Шестерни для фрезерного станка: Купить шестерни и валы к фрезерному станку
Содержание
Шестерни для Фрезерных Станков | «Монтаж-КАМ»
Главная
⇒
Продукция
⇒
Шестерни для Фрезерных Станков
Изготовим на Заказ Шестерни для советских, российских и импортных Фрезерных Станков по Вашим Чертежам или по Изношенным Образцам от 1 пары (комплекта) до серийных партий:
Шестерни для советских, российских и импортных фрезерных станков
- для консольных горизонтально-фрезерных, вертикально-фрезерных, широкоуниверсальных станков;
- для бесконсольных вертикально-фрезерных станков;
- для продольно-фрезерных, карусельно-фрезерных и других видов станков;
- конические шестерни и вал-шестерни с прямым и круговым зубом;
- для вертикальных головок, консоли, шпиндельных головок и других узлов фрезерных станков
Шестерни для Фрезерного Станка 6Т12, 6Т13
Шестерни для Фрезерного Станка 6Т82Г, 6Т83Ш
Шестерни для Фрезерного Станка 676П
Шестерни Z=26 для Фрезерного Станка 6Р12
Шестерни для Фрезерного Станка Gambin 11M
Также изготавливаем конические и цилиндрические шестерни для станков других групп и моделей по Вашим Образцам или Чертежам.
Мы занимаемся изготовлением конических шестерен с 1956 года и знаем об этом все.
Все чертежи, присланные Заказчиком, обязательно проверяются нашими конструкторами. Тщательно просчитываем геометрию зуба и настройки станков, подбираем подходящие коэффициенты коррекции, необходимый инструмент и оснастку. Выполняем проверку шестерен на отсутствие подрезания зубьев у внешнего и внутреннего торцев, проверку нормальной толщины зуба на поверхности вершин в расчетном сечении и степени сужения толщины зуба на поверхности вершин, проверку коэффициента перекрытия в зубчатой передаче.
Нет чертежа? Мы избавим Вас от головной боли по его разработке и изготовим нужные Вам шестерни по Вашим Изношенным Образцам. Предварительно пришлите нам фото шестерен с указанием их размеров или Скачайте опросный лист для заказа, заполните его и пришлите нам на e-mail [email protected]
Мы делаем Конические Шестерни от 1 пары — избавляем Вас от лишних затрат. Заказывайте только то количество, которое Вам нужно.
Заказывайте только то количество, которое Вам нужно.
Изготавливаем конические шестерни как из своего металла (сталь 40Х, 18ХГТ, 12ХН3А, 20ХН3А, 40ХН2МА и др.), так и из материала, предоставленного Заказчиком (давальческое сырье).
Затрудняетесь с правильным выбором материала для шестерен? Мы решим эту задачу и поможем сделать выбор с учетом назначения деталей, условий их работы и характера нагрузок.
У Вас импортное оборудование? Изготовим Вам конические шестерни в рамках программы импортозамещения.
Присоединяйтесь к числу беззаботных клиентов, довольных нашей продукцией.
Вложив свои деньги в наши шестерни Один Раз, Вы избавите себя от лишних затрат в дальнейшем на Многократное устранение скрытых дефектов, неполадок и неисправностей.
Воспользуйтесь возможностью стать обладателем надежной и качественной продукции.
Нужны Конические Шестерни?
Делайте заказ — мы сделаем все остальное!
Есть вопросы? Не тяните — Позвоните:
8-903-639-44-00, 8-903-639-75-25
Шестерни для станка в России
- Главная
- Продажа
- Запчасти, оснастка к металлообрабатывающим станкам
- Шестерня для станка
Вы можете очень быстро сравнить цены шестерни для станка и подобрать оптимальные варианты из более чем 77832 предложений
Текст: из наличия запасные части для станка 1Н65: Шестерни на станок 1Н65, 1М65, 1А64
Состояние: Новый Производитель: Россия
В наличии
Шестерни на станок 1Н65, 1М65, 1А64
Шестерни коробки скоростей 1Н65, валы
Шестерни коробки подач 1Н65, валы
Шестерни фартука 1Н65, валы
Суппорт 1Н65 в сборе
Резцедержатель 1Н65
Винт поперечной…
25. 05.2021
05.2021
Челябинск (Россия)
Конические шестерни фрезерных станков 6Р12,6Р13,6Р82 и т.д
Состояние: Новый Производитель: ооо тд Русстанкосбыт (Россия)
Конические шестерни фрезерных станков 6Р12,6Р13,6Р82 и т.д.Применяется в фрезерных станках 6Р12,6Р13,6Р82 и т.д. в качестве запасной части. Поставляется в паре. Запасные части для станков…
13.01.2023
Москва (Россия)
Шестерни для станка 1Б265-6К
Состояние: Новый
Шестерни для станка 1Б265-6К, шестерни для станка 1Б265Н-6К, шестерни для станка токарного шестишпиндельного 1Б265.
13.01.2023
Челябинск (Россия)
Шестерни на станки 1К62, 1К62Д,16К20,1М63, 6Р12, 6Р13, 6Р82, 6Р83, ВМ-127
Состояние: Новый
В наличии
имеет в наличии большой ассортимент: шестерен, вал шестерней, блок шестерней, шестерня-муфта, колеса конические на станки. ООО
ООО
«Станко-РЭМ» имеет в наличии большой ассортимент: шестерен, вал…
06.06.2016
Челябинск (Россия)
Блок шестерни на станок иж250
Состояние: Новый Производитель: Россия
В наличии
Блок шестерни на токарные станки иж250Так же мы продаем токарные станки после капитального ремонта модели 1И611, 1ИС611В, 250ИТВМ, 240ИТП, ИТ-42 с гарантией, и изготавливаем детали под заказ или по…
25.10.2022
Грачевка (Россия)
Шестерни конические станка 6532Ф4
Состояние: Новый
Шестерни конические с круговым зубом для станка 6532Ф4. Изготовление конических шестерен, конических шестерен с круговым зубом, питчевые шестерни, шестерни с дюймовым модулем.
13.01.2023
Челябинск (Россия)
Шестерни фрезерного станка 6т81ш31 102 м 103
Состояние: Новый
В наличии
Продам шестерни для фрезерного станка 6т81ш31. 102 и 103 m-2 z-32. Сталь 40х с объёмной термической, заказывал для себя не пригодились!
102 и 103 m-2 z-32. Сталь 40х с объёмной термической, заказывал для себя не пригодились!
09.10.2022
Москва (Россия)
10 000
станки для зубообработки конических шестерней 5С276
Купим станки зубострогальные 5С276 для обработки конических прямозубых шестерней или аналог, зубофрезерный станок 53А50, 53А80, шлиценарезной станок 5350 или аналог, в рабочем состоянии…
22.04.2017
Новосибирск (Россия)
Станки по металлообработке.
Состояние: Б/У
Вертикально фрезерный 6Р12, после капитального ремонта.
Плоскошлифовальный 3Г71-М 1981г.в. в хорошем рабочем состоянии.
Плоскошлифовальный 3Д711ВФ11 028. г.в. 1991,подключен.
Кривошипные пресс…
06.12.2021
Воронеж (Россия)
Запчасти к металлообрабатывающим станкам
Состояние: Новый
В наличии
ООО «СПС» специализируется на поставке запасных частей к металлообрабатывающим станкам:Не дорого! Скидки! В наличии и под заказ. Доставка в любой регион.1. Коробка скоростей к станку (шпиндельная…
Доставка в любой регион.1. Коробка скоростей к станку (шпиндельная…
11.01.2023
Челябинск (Россия)
Токарный станок LAMS-02/300
Состояние: Новый
В наличии
Токарный станок, станок для обработки преимущественно тел вращения путём снятия с них стружки при точении. На токарных станках. можно выполнять различные виды токарной обработки: обтачивание…
27.08.2019
Смоленск (Россия)
31 000
Запасные части для станка 1Н65
Состояние: Новый
В наличии
Шестерни на станок 1Н65, 1М65, 1А64
Шестерни коробки скоростей 1Н65, валы
Шестерни коробки подач 1Н65, валы
Шестерни фартука 1Н65, валы
Суппорт 1Н65 в сборе
Резцедержатель 1Н65
Винт поперечной…
25.05.2021
Челябинск (Россия)
Запчасти к станкам
Состояние: Новый
В наличии
ООО ГК «Атмосфера» специализируется на поставке запасных частей к металлообрабатывающим станкам: Не дорого! Скидки!В наличии и под заказ. Доставка в любой регион.1. Коробка скоростей к станку…
Доставка в любой регион.1. Коробка скоростей к станку…
13.01.2023
Челябинск (Россия)
зубофрезерный станок 53А50, 53А80
Купим станки зубофрезерный станок 53А50, 53А80, зубострогальные 5С276 для обработки конических прямозубых шестерней или аналог, шлиценарезной станок 5350 или аналог, в рабочем состоянии…
22.04.2017
Новосибирск (Россия)
токарно-винторезный станок 165 (ДИП-500), аналог 1М65
Состояние: Новый Производитель: Рязанский станкостроительный завод. (Россия)
В наличии
Продаю токарно-винторезный станок 165 (ДИП-500), аналог 1М65 Производство: Рязанский станкостроительный завод. На станке установлены новые ремни, шабренная станина, полностью новая электрика, новые…
09. 01.2023
01.2023
Таганрог (Россия)
Настольный токарный станок TRIOD LAMS-02/300
Состояние: Новый Производитель: Китай
Напряжение питания 220 В Потребляемая мощность 300 Вт Максимальная длина обрабатываемого изделия 300 мм Максимальный диаметр обработки над станиной 180 мм Максимальный диаметр обработки…
09.01.2023
Благовещенск (Амурская обл.) (Россия)
Mikron A22/1 зубофрезерный станок
Состояние: Б/У Год выпуска: 1980 Производитель: hz (Россия)
Mikron A22/1 зубофрезерный станок Mikron A22/1 зубофрезерный станок, пр – во Швейцария, тех. характеристики. Ф 20 мм. m 0.75 мм. в наличии сменный шестерни, оснастка, станок в рабочем…
16. 01.2022
01.2022
Смоленск (Россия)
1 000
3Д725 шестерня
Состояние: Новый
В наличии
3Д725 шестерняПлоскошлифовальный станок модели 3Д725 — станок общего назначения с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей…
10.01.2023
Липецк (Россия)
Шпиндель инструментальный к многошпиндельному автомату 1Б240-6К арт. 001-171-0088
Состояние: Новый Производитель: Россия
В наличии
Продам шпиндель инструментальный артикул 001-171-0088 к многошпиндельному автомату модели 1Б240-6К. Также большой ассортимент других запчастей:1Цанга зажимная (круг, шестигранник) к станку…
12.12.2022
Челябинск (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по шестерне для станка почти как на Авито и TIU
Видео шестерни для станка
00:35
HD
www. russtanko-rzn.ruЗапасные части /Шестерни для станков 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 Шесте
russtanko-rzn.ruЗапасные части /Шестерни для станков 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 Шесте
17.07.2015
2798
00:52
1 1 HD
www.russtanko-rzn.ru-Запасные части для станков 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 (Муфта тормозн
26.05.2015
5970
01:06
HD
www. russtanko-rzn.ru-Поддержка винта-вала 1М63 11 001 ( Для станков 1М63, 163, 1М63Н,ДИП300,16К40, 16Р40)
russtanko-rzn.ru-Поддержка винта-вала 1М63 11 001 ( Для станков 1М63, 163, 1М63Н,ДИП300,16К40, 16Р40)
18.08.2015
4353
+1
3 основных метода обработки зубчатых колес
Время прочтения: 7 мин.
Исторически методы изготовления зубчатых колес подразделялись на три основные категории: формирование, формование и фасонное вырезание. По мере разработки новых технологий изготовления зубчатых колес в список будут добавляться новые методы, но на данный момент эти три способа по-прежнему являются наиболее распространенными способами обработки зубчатого колеса: профиль зубчатого колеса для создания зубчатого колеса (т. е. зубчатые фрезы, зубофрезерное и зубофрезерное)
 е. зубофрезерование, формование, прорезание пазов, строгание и электроэрозионная обработка) металлургия, 3D-печать)
е. зубофрезерование, формование, прорезание пазов, строгание и электроэрозионная обработка) металлургия, 3D-печать)Gear Generation
Sunderland Method
Фрезы реечного типа являются одним из основных методов изготовления зубчатых колес. Процесс резки зубчатой рейки также известен как метод Сандерленда или система Сандерленда. В этом методе используется зубчатая машина, состоящая из реечной фрезы с передним и задним углами, которая создает профиль зубьев на заготовке шестерни. Он использует определенное относительное движение между заготовкой и фрезой во время обработки для создания профилей зубьев и похож на рейку и шестерню, которая изображена ниже.
Метод Сандерленда
Профили зубьев следуют геометрии, состоящей из эвольвенты окружности — в основном, спиралевидной кривой, очерченной концом воображаемой струны, разматывающейся от этой неподвижной окружности — или если вы проследите точку контакта от одного зуба к другому, как показано на следующем рисунке.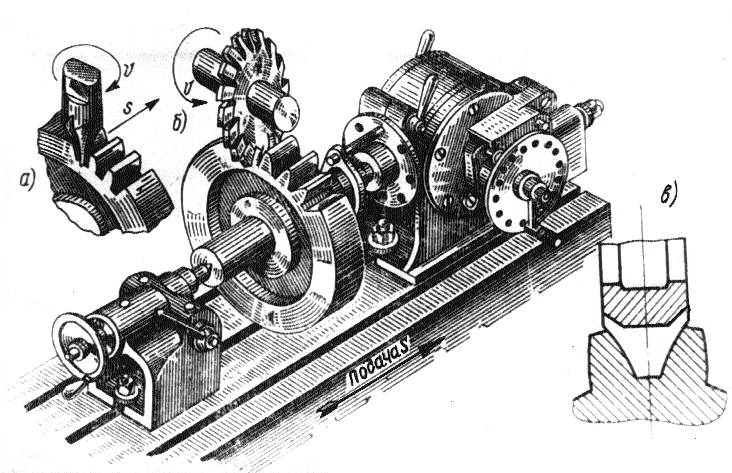
Геометрия эвольвентной кривой
Метод Сандерленда отлично подходит для создания зубьев одинаковой формы, и все шестерни, нарезанные одной и той же фрезой, теоретически будут правильно зацепляться друг с другом. Таким образом, с помощью этого метода можно изготавливать зубчатые колеса, требующие высокой точности, даже зубчатые колеса с двойной спиралью. Метод Сандерленда также универсален и экономичен, особенно для средних и больших объемов производства. А поскольку система Sunderland активно поддерживается с момента ее изобретения, руководства и документация широко доступны и актуальны даже для новых конструкций машин.
Зубодолбление
В этом методе зубчатого колеса резец и заготовка зубчатого колеса соединяются шестернями, чтобы они не катились вместе, когда резец совершает возвратно-поступательное движение. Фреза начинает прорезать свой путь на желаемую глубину, как показано на рисунке 3, затем фреза и заготовка шестерни медленно вращаются по мере нарезания зубьев шестерни.
Изготовление зубчатых колес – формование
Зубодолбление обычно используется для нарезания прямозубых, шевронных и храповых зубчатых колес. Этот метод можно использовать для других типов зубчатых колес, но поскольку в нем используется фреза, которая совершает возвратно-поступательное движение по форме зубчатого колеса, его часто используют для упомянутых выше типов зубчатых колес. Поскольку не требуется сложного программирования (он просто вырезает то же самое, что и зубчатый резак, в заготовку шестерни), настройка во время производства упрощается. Вы по-прежнему можете изготавливать эти типы зубчатых колес другими методами, но формование зубчатых колес обеспечивает преимущества в скорости, конструкции и настройке при массовом производстве. Зубодолбление не лучший вариант для внутренних и червячных передач из-за положения фрезы (снаружи) и направления резания.
Зубофрезерная обработка
Зубофрезерная обработка производит зубья шестерни путем вращения фрезы цилиндрической формы, называемой «червячной фрезой» (отсюда и термин зубофрезерная обработка), изображенной в интерфейсе зубофрезерного станка ниже. Фреза может быть однозаходной, в зависимости от того, сколько зубьев за один оборот нужно генерировать.
Фреза может быть однозаходной, в зависимости от того, сколько зубьев за один оборот нужно генерировать.
Генерация зубчатых колес – зубофрезерная обработка
Цилиндрические зубчатые колеса чаще всего изготавливаются этим методом, хотя множество других зубчатых колес, таких как циклоидные, косозубые, червячные, храповые и звездочки, изготавливаются зубофрезерным способом. Хорошо спроектированная червячная фреза имеет решающее значение, особенно при резке сложной геометрии, и этот процесс обычно не работает для внутренних зубчатых колес. Подобно формованию зубчатых колес, зубофрезерная обработка имеет преимущества при настройке, но только для внешней резки, поскольку червячная фреза обрабатывает заготовку шестерни снаружи.
Зубчатая резка
Фасонная резка обычно не предпочтительна из-за ее ограничений — низкой производительности и низкого качества. Тем не менее, различные методы формообразования являются полезными альтернативами для ремонта и технического обслуживания, когда это необходимо.
Формование, строгание и прорезание пазов
При формовании заготовка фиксируется, а инструмент на плунжере перемещается вперед и назад по заготовке.
Зубодолбление – Фрезерование
При строгании инструмент фиксируется, а заготовка перемещается по столу вперед-назад под инструментом.
Нарезание зубчатых колес – Строгание
При прорезании пазов заготовка удерживается неподвижно, а инструмент на ползунке перемещается вверх и вниз по заготовке.
Нарезание зубчатых колес – прорезание пазов (неподвижная заготовка и инструмент/резец. Первичное движение вверх и вниз)
Зубофрезерные и строгальные инструменты для зубообработки режут по прямым линиям. Тем не менее, формирователь обрабатывает геометрию небольшого размера, в то время как рубанок предназначен для более крупных приложений. Формирователи можно использовать для создания пазов, канавок и шпоночных пазов. Долбление — это, по сути, вертикальный формовочный станок, который нарезает внутренние шестерни и канавки.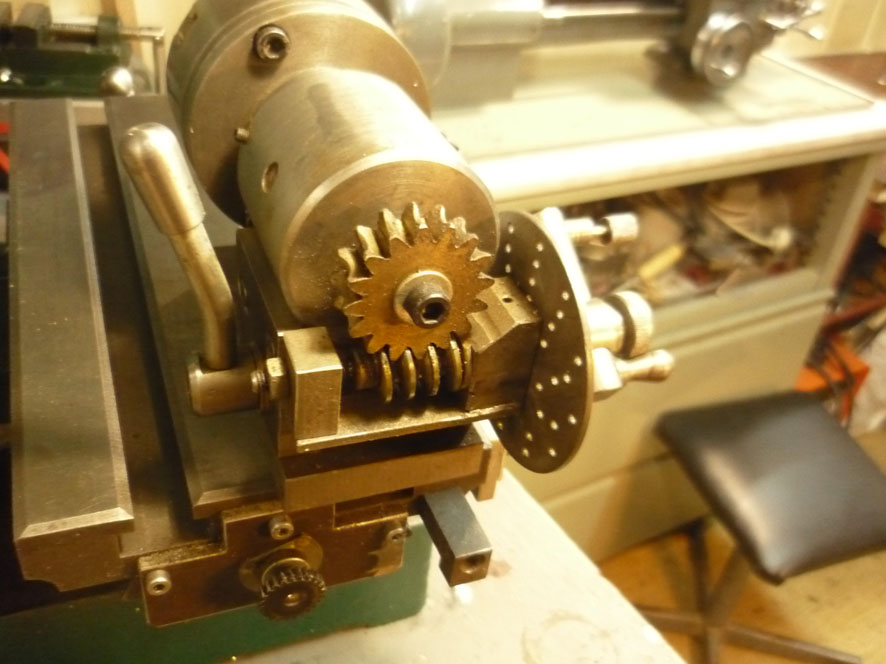
Фрезерование
Использование метода фрезерования относительно ограничено, но он хорошо подходит для создания зубчатых колес сложной геометрии. Фрезерование с ЧПУ используется для обработки косозубых и цилиндрических зубчатых колес для различных отраслей промышленности, включая автомобильные трансмиссии и фрезы.
Фрезерование зубчатых колес – Фрезерование
Фрезерование зубчатых колес происходит медленно, потому что оно создает значительный теплообмен с заготовкой, а это означает, что последовательные зубья не должны фрезероваться один за другим.
Электроэрозионная обработка (EDM)
EDM — это электромеханический производственный процесс, при котором материал удаляется с заготовки путем применения серии разрядов тока между двумя электродами, разделенными диэлектрической жидкостью ванны. Вместо того, чтобы резать, искра действует как «режущий инструмент», который фактически разрушает материал.
Электроэрозионная обработка хорошо подходит для резки сложных геометрических форм любых размеров, даже при нарезании зубчатых колес, но этот процесс имеет свои ограничения. Если у вас нет хорошего контроля и точного программирования, легко повредить поверхности деталей, особенно криволинейные профили зубьев, которые сложно выполнить в программах ЧПУ. Но высококачественное и интуитивно понятное программное обеспечение для 3D-моделирования и CAM, такое как Feature CAM, Autodesk Fusion, Master CAM и другие, может обеспечить плавное движение, необходимое для вырезания изогнутых зубов.
Электроэрозионная обработка (EDM)
Электроэрозионные станки за последние годы усовершенствовались, что свело к минимуму проблемы с чистотой поверхности, повысило точность резки и результирующие свойства материала (микроструктуру, механические свойства и т. д.). Этот процесс может обеспечить жесткие допуски размером до тысячных долей дюйма и создавать как маленькие (диаметром доли дюйма), так и большие шестерни (диаметром более 20 дюймов). Этот процесс используется как для деликатных операций в часах, так и для нарезки более прочных шестерен, таких как те, которые используются в гоночных автомобилях.
Этот процесс используется как для деликатных операций в часах, так и для нарезки более прочных шестерен, таких как те, которые используются в гоночных автомобилях.
Формование зубчатых колес
Прокатка
Прокатка – один из старейших процессов формования зубчатых колес, при котором заготовку прокатывают в горячем или холодном состоянии через две или три матрицы, как показано ниже.
Формование зубчатых колес – прокатка
Если экономия материала является критической задачей во время производства, прокатка является хорошим вариантом, поскольку при этом не образуется стружка. Однако, чтобы получить эффективный процесс, вы должны учитывать параметры прокатки, деформации и эффекты микроструктуры, прежде чем наращивать производство.
Литье
Литье – это процесс формования, при котором расплавленный металл заливают в полость формы для формирования форм. Литье зубчатых колес используется для создания заготовок зубчатых колес (которые затем обрабатываются) и полных зубчатых колес с литыми профилями зубьев. Допуски и точность являются решающими факторами при литье шестерен, а создание литейных форм влечет за собой большие первоначальные затраты. Однако, как только параметры пресс-формы и процесса определены, большие объемы производства оправдывают инвестиции.
Формование зубчатых колес – литье
Литье в песчаные формы в основном используется для производства заготовок зубчатых колес, которые будут использоваться в других процессах. Полностью функционирующие прямозубые, винтовые червячные, групповые и конические шестерни изготавливаются путем литья шестерен и используются в стиральных машинах, небольших бытовых приборах, ручных инструментах, игрушках и фотоаппаратах.
Порошковая металлургия
Порошковая металлургия – это метод высокоточной формовки, представляющий собой экономически эффективную альтернативу традиционным зубчатым колесам из стали и чугуна с механической обработкой. Однако этот метод не подходит для зубчатых колес больших размеров, но подходит для создания небольших высококачественных прямозубых, конических и спиральных зубчатых колес. Из-за пористости сформированного материала более крупные шестерни обладают меньшей усталостной и ударной стойкостью, хотя для улучшения их механических свойств можно использовать процесс спекания.
Порошковая металлургия также особенно полезна, когда конструкции зубчатых колес включают отверстия, углубления и различные уровни поверхности или выступы. Вы найдете эти шестерни в бытовой технике, сельскохозяйственном, газонном и садовом оборудовании, автомобилях, грузовиках и военной технике.
Аддитивное производство
Аддитивное производство, также известное как 3D-печать, создает трехмерный объект слой за слоем на основе трехмерной модели САПР. Из-за характера процесса аддитивные машины могут формировать сложные конструкции с смоделированными решетчатыми структурами для достижения уменьшения массы, которое нелегко получить с помощью обычных методов. Этот тип геометрии часто создается с помощью оптимизации трехмерной топологии и генеративного компьютерного проектирования.
Геометрия зубчатых колес, созданная с помощью 3D-печати
Обычные и некруглые зубчатые колеса могут быть изготовлены с помощью аддитивных производственных процессов, а высококачественные 3D-принтеры относительно доступны и широко доступны. Из-за этой доступности он стал выбором для ремонта и механических проектов, таких как развивающие игрушки или другие гаджеты, требующие полностью функциональных механизмов. Вы также можете включать дополнительные элементы и даже комбинировать геометрию с формами зубчатых колес, чтобы добавлять собственные валы, шпонки или канавки в одно и то же тело.
Итак, теперь вы знаете больше о многих способах изготовления шестерен, независимо от того, создаете ли вы их, формируете или режете. Чтобы получить помощь по всем вашим проектам по проектированию ЧПУ, включая проектирование зубчатых колес, ознакомьтесь с нашей полезной электронной книгой «Руководство по проектированию ЧПУ».
Упрощенный поиск — начните свой следующий проект с Fictiv
Независимо от того, какие шестерни вам нужны, Fictiv может их изготовить.
Мы являемся экспертами в производстве нестандартных прецизионных зубчатых колес из различных материалов и упрощаем поиск нестандартных деталей с помощью интеллектуальных, оптимизированных, автоматизированных рабочих процессов. Fictiv — это ваша операционная система для индивидуального производства, которая делает закупку шестерен и механических деталей быстрее, проще и эффективнее. Создайте учетную запись и загрузите свою деталь, чтобы увидеть, что может сделать для вас наш процесс мгновенного расчета стоимости, дизайн для отзывов о технологичности и интеллектуальная платформа.
Изготовление косозубых колес на вертикально-фрезерном станке
перейти на главную страницу
перейти на страницу выше «косозубые колеса – звенья»
Изготовление косозубых колес на вертикально-фрезерном станке.
В другом месте указано, что у большинства любителей нет подходящего горизонтально-фрезерного станка для изготовления винтовых зубчатых колес. Однако так же легко изготовить косозубые шестерни на вертикально-фрезерном станке. Главный и, пожалуй, единственный недостаток заключается в том, что установка для винтового фрезерования на вертикальном станке не такая жесткая, как на горизонтальном станке.
Хитрость заключается в том, что зуборез держится на укороченной оправке, закрепленной в вертикальном гнезде. Но вертикальная голова наклонена. Этот наклон задает требуемый угол наклона спирали.
Нарезание косозубого колеса аналогично нарезанию прямозубого колеса, за исключением некоторых ключевых отличий:
A во время нарезания зубчатого колеса фрезерный стол перемещается за счет вращения ходового винта к столу. Вращение ходового винта также используется для вращения делительной головки,
B фреза должна находиться под углом спирали к оси детали, поверхность которой разрезается
C Фреза того же типа, что используется для нарезания прямозубых зубчатых колес, но какой из наборов необходим, зависит от угла наклона спирали.
Нож
Стандартный нож Brown and Sharp.
рис. 2450 Нож типа Brown and Sharp – первая сторона
Выбран для данного примера. Он предназначен для изготовления 1 мод зуба с углом вдавливания 20º. Из него получается шестерня с 26-34 зубьями.
рис 2451
93 * (угол подъема)
Например, предположим, что зубчатое колесо должно иметь 30 зубьев, а угол подъема составляет 17º 45″, тогда куб косинуса угла подъема равен 0,9551. Необходима фреза для N’ зубьев.
Н / 0,8712 в кубе = 30/0,8712 = 34,43
Резец для прямозубого цилиндрического колеса с 34 зубьями равен 4. В данном случае он оказывается одним и тем же
Этот довольно неожиданный результат доказан на стр. 25-28 в «Спиральные и червячные передачи»
Следует отметить, что необходимая фреза всегда предназначена для большего количества зубьев, чем необходимо. Обычно в цилиндрических зубчатых колесах наименьшее количество зубьев, которое можно нарезать, равно двенадцати с помощью фрезы № 1. Это означает, что можно нарезать косозубые колеса с меньшим количеством зубьев.
Фреза устанавливается на цапфу. Заглушка вставляется в вертикальную втулку. Вертикальная головка наклоняется на необходимый угол спирали.
Нож для инжира на коротком держателе, установленный на вертикальной головке (2452)
Различные способы наклона вертикальной головки
Вертикальная головка наклонена под углом угла спирали. Однако головка могла быть впереди или позади заготовки и могла быть наклонена влево или вправо. Кроме того, резак может вращаться по часовой стрелке или против часовой стрелки.
На фотографии выше нож установлен таким образом, что он будет резать только при вращении против часовой стрелки (если смотреть сверху). В этом случае заготовка должна будет двигаться справа налево, если она находится перед фрезой, или слева направо, если она будет позади фрезы.
Высота фрезерного стола
Важно, чтобы центральная высота заготовки находилась на центральной высоте фрезы, которая наклонена. Один из способов решения этого вопроса заключается в следующем. Со столом на любой удобной высоте измерьте высоту верхней части фрезы.
2455 винтовое фрезерование 6
рис. 2455 измерение высоты верхней части фрезы
Затем измерьте высоту нижней части фрезы. Для этого штангенрейсмаса известно, что при измерении с использованием верхней стороны стержня требуется припуск 10,86 мм.
Измеряется высота нижней части фрезы.
2456 измерение высоты нижней стороны ножа
Разница между высотой верхней и нижней части, деленная на два, представляет собой высоту верхней части над центральной высотой делительной головки. Получается 110,00 мм. Теперь можно поднять фрезерный стол так, чтобы высота верхней части фрезы была равна половине высоты фрезы плюс 110,00 мм
Фрезерный стол поднимается или опускается до тех пор, пока центральная высота головки делительной головки не окажется на высоте середины фрезы.
Заготовка
Заготовка может удерживаться с помощью оправки, оправки или между центрами. Это описано в
«Делительная головка — фиксация заготовки».
Весь смысл всех этих методов в том, чтобы убедиться, что заготовка удерживается концентрически. Но другой способ — изготовить заготовку из круглого прутка, который обтачивают на токарном станке, а затем зажимают в четырехкулачковом патроне на делительной головке.
Первый шаг — обточить заготовку до внешнего диаметра шестерни, которую мы хотим сделать. Мы можем избежать сложной математики, просто найдя в каталоге снаряжение, которое хотим изготовить. Например:
Предположим, что шестерня должна вращаться так, чтобы ее ось была параллельна другой подобной шестерне. Это должно быть 30 зубов. угол зацепления должен быть 20º Размер зубьев 1 мод.
В каталоге есть один с углом подъема спирали 17 градусов 45 минут.
PCD 31,5 мм.
Наружный диаметр 33,5 мм.
Внешний диаметр заготовки. Обычно это точили на токарном станке.
рис Подготовка заготовки.
На этом этапе необходимо отцентровать сверло, просверлить и развернуть отверстие шестерни.
Обратите внимание, что заготовка не точно отцентрирована в патроне. Здесь это не имеет значения, потому что при обработке на фрезерном станке он будет удерживаться в четырехкулачковом патроне и затем будет точно отцентрован.
Установка делительной головки
Делительная головка устанавливается на фрезерном столе так, чтобы ее ось была параллельна фрезерному столу как по горизонтали, так и по вертикали.
Если используется задняя бабка, она должна быть установлена таким образом, чтобы заготовка и т. д. также были параллельны как по горизонтали, так и по вертикали.
Если используется оправка или заготовка представляет собой просто кусок круглого прутка, то заготовка должна центрироваться в четырехкулачковом патроне на делительной головке.
Делительная головка предназначена для деления круга на необходимое количество зубьев на изготавливаемой шестерне. Как это сделать, описано в разделе 9.0003
«Делящая головка – делящая круг».
Весь процесс начинается со штифта на делительной головке в нулевом отверстии того кольца отверстий, которое используется.
Заготовка устанавливается в четырехкулачковый патрон на делительной головке. Он должен быть отцентрован как можно точнее. Любая ошибка здесь, скажем, 0,1 мм будет означать, что зубы с одной стороны будут на 0,1 мм больше, а с другой стороны будут на 0,1 мм меньше. Для очень маленьких зубов это может сделать изготовленную шестерню бесполезной.
2469 центрирование при нарезке косозубого колеса
Зубчатая передача
Ходовой винт соединен с вспомогательным входом на делительной головке посредством зубчатой передачи. Ходовой винт может приводиться в движение двигателем или вручную. Требуемое соотношение — это то, что необходимо для производства требуемого свинца. Шаг определяется углом наклона и диаметром делительной окружности изготавливаемой шестерни.
Чтобы найти шаг для угла наклона зубьев, умножьте диаметр делительной окружности на число пи на тангенс угла наклона зубьев.
шаг = PCD * pi / tan (угол подъема)
шаг = 31,5 * 3,142 / 0,3201
= 309,2 мм
Это означает, что за один полный оборот заготовки фрезерный стол должен переместиться на 309,2 мм.
Для одного полного оборота заготовки вспомогательный вход должен повернуться 40 раз.
На используемом фрезерном станке шаг ходового винта составляет 5 мм, т. е. один оборот ходового винта перемещает стол на 5 мм.
Количество оборотов ходового винта, необходимое для получения требуемого движения:
необходимое расстояние/шаг ходового винта 309.2/5
это должно производить 40 оборотов на вспомогательном входе. Разница компенсируется зубчатой передачей
(309,2/5)/40 = R
R = 1,546
Используя Hobnail, предложенная зубчатая передача (использующая очень ограниченный набор шестерен):
100, 86, 64, 48
Приблизительно 60 витков ходового винта дают 40 витков вспомогательного входа, поэтому ходовой винт оснащен 48-зубчатой шестерней, а 100-зубчатая — вспомогательным входом.
2474 Зубчатая передача для нарезания косозубого колеса
Нарезание зубчатого колеса
В установке, показанной ниже.
2492 нарезка косозубого колеса
фиг система для нарезки
Резак устанавливается с помощью папиросной бумаги так, чтобы он едва касался поверхности заготовки. Требуемая глубина резания составляет 0,085 дюйма. Когда фреза находится справа от заготовки, она перемещается на 0,085 дюйма с помощью УЦИ. Затем DRO устанавливается на ноль. Все вырезы должны быть сделаны на эту глубину. Это экономит много усилий, если установлен упор, поэтому глубина резания всегда правильная.
Искусство нарезания зубчатых колес заключается в том, чтобы сделать нарезание каждого зуба жесткой, непрерывной последовательностью, которая продолжается без остановки от первого зуба до последнего.
Последовательность следующая:
Запустить фрезу
Нанести немного смазочно-охлаждающей жидкости на заготовку
Провести заготовку мимо фрезы на нужной глубине,
Остановить фрезу,
Выдвинуть стол, чтобы фреза очистить от заготовки,
перемотать стол,
вытащить штифт из делительной головки
повернуть на ноль или более полных оборотов, если необходимо повернуть так, чтобы он коснулся внутренней части правого рычага сектора
впустить его в отверстие,
переместить рычаги сектора по кругу,
переместить стол до упора,
вернуться к началу последовательности.
2470 косозубое зубчатое колесо
2471 резка косозубого колеса
2472 готовое косозубое зубчатое колесо
2475 левое и правое зубчатое колесо
2477 левое и правое зубчатое зацепление
Что происходит
Резка запущена. Начинается справа от заготовки. Ходовой винт поворачивается таким образом, что заготовка проходит мимо фрезы слева направо. При движении вправо он также вращается.
После обработки каждой канавки заготовку необходимо отодвинуть от фрезы. Соотношение между положением вращения между заготовкой и положением стола сохраняется только в том случае, если привод к столу реверсирован. Невозможно просто поставить машину задним ходом, потому что любой люфт в системе будет означать, что фреза будет протаскиваться через зазоры, но немного неправильно. Это делается до тех пор, пока фреза не вернется к исходной стороне шестерни. В любом положении отношения сохраняются, делая это. Если это сделать, то в любом положении штифт на рукоятке можно будет отвести назад и повернуть рукоятку через необходимое количество отверстий.
Всего комментариев: 0