Роликовый станок: Роликовые станки для листового металла: типы и область применения
Содержание
Роликовые станки для листового металла: типы и область применения
Роликовый станок – важнейшее технологическое оборудование, используемое для производства бытовых электроприборов, сосудов высокого давления, ветроэнергетических установок, в судостроении, в аэрокосмической и военной промышленности, в сфере автосервисного обслуживания и т.д.
Листогибочный роликовый станок предназначен для сгиба металлических листов в форме большой дуги, цилиндра или даже эллипса, квадрата и многосекционной дуги.
Ниже приведен краткий анализ типов и областей применения листогибочных станков.
- Двухвалковый листогибочный станок
- 3-валковый листогибочный станок
- 1 Асимметричный 3-валковый листогибочный станок
- 2 Станок с нижними роликами, перемещающимися в горизонтальном направлении
- 3 Листопрокатный станок переменной геометрии
4 валковый листогибочный станок
Двухвалковый листогибочный станок
Верхний ролик двухвалкового листогибочного станка изготовлен из твердого металла, а нижний – из эластичного материала, покрытого высокопрочным полиуретаном. Положение нижнего ролика в вертикальном направлении можно регулировать.
Положение нижнего ролика в вертикальном направлении можно регулировать.
При вращении подаваемая заготовка под давлением прижимается к верхнему ролику, а эластичный слой нижнего ролика вдавливается в нижний ролик, что приводит к упругой деформации.
Поскольку объем эластомера остается неизменным, усилие сжатия распространяется по его периметру, создавая сильное, равномерно распределенное, постоянное обратное давление на заготовку и твердый ролик и сжимая их между собой. Задача – согнуть лист при вращении, придав ему форму цилиндра.
Диаметр верхнего ролика, который деформирует эластичный слой, является основным технологическим параметром, определяющим радиус изгиба.
Согласно экспериментальным исследованиям, чем больше коэффициент вытяжки, тем меньше радиус изгиба металлического листа. Однако когда вдавливание достигает определенной величины, радиус изгиба, как правило, остается постоянным, почти не зависящим от вытяжки.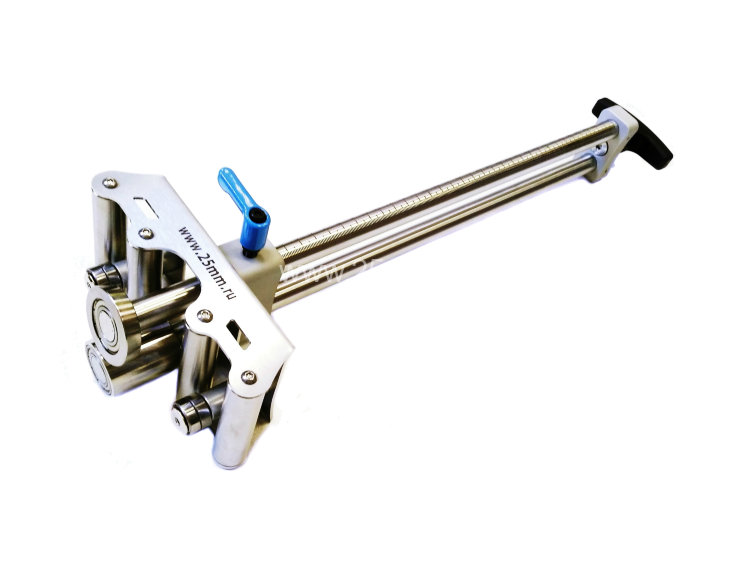 Это важная особенность технологии двухвалковой гибки листового проката.
Это важная особенность технологии двухвалковой гибки листового проката.
Двухвалковый листогибочный станок предназначен, в основном, для изгиба металлических листов шириной 2000 мм и толщиной менее 2 мм. Станок применяется главным образом для серийного производства тонкостенных контейнеров бытовых электроприборов. Он может быть оборудован системой автоматической подачи и выгрузки заготовок, имеет высокую степень автоматизации и высокую производительность.
Преимущества:
- Отсутствие прямых концевых участков при высокой скорости работы;
- Обеспечение высокой точности изгиба за один проход;
- Даже при наличии штамповки, гравировки или перфорации на поверхности металлического листа после изгиба отсутствуют царапины и коробление.
- Отсутствие морщин, царапин на поверхности изделий;
- При увеличении коэффициента вытяжки, даже при смене расстояния между двумя роликами, диаметр деталей остается неизменным, поэтому требования к точности станка невысоки, а эксплуатация проста.

Недостатки:
- Чтобы изменить диаметр выпускаемых изделий, необходимо изготовить накидную оправку; это не подходит для многовариантного и мелкосерийного производства.
- Невозможность изгиба толстых листов; максимальная толщина листа 6-9 мм.
3-валковый листогибочный станок
Существует множество видов 3-валковых листогибочных станков; их можно разделить на два типа: электромеханические и гидравлические.
С конструктивной точки зрения существуют 3-валковые листогибочные станки с наклонными роликами, станки с нижними роликами, перемещаемыми в горизонтальном направлении, и станки переменной геометрии.
Асимметричный 3-валковый листогибочный станок
Обычно асимметричные 3-валковые станки работают от электромеханического двигателя.
И верхний, и нижний ролики являются ведущими и неподвижны в горизонтальном направлении. При этом нижний ролик может подниматься и вращаться, вместе с верхним роликом сжимая передний конец металлического листа. Боковой вспомогательный ролик поднимается, изгибая заготовку. При прокатке через верхний и нижний ролики металлический лист принимает форму цилиндра и дуги.
Боковой вспомогательный ролик поднимается, изгибая заготовку. При прокатке через верхний и нижний ролики металлический лист принимает форму цилиндра и дуги.
Асимметричный 3-валковый листогибочный станок используется для изготовления цилиндров или дуг из малоуглеродистой стали длиной менее 2500 мм и толщиной менее 4 мм.
Станок обладает высокой скоростью, что позволяет сэкономить электроэнергию и сократить производственные затраты.
Однако начальный прямой участок вдвое больше толщины листа. Для работы на станке требуются квалифицированные рабочие, и к техническим навыкам персонала предъявляются высокие требования.
Станок с нижними роликами, перемещающимися в горизонтальном направлении
3-валковый станок с нижними роликами, перемещающимися в горизонтальном направлении, является самым распространенным как внутри страны, так и за рубежом. Обычно он работает от гидравлического привода. Принципы действия такого станка описаны ниже.
Принципы действия такого станка описаны ниже.
Верхний ролик – фиксированный, ведущий и вращающийся. Согласно различным технологическим требованиям, два боковых ролика во время работы движутся по дуге, прижимая металлический лист к верхнему ролику. При вращении верхнего ролика получается цилиндр или конус.
Обычно ширина листа достигает 4000 мм, толщина 6-40 мм. Самым большим преимуществом станка является его низкая цена. Однако от оператора требуется высокое мастерство, поскольку процесс не ограничивается одним проходом. Прямой участок заготовки более чем в 2 раза превышает толщину листа.
Листогибочный станок переменной геометрии
Листогибочный станок переменной геометрии – современная машина, используемая внутри страны и за рубежом. Толщина заготовок 20-250 мм.
Принцип работы такого станка показан на рисунке ниже.
Верхний ролик – ведущий, может перемещаться вперед и назад.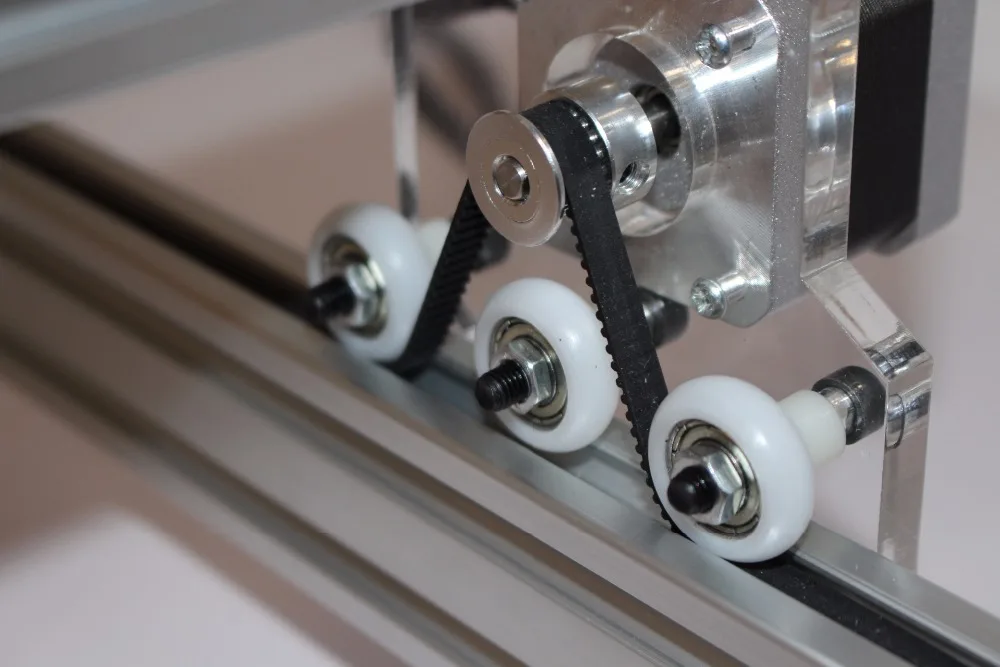 Два боковых ролика – тянущие, они могут независимо перемещаться в горизонтальном направлении.
Два боковых ролика – тянущие, они могут независимо перемещаться в горизонтальном направлении.
Перемещение каждого ролика может образовывать геометрическую форму. Поэтому станок и называется машиной переменной геометрии.
В процессе производства происходит горизонтальная подача заготовки и предварительный изгиб, при этом не требуется боковой толкатель и перемещение бокового ролика наружу. Кроме того, резко возрастает производительность гибки листового металла. Длина прямого участка не превышает толщины листа.
Преимущества:
На станок можно устанавливать верхний ролик другого диаметра. Станок можно оборудовать системой ЧПУ с ПЛК. От оператора не требуется высокое мастерство. Прямой участок практически отсутствует. Подача осуществляется в горизонтальном направлении. Не требуется дорогостоящий боковой толкатель. Станок может обрабатывать конические заготовки большой конусности. Стоимость станка ниже, чем 4-валковой гибочной машины, при одинаковых возможностях изгиба.
Недостатки:
Скорость прокатки немного ниже, чем у 4–валкового станка; невозможно получить многосекционные дуги.
4-валковый листогибочный станок
4-валковый листогибочный станок является одной из самых надежных промышленных машин. Станок универсален, на нем можно изготавливать многосекционные дуги, изделия овальной формы, квадраты, круги, дуги и т.д. Станок оборудован диалоговой системой «оператор – машина» с ЧПУ и обладает высокой степенью автоматизации.
4-валковые станки бывают механическими и гидравлическими. Механические станки используют для гибки металлических листов толщиной менее 6 мм, гидравлические – для гибки листов толщиной 6-200 мм.
На рисунке ниже показан принцип работы 4-валкового листогибочного станка.
Верхний ролик – ведущий, вращающийся, фиксированный. Нижний ролик может перемещаться вперед и назад, вместе с верхним роликом зажимая металлический лист. Два боковых ролика перемещаются вверх и вниз под углом. Их задача – позиционирование и гибка листа.
Два боковых ролика перемещаются вверх и вниз под углом. Их задача – позиционирование и гибка листа.
Принцип работы 4-валковых листогибочных станков, представленных на рынке, одинаков. Они отличаются только своей конструкцией. Некоторые станки имеют планетарную дуговую направляющую боковых роликов, а другие – линейную.
До 2003 года для 4-валковых листогибочных станков использовали в основном линейные направляющие. Затем рынок заняли станки с планетарной дуговой направляющей.
Некоторые производители продолжают использовать линейные направляющие, несмотря на их высокую стоимость, из-за удобства технического обслуживания. Также этот тип направляющих предпочтителен для гибки высоколегированных сталей или титановых сплавов.
Однако я считаю, что для металлических листов с пределом текучести менее 500 мПа нет большой разницы между направляющими. И стоимость производства с использованием планетарных дуговых направляющих будет намного ниже.
Преимущества:
Станок может осуществлять гибку любых металлических листов. Он имеет высокую степень автоматизации и может быть оснащен автоматическими устройствами подачи в верхнем и нижнем направлении.
Недостатки:
Начальный прямой участок более чем в 1,5 раза больше толщины листа.
Помимо вышеперечисленных обычных листогибочных станков, существуют специальные машины, например, вертикальные, с жесткими роликами, для ведения судостроительных работ и т.д.
Механический 3-роликовый прокатный станок Twist W11
- Модернизированный дизайн, использование общей сварки рамы и обработки отжигом;
- Трехвалковая симметричная конструкция; приводимый в движение винтовым рычагом и турбинным червяком, верхний ролик перемещается в вертикальном направлении в центральном симметричном положении между двумя нижними роликами; В качестве главного приводного ролика для вращательного движения два нижних ролика взаимодействуют с выходной шестерней редуктора для обеспечения крутящего момента для прокатного листа.
 Машина компактна, проста в эксплуатации и обслуживании; кроме того, ролик подходит для установки профильных штампов для легкой прокатки различных профилей.
Машина компактна, проста в эксплуатации и обслуживании; кроме того, ролик подходит для установки профильных штампов для легкой прокатки различных профилей. - Простая в использовании съемная консоль.
- Два набора цифровых выходов для удобного позиционирования двух нижних роликов.
- Кованые ролики с индукционной закалкой или высокопрочные рабочие ролики с сертификатом качества SAE 1050.
- Принцип движения подъема верхнего ролика: вспомогательный двигатель и вспомогательный редуктор приводят в движение червяк и турбину под боковыми посадочными местами подшипников, затем поворачивают гайку на турбине, чтобы поднять рычаг винта.
- Разгрузочное устройство: при завершении прокатки верхний ролик поднимается, тяга на конце верхнего ролика, удерживающая ролик, затем отсоединяет левое седло подшипника, а именно наклонное седло подшипника, и извлекает вал штифта, поворачивает наклонное седло подшипника, наконец, готовая втулка будет снята с другого конца верхнего ролика.

| Модель | Макс.толщина резки (мм) | Макс. Ширина прокатки (мм) | Мин.диаметр прокатки (мм) | Предел текучести (мм2) | Скорость прокатки (мм2) | Диаметр верхнего ролика (мм) | Нижний диаметр ролика (мм) | Нижнее межосевое расстояние между роликами (мм) | Главная моторная сила (кВт) | Длина (мм) | Ширина (мм) | Высота (мм) | Вес (кг) | |
| <450N/мм2 | <700N/мм2 | |||||||||||||
| W11-4/1500 | 4 | 2.5 | 1500 | 187.5 | 245 | 5 | 150 | 140 | 200 | 4 | 3050 | 860 | 1070 | 1700 |
| W11-4/2000 | 4 | 2.5 | 2000 | 200 | 245 | 5 | 160 | 150 | 220 | 4 | 3500 | 950 | 1200 | 2000 |
| W11-6/1500 | 6 | 4 | 1500 | 200 | 245 | 5 | 160 | 150 | 220 | 4 | 3000 | 750 | 1200 | 2200 |
| W11-6/2000 | 6 | 4 | 2000 | 212.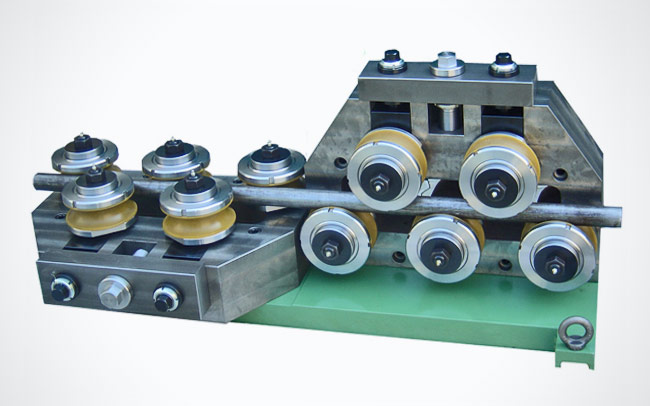 5 5 | 245 | 5 | 170 | 160 | 220 | 5.5 | 3500 | 900 | 1150 | 2500 |
| W11-6/2500 | 6 | 4 | 2500 | 225 | 245 | 4.5 | 180 | 170 | 250 | 5.5 | 4050 | 910 | 1150 | 2600 |
| W11-8/1500 | 8 | 5 | 1500 | 212.5 | 245 | 5 | 170 | 160 | 220 | 5.5 | 300 | 900 | 1150 | 2400 |
| W11-8/2000 | 8 | 5 | 2000 | 225 | 245 | 4.5 | 180 | 170 | 250 | 5.5 | 3500 | 850 | 1150 | 2500 |
| W11-8/2500 | 8 | 5 | 2500 | 300 | 245 | 4.5 | 240 | 180 | 280 | 7.5 | 4350 | 950 | 1250 | 4000 |
| W11-12/2000 | 12 | 8 | 2000 | 300 | 245 | 4. 5 5 | 240 | 180 | 280 | 7.5 | 3900 | 1200 | 1350 | 3500 |
| W11-12/2500 | 12 | 8 | 2500 | 325 | 245 | 4.5 | 260 | 220 | 320 | 11 | 4300 | 1285 | 1400 | 5300 |
| W11-12/3000 | 12 | 8 | 3000 | 350 | 245 | 4 | 280 | 240 | 360 | 11 | 5100 | 1350 | 1350 | 7500 |
| W11-16/2000 | 16 | 10.5 | 2000 | 325 | 245 | 4.5 | 260 | 220 | 320 | 11 | 3850 | 1250 | 1300 | 4800 |
| W11-16/2500 | 16 | 10.5 | 2500 | 350 | 245 | 4 | 280 | 240 | 360 | 11 | 4500 | 1600 | 1450 | 6700 |
| W11-16/3000 | 16 | 10. 5 5 | 3000 | 425 | 245 | 4 | 340 | 270 | 440 | 15 | 5700 | 1600 | 1750 | 10300 |
| W11-20/2000 | 20 | 13 | 2000 | 350 | 245 | 4 | 280 | 240 | 360 | 11 | 4000 | 1450 | 1450 | 6500 |
| W11-20/2500 | 20 | 13 | 2500 | 425 | 245 | 4 | 340 | 270 | 440 | 15 | 4700 | 1530 | 1680 | 9300 |
| W11-25/2000 | 25 | 16.5 | 2000 | 425 | 245 | 4 | 340 | 270 | 440 | 15 | 4300 | 1600 | 1650 | 8600 |
| W11-25/2500 | 25 | 16.5 | 2500 | 462.5 | 245 | 4 | 370 | 280 | 480 | 22 | 5780 | 1650 | 1962 | 11000 |
| W11-30/2000 | 30 | 20 | 2000 | 462. 5 5 | 245 | 4 | 370 | 280 | 480 | 22 | 5280 | 1650 | 1962 | 10000 |
| W11-30/2500 | 30 | 20 | 2500 | 525 | 245 | 4 | 420 | 360 | 550 | 30 | 5240 | 1750 | 2070 | 16000 |
| W11-30/3000 | 30 | 20 | 3000 | 187.5 | 245 | 4 | 150 | 390 | 600 | 30 | 5700 | 1750 | 2300 | 18500 |
| W11-40/2500 | 40 | 26.5 | 2500 | 625 | 245 | 4 | 500 | 400 | 600 | 37 | 5300 | 1900 | 2400 | 20000 |
Стандартная конфигурация:
- Простая в использовании съемная консоль
- Верхний ролик электрически нажимается через консоль
- Подходит для прокатки тонких и тяжелых листов, алюминия или нержавеющей стали
- Легко изготавливаются наконечники полного круга или разного радиуса
- Защита от перегрузки
- Два набора цифровых выходов для удобного позиционирования двух нижних роликов
- Удлиненные роликовые валы для прокатки профилей и труб
Стандарт безопасности:
- Стандарты безопасности (2006/42 / EC)
- Откройте дверцу электрического шкафа, чтобы отключить питание
- Бытовой педальный переключатель (класс безопасности 4)
- Металлический каркас безопасности соответствует стандартам CE
- Реле безопасности контролирует педальный переключатель, защита безопасности
Выбор верхней прокатной машины для прокатных соединений
Работают ли сигаретные ролики?
Ответ на этот вопрос – твердое да! Сигаретные скручивания работают очень хорошо и являются надежным инструментом для курильщиков во всем мире.
Если бы машина для скручивания бумаги не работала, она не была бы таким любимым устройством.
Конечно, как и любая машина, роликовая машина со временем может сломаться или изнашиваться; к счастью, эти устройства легко ремонтировать.
Первое, что может изнашиваться на ролике вашей машины, это его передник, представляющий собой кусок ткани (часто винила), по которому движутся катящиеся колеса.
К счастью, запасные фартуки для вашего роликового устройства легко доступны. Вы можете купить достаточное количество, чтобы иметь его под рукой, когда он может изнашиваться, хотя они довольно долговечны.
Где купить машины для скручивания сигарет
Теоретически вы можете купить машины для скручивания сигарет в любом местном магазине табачных изделий или даже на таких сайтах, как Craigslist, но гарантии качества нет. Вы можете даже не найти гарантии, что они работают!
Однако, если вы хотите купить раскатывающее устройство из отобранного вручную ассортимента высококачественных раскатных машин, обратите внимание на коллекцию раскатных машин из SMOKEA® .
Коллекция роликовых машин из SMOKEA® предлагает различные роликовые машины от ваших любимых брендов, таких как RAW и Zig Zag, чтобы вы могли выбрать ролик, который лучше всего подходит для ваших нужд.
Кроме того, благодаря незаметной доставке и удобству онлайн-покупок, вы можете быстро доставить свой роликовый станок к себе домой.
Сколько стоит машина для изготовления сигарет?
Машинные ролики могут иметь разную стоимость в зависимости от того, что вы ищете.
Устройства, которые требуют больше ручного труда, такие как RAW Bamboo Rolling Mat , более доступны по цене. Однако более крупные устройства могут стоить более двадцати долларов!
Давайте подробнее рассмотрим этот ценовой диапазон. В конечном итоге вы можете увидеть, что стоимость прокатного станка ниже, чем вы ожидали.
Цены на ручные роликовые машины варьируются от Zig Zag 70MM Rolling Machine доступен как доступный вариант.
На более высоком уровне мы предлагаем автоматические катки, такие как RAW 110MM Automatic Rolling Box , и фирменные конусные катки, такие как Futurola X Tyson Ranch Cone Roller .
Независимо от того, какой тип ролл-машины вы используете, эти устройства станут отличным вложением средств для курения. Однако эти сделки становятся слаще!
В SMOKEA® мы предлагаем нашу фирменную Гарантию низкой цены. Мы не просто снижаем цены — мы их бьём!
Если вы можете найти эти роликовые устройства дешевле, чем на нашем сайте, сообщите нам об этом. Мы создадим специальный код купона, чтобы вы могли пользоваться этими фантастическими устройствами по низкой цене.
Где я могу купить тупой предмет?
Здесь, в SMOKEA® , мы предлагаем все, что вам может понадобиться, чтобы свернуть ваш идеальный косяк, за исключением ваших трав.
Помимо вашей удобной машины для наматывания швов, мы предлагаем широкий выбор бинтов, чтобы вы могли скрутить свой идеальный тупой материал по низкой цене!
Как пользоваться завальцовочной машиной
Использовать завальцовочную машину просто и намного проще, чем завальцовку соединения вручную. Хотя скручивание суставов вручную — это забавный трюк для вечеринки, вы должны дать своим большим пальцам передышку и научиться пользоваться валиком!
Хотя скручивание суставов вручную — это забавный трюк для вечеринки, вы должны дать своим большим пальцам передышку и научиться пользоваться валиком!
Если вы можете использовать руки, вы можете использовать валик для суставов. Такие компании, как RAW, производят эти устройства для простоты использования, однако есть еще процесс, которому нужно следовать.
К счастью, этот процесс намного проще, чем кажется. Давайте посмотрим, как использовать машины для скручивания, чтобы вы могли с легкостью скручивать свои идеальные косяки, сигареты и косяки!
Измельчите травы
Первым шагом любого курительного устройства, работающего на травах, является их измельчение.
Если вы опытный курильщик, вы уже знаете, как это сделать, однако, если вы новичок, вам могут понадобиться некоторые советы.
Существует наука измельчения трав. К счастью, многие люди предпочитают раскатывать косяки с помощью насадки с фильтром, а это означает, что вам не нужно беспокоиться о слишком тонком помоле.
В противном случае слишком тонкое измельчение травы может привести к тому, что вы вдыхаете пепел вместо дыма, что вредно для здоровья и может вызвать головную боль или раздражение горла, легких и грудной клетки, а также приступы астмы.
С другой стороны, слишком крупный помол травы может ограничить поток воздуха и уменьшить количество выкуриваемых сигарет.
Найдите свой идеальный размер и измельчите траву – вы в шаге от идеального косяка или сигареты.
Положение вальцовочного станка
Вальцовочный станок должен иметь как минимум два положения — открытое и закрытое. На этом этапе вам нужно будет установить ролик в положение «открыто».
Если у вас есть наконечник с фильтром, поместите его либо на левый, либо на правый конец валика — эта часть полностью зависит от личных предпочтений.
Если вы делитесь своей заначкой, вы можете поместить по одному наконечнику с фильтром на каждую сторону ролика и разрезать полученное соединение пополам, чтобы получились два небольших соединения.
Некоторые роликовые машины, например, изготовленные RAW , предлагают множество вариантов для бумаги разного размера и с тем, какая бумага используется с какими роликами. Ознакомьтесь с нашим блогом, в котором рассказывается о различных размерах необработанной бумаги.
Равномерно заполните открытые валики травой
Когда валики все еще находятся в открытом положении, равномерно заполните пространство травой. В этот момент ваш косяк или сигарета должны начать обретать форму, но это еще не все.
Распределяйте траву равномерно; Вы же не хотите, чтобы сустав получился комковатым, так как эта деформированная форма может ограничивать поток воздуха и даже вызывать неравномерный ожог.
Если трава выглядит неровной, слегка проведите пальцем по верхней части валика, чтобы удалить излишки травы.
Close The Rollers & Roll
После того, как вы добавили траву и убедились, что она настолько ровная, насколько это возможно, верните ролики в закрытое положение.
Во время этого процесса некоторые травы могли застрять в роликах или над ними; просто удалите их пальцем.
Начните скручивать валик для сигаретной бумаги. Некоторые устройства, например, сделанные RAW, могут иметь стрелки, указывающие, в каком направлении следует вращать колеса вашего устройства.
Вставьте бумагу между роликами
На этом этапе, как только вы закрыли свои ролики и убедились, что трава плотно намотана между фартуком вашего суставного ролика, вы можете добавить свою бумагу.
Поместите липкую сторону вверх, лицом к себе — это должно быть то же направление, что и стрелки на вашем устройстве.
На этом этапе вы должны продолжать вращение до тех пор, пока не будет видна только верхняя полоска сустава.
Облизать бумагу и продолжить скручивание
Когда будет видна только верхняя часть рулонной бумаги, лизните верхнюю полоску, подобно тому, как вы делаете это с любым другим косяком, сигаретой или даже конвертом.
Продолжайте вращать колеса еще несколько раз, пока не почувствуете, насколько надежно вы закатали сустав.
Вы можете немного встряхнуть сустав, и он должен разболтаться. Теперь у вас есть полностью скрученный косяк или сигарета!
Зажигай!
На данный момент у вас есть полностью сформированный сустав. Ролик упаковывает травы в эту курительную трубку особенно плотно, что дает вам более длительное время горения.
Теперь тебе ничего не остается, как курить косяк! Наградите себя плодами своего труда.
Как починить машину для прокатки RAW
Машина для прокатки может быть надежным устройством, но всегда есть вероятность того, что что-то выйдет из строя, изнашивается или выходит из строя.
Если на вашем прокатном станке возникли проблемы, вы можете предпринять несколько простых шагов, чтобы диагностировать эти ошибки и исправить их!
Выдвижные колеса
Когда вы работаете с бумагоделательной машиной, вы можете заметить, что на одной из ее сторон есть две выемки. Эти выемки позволят вам вытолкнуть колеса из ролика.
Эти выемки позволят вам вытолкнуть колеса из ролика.
Потяните вниз фартук катка и потяните одно колесо вверх, позволяя пластику слегка согнуться. Не прилагайте слишком много усилий — вы не хотите, чтобы он сломался!
После снятия одного колеса повторите процесс со вторым колесом.
Убедитесь, что колеса вращаются правильно
Если вы считаете, что каток сломался из-за неправильного вращения колес, осмотрите колеса, чтобы выяснить, что пошло не так.
Если вы использовали эту раскатывающую машину достаточно долго, колеса могли износиться, что сделало перекатывание неравномерным и ненадежным.
Кроме того, вы могли уронить его и что-то сломаться. Это тоже не проблема — с помощью наждачной бумаги и суперклея вы можете быстро запустить свой прокатный станок!
Применение нового фартука
Наиболее частая проблема с прокатным станком заключается в том, что его фартук ломается или изнашивается, и даже в этом случае это случается нечасто, поскольку виниловые фартуки долговечны.
Всего комментариев: 0