Проволока на эрозионный станок: Проволока электроэрозионная для станков с ЧПУ
Содержание
Проволока электроэрозионная для станков с ЧПУ
Материал проволоки:
молибденовая
латунная
с покрытием (оцинкованная)
Помощь при выборе проволоки:
Обзор серий, рекомендации
8 239,08 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,25 мм, σ 980 Н/мм2, катушка P5, 5 кг
ACLN25P5
В наличии
8 135,54 ₽
Цена с НДС32 542,18 ₽
Проволока латунная с покрытием MASTER-CUT TOPAS 0,30 мм, прочность 800 Н/мм2, катушка B16 (16 кг)
233398
В наличии
16 477,30 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,25 мм, σ 980 Н/мм2, катушка P10, 10 кг
ACLN25P10
В наличии
10 669,74 ₽
Цена с НДСОцинкованная проволока AdvaCUT HP для электроэрозии, Ø 0,25 мм, σ 900 Н/мм2, катушка P5, 5 кг
ACHP25P5
В наличии
16 477,30 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,30 мм, σ 980 Н/мм2, катушка P10, 10 кг
ACLN30P10
В наличии
8 239,08 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,25 мм, σ 450-500 Н/мм2, катушка P5, 5 кг
ACS25P5
В наличии
13 714,93 ₽
Цена с НДСОцинкованная проволока AdvaCUT HP для электроэрозии, Ø 0,15 мм, σ 900 Н/мм2, катушка P3, 3 кг
ACHP15P3
В наличии
5 768,12 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,30 мм, σ 445 Н/мм2, катушка K125, 3,5 кг
ACS30K125
В наличии
5 768,12 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,25 мм, σ 980 Н/мм2, катушка K125, 3,5 кг
ACLN25K125
В наличии
10 669,74 ₽
Цена с НДСОцинкованная проволока AdvaCUT HP для электроэрозии, Ø 0,30 мм, σ 900 Н/мм2, катушка P5, 5 кг
ACHP30P5
В наличии
13 181,83 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,30 мм, σ 980 Н/мм2, катушка K160, 8 кг
ACh40K160
В наличии
16 477,30 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,20 мм, σ 980 Н/мм2, катушка P10, 10 кг
ACLN20P10
В наличии
5 768,12 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,20 мм, σ 980 Н/мм2, катушка K125, 3,5 кг
ACLN20K125
В наличии
5 768,12 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,25 мм, σ 445 Н/мм2, катушка K125, 3,5 кг
ACS25K125
В наличии
8 239,08 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,20 мм, σ 980 Н/мм2, катушка P5, 5 кг
ACLN20P5
В наличии
11 008,30 ₽
Цена с НДСОцинкованная проволока AdvaCUT HP для электроэрозии, Ø 0,20 мм, σ 900 Н/мм2, катушка P5, 5 кг
ACHP20P5
В наличии
24 716,38 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,25 мм, σ 980 Н/мм2, катушка K200, 15 кг
ACLN25K200
В наличии
24 716,38 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,30 мм, σ 980 Н/мм2, катушка K200, 15 кг
ACh40K200
В наличии
7 860,25 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,15 мм, σ 980 Н/мм2, катушка P3, 3 кг
ACh25P3
В наличии
13 181,83 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,25 мм, σ 450 Н/мм2, катушка K160, 8 кг
ACS25K160
В наличии
8 239,08 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,30 мм, σ 980 Н/мм2, катушка P5, 5 кг
ACLN30P5
В наличии
32 009,23 ₽
Цена с НДСОцинкованная проволока AdvaCUT HP для электроэрозии, Ø 0,25 мм, σ 900 Н/мм2, катушка K200, 15 кг
ACHP25K200
В наличии
6 502,64 ₽
Цена с НДСПроволока латунная AdvaCUT Bronze, диаметр 0,25 мм, прочность 980 Н/мм2, катушка K125 (3,5 кг)
ACh35K125
Заканчивается
13 005,28 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,25 мм, σ 445 Н/мм2, катушка K160, 7 кг
ACS25K1607
Заканчивается
5 768,12 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,20 мм, σ 445 Н/мм2, катушка K125, 3,5 кг
ACS20K125
Под заказ
8 077,50 ₽
Цена с НДСМолибденовая проволока AdvaCut для электроэрозионных станков серии DK, Ø 0,18 мм, намотка 2000 м
DK18L20
Под заказ
9 515,72 ₽
Цена с НДСМолибденовая проволока AdvaCut для электроэрозионных станков серии DK, Ø 0,18 мм, намотка 2400 м
DK18L24
Под заказ
12 887,00 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,10 мм, σ 980 Н/мм2, катушка P3, 3 кг
ACh20P3
Под заказ
13 181,83 ₽
Цена с НДСЛатунная проволока AdvaCut для электроэрозии, Ø 0,25 мм, σ 980 Н/мм2, катушка K160, 8 кг
ACLN25K160
Под заказ
Проволока латунная MASTER CUT TYP T, диаметр 0,20 мм, прочность 450 Н/мм2, катушка P5 (5 кг)
42185
Архив
Латунная проволока AdvaCut для электроэрозии, Ø 0,25 мм, σ 980 Н/мм2, катушка K160, 8 кг.

ACh35K160
Архив
Проволока латунная MASTER CUT TYP T, диаметр 0,25 мм, прочность 500 Н/мм2, катушка P5 (5 кг)
42187
Архив
Проволока латунная MASTER CUT TYP OBN, диаметр 0,20 мм, прочность 900 Н/мм2, кат. P10 (10 кг)
138883
Архив
Латунная проволока AdvaCut для электроэрозии, Ø 0,25 мм, σ 980 Н/мм2, катушка P15, 20 кг
ACLN25P15
Архив

Электроэрозионный проволочный станок | ПроТехнологии
Электроэрозионные проволочные станки предназначены для обработки всех видов металлов больших толщин с высокой точностью и шероховатостью (Ra).
Электроэрозионные проволочные станки предназначены для обработки всех видов металлов больших толщин с высокой точностью и шероховатостью (Ra). В сравнении с другими видами металлообрабатывающего оборудования (например, фрезерным) эрозионно-проволочные станки имеют меньшие габариты при одинаковых максимальных размерах обрабатываемой заготовки. Конструктив станка прост, что обеспечивает бюджетность его эксплуатации и ремонта.
В сравнении с другими видами металлообрабатывающего оборудования (например, фрезерным) эрозионно-проволочные станки имеют меньшие габариты при одинаковых максимальных размерах обрабатываемой заготовки. Конструктив станка прост, что обеспечивает бюджетность его эксплуатации и ремонта.
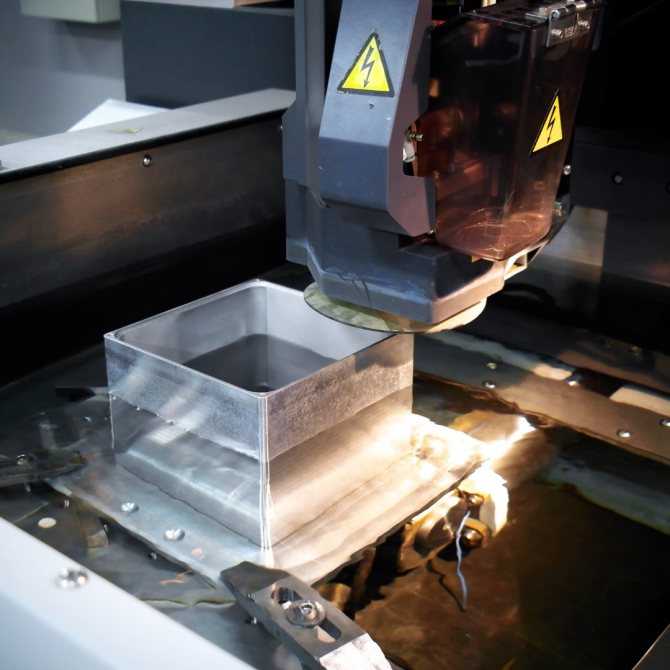
Резка заготовки на эрозионном станке происходит за счет образования электрических разрядов между заготовкой и инструментом молибденовой проволокой 0,18 мм. При запуске программы обработки запускается движение проволоки через направляющие ролики, подается деионизированная жидкость. Проволока находится в постоянном контакте с твердосплавными щетками. К заготовке подведен отдельный контакт с высокочастотного источника постоянного тока.
Система ЧПУ станка оснащена ПК с операционной системой Windows XP, предустановленным AutoCAD и панелью управления режимами резки, позволяющей регулировать: напряжение, частоту, скважность, скорость вращения проволоки и другое.
В ЧПУ имеются системы самодиагностики обрыва проволоки и короткого замыкания. Станок при срабатывании какой-либо системы подает сигнал. После устранения проблемы есть возможность продолжить обработку с места, где произошла неполадка. В ПО AutoCAD имеется возможность задать траекторию конусной обработки детали. Основная программа для обработки Wirecut позволяет осуществлять привязки к сторонам или центрам окружностей, а также автоматически отключать оборудование после выполнения цикла обработки.
Станок при срабатывании какой-либо системы подает сигнал. После устранения проблемы есть возможность продолжить обработку с места, где произошла неполадка. В ПО AutoCAD имеется возможность задать траекторию конусной обработки детали. Основная программа для обработки Wirecut позволяет осуществлять привязки к сторонам или центрам окружностей, а также автоматически отключать оборудование после выполнения цикла обработки.
На всех моделях серии DK имеется централизованная система смазки и система фильтрации воды. Характерной особенностью серии является низкая потребляемая мощность 2кВт в сравнении с альтернативными видами оборудования.
Опционально эрозионные станки могут быть дооснащены латунными фильерами и ручным пультом дистанционного управления.
Стандартная комплектация включает направляющие ролики, концентрат 2 кг, молибденовую проволоку 0,18 мм 500 м, инструмент для фиксации заготовки и ролик для протяжки проволоки.
Основы проволочной эрозии
Электроэрозионная обработка (электроразрядная обработка) Проволочная эрозия — это точный технологический процесс, при котором заготовка прорезается жгутом проволоки, при этом между проволокой и заготовкой возникают электрические искры, и эти электрические искры разрезают заготовку. Это экономичный метод, обеспечивающий невероятную точность на более толстых компонентах. Станки для резки проволоки могут вырезать сложные формы даже из прочных материалов.
Это экономичный метод, обеспечивающий невероятную точность на более толстых компонентах. Станки для резки проволоки могут вырезать сложные формы даже из прочных материалов.
Искры тщательно контролируются, и в последние годы для обеспечения точности резки используется диэлектрическая деионизированная вода. Вода выступает в качестве хладагента, предотвращая перегрев металлических компонентов и смывая любые частицы, которые могут помешать. Процесс проволочной эрозии начинается с края заготовки или с просверливания отверстия, где процесс начнется.
Процесс эрозионной электроэрозионной обработки восходит к 1770 году, когда английский ученый Джозеф Пристли обнаружил, что электрический разряд может разрушать металл.
Преимущества:
- С помощью этого механизма можно получить очень сложные детали.
- Твердые материалы не влияют на процесс.
- Он может работать даже с самыми маленькими заготовками по сравнению с более традиционными режущими инструментами, которые вызывают повреждения.
- Нет прямого контакта между инструментами и заготовкой, что означает возможность обработки более слабых материалов без их поломки.
- Возможна любая отделка поверхности.
- Можно легко просверлить мелкие отверстия.
- Возможна сложная резка.
- Wire Erosion не оставляет заусенцев.
Недостатки:
- Используемые материалы должны быть проводящими.
- Это может быть более дорогой вариант по сравнению с фрезерованием с ЧПУ.
Подходящий материал
Существует множество различных типов металлов, которые можно использовать в процессе проволочной эрозии. Типичные варианты металлических электродов:
Латунь:
Обладает высокой степенью износа, однако в настоящее время в основном используется для электроэрозионного сверления отверстий.
Теллур Медь:
Скорость съема металла и износ приемлемы.
Медь Вольфрам:
Используется, когда требуется безопасность меди, однако этот материал имеет гораздо лучшую износостойкость благодаря высокой температуре плавления.
Silver Вольфрам:
Если вам нужен высокий уровень проводимости, который предлагает серебро, но с дополнительным сопротивлением вольфрама. Это более дорогой вариант по сравнению с медным вольфрамом и используется только для определенных приложений.
Вольфрам:
Это не самый распространенный выбор; он используется, когда скорость не считается необходимостью для работы. Вольфрам будет работать медленнее, чем другие металлы. Использование вольфрама дороже.
Оценка проволочной эрозии
В целом, процесс проволочной эрозии позволит легко создать изделие из заготовки, не касаясь ее, поэтому независимо от того, насколько тонкая или хрупкая заготовка, она не будет повреждена. Если вам нужна дополнительная информация о наших услугах по эрозии проволоки здесь, в MNB Precision, свяжитесь с нашей полезной командой сегодня.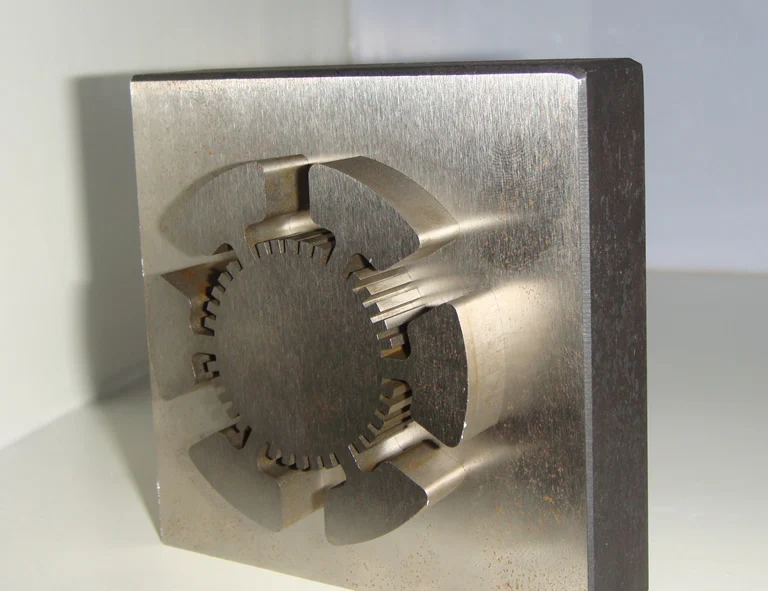
Почему выбирают нас?
Высококвалифицированные специалисты – проволочная эрозия – это процесс, требующий большого мастерства и точности. У нас есть команда экспертов, которые обладают высокой квалификацией и опытом и могут гарантировать вам наилучшие результаты, независимо от того, насколько сложными могут быть ваши требования.
Совместимость с широким набором материалов – Наши услуги по резке проволоки доступны для всех компонентов и деталей, изготовленных из широкого спектра материалов, включая серебряный вольфрам, вольфрам, медный вольфрам, латунь и теллуровую медь.
Индивидуальные решения – Независимо от того, насколько сложными могут быть ваши требования или разрез, наши услуги по проволочной эрозии способны достичь этого и даже большего. Поскольку в этом случае проволока фактически не касается разрезаемого материала, мы можем сохранить материал, даже если он хрупкий, и он не будет поврежден. Мы также можем работать с толстыми деталями.
Мы также можем работать с толстыми деталями.
Highly Precise – чтобы сделать разрезы еще более точными, мы используем диэлектрическую деионизированную воду, которая действует как охлаждающая жидкость для предотвращения перегрева компонентов, а также смывает частицы, которые могут нарушить целостность разреза. Используя этот процесс, мы можем гарантировать нашим клиентам чрезвычайно точные результаты.
Назад к новостям
Электроэрозионная обработка Основы электроэрозионной обработки — A&M
Электроэрозионная обработка (ЭЭО)
Электроэрозионная обработка (EDM) имеет три различных формы: проволочная эрозия, электроискровая эрозия, иногда называемая погружением штампа, и быстрое прожигание отверстия. В этой статье основное внимание будет уделено первому из этих процессов — проволочной эрозии, а последующие статьи будут посвящены двум другим формам.
Что такое проволочная эрозия?
Проволочная эрозия основана на идее, впервые разработанной для промышленного использования двумя учеными в тогдашнем Советском Союзе, которые, в свою очередь, обязаны своей теоретической базой Джозефу Пристли, человеку, однажды изгнанному из Бирмингема во время беспорядков в Пристли, но давайте не будем останавливаться на прошлом. неосмотрительность благородного племени, примером которой в современной массовой культуре является семья Шелби.
неосмотрительность благородного племени, примером которой в современной массовой культуре является семья Шелби.
Для современных промышленных производителей проволочная эрозия использует относительно простую концепцию пропускания электрического тока через латунную проволоку для эрозии пути через материал, который должен быть способен проводить электричество. В большинстве случаев это какая-то форма металла или сплава, но графит является еще одним проводящим материалом, который также подходит для электроэрозионной обработки проволоки. Хотя теперь это стало обычным процессом в производственном секторе, в истории производства было не так уж и далеко, когда его считали бы революционной идеей, во многом в том смысле, в каком стали рассматривать аддитивное производство.
Проволочная электроэрозионная резка
Проволочная эрозия позволяет нам производить сложные двухмерные (2D), четырехосевые (X, Y, U и V. X относится к горизонтальной оси, Y к вертикальной, U к подвижной одна часть в X и V эквивалентна Y. Это позволяет процессу вырезать детали различных форм, а не простые параллельные линии), которые ранее требовали ряда отдельных процессов, которые все были бы очень трудоемкими. Например, проволочную эрозию можно использовать в качестве альтернативы фрезерованию, шлифованию и точению. Он может производить детали с точностью до ± 5 микрон (µ), что довольно точно, учитывая, что человеческий волос составляет примерно 70 микрон, плюс-минус 20 микрон.
Это позволяет процессу вырезать детали различных форм, а не простые параллельные линии), которые ранее требовали ряда отдельных процессов, которые все были бы очень трудоемкими. Например, проволочную эрозию можно использовать в качестве альтернативы фрезерованию, шлифованию и точению. Он может производить детали с точностью до ± 5 микрон (µ), что довольно точно, учитывая, что человеческий волос составляет примерно 70 микрон, плюс-минус 20 микрон.
Сама по себе эрозия проволоки может принимать две формы. Деталь, подвергающаяся эрозии, может быть погружена в жидкость, в большинстве случаев в деионизированную воду, или оставлена открытой с использованием метода, называемого коаксиальной промывкой, который представляет собой немногим больше, чем «разбрызгивание», когда деионизированная вода разбрызгивается на эродируемую деталь. По правде говоря, наиболее распространенной формой проволочной эрозии является погруженная версия. Погружение детали, подвергшейся эрозии проволокой, повышает стабильность, то есть проволока, проходящая через деталь, с меньшей вероятностью сломается, точность — ± 5 микрон (µ) — и чистоту поверхности, или то, что иногда называют перелитым слоем, или влияние тока. поверхность материала.
поверхность материала.
Для погружения чего-либо в жидкость требуется что-то для удержания жидкости, например бак. Резервуар является неотъемлемой частью любого станка для проволочной электроэрозионной обработки и при этом представляет собой проблему. Все резервуары, независимо от их размеров, стеснены. Подумайте о бассейне. Они могут быть всех форм и размеров, но у них есть определенный предел. К счастью, мы не хотим подавать электрический ток в плавательный бассейн, что прекрасно подводит нас к еще одному фактору, который следует учитывать при эрозии проводов. Если резервуар слишком большой, он рассеет силу тока. Увеличьте объем резервуара, и вам нужно будет увеличить мощность тока.
Соотношение бак/мощность означает, что проволочная эрозия, как правило, используется для небольших и средних работ, а не для очень больших работ. Поскольку заготовка должна находиться на столе внутри станка, чтобы создать цепь, размер стола определяет максимальный объем заготовки. Однако диапазон деталей, которые могут быть обработаны, бесконечен с точки зрения потенциальных сложностей.
Процесс электроэрозионной электроэрозионной обработки
Процесс эрозионной электроэрозионной обработки требует, чтобы проволока проходила от верхней части подвергаемого электроэрозионной обработке материала через начальное отверстие для проволоки (WSH), которое часто создается с использованием другого варианта электроэрозионной обработки, быстрого прожига отверстия , до точки под заготовкой. Точка в верхней части заготовки называется «верхней головкой», а точка под заготовкой — «нижней головкой».
Проволока, которая находится на катушке, похожей на большую хлопковую катушку, проходит через машину через систему шкивов к верхней головке. Затем она подается через WSH к нижней головке, которая подает использованную проволоку отдельно от заготовки через заднюю часть станка.
Проволока подается непрерывно, и катушки вмещают от шести до двадцати килограммов проволоки. Размер катушки с проволокой определяет место ее загрузки в машину. Более легкие катушки располагаются в передней части машины, в то время как более тяжелые шпули подаются сзади.
Большинство, но не все машины, могут работать с катушкой проволоки любого размера. Определяющим фактором при выборе катушки является время, необходимое машине для электроэрозионной обработки заготовки. Это данность, основанная на ряде факторов, которые включают тип материала, объем, требуемый угол резания, чистоту поверхности и базовое техническое обслуживание станка.
Для машин требуется, чтобы деионизированная вода проходила через фильтры с предписанным сроком службы. Если фильтры не будут заменены в соответствующий момент, потенциальная скорость резки может быть не достигнута. Кроме того, заготовки иногда могут «залатунироваться». Это остатки латунной проволоки, забивающие путь резки проволоки, из-за чего датчики станка обнаруживают проблему.
Другие потенциальные проблемы включают в себя износ элемента проводимости (неофициально называемого штифтами) в верхней и нижней головках, что приводит к разрыву провода. Короче говоря, надлежащее техническое обслуживание необходимо для достижения оптимальных результатов при использовании проволочной эрозии.![]()
Всего комментариев: 0