВТО, режим Т1 и Т2).
Монитор производства дуги
Опция Arc Production Monitor используется со сварочными источниками питания Lincoln Power Wave,
поддержка мониторинга Lincoln Production Monitoring™ и CheckPoint™ на основе облачного сервера
особенность. Эта опция добавляет поддержку для выбора профиля сварки, настройки серийного номера детали, производства.
Мониторинг обработки ошибок, отображение WeldScore™ (включено в опцию аналогового измерителя), прокси
Поддержка сервера (включена в R558 — возможность подключения к Интернету и возможность настройки), использование сети
Настройка монитора.![]()
ArcTool
Пакет прикладного программного обеспечения ArcTool предоставляет уникальное технологическое решение для роботизированной дуговой сварки.
ArcTorchMate
Опция ArcTorchMate представляет собой экономичное и простое в использовании решение для автоматической регулировки
Центральная точка инструмента (TCP) в системах с одним движением или для систем, включающих MultiARM.
особенность (два или более роботов, управляемых одним контроллером).
Автоматический выход назад
Auto Backward Exit (R861) позволяет роботу начать запись своего пути в определенный момент программы.
и точно двигайтесь назад (влево) по записанному пути, чтобы вернуться в исходную начальную точку под
программный контроль.
Оси основного процесса
Базовые оси процесса позволяют настраивать и управлять серводвигателем или двигателями независимо от движения.
группу с помощью групповых входов или двух специальных инструкций для обучающего подвесного пульта. Этот вариант рекомендуется
Этот вариант рекомендуется
для привода конвейеров, шпинделей и т. д., со вспомогательным серводвигателем. Технологический двигатель имеет следующее
характеристики: ось принимает только команды скорости, положение оси не может быть задано напрямую,
и ось не принадлежит ни к одной группе движения.
Базовый удаленный TCP
Опция Basic Remote TCP (RTCP) включает кадр RTCP, RTCP Jogging и RTCP Motion. RTCP это
рекомендуется для приложений, в которых робот контролирует ориентацию заготовки вокруг фиксированной
инструмент в рабочей ячейке. Кадр RTCP определяется первым, прежде чем опция RTCP используется для запуска робота или
включить движение RTCP в программу робота.
Найдите программное решение для ваших нужд
Связаться с нами
Защита от столкновения
Collision Guard обеспечивает высокочувствительный метод обнаружения столкновения робота с объектом.
а затем немедленно останавливает робота. Это помогает свести к минимуму возможность повреждения конца рычага.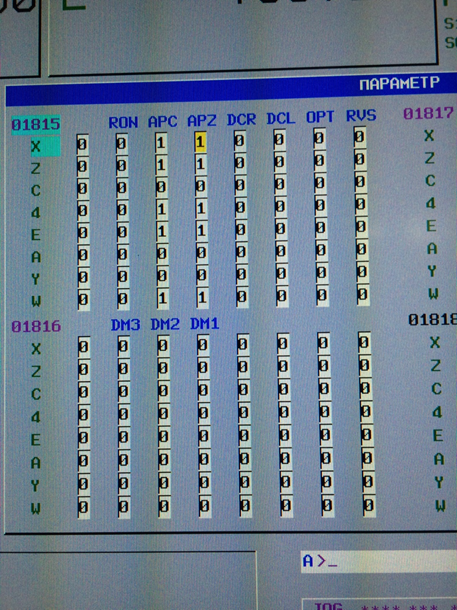
инструменты и робот. Защита от столкновений эффективна как для программного, так и для толчкового движения.
Постоянное отложение
Постоянная наплавка — это метод управления, позволяющий поддерживать постоянную скорость наплавки проволоки во время сварки. Это
согласовывает скорость подачи присадочной проволоки с движением робота. Скорость подачи проволоки регулируется по мере того, как робот
скорость изменяется из-за ускорения, замедления или запрограммированных изменений скорости.
Постоянный путь
Постоянный путь позволяет роботу сохранять один и тот же путь независимо от статической или динамической коррекции скорости.
изменения. Путь, который был запрограммирован и протестирован при переопределении низкой скорости, будет сохранен, когда
программа выполняется со 100% переопределением.
Индивидуальное плетение
Индивидуальное плетение позволяет создавать индивидуальный рисунок плетения для специализированных сварочных работ.
Безопасное соединение ввода-вывода DCS
DCS Safe I/O Connect используется для считывания и настройки входов и выходов безопасности.
Синхронизация двух дисков
Функция Dual Drive Motor Axis обеспечивает синхронную работу двух двигателей (ведущего и ведомого).
Основная функция функции двойного привода состоит в том, чтобы компенсировать синхронную ошибку между
главная и подчиненная оси.
Ввод/вывод глобальных данных EtherNet (EGD)
Глобальные данные Ethernet (EGD) позволяют обмениваться данными ввода-вывода через Ethernet с другими устройствами, такими как роботы и
GE Fanuc 90/30 PLC, которые поддерживают протокол EGD. EGD использует UDP/IP и основан на клиент-серверном протоколе.
модель. EGD можно настроить для обмена до 256 байтов ввода-вывода.
Улучшенное зеркальное отображение
Опция «Расширенное зеркальное отображение» позволяет переводить всю программу обучающего подвесного пульта или ее часть.
научите подвесную программу зеркально отображать исходные запрограммированные точки.
Ethernet-порт Enhanced Vision
Порт Ethernet Enhanced Vision предоставляет порт Ethernet с ограниченными функциями, который поддерживает FTP (файловые
передача), обмен сообщениями с помощью пользовательских сокетов и функциональность HTTP (веб).
Вывод кода ошибки
Опция вывода кода ошибки позволяет отправлять коды ошибок контроллера на другое устройство (например, на
ПЛК) в виде числовых значений.
Расширенное управление осями
Опция «Расширенное управление осями» позволяет настроить серводвигатель FANUC для группы движения робота.
Всего (включая оси робота) до 9 осей может быть настроено в группе движения робота. Эти двигатели FANUC
обычно используются для управления роботом на блоке передачи робота (RTU), приводя в действие сервозахват на
запястье робота или управление другими устройствами позиционирования/вращения.
Выбор внешнего режима
Выбор внешнего режима позволяет SAFE I/O [выбирать] режим работы (AUTO, T1 или T2) [с] удаленного
устройство вместо переключателя режимов на панели оператора
Найдите программное решение для ваших нужд
Связаться с нами
Интерфейс внешнего обзора (EVI)
В то время как FANUC i RVision — это чрезвычайно мощная полностью интегрированная 2D/3D-машина.
системы машинного зрения, FANUC осознает, что технология машинного зрения быстро развивается, и хочет, чтобы ее
чтобы клиенты могли воспользоваться преимуществами любой технологии, повышающей ценность роботов FANUC.
система. Интерфейс внешнего обзора (EVI) — это опция, позволяющая контроллеру робота FANUC подключаться к
легко с любой системой машинного зрения (MVS) с использованием обмена сообщениями через разъем Ethernet. FANUC EVI предлагает стандартные
Макросы КАРЕЛЬ
Отчет об ошибках и происшествиях
Параметр «Отчеты об ошибках и инцидентах» отображает журнал отчетов об ошибках. Проблемные зоны могут быть
Проблемные зоны могут быть
определяется путем просмотра гистограммы, показывающей пять основных сбоев по количеству инцидентов, продолжительности и общему количеству отказов.
время. На графике показаны только неисправности, возникающие во время производства, и отсортированы повторяющиеся неисправности, которые были
не зафиксировано.
Гибкая функция контроля давления
Опция гибкого управления давлением добавляет новые функции к и без того мощному сервомолотному управлению FANUC.
программное обеспечение, помогающее клиентам выполнять пользовательские последовательности прессования с помощью линейных приводов с сервоприводом.
Недавно добавленные функции включают возможность плавного переключения между режимами управления силой и положением,
построение и анализ кривых крутящего момента в зависимости от положения, а также возможность определения пользовательского программирования TP
инструкция, управляющая всей последовательностью нажатия.
Библиотека сварочного оборудования Fronius
Опция библиотеки сварочного оборудования Fronius (R653) позволяет настроить ArcTool для связи с
Источники питания для дуговой сварки Fronius с различными аппаратными и программными интерфейсами.
Синхронизация тепловой волны
Heat Wave Sync (R799) обеспечивает метод улучшения контроля над распределением энергии сварочной дуги по
сварной шов путем синхронизации графиков сварки с положением переплетения горелки.
Высокоточное отслеживание линии
Опция High Accuracy Line Tracking (R884) повышает точность отслеживания за счет расширения возможностей робота.
реакция на изменение скорости конвейера.
Устройство ЧМИ (SNPX)
Эта функция позволяет устройству HMI удаленно отслеживать и контролировать данные внутри робота.
контроллер. Робот взаимодействует с удаленным HMI, используя те же драйверы и адресацию, что и GE.
Фанук Серия 90 ПЛК.
Интеллектуальная проверка помех (IIC) для дуги
IIC (Intelligent Interference Check) для дуги (R872) — это опция, улучшенная [из] Intelligent Interference Check.
Interference Check (R759), специально для удовлетворения потребностей приложений дуговой сварки.
Калибровочная рамка iRC
iRCalibration Frame Shift, ранее CellCal, — это параметр калибровки, который компенсирует изменения кадров.
установив ГЛАВНЫЙ фрейм, который запускает программу обучения поиску фреймов. После того, как рамка
изменения, iRCalibration Frame Shift снова запускает ту же программу обучения поиску кадров и вычисляет
смещение кадра.
iRCalibration Vision Axis Master
iRCalibration Vision Axis Mastering восстанавливает статус мастеринга, который может быть утерян во время технического обслуживания.
например, при замене двигателя. Он использует зрение для выравнивания целевых меток на роботе.
Мастер восстановления iRCalibration Vision
iRCalibration Vision Master Recovery восстанавливает данные мастеринга, автоматически измеряя цель с
камера до и после замены мотора/редуктора.
Мастеринг iRCalibration Vision
iRCalibration Vision Mastering повышает точность робота за счет автоматического измерения фиксированной цели (используя
камера, прикрепленная к наконечнику инструмента робота) при изменении положения робота. Он регулирует оси
Он регулирует оси
Основные данные от J2 до J5 и константы упругости осей от J2 до J6. Пружинные константы могут быть
регулируется только при включенной функции компенсации гравитации (используется как дополнительная функция).
iRCalibration Vision MultiCal
iRCalibraton Vision Multi Calibration использует оборудование iRVision для поиска координатных кадров между несколькими
руки робота. Vision Multi-Cal определяет взаимосвязь между двумя роботами или между роботом и
позиционер координируется одним контроллером.
iRCalibration Vision Shift
iRCalibration Vision Shift имеет две отдельные функции. 1. Легко изменяет выученные позиции
программы, если система перемещается или переустанавливается. 2. Простая модификация позиций программы робота
созданный с помощью автономной системы программирования на заводе.
Набор iRCalibration Vision TCP
iRCalibration Vision TCP Set автоматически устанавливает центральную точку инструмента (TCP) робота с помощью камеры.
iRPickTool/Инструменты повышения эффективности
Инструменты iRPickTool /Efficiency позволяют повысить производительность и сократить время простоя за счет только комплектования
достижимых частей на конвейере.
Навигация iRVision 2D
Пакет iRVision 2D используется для обнаружения заготовок, которые смещаются в двух измерениях. Заготовки могут
сдвигать параллельно рабочей поверхности (X,Y) и вращать на рабочей поверхности (Roll).
iRVision без калибровки
iRVision No-Cal позволяет использовать камеру iRVision для обнаружения деталей без необходимости калибровки
камеру или определить любые пользовательские кадры или кадры инструментов.
iRVision 3D Multi-View
Процесс 3D Multi-View Vision измеряет несколько точек заготовки для ее трехмерного положения и позы.
с помощью четырех 2D-камер и обеспечивает компенсацию роботизированной обработки заготовки.
iRVision 3DL
Процесс 3D Laser (3DL) Vision измеряет 3D-плоскость заготовки и обеспечивает 3D-смещение для
компенсация робота.
Считыватель штрих-кодов iRVision
Процесс Reader Vision считывает одномерные и двухмерные штрих-коды.
Подборщик мусора iRVision
Опция iRVision Bin Picking позволяет системе машинного зрения распознавать положение и положение каждого
частей, которые случайным образом размещаются внутри контейнера, а робот подбирает эти части одну за другой.
один. Использует предотвращение помех для предотвращения столкновений между роботом/захватом и стенками бункера.
Клиент iRVision
Клиент iRVision позволяет роботу взаимодействовать с оборудованием машинного зрения. Координация между видением
аппаратное и программное обеспечение зависит от установленной версии программного обеспечения.
Инспекция iRVision
Опция iRVision Inspection (ранее называвшаяся Error Proofing) поддерживает широкий спектр задач машинного зрения.
включая измерение объекта или элемента, наличие/отсутствие, обнаружение дефектов, проверку поверхностных дефектов,
цветовой анализ и многие другие. iRVision Inspection может работать отдельно или в сочетании с другими
iRVision Inspection может работать отдельно или в сочетании с другими
Процессы iRVision, такие как 2D- или 3D-навигация (приобретаются отдельно).
Найдите программное решение для ваших нужд
Связаться с нами
КАРЕЛЬ
Опция KAREL необходима для запуска любых клиентских программ KAREL в роботах FANUC. КАРЕЛ — мощный
язык программирования, который позволяет вам получить доступ и управлять всеми аспектами робота FANUC, кроме
движение.
Математические функции
Опция Math Function предоставляет дополнительные инструкции редактору программы TP, позволяя
математические функции. SIN, COS, TAN, ASIN, ACOS, ATAN, ATAN2, SQRT, LN, EXP, ABS, TRUNC и ROUND.
Утилита меню
Утилита меню предоставляет возможность разрабатывать множество функций пользовательского интерфейса для программы робота в рамках
минут.
Библиотека сварочного оборудования Miller
Опция Miller Weld Equipment Library (R580) позволяет настроить ArcTool для связи с
Источники питания для дуговой сварки Miller с различными аппаратными и программными интерфейсами.
Пакет движения
Пакет Motion включает в себя самые популярные и широко используемые параметры движения. Включает в себя: Столкновение
Защита, постоянный путь, управление скоростью ADV-CP, управление путем ADV-CP, предотвращение сингулярности и движение
Опции интерфейса в одном пакете.
Мульти интерфейс UOP
Интерфейс Multi UOP (J964) обеспечивает независимые интерфейсы UOP для поддержки управления до пяти
программы.
Многофункциональное оборудование
Опция для нескольких устройств позволяет контроллеру робота управлять несколькими источниками питания для дуговой сварки.
одновременно.
Многогрупповое движение
Группа движения определяет набор двигателей и осей, которые объединяются для выполнения задачи движения. ФАНУК
роботы являются примером группы движения, обычно группы 1. Дополнительные группы движения определяются для
оси управления на оборудовании, отличном от робота. Максимальное количество групп, которое может быть
Максимальное количество групп, которое может быть
поддерживается контроллером, равно восьми. В качестве групп движения в систему можно добавить до четырех роботов.
Multi-Arm
MultiARM обеспечивает тесную связь всех роботов через единый контроллер.
Найдите программное решение для ваших нужд
Связаться с нами
ROBOGUIDE (R) PaintPRO
Программное обеспечение PaintPRO представляет собой графическое автономное решение для программирования, которое упрощает обучение роботизированной траектории и
разработка процесса покраски. PaintPRO специально разработан для создания контуров, которые могут использоваться
Прикладное программное обеспечение PaintTool™ от FANUC America Corporation.
PaintWorks IV
PAINTworks IV от FANUC America предоставляет необходимые инструменты для интегрированного управления покрасочным цехом.
система. Предлагая централизованное управление на уровне ячейки, PAINTworks IV взаимодействует со всеми роботами системы окраски,
поршневые и колокольные зоны. PAINTworks IV также используется с роботизированными системами запайки и дозирования.
PAINTworks IV также используется с роботизированными системами запайки и дозирования.
предлагая архитектуру непрерывного контроля для всего цеха покраски. Базовое управление системой PAINTworks IV
функциями являются управление процессом, мониторинг процесса и последовательность действий ячейки в реальном времени.
Инструмент для поддонов Turbo II
Пакет PalletTool Turbo II (R871) предназначен для упрощения настройки роботизированной укладки на поддоны.
приложения, относящиеся к чемоданам или сумкам, с пакетом программного обеспечения, включающим PalletTool 4D.
Инструмент для поддонов Turbo Lite
PalletTool Turbo Lite предоставляет набор функций, поддерживаемых в PalletTool Turbo II. Это подмножество
обеспечивает идеальную конфигурацию заказа, доступную только для роботов CRX Collaborative. Это
включает в себя все функции, необходимые для эффективного паллетирования. Для совместного и несовместного CR
роботов, используйте PalletTool Turbo II.
Подтверждение полезной нагрузки
Подтверждение полезной нагрузки используется для оценки точности настройки полезной нагрузки робота. Он включен в
Идентификация полезной нагрузки.
Идентификация полезной нагрузки
Идентификация полезной нагрузки (J669), доступная для большинства моделей роботов, используется для оценки полезной нагрузки робота.
автоматически с помощью встроенной функции. Идентификация полезной нагрузки также включает подтверждение полезной нагрузки.
(J878), который используется для оценки точности настройки полезной нагрузки при незначительном движении робота.
Набор инструментов для разработчиков ПК (PCDK)
Комплект разработчика для ПК позволяет создавать приложения Microsoft Windows®, которые
коммуникационная информация и инструкции с контроллером робота FANUC. В приложениях используется
высокопроизводительный Robot Server и Robot Neighborhood, которые представлены как объектно-ориентированные API внутри
средства разработки Visual Basic 6, VB. NET и C#.
NET и C#.
Файловые службы ПК
Программное обеспечение PC File Service предоставляет мощные возможности управления файлами для роботов FANUC. Это позволяет вам
для планирования резервного копирования файлов приложений робота на ПК. Как ручные передачи, так и автоматические/периодические
расписания поддерживаются.
Интерфейс ПК
Опция интерфейса ПК позволяет контроллеру реагировать на приложения ПК, написанные с помощью ПК.
Комплект разработчика (PCDK).
Интерфейс управления движением ПЛК
Интерфейс PLC Motion позволяет программировать роботов R-30iB Plus с помощью дополнительных инструкций FANUC.
(АОИ).
Регистратор процессов
Process Logger собирает данные приложения, связанные с процессом. Затем вы можете использовать обучающий подвесной интерфейс
графически анализировать тренды для выявления корректировок ненормального поведения процесса. Регистратор процессов
позволяет вам устанавливать пороги для собираемых элементов процесса и размещать сигналы тревоги, если элемент должен упасть
из толерантности.
Направляющие iHMI R-30iB Plus
Направляющие iHMI R-30iB Plus обеспечивают беспрецедентную простоту использования и простоту настройки.
Удаленный iPendant
Опция Remote iPendant позволяет использовать HMI, например планшет, в качестве удаленного iPendant, включая
возможность запускать робота в автоматическом режиме.
Инструмент для удаления
Прикладное программное обеспечение RemovalTool и устройство контроля усилия обеспечивают экономичное решение.
для роботизированной обработки поверхностей и кромок.
ROBOGUIDE (R) PaintPRO
Программное обеспечение PaintPRO представляет собой графическое автономное решение для программирования, которое упрощает обучение роботизированной траектории и
разработка процесса покраски. PaintPRO специально разработан для создания контуров, которые могут использоваться
Прикладное программное обеспечение PaintTool™ от FANUC America Corporation.
Найдите программное решение для ваших нужд
Связаться с нами
ROBOGUIDE (R) WeldPRO
WeldPRO позволяет пользователям моделировать процесс роботизированной дуговой сварки в трехмерном пространстве. Вы можете легко ориентироваться
через WeldPRO для создания полных рабочих ячеек путем импорта реальных файлов САПР инструментов и заготовок. Любой
знакомый с программированием робота FANUC сможет легко создавать новые траектории сварки с соответствующей горелкой
углы и параметры процесса. Все программы и настройки [из] виртуального рабочего места могут быть перенесены
к реальному роботу, чтобы сократить время установки.
Интерфейс RSI
Интерфейс удаленного датчика (RSI) — это функция, облегчающая обмен данными о местоположении и т. д. с
внешнее устройство, такое как ПК или контроллер стороннего производителя.
Сервогорелка
ServoTorch — это полностью интегрированный, управляемый сервоприводом, монтируемый на запястье, четырехроликовый (4) «вытягивающий» провод.
кормушка, управляемая роботами серии ARC Mate®. Конструкция оптимизирована для подачи алюминия и мягких
проволока. Интеграция двигателя подачи проволоки с управлением движением робота обеспечивает
сопряжение сварочного процесса.
Одно- и двухосевые позиционеры
Одно- и двухосевые сервопозиционеры FANUC America — это высокопроизводительные позиционеры, разработанные
предоставить интеграторам деталей и инструментов гибкое, надежное и экономичное решение
манипуляции во время нанесения.
Избегание сингулярности
Функция предотвращения сингулярности позволяет роботу FANUC с встроенным запястьем избегать сингулярности запястья.
автоматически во время линейного движения, что позволяет избежать замедления TCP во время высокой скорости J4 и J6
встречно-вращательные движения, связанные с сингулярностью запястья.
Библиотека сварочного оборудования SKS (R864)
Опция SKS Weld Equipment Library (R864) позволяет настроить ArcTool для связи с SKS arc.
сварочные источники питания через соединение Ethernet IP с интерфейсом SKS FB5 Fieldbus.
Мягкий поплавок
Мягкое плавание используется для компенсации отклонений в точности заготовки в тех случаях, когда робот
используется для крепления заготовок на станке.
Движение сплайна (R904)
Spline Motion определяет траекторию, которая плавно проходит через обученные точки. Движение по пути
поддерживает запрограммированную скорость на поворотах, если механические ограничения не будут превышены.
SpotTool+
SpotTool+ упрощает и стандартизирует настройку, интерфейс, программирование, эксплуатацию и обслуживание
Роботы FANUC, используемые в кузовных мастерских, включая точечную сварку, приварку шпилек, дозирование и
обработка материала. Предусмотрены встроенные функции, типичные для приложений кузовного цеха, что позволяет пользователю
легко обучать позиционным данным и логическим последовательностям, используя знакомые термины и команды меню.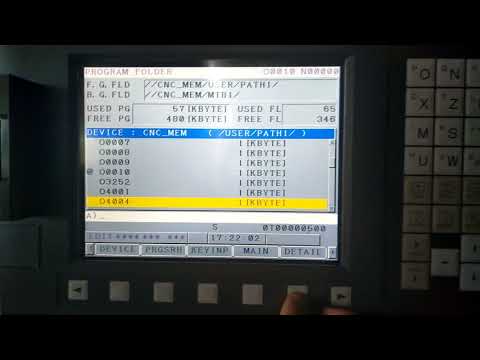
Потоковое движение
Опция Streaming Motion позволяет внешнему устройству выполнять планирование траектории пути,
траектории пути к роботу почти в реальном времени, что позволяет использовать очень гибкие и динамичные приложения.
Найдите программное решение для ваших нужд
Связаться с нами
Комплект для сварки толстых листов
Сочетает в себе функции сенсорного контроля и отслеживания шва по дуге в одном удобном варианте.
Отслеживание сквозного шва
Отслеживание швов по дуге (TAST) автоматически регулирует вертикальную и боковую траекторию робота в соответствии с заданными параметрами.
компенсировать деформацию или смещение детали. Часто используется с Touch Sensing для определения начала сварного шва.
соединение, TAST измеряет ток обратной связи и регулирует траекторию движения робота, чтобы сварной шов оставался в соединении.
центр.
Защита горелки
Защита горелки — это набор опций, которые используются для выполнения точной дуговой сварки.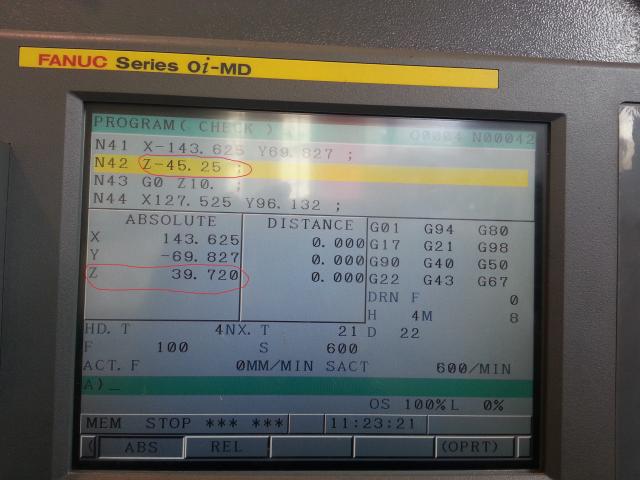
Ограничение крутящего момента
Инструкция ограничения крутящего момента позволяет вам ограничить максимальное значение крутящего момента указанного вспомогательного двигателя или
двигатели осей робота.
Датчик касания
Touch Sensing использует датчик, например лазерный, для обеспечения бесконтактной компенсации детали.
смещение за счет автоматического изменения траектории сварки, что устраняет необходимость ручной подкраски точек.
Сенсорный пропуск
Touch Skip можно использовать для автоматического выполнения SKIP, когда возмущающий крутящий момент превышает заданные пределы.
из-за неожиданного столкновения роботов.
Выбор режима TP
Выбор режима TP позволяет вам [[выбрать]] режим работы (AUTO/T1/T2 или AUTO/T1) непосредственно [из]
Научите подвесной экран.
Tracking Jog
Функция Tracking Jog упрощает обучение программированию MultiARM.
Обмен сообщениями сокета пользователя
User Socket Messaging позволяет вам использовать обмен сообщениями сокетов TCP/IP [от] KAREL.
Всего комментариев: 0