Револьверные станки модели: Токарно-револьверные станки, основные узлы. Принципы обработки резцами в револьверной головке в Петербурге
Содержание
Токарно-револьверные станки, основные узлы. Принципы обработки резцами в револьверной головке в Петербурге
Отличие токарных станков с револьверной головкой от обычных универсальных токарных станков — в наличии многопозиционного держателя обрабатывающего инструмента — револьверной головки. Большой выбор оснастки и резцов для токарных станков в продаже Вы можете найти у нас в магазине .
Револьверная головка позволяет вести последовательную обработку заготовки несколькими инструментами с получением детали за одну установку. Это расширяет технологические возможности многооперационной обработки и сокращает время операции резания за счет отсутствия необходимости в перенастройке станка.
Револьверная головка напоминает барабан револьвера с крепежными пазами и отверстиями для установки режущего инструмента. Способ крепления инструмента и дал название обширной группе токарного оборудования.
Токарно-револьверные станки имеют «конкурентов» по эффективности обработки — группу оборудования с линейными многопозиционными резцедержками (крепление оправок на суппорте в Т-образный паз), есть комбинированные модели, оснащенные и тем и другим видом державок для инструмента. Применение линейных резцедержек чаще всего эффективно на небольших диаметрах обработки.
Применение линейных резцедержек чаще всего эффективно на небольших диаметрах обработки.
В зависимости от модели оборудования, в револьверную головку можно закрепить от 6 до 12 инструментов и производить с ее помощью операции растачивания, обтачивания, рассверливания, зенкерования, нарезания резьбы и так далее на металлических, композитных, пластиковых и деревянных изделиях.
Современное оборудование токарно-револьверной группы поставляется только под управлением системы ЧПУ.
Назначение и устройство токарно-револьверных станков ЧПУ
При изготовлении средних и крупных партий деталей на токарно-винторезных станках принято вести пооперационную обработку металла, так как на каждую операцию необходим свои режимы обработки, вид режущего инструмента и прочая настройка оборудования (например проверка зон взаимовлияния резцов). Такие станки при серийном производстве часто работают парами (или с применением противошпинделя), образуя единую технологическую линию, где изделие, обработанное с одной стороны, передается на другой станок для дообработки. Это обуславливается технологической сложностью и невозможностью обработки всей заготовки до готового изделия на одном станке без переналадки станка (количество операций превышает количество позиций в револьверной головке).
Это обуславливается технологической сложностью и невозможностью обработки всей заготовки до готового изделия на одном станке без переналадки станка (количество операций превышает количество позиций в револьверной головке).
Станок ЧПУ токарно-револьверной группы (двухсуппортной, с наклонной станиной):
|
1 — двигатель; 2 — шпиндельная бабка; 3 — верхний продольно-поперечный суппорт, 4 — револьверная головка верхнего суппорта; 5 — задняя бабка; 6 — револьверная головка нижнего суппорта; 7 — нижний продольно-поперечный суппорт станка. |
Точная обработка изделий с помощью станков ЧПУ требует грамотного базирования заготовки (выбор технологической базы) и уточненной настройки режущего инструмента (например с помощью системы HPMA от Renishaw). Особенно это касается деталей сложной конфигурации, с жесткими допусками и высокими требованиями к точности поверхностей.
Программированием ЧПУ модуля станка и калибровкой режущего инструмента задается точность обработки. Если ось головки можно позиционировать под различным углом к заготовке, получают детали с более сложными поверхностями.
Виды многопозиционных резцедержек
Выделяют следующие группы:
-
По количеству закрепляемого инструмента различают 4x-12- ти позиционные револьверные головки. Большее количество позиций очень сильно усложняет конструкцию и уменьшает ремонтопригодность. -
По виду привода резцедержки подразделяют на гидравлические и электромеханические (станки ТС16К20). -
Резцедержка токарно-револьверного станка может быть с горизонтальной, вертикальной осью вращения. Со времен универсальных станков повелось, что 4х позиционные фиксаторы инструментов с вертикальной осью — считаются резцедержкой. Устройство с горизонтальной осью вращения из-за своей похожести на магазин револьвера называется револьверной головкой. Резцедержка с вертикальной осью имеет меньшее количество позиций, но обладает большей жесткостью. Револьверная головка/резцедержка установлена на суппорт станка, перемещающийся в продольном, поперечном направлениях.
Резцедержка с вертикальной осью имеет меньшее количество позиций, но обладает большей жесткостью. Револьверная головка/резцедержка установлена на суппорт станка, перемещающийся в продольном, поперечном направлениях. -
Револьверная головка также может быть снабжена приводом для инструмента, обеспечивающим его вращение относительно неподвижной или подвижной детали (ТС1720Ф4). Таким образом на станках токарной группы, оснащенных приводной револьверной головкой, можно реализовать операции фрезерования в осевом и аксиальном направлении, с получением более сложных поверхностей.
Параметры выбора токарно-револьверных станков
Выделяют следующие параметры:
-
Расстояние между центрами (РМЦ) определяет максимальную длину обрабатываемой заготовки (например для станков ТС16К20Ф3 и ТС1640Ф3 составляет 1500 мм). -
Высота оси шпинделя над станиной станка определяет максимальный диаметр заготовки. У шпиндельной головки определенные модели токарных станков имеют выборку, позволяющую обрабатывать заготовки типа диск большего размера.Чем больше высота оси, тем большее количество позиций резцедержки может быть применено (или увеличивается сечение резца)
У шпиндельной головки определенные модели токарных станков имеют выборку, позволяющую обрабатывать заготовки типа диск большего размера.Чем больше высота оси, тем большее количество позиций резцедержки может быть применено (или увеличивается сечение резца) -
Диаметр отверстия шпинделя характеризует максимальный диаметральный размер прутковой заготовки, проходящей через шпиндельную бабку. Этот параметр важен при обработке длинномерных заготовок, а также при обработке серии заготовок малой длины. -
Момент на шпинделе (измеряется в Н*м) характеризует мощностные параметры обрабатывающего станка и максимальный диаметр рассверливания заготовки, глубину резания и подачу инструмента. Современные мощные обрабатывающие токарные станки производят операции резания габаритных термообработанных заготовок. -
Бесступенчатое регулирование оборотов на всем рабочем диапазоне скоростей вращения шпинделя или внутри диапазона (например ТС16А20Ф3) позволяет производить более точную настройку режимов резания и получать более высокую скорость вращения шпинделя из-за отсутствия ограничений скорости вращения шестерен.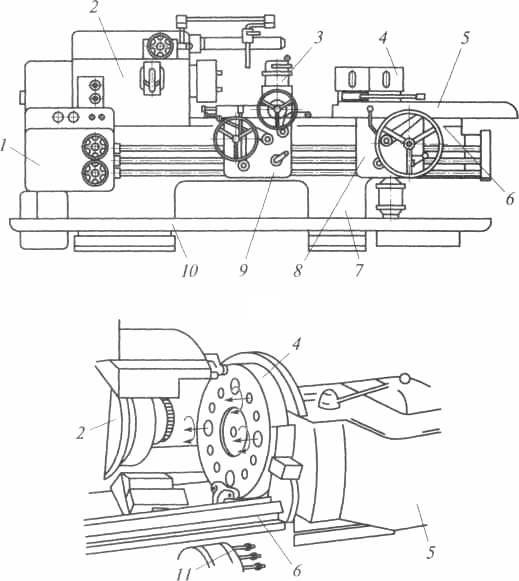
-
Максимальная скорость вращения шпинделя: величина, определяющая диапазон обрабатываемых материалов и чистоту получаемой поверхности. На высоких скоростях производят изготовление деталей из вязких сплавов. -
Станки с наклонной станиной имеют более жесткую конструкцию, что повышает и жесткость всей системы станок-инструмент-деталь (ТС1720Ф3, ТС1720Ф4). Также обеспечивают удобство стружкоотведения (наличие транспортера). Телескопическая защита зоны резания увеличивает ресурс направляющих.
Консультанты нашей компании в любом случае помогут подобрать нужный станок под Ваши требования. Все вопросы Вы можете задать по телефонам 8 (4822) 620-620.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Револьверный станок: устройство и основные узлы
Главная / ЧПУ станок / Токарный станок / Револьверный станок: устройство и основные узлы
Цена по запросу
- Продольный и поперечный суппорты
- С горизонтальной осью револьверной головки
- С вертикальной осью револьверной головки
- С наклонной осью револьверной головки
Лизинг
Трейд ин
Рассрочка
Доставка
Купить в один клик
Револьверный станок является незаменимым видом оборудования на производствах разного масштаба. В револьверных станках главным движением (v, рис. 1) является вращение шпинделя, несущего заготовку; движениями подачи — продольное S1 и поперечное S2 перемещение суппортов, несущих режущий инструмент. Иногда поперечная подача осуществляется медленным вращением револьверной головки или перемещением салазок с револьверной головкой в поперечном направлении. Вспомогательными движениями в револьверных станках являются: 1) повороты (индексирование) револьверной головки для последовательного ввода в работу инструментов; 2) подача и зажим материала; 3) быстрый подвод и отвод револьверного, поперечного суппортов и др.
В револьверных станках главным движением (v, рис. 1) является вращение шпинделя, несущего заготовку; движениями подачи — продольное S1 и поперечное S2 перемещение суппортов, несущих режущий инструмент. Иногда поперечная подача осуществляется медленным вращением револьверной головки или перемещением салазок с револьверной головкой в поперечном направлении. Вспомогательными движениями в револьверных станках являются: 1) повороты (индексирование) револьверной головки для последовательного ввода в работу инструментов; 2) подача и зажим материала; 3) быстрый подвод и отвод револьверного, поперечного суппортов и др.
Устройство револьверного станка
В зависимости от расположения оси поворота револьверной головки (см. Токарно револьверный станок: компоновка и характеристики) различают три вида устройства револьверных станков: с горизонтальной осью револьверной головки; с вертикальной осью револьверной головки; с наклонной осью револьверной головки.
В станках малых и средних размеров револьверный суппорт, несущий револьверную головку, представляет собой в большинстве случаев ползун, перемещающийся по промежуточным продольным салазкам, расположенным на станине. Продольные салазки имеют установочное перемещение вдоль направляющих станины.
Рис. 1. Движения при обработке детали в токарно револьверных станках
В тяжелых револьверных станках револьверный суппорт, как и поперечный, перемещается непосредственно по направляющим станины. По виду обрабатываемой заготовки револьверные станки подразделяются на станки для прутковых работ и станки для патронных работ:
В станках для прутковых работ заготовкой служит пруток того или иного профиля, который проходит сквозь отверстие (канал) шпинделя и зажимается в цанговом патроне (цанге) (или в патроне со сменными кулачками). Для этого станок снабжен механизмом подачи и зажима прутка с механическим, пневматическим или гидравлическим приводом;
В станках для патронных работ штучная заготовка — отливка или поковка — зажимается в универсальном кулачковом патроне, закрепленном на переднем конце шпинделя.
Устройство револьверных станков современных моделей имеет преселективное или автоматическое управление изменениями скоростей шпинделя и величин подач. В тяжелых револьверных станках, где машинное время, как правило, велико, система управления обеспечивает предварительный выбор скорости шпинделя и величины подачи необходимых для очередного перехода во время работы станка на предыдущем переходе. После механического или ручного поворота револьверной головки, одним движением рукоятки производится включение заранее выбранного режима резания (преселективное управление). В большинстве современных моделей это достигается с помощью встроенных в коробку скоростей, соответственно — в коробку подач фрикционных или зубчатых муфт, управляемых гидроцилиндрами. В некоторых моделях гидроцилиндры непосредственно перемещают скользящие блоки зубчатых колес.
В револьверных станках ЧПУ малых и средних размеров, где машинное время невелико, а поворот револьверной головки автоматизирован, скорости шпинделя и величины подач заранее настраиваются для каждой позиции револьверной головки и изменяются последовательно в течение всего цикла обработки в зависимости от поворота головки. Это обеспечивается встроенными в коробку скоростей и коробку подач электромагнитными фрикционными муфтами, включение которых производится специальным командоаппаратом, связанным с револьверной головкой.
Это обеспечивается встроенными в коробку скоростей и коробку подач электромагнитными фрикционными муфтами, включение которых производится специальным командоаппаратом, связанным с револьверной головкой.
При применении преселективного или автоматического управления значительно сокращается вспомогательное время, затрачиваемое на настройку скорости шпинделя и величины подачи после каждого поворота револьверной головки, что особенно важно в серийном производстве.
Рис. 2. Токарно револьверный станок 1п365. Основные узлы револьверного станка: 1 — станина; 4 — шпиндельная бабка; 3 — коробка подач; 2 — фартуки суппортов; 6 — продольный суппорт; 5 — поперечный суппорт.
Станина токарного станка револьверного типа
Станина токарных станков револьверного типа представляет собой отливку коробчатой формы с системой ребер жесткости. По направляющим станины перемещаются продольный и поперечный суппорты. В задней стенке станины станка имеются окна для лучшего отвода стружки. Станина токарного станка малых и средних размеров монтируется на литом основании, у тяжелых револьверных станков — на двух опорах (тумбах).
Станина токарного станка малых и средних размеров монтируется на литом основании, у тяжелых револьверных станков — на двух опорах (тумбах).
Шпиндельная бабка токарного станка револьверного типа
В шпиндельную бабку токарного станка револьверного типа средних и больших размеров встроена коробка скоростей, сходная по конструкции с одноименным узлом токарных станков (рис. 3), но обеспечивающая меньший диапазон регулирования и меньшее число ступеней скорости шпинделя по сравнению с токарными станками.
Рис. 3. Развертка шпиндельной бабки токарно револьверного станка 1п365.
В шпиндельной бабке револьверных станков малого размера монтируется только шпиндель (рис. 4). Изменение скоростей шпинделя обеспечивается редуктором, установленным в основании станка (рис. 5) и связанным со шпинделем ременной передачей. Включение электромагнитных муфт редуктора в определенной комбинации дает нужную скорость вращения шпинделя.
Рис. 4. Шпиндельная бабка токарного станка револьверного типа 1п326.
Рис. 5. Редуктор револьверного станка 1п326.
Коробка подач токарного станка револьверного типа
Коробка подач как важный узел револьверного станка конструктивно проще аналогичного элемента токарных станков, так как она должна иметь меньший диапазон регулирования и меньшее число ступеней подач. Кроме того, в коробке подач нет устройства, необходимого для нарезания резьбы резцом с помощью ходового винта.
Коробки подач тяжелых револьверных станков имеют устройство, обеспечивающее возможность переключения на ходу (рис. 6). Перед каждым переключением гидросистема управления выключает муфту 1, связывающую коробку подач с коробкой скоростей, и включает муфту 2, свободно сидящую на валу и получающую качательное движение от эксцентрика 3, расположенного на валу быстрого (ускоренного) хода. Таким образом валы коробки подач получают медленный поворот, что облегчает переключение скользящих блоков шестерен на ходу.
Таким образом валы коробки подач получают медленный поворот, что облегчает переключение скользящих блоков шестерен на ходу.
Рис. 6. Коробка подач токарно револьверного станка 1п365.
В малых и средних револьверных станках переключение на ходу обеспечивается фрикционными электромагнитными муфтами, включаемыми в различных комбинациях (рис. 7).
Рис. 7. Коробка подач револьверного станка 1п326
Фартук токарно револьверного станка
Фартуки токарных станков револьверного типа поперечного и револьверного суппортов служат для выполнения перемещений этих узлов в поперечном и в продольном направлениях механически и вручную. В них смонтированы механизм остановки суппорта в нужных положениях, определяемых установкой упоров, и механизмы быстрого перемещения суппортов. Механизм быстрого перемещения получает движение от отдельного электродвигателя через вал быстрого хода. Механизм быстрого перемещения. В станках малых и средних размеров от отдельного двигателя получает движение только быстрый отвода продольного суппорта.
Механизм быстрого перемещения. В станках малых и средних размеров от отдельного двигателя получает движение только быстрый отвода продольного суппорта.
Поперечный суппорт токарного станка револьверного типа
Поперечный суппорт токарного станка револьверного типа может быть мостового (рис. 8) или консольного типа (рис. 9). Устройство мостового суппорта револьверного станка обладает большей жесткостью и позволяет установить два резцедержателя для закрепления инструмента.
Рис. 8. Поперечный суппорт мостового типа токарно револьверного станка
Передний резцедержатель — поворотный, четырехпозиционный, задний — неподвижный, однопозиционный. Недостаток конструкции — более значительное, по сравнению с поперечным суппортом консольного типа, ограничение наибольшего диаметра обработки, так как в этом случае заготовка должна разместиться над салазками суппорта.
Конструкция поперечного суппорта консольного типа позволяет обрабатывать заготовку детали значительно большего диаметра при тех же размерах станка. Однако суппорт консольного типа токарно револьверного станка обладает меньшей жесткостью и позволяет вести обработку меньшим количеством резцов.
Однако суппорт консольного типа токарно револьверного станка обладает меньшей жесткостью и позволяет вести обработку меньшим количеством резцов.
Рис. 9. Поперечный суппорт консольного типа токарно револьверного станка
Продольный суппорт токарного станка револьверного типа
Продольный суппорт токарного станка револьверного типа малых и средних размеров с вертикальной осью револьверной головки (рис. 10) имеет салазки 1, установленные на станине, и каретку 2, которая приводится в движение с помощью реечной передачи по направляющим салазок и несущую револьверную головку 3 шестигранной, иногда цилиндрической формы. Режущие инструменты закрепляют в гнездах револьверной головки с помощью переходных втулок. На гранях револьверной головки могут быть закреплены различные приспособления, несущие режущий инструмент. Правильное положение оси гнезда револьверной головки относительно оси шпинделя после каждого поворота головки обеспечивается механизмом фиксации. Конический фиксатор 11 западает в одно из шести отверстий в торце головки.
Конический фиксатор 11 западает в одно из шести отверстий в торце головки.
Рис. 10. Продольный суппорт токарно револьверного станка 1325
Для более жесткого крепления головки после каждого поворота и разгрузки фиксатора от момента, создаваемого силой резания, служит механизм зажима, основным элементом которого является стяжной хомут 4. В затянутом состоянии хомут плотно прижимает торец револьверной головки к плоскости каретки.
Поворот револьверной головки токарного станка происходит автоматически при отводе ползуна. Во время отвода один из штифтов поворота 9 набегает на рычаг упора 10, расположенный в салазках 1, и головка поворачивается на 60°. Перед началом поворота головки рычаг 12, набегая на упор 13, выводит фиксатор 11, а собачка 14, набегая на упор 15, разжимает хомут. В начале движения каретки вперед происходит зажим хомута за счет взаимодействия собачки 14 и упора 12.
При повороте револьверной головки токарного станка происходит синхронный поворот барабана 6 с упорными винтами 5, которые служат для предварительной установки величины рабочего хода ползуна. В конце прохода ползуном заданного пути один из упорных винтов 5 нажимает на упорный штифт 7, расположенный в салазках 1. Штифт валиком 8 действует на механизм выключения рабочего хода, расположенный в фартуке револьверного суппорта. Этот механизм посредством кулачковой муфты разрывает цепь механической подачи, и ползун 2 останавливается в заданном положении. Точность автоматического выключения 0,1 ÷ 0,2 мм.
В револьверных станках малых размеров, таких как токарно револьверный станок 1п318 и токарно револьверный станок 1п326 (рис. 11), каретка с револьверной головкой перемещается непосредственно по направляющим станины, что позволяет отказаться от дополнительных направляющих и увеличить опорную базу каретки.
Рис. 11. Продольный суппорт токарно револьверного станка 1п326.
Упоры, управляющие механизмами поворота револьверной головки, вывода фиксатора и зажима хомута, а также штифт упора механизма Выключения рабочего хода расположены в специальном корпусе, закрепленном на станине.
Фартук продольного суппорта в этих станках неподвижен. В тяжелых револьверных станках продольный суппорт 1 (рис. 12) вместе с закрепленным на нем фартуком перемещается с помощью реечной передачи непосредственно по направляющим станины, что дает возможность получить значительные перемещения.
Рис. 12. Продольный суппорт тяжелого револьверного станка.
Револьверная головка 3 токарного станка, не имеет механического поворота. Вывод фиксатора 4, зажим и разжим хомута 2 производятся вручную рукояткой 8. При повороте револьверной головки синхронно поворачивается барабан упоров 9, связанный,с ней конической зубчатой передачей. На барабане 9 расположены регулируемые упоры 7, с помощью которых производится установка длины рабочего хода на каждой позиции револьверной головки. При движении суппорта вперед с рабочей подачей один из упоров 7 в нужный момент набегает на неподвижный упор на станине. При этом барабан 9 останавливается, а суппорт продолжает двигаться. Валик 6, закрепленный в барабане своим буртом, поворачивает расположенный в каретке суппорта рычаг 5, который, перемещая валик 6, действует на механизм выключения рабочего хода, находящийся в фартуке револьверного суппорта. В результате цепь механической подачи разрывается, и продольный суппорт останавливается в нужном положении.
Существуют устройства револьверного станка, в которых поворот револьверной головки осуществляется с помощью мальтийского механизма или гидроцилиндра.
Продольный суппорт в станках с горизонтальной осью револьверной головки (рис. 13) перемещается непосредственно по направляющим станины с помощью реечной передачи. Фартук продольного суппорта неподвижен. Револьверная головка 1 имеет 12-16 гнезд, в которых крепят инструменты или приспособления с инструментами. Каждое гнездо, попадая в верхнее положение, становится соосным со шпинделем станка.
Рис. 13. Продольный суппорт токарно револьверного станка с горизонтальной осью револьверной головки
Фиксатор 2 служит для обеспечения правильного положения оси каждого гнезда относительно оси шпинделя. Управление механизмом фиксации осуществляется вручную рукояткой 15.
Поворот револьверной головки токарного станка производится тремя способами:
- быстрый поворот вручную при смене позиций производится маховичком 12 через валик 10 и зубчатое колесо 16, зацепляющееся с зубчатым венцом на револьверной головке. При этом с помощью маховичка 13 выключают фрикционную муфту 11, которая связывает червячное колесо 9 с валиком 10;
- медленный поворот вручную для получения поперечной рабочей подачи производится маховичком 7 через валик 5, червяк 4, червячное колесо 9, муфту 1 и далее, как в первом случае;
- медленный поворот с механической поперечной рабочей подачей производится с помощью валика 3, получающего вращение от фартука револьверного суппорта, далее через конические зубчатые колеса 8, которые служат для реверсирования поперечной подачи в зависимости от включения кулачковой муфты 6 с помощью рукоятки 14 и далее, как во втором случае.
Механизм подачи и зажима у револьверного станка
Механизм подачи и зажима прутка имеется во всех токарных станках для прутковых работ. Небольшие станки снабжены механизмом (рис. 14), закрепляемым на левом торце станины.
Небольшие станки снабжены механизмом (рис. 14), закрепляемым на левом торце станины.
Рис. 14. Механизм подачи и зажима прутка токарно револьверного станка 1п326.
Зажим прутка в револьверном станке происходит следующим образом. На валу 2, получающем вращение от отдельного электродвигателя, расположен барабан 1 зажима с фигурным пазом, в котором находится ролик рычага 3 зажима. При повороте барабана 1 поворачивается рычаг 3 против часовой стрелки, связанный с муфтой 8, находящейся на заднем конце шпинделя станка. Муфта 8, перемещаясь влево, своим внутренним конусом вдавливает ролики 9 между шайбой 7 с сепаратором 10. Так как шайба 7 неподвижна, происходит перемещение сепаратора 10, компенсатора 11, втулки 12 и гайки 13 Влево. Гайка 13 связана с натяжной трубой 6, расположенной в отверстии шпинделя станка. На трубе 6 закреплена на резьбе сменная зажимная цанга 5, которая своим конусом входит в коническое отверстие переднего конца шпинделя. При перемещении трубы 6 влево цанга затягивается в коническое отверстие шпинделя, и под действием упругой деформации цанги пруток зажимается.
При перемещении трубы 6 влево цанга затягивается в коническое отверстие шпинделя, и под действием упругой деформации цанги пруток зажимается.
При перемещении муфты 8 вправо за счет упругих свойств цанги происходит разжим прутка, и детали 5, 6, 13, 12, 11, 10 и 9 возвращаются в исходное положение. Подача прутка осуществляется следующим образом. На валу 2 находится барабан 18 подачи, в фигурном пазу которого расположен ролик рычага 19 подачи. При повороте барабана 18 поворачивается рычаг 19 по часовой стрелке и перемещает каретку 14, в которой закреплена подающая труба 15, расположенная в отверстии натяжной трубы 6. На правом конце подающей трубы закреплена сменная подающая цанга 4, охватывающая пруток с определенной силой. Поэтому при перемещении подающей цанги вправо происходит подача прутка. Перемещение подающей цанги влево производится пружиной 17, если соответствует конфигурация фигурного паза барабана 18. В это время пруток зажат в зажимной цанге; поэтому подающая цанга возвращается в исходное положение, проскальзывая по прутку. Винт 16 служит для установки величины хода подающей цанги.
Винт 16 служит для установки величины хода подающей цанги.
За один оборот вала 2 осуществляется цикл подачи и зажима прутка: отход подающей цанги, разжим прутка, подача прутка, зажим прутка. Механизм зажима прутка, примененный в тяжелом револьверном станке, показан на рис. 15.
Зажим прутка в токарно револьверном станке производится следующим образом. Масло под давлением, попадая в правую полость гидроцилиндра 1, перемещает поршень 2, который перемещает вилку 3. Последняя, действуя через муфту 4, кулачки 5, шайбу 9, компенсаторные пружины 10 и ряд промежуточных деталей, перемещает втулку 11 влево. Втулка 11 через гайку 7 действует на подпружиненные сменные губки 8, затягивая их в конусное отверстие детали 6. Происходит зажим прутка. Для того чтобы разжать пруток, масло подается в левую полость гидроцилиндра.
Механизм захвата и подачи прутка в тяжелых токарных станках выполняется отдельно и располагается у левого торца коробки скоростей. Привод этого узла револьверного станка — гидравлический. При работе механизма вначале происходит захват прутка двумя рычагами, работающими от двух гидроцилиндров, затем гидроцилиндр подачи производит подачу прутка.
При работе механизма вначале происходит захват прутка двумя рычагами, работающими от двух гидроцилиндров, затем гидроцилиндр подачи производит подачу прутка.
Рис. 15. Механизм зажима прутка токарно револьверного станка 1365.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Подержанные револьверные пробивные машины | Elite Machinery, Inc.
Amada
22-тонный Amada Vipros 2510 King, 2000, #473
22-тонный Amada AE-2510NT AC-Servo револьверно-пробивной пресс 2011 #419
22-тонный NTAE101 5, 22-тонный NTAE101 № 535
22-тонный Amada AE-2510NT, 45 станций, 2017 г. № 649
22-тонный Amada Apelio 2510VIII с лазерным перфоратором, 2001 г., № 288
22-тонный Amada EM-2510NT 2-0 9090 2013 2013 2013 Ton Amada EM-2510NT, 45-статовая башня с 4 автоматическими указателями № 650
22-тонный револьверный пресс Amada Pega 244, цена $19 900,00 #683
22-тонный Amada Vipros 2510 с MP1225NJ, 2000 г. , #234
, #234
22-тонный гидравлический револьверный пресс Amada Vipros 255, 1990 Револьверно-пробивной пресс Vipros 255, щеточный стол, 2001 г. № 289
Лазерный перфоратор Amada LC-2012C1 мощностью 22 тонны и 2500 Вт, 2017 г. № 485
Сервопробойник Amada EM-3612-ZRT, 33 тонны, 2016 г., № 272
33-тонный Amada EMK 3610NT с ASR510M #164
33-тонный револьверно-пробивной пресс Amada EMK-3510NT, 2007 #706
33-тонный револьверно-пробивной пресс Amada EMK3610 NT, 2011 г. № 672
33-тонный лазерно-пробивной пресс Amada EMLK-3610NT, 2016 г. № 271
33-тонный Amada Pega 345 Queen, 1998 г. № 265 330004 9000on Револьверно-пробивной пресс Pega 357, 1990 #681
33-тонный револьверно-пробивной пресс Amada Pega 357, 1996 #301
33-тонный револьверно-пробивной пресс Amada Pega 357, 1999 #682
33-тонный револьверно-пробивной пресс Amada Pega 3 7 , 2001 #419
33-тонная Amada Vipros 367 Queen #200
33-тонная Amada Vipros 368 King II #226
33-тонный револьверно-пробивной пресс Amada Vipros 368 King II, 2000 г. #300
#300
LVD-Strippit
22-тонный LVD-Strippit PX-1530, 5′ x 10′ револьверно-пробивной пресс, 2014 #678
5 30- Ton Strippit 1500H40 60-дюймовый Punch Punch Press, 2000, #355
Murata-Wiedemann
33-тонный Viedemann Centrum 3500 #211
Muratec Wiedemann Motorum 2044T Turret Punch, 2000 #705
Prime-Power
33 33-й Turret, 2000 #705
33 33 33 33-й. Перфоратор и волоконный лазер Prima Power 3000 Вт CG-1530, 2018 #327
33-тонные Finn Power Shear Genius, 2001 #692
Trumpf
20-тонный Trumpf TC-2020R с Sheetmaster compact #222
20-тонный Trumpf Trupunch 3000, 2014 5TC-4-on 652 9000 5000R-1600 с 5′ x 10′ Sheetmaster, ’06 #558
25-тонный Trumpf TruPunch-5000 с системой загрузки и выгрузки Sheetmaster, 2008 #206
Бывшие в употреблении револьверные пробивные прессы
Бывшие в употреблении пробивные машины, револьверный пуансон с ЧПУ Прессы и штамповочные машины
Компания Elite Machinery продает бывшие в употреблении револьверно-пробивные прессы с ЧПУ и револьверно-пробивные машины, способные вырубать, резать, пробивать отверстия и формовать листовой металл на одном станке. Кроме того, они, как правило, быстрее, чем лазеры, для деталей с большим количеством отверстий и повторяющихся операций. Наиболее универсальные штамповочные станки способны хранить несколько наборов инструментов и штампов и автоматически переключаться между этими наборами, чтобы сократить время простоя. Наиболее распространенные конструкции револьверных пуансонов имеют револьверные головки с 30-60 наборами инструментов и штампов, что позволяет выполнять множество циклов между трудоемкими заменами инструментов.
Кроме того, они, как правило, быстрее, чем лазеры, для деталей с большим количеством отверстий и повторяющихся операций. Наиболее универсальные штамповочные станки способны хранить несколько наборов инструментов и штампов и автоматически переключаться между этими наборами, чтобы сократить время простоя. Наиболее распространенные конструкции револьверных пуансонов имеют револьверные головки с 30-60 наборами инструментов и штампов, что позволяет выполнять множество циклов между трудоемкими заменами инструментов.
Револьверно-пробивные прессы ведущих производителей
Такие производители, как Amada, LVD Strippit, Prima Power и Murata, являются популярными брендами револьверно-пробивных прессов. Другая конструкция устройства смены инструмента представляет собой полностью индексируемую (вращающуюся) пробивную головку с наборами инструментов, хранящимися на направляющей или устройстве смены инструмента. Машины Trupunch компании Trumpf являются популярными моделями, использующими эту конструкцию. Все конструкции более универсальны и превосходны при более коротких тиражах, чем операции штамповки и штамповки. Технология штамповки прошла путь от простых механических штамповочных машин до гидравлических и сервоприводов с более высокими скоростями и программируемой регулировкой хода.
Все конструкции более универсальны и превосходны при более коротких тиражах, чем операции штамповки и штамповки. Технология штамповки прошла путь от простых механических штамповочных машин до гидравлических и сервоприводов с более высокими скоростями и программируемой регулировкой хода.
Свяжитесь с Elite Machinery, чтобы купить револьверный пробивной пресс
Elite Machinery Inc. владеет и продает сотни револьверных пробивных прессов с ЧПУ и пробивных машин. Мы будем рады помочь вам определить лучший пробивной станок для ваших задач на основе таких факторов, как типы материалов, размеры отверстий, операции формования и многое другое. Команда Elite Machinery поможет вам на каждом этапе процесса покупки машины. У нас есть контакты в области финансов, обслуживания и установки оборудования, программного обеспечения, такелажа и грузоперевозок, чтобы сделать ваш процесс покупки безупречным. Свяжитесь с нами сегодня, чтобы упростить поиск подержанной револьверной пробивной машины.
У нас есть контакты в области финансов, обслуживания и установки оборудования, программного обеспечения, такелажа и грузоперевозок, чтобы сделать ваш процесс покупки безупречным. Свяжитесь с нами сегодня, чтобы упростить поиск подержанной револьверной пробивной машины.
Turret Punches for sale listings
See also:New Models (176)
Turret Punches
DIACRO 18
Turret Punches
DiAcro 18 hand turret punch w table & stand
€2,990.13 EUR
Request Подробнее
Добавлено в список запросов
Запрос отправлен 11.04.23
Сравнить
Техас, США
Револьверные пуансоны
WHITNEY 615
Револьверные пуансоны0005
54″ X 53″ 15-тонная ручная гидравлическая штамповочная система с дубликатором, двойной электрической педалью и набором пуансонов и штампов
Запросить цену
Добавлено в список запросов
США
Револьверные пуансоны
WIEDEMANN RA41P
Револьверные пуансоны
Wiedemann RA41P 15-тонный 20-позиционный револьверный пуансон
5 900 900 900 900 900 900 900 900 900 900
05
Добавлено в список запросов
Запрос, представленная 4/11/23
Сравнение
Грузия, США
Turret Punches
Trumpf Trupanch 1000
Turret Punches 9000 9000 1904 TRUP-PUNCN 1000
Turrets
9000 19 TRUMPFR TRU-PUNCN-PUNCN-PUNCUNCN 1000
9000 9000 1904 TRUMPUNCH 1000
Turret. «x 80» trvl., Trumpf CNC Ctrl., Tooling Package 2008 #32478
«x 80» trvl., Trumpf CNC Ctrl., Tooling Package 2008 #32478
Запросить цену
Добавлено в список запросов
Заявка отправлена 11.04.23
Сравнить
США
110112
Револьверные пуансоны
TRUMPF TRUPUNCH 1000
Револьверные пуансоны
19-ТОННЫЙ TRUMPF TRUPUNCH 1000 ПУАНСОННЫЙ ПРЕСС С ЧПУ
MFG: 2013 — ПРИБЛИЗИТЕЛЬНО 29 500 ЧАСОВ
Избыток аэрокосмической компании — чрезвычайно чистый
Запрос a Quote
Добавлен в список запросов
Запрос, представленные 4/11/23
Сравнение
Соединенные Штаты
Turret Punches
AE -2510NT
44444. Пуансоны
22 TON AMADA AE2510NT CNC SERVO-ELECTRIC TURRET PUNCH PRESS MFG:2017 — 45 STATION 4 — A/I
Запросить цену
Добавлено в список запросов
Запрос отправлен 11.04.23
Сравнить
Штаты
Револьверные пуансоны
AMADA PEGA 244
Револьверные пуансоны
Максимальный размер листа: 39,37″ X 78,74″
Максимальное перемещение оси:: 39,37″ по оси X 41″ по оси Y
Макс.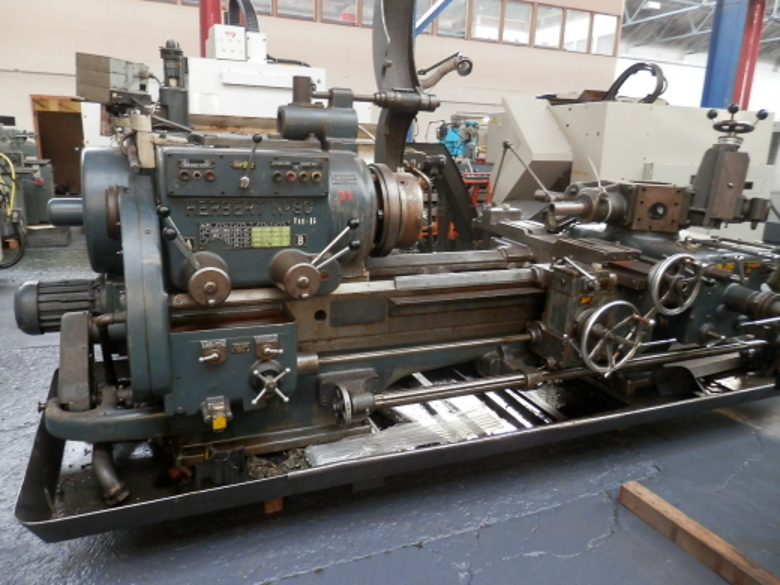 линейная скорость стола:: 1968″ в мин.
линейная скорость стола:: 1968″ в мин.
P …
Запрос a QUOTE
Добавлен в список запросов
Запрос, представленная 4/11/23
Сравнение
Вашингтон, США
Turret Punches
Amada Pega 244
Turret Punges 9000
9 Револьверный перфоратор с ЧПУ Amada Pega 244
Запросить цену
Добавлено в список запросов
Заявка отправлена 11.04.23
Сравнить
США
Револьверный пуансон
AMADA PEGA 244
Револьверный пуансон
AMADA PEGA 244 ТУРРЕТНЫЙ ПУАНСОН, НОВЫЙ: 1995 | DK
Запрос a QUOTE
Добавлен в список запросов
Запрос 4/11/23
Сравнение
Соединенные Штаты
Turret Punches
— AMADA PEGA 244
Turret. EUR
EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 11.04.23
Сравнить
Техас, США
Револьверные пуансоны
AMADA VIPROS 255
Револьверные пуансоны
MV2270244
АМАДА
Револьверный пробивной пресс с ЧПУ
Вместимость: 20 тонн
Модель: ВИПРОС 255
Год: 2002
Серийный номер: AVP55361
Управление: ЧПУ FANUC 18-P
Запросить цену
Добавлено в список запросов
Запрос отправлен 11.04.23
Сравнить
Коауила-де-Сарагоса, Мексика
Револьверные пуансоны
AMADA VIPROS 255
Револьверные пуансоны
Подержанный Amada Vipros 255 Револьверный пуансон с ЧПУ 20-тонный пресс на продажу. Этот Amada Vipros 255 имеет минимальное время резки и находится в очень хорошем состоянии.
Запрос a Quote
Добавлен в список запросов
Запрос, представленная 4/11/23
Сравнение
Соединенные Штаты
Turert Punches
Стриппит P-1225
Turret. 0004 49,21 «X 98,4» X 20 тонн Револьверная пробивная система с ЧПУ с контроллером ЧПУ Fanuc серии Oi-PC, толстая револьверная головка на 21 станцию с 3 станциями AI (Auto-Index), щеточный стол и все инструменты в комплекте.
0004 49,21 «X 98,4» X 20 тонн Револьверная пробивная система с ЧПУ с контроллером ЧПУ Fanuc серии Oi-PC, толстая револьверная головка на 21 станцию с 3 станциями AI (Auto-Index), щеточный стол и все инструменты в комплекте.
Запрос a QUOTE
Добавлен в список запросов
Запрос, представленная 4/11/23
Сравнение
Соединенные Штаты
Turret Punches
LVD PX-1530
Turret. STRIPPIT PX1530 РЕВОЛЮЦИОННЫЙ ПУАНФОН С ЧПУ С АВТОМАТИЗАЦИИ
МФГ:2014
Запрос a Quote
Добавлено в список запросов
Запрос, представленная 4/11/23
Сравнение
Соединенные Штаты
Turert Punches
Стриппит 1000/20
Turret Punches 9000
1321322132132262626262626262626262626262626262626626262626222213222222226262262622626262626222н1н2н1н2н1н2н1н2н1н2н1н2н1н2н1н2н1н2н1н2н1н132н2н. 262626/20
262626/20
СТРИППИТ
Револьверный пробивной пресс с ЧПУ
Вместимость: 20 тонн
Макс. калибр: 1/4 дюйма
# инструментальные станции: 20
Страна происхождения: США
Модель: 1000/20
Серийный номер: 3410022098
Напряжение: 220 В
Двигатель: 5 л.с.
…
Запрос цитату
Добавлено в список запросов
Запрос, представленные 4/11/23
Сравнение
Coahuila de Zaragoza, Mexico
Turret Plunges
Trumpff Trumaitce 20208
955950455955505555550555555055555555555555505550555052 22 22 22 22 22 22 22 22 22 22 22 22 22 22 2220559 TC2020R CNC TURRET PUNCH W/BOSCH CNC CONTROL W/ TRUMPF COMPACT SHEET MASTER LOAD/DISLOAD SYSTEM MFG:2001 — ПРИБЛИЗИТЕЛЬНО 25 000 ЧАСОВ
Запросить цену
Добавлено в список запросов
Запрос, представленная 4/11/23
Сравнение
Соединенные Штаты
Turret Punches
Trumpf Trumatic 2020R
Turret Punches
Trumpf Trumatic 2020R, 19 atc, тип Bosch Type 3, 50 «100» 100 «CARTRIGE 2020R, 19 ATC, Bosch Type 3, 50» x 100 «.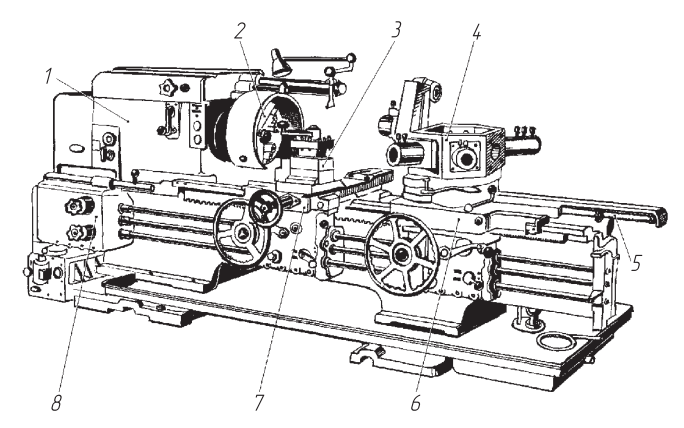 , 2001, #32316
, 2001, #32316
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 4/11/23
Сравнение
Соединенные Штаты
Turret Pulles
Trumpf Trupunch 2020
0085
Turret Punches
Trumpf Trupunch 2020 CNC Turret Punch Punch Press Trupfunch 2020 CNC Turret Punch Punch Press
Запрос a -цитату
Добавлено в список запросов
Запрос 9/11/23
Compare
United Natests
111111111111111111111111111111111111111112
.
Револьверные пуансоны
TRUMPF TRUPUNCH 3000
Револьверные пуансоны
TRUMPF TRUPUNCH 3000 ЭЛЕКТРИЧЕСКАЯ ПРОБИВНАЯ МАШИНА 20 ТОНН
MFG:2014 — НАРАБОТКА ПРИБЛИЗИТЕЛЬНО 17 000 ЧАСОВ — БЫСТРАЯ ШЛИФОВАЛЬНАЯ МАШИНА — МНОЖЕСТВО ИНСТРУМЕНТОВ
Запрос Quote
Добавлен в список запросов
Запрос, представленные 4/11/23
Сравнение
Соединенные Штаты
Turer является последней 22-тонной моделью популярной полностью электрической серии револьверных пробивных прессов Amada с сервоприводом.
Запрос коммерческого предложения
Добавлен в список запросов
Запрос отправлен 11.04.23
Сравнить
Висконсин, США
Револьверные пробойники
AMADA AE-2510NT
Револьверные пробойники
Immaculate Amada AE2510NT Турельные пробойники с автоматом заряжания MP2512C1, новый костюм покупателя. Автозагрузчик все еще находится на гарантии до 30-3-23 и имеет право на продление/обслуживание гарантии Amada AMP Plus …
335 814,24 €
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 11.04.23
Compare
Texas, United States
Turret Punches
AMADA ARIES 245
Turret Punches
22 Tons 40″ Throat Amada ARIES 245 CNC TURRET PUNCH PRESS
€17,940.76 EUR
Request More Info
Added в Список запросов
Запрос отправлен 11. 04.23
04.23
Сравнить
Нью-Джерси, США
Револьверные пуансоны
AMADA EM2510NT
Револьверные пуансоны
Револьверно-пробивной пресс 50” X 100” 20 тонн с ЧПУ на базе ПК, системой Power Vacuum Slug Pull Pull и конструкцией щеточного стола.
Запрос a Quote
Добавлен в список запросов
Запрос, представленная 4/11/23
Сравнение
Соединенные Штаты
Turer
Запрос коммерческого предложения
Добавлено в список запросов
Request submitted 4/11/23
Compare
Georgia, United States
Turret Punches
AMADA EM2510NT
Turret Punches
22 TON AMADA EM2510NT NT SERVO-ELECTRIC TURRET PUNCH PRESS
MFG: 2004
Запрос a QUOTE
Добавлен в список запросов
Запрос, представленная 4/11/23
Сравнение
Соединенные Штаты
Turret Buntes
AMADA PEGA 244
900
Револьверные пробивные прессы
Amada Pega 244 — механический 22-тонный револьверный пробивной пресс. Все машины серии Pega известны своей надежностью и низкими затратами на техническое обслуживание. Эта модель PEGA 244 оснащена гидравлической сцеплением AN …
Все машины серии Pega известны своей надежностью и низкими затратами на техническое обслуживание. Эта модель PEGA 244 оснащена гидравлической сцеплением AN …
€ 18 308,78 EUR
Запрос. Револьверные пуансоны
AMADA PEGA 255
Револьверный пуансон
22-ТОННЫЙ ТУРРЕТНЫЙ ПУАНСОН AMADA PEGA 255 С ЧПУ FANUC 18P CONTROL
MFG: 2002
Запрос a Quote
Добавлен в список запросов
Запрос, представленные 4/11/23
Сравнение
Соединенные Штаты
Turret Punches
AMADA PEGA 255
Turret PUNCRES
44. Модель пресса Pega 255
Запросить цену
Добавлено в список запросов
Заявка отправлена 11.04.23
Сравнить
Калифорния, США
Револьверные пуансоны
AMADA VIPROS 255
Револьверные пуансоны
С ЧПУ FANUC 18P
MFG:2000
Запросить цену
Добавлено в список запросов
Запрос отправлен 11. 04.23
04.23
Сравнить
Нью-Йорк, США
Револьверные пуансоны 5 5MA 5 9098 VIP 5MA 5 90
5
Turret Punches
22 Тонн Amada Vipros 255 CNC Turret Punch, 1998 — Fanuc 18p Control CNC, 31 станции
Запрос цитату
Добавлено в список запросов
. Штаты
Turret Punches
AMADA VIPROS 255
Turret Punches
AMADA VIPROS 255 CNC Turret Punch
Запрос
Добавлено в список запросов
Запрос. Понесен 4/11/23
.0005
Compare
Соединенные Штаты
Turret Punches
Amada Vipros 255
Turret Punches
22 TON AMADA VIPROS 255 CNC Turret Punch, 2000
Запрос A avote
. Список
. DESTION
.
. DESTION
. DESTIN /11/23
Сравнение
Соединенные Штаты
Turret Punches
Amada Vipros 255
Turret Punches
2000 AMADA Vipros 255 CNC Turret Press, 22 Tons, Auto-indexing, Amada Clogretrret Turretrret Turretrret Turretrret Turretrret, Chilretrretrretrret, Chillerrret Turretrret, Chillerrret Turretrretrretrretrretrret, Chiller.
Запрос a QUOTE
Добавлен в список запросов
Запрос, представленная 4/11/23
Compare
Квебек, Канада
Turret Punches
Amada Vipros 255 CNC Turret Punch
40004
9000 40004
9000 4000 40004
9
. CNC Control
Запросить цену
Добавлено в список запросов
Запрос отправлен 11.04.23
Сравнить
США
Револьверные пуансоны
ERMAKSAN ETP-S 2520
Turret Punches
Запрос a QUOTE
Добавлен в список запросов
Запрос 4/11/23
Compare
Illinois, Соединенные Штаты
Turret. РЕВОЛЮЦИОННЫЙ ПУАНСОН
РЕВОЛЮЦИОННЫЙ ПУАНСОН
Револьверный пуансон
HACO OMATIC 2112 ПРАВОСТОРОННИЙ ПУАНСОН 1999
МАШИНА, АДАПТИРОВАННАЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ИНСТРУМЕНТОВ TRUMPF, С СЪЕМНИКАМИ HACO/OMES.
Ось X 2000-ММ/78-ДЮЙМОВОЙ БАШНИ С 12-ФУТОВЫМИ ИНСТРУМЕНТАМИ
€ 9,201- 46 002 002 EUR
Запрос Дополнительную информацию
Добавлено в список запросов
Запрос. 1530
Револьверные пуансоны
Strippit PX 1530 — это универсальная машина, способная пробивать, сгибать, нарезать резьбу и формовать.
Запрос коммерческого предложения
Добавлен в список запросов
Запрос отправлен 11.04.23
Сравнение
Висконсин, Соединенные Штаты
Turret Punches
Murata Wiedemann Centrum 2000
Turret Punches
22 Ton Murata Wiedemann Centrum 2000 Cnc Turer Запрос отправлен 11.04.23
Сравнить
США
Револьверные пуансоны
MURATA WIEDEMANN CENTRUM 2500I
Револьверные пуансоны
MURATA C WIEDAMAN CENTRUM 250005
Запрос a Quote
Добавлен в список запросов
Запрос, представленные 4/11/23
Сравнение
Соединенные Штаты
Turret Punches
Murata Wiedemann Magnum 1250
Turret. Пробивной пресс
Пробивной пресс
Запросить цену
Добавлено в список запросов
Заявка отправлена 11.04.23
Сравнить
США
Револьверные пуансоны
MURATA WIEDEMANN MOTORUM 2034
Револьверные пуансоны
MURATA WIEDEMANN MOTORUM 2034 , ЭЛЕКТРИЧЕСКИЙ, 22 тонны, FANUC 16P CNTRL CNC TURRET PUNCH | RM
Request a Quote
Added to Request list
Request submitted 4/11/23
Compare
United States
Turret Punches
MURATA WIEDEMANN MOTORUM 2044EZ
Turret Punches
22 Ton CNC Mechanical Пробивная система с 22-позиционной револьверной головкой с 4 автоматическими индексными станциями с использованием инструмента с положительной полосой 112.
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 4/11/23
Сравнение
Соединенные Штаты
Turret Punches
22 22 22.
 , Thick Turret, Nisshinbo NUC CNC Controls
, Thick Turret, Nisshinbo NUC CNC Controls
Запросить цену
Добавлено в список запросов
Запрос отправлен 11.04.23
Сравнить
США
Револьверные пуансоны0005
Nisshinbo Map 1000
Turret Punches
22 тонна Nisshinbo Map-1000 Turret Punch, 1998
Запрос a Quote
Добавлено в список запросов
United HASTER
11111.
Револьверные пуансоны
NISSHINBO MAP 1000
Револьверные пуансоны
Модель Nisshinbo MAP 1000 Револьверно-пробивной пресс с ЧПУ
Запросить цену
Добавлено в список запросов
50004 Request submitted 4/11/23
Compare
United States
Turret Punches
NSSHINBO MAP
Turret Punches
39.37” X 99.2” X 22 TON CNC Turret Punching System with Nsshinbo Palvision CNC Control System, Bi- Направленная 22-позиционная толстая револьверная головка, 2 автоматические индексные станции, возможность работы с несколькими инструментами, шариковая передача.
Всего комментариев: 0