Схема токарного станка чпу: Токарные станки с числовым программным управлением ЧПУ
Содержание
Принципиальная электрическая схема токарного станка 16К20
Для обеспечения высокой надежности в работе и обслуживания электрооборудования токарного станка 16К20 специалистами средней квалификации вся релейно — контакторная аппаратура и другие электроаппараты имеют простую конструкцию и испытаны многолетней эксплуатацией в различных условиях. Электроаппаратура (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном с задней стороны станка.
Электрооборудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземленным или изолированным нейтральным проводом.
Основные параметры электрооборудования
Потребляемая мощность, кВт — 11
Напряжение сети, В — 380
Напряжение в цепи управления, В — 110
Напряжение в цепи местного освещения, В — 24
Частота, герц — 50
Принципиальная электрическая схема
Рис. 1. Схема электрическая принципиальная станка 16К20
1. Схема электрическая принципиальная станка 16К20
1* — Элементы при силовой цепи напряжением 220В и тропического исполнения могут отсутствовать
2* — Элементы для станков с гидросуппортом
Описание электрической схемы
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3.
Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7.
Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Спецификация электрооборудования
- Р – Указатель нагрузки Э38022 на номинальный ток 20 А
- F1 – Выключатель автоматический АЕ-2043-12, 1PОO, расцепитель 32 А, с катушкой независимого расцепителя 110 В, 50 Гц, отсечка 12 (Ag—9,489 г)
- F2 – Автомат АЕ-20-33-10
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель
- F5 – ТРН-40 – реле тепловое
- F6, F7 – ТРН-10 – реле тепловое
- Н1 – устройство предохранительное светосигнальное УПС-3
- Н2 – НКСО1Х100/П00-09 – лампа накаливания С24-25.

- Н3 – КМ24-90 – коммутаторная лампа накаливания
- К1 – ПАЕ-312 – магнитный пускатель
- К2 – ПМЕ-012 – магнитный пускатель
- КЗ – РВП72-3121-00У4 – реле времени пневматическое (Лимит работы электромотора главного движения без нагрузки)
- К4 – РПК-1—111 – пускатель двигателя
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта)
- М3 – электронасос типа ПА-22 (подача эмульсии)
- М4 – 4А80А4УЗ – асинхронный электродвигатель
- S1 – ВПК-4240 – выключатель путевой (Дверца распределительного устройства)
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1)
- S3 и S4 – ПКЕ-622-2 – пост управления кнопочный
- S5 – МП-1203 – микровыключатель
- S6 – ВПК-2111 – концевой выключатель нажимной
- S7 – ПЕ-011 – поворотный переключатель управления
- S8 – ВПК-2010 выключатель путевой нажимной
- Т – ТБСЗ-0,16 – трансформатор однофазный понижающий
Схема электрическая соединений
Рис. 2. Схема электрических соединений токарного станка 16К20
2. Схема электрических соединений токарного станка 16К20
1. а — положение перемычек при подключении электродвигателей
2*. Для станков с гидросуппортом
Шкаф управления. Схема расположения электроаппаратов
Рис. 3. Шкаф управления токарно-винторезного станка 16К20
Органы управления
На лицевой стороне шкафа управления имеются следующие органы управления:
- рукоятка включения и отключения вводного автоматического выключателя с максимальным и дистанционным расцепителями;
- сигнальная лампа с линзой белого цвета, сигнализирующая о включенном состоянии вводного автоматического выключателя; переключатель для включения и отключения электронасоса охлаждения;
- указатель нагрузки, показывающий загрузку электродвигателя главного привода.
На каретке установлена кнопочная станция пуска и останова электродвигателя главного привода.
В рукоятке фартука встроена кнопка включения электродвигателя привода быстрых перемещений суппорта.
Рекомендации по техническому обслуживанию электрооборудования
Необходимо периодически проверять состояние пусковой и релейной аппаратуры. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику).
При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
При технических осмотрах проверяется состояние вводных проводов обмотки статора, производится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом. Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
Перед набивкой свежей смазки подшипники должны быть тщательно промыты бензином.
Камеру заполнить смазкой на 2/3 ее объема.
При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников. Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов.
Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным вазелиновым маслом. Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем.
Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем.
Кинематическая схема токарного станка 16К20
Кинематическая схема (рис. 1.) приведена для понимания связей и взаимодействия основных элементов станка 16К20. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Рис. 1. Кинематическая схема токарного станка 16К20
От электродвигателя Д1 через клиноременную передачу 148/268 вращение передается на входной вал II коробки передач станка. Муфта М1 на этом валу позволяет получить через двойной блок зубчатых колес 56/34 или 51/39 прямое вращение вала III или через зубчатые колеса 50/21 и 36/38 — обратное вращение. Через блок зубчатых колес 29/47, 21 /55 или 38/38 вал IV получает шесть частот вращения в прямом направлении (соответствует вращению шпинделя против часовой стрелки) и три частоты вращения в обратном. С вала IV’ через двойной блок зубчатых колес 60/48 или 30/60 шпиндель VII получает двенадцать высоких частот вращения (либо шесть в обратном направлении).
Двенадцать низких частот вращения шпинделя передаются через валы IV и VI перебора с помощью двойного блока зубчатых колес 45/45 или 15/60 и зубчатых передач 18/72 и 30/60. Для включения этой цепи зубчатое колесо z=60 двойного блока сцепляется с зубчатым колесом z=30 вала VI.
На высоких частотах вращения шпинделя группа зубчатых колес на валах V и VI не участвует в передаче мощности от двигателя на шпиндель, что повышает динамические свойства привода главного движения, т. е. уменьшается время разгона шпинделя и его торможения, уменьшаются вибрации и повышается долговечность станка. Всего на шпиндель передается 22 частоты вращения, так как две частоты совпадают.
Частота вращения шпинделя, об/мин:
Аналогично могут быть определены другие промежуточные частоты вращения. Перемещение суппорта при нарезании резьбы, при продольной или поперечной подаче осуществляется по кинематической цепи механизма подач. От шпинделя VII вращение передается валу VIII через зубчатые колеса 60/60. Для увеличения шага нарезаемой резьбы или подачи используется звено увеличения шага: вращение снимается с вала IV через зубчатые колеса 45/45, что позволяет увеличить подачу (или шаг нарезаемой резьбы) в 4 или 16 раз. Далее через колеса 30/45 или цепочку реверса 30/25/45, гитару сменных зубчатых колес a/b и c/d вращение передается на приемный вал Х коробки подач.
Для увеличения шага нарезаемой резьбы или подачи используется звено увеличения шага: вращение снимается с вала IV через зубчатые колеса 45/45, что позволяет увеличить подачу (или шаг нарезаемой резьбы) в 4 или 16 раз. Далее через колеса 30/45 или цепочку реверса 30/25/45, гитару сменных зубчатых колес a/b и c/d вращение передается на приемный вал Х коробки подач.
Через колеса 28/38 и зубчатые передачи 28/28, 28/35, 30/25 или 42/30 вал ХII и через муфту М4 вал XIII получают четыре частоты вращения, используемые при нарезании метрических и модульных резьб. Дюймовые резьбы нарезаются через кинематическую цепь 28/38, муфту М3 и колеса 30/33. Вращение выходному валу ХV передается через различные комбинации включения зубчатых колес на валах XIII, XIV и ХV.
Настройка коробки подач на выбранную подачу или шаг нарезаемой резьбы производится перемещением блока зубчатых колес z=18 и z=28 и включением муфт М2, М3, М4 и М5. Муфта М5 передает вращение на ходовой винт XIX для нарезания резьб, а при отключенной муфте М5 через зубчатые колеса 23/40, 24/39, муфту обгона М6 и колеса 28/35 — на ходовой валик XVI для работы с продольной и поперечной подачами.
С ходового валика XVI зубчатыми колесами 30/32/32/30 через муфту М7, червячную передачу 4/21 вращение сообщается зубчатому колесу z=36. Продольное перемещение суппорта осуществляется через зубчатые колеса z=41, муфты М8 или М9, зубчатые передачи 17/66 на реечную шестерню 10. Для поперечного перемещения суппорта вращение от колеса z=36 передается через зубчатые колеса z=36, муфты М10 или М11, зубчатые передачи 34/29/16 на винт поперечных салазок ХXI с шагом 5 мм.
Ускоренные продольные или поперечные перемещения суппорта осуществляются от двигателя Д2, связанного с ходовым валиком клиноременной передачей 85/127. Муфта обгона М6 не препятствует быстрому вращению валика от включенных зубчатых колес в коробке подач.
Направление подачи и быстрых перемещений суппорта определяется включением одной из четырех муфт М8…М11, управляемых одной рукояткой. Для включения необходимой подачи рукоятку наклоняют в соответствующую сторону, а нажимом кнопки на торце рукоятки включают двигатель быстрых перемещений.
В некоторых модификациях станка 16К20 подача верхнего суппорта также механизирована: от зубчатого колеса z=29 вращение снимается колесом 18 на вал ХХ и через зубчатые передачи 20/20, 20/23/30/28/30 и 20/20 передается на ходовой винт ХХII верхнего суппорта.
Что такое станок с ЧПУ? | Блок-схема ЧПУ
Важный момент
1
Что такое станок с ЧПУ?
Термин ЧПУ расшифровывается как «компьютерное числовое управление», а определение обработки с ЧПУ заключается в том, что это нестандартный производственный процесс, в котором обычно используются компьютеризированные средства управления и станки для удаления слоев материала при шлифовании заготовки, который известен как заготовку или заготовку — и производит деталь по индивидуальному заказу. Этот процесс подходит для широкого спектра материалов, включая металлы, пластмассы, дерево, стекло, пенопласт и композиты, и находит применение в различных отраслях промышленности, таких как крупногабаритная обработка с ЧПУ, прототипирование для обработки деталей и телекоммуникаций, а также обработка с ЧПУ. Аэрокосмические детали, для которых требуются более строгие допуски, чем для других отраслей промышленности.
Аэрокосмические детали, для которых требуются более строгие допуски, чем для других отраслей промышленности.
Обратите внимание, что существует разница между определением обработки с ЧПУ и определением станка с ЧПУ: одно — это процесс, а другое — станок. Станок с ЧПУ — это программируемый станок, способный автономно выполнять операции обработки с ЧПУ.
В то время как нестандартные процессы удаляют слои материала с заготовки для создания нестандартных форм и конструкций, аддитивные процессы собирают слои материалов для получения желаемой формы, а начальные процессы деформируют и смещают исходный материал до желаемой формы.
Автоматизированный характер станков с ЧПУ позволяет производить высокоточные и высокоточные, простые детали и рентабельно при однократном и среднесерийном производстве. Однако, хотя обработка с ЧПУ имеет некоторые преимущества по сравнению с другими производственными процессами, степень сложности и сложности проектирования деталей, а также рентабельность производства сложных деталей ограничены.
Операция резки, выполняемая с помощью ЧПУ, называется обработкой с ЧПУ. Программы обработки с ЧПУ сначала разрабатываются или подготавливаются, а затем передаются на станок с ЧПУ. По программе ЧПУ управляет скоростью и скоростью станков.
Также прочтите: Что такое губернатор Уилсона-Хартнелла? | Уилсон Хартнелл Губернатор | Строительство губернатора Уилсона Хартнелла | Работа Уилсона Хартнелла Губернатора
Блок-схема ЧПУ:
Также прочтите: Части и функции шлифовального станка | Шлифовальный станок | Типы шлифовальных станков
Части станка с ЧПУ:
Основными частями станка с ЧПУ являются, и Следующие представляют различные детали станка с ЧПУ:-
#1. Устройство ввода
Это устройство, которое используется для ввода программ обработки деталей на станке с ЧПУ. Существует три наиболее часто используемых устройства ввода: считыватели перфоленты, считыватели магнитной ленты и компьютеры с интерфейсом RS-232-C.
#2. Блок управления станком (MCU)
Это сердце станка с ЧПУ. Он выполняет все функции управления станком с ЧПУ, различные задачи, выполняемые MCU, считываются закодированными инструкциями, данными в нем. Он декодирует закодированную инструкцию. Эта ось применяет интерполяцию (линейную, сферическую и винтовую) для генерации команд движения.
Он подает задание скорости оси в схему усилителя для управления шпиндельным механизмом. Он получает сигналы обратной связи о положении и скорости для каждой оси привода. Он реализует вспомогательные функции управления, такие как включение/выключение СОЖ или шпинделя и смена инструмента.
№3. Станки
Станок с ЧПУ всегда имеет подвижный стол и шпиндель для управления положением и скоростью. Столы станка управляются по осям X и Y, а шпиндель управляется по оси Z.
#4. Система привода
Система привода станка с ЧПУ состоит из схемы усилителя, приводных двигателей и шариковых ходовых винтов. MCU подает сигналы (то есть положение и скорость) каждой оси в схему усилителя.
Затем управляющие сигналы усиливаются (усиливаются) для активации приводных двигателей. Приводимые в действие приводные двигатели вращают шариковый ходовой винт для позиционирования стола станка.
#5. Система обратной связи
Система состоит из преобразователей, которые действуют как сенсоры. Ее также называют измерительной системой. Он состоит из датчиков положения и движения, которые непрерывно контролируют положение и скорость режущего инструмента, находящегося в любой момент времени.
MCU получает сигналы от этих датчиков и использует разницу между эталонными сигналами и ответными сигналами для генерации управляющих сигналов для исправления ошибок положения и движения.
#6. Блок дисплея
Монитор используется для отображения программ, команд и других полезных данных станка с ЧПУ.
#7. Станина
На станках с ЧПУ на эти части приходится весь вес станка; это означает, что все остальные компоненты установлены на нем. Компонент станины изготовлен из закаленных материалов, таких как чугун, поскольку на токарных станках с ЧПУ над ними проходит револьверная головка.
#8. Передняя бабка
Передняя бабка является одним из основных компонентов токарных станков с ЧПУ, поскольку на ней крепятся заготовки. Токарный станок с ЧПУ оснащен двигателями, которые помогают управлять главной осью.
#9. Задняя бабка
Этот токарный станок обеспечивает дополнительный захват заготовки при выполнении таких операций, как нарезание лапки, нарезание резьбы и токарная обработка на станке с ЧПУ. Опора обеспечивается на торцевых поверхностях заготовки.
#10. Перо задней бабки
Цилиндр задней бабки помогает центрировать заготовки между передней и задней бабками.
#11. Ножной переключатель или педаль
Педаль используется для открывания и закрывания патрона при попытке удерживать компонент, например, пиноль задней бабки перемещается в переднее и обратное положения.
#12. Патрон
Патрон установлен на главной оси, что дает место для крепления инструмента.
#13. Панель управления
Панели управления также являются одной из важных частей станков с ЧПУ, которые используются для установки или подачи программ для операций, выполняемых с заготовками. Его еще называют мозгом станка с ЧПУ.
Его еще называют мозгом станка с ЧПУ.
Также прочтите: Простая индексация на фрезерном станке
Преимущества станка с ЧПУ:
Ниже приведены различные преимущества станка с ЧПУ. машина.

Также прочтите: разница между ЧПУ и ЧПУ | Определение числового управления (ЧПУ) | Определение числового программного управления (ЧПУ)
Недостатки станков с ЧПУ:
Ниже приведены различные недостатки станков с ЧПУ. А это:
Детали станков с ЧПУ
Детали станков с ЧПУ
Также прочтите: Что такое орехи? | Что такое болты? | Разница между гайками и болтами
Применение станка с ЧПУ:
Здесь различные применения станков с ЧПУ заключаются в следующем
- Станки с ЧПУ используются почти во всех отраслях промышленности.
 С ростом спроса в обрабатывающей промышленности также увеличилось использование ЧПУ. К станкам, поставляемым с ЧПУ, относятся токарные, фрезерные, формовочные, сварочные и т. д.
С ростом спроса в обрабатывающей промышленности также увеличилось использование ЧПУ. К станкам, поставляемым с ЧПУ, относятся токарные, фрезерные, формовочные, сварочные и т. д. - Почти каждая обрабатывающая промышленность использует станки с ЧПУ. В условиях конкурентной среды и растущих требований потребность в использовании станков с ЧПУ существенно возросла. К станкам, поставляемым с ЧПУ, относятся токарный станок, фрезерный станок, формовочный станок, сварочный станок и т. д.
- Отраслями промышленности, использующими станки с ЧПУ, являются автомобильная промышленность, производство металлообработки, производство металлообработки, производство электроэрозионной обработки, деревообрабатывающая промышленность и т. д.
Также прочтите: Батарея бесключевого дистанционного управления разряжена | Когда замена батареи брелока замена? | Как заменить батарею дистанционного управления без ключа
Часто задаваемые вопросы (FAQ)
Детали станка с ЧПУ
- Устройство ввода
- Блок управления машиной (MCU)
- Станки
- Приводная система
- Система обратной связи
- Блок дисплея
- Кровать
- Передняя бабка
- Задняя бабка
- Перо задней бабки
- Ножной переключатель или педаль
- Патрон
- Панель управления
Запчасти для станков с ЧПУ
Мы предлагаем широкий ассортимент принадлежностей для наших станков с ЧПУ. Найдите детали и инструменты для фрезерования дерева, металла и пластика. Расширьте разнообразие приложений.
Найдите детали и инструменты для фрезерования дерева, металла и пластика. Расширьте разнообразие приложений.
Детали токарных станков с ЧПУ
8 различных частей токарных станков с ЧПУ и типов
- Передняя бабка. Первой частью токарного станка с ЧПУ является передняя бабка, расположенная с левой стороны станка.
- Задняя бабка.
- Патрон (зажим)
- Режущий инструмент токарного станка с ЧПУ.
- Револьверная головка.
- Панель управления ЧПУ (MCU)
- Станина токарного станка.
- Ножной переключатель и ножные педали.
Система ЧПУ
Система числового программного управления (ЧПУ) состоит из трех основных компонентов: программного обеспечения ЧПУ, представляющего собой программу инструкций, блока управления станком и технологического оборудования, также называемого станком.
Что такое станок с ЧПУ
Станки с ЧПУ — это станки, которые режут или перемещают материал, как запрограммировано на контроллере, как описано выше. Тип резки может варьироваться от плазменной резки до лазерной резки, фрезерования, фрезерования и токарной обработки.
Работа станка с ЧПУ
Контроллер ЧПУ работает вместе с серией двигателей и приводных компонентов для перемещения и управления осями станка, выполняя запрограммированные движения. На промышленных станках обычно имеется сложная система обратной связи, которая постоянно отслеживает и регулирует скорость и положение фрезы.
Основные части токарного станка с ЧПУ — Helman CNC
Физически токарный станок с ЧПУ представляет собой простой токарный станок с панелью управления ЧПУ, оснащенной им. Внутренне все функции токарного станка с ЧПУ управляются с помощью ЧПУ.
Вам может понравиться Что такое ЧПУ?
Содержание
- Основные детали токарного станка с ЧПУ
- 1 – Передняя бабка
- 2 – Станина токарного станка с ЧПУ
- 3 – Патрон
- 4 – Задняя бабка
- 5 — Хвост -Quill
- 6 — Педали для ног или педали ног
- 7 — Панель управления ЧПУ
- 8 — Турель для инструментов
CNC LATHE MACHINE MACHIN токарный станок имеет главный двигатель токарного станка с ЧПУ, который приводит в движение главный шпиндель.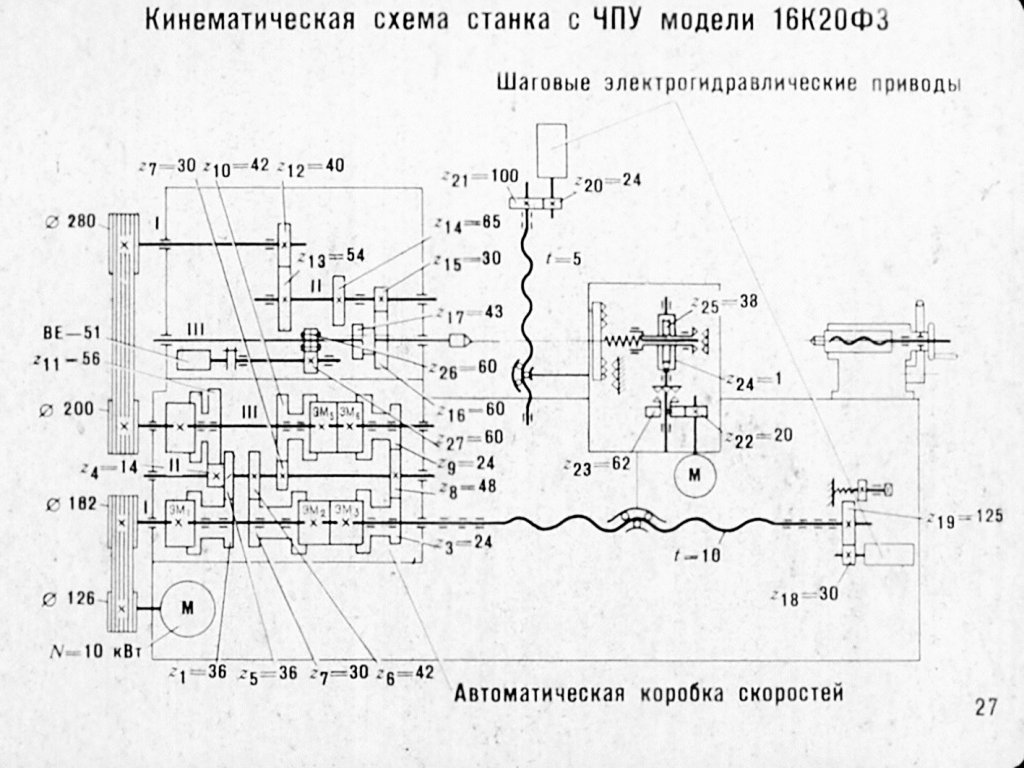 На этом главном шпинделе установлен патрон.
На этом главном шпинделе установлен патрон.
Передняя бабка токарного станка с ЧПУ
Вот еще один токарный станок с ЧПУ, крышки передней бабки сняты, поэтому вы можете видеть главный привод (главный двигатель), шестерни. Шестерни можно выбрать с помощью инструкций по программированию ЧПУ (M41,M42,M43)
2 — Станина токарного станка с ЧПУ
Револьверная головка перемещается по станине токарного станка с ЧПУ, которая специально закалена, поэтому никакая обработка не может повлиять на них.
3 – Патрон
Патрон токарного станка с ЧПУ захватывает обрабатываемую деталь. Сам Чак состоит из многих частей. Губки установлены на патроне для захвата детали. Подробнее о кулачках можно прочитать здесь. Челюсти станков с ЧПУ: введение для оператора токарного станка с ЧПУ.
Токарный патрон с ЧПУ с кулачками
4 – Задняя бабка
Задняя бабка в основном используется для создания дополнительной силы захвата при обработке деталей. При обработке длинных деталей они обеспечивают дополнительное усилие на другом конце, поэтому процесс обработки может выполняться плавно. Вы можете видеть на картинке выше, что на одном конце патрон захватывает деталь, а на другом конце задняя бабка создает дополнительное усилие.
Вы можете видеть на картинке выше, что на одном конце патрон захватывает деталь, а на другом конце задняя бабка создает дополнительное усилие.
5 – Перо задней бабки
На самом деле вы перемещаете всю заднюю бабку вперед или назад, но таким образом она не используется для захвата детали, а задняя бабка перемещается в точку рядом с компонентом, а затем устанавливается там, после этого вы приводите в действие пиноль задней бабки, которая перемещается под действием гидравлического или пневматического давления для захвата компонента.
6 – Ножной переключатель или педали
Ножные переключатели используются для приведения в действие пиноли патрона и задней бабки. С помощью этих педалей машинист с ЧПУ открывает и закрывает патрон для захвата детали, точно так же, как пиноль задней бабки перемещается в переднее положение или реверсируется с помощью этих педалей.
ножные переключатели или педали токарного станка с ЧПУ
7 — Панель управления ЧПУ
Мозг станка с ЧПУ, все программы ЧПУ хранятся внутри этой панели, операторы ЧПУ управляют всем станком с помощью клавиш на этой панели.
Всего комментариев: 0