Револьверный станок с чпу: Токарно-револьверные станки с ЧПУ — купить в Москве, цена
Содержание
1В340Ф30 Станок токарно-револьверный с ЧПУ. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-револьверного станка модели 1В340Ф30
Изготовитель токарно-револьверного станка модели 1В340Ф30 — Бердичевский станкостроительный завод «Комсомолец», г. Бердичев, Житомирской область, Украина.
В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод.
В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей.
С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе.
В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне.
Станки, выпускаемые Бердичевским станкостроительным заводом
- 1А341ц — станок токарно-револьверный с цикловым управлением, Ø 400
- 1В340Ф30 — станок токарно-револьверный с вертикальной осью револьверной головки с ЧПУ, Ø 400
- 1Г340П — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности, Ø 400
- 1Д340П — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности, Ø 400
- 1Е340П — станок токарно-револьверный с вертикальной осью револьверной головки повышенной точности, Ø 400
- 1К341 — станок токарно-револьверный с горизонтальной осью револьверной головки, Ø 400
- 1П420ПФ4 — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности с ЧПУ, Ø 450
- 1341 — станок токарно-револьверный с горизонтальной осью револьверной головки, Ø 400
1В340Ф30 Станок токарно-револьверный повышенной точности с ЧПУ.
 Назначение, область применения
Назначение, область применения
Станок токарно-револьверный 1В340Ф30 с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Принцип работы и особенности конструкции станка
Восьмипозицнонная револьверная головка на крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары.
Токарно-револьверный станок 1В340Ф30 оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок 1В340Ф30 изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке 1В340Ф30 реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.

Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Разработчик — Бердичевский станкостроительный завод «Комсомолец».
1В340Ф30 Габарит рабочего пространства станка
Габаритные размеры рабочего пространства станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Шпиндель
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Инстументальная револьверная головка
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Фото токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
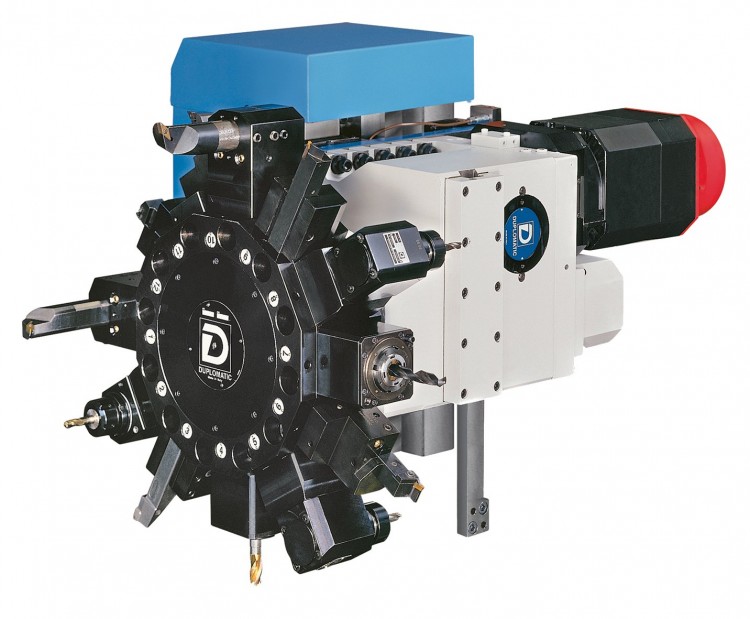
1В340Ф30 Фото револьверной головки токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
1В340Ф30 Пульт управления токарного станка с ЧПУ
Пульт управления револьверного станка 1в340ф30
Пульт управления револьверного станка 1в340ф30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Управление станком может производиться с пульта и от устройства числового программного управления.
Наличие напряжения на пульте станка (рис. 10.13) подтверждается свечением сигнальной лампы 14.
Включение гидропривода осуществляется нажатием кнопки 5.
Перед началом работы переключатель 20 режима работы станка ставится в требуемое положение: наладочный, полуавтоматический и автоматический режимы.
В положении «наладочный режим» станок управляется с помощью кнопок и переключателей, расположенных на пультах станка.
Например, переключателем 2 можно выбрать позицию револьверной головки, а нажатием кнопки 1 осуществить ее поворот; переключателем 18 установить требуемое направление вращения шпинделя, а кнопкой 17 осуществить пуск или кнопкой 15 — останов шпинделя.
На пульте станка имеется кнопка 23 — аварийный стоп, при нажатии которой выключаются все системы станка.
1В340Ф30 Схема кинематическая токарного станка с ЧПУ
Кинематическая схема токарного револьверного станка 1в340ф30
Кинематическая схема токарного револьверного станка 1в340ф30.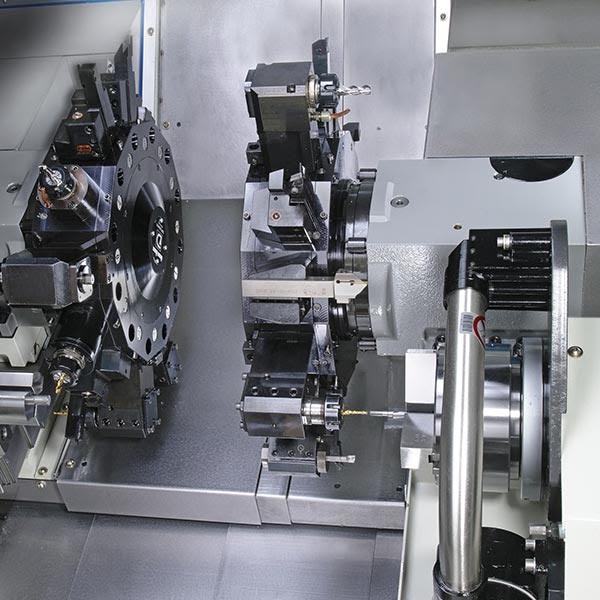 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Главное движение (вращение шпинделя) осуществляется от двухскоростного электродвигателя M1 мощностью 15 кВт с числом оборотов 4500 через ременную передачу на входной вал со шкивом D2 коробки скоростей 1.
Коробка скоростей имеет четыре вала с зубчатыми колесами, которые попарно находятся в зацеплении, и электромагнитные муфты. Электромагнитные муфты включаются попарно, что обеспечивает ступенчатое изменение частоты вращения выходного вала коробки скоростей. Выходной вал коробки скоростей связан плоскозубчатой передачей со шкивом D1, который передает вращение на шпиндель станка 2. Ступенчатое изменение частоты вращения шпинделя 2 может производиться на холостом ходу и под нагрузкой. Торможение шпинделя осуществляется включением электромагнитных муфт коробки скоростей. Контроль за частотой вращения шпинделя при резьбонарезании осуществляется датчиком обратной связки К1.
Движение подач — продольные и поперечные перемещения револьверного суппорта осуществляются электродвигателями постоянного тока с регулируемым числом оборотов от 0 до 1500 об/мин посредством пар винт — гайка качения с ходом винтов, соответственно, 10 и 5 мм.
В продольном направлении он перемещается винтовой передачей с гайкой качения 7, которая получает вращение через ременную передачу от электродвигателя М2 с регулируемой частотой вращения. Контроль за частотой вращения винтовой пары качения осуществляется датчиком обратной связи КЗ; этим контролируется величина подачи револьверного суппорта.
Поперечное перемещение револьверной головки 5 на револьверном суппорте 6 осуществляется винтовой передачей с гайкой качения 9, которая получает вращение от электродвигателя МЗ с регулируемой частотой вращения. При этом перемещение револьверной головки контролируется датчиком обратной связи К4. Поворот револьверной головки осуществляется гидродвигателем М4 через червячную передачу 4; контроль положения револьверной головки — датчиком обратной связи К2, который связан с ее осью вращения зубчатой передачей.
Быстрые хода (в 8 м/мин) и рабочие подачи (5..600 мм/мин) отрезного суппорта осуществляются при помощи гидравлики.
Гидроцилиндром 3 осуществляются подвод и рабочая подача отрезного суппорта, гидроцилиндром 5 — фиксация револьверной головки в рабочем положении.
1В340Ф30 Установочный чертеж токарного станка
Установочный чертеж токарного револьверного станка 1в340ф30
Читайте также: Производители токарных станков в России
Читайте также: Поколения систем ЧПУ. Термины и понятия систем ЧПУ
1В340Ф30 Станок токарно-револьверный с числовым программным управлением (ЧПУ). Видеоролик.
Технические характеристики станка 1В340Ф30
| Наименование параметра | 1В340Ф30 | |
|---|---|---|
| Основные параметры станка | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | |
| Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм | 50 | |
| Наибольший диаметр обрабатываемого прутка в зажимной и подающей трубе, мм | 40 | |
| Диаметр отверстия в шпинделе, мм | ||
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 120 | |
| Шпиндель | ||
| Мощность двигателя главного движения, кВт | 6 | |
| Количество рабочих скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя, об/мин | 45. ..2000 ..2000 | |
| Частота вращения шпинделя в I диапазоне, об/мин | 45…1400 | |
| Частота вращения шпинделя во II диапазоне, об/мин | 63…2000 | |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 45…250 | |
| Конец шпинделя фланцевый по ГОСТ 12595-75 | 1-6Ц | |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 40 | |
| Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z) / поперечное (X), мм | 310/ 110 | |
| Диапазон скоростей продольных и поперечных подач револьверного суппорта, мм/мин | 1..2500 | |
| Число подач револьверного суппорта | б/с | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10/ 5 | |
| Диапазон скоростей продольных и поперечных подач отрезного суппорта, мм/мин | 5. .600 .600 | |
| Число подач отрезного суппорта | б/с | |
| Скорость быстрых ходов отрезного суппорта, м/мин | 8 | |
| Количество позиций (инструментов) в револьверной головке | 8 | |
| Наибольшее усилие продольных/ поперечных подач, кгс | 600/ 300 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке, кВт | 6 | |
| Электродвигатель главного привода, кВт | 6 | |
| Электродвигатель продольных подач, кВт | 1,5 | |
| Электродвигатель поперечных подач, кВт | 1,5 | |
| Электродвигатель станции смазки, кВт | 0,37 | |
| Электродвигатель гидростанции, кВт | 2,2 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Электродвигатель инструментальной головки, кВт | ||
| Суммарная мощность электродвигателей, кВт | 11,69 | |
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 2840 1770 1670 | |
| Масса станка с ЧПУ, кг | 3600 |
- Станок токарно-револьверный с вертикальной головкой на крестовом суппорте, с ОСУ, повышенной точности 1В340Ф30.
 Руководство по эксплуатации 1В340Ф30.00.000 РЭ, 1987
Руководство по эксплуатации 1В340Ф30.00.000 РЭ, 1987 - Богуславский Б.Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961
- Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
- Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
- Итин А.М., Родичев Ю.Я. Наладка и эксплуатация токарных многошпиндельных полуавтоматов, 1977
- Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
- Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
- Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов. Справочное пособие,1978
- Проников А.С. Металлорежущие станки и автоматы,1981
- Фещенко В.
 Н. Обработка на токарно-револьверных станках, 1989
Н. Обработка на токарно-револьверных станках, 1989 - Фомин С.Ф. Устройство и наладка токарно-револьверных станков, 1976
Список литературы:
Связанные ссылки. Дополнительная информация
Револьверный станок: устройство и основные узлы
Главная / ЧПУ станок / Токарный станок / Револьверный станок: устройство и основные узлы
Цена по запросу
- Продольный и поперечный суппорты
- С горизонтальной осью револьверной головки
- С вертикальной осью револьверной головки
- С наклонной осью револьверной головки
Лизинг
Трейд ин
Рассрочка
Доставка
Купить в один клик
Револьверный станок является незаменимым видом оборудования на производствах разного масштаба. В револьверных станках главным движением (v, рис. 1) является вращение шпинделя, несущего заготовку; движениями подачи — продольное S1 и поперечное S2 перемещение суппортов, несущих режущий инструмент. Иногда поперечная подача осуществляется медленным вращением револьверной головки или перемещением салазок с револьверной головкой в поперечном направлении. Вспомогательными движениями в револьверных станках являются: 1) повороты (индексирование) револьверной головки для последовательного ввода в работу инструментов; 2) подача и зажим материала; 3) быстрый подвод и отвод револьверного, поперечного суппортов и др.
Иногда поперечная подача осуществляется медленным вращением револьверной головки или перемещением салазок с револьверной головкой в поперечном направлении. Вспомогательными движениями в револьверных станках являются: 1) повороты (индексирование) револьверной головки для последовательного ввода в работу инструментов; 2) подача и зажим материала; 3) быстрый подвод и отвод револьверного, поперечного суппортов и др.
Устройство револьверного станка
В зависимости от расположения оси поворота револьверной головки (см. Токарно револьверный станок: компоновка и характеристики) различают три вида устройства револьверных станков: с горизонтальной осью револьверной головки; с вертикальной осью револьверной головки; с наклонной осью револьверной головки.
В станках малых и средних размеров револьверный суппорт, несущий револьверную головку, представляет собой в большинстве случаев ползун, перемещающийся по промежуточным продольным салазкам, расположенным на станине. Продольные салазки имеют установочное перемещение вдоль направляющих станины.
Продольные салазки имеют установочное перемещение вдоль направляющих станины.
Рис. 1. Движения при обработке детали в токарно револьверных станках
В тяжелых револьверных станках револьверный суппорт, как и поперечный, перемещается непосредственно по направляющим станины. По виду обрабатываемой заготовки револьверные станки подразделяются на станки для прутковых работ и станки для патронных работ:
В станках для прутковых работ заготовкой служит пруток того или иного профиля, который проходит сквозь отверстие (канал) шпинделя и зажимается в цанговом патроне (цанге) (или в патроне со сменными кулачками). Для этого станок снабжен механизмом подачи и зажима прутка с механическим, пневматическим или гидравлическим приводом;
В станках для патронных работ штучная заготовка — отливка или поковка — зажимается в универсальном кулачковом патроне, закрепленном на переднем конце шпинделя.
Устройство револьверных станков современных моделей имеет преселективное или автоматическое управление изменениями скоростей шпинделя и величин подач. В тяжелых револьверных станках, где машинное время, как правило, велико, система управления обеспечивает предварительный выбор скорости шпинделя и величины подачи необходимых для очередного перехода во время работы станка на предыдущем переходе. После механического или ручного поворота револьверной головки, одним движением рукоятки производится включение заранее выбранного режима резания (преселективное управление). В большинстве современных моделей это достигается с помощью встроенных в коробку скоростей, соответственно — в коробку подач фрикционных или зубчатых муфт, управляемых гидроцилиндрами. В некоторых моделях гидроцилиндры непосредственно перемещают скользящие блоки зубчатых колес.
В тяжелых револьверных станках, где машинное время, как правило, велико, система управления обеспечивает предварительный выбор скорости шпинделя и величины подачи необходимых для очередного перехода во время работы станка на предыдущем переходе. После механического или ручного поворота револьверной головки, одним движением рукоятки производится включение заранее выбранного режима резания (преселективное управление). В большинстве современных моделей это достигается с помощью встроенных в коробку скоростей, соответственно — в коробку подач фрикционных или зубчатых муфт, управляемых гидроцилиндрами. В некоторых моделях гидроцилиндры непосредственно перемещают скользящие блоки зубчатых колес.
В револьверных станках ЧПУ малых и средних размеров, где машинное время невелико, а поворот револьверной головки автоматизирован, скорости шпинделя и величины подач заранее настраиваются для каждой позиции револьверной головки и изменяются последовательно в течение всего цикла обработки в зависимости от поворота головки. Это обеспечивается встроенными в коробку скоростей и коробку подач электромагнитными фрикционными муфтами, включение которых производится специальным командоаппаратом, связанным с револьверной головкой.
Это обеспечивается встроенными в коробку скоростей и коробку подач электромагнитными фрикционными муфтами, включение которых производится специальным командоаппаратом, связанным с револьверной головкой.
При применении преселективного или автоматического управления значительно сокращается вспомогательное время, затрачиваемое на настройку скорости шпинделя и величины подачи после каждого поворота револьверной головки, что особенно важно в серийном производстве.
Рис. 2. Токарно револьверный станок 1п365. Основные узлы револьверного станка: 1 — станина; 4 — шпиндельная бабка; 3 — коробка подач; 2 — фартуки суппортов; 6 — продольный суппорт; 5 — поперечный суппорт.
Станина токарного станка револьверного типа
Станина токарных станков револьверного типа представляет собой отливку коробчатой формы с системой ребер жесткости. По направляющим станины перемещаются продольный и поперечный суппорты. В задней стенке станины станка имеются окна для лучшего отвода стружки. Станина токарного станка малых и средних размеров монтируется на литом основании, у тяжелых револьверных станков — на двух опорах (тумбах).
Станина токарного станка малых и средних размеров монтируется на литом основании, у тяжелых револьверных станков — на двух опорах (тумбах).
Шпиндельная бабка токарного станка револьверного типа
В шпиндельную бабку токарного станка револьверного типа средних и больших размеров встроена коробка скоростей, сходная по конструкции с одноименным узлом токарных станков (рис. 3), но обеспечивающая меньший диапазон регулирования и меньшее число ступеней скорости шпинделя по сравнению с токарными станками.
Рис. 3. Развертка шпиндельной бабки токарно револьверного станка 1п365.
В шпиндельной бабке револьверных станков малого размера монтируется только шпиндель (рис. 4). Изменение скоростей шпинделя обеспечивается редуктором, установленным в основании станка (рис. 5) и связанным со шпинделем ременной передачей. Включение электромагнитных муфт редуктора в определенной комбинации дает нужную скорость вращения шпинделя.
Рис. 4. Шпиндельная бабка токарного станка револьверного типа 1п326.
Рис. 5. Редуктор револьверного станка 1п326.
Коробка подач токарного станка револьверного типа
Коробка подач как важный узел револьверного станка конструктивно проще аналогичного элемента токарных станков, так как она должна иметь меньший диапазон регулирования и меньшее число ступеней подач. Кроме того, в коробке подач нет устройства, необходимого для нарезания резьбы резцом с помощью ходового винта.
Коробки подач тяжелых револьверных станков имеют устройство, обеспечивающее возможность переключения на ходу (рис. 6). Перед каждым переключением гидросистема управления выключает муфту 1, связывающую коробку подач с коробкой скоростей, и включает муфту 2, свободно сидящую на валу и получающую качательное движение от эксцентрика 3, расположенного на валу быстрого (ускоренного) хода. Таким образом валы коробки подач получают медленный поворот, что облегчает переключение скользящих блоков шестерен на ходу.
Таким образом валы коробки подач получают медленный поворот, что облегчает переключение скользящих блоков шестерен на ходу.
Рис. 6. Коробка подач токарно револьверного станка 1п365.
В малых и средних револьверных станках переключение на ходу обеспечивается фрикционными электромагнитными муфтами, включаемыми в различных комбинациях (рис. 7).
Рис. 7. Коробка подач револьверного станка 1п326
Фартук токарно револьверного станка
Фартуки токарных станков револьверного типа поперечного и револьверного суппортов служат для выполнения перемещений этих узлов в поперечном и в продольном направлениях механически и вручную. В них смонтированы механизм остановки суппорта в нужных положениях, определяемых установкой упоров, и механизмы быстрого перемещения суппортов. Механизм быстрого перемещения получает движение от отдельного электродвигателя через вал быстрого хода. Механизм быстрого перемещения. В станках малых и средних размеров от отдельного двигателя получает движение только быстрый отвода продольного суппорта.
Механизм быстрого перемещения. В станках малых и средних размеров от отдельного двигателя получает движение только быстрый отвода продольного суппорта.
Поперечный суппорт токарного станка револьверного типа
Поперечный суппорт токарного станка револьверного типа может быть мостового (рис. 8) или консольного типа (рис. 9). Устройство мостового суппорта револьверного станка обладает большей жесткостью и позволяет установить два резцедержателя для закрепления инструмента.
Рис. 8. Поперечный суппорт мостового типа токарно револьверного станка
Передний резцедержатель — поворотный, четырехпозиционный, задний — неподвижный, однопозиционный. Недостаток конструкции — более значительное, по сравнению с поперечным суппортом консольного типа, ограничение наибольшего диаметра обработки, так как в этом случае заготовка должна разместиться над салазками суппорта.
Конструкция поперечного суппорта консольного типа позволяет обрабатывать заготовку детали значительно большего диаметра при тех же размерах станка. Однако суппорт консольного типа токарно револьверного станка обладает меньшей жесткостью и позволяет вести обработку меньшим количеством резцов.
Однако суппорт консольного типа токарно револьверного станка обладает меньшей жесткостью и позволяет вести обработку меньшим количеством резцов.
Рис. 9. Поперечный суппорт консольного типа токарно револьверного станка
Продольный суппорт токарного станка револьверного типа
Продольный суппорт токарного станка револьверного типа малых и средних размеров с вертикальной осью револьверной головки (рис. 10) имеет салазки 1, установленные на станине, и каретку 2, которая приводится в движение с помощью реечной передачи по направляющим салазок и несущую револьверную головку 3 шестигранной, иногда цилиндрической формы. Режущие инструменты закрепляют в гнездах револьверной головки с помощью переходных втулок. На гранях револьверной головки могут быть закреплены различные приспособления, несущие режущий инструмент. Правильное положение оси гнезда револьверной головки относительно оси шпинделя после каждого поворота головки обеспечивается механизмом фиксации. Конический фиксатор 11 западает в одно из шести отверстий в торце головки.
Конический фиксатор 11 западает в одно из шести отверстий в торце головки.
Рис. 10. Продольный суппорт токарно револьверного станка 1325
Для более жесткого крепления головки после каждого поворота и разгрузки фиксатора от момента, создаваемого силой резания, служит механизм зажима, основным элементом которого является стяжной хомут 4. В затянутом состоянии хомут плотно прижимает торец револьверной головки к плоскости каретки.
Поворот револьверной головки токарного станка происходит автоматически при отводе ползуна. Во время отвода один из штифтов поворота 9 набегает на рычаг упора 10, расположенный в салазках 1, и головка поворачивается на 60°. Перед началом поворота головки рычаг 12, набегая на упор 13, выводит фиксатор 11, а собачка 14, набегая на упор 15, разжимает хомут. В начале движения каретки вперед происходит зажим хомута за счет взаимодействия собачки 14 и упора 12.
При повороте револьверной головки токарного станка происходит синхронный поворот барабана 6 с упорными винтами 5, которые служат для предварительной установки величины рабочего хода ползуна. В конце прохода ползуном заданного пути один из упорных винтов 5 нажимает на упорный штифт 7, расположенный в салазках 1. Штифт валиком 8 действует на механизм выключения рабочего хода, расположенный в фартуке револьверного суппорта. Этот механизм посредством кулачковой муфты разрывает цепь механической подачи, и ползун 2 останавливается в заданном положении. Точность автоматического выключения 0,1 ÷ 0,2 мм.
В конце прохода ползуном заданного пути один из упорных винтов 5 нажимает на упорный штифт 7, расположенный в салазках 1. Штифт валиком 8 действует на механизм выключения рабочего хода, расположенный в фартуке револьверного суппорта. Этот механизм посредством кулачковой муфты разрывает цепь механической подачи, и ползун 2 останавливается в заданном положении. Точность автоматического выключения 0,1 ÷ 0,2 мм.
В револьверных станках малых размеров, таких как токарно револьверный станок 1п318 и токарно револьверный станок 1п326 (рис. 11), каретка с револьверной головкой перемещается непосредственно по направляющим станины, что позволяет отказаться от дополнительных направляющих и увеличить опорную базу каретки.
Рис. 11. Продольный суппорт токарно револьверного станка 1п326.
Упоры, управляющие механизмами поворота револьверной головки, вывода фиксатора и зажима хомута, а также штифт упора механизма Выключения рабочего хода расположены в специальном корпусе, закрепленном на станине.
Фартук продольного суппорта в этих станках неподвижен. В тяжелых револьверных станках продольный суппорт 1 (рис. 12) вместе с закрепленным на нем фартуком перемещается с помощью реечной передачи непосредственно по направляющим станины, что дает возможность получить значительные перемещения.
Рис. 12. Продольный суппорт тяжелого револьверного станка.
Револьверная головка 3 токарного станка, не имеет механического поворота. Вывод фиксатора 4, зажим и разжим хомута 2 производятся вручную рукояткой 8. При повороте револьверной головки синхронно поворачивается барабан упоров 9, связанный,с ней конической зубчатой передачей. На барабане 9 расположены регулируемые упоры 7, с помощью которых производится установка длины рабочего хода на каждой позиции револьверной головки. При движении суппорта вперед с рабочей подачей один из упоров 7 в нужный момент набегает на неподвижный упор на станине. При этом барабан 9 останавливается, а суппорт продолжает двигаться. Валик 6, закрепленный в барабане своим буртом, поворачивает расположенный в каретке суппорта рычаг 5, который, перемещая валик 6, действует на механизм выключения рабочего хода, находящийся в фартуке револьверного суппорта. В результате цепь механической подачи разрывается, и продольный суппорт останавливается в нужном положении.
Валик 6, закрепленный в барабане своим буртом, поворачивает расположенный в каретке суппорта рычаг 5, который, перемещая валик 6, действует на механизм выключения рабочего хода, находящийся в фартуке револьверного суппорта. В результате цепь механической подачи разрывается, и продольный суппорт останавливается в нужном положении.
Существуют устройства револьверного станка, в которых поворот револьверной головки осуществляется с помощью мальтийского механизма или гидроцилиндра.
Продольный суппорт в станках с горизонтальной осью револьверной головки (рис. 13) перемещается непосредственно по направляющим станины с помощью реечной передачи. Фартук продольного суппорта неподвижен. Револьверная головка 1 имеет 12-16 гнезд, в которых крепят инструменты или приспособления с инструментами. Каждое гнездо, попадая в верхнее положение, становится соосным со шпинделем станка.
Рис. 13. Продольный суппорт токарно револьверного станка с горизонтальной осью револьверной головки
Фиксатор 2 служит для обеспечения правильного положения оси каждого гнезда относительно оси шпинделя. Управление механизмом фиксации осуществляется вручную рукояткой 15.
Управление механизмом фиксации осуществляется вручную рукояткой 15.
Поворот револьверной головки токарного станка производится тремя способами:
- быстрый поворот вручную при смене позиций производится маховичком 12 через валик 10 и зубчатое колесо 16, зацепляющееся с зубчатым венцом на револьверной головке. При этом с помощью маховичка 13 выключают фрикционную муфту 11, которая связывает червячное колесо 9 с валиком 10;
- медленный поворот вручную для получения поперечной рабочей подачи производится маховичком 7 через валик 5, червяк 4, червячное колесо 9, муфту 1 и далее, как в первом случае;
- медленный поворот с механической поперечной рабочей подачей производится с помощью валика 3, получающего вращение от фартука револьверного суппорта, далее через конические зубчатые колеса 8, которые служат для реверсирования поперечной подачи в зависимости от включения кулачковой муфты 6 с помощью рукоятки 14 и далее, как во втором случае.
Механизм подачи и зажима у револьверного станка
Механизм подачи и зажима прутка имеется во всех токарных станках для прутковых работ. Небольшие станки снабжены механизмом (рис. 14), закрепляемым на левом торце станины.
Небольшие станки снабжены механизмом (рис. 14), закрепляемым на левом торце станины.
Рис. 14. Механизм подачи и зажима прутка токарно револьверного станка 1п326.
Зажим прутка в револьверном станке происходит следующим образом. На валу 2, получающем вращение от отдельного электродвигателя, расположен барабан 1 зажима с фигурным пазом, в котором находится ролик рычага 3 зажима. При повороте барабана 1 поворачивается рычаг 3 против часовой стрелки, связанный с муфтой 8, находящейся на заднем конце шпинделя станка. Муфта 8, перемещаясь влево, своим внутренним конусом вдавливает ролики 9 между шайбой 7 с сепаратором 10. Так как шайба 7 неподвижна, происходит перемещение сепаратора 10, компенсатора 11, втулки 12 и гайки 13 Влево. Гайка 13 связана с натяжной трубой 6, расположенной в отверстии шпинделя станка. На трубе 6 закреплена на резьбе сменная зажимная цанга 5, которая своим конусом входит в коническое отверстие переднего конца шпинделя. При перемещении трубы 6 влево цанга затягивается в коническое отверстие шпинделя, и под действием упругой деформации цанги пруток зажимается.
При перемещении трубы 6 влево цанга затягивается в коническое отверстие шпинделя, и под действием упругой деформации цанги пруток зажимается.
При перемещении муфты 8 вправо за счет упругих свойств цанги происходит разжим прутка, и детали 5, 6, 13, 12, 11, 10 и 9 возвращаются в исходное положение. Подача прутка осуществляется следующим образом. На валу 2 находится барабан 18 подачи, в фигурном пазу которого расположен ролик рычага 19 подачи. При повороте барабана 18 поворачивается рычаг 19 по часовой стрелке и перемещает каретку 14, в которой закреплена подающая труба 15, расположенная в отверстии натяжной трубы 6. На правом конце подающей трубы закреплена сменная подающая цанга 4, охватывающая пруток с определенной силой. Поэтому при перемещении подающей цанги вправо происходит подача прутка. Перемещение подающей цанги влево производится пружиной 17, если соответствует конфигурация фигурного паза барабана 18. В это время пруток зажат в зажимной цанге; поэтому подающая цанга возвращается в исходное положение, проскальзывая по прутку.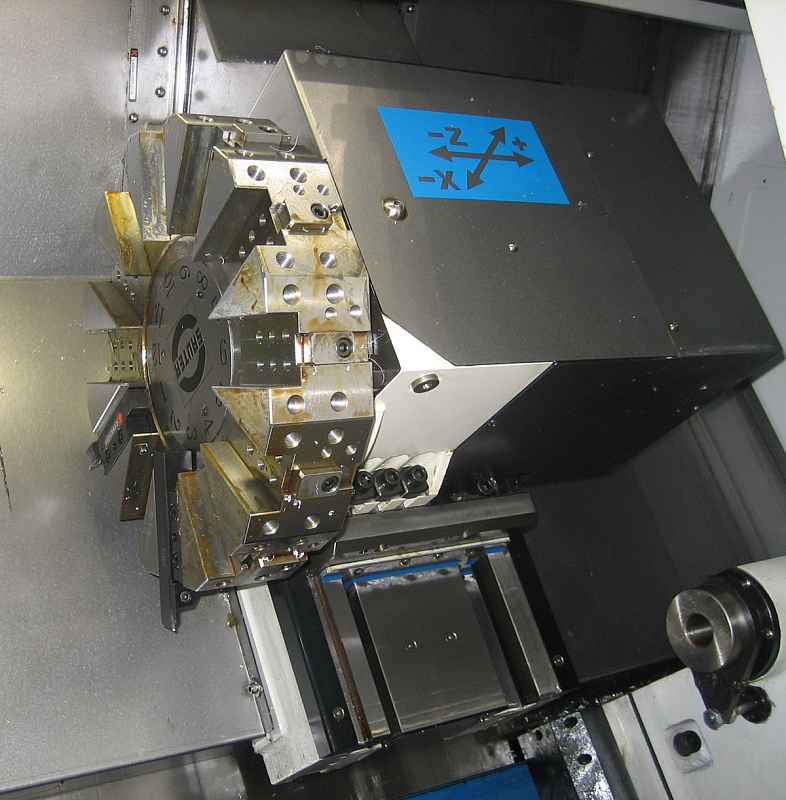 Винт 16 служит для установки величины хода подающей цанги.
Винт 16 служит для установки величины хода подающей цанги.
За один оборот вала 2 осуществляется цикл подачи и зажима прутка: отход подающей цанги, разжим прутка, подача прутка, зажим прутка. Механизм зажима прутка, примененный в тяжелом револьверном станке, показан на рис. 15.
Зажим прутка в токарно револьверном станке производится следующим образом. Масло под давлением, попадая в правую полость гидроцилиндра 1, перемещает поршень 2, который перемещает вилку 3. Последняя, действуя через муфту 4, кулачки 5, шайбу 9, компенсаторные пружины 10 и ряд промежуточных деталей, перемещает втулку 11 влево. Втулка 11 через гайку 7 действует на подпружиненные сменные губки 8, затягивая их в конусное отверстие детали 6. Происходит зажим прутка. Для того чтобы разжать пруток, масло подается в левую полость гидроцилиндра.
Механизм захвата и подачи прутка в тяжелых токарных станках выполняется отдельно и располагается у левого торца коробки скоростей. Привод этого узла револьверного станка — гидравлический. При работе механизма вначале происходит захват прутка двумя рычагами, работающими от двух гидроцилиндров, затем гидроцилиндр подачи производит подачу прутка.
При работе механизма вначале происходит захват прутка двумя рычагами, работающими от двух гидроцилиндров, затем гидроцилиндр подачи производит подачу прутка.
Рис. 15. Механизм зажима прутка токарно револьверного станка 1365.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Услуги по пробивке револьверной головки с ЧПУ в Хаммонде, Индиана
Услуги по пробивке револьверной головки от Midland Metals
Midlands Metal Products помогает таким профессионалам, как вы, получить высочайшее качество пробивки револьверной головки и изготовление металла для ваших нужд. Мы команда квалифицированных и способных специалистов, которые стремятся к совершенству. Наш обширный список услуг и продуктов демонстрирует нашу приверженность потребностям наших клиентов.
Компания Midlands Metal Products гордится своим высококачественным изготовлением металлических изделий. Если вам нужно перфорировать алюминий, листовой металл, латунь, сталь или другой металл, мы можем помочь.
Наша команда будет работать с вами на каждом этапе, чтобы вы достигли своих целей, от консультации по дизайну до поставки конечного продукта.
Что такое револьверно-пробивной пресс для листового металла?
Револьверный станок с ЧПУ — отличное дополнение к списку инструментов производителя металлоконструкций. Это позволяет вам украшать листовой металл, над которым вы работаете, такими дополнениями, как тиснение, выдавливание, выступы и петли, отличающие его от лазера. Штамповочный пресс с ЧПУ не так сложен, как лазер, с точки зрения типов форм, но он работает эффективно и быстро, чтобы предоставить вам нужный продукт.
Возможности револьверного пробивного устройства
Револьверные прессы имеют следующие возможности:
- Может работать с листовым металлом толщиной от 1 до 6 мм
- Может тиснить, штамповать, ребристость, зенковать и формовать металл
- Может наносить удары со скоростью до 1200 ударов в минуту
Револьверная перфорация — это специализированный процесс, который позволяет нам вырезать небольшие однородные отверстия в основных формах, таких как круги, квадраты и прямоугольники, с помощью револьверного пресса или револьверного пуансона.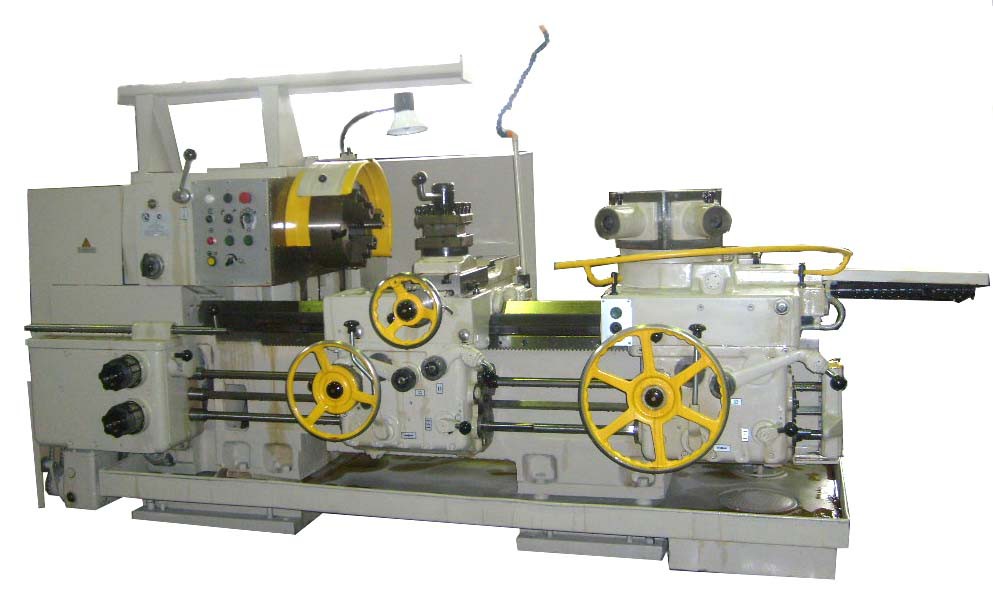 Он идеально подходит для массового производства металла и эффективно создает материал для всех ваших проектов, в том числе:
Он идеально подходит для массового производства металла и эффективно создает материал для всех ваших проектов, в том числе:
- Запчасти для автомобилей и мотоциклов
- Сельскохозяйственные детали
- шагов
- Панели и опоры
- Компоненты робота
- Шасси
- 2D вырезы
Наш пробивной пресс работает точно и эффективно, давая вам именно то, что вам нужно для вашего продукта. Помимо револьверной штамповки, мы также можем создавать индивидуальные эффекты на латуни, листовом металле, алюминии и т. д.:
- Зенковка
- Формирование
- Ямочка
- Тиснение
Позвоните нашим экспертам по пробивке револьверных головок в Midland Metal Products, чтобы получить высококачественную работу в розничной торговле, телекоммуникациях, архитектуре, строительстве и т. д.
Преимущества перфорации с ЧПУ с револьверной головкой
Универсальность
С помощью револьверной пробивки с ЧПУ можно не только пробивать отверстия, но и формировать металл, получая фланцы, ребра, жалюзи и многое другое. Это идеально подходит для любого прототипа, обеспечивая максимальную гибкость проекта. Украсьте свои проекты в точном соответствии с вашими требованиями с нашей помощью.
Это идеально подходит для любого прототипа, обеспечивая максимальную гибкость проекта. Украсьте свои проекты в точном соответствии с вашими требованиями с нашей помощью.
Эффективность
Пробивной пресс с револьверной головкой отличается высокой скоростью и точностью, поэтому вы можете быстро выполнять свои проекты, не теряя времени. Каждое движение занимает всего миллисекунды по сравнению с другими инструментами для обработки металлов. Каждое движение, которое наши специалисты делают с помощью револьверного штампа, идеально, что позволяет вам развивать свои способности, не беспокоясь о качестве.
Большой объем
Для крупных проектов, требующих большого количества листов металла, идеально подходит револьверная перфорация. Он быстро обрабатывает большие партии с безупречной точностью, предоставляя вам надежный способ быстро и легко формировать прототипы. Скорость, с которой работает револьверный штамповочный станок, позволяет вам выкачивать перфорированный металл быстрее, чем когда-либо прежде, поэтому вы можете тратить больше времени на строительство, изготовление и создание.
Продукты, разработанные нами
С помощью нашего револьверного пробивного инструмента мы можем создавать базовые формы, такие как квадраты, прямоугольники, круги и т. д. Хотя револьверный пресс предлагает меньше вариантов форм, чем лазер, он работает быстрее. Наш револьверный пресс с ЧПУ также может производить тиснение, шарниры, выступы и экструзии.
Для клиентов мы создали следующие продукты:
- Перфорированные листы
- Кабельные перила и лотки
- Декоративные металлические накладки
- Шайбы/скобы
- Решетчатые клетки, двери и фильтры
- Архитектурные панели
Это всего лишь несколько примеров того, что мы можем производить. Мы в Midland Metal Products стремимся решать любые задачи и будем рады обсудить ваши проектные идеи. Мы сделаем все возможное, чтобы создать желаемый результат, независимо от сложности.
Позвоните в Midland Metal Products, чтобы получить информацию о пробивке револьверных головок
Мы занимаемся изготовлением металлоконструкций уже почти 100 лет, поэтому мы кое-что знаем о пробивке револьверных головок и производстве металла. Мы хотим, чтобы вы добились успеха, поэтому мы посвятили нашу компанию тому, чтобы помогать другим создавать проекты их мечты. Предприятия полагаются на нас за нашу тщательную работу и отличное обслуживание клиентов на протяжении десятилетий, и теперь вы тоже можете это сделать.
Мы хотим, чтобы вы добились успеха, поэтому мы посвятили нашу компанию тому, чтобы помогать другим создавать проекты их мечты. Предприятия полагаются на нас за нашу тщательную работу и отличное обслуживание клиентов на протяжении десятилетий, и теперь вы тоже можете это сделать.
Наши специалисты по штамповке револьверных головок хорошо обучены и квалифицированы, чтобы помочь вам во всем, что вам нужно, от базового понимания до конкретных деталей вашего самого сложного прототипа. С нашим высокотехнологичным оборудованием и вниманием к деталям мы можем завершить ваш проект и превзойти ваши ожидания.
Если вы хотите узнать больше о наших услугах по пробивке револьверных головок, позвоните в Midland Metal Products по телефону (773) 927-5700 и запишитесь на консультацию.
Турель | Значение башни | Турель токарного станка с ЧПУ-ЧПУ PROG
Опубликовано
Rajib в
Башня токарного станка с ЧПУ.
Револьверная головка означает
Это инструментальная станция, которая может индексировать любой инструмент для работы. Его зажим и разжим управляются гидравлически.
IT может вращаться гидродвигателем или серводвигателем.
Револьверная головка с ЧПУ
Компоненты
- Изогнутая муфта
- Цилиндр Поршень для зажима и разжима.
- Шестерня указателя
- Бесконтактный переключатель
- Двигатель
Как управлять револьверной головкой?
Его индексация управляется гидравлически. Изогнутая муфта помогает зафиксировать револьверную головку в точном положении на любой станции.
Гидравлический цилиндр разжимает его во время индексации. Пружины используются для удержания его в зажатом положении.
Техническое обслуживание/снятие
- Снимите с него инструменты и держатели инструментов.

- Снимите все необходимые ограждения.
- Убедитесь, что он находится в разжатом положении
- . Держите его краном с помощью веревки. (Используйте рым-болт).
- Снимите гайку, контргайку и все крепежные болты.
- Осторожно снимите его. Если застрял, используйте съемник.
Для получения подробной информации нажмите здесь
Токарный станок с ЧПУ-O&M
- Символы гидравлического контура | Гидравлические символы
Rajib
- Основы гидравлических схем
Rajib
- Усилитель в гидравлике | Гидравлический усилитель — это устройство, используемое для
Rajib
- Принцип работы гидроаккумулятора
Rajib
- Принцип работы гидравлических насосов | Работа гидравлического насоса
от Rajib
- Типы гидравлических насосов | Какой тип насоса используется в гидравлической системе
от Rajib
- Как работает гидравлическая система | Работа с гидравликой
от Rajib
- График обслуживания гидравлической системы, контрольный список
от Rajib
- Спецификация гидраулического наска
, где Rajib
. Насос находится в гидравлической системе?
Rajib
- ШВП на станке с ЧПУ
Rajib
- Пробный прогон на ЧПУ | Пробный запуск шпинделя M41 ON
от Rajib
- Каков принцип работы гидравлической системы?
by Rajib
- Принципиальная схема гидравлической системы
by Rajib
- Токарная обработка с ЧПУ | Токарный станок с ЧПУ
от Rajib
- Типы износа инструмента | Устранение неполадок ЧПУ
от Rajib
- Держатели инструментов с ЧПУ | Спецификация держателя инструмента
от Rajib
- Каковы три основные части станка?
by Rajib
- САЛЬНИК | Размер сальника | Типы сальников
от Rajib
- Как работают концевые выключатели | Что такое концевые выключатели
от Rajib
- Механическое реле давления | Как работает реле давления
by Rajib
- Гидравлическое реле давления | Типы реле давления
by Rajib
- Подшипниковые стали | Марка стали для шарикоподшипников
by Rajib
- Советы по обслуживанию подшипников | что использовать для смазки подшипников
Rajib
- Диаграмма анализа отказов подшипников
Rajib
Всего комментариев: 0