Прибор для лазерной резки металла: Лазерный станок для резки МЕТАЛЛА с ЧПУ — купить по цене от производителя
Содержание
Устройство лазерного станка для резки металла | Metal Case
Лазерная резка — один из самых современных способов обработки листовых материалов. Лазерный луч двигается по заданным координатам, вырезая из металлического, полимерного или деревянного листа детали нужных очертаний. Очертания при том могут быть сколь угодно сложными, потому что:
- Лазерный луч тонок и может прорезать узкие отверстия, не разрушая материал вокруг них. Узкие отверстия с диаметром, равным толщине материала — само по себе преимущество, но благодаря этому лазер еще и может делать четкие углы резов, не скругляя их.
- Точность наведения луча измеряется десятыми долями миллиметра даже на стандартных промышленных лазерах, режущих металл для корпусов. У специальных лазеров, используемых для инновационной электроники, точность может быть еще намного выше.
- Лазерным лучом управляет компьютер, ведет его четко по заданным координатам и с четко заданной скоростью, достаточной для ровного разрезания материала и недостаточной для его перегрева или обугливания.
 Благодаря этому в партии любого размера детали выходят четко соответствующими проекту, без отклонений.
Благодаря этому в партии любого размера детали выходят четко соответствующими проекту, без отклонений.
 Благодаря этому в партии любого размера детали выходят четко соответствующими проекту, без отклонений.
Благодаря этому в партии любого размера детали выходят четко соответствующими проекту, без отклонений.В общем, лазерная резка оказалась очень ценной технологией для нашего времени. А внутри этой технологии есть подвиды, которые позволяют максимально эффективно работать с разными видами материалов. Сегодня разберемся в этих видах.
Лазерно‑кислородная резка
В лазерной резке помимо самого лазерного луча всегда участвует струя газа. Она нужна как минимум для того, чтобы:
- выдувать расплавленный или испаренный материал из зоны реза
- и охлаждать оставшиеся грани, чтобы не перегревать остальную часть материала.
Так и будет, если этот газ будет просто атмосферным воздухом, забранным в компрессор и выпущенным под луч. Но при резке можно использовать не только банальный воздух, но и специальные газы — и в таком случае резка будет приобретать дополнительные качества.
Первый из таких специальных газов — чистый кислород. Его свойство — участвовать в окислительных реакциях. Когда кислород контактирует с металлом, расплавившимся под влиянием луча, эти реакции запускаются с бешеной скоростью. А при окислительных реакциях выбрасывается много тепла.
Когда кислород контактирует с металлом, расплавившимся под влиянием луча, эти реакции запускаются с бешеной скоростью. А при окислительных реакциях выбрасывается много тепла.
Как много тепла? Для разных металлов это значение будет различаться. Но вот, например, при лазерно‑кислородной резке железа количество выделяемого при окислении тепла в 3–5 раз больше, чем количество тепла, принесенное собственно лазером.
Это свойство кислорода позволяет резать металлы намного быстрее и дешевле, чем при использовании атмосферного воздуха. Быстрее — потому что в бешеном окислительном жаре металл плавится стремительнее. Дешевле — потому что для разрезания большого количества металла можно использовать меньше электричества.
Кислородная резка с лазерным стартом (технология LASOX)
Логическое развитие предыдущей технологии, один из новых трендов в лазерной резке металлов. Если в лазерно‑кислородной резке основной режущей силой является все‑таки лазер, а кислород, несмотря на огромную тепловую мощь окисления, выступает все‑таки «на подпевках», то здесь основную работу делает именно сверхзвуковая струя кислорода.
Лазерный луч служит стартером — он раскаляет металл примерно до тысячи градусов Цельсия, чтобы подготовить его к запуску бешеной окислительной реакции. Потом в поверхность ударяет струя газа — и начинается собственно резка.
- Ключевое положительное отличие технологии — в том, что так можно прорезать более толстый металл — до 50 миллиметров против 30 у большинства установок лазерно‑кислородной резки.
- Ключевое отрицательное отличие — процесс идет значительно медленнее. Скорость около 0,2 метра в минуту — в то время как у лазерно‑кислородной резки не меньше полуметра в минуту, а обычно еще быстрее. Поэтому если толщина металла позволяет использовать лазер‑кислород — выгоднее использовать именно его.
- Дополнительное отрицательное отличие — увеличенный диаметр отверстий. Редко меньше 3 миллиметров, в то время как обычная лазерно‑кислородная резка выдает и 1 миллиметр, и даже 0,1 миллиметр, если используются специальные станки.
Благодаря этому кислородная резка с лазерной поддержкой используется, например, в судостроении — и не используется в сферах с более тонким металлом.
Резка лазером в среде инертного газа
Противоположность двух предыдущих технологий.
Окисление приходится очень кстати, когда идет работа с железом и низколегированными сталями — но с цветными металлами и высоколегированными сталями оно не в тему. Из‑за присутствия кислорода при резке нержавейка, алюминий и титан формируют на кромках негодные соединения, портящие свойства материала.
При этом решение «использовать не чистый кислород, а просто воздух» не помогает, потому что кислород в атмосферном воздухе всё равно есть. И резка пойдет не так быстро, но кромки всё равно будут испорчены — хоть и не так сильно. Качественной работой это не назовешь.
Поэтому при работе с «капризными» материалами используются инертные газы. В зону резки подается струя сжатого газа, который не вступает во вредную реакцию с материалом — но при этом так же выдувает из отверстия расплав и охлаждает края разреза.
- Для большинства «капризных» материалов — например, нержавейки и сплавов алюминия — используется азот.
 Его называют условно‑инертным газом. «Условно» — потому что в принципе он не является инертным. Азот вполне себе вступает в реакции с другими веществами. Но не является окислителем. В данном случае этого достаточно.
Его называют условно‑инертным газом. «Условно» — потому что в принципе он не является инертным. Азот вполне себе вступает в реакции с другими веществами. Но не является окислителем. В данном случае этого достаточно. - Но существуют и «особо капризные» материалы — например, титан. При резке титана даже азот будет вреден. Потому что нежелательными являются не только оксиды титана, но и его нитрид, то есть соединение с азотом. Нитрид титана бывает довольно красив — в частности, его используют в качестве позолоты для куполов и зубных протезов. Но его нежданное появление в деталях никуда не годится, потому что нитрид титана хрупок. Для резки титана используется аргон — истинно инертный газ.
Лазерное термораскалывание
Три предыдущих технологии главным образом используются в металлообработке. А вот термораскалывание позволяет разделять стекло. Фактически при его использовании появляется не разрез, а именно трещина — только гладкая и контролируемая.
Эта технология эксплуатирует хрупкость стекла и возможность его разрушения из‑за перепада температур.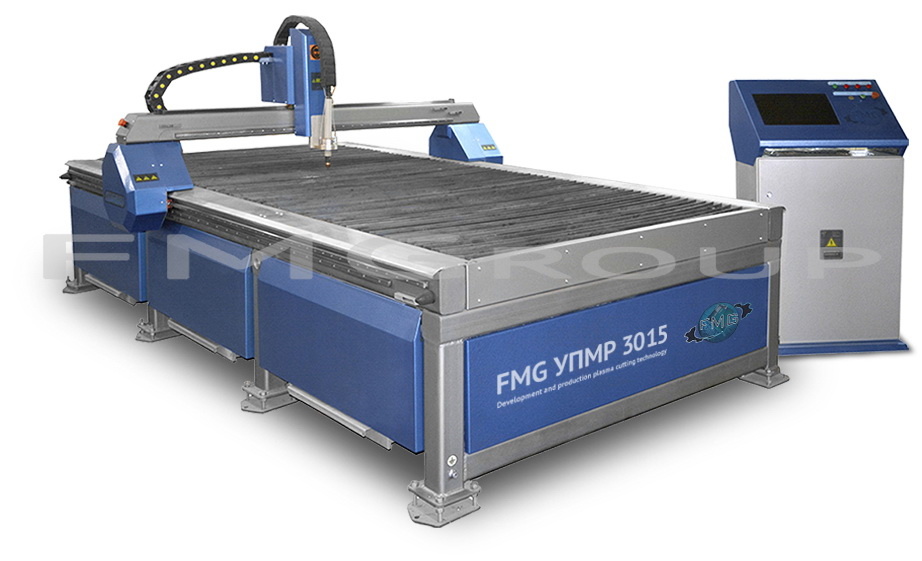 Лазерный луч резко нагревает нужную область, струя инертного газа резко ее охлаждает. Трещина пошла. При этом луч движется, направляя ее дальше.
Лазерный луч резко нагревает нужную область, струя инертного газа резко ее охлаждает. Трещина пошла. При этом луч движется, направляя ее дальше.
Испарительная резка лазером
Испарительная или сублимационная резка — один из пиков развития лазерной технологии. При классической лазерной резке разрезаемый материал плавится. А вот здесь, как уже понятно из названия, происходит мгновенное испарение.
Естественно, температура должна быть очень высокой. А для этого нужен очень мощный лазер, в который вкачивается очень много электроэнергии. При этом резка происходит не сплошным лучом, а короткими импульсами. Насколько короткими? Часто меньше 0,000000001 секунды (наносекунды).
При этом коэффициент полезного действия, конечно, чудовищно мал. Эту бы энергию на железо, да под кислород — и можно было бы резать и резать. Но применение сублимационной резки тоже может быть оправдано — конечно, в тонких и инновационных сферах, когда важно и материал разрезать, и материал подложки не задеть.
Какие виды лазерной резки используются в «Металл‑Кейсе»?
Мы не стремимся влезть всюду — пусть уж мы будем делать что‑то одно, но зато будем делать это с максимальной компетентностью и отдачей. Мы режем металл — поэтому не используем термораскалывание. И мы режем металл не для супермикроскопических нанопроцессоров (отпала сублимационная резка) и не для ледоходов (отпала кислородная резка с лазерной поддержкой).
Мы делаем детали из металла от 0,5 до 20 миллиметров. Поэтому используем:
- кислородную резку
- и резку в инертных газах — азоте и аргоне.
Но уж эти две технологии мы используем «на пять». Обращайтесь — давайте мы рассчитаем стоимость и сроки выполнения заказа, о котором вы подумали сейчас.
Быстрый расчёт стоимости
Лазерная резка металла — история создания установок лазерной резки
Немного истории создания установок лазерной резки
Первый лазер создал Теодором Майманом в 1960 в лаборатории Хьюза. Где впервые методом оптической накачки активной среды (рубина) было получено вынужденное оптическое излучение – лазерное излучение. Первые технологические лазеры создавались в СССР и внедрены в промышленность на советских заводах. Лазер — квантовый прибор, генерирующий когерентное, монохроматическое, электромагнитное излучение оптического диапазона длин волн. LASER – это аббревиатура: LIGHT AMPLFICATION BY STIMULATED EMISSION OF RADIATION – Усиление Света посредствам Вынужденного Излучения.
Где впервые методом оптической накачки активной среды (рубина) было получено вынужденное оптическое излучение – лазерное излучение. Первые технологические лазеры создавались в СССР и внедрены в промышленность на советских заводах. Лазер — квантовый прибор, генерирующий когерентное, монохроматическое, электромагнитное излучение оптического диапазона длин волн. LASER – это аббревиатура: LIGHT AMPLFICATION BY STIMULATED EMISSION OF RADIATION – Усиление Света посредствам Вынужденного Излучения.
Преимущества лазерной обработки:
- незначительная зона термического воздействия
- с химической точки зрения процесс является чистым
- незначительная последующая механическая обработка
- безконтактность процесса
- легкость автоматизации
- высокая производительность
Типы источников
Широкое практическое применение получили следующие виды источников: твердотельные, газовые, полупроводниковые.
- Твердотельный – квантовый генератор, в котором активной средой является твердое вещество — кристалл. Наиболее распространены лазеры на рубине, стекле с неодимом и гранатах с неодимом. Накачка производится посредствам излучения. Кристаллы выполняют в форме стержней с зеркальным покрытием. Источниками накачки могут быть: ксеноновые лампы, криптоновые лампы, галогенные лампы, ртутные лампы высокого давления.
- Газовые лазеры (CO2 лазеры) – квантовый генератор, в котором активное вещество газ. Среду накачивают высоковольтными, электрическими разрядами: электроны соударяясь с атомами газа, переводят их на следующие энергетические уровни.
- Полупроводниковые лазеры — излучающие переходы совершаются в полупроводниковом материале парой широких энергетических зон. Накачка осуществляется инжекцией через гетеропереход, а также электронным пучком. Работают в импульсном и непрерывном режимах.
На сегодня, в машиностроении, твердотельные лазерные установки одержали сокрушительную победу над СO2- лазерами благодаря развитию оптоволоконных лазеров. Простота технологии производства и эксплуатации волоконного источника позволила удешевить технологию производства автоматизированных лазерных установок портального типа. Что сделало их самыми востребованным видом оборудования, если речь заходит о раскрое листового металла.
Простота технологии производства и эксплуатации волоконного источника позволила удешевить технологию производства автоматизированных лазерных установок портального типа. Что сделало их самыми востребованным видом оборудования, если речь заходит о раскрое листового металла.
Волоконные лазеры. Относятся к твердотельным и являются, по сути, их логическим продолжением. Активной средой служит кристалл иттербия, Yb, длиной несколько десятков метров, диаметром 6-8мкм. Сердцевина обернута кварцевой оболочкой (шириной 400-600мкм). Сердцевину, то есть кристалл иттербия накачивают излучением от диодов. Излучение направляют прямо в кварцевую оболочку по всей длине. Оптоволоконные лазеры обладают весьма высокой эффективностью (до 80%) преобразования оптического в лазерное излучение.
В атомах иттербия происходят физические процессы, которые приводят к возникновению лазерного излучения. На концах волокна, на сердцевине делают два дифракционных зеркала в форме набора насечек, которые служат резонатором. В итоге, на выходе получаем идеальный, одномодовый пучок, с равномерным распределением мощности, что делает возможным сфокусировать пятно меньшего размера и получить большую, по сравнению с обычными твердотельными лазерами – глубину резкости.
В итоге, на выходе получаем идеальный, одномодовый пучок, с равномерным распределением мощности, что делает возможным сфокусировать пятно меньшего размера и получить большую, по сравнению с обычными твердотельными лазерами – глубину резкости.
В оптоволоконном лазере отсутствуют дефекты которые мешали получению максимальной эффективности твердотельных систем:
— отсутствует термолинза в кристалле
— искажение волнового фронта из-за дефектов в кристалле
— девиация пучка со временем
Излучение до выхода из устройства не соприкасается с окружающей средой, это обуславливает его надежность, высокую устойчивость к внешним механическим и климатическим воздействиям. Оптоволоконный генератор проще в изготовлении, у него значительный ресурс работы и он практически не нуждается в обслуживании при эксплуатации. Также легко управляется по мощности, при этом время включения и выключения до полной мощности составляет десятки микросекунд.
Сравнение эффективности резания металлов оптоволоконными и CO2-лазерами
Крайне актуальная тема для потенциальных заказчиков, а также, для тех, кто задумывается сменить СO2 лазерную установку на оптоволоконную.
- Транспортировка лазерного луча от резонатора к режущей головки идет по оптоволоконному кабелю, в результате чего не происходит потеря энергии
- Длина волны в инфракрасном диапазоне -1,07 мкм (СO2-10,6 мкм) позволяет уменьшить ширину реза, а соответственно, и точность резки
- В отличии от CO2-лазеров оптоволоконные лазеры не боятся вибрации и не требуют постоянной юстировки зеркал
Сравнение скоростей на примере резки конкретных сталей
Конструкционная сталь
Зависимость скорости резания конструкционной стали от ее толщины
Заготовка: специальная лазерная конструкционная сталь
Режущий газ: кислород О2
Мощность лазеров:
- Оптоволоконные YLR — 1000 и 4000В т
- СО2 лазер – 3000 Вт
Выводы:
- При толщине до 2мм скорость резания оптоволоконных лазеров быстрее
- При толщине от 2 до 5мм скорости СО2-лазера и оптоволоконного лазера одинаковые, но мощность оптоволоконного (1000 Вт) в три раза меньше
Нержавеющая сталь
Зависимость скорости резания нержавеющей стали от ее толщины
Заготовка: нержавеющая сталь
Режущий газ: азот N2
Мощность лазеров:
- Оптоволоконные YLR – 1000 и 4000В т
- СО2 лазер – 3000 Вт
Выводы:
- При толщине 1-5мм у оптоволоконного лазера 1000 Вт и СО2-лазера 3000 Вт графики практически совпадают
- Но на всем диапазоне толщины от 1-10мм вне конкуренции скорость резания оптоволоконного лазера 4000 Вт
Алюминий
Зависимость скорости резания сплава алюминия ALMg3 от его толщины
Заготовка: сплав алюминия ALMg3
Режущий газ: азот N2
Мощность лазеров:
- Оптоволоконные YLR – 1000 и 4000В т
- СО2 лазер – 3000 Вт
Применяемый газ при лазерной резке
- Кислородная лазерная резка – применяется для резки конструкционных углеродистых сталей (черная сталь).
 Для нее характерна высокая скорость резки, так как к процессу лазерного нагрева подключается химическая реакция окисления с выделением тепла. Это увеличивает скорость расплавления металла и позволяет вести обработку на высоких скоростях.
Для нее характерна высокая скорость резки, так как к процессу лазерного нагрева подключается химическая реакция окисления с выделением тепла. Это увеличивает скорость расплавления металла и позволяет вести обработку на высоких скоростях. - Резка инертными газами – при резке легированных сталей, алюминия, латуни, меди, никеля и его сплавов – применяют азот. Титан вступает в химическую реакцию с азотом, образуя хрупкий и ломкий нитрид, поэтому при резке титана используют аргон. При резке азотом (аргоном) скорость процесса меньше, так как нет дополнительного источника тепла и требуется больше времени для нагрева металла до расплавления. Также для удаления продуктов расплава из зоны резания, во избежание получения грата необходимо вести резку при более высоком давлении.
Резка кислородом легированных сталей затруднена тем, что легирующие элементы образуют с кислородом тугоплавкие оксиды, которые значительно затрудняют процесс лазерной резки.
Категории
- Калькулятор расчета усилия гибки
- Теория гибки
- Бомбирование
- Лазерная резка
Волоконный лазерный резак, CO2-лазерная резка и гравировка, планшетный принтер
ВОЛОКОННЫЙ ЛАЗЕР
ДО 15 000 ВАТТ
Подробнее
ВСЯ СИСТЕМА ВКЛЮЧЕНА
ВОЛОКОННЫЙ ЛАЗЕР
Купить сейчас
ВОЛОКОННЫЙ ЛАЗЕР FLY SPEED 1,5 кВт — 6 кВт
МОЩНЫЙ СТАНОК ДЛЯ РЕЗКИ МЕТАЛЛА
Полная защита с параллельным поворотным столом
Лидеры продаж Станок для резки волоконным лазером
ACCU STAR 5’x10′ | 1000 — 2000 Вт | Станок для резки листового металла с волоконным лазером
Распродажа!
от
7000000
12000000
АККУ ЗВЕЗДА 5′ x 20′ | 1500-2000 Вт | Станок для резки листового металла с волоконным лазером
от
10000000
10000000
SPACE SAVER 5’x10′ | 1500 Вт — 4000 Вт ИГИ | Станок для резки листового металла с волоконным лазером
от
12500000
12500000
УМНЫЙ КУБ 51 x 51 дюйм | 2000 Вт — 4000 Вт | Волоконный лазер для резки листового металла
Распродажа!
от
00
15000000
WORKFORCE [4’X8′ — 5’X10] CO2 ЛАЗЕРНАЯ РЕЗКА И ГРАВЕРНАЯ СИСТЕМА | 150 Вт — 260 Вт — 300 Вт
Наша бестселлер Мощная лазерная система CO2
Подробнее
CO2-лазерный резак и Galvo
ВСЕ ВКЛЮЧЕНО Versa LITE 24 x 16 дюймов 60 Вт / 100 Вт | CO2 ЛАЗЕРНЫЙ РЕЗАК И ГРАВЕР
от
499900
650000
ALL INCLUDED WORKFORCE 1325 — 1530 Система лазерной резки и гравировки CO2 | 150 Вт | Двойная рабочая платформа
от
1745000
2350000
ВСЕ ВКЛЮЧЕНО Ткань EXPERT 71 »x 39» CO2 лазерный резак и гравер 100 Вт — 150 Вт | с камерой | Конвейерная лента | Устройство подачи с автоматическим определением края
от
2395000
2550000
ВСЕ ВКЛЮЧЕНО Ткань MASTER 73 «X42» CO2 лазерный резак и гравер | 150 Вт | Камера | Конвейерная лента | Укладчик рулонов | Автоподатчик
от
3945000
4400000
ЭКОНОМИЯ ПРОСТРАНСТВА 1,5–3 кВт
Волоконный лазерный резак с Компактная конструкция с защитным кожухом. Идеально подходит для магазина с ограниченным пространством.
Идеально подходит для магазина с ограниченным пространством.
Полный корпус с выдвижным корпусом. Легкая загрузка и разгрузка.
Экономия места: нет обменного стола.
Подробнее
Центр технической поддержки
Создать новый запрос в службу поддержки
Лазерный резак для дерева, акрила и металла
Лазерные резаки JustLaser
Эффективные станки для лазерной резки
Самые быстрые широкоформатные лазерные граверы
Обладая скоростью до 3,8 метра в секунду, у нас есть самый быстрый на рынке станок лазерной резки для гравировки больших площадей (от рабочей зоны 1320 x 1270 мм). Это означает, что вы можете добиться более высокой производительности при высочайших стандартах качества — качество резки и гравировки устанавливает беспрецедентные стандарты.
Большая гибкость с лазерным резаком
Вы сами решаете, какие материалы резать, а не лазерный резак: независимо от того, металл это, дерево, акрил или алюминий. Благодаря большому лазерному резаку JustLaser вы можете настроить свои приложения в любое время.
Благодаря большому лазерному резаку JustLaser вы можете настроить свои приложения в любое время.
Интеллектуальный экстрактор осей
Экстрактор осей поддерживает чистоту лазерной головки при гравировке или резке любого материала, что означает, что ее не нужно чистить. При разработке лазерной головки особое внимание уделялось тому, чтобы вес был как можно меньше, чтобы уменьшить массу маховика. Это означает, что мы можем достичь более высокой скорости гравировки и снизить затраты на техническое обслуживание.
Лазер класса 2 с сертификацией CE
Благодаря продуманной концепции безопасности большой лазерный резак JustLaser стал единственным в своем классе открытым большим лазерным резаком, сертифицированным CE для лазера класса 2 (для обработки органических материалов). . Выгоды здесь очевидны: с одной стороны, требуется меньше мер безопасности и курсов обучения сотрудников, а с другой стороны, есть и структурные меры, которые необходимо учитывать. Более подробная информация о лазере класса 2 здесь.
| Приложение | Лазерная гравировка | Лазерная резка | Лазерная маркировка |
|---|---|---|---|
| Акрил | |||
| Пластик ПММА, ПК, АБС, ПП, ПЭ, ПОМ, ПС, ПУ, ПЭТ, нейлон, ПЭС, ПА, ПИ | |||
| Делрин и ПОМ | |||
| Камень | |||
| Дерево МДФ, ХДФ, фанера | |||
| Металл Листовой металл, медь, алюминий | |||
| Анодированный алюминий | |||
| Медь | |||
| Стекло | |||
| Керамика | |||
| Резина и силикон | |||
| Текстиль Полиэстер, фетр, бархат, микрофибра, нейлон, натуральное волокно, шерсть, шелк | |||
| Кожа и искусственная кожа | |||
| Меламин | |||
| Бумага | |||
| Картон | |||
| Пенополистирол |
Станок для лазерной резки JustImproved
Оборудование для лазерной резки
Станки лазерной резки от JustLaser
Лазерная резка с помощью нашего лазерного резака
Технические данные лазерного резака
Станок лазерной резки для
Операция лазерной резки
Программное обеспечение для лазерной резки
Что такое лазерная резка?
Как работает лазерная гравировка
Часто задаваемые вопросы о лазерном резаке
Есть вопросы о лазерном резаке от JustLaser?
justImproved Станок для лазерной резки
Дополнительное оборудование для лазерного резака
РЕЗКА МЕТАЛЛА С ПОМОЩЬЮ СТАНКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ
Вы можете легко дополнить свой лазерный станок опцией для резки металла.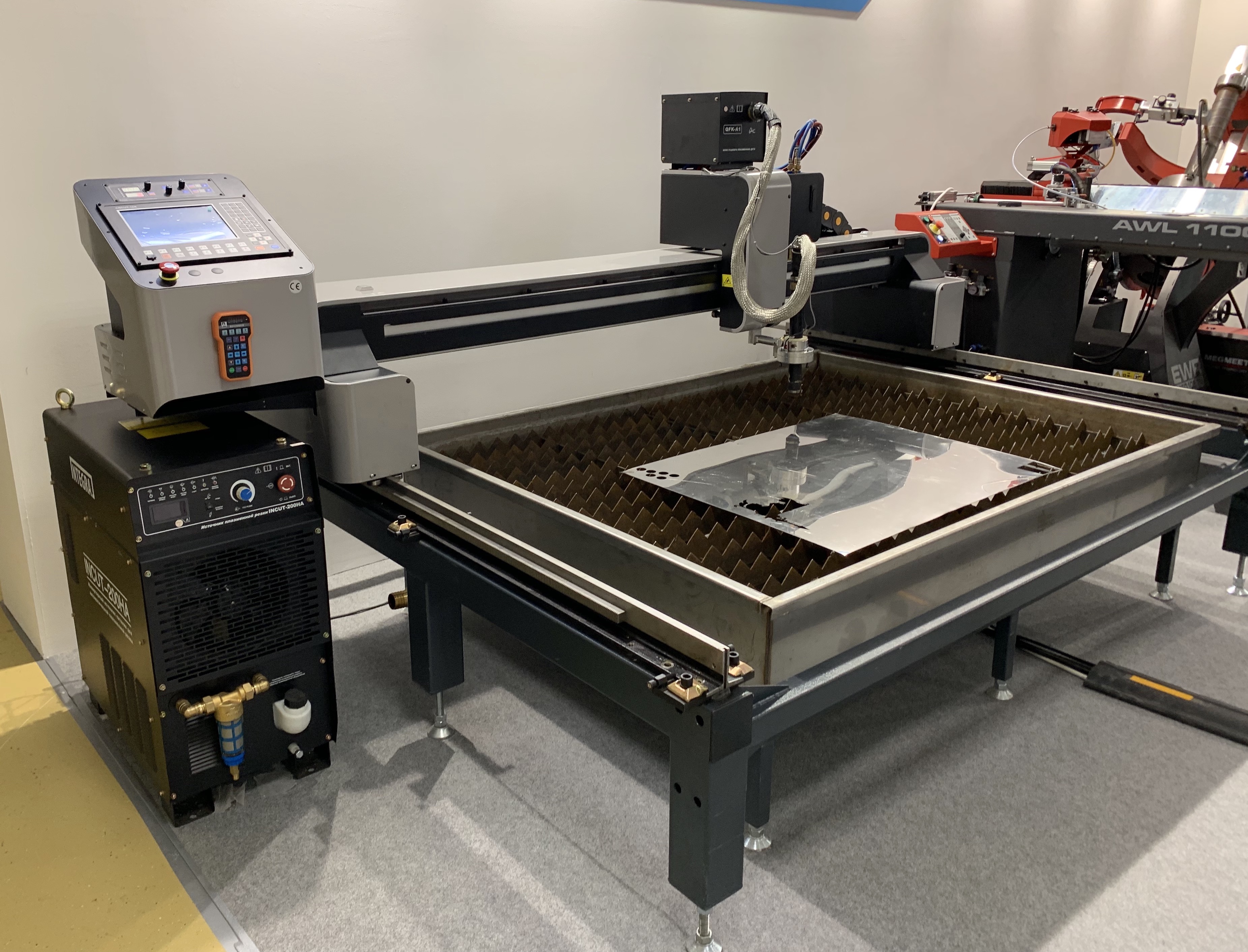 Предоставьте своим клиентам еще больше аппликаций из дерева, акрила, металла и многого другого! Наша емкостная лазерная головка собственной разработки всегда гарантирует правильную фокусировку и оптимальные результаты резки.
Предоставьте своим клиентам еще больше аппликаций из дерева, акрила, металла и многого другого! Наша емкостная лазерная головка собственной разработки всегда гарантирует правильную фокусировку и оптимальные результаты резки.
КОРПУС – ИСКЛЮЧИТЕЛЬНО ДЛЯ ЛАЗЕРНОГО РЕЗКА JUSTLASER LARGE 13,12 Л
В дополнение к опции для резки металла вы также можете выбрать комплектный корпус исключительно для лазерного резака JustLaser Large 13,12 л. Таким образом, вся лазерная установка заключена в кожух и, благодаря системе блокировки, активна только при закрытых дверях.
Z12 – Ось ДЛЯ ВЫСОКИХ МАТЕРИАЛОВ
Опция Z12 позволяет размещать под лазерным резаком заготовки высотой до 30 см, например, большие каменные заготовки.
ОПТИЧЕСКАЯ КАМЕРА ДЛЯ ВАШЕГО ЛАЗЕРНОГО РЕЗЧИКА
С нашим дополнительным пакетом k-vision мы предлагаем сложное аппаратное и программное решение, позволяющее точно резать печатный материал.
РОТАЦИОННАЯ ГРАВИРОВКА ДЛЯ ЛАЗЕРНОГО РЕЗКА
Благодаря ротационному гравировальному устройству вы можете использовать большой лазерный резак JustLaser для резки труб, гравировки стаканов и бутылок, а также для резки и гравировки закругленных и цилиндрических заготовок.
РАЗЛИЧНЫЕ РАЗМЕРЫ ДЛЯ ВАШЕГО ЛАЗЕРНОГО РЕЗКА JUSTLASER:
Оборудование для лазерной резки
Станки для лазерной резки с дополнительными преимуществами
ГИПЕР-ДВОЙНОЕ ДВИЖЕНИЕ
Гипер-двойная система для портальной оси на наш лазерный резак имеет серводвигатель EC с каждой стороны, который перемещает портал с помощью звездочки и (фиксированного) зубчатого колеса. Два двигателя идеально синхронизированы друг с другом, благодаря чему ось работает плавно и без проблем. Прочная механическая конструкция больших размеров может преобразовывать высокие, даже резкие крутящие моменты от серводвигателей в сильное ускорение с одновременным точным позиционированием и длительным сроком службы. Точность позиционирования и повторения реализована с точки зрения технологии управления с помощью 24-битных энкодеров двигателей и быстрых DSP. Это означает, что мы часто можем превосходить требования наших клиентов в отношении динамики осей и точности.
СИСТЕМЫ БЕЗОПАСНОСТИ – ЛАЗЕР КЛАССА 2
Воспользуйтесь преимуществами наших систем безопасности: выключатели аварийного останова, очки для защиты от лазера и герметичный путь луча между источником лазера и наконечником нагнетательного сопла – это лишь некоторые из функций безопасности системы JustLaser. Это и многое другое означает, что большой лазерный резак JustLaser является единственным лазером в своем классе, имеющим официальный сертификат CE для лазера класса 2 (для обработки органических материалов). Больше информации о лазере класса 2 здесь!
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ И ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРА
Каждый большой лазерный резак JustLaser поставляется с высокопроизводительным компьютером с операционной системой Windows. Подключить компьютер к лазеру очень просто благодаря технологии Ethernet и лазерному программному обеспечению KCAM.
УЛУЧШЕННЫЙ ВАКУУМ
Пары, образующиеся в процессе гравировки, могут эффективно поглощаться портальным вакуумом новой конструкции. Благодаря улучшенному вакууму металлические листы могут быть надежно стабилизированы, а любые пары, образующиеся в процессе лазерной резки, могут выводиться наружу.
Благодаря улучшенному вакууму металлические листы могут быть надежно стабилизированы, а любые пары, образующиеся в процессе лазерной резки, могут выводиться наружу.
ПРОГРАММИРУЕМАЯ ПОДАЧА СЖАТОГО ВОЗДУХА
При установке опции резки металла можно одновременно подключить и использовать до трех источников газа. Например, это означает, что вы можете быстро прожигать нержавеющую сталь кислородом и автоматически переключаться на азот для профиля резки. В результате вы получаете блестящую кромку и рез без заусенцев.
СУПЕРИМПУЛЬСНЫЕ ЛАЗЕРНЫЕ ТРУБКИ
Каждый большой лазерный резак JustLaser поставляется с суперимпульсной лазерной трубкой. Это означает большую мощность для ваших приложений, потому что сверхимпульсный режим означает, что лазерные трубки обеспечивают гораздо большую мощность, чем купленная мощность в отдельных пиках. Лазерная трубка мощностью 650 Вт может обеспечивать пиковую мощность более 2000 Вт (2,0 кВт) в течение короткого периода времени. Это означает, что сверхимпульсная лазерная трубка может, например, способствовать меньшему потемнению краев среза, поскольку высокая пиковая производительность означает, что материал в зазоре для резки испаряется быстрее, а короткая продолжительность взаимодействия препятствует теплопроводности. Мощность направляется в меньший, определенный объем, что, в свою очередь, означает, что режущая канавка уменьшается.
Это означает, что сверхимпульсная лазерная трубка может, например, способствовать меньшему потемнению краев среза, поскольку высокая пиковая производительность означает, что материал в зазоре для резки испаряется быстрее, а короткая продолжительность взаимодействия препятствует теплопроводности. Мощность направляется в меньший, определенный объем, что, в свою очередь, означает, что режущая канавка уменьшается.
Станки для лазерной резки JustLaser
Применение лазерной резки
Большой лазерный резак JustLaser более гибок в работе с различными материалами, чем другие станки для лазерной резки: он режет и гравирует большое количество материалов и обеспечивает максимальная продуктивность.
Мы предлагаем обучение безопасному обращению с лазерным резаком. Дополнительную информацию об этом можно найти на странице обучения лазерной безопасности.
Лазерная резка с помощью нашего лазерного резака
Для просмотра этого видео включите JavaScript и рассмотрите возможность перехода на
веб-браузер, который
поддерживает HTML5 видео
Технические характеристики станка для лазерной резки
Вся информация о станке для лазерной резки
Ниже приведен технический паспорт станка для лазерной резки JustLaser Large со сравнением размеров всех моделей.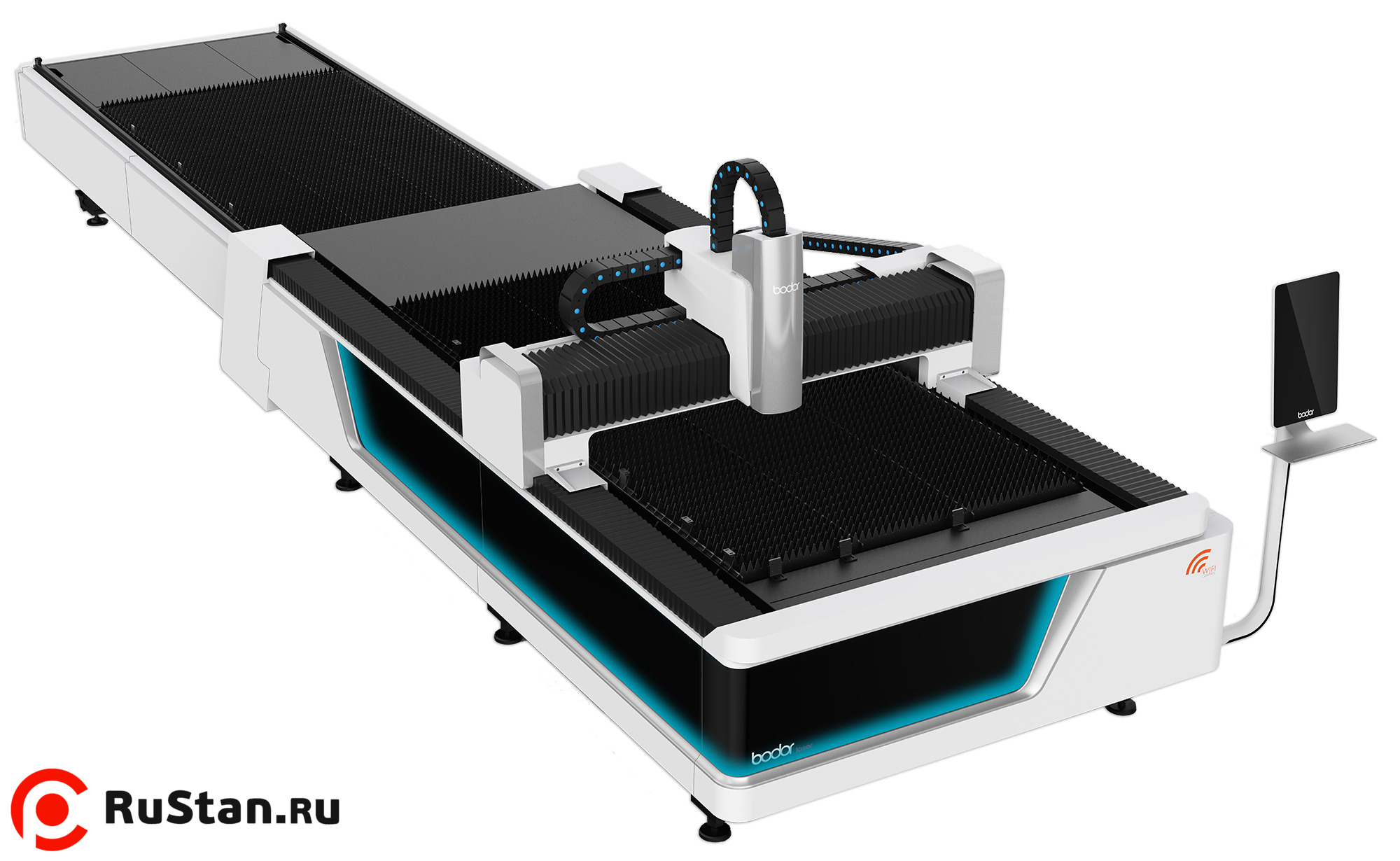
ТЕХНИЧЕСКИЙ ЛИСТ ЛАЗЕРНЫЙ РЕЗАК
Станок для лазерной резки
КРИСТАЛЬНО ЧИСТЫЙ АКРИЛОВЫЙ РЕЗАК
лазерная резка акрила
Управление лазерной резкой
Проверенное программное обеспечение для лазерной резки
KCAM® — это специально разработанный программный пакет для лазерной резки и гравировки.
Благодаря многолетним исследованиям и конструктивным отзывам клиентов KCAM® стал ведущим в отрасли программным обеспечением для лазерной обработки. Программное обеспечение настраивает параметры материала и параметры программного обеспечения в удобном пользовательском интерфейсе.
Вы можете легко подключиться к распространенным программам, таким как CorelDRAW, AutoCAD LT, Adobe Illustrator и многим другим, с помощью инструмента преобразования PDF. KCAM® постоянно развивается, и наши клиенты имеют постоянный доступ к последним обновлениям программного обеспечения.
Работаете ли вы с толстым акрилом или тонким, чувствительным текстилем: KCAM® предлагает вам быстрые и точные результаты для необходимого вам лазерного контроля.
Программное обеспечение для лазерной резки
ХАРАКТЕРИСТИКИ KCAM®
Расчет времени обработки
Оценщик времени, встроенный в программное обеспечение KCAM, автоматически рассчитывает время работы загруженного файла. Этот практичный инструмент упрощает участие в торгах.
Несколько векторных слоев
Программное обеспечение KCAM имеет несколько цветов линий, которые доступны с независимо устанавливаемыми параметрами. Цвета можно активировать или деактивировать с помощью галочки.
Правильная работа
Вы хотите пропустить три части, сократить несколько строк в гравюре или снова вырезать вектор. Не проблема с программным обеспечением KCAM.
Система пауз
В программном обеспечении KCAM можно настроить большое количество автоматических пауз. Это позволяет оптимально контролировать рабочий процесс вашей системы.
Это позволяет оптимально контролировать рабочий процесс вашей системы.
Функции массива
С помощью функций массива вы можете быстро создавать копии отдельных частей и заполнять весь лист точно расположенными частями.
Загрузка и сохранение параметров
Легко создавайте собственную библиотеку настроек для различных материалов, с которыми вы работаете. Здесь вы можете сортировать по имени файла или создавать папки для организации пользовательских библиотек наилучшим образом.
АВТОМАТИЧЕСКИЙ ИМПОРТ ДАННЫХ CAD
Из Adobe Illustrator, Solid Works и AutoCAD LT
Что такое лазерная резка?
Процессы лазерной резки – лазерная пламенная резка, лазерная резка плавлением и сублимационная резка – зависят от материала, из которого изготовлена заготовка.
ЛАЗЕРНАЯ ПЛАМЯНАЯ РЕЗКА
При лазерной пламенной резке в качестве режущего газа и дополнительного источника энергии используется кислород, благодаря чему происходит горение в определенном месте при плавлении материала с помощью лазерной резки. При лазерной газовой резке необходимо проводить постобработку, так как, в отличие от лазерной резки плавлением, процесс приводит к окислению кромок, что приводит к образованию заусенцев. В идеале, однако, образования заусенцев можно избежать, если правильно задать параметры лазера.
При лазерной газовой резке необходимо проводить постобработку, так как, в отличие от лазерной резки плавлением, процесс приводит к окислению кромок, что приводит к образованию заусенцев. В идеале, однако, образования заусенцев можно избежать, если правильно задать параметры лазера.
ЛАЗЕРНАЯ РЕЗКА ПЛАВКОЙ
При лазерной резке плавлением металл – часто алюминиевые сплавы или нержавеющая сталь – расплавляется под действием нагревающего лазерного луча. При этом в место резки обычно вдувают инертный газ, чтобы предотвратить окисление краев. Поскольку это не приводит к образованию заусенцев, этот процесс подходит для всех инструментов, которые не требуют дальнейшей обработки или для которых не требуются изменения материала. Для этого метода обычно подходит высокопроизводительный твердотельный лазер.
СУБЛИМАЦИОННАЯ РЕЗКА
Особенность сублимационной резки заключается в том, что лазерная машина заставляет материал немедленно испаряться, не переходя в жидкое состояние. Это создает особенно тонкий рез без заусенцев. Этот процесс часто используется для медицинской техники.
Это создает особенно тонкий рез без заусенцев. Этот процесс часто используется для медицинской техники.
Как работает лазерная гравировка
В отличие от механической гравировки, при которой материал удаляется царапаньем, прокалыванием или долблением, лазерная гравировка выполняется с помощью энергии лазерного луча, который испаряет поверхность.
ЛАЗЕРНАЯ ГРАВИРОВКА
При лазерной гравировке лазер с цифровым управлением нагревает поверхность обрабатываемого материала настолько, что он испаряется на определенную глубину, создавая прочную и устойчивую к истиранию гравировку. Интеллектуальная лазерная технология большого лазерного резака JustLaser покоряет людей своей максимальной точностью повторения — не требуются ручные навыки или дополнительные инструменты.
АБЛЯЦИЯ
Белые метки можно наносить на анодированный алюминий с помощью CO2-лазеров и волоконных лазеров. Установить параметры для этого очень просто. Соли хромофорных металлов подвергаются термической коррозии при повышении температуры, что означает, что надпись белая. На естественном анодированном алюминии (т. е. с металлическим блеском, но без цвета) и на чистом алюминии могут быть нанесены темные или светлые надписи. В анодированном алюминии сохраняется исключительно механически прочный, химически стойкий и неэлектропроводный слой оксида алюминия.
На естественном анодированном алюминии (т. е. с металлическим блеском, но без цвета) и на чистом алюминии могут быть нанесены темные или светлые надписи. В анодированном алюминии сохраняется исключительно механически прочный, химически стойкий и неэлектропроводный слой оксида алюминия.
С окрашенных металлов или пластиковых ламинатов (не менее 2 слоев) слой краски или верхний слой пластика можно удалить с помощью CO2-лазера, часто не оставляя следов.
Часто задаваемые вопросы о лазерном резаке
Как работает CO2-лазер?
CO2-лазер — это газовый лазер, который часто используется для обработки материалов. Лазерно-активная среда состоит из смеси углекислого газа, гелия и азота. Возбуждение вызывается либо: а) электромагнитными волнами (обычно 48 МГц или 86 МГц), которые передаются в резонатор через антенны, либо: б) тлеющим разрядом в газовой смеси при приложении высокого напряжения (обычно 20 000 — 30 000 вольт).
Лазерный гравер JustLaser
Большой лазерный резак JustLaser
В чем разница между лазерным резаком и лазерным гравером?
Лазерные граверы и лазерные резаки в основном представляют собой одно устройство. Разница заключается в соответствующих силах, дополнительных надстройках и различной мощности лазерных систем. Выбор наиболее подходящего лазерного станка определяется основным применением и материалом, подлежащим лазерной обработке.
Разница заключается в соответствующих силах, дополнительных надстройках и различной мощности лазерных систем. Выбор наиболее подходящего лазерного станка определяется основным применением и материалом, подлежащим лазерной обработке.
Лазерные станки
Какой лазер идеально подходит для резки?
Вы можете резать органические материалы, такие как дерево, пластик и текстиль, с помощью большого лазерного резака JustLaser и лазерного гравера JustLaser. Большой лазерный резак JustLaser также может резать металлы толщиной до 4 мм. Ассортимент продукции JustCut мощностью 1кВт — 3кВт от волоконного лазера позволяет резать металлы толщиной до 10мм.
Применение лазера
Что можно резать лазером?
Список всех материалов здесь:
применение лазера
Как работает лазерная резка?
Процессы лазерной резки – лазерная пламенная резка, лазерная резка плавлением и сублимационная резка – зависят от материала. При лазерной газовой резке в качестве режущего газа и дополнительного источника энергии используется кислород. Высокая температура в режущем зазоре и кислород запускают процесс окисления («горения»), выделяющееся при этом большое технологическое тепло поддерживает процесс резания. С другой стороны, при лазерной резке плавлением металлы плавятся под действием тепла лазерного луча и выталкиваются из режущего зазора под высоким давлением технологического газа. Это часто приводит к снижению качества режущей кромки. Процессы резки также могут осуществляться высокопроизводительными волоконными лазерами с подачей азота (реже 400 Вт с СО2). Этот процесс, при котором режущие кромки сохраняют свой металлический блеск, происходит медленнее, чем газовая резка, хотя режущие кромки обычно темнеют при газовой резке. .
При лазерной газовой резке в качестве режущего газа и дополнительного источника энергии используется кислород. Высокая температура в режущем зазоре и кислород запускают процесс окисления («горения»), выделяющееся при этом большое технологическое тепло поддерживает процесс резания. С другой стороны, при лазерной резке плавлением металлы плавятся под действием тепла лазерного луча и выталкиваются из режущего зазора под высоким давлением технологического газа. Это часто приводит к снижению качества режущей кромки. Процессы резки также могут осуществляться высокопроизводительными волоконными лазерами с подачей азота (реже 400 Вт с СО2). Этот процесс, при котором режущие кромки сохраняют свой металлический блеск, происходит медленнее, чем газовая резка, хотя режущие кромки обычно темнеют при газовой резке. .
Большой лазерный резак JustLaser
Что можно резать лазером?
Вы можете использовать лазер для резки таких материалов, как дерево, металл, акрил и многие другие.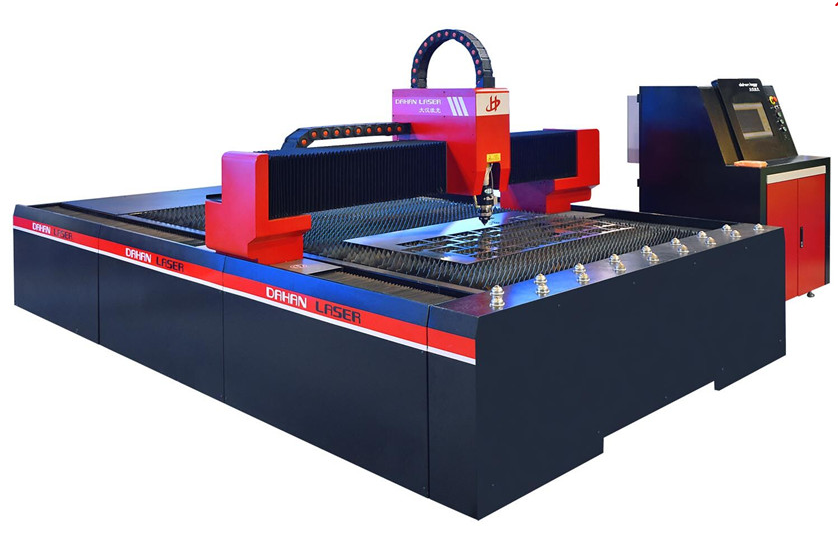 Подробный обзор можно найти здесь:
Подробный обзор можно найти здесь:
Применение лазера
Что означает лазерная резка?
Laser Cut — это просто лазерный резак. Процессы лазерной резки — лазерная пламенная резка, лазерная резка плавлением и сублимационная резка — зависят от материала, из которого изготовлена заготовка.
Большой лазерный резак JustLaser
Сколько стоит лазерный резак?
Стоимость лазера варьируется в зависимости от мощности и дополнительных опций. Мы с удовольствием рассчитаем для вас цену на подходящий лазер. Дополнительная информация:
Свяжитесь с JustLaser
Какой лазер следует использовать для резки металла?
Для работы с металлом мы рекомендуем наш волоконный лазер JustLaser JustCut. Это идеально подходит для обработки металла, листового металла, меди и алюминия. Компактный волоконный лазерный станок, оснащенный лазерными источниками nLIGHT мощностью до 3 кВт.
Можно ли резать дерево лазером?
Процессы лазерной гравировки и лазерной резки дерева используются не только в творческих проектах, но и в промышленном секторе.
Всего комментариев: 0