Система охлаждения для станков: Виды охлаждения станков, способы охлаждения станков, виды охлаждения воды, способы охлаждения воды
Содержание
Охлаждение шпинделя станка ЧПУ: система
Подбирая оборудование под определенную задачу, владелец мастерской или цеха в первую очередь обращает внимание на мощность и скорость вращения шпинделя фрезерного станка ЧПУ , тип двигателя и параметры, определяющие размер и конфигурацию изготавливаемой детали. При этом мало кто задумывается, что избыточное потребление электроэнергии – не всегда гарантия высоких возможностей оборудования, если оно будет перегреваться из-за неправильно подобранной системы охлаждения.
Что такое шпиндель?
Шпиндель станка с числовым программным управлением – это вал асинхронного двигателя переменного тока, предназначенный для перемещения относительно обрабатываемой поверхности в соответствии с задаваемым программой маршрутом режущего инструмента, закрепленного на нем посредством цангового патрона, и передачи ему крутящего момента.
Двигатель, его вал, установленный в радиально-упорных подшипниках, которые компенсируют нагрузку, и система охлаждения объединены неразборным корпусом. Чтобы преодолеть межмолекулярное притяжение, отделить частицы материала и в результате получить гладкую обработанную поверхность заготовки, требуется немало энергии, особенно при обработке металлов, стекла или камня.
Чтобы преодолеть межмолекулярное притяжение, отделить частицы материала и в результате получить гладкую обработанную поверхность заготовки, требуется немало энергии, особенно при обработке металлов, стекла или камня.
Подшипники вала, шпиндель и обмотка асинхронного двигателя в процессе выполнения работы разогреваются. 50 °C – это тот порог нормального нагрева оборудования, перешагнув который необходимо дать станку возможность остыть, отключив его, или увеличить интенсивность теплообмена для снижения температуры.
Система охлаждения станка ЧПУ
Охлаждение шпинделя необходимо для отведения излишков образующегося при работе тепла от нагревающихся частей оборудования. Станки, теплообмен шпинделя которых увеличен за счет вентилирования или циркуляции жидкости, реже выходят из строя и могут бесперебойно работать продолжительное время.
Несмотря на то что воздушное охлаждение устанавливается чаще на маломощном оборудовании, нельзя сказать, что оно хуже водяного. Каждая система имеет свои особенности, которые можно считать как достоинствами, так и недостатками в зависимости от способа использования станка.
Например, размер координатных столов деревообрабатывающих фрезеров потребовал бы при монтаже водяного охлаждения подсоединения достаточно длинных шлангов для подачи хладагента, в результате которого работать со станком стало бы менее удобно.
Виды систем охлаждения шпинделя: плюсы и минусы
Воздушная
Охлаждение оборудования невысокой мощности достаточно просто обеспечить принудительной подачей воздуха, нагнетаемого крыльчаткой, установленной на шпиндель, через каналы внутри корпуса из легкосплавных материалов прямоугольного сечения. В систему также может при помощи компрессора подаваться сжатый воздух.
Достоинствами такого способа снижения температуры являются надежность, простота использования и невысокая стоимость. В качестве недостатков можно назвать незначительную эффективность, громоздкость шпинделя, шумность, раздувание стружки и опилок, если на станок не установлена система аспирации.
Водяная
В мощных станках, при продолжительной работе которых требуется более интенсивный теплоотвод, в качестве охладителя применяется жидкость, обладающая большей теплоемкостью, чем воздух. Вода, тосол или их смесь под действием давления, создаваемого насосом, перемещается по шлангам из специального резервуара и подается через штуцеры в «рубашку» шпинделя, представляющую собой полости внутри его корпуса, а затем через теплообменник возвращается.
Вода, тосол или их смесь под действием давления, создаваемого насосом, перемещается по шлангам из специального резервуара и подается через штуцеры в «рубашку» шпинделя, представляющую собой полости внутри его корпуса, а затем через теплообменник возвращается.
Совет! Обычно в качестве хладагента используется дистиллированная вода. Чтобы избежать коррозии металлических элементов шпинделя и образования внутри системы бактериальной слизи, препятствующей полноценному теплообмену, в нее добавляют тосол.
Бесшумное водяное охлаждение хорошо себя зарекомендовало в помещениях с загрязненным, горячим и влажным воздухом. Оно успешно применяется при работе на любых оборотах. Недостатками системы можно считать необходимость крепления дополнительного оборудования, возможность возникновения коррозии деталей шпинделя.
Рекомендации по выбору типа охлаждения
Подбирая вариант охлаждения шпинделя под нужды бизнеса, нужно учитывать особенности эксплуатации станка и обработки тех материалов, которые будут применяться в производстве:
- В машиностроительной и металлообрабатывающей отраслях и при работе с драгоценными камнями обычно используются мощные станки с водяным охлаждением, работающие на высоких скоростях.

- Для изготовления изделий из дерева, пластика и композитных материалов лучше и дешевле приобрести оборудование невысокой мощности с воздушным охлаждением или вообще без охлаждения.
- Мощные металлообрабатывающие станки с ЧПУ бывают оснащены также подачей охлаждающей жидкости в область рабочего контакта и раструбом для крепления промышленной системы аспирации.
- Для работы со стеклом, поликарбонатом и оргстеклом станок ЧПУ должен быть оборудован не только водяным охлаждением, но и подачей охлаждающей жидкости к месту контакта фрезы с заготовкой.
- Постоянная циркуляция воды в зоне контакта режущего инструмента с материалом в сочетании с качественной системой водяного охлаждения необходима и оборудованию, которое планируется использовать для гравировки по камню.
Выбирая станок с ЧПУ для своей мастерской, нужно тщательно проанализировать те из его возможностей, которые важны в вашем конкретном случае. Если, например, вы планируете выполнять раскрой материалов невысокой твердости на низких оборотах, покупка маломощного станка с охлаждением вентилированием станет ошибкой.
При снижении скорости вращения фрезы уменьшится и скорость вращения крыльчатки, шпиндель начнет перегреваться. Чтобы избежать поломок и простоев, для такой работы лучше выбрать более мощный агрегат, теплообмен которого с окружающей средой будет усиливаться за счет обдува сжатым воздухом или водяного охлаждения.
- 16 ноября 2020
- 3460
Получите консультацию специалиста
Системы охлаждения станка — Металлорежущие станки
Системы охлаждения станка
Категория:
Металлорежущие станки
Системы охлаждения станка
Подача в зону резания охлаждающей жидкости обеспечивает повышение стойкости режущего инструмента и качества обрабатываемой поверхности. В качестве охлаждающей жидкости используется 5% раствор соды в воде, эмульсии и осерненные масла.
Агрегаты системы охлаждения. В состав системы охлаждения входит резервуар-отстойник для охлаждающей жидкости, насос, фильтр, приемник для сбора охлаждающей жидкости и трубопроводы для подачи охлаждающей жидкости в зону резания и отвода отработанной жидкости в резервуар.
В состав системы охлаждения входит резервуар-отстойник для охлаждающей жидкости, насос, фильтр, приемник для сбора охлаждающей жидкости и трубопроводы для подачи охлаждающей жидкости в зону резания и отвода отработанной жидкости в резервуар.
Отстойник-резервуар располагается либо в одном из отсеков станины, основания, либо выполняется в виде отдельной емкости в форме сварного бака, аналогичного по своей конструкции описанным выше бакам гидравлических систем.
Для подачи содового раствора и эмульсии применяются обычно центробежные, а для подачи осерненных масел — шестеренные насосы. Центробежные насосы выпускаются в одном блоке с приводным электродвигателем.
Для фильтрации охлаждающей жидкости устанавливаются сетчатые фильтры на всасывающем трубопроводе. В прецизионных станках применяются также магнитные сепараторы для очистки охлаждающей жидкости от металлических частиц.
К зоне резания охлаждающая жидкость подается ,по обычной системе трубопроводов. Ответвление трубопровода, по которому жидкость непосредственно поступает в зону резания, должно быть гибким, с тем чтобы наконечник, по которому подается охлаждающая жидкость, мог бы подавать жидкость в зону контакта режущего инструмента с обрабатываемой деталью. Для этого используются трубопроводы с шарнирными соединениями или гибкие шланги. Наконечники выполняются со скошенным срезом или сплющенными.
Для этого используются трубопроводы с шарнирными соединениями или гибкие шланги. Наконечники выполняются со скошенным срезом или сплющенными.
Форма приемников для сбора отработанной охлаждающей жидкости зависит от общей конструкции станка. Например, станки токарной группы снабжаются корытом, расположенным между тумбами и станиной. В приемник охлаждающая жидкость поступает через сверленную решетку, задерживающую стружку. У фрезерных станков охлаждающая жидкость попадает в желоб, окантовывающий продольный стол, откуда она попадает в желоб поперечных салазок и далее в приемник консоли, который связан телескопической трубой с основанием, полость которого является резервуаром-отстойником для охлаждающей жидкости.
Для предупреждения разбрызгивания охлаждающей жидкости на станке устанавливаются защитные щитки или откидные кожухи. Подобные щитки кожуха защищают также рабочего от отлетающей стружки.
В настоящее время начинает находить применение способ подачи охлаждающей жидкости в распыленном виде, чем обеспечивается более эффективное охлаждение. В ряде случаев применяется также охлаждение жидкой углекислотой.
В ряде случаев применяется также охлаждение жидкой углекислотой.
Конструкция резервуара-отстойника должна обеспечивать удобство его очистки.
Реклама:
Читать далее:
Устройства для удаления стружки
Статьи по теме:
- Устройства для удаления стружки
- Смазочные устройства станков
- Транспортирующие и загрузочные устройства автоматических линий
- Автоматические загрузочные устройства для подачи штучных заготовок
- Транспортирующие механизмы для подачи непрерывной заготовки
Чиллеры для станков
| Деталь № | Описание | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 360437 | АДАПТЕР ПЛАСТИНЫ НАСОСА GRUND TO WALRUS | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 430292 | КОМПЛЕКТ ДЛЯ ЗАМЕНЫ БОЛЬШОГО СИНЕГО УПЛОТНИТЕЛЬНОГО КОЛЬЦА | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 608290 | ВЕНТИЛЯТОР ВХОДНОГО/ВЫХОДНОГО ВЕНТИЛЯТОРА В СБОРЕ 16″-5/8 3PH | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 608294 | ВЕНТИЛЯТОР ВХОД. /ВЫХ. ВЕНТИЛЯТОР В СБОРЕ 18″-5/8 3PH /ВЫХ. ВЕНТИЛЯТОР В СБОРЕ 18″-5/8 3PH | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 608297 | НАРУЖНЫЙ ВЕНТИЛЯТОР В СБОРЕ 18″-5/8 1PH | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 608586 | ВЕНТИЛЯТОР В СБОРЕ 18″-5/8 1PH НАРУЖНЫЙ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 609918 | НАРУЖНЫЙ ВЕНТИЛЯТОР В СБОРЕ 16″-5/8 1PH | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 612087 | НАСОС TPHK8T6-5S ДЛЯ ЗАМЕНЫ CRKI8 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1702001 | НАСОС C1521761D3X 1 л.с. (P122-SUS) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4300070 | ФИЛЬТР 17-3/4 X 57 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4300110 | ФИЛЬТР 18-3/4 X 42 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4300123 | ФИЛЬТР 21-3/4 X 57 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4300130 | ФИЛЬТР 22-3/4 X 44-3/4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4300134 | ФИЛЬТР 61,5 X 16,5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4300142 | ФИЛЬТР 28-7/8 X 57 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4300157 | ФИЛЬТР 23-3/4 X 47-3/4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4300200 | ФИЛЬТР 22-1/2 X 41-1/4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1751752 | P122-S 1ST1E2C4SE НАСОС 1 л. с. WO с. WO | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1751753 | P124-S 1ST1G2A4SE НАСОС 2 л.с. WO | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5000570 | НАСОС CM10-2 A-S-I-E-AQQE E-A-A-N | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 29 | РЕФРАКТОРОМЕТР RHA-100ATC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 29 | ПРОПИГЛИКОЛЬ 30% БОЧКА 55 ГЛ P-300 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 29 | ЭТИЛЕНГЛИКОЛЬ 5 ГАЛЛОН/ВЕДРО 100% | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 29 | ЭТИЛЕНГЛИКОЛЬ 30% СМЕСЬ – 5 ГАЛЛОН | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 29 | ЭТИЛЕНГЛИКОЛЬ – 55 ГАЛЛ. БОЧКА 100% | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
29| | ЭТИЛЕНГЛИКОЛЬ БОЧКА 55 ГАЛЛОНОВ 50% | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 29 | ЭТИЛЕНГЛИКОЛЬ БОЧКА 55 ГАЛЛОНОВ 30% | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 29 | ЭТИЛЕНГЛИКОЛЬ БОЧКА 55 ГАЛЛОН 45% | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
29| ЭТИЛЕНГЛИКОЛЬ ВЕДРО 5 ГАЛЛОНОВ 50% | 29 | ПРОПИЛЕНГЛИКОЛЬ 30% БОЧКА 55 ГАЛЛОН | 29 |
ПРОПИЛЕНГЛИКОЛЬ 5 ГАЛЛОН/ВЕДРО 30% | 29 | | ПРОПИЛЕНГЛИКОЛЬ 50% БОЧКА 55 ГЛ | 29 |
ПРОПИЛЕНГЛИКОЛЬ 50% ВЕДРО 5 ГЛ | 3899405 | 611444-01 (E149) ЛОПАСТИ ВЕНТИЛЯТОРА 24 16ГРАД | 4500028 | 610347-01 ЛОПАСТИ ВЕНТИЛЯТОРА 24 33 ГРАД 5/8 | 4500035 | 61142601 ЛОПАСТИ ВЕНТИЛЯТОРА 18 5/8 ШПОНКА | 4500036 | 61146601 ЛОПАСТИ ВЕНТИЛЯТОРА 16 5/8 ШПОНКА | 4001310 | K1324 МОТОР 56C 1/2HP 3PH TEFC | 4051301 | ДВИГАТЕЛЬ #W#48T17T144* 1/2 л. |  с., 3 фазы, 5/8 с., 3 фазы, 5/8 4051311 | 048A170F1H ДВИГАТЕЛЬ 1/2 л.с. 1PH5/8 КЛЮЧ | 4051320 | МОТОР 056T11T5542 56YZ 1-1/2HP 3PH | 4070113 | ДВИГАТЕЛЬ 48Y РАМА 1/3 л.с. 1 PH | 43 | ФИЛЬТР-МЕШОК 4X14 ПОЛПРОПИЛЕН 50MIC | 4504182 | ВЕНТУРИ 18″ ОЦИНКОВАННЫЙ ЧЕРТЕЖ #201678 | 4330900 | D3350-0043P ФИЛЬТР 1/2″NPT 80 MESH | 4330501 | 151122 КОЛЬЦО БУНА ДЛЯ BIG BLUE | 4331001 | R50-BBS ФИЛЬТР КАРТРИДЖ 50 МИКРОН | 4331005 | КЛЮЧ SW-3 150296 PENTAIR | 4331007 | WPX100BB97P ФИЛЬТР-КАРТРИДЖ 100M** | 1731538 | 101B125F11BD ЛОПАСТНОЙ НАСОС 2 ГАЛОН/МИН | 1732507 | 104E240F11BC ЛОПАСТНОЙ НАСОС (P132-B) 4GP | 1732509 | 104E240F11XX ЛОПАСТНОЙ НАСОС 4GPM НЕТ RELF | 1732511 | МУФТА 3045 5/8 PROCON | 1732512 | 1048-1C АДАПТЕР 56C РАМА PROCON | 1732602 | 104B240F11BC ЛОПАСТНОЙ НАСОС 240 GPH | 40 | | 114067 ДВИГАТЕЛЬ 1 л. |  с. (E143-B) с. (E143-B) 40 |
110353 ДВИГАТЕЛЬ 1/2 л.с. (E145-3) | 4507018 | ЗАЩИТА ВЕНТИЛЯТОРА 18″ ДИАМ. 1,5″ ВЫСОТА | 4507019 | ЗАЩИТА ВЕНТИЛЯТОРА ДИАМ. 18″ ВЫСОТА 4,5″ | 43 | ФИЛЬТР-МЕШОК ПЭ-100-П-4-С | 1679000 | 3400K111 НАСОС 232 5 л.с. 6,3 дюйма IMP | 1399025 | 810S037B01 ДВИГАТЕЛЬ ВЕНТИЛЯТОРА | 1785001 | НАСОС TPHK2T7-7S ВЕРТИКАЛЬНЫЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1785003 | НАСОС TPHK4T5-5S ВЕРТИКАЛЬНЫЙ НЕРЖАВЕЮЩИЙ | 1785004 | НАСОС TPHK4T7-7S ВЕРТИКАЛЬНЫЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1785007 | НАСОС TPHK8T6-5S ВЕРТИКАЛЬНЫЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1785010 | НАСОС CDLKF4-80/8 ВЕРТИКАЛЬНЫЙ НЕРЖАВЕЮЩИЙ | 4331230 | OR-5 УПЛОТНИТЕЛЬНОЕ КОЛЬЦО WATTS BIG BLUE 10/20 | 1751526 | 1MS1E4D4 НАСОС 1 HP TEFC НЕРЖАВЕЮЩАЯ | 1751527 | 1MS1E5D4 НАСОС 1 HP TEFC НЕРЖАВЕЮЩАЯ 3 | 1751528 | 1MS1G5B4 НАСОС 2HP TEFC НЕРЖАВЕЮЩАЯ 3 | 1751570 | 2HM1G5E3KK НАСОС 2 HP TEFC SS | 4800119 | 18″ FN045-4DH. |  2F.V7P2 С НАСТЕННОЙ ПЛАСТИНОЙ 2F.V7P2 С НАСТЕННОЙ ПЛАСТИНОЙ 4800138 | 20″ FN050-4DK.4I.V7P1 156754 | 1732603 | 1113 ЗАЖИМ V-ОБРАЗНЫЙ | 1751590 | 1ST1G5A4 НАСОС 2 HP TEFC НЕРЖАВЕЮЩАЯ | 1751754 | P126-S 2ST1h3A4SE НАСОС 3 л.с. WO | 1751755 | НАСОС 3ST1J2G4SE 5 л.с. WO (P128-S) | 1760213 | LB0512TE НАСОС 1/2 л.с. 115-230/1/50-60 | 1769019 | КОМПЛЕКТ УПЛОТНЕНИЙ 10K55 (ПОДХОДИТ ДЛЯ 1MS / 1ST)VITN | 1781028 | НАСОС CRKI4-50 ВЕРТИКАЛЬНЫЙ SS NEMA | 1785000 | НАСОС TPHK2T5-5S ВЕРТИКАЛЬНЫЙ НЕРЖАВЕЮЩИЙ | 29 | ПРОПИГЛИКОЛЬ 50% БОЧКА 55 ГЛ P-323 | 29 | | P-323 ГЛИКОЛЬ 5 ГАЛЛОН/ВЕДРО 100% | 29 |
ПРОПИГЛИКОЛЬ 100% БОЧКА 55 ГЛ P-323 | 29 | | ПРОПИЛЕНГЛИКОЛЬ 100% БОЧКА | 29 | ПРОПИЛЕНГЛИКОЛЬ 5 GL 100% | 29 |
| ЭТИЛЕНГЛИКОЛЬ 5 ГАЛЛОН/ВЕДРО 45% |
| 40 | 115726 ДВИГАТЕЛЬ 1/2 л. с. (E145) ШПОНКА 5/8 с. (E145) ШПОНКА 5/8 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4300120 | ФИЛЬТР 18-3/4 X 44-3/4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4300170 | ФИЛЬТР 30 Х 30 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4330001 | 150238 ФИЛЬТР 1 БОЛЬШОЙ СИНИЙ # 10 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4330006 | 150236 ФИЛЬТР 1-1/2 БОЛЬШОЙ СИНИЙ # 20 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4331012 | R50 ФИЛЬТР-КАРТРИДЖ 50 МИКРОН | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4331013 | СОЕДИНЕНИЕ КАРТРИДЖА ДЛЯ ФИЛЬТРА #20 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4331210 | ФИЛЬТР-ТЕЛЕЖКА PCF1-20MB. 155274-43 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4395004 | ФИЛЬТР 100 МИКРОН #4 МЕШОК | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4500038 | 610542-01 (E148) ЛОПАСТИ ВЕНТИЛЯТОРА 18 5/8 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4800131 | ВЕНТИЛЯТОР 18″ FB045-4DK.4F.V4P 135610 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4800131 | ВЕНТИЛЯТОР 18″ FB045-4DK. 4F.V4P 135610 4F.V4P 135610 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5000009 | УПЛОТНИТЕЛЬНОЕ КОЛЬЦО, ВД 1,174 X ШИРИНА 0,103 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5001343 | Прямая поставка: ведро с гликолем, 5 галлонов | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 600102-С | НАСОС PROCON 2GPM 1PH RELIEF***SRV | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 600110-С | НАСОС PROCON 240GPH 1PH RELIEF***SRV | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 612542-С | НАСОС PROCON 4GPM 3PH RELIEF***SRV |
Система охлаждения инструмента
Дополнительная информация
Описание
Список артикулов продукта
Система охлаждения инструмента
Все металлические детали, корпус из нержавеющей стали, низкий уровень шума – до 70 дБА, испытания показывают, что Frigid-X® всегда тише конкурентов!
Система охлаждения инструмента Frigid-X® для сухой обработки – заменяет загрязняющие окружающую среду и часто токсичные системы тумана для улучшения операций сухой обработки.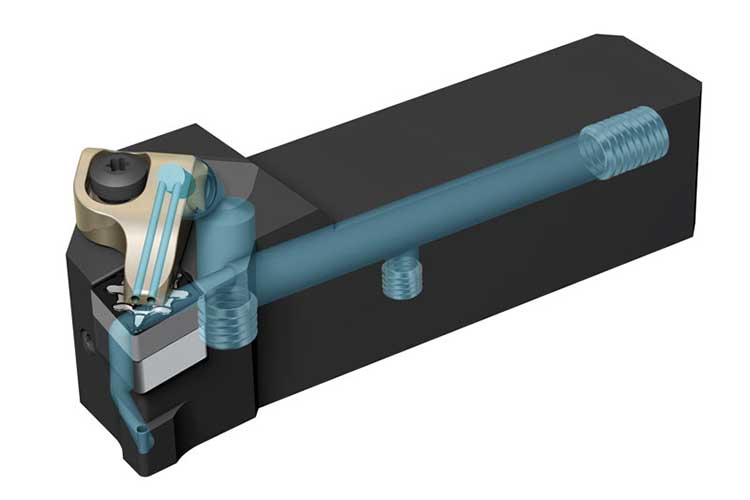 Без беспорядка, без остатка и низкой стоимости.
Без беспорядка, без остатка и низкой стоимости.
Система охлаждения инструмента
- Эффективная
- Может улучшить операции сухой обработки
- Помощь в точечном охлаждении для различных промышленных процессов обработки
- Увеличивает скорость сопоставления
- продлевает срок службы инструмента
Производит холодный воздух примерно на 50º F (28º C) ниже температуры приточного воздуха. Устройство заглушено для бесшумной работы. Отсутствие движущихся частей обеспечивает длительную работу без технического обслуживания, а также продлевает срок службы инструмента и повышает производительность.
Система охлаждения инструмента часто может заменить дорогостоящие аэрозольные охлаждающие жидкости и улучшить качество и производительность всех типов операций сухой обработки, от металлов до пластмасс. Устройство имеет низкую стоимость, не требует электричества, не имеет движущихся частей и практически не требует технического обслуживания.
| Модель 57015FS | Модель 57015FD |
| Включает: Охладитель инструмента, комплект одноточечных шлангов, 3/8″ (10 мм) конусное сопло, 1 1/4″ (32 мм) веерное сопло, фильтр с ручным сливом | Включает: Охладитель инструмента, комплект двухточечных шлангов, два (2) конусных сопла 1/4″ (6 мм), вентиляторное сопло 1″ (25,4 мм), фильтр с ручным сливом |
| Модель 57025FS, 57030FS, 57040FS | Модель 57025FD, 57030FD, 57040FD |
| Включает: Охладитель инструмента, комплект одноточечных шлангов, коническую насадку 3/8″ (10 мм), веерную насадку 1 1/4″ (32 мм), фильтр с автоматическим сливом | Включает: Охладитель инструмента, комплект двухточечных шлангов, два (2) конусных сопла 1/4″ (6 мм), вентиляторное сопло 1″ (25,4 мм), фильтр с автоматическим сливом |