Швейцарские токарные станки по металлу: Токарный станок JET по металлу купить по низкой цене
Содержание
Швейцарские настольные токарные станки JET по металлу по низкой цене
Компания «РуСтан» предлагает заказать малогабаритные токарные станки по металлу JET (Джет) по оптимальной цене. Продукция, известная на мировом рынке уже более полувека, производится международным концерном JPW Tools AG (Швейцария), состоящих из фирм Jet, Powermatic и Wilton, начальные буквы собственных имен которых удачно сложились в общее название концерна.
Станки по типу : Бытовые
Активные фильтры: Снять все
активные фильтры
Бренд:
JET (Швейцария)
Сортировать по:
Популярности
Возрастанию цены
↑
Убыванию цены
↓
Наличию
Показывать по:
306090
Код товара: 267
Нет в наличии
Бытовой токарный станок для дома JET BD-3 по металлу
Ø обработки над станиной 100
РМЦ170
Макс. обороты 3800
обороты 3800
Мощность 0.26 кВт
Напряжение220В
Масса13 кг
Код товара: 39189
Нет в наличии
Универсальный токарный станок JET BD-11GDMA с фрезерной головой
Ø обработки над станиной 280
РМЦ700
Макс. обороты 2000
Мощность 1.50 кВт
Напряжение220В
Масса250 кг
Код товара: 269
Нет в наличии
JET BD-7 токарный станок по металлу настольный
Ø обработки над станиной 180
РМЦ350
Макс. обороты 3000
Мощность 0.37 кВт
Напряжение220В
Масса44 кг
Код товара: 36763
Нет в наличии
Токарный станок по металлу JET BD-8VS
Ø обработки над станиной 230
РМЦ400
Макс. обороты 2500
Мощность 1.00 кВт
Напряжение220В
Масса58 кг
Код товара: 37018
Нет в наличии
Токарный станок JET BD-7VS настольный
Ø обработки над станиной 180
РМЦ300
Макс. обороты 2500
обороты 2500
Мощность 1.00 кВт
Напряжение220В
Масса55 кг
Код товара: 1479
Нет в наличии
Токарный станок настольный JET BD-X7 с асинхронным двигателем
Ø обработки над станиной 180
РМЦ350
Макс. обороты 2500
Мощность 0.50 кВт
Напряжение220В
Масса50 кг
Код товара: 37019
Нет в наличии
Токарный станок по металлу JET BD-10VS
Ø обработки над станиной 250
РМЦ500
Макс. обороты 2500
Мощность 1.50 кВт
Напряжение220В
Масса137 кг
Код товара: 1467
Нет в наличии
Настольный токарный станок JET BD-8A
Ø обработки над станиной 210
РМЦ450
Макс. обороты 2000
Мощность 1.30 кВт
Напряжение220В
Масса94 кг
Код товара: 36756
Нет в наличии
Токарно винторезный станок JET BD-11G без СОЖ на подставке
Ø обработки над станиной 280
РМЦ700
Макс.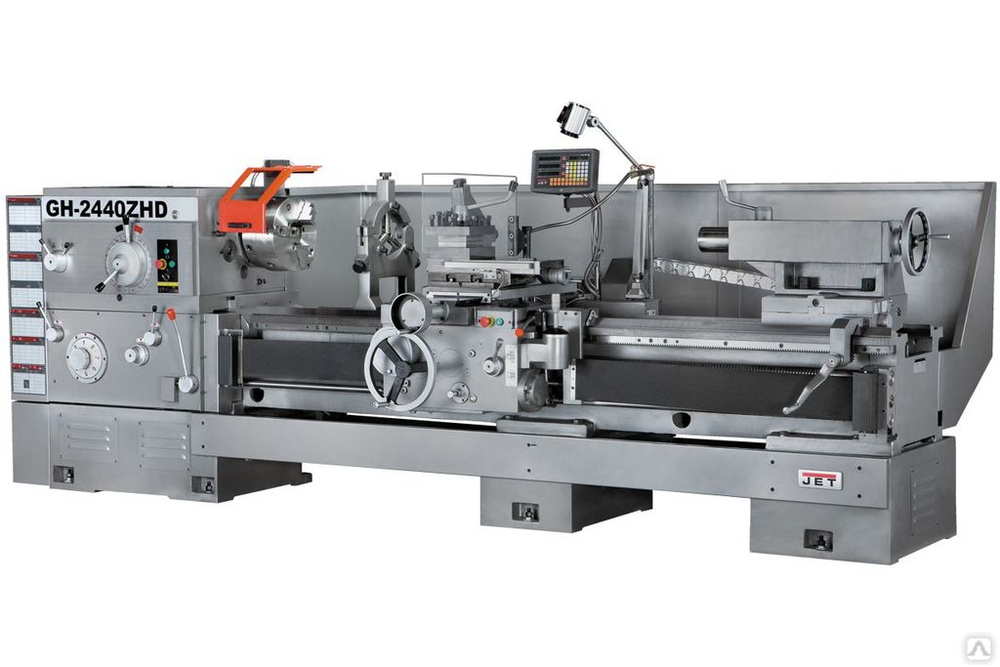 обороты 2000
обороты 2000
Мощность 1.50 кВт
Напряжение220В
Масса180 кг
Код товара: 41396
Нет в наличии
Настольный токарный станок с УЦИ JET BD-8A DRO
Ø обработки над станиной 210
РМЦ450
Макс. обороты 2000
Мощность 1.30 кВт
Напряжение220В
Масса92 кг
Код товара: 39257
Нет в наличии
Настольный токарный станок JET BD-12G
Ø обработки над станиной 300
РМЦ750
Макс. обороты 2000
Мощность 1.50 кВт
Напряжение220В
Масса357 кг
Код товара: 39920
Нет в наличии
Настольный токарно-фрезерный станок JET BD-10DMA
Ø обработки над станиной 250
РМЦ555
Макс. обороты 200
Мощность 0.70 кВт
Напряжение220В
Масса181 кг
Сортировать по:
Популярности
Возрастанию цены
↑
Убыванию цены
↓
Наличию
Показывать по:
306090
Благодаря оптимальному соотношению качества и цены настольные токарные станки JET по металлу подходят для обработки деталей небольших размеров в домашних мастерских, автомобильных сервисах, учебных заведениях для обучения молодых специалистов.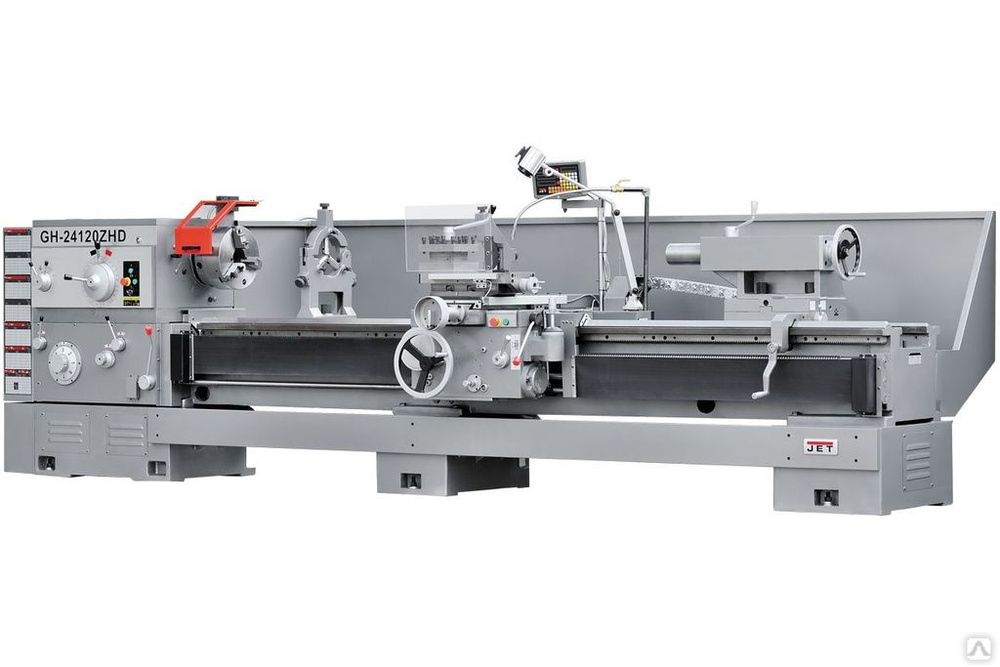 Также станочное оборудование характеризуются простотой в эксплуатации и техническом обслуживании. Может быть установлено на верстаке или подставке. Соответствует отечественным и мировым стандартам качества и точности.
Также станочное оборудование характеризуются простотой в эксплуатации и техническом обслуживании. Может быть установлено на верстаке или подставке. Соответствует отечественным и мировым стандартам качества и точности.
Малогабаритные токарники «Джет» характеризуются оптимальной стоимостью в сочетании с высокой надёжностью и предназначены для:
- обработки внешних и внутренних цилиндрических и конических поверхностей;
- нарезания метрической и дюймовой резьбы;
- накатки и шлифовки деталей;
- высверливанию отверстий.
Отзывы
Найдено товаров : 12
Снять все
активные фильтры
Сбросить фильтры
Цена
Производитель
Россия
PROMA (Чехия)
Optimum (Германия)
WEISS MACHINERY
JET (Швейцария)
Metal Master
STALEX
Все производители
Ø обработки над станиной
Максимально возможный диаметр заготовки, который можно установить на станке и вращать над направляющими станины
Ø обработки над супортом
Максимально возможный диаметр заготовки, обрабатываемой над поперечными салазками суппорта
РМЦ
РМЦ — расстояние между центрами. Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Ø отверстия шпинделя
Диаметр сквозного цилиндрического отверстия в шпинделе. Используется для сквозного крепления заготовки через шпиндель станка.
Макс. обороты
Максимальные обороты шпинделя. Единица измерения — об/м.
ЧПУ
GSK
Регулировка частоты вращения шпинделя
Спупенчатая — путем перекидывания ремня на шкивах станка, Бесступенчатая в варианте с электронной регулировкой или механический вариатор
Ступенчатая
Бесступенчатая
Мощность
до
кВт
Напряжение
Напряжение питания 220/380 вольт
380В
220В
Масса
В наличии
Часовые станки различных производителей | Станочный Мир
(Из книги Е. Васильева «Маленькие станки»)
Васильева «Маленькие станки»)
Обычно такие станки не имеют ни патрона, ни резцедержателя. Заготовка закрепляется цангами, а точится ручными резцами с опорой на линейку-подручник — примерно как на токарном станке по дереву. Тем не менее, такие станки очень точные и достаточно дорогие. Станина маленького часового станка в виде стержня D-образного сечения (так называемый Женевский тип) обычно закреплена только одним краем. Привод шпинделя изначально был ножным от большого колеса и педали (как в швейной машине), позже применялись электродвигатели.
Часовые станки имеют очень много всяких приспособлений, среди которых встречаются и токарные патроны (трёх, четырёх и, реже, шести кулачковые), и резцедержатели на двухкоординатном и даже на трёхкоординатном столике. Шпиндель таких станков имеет сквозное внутреннее отверстие диаметром 8 мм (у редких моделей 10мм или 6мм) и вращается в бронзовых конических втулках.
Даже при оснащении двухкоординатным крестовым столиком, часовой станок не имеет продольной подачи суппорта, в общепринятом смысле. Резец перемещается вдоль заготовки по верхним салазкам, а поперёк — по нижним. Нижние салазки прикручены к станине и могут быть передвинуты по ней в нужное место после ослабления крепёжного винта. Диаметр патрона такого станка около 65мм. Длина часовых станков — 250-350мм.
Резец перемещается вдоль заготовки по верхним салазкам, а поперёк — по нижним. Нижние салазки прикручены к станине и могут быть передвинуты по ней в нужное место после ослабления крепёжного винта. Диаметр патрона такого станка около 65мм. Длина часовых станков — 250-350мм.
Основные страны-производители часовых станков — это Германия, Швейцария, Англия, США. Сейчас такие станки производит, например, швейцарская фирма Бергеон (Bergeon). Цена современного часового станка может составлять 20 тысяч Евро и даже выше.
Часовой станочек фирмы Bergeon. Цена около $25000.
Цена на станок зависит, прежде всего, от количества приспособлений — всяких оправок, цанг, центров, делительных устройств и т.д. То есть полностью укомплектованный станок может состоять из собственно станка, изображённого на фото, плюс ещё два деревянных чемодана с различной оснасткой, которая и определяет стоимость всего комплекта.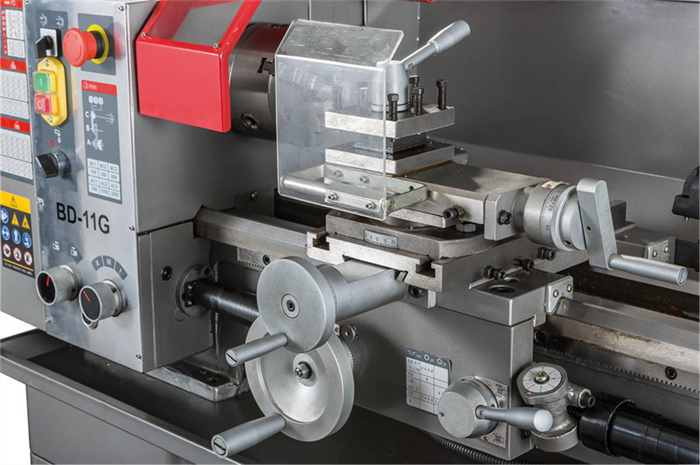
На аукционе www.ebay.com старенький часовой станок с трёхкулачковым патроном и двухкоординатным столиком находит покупателя обычно за сумму от $350 и выше.
Токарный станок Boley F1 (довольно необычная компоновка станины)
Местное освещение на часовом токарном станочке (кстати, станина здесь может поворачиваться вокруг шпиндельной бабки).
«Schaublin 70«. Швейцарский Шаублин — что-то вроде короля в мире часовых станочков.
Королева тоже присутствует — высокомерная красавица Pultra, как обычно, вся в белом, и аккуратностью не уступит даже Шаублину.
Tony Griffith на своём известнейшем станочном сайте https://www.lathes.co.uk/ пишет, что Pultra в производстве станков достигла уникальной точности и гарантировала полную взаимозаменяемость отдельных частей с разных станков. Можно было переставить, например, заднюю бабку с другой Палтры, и станок сохранял прежнюю юстировку без потери точности.
Можно было переставить, например, заднюю бабку с другой Палтры, и станок сохранял прежнюю юстировку без потери точности.
Попутно, интересный факт о станках Палтра (Pultra): был вариант их установки на столы от промышленных швейных машин. Швейные машины в условиях производства создают такие сильные вибрации и нагрузки, что требования к столам для промышленных швейных машин не отличаются от требований к столам точных станков.
Фирма продолжала единичный выпуск станков, по крайней мере, до 2003 года, правда, на заказ и по очень высокой цене.
Белая Палтра мне нравится больше, но так как основные поставки этого станка были для военной промышленности, на этом фото Палтра более военного, зелёного цвета.
А в СССР когда-то вполне удачно скопировали Шаублин. Копия выпускалась, например, на Минском часовом заводе под именем Т-28. Фото с форума https://www.chipmaker.ru
Добротный механизм на фото — часовой станочек Gem Glorious. С большим делительным диском, зубофрезерным приспособлением и.. с оптическим прицелом!
С большим делительным диском, зубофрезерным приспособлением и.. с оптическим прицелом!
Часовой станок не точнее большого токарного, которые и сами бывают очень точными при своих больших размерах. Просто часовой станок предназначен для мелких деталей, изготовление которых требуют специальной оснастки и особых приёмов, таких как закрепление деталей в цангах, а не в патроне, применение кондукторов при сверлении инструментом малого диаметра и др.
Также, для обеспечения необходимой скорости резания при очень малом диаметре детали нужна высокая частота вращения шпинделя, зачастую недоступная большим станкам.
Часовой токарный станочек Star (Швейцария).
На фото задняя бабка придвинута к шпинделю, показано точное совпадение конусов.
Но основным фактором, влияющим на точность изготовления как таковую, являются руки мастера, работающего за станком. Часовщик достигает требуемой точности изготовления детали даже без крестового столика, работая обычным ручным резцом.
Студент Техасского Института Ювелирной Технологии за работой на часовом токарном станке.
Хорошо видно, как производится точение без крестового столика, простым ручным резцом с опорой на линейку. Фото с сайта https://www.frankpoye.com/time/
Часовщики частенько спрашивают меня, где купить токарный станок для изготовления деталей и какой он должен быть, чтобы можно было изготавливать оси для колёс, баланса, доводить цапфы на них, нарезать зубья на трибах. И можно ли на токарном станке резать зубья на колесе? Или нужен фрезерный?
Как раз сейчас наблюдаю за продажей такого станочка для часовщиков на аукционе https://www.ebay.co.uk — торги закончатся через сутки, посмотрим тогда на цену.
У этого станочка очень хорошее состояние и модель очень редкая — это цену повысит. Правда станок произведён в бывшей ГДР, то есть без звучного имени, и двигатель на 220В, в США такой в розетку не воткнуть, и описание на немецком — это цену снижает.
Но фото сами за себя говорят, вещь хорошая — такая будет дорого стоить (сейчас, за 20 часов до закрытия торгов цена 800 Евро). Обычно основные торги проходят на последней минуте, для этого есть даже специальные программы, позволяющие делать ставку автоматически, за несколько секунд до закрытия. То есть хорошие вещи достаются обычно не тем, кто за них предварительно торговался.
Станок имеет интересно выполненное фрезерное приспособление на «переламывающейся» станине.
Символическая начальная цена этого лота равнялась одному Евро, а всего за время торгов было сделано 53 ставки. Выиграл покупатель, сделавший только одну ставку, то есть до этого не торговавшийся, но победившая ставка сделана лишь за семь секунд до закрытия лота. В итоге станок продан по окончании торгов за 1600 Евро.
При этом за последнюю минуту торгов было сделано шесть ставок от покупателей, имеющих специальные программы для торгов, и настроивших эти программы на участие в аукционе в последнюю минуту. Именно между ними и проходил реальный торг. А все десять дней до этого был такой своеобразный цирк.
Именно между ними и проходил реальный торг. А все десять дней до этого был такой своеобразный цирк.
На фото этот станочек в чисто токарном варианте, без фрезерной приставки.
О покупке подобных станков и приспособлений можно поспрашивать и на часовых форумах. Дополнительно к этому, попадается очень редко что-то на www.molotok.ru, и на рынках в Москве иногда старые часовые станочки встречаются. И у антикваров можно что-то поискать.
Часовые заводы в СССР выпускали для внутреннего пользования часовые станки, в основном, копируя иностранные. В частном владении их было очевидно, очень мало, потому встретить сейчас их трудно, но вблизи от часовых заводов (в тех же городах, например Минск, Харьков, Челябинск) иногда встречаются станочки. Правда редко и бессистемно — то есть что-то можно купить, только если очень повезёт.
Ещё одно из предложений. Как видим, фрезерное приспособление уже в комплекте.
Но у этого станочка есть существенный недостаток: он для левши. И со слов владельца поменять руку простой перестановкой частей и разворотом узлов нельзя.
Конечно, Lorch — известный производитель часовых станочков с добрым именем. Но если станок нельзя перевернуть в состояние «под правую руку», то работать на нём сможет только левша. И для него такой станочек — настоящая находка.
В одном из моих станочков был самодельный винт подачи с резьбой в другую сторону — мне показалось, что так совсем невозможно работать.
На фото — очень интересный часовой станочек. Сомневаюсь, что его можно назвать токарным. Это скорее целый «обрабатывающий центр». Родом станок вроде бы с Украины, но уже переехал в Голландию.
Ремень (часового станка)
Передача вращения от двигателя к шпинделю часового станка обычно выполняется эластичным ремнём круглого сечения.
В токарной обработке часовых деталей, например, когда на оси диаметром 1 мм нужно обточить цапфу 0. 1 мм — круглый силиконовый ремень проблем не вызывает. И на фрезерном приводе, когда нарезается зубчик на тонкой шестерне, такой ремень справляется. А при резьбонарезной работе их конечно и не используют.
1 мм — круглый силиконовый ремень проблем не вызывает. И на фрезерном приводе, когда нарезается зубчик на тонкой шестерне, такой ремень справляется. А при резьбонарезной работе их конечно и не используют.
Для использования ремня круглого сечения шкивы имеют канавки треугольного профиля.
Если усилие чуть больше — привод выполняется плоским ремнём, например как на этом Шаублине. Также могут применяться и клиновые ремни, и даже зубчатые.
А для чисто часовой работы круглый длинный ремешок удобен, так как его можно протянуть куда угодно, по мере необходимости. Когда требуется поменять направление вращения, круглый ремень скрещивают восьмёркой. При этом ремень трётся сам об себя, да и ладно — усилия небольшие.
Глядя на этот часовой фрезерный станок, можно заметить, что круглый ремень допускает работу и на смещённых шкивах, не заботясь об их нахождении строго в одной плоскости.
Некоторые давно известные производители маленьких станков, за многие годы снискавшие признание и известность, продолжают их выпуск и сегодня. Современные часовые станки сейчас производит Cowells, Levin, Bergeon, Boley и Schaublin (из известных мне).
Современные часовые станки сейчас производит Cowells, Levin, Bergeon, Boley и Schaublin (из известных мне).
На фото: современный часовой токарный станок Cowells.
Фото из Фото галереи станков «Cowells». Ещё один из таких современных часовых станков с давней историей — американский Levin.
На фото: токарный Levin с цифровой индикацией от Sony.
Немецкая фирма Boley GmbH также не нуждается в представлении.
На фото: токарный станок Boley Leinen WW 83
То обстоятельство, что какой-то из производителей, даже с громким именем, остался не названным, вовсе ни о чём не говорит — материалы по маленьким станкам, собранные здесь, не претендуют ни на полноту, ни на какую-то объективность. Я просто систематизировал имеющуюся у меня в наличии информацию, дополнив небольшими комментариями. Но ещё много кто остался не упомянутым. Например, Webster-Whitcomb, первые буквы этих фамилий дали название и часовым цангам WW-типа, и часовым станкам WW-типа, которые имеют станину с Т-образным пазом.
Но ещё много кто остался не упомянутым. Например, Webster-Whitcomb, первые буквы этих фамилий дали название и часовым цангам WW-типа, и часовым станкам WW-типа, которые имеют станину с Т-образным пазом.
Этот T-образный паз на центральном участке прорезан насквозь (на фото показан вид снизу).
Крестовой столик крепится через паз болтом снизу. Направляющие плоскости в этом типе станины получаются в виде усечённой треугольной призмы.
Второй вариант направляющей станины — «Женевский», от швейцарских мастеров, где направляющая имеет D-образную форму круглого прутка с боковой лыской по всей длине.
Так выглядят WW-цанги для часового станочка, уложенные в красивой подставке-магазине.
Швейцарский токарный станок — Бывший в употреблении швейцарский токарный станок на продажу
Чем швейцарская обработка с ЧПУ отличается от токарной обработки с ЧПУ?
Швейцарские токарные станки с ЧПУ отличаются от традиционных токарных станков и токарных центров из-за того, что инструмент соответствует заготовке. В токарном центре с ЧПУ инструменты располагаются на круглой револьверной головке с инструментальными пазами. Пруток подается через устройство подачи прутка, а револьверная головка запрограммирована на вращение и шарнирное движение по осям X, Y и Z для встречи с прутком для резки материала. Некоторые токарные станки с ЧПУ имеют более одного шпинделя.
В токарном центре с ЧПУ инструменты располагаются на круглой револьверной головке с инструментальными пазами. Пруток подается через устройство подачи прутка, а револьверная головка запрограммирована на вращение и шарнирное движение по осям X, Y и Z для встречи с прутком для резки материала. Некоторые токарные станки с ЧПУ имеют более одного шпинделя.
В токарном центре с ЧПУ с двумя шпинделями деталь подается с исходного шпинделя на вторичный шпиндель, где может быть выполнена дополнительная обработка другой стороны детали. Револьверные головки токарных станков с ЧПУ с двумя шпинделями имеют пазы для инструментов с обеих сторон револьверной головки и могут изготавливать более сложные детали, чем одношпиндельные. Размеры прутков, которые можно подавать в токарный центр с ЧПУ, могут быть намного больше, чем на швейцарских токарных станках с ЧПУ. Механизмы подачи прутка на токарных станках с ЧПУ подают прут, но не сочленяют его с инструментом. Инструмент (на револьверной головке) запрограммирован на перемещение к стержню.
Швейцарские токарные станки изготавливают мелкие детали из пруткового проката
Швейцарские токарные станки с ЧПУ обычно изготавливают детали с наружным диаметром менее 2. Они работают путем перемещения фиксированного приспособления к прутку. Эти инструменты режут очень близко к шпинделю, что позволяет очень быстро менять инструмент. Основное различие между CNC Swiss и токарными станками с ЧПУ заключается в том, как устройство подачи прутка и шпиндель работают вместе для производства деталей. Шпиндель швейцарского токарного станка с ЧПУ управляет движением прутка относительно стационарного инструмента на инструментальном приспособлении.
Вместо инструмента движется брус. Вся резка производится прямо рядом с цангой. Это отличается от токарного станка с ЧПУ, где резка происходит по мере движения инструмента к прутку.
Швейцарские токарные станки с ЧПУ отлично подходят для обработки длинных деталей
Если вы изготавливаете цилиндрическую деталь с наружным диаметром 6 и некоторыми элементами, такими как резьба и пазы, ее можно изготовить либо на токарном центре с ЧПУ, либо на швейцарском токарном станке. Однако на токарном станке с ЧПУ инструмент будет перемещаться по длине детали, что может вызвать некоторый уклон при резании ближе к концу детали. Но на швейцарском токарном станке с ЧПУ рез всегда будет происходить рядом с цангой, поэтому деталь останется круглой и будет находиться в пределах того же диапазона допусков на передней части детали, что и на конце детали. Это делает швейцарские токарные станки идеальными для любых деталей, которые должны быть точными (возможно +/-.001) и длинными по сравнению с внешним диаметром.
Однако на токарном станке с ЧПУ инструмент будет перемещаться по длине детали, что может вызвать некоторый уклон при резании ближе к концу детали. Но на швейцарском токарном станке с ЧПУ рез всегда будет происходить рядом с цангой, поэтому деталь останется круглой и будет находиться в пределах того же диапазона допусков на передней части детали, что и на конце детали. Это делает швейцарские токарные станки идеальными для любых деталей, которые должны быть точными (возможно +/-.001) и длинными по сравнению с внешним диаметром.
Швейцарские токарные станки с ЧПУ отлично подходят для серийного производства
Швейцарские токарные станки отлично подходят для высокопроизводительной работы. В сочетании с устройством подачи прутка они предназначены для работы без света и производства деталей без присмотра. При правильном программировании и участии оператора они могут производить точные детали в соответствии со спецификацией с высоким уровнем повторяемости, часто с временем цикла менее минуты. Многие швейцарцы имеют вспомогательный шпиндель, который позволяет выполнять работу с приводным инструментом на задней стороне одной детали одновременно с размером передней части другой детали, по сути, сокращая время цикла вдвое.
Многие швейцарцы имеют вспомогательный шпиндель, который позволяет выполнять работу с приводным инструментом на задней стороне одной детали одновременно с размером передней части другой детали, по сути, сокращая время цикла вдвое.
Бывшие в употреблении токарные станки швейцарского типа на продажу
Пожалуйста, ознакомьтесь с регулярно обновляемым списком бывших в употреблении токарных станков швейцарского типа ниже. Ассортимент включает в себя различные марки, размеры и мощности. Ниже представлен наш актуальный выбор бывших в употреблении токарных станков швейцарского типа. Наши бренды включают, но не ограничиваются: Hurco, Doosan, Okuma, Mazak и многие другие. Если вы не нашли токарные станки швейцарского типа, которые вы ищете, свяжитесь с нами!
Revelation Machinery всегда поможет вам найти то, что вам нужно! Если у вас есть какие-либо вопросы о токарных станках швейцарского типа или вам нужно найти конкретную марку/тип, пожалуйста, свяжитесь с нами! Если вам нужно продать бывшие в употреблении токарные станки швейцарского типа, сделайте это здесь.
Найдены результаты
2000
Citizen
M-20
Устройство подачи прутка; СОЖ высокого давления; Приводной инструмент; Масло / СОЖ; Вспомогательный шпиндель
Токарные станки швейцарского типа
2011
Звезда
ECAS-20T
Устройство подачи прутка, конвейер для стружки, приводной инструмент, вспомогательный шпиндель, привод
Токарные станки швейцарского типа
2003
Звезда
ECAS-20
СОЖ под высоким давлением; Приводной инструмент; Масло / СОЖ; контршпиндель
Токарные станки швейцарского типа
1951
ACME Gridley
1-RA-6
Конвейер стружки; СОЖ; В установке; Под напряжением
Токарные станки Swiss-Type
2007
Star
SR-32J
Устройство подачи прутка, конвейер для стружки, СОЖ, СОЖ под высоким давлением, Приводной инструмент, Вспомогательный шпиндель, Инструмент в комплекте
Токарные станки швейцарского типа
2007
Звезда
SV-32
Устройство подачи прутка, конвейер для стружки, охлаждающая жидкость, приводной инструмент, вспомогательный шпиндель, инструмент в комплекте
Токарные станки швейцарского типа
2019
Hanwha
XE35J
Устройство подачи прутка, Конвейер для стружки, Система пожаротушения, СОЖ под высоким давлением, На предприятии
Токарные станки швейцарского типа
2020
Hanwha
XD32 II
Устройство подачи прутка, Конвейер для стружки, Система пожаротушения, На заводе, Приводной инструмент, Масло / СОЖ, Вспомогательный шпиндель, Инструмент в комплекте, Под напряжением
Токарные станки швейцарского типа
2014
Hanwha
XD32H
Устройство подачи прутка, Конвейер для стружки, Система пожаротушения, СОЖ под высоким давлением, На предприятии
Токарные станки швейцарского типа
2003
Citizen
M20
Устройство подачи прутка; СОЖ под высоким давлением; Приводной инструмент; Вспомогательный шпиндель
Токарные станки швейцарского типа
Токарные станки с ЧПУ помогают снимать металлы с заготовки, чтобы изготовить нужную деталь для производства. Эти станки используются для выполнения различных операций, таких как торцовка, расточка, резка, накатка, развертывание, зенкерование, снятие фаски, отрезка, нарезание канавок, формовка, токарная обработка конуса, нарезание резьбы, подрезка, эксцентриковая токарная обработка, сверление и токарная обработка. Они используются для прядения металла, обработки металла, токарной обработки дерева и обработки стекла, и это лишь некоторые из них.
Эти станки используются для выполнения различных операций, таких как торцовка, расточка, резка, накатка, развертывание, зенкерование, снятие фаски, отрезка, нарезание канавок, формовка, токарная обработка конуса, нарезание резьбы, подрезка, эксцентриковая токарная обработка, сверление и токарная обработка. Они используются для прядения металла, обработки металла, токарной обработки дерева и обработки стекла, и это лишь некоторые из них.
Токарные станки состоят из передней бабки, шпинделя, патрона, инструментальной стойки, задней бабки, маховика, станины, ходового винта, поддона для стружки, каретки, фартука, седла, поперечных салазок, направляющих, подающего стержня и ноги. Передняя бабка удерживает зубчатую передачу, патрон, рычаги управления скоростью передачи, регуляторы подачи и главный шпиндель. Токарный станок будет вращать материал в шпинделе, в то время как режущий инструмент будет резать заготовку. Некоторыми преимуществами использования токарного станка являются точность и возможность выполнять повторяемые производственные задания.
Швейцарские токарные станки имеют удерживающий механизм, утопленный за направляющей втулкой. Направляющая втулка обеспечивает дополнительную поддержку заготовки во время ее поворота. Швейцарский токарный станок позволяет обтачивать детали небольших размеров и детали с большим отношением длины к диаметру. Другими названиями швейцарских токарных станков являются швейцарские винтовые станки, швейцарские токарные центры или швейцарские токарные автоматы. То, как они сконфигурированы, дает им преимущество перед обычными токарными станками из-за того, что удерживающий механизм, который удерживает прутковый материал, не подвергается воздействию инструментов и станины.
Что делает направляющая втулка? Направляющая втулка поддерживает заготовку, сохраняя точность, необходимую при обработке. На обычных токарных станках, если сила резания слишком велика, это приведет к снижению точности резания. На швейцарских токарных станках направляющая втулка работает так, что отклонение под действием силы максимально близко к нулю.
Всего комментариев: 0