Станок лазерной сварки металла: Лазерная сварка купить ручной аппарат по металлу для дома и производства
Содержание
Оптоволоконный лазерный станок 3 в 1 для сварки, чистки и резки металла LCW-1500/Raycus G.Weike (Китай)
Данное оборудование является новейшей интегрированной системой «три в одном», которая поддерживает лазерную сварку, лазерную очистку и лазерную резку металла в ручном режиме.
Рабочий режим можно свободно переключать в соответствии с различными сценариями применения.
Разработан на основе ручных сварочных аппаратов, обладает высокой надежностью и стабильностью. Оснащен механизмом подачи проволоки и водяным чиллером.
Применение
Используются при производстве кухонной утвари, сантехники, бытовой техники, металлической мебели, окон и дверей, автозапчастей, в рекламном производстве и во многих других сферах.
Особенности конструкции
Лазерный источник Raycus
Серия волоконно-оптических лазеров третьего поколения с одним модулем. Бренд №1 в Китае. Запатентованная конструкция для бесперебойной работы и легкого обслуживания. Устойчивый к суровым условиям окружающей среды. Синхронизированное управление лазерным источником. Прямое управление всеми функциями оптоволоконного лазера. Ресурс работы 100 000 моточасов.
Устойчивый к суровым условиям окружающей среды. Синхронизированное управление лазерным источником. Прямое управление всеми функциями оптоволоконного лазера. Ресурс работы 100 000 моточасов.
Голова Au3tech для лазерной чистки
Голова Au3tech для лазерной сварки
Голова Au3tech для лазерной резки
Система управления Au3tech
Удобный сенсорный экран, легкое и быстрое нажатие и установка параметров, функции определения неисправностей в режиме реального времени, обратная связь и сигнализация.
Существует библиотека параметров процессов, которая может обеспечить быстрое запоминание и хранение рабочих параметров.
Пульт дистанционного управления для удобной настройки параметров. Экономьте времени и усилий, простота в эксплуатации.
Устройство подачи проволоки
Система подачи проволоки отвечает за стабильную подачу проволоки во время сварки. Двухтактный механизм подачи проволоки используется для обеспечения хорошего выравнивания проволоки и стабильной скорости подачи проволоки. Если требуется предварительный нагрев, добавляется источник питания нагревающий проволоку. Применяется для аргонодуговой сварки, лазерной сварки, плазменной сварки. Имеет легкую конструкцию, положение угла подачи проволоки можно регулировать.
Двухтактный механизм подачи проволоки используется для обеспечения хорошего выравнивания проволоки и стабильной скорости подачи проволоки. Если требуется предварительный нагрев, добавляется источник питания нагревающий проволоку. Применяется для аргонодуговой сварки, лазерной сварки, плазменной сварки. Имеет легкую конструкцию, положение угла подачи проволоки можно регулировать.
Водяной чиллер
Система охлаждения с двойным фреоновым контуром, обеспечивает постоянное поддержание оптимально-рабочей температуры иттербиевого источника в заданном эксплуатационном диапазоне.
Сварка. Таблица зависимости толщины заготовки от вида материала и выходной мощности волоконного лазера
| Материал | Толщина металла, мм | 1000Вт | 1500Вт | 2000Вт | |||
| Глубина расплава, мм | Выходная мощность, % | Глубина расплава, мм | Выходная мощность, % | Глубина расплава, мм | Выходная мощность, % | ||
| Нержавеющая сталь | 0,6 | 0,2 | 16 | 0,3 | 15 | 0,3 | 10 |
| 0,8 | 0,2 | 20 | 0,3 | 20 | 0,4 | 15 | |
| 1,0 | 0,3 | 25 | 0,5 | 25 | 0,5 | 20 | |
| 1,2 | 0,3 | 30 | 0,5 | 30 | 0,6 | 25 | |
| 1,8 | 0,3 | 40 | 0,7 | 40 | 0,8 | 35 | |
| 2,5 | 0,5 | 40-45 | 0,8 | 40-45 | 1,0 | 35-45 | |
| 3,0 | 0,7 | 60 | 1,2 | 60 | 1,4 | 50 | |
| 5,0 | 1,5 | 70-80 | 2,1 | 70-80 | |||
| 6,0 | 2,5 | 80-90 | |||||
| 7,0 | 3,0 | 80-90 | |||||
| Алюминий, медь | 0,5 | 0,3 | 70-80 | 0,3 | 70-80 | 0,4 | 60-80 |
| 1,0 | 0,5 | 80-90 | 0,5 | 80-90 | 0,8 | 80-90 | |
| 1,5 | 0,6 | 85-95 | 0,6 | 80-90 | 0,8 | 80-90 | |
| 2,0 | 0,8 | 85-95 | 1,0 | 85-95 | |||
| 4,0 | 2,0 | 90-100 | |||||
Чистка.
 Параметры очистки в зависимости от мощности лазерного источника
Параметры очистки в зависимости от мощности лазерного источника
| Характеристики лазерного источника | Объект очистки | Толщина очистки | Скорость очистки | Ширина линии очистки | Количество проходов | Производит-ть |
RFL-1000 | оксидный слой | ≤25 Нм | 8 мм/с | 50 мм | 1 | 1,4 м²/ч |
| ≤50 Нм | 15 мм/с | 50 мм | 4 | 0,67 м²/ч | ||
| ≤75 Нм | 15 мм/с | 50 мм | 8 | 0,34 м²/ч | ||
| ржавчина | ≤30 Нм | 25 мм/с | 50 мм | 1 | 4,5 м²/ч | |
| ≤60 Нм | 20 мм/с | 50 мм | 1 | 3,6 м²/ч | ||
| ≤100 Нм | 10 мм/с | 50 мм | 1 | 1,8 м²/ч | ||
| масляная краска, гальваническое покрытие | ≤200 Нм | 10 мм/с | 90 мм | 5 | 0,65 м²/ч | |
| ≤400 Нм | 10 мм/с | 90 мм | 8 | 0,4 м²/ч | ||
| ≤600 Нм | 10 мм/с | 90 мм | 10 | 0,32 м²/ч | ||
RFL-2000 | оксидный слой | ≤25 Нм | 15 мм/с | 50 мм | 1 | 2,7 м²/ч |
| ≤50 Нм | 15 мм/с | 50 мм | 3 | 0,9 м²/ч | ||
| ≤75 Нм | 15 мм/с | 50 мм | 5 | 0,54 м²/ч | ||
| ржавчина | ≤30 Нм | 50 мм/с | 50 мм | 1 | 9 м²/ч | |
| ≤60 Нм | 35 мм/с | 50 мм | 1 | 6,3 м²/ч | ||
| ≤100 Нм | 20 мм/с | 40 мм | 1 | 2,88 м²/ч | ||
| масляная краска, гальваническое покрытие | ≤200 Нм | 10 мм/с | 90 мм | 3 | 1,08 м²/ч | |
| ≤400 Нм | 10 мм/с | 90 мм | 5 | 0,65 м²/ч | ||
| ≤600 Нм | 10 мм/с | 90 мм | 6 | 0,54 м²/ч | ||
| ≤800 Нм | 10 мм/с | 90 мм | 7 | 0,46 м²/ч | ||
| ≤1000 Нм | 10 мм/с | 90 мм | 8 | 0,4 м²/ч | ||
| ≤1200 Нм | 10 мм/с | 90 мм | 9 | 0,36 м²/ч |
Получаемые изделия
Сварка
Чистка
Очистка от масла
Очистка от краски
Лазерная чистка пыли
Удаление оксидного слоя
Очистка от ржавчины
Удаление ржавчины
Удаление ржавчины
Чистка винтов
Преимущества
Оптоволоконная лазерная сварка | Оптоволоконная лазерная чистка |
✓ Сварной шов гладкий и красивый. Отсутствует деформация поверхности, не требует последующего шлифования, отсутствует необходимость чистовой обработки сварного шва. | ✓ Отсутствие образований токсичных веществ во время работы. Процесс абсолютно безопасен и не производит негативное воздействие на человеческий организм. |
✓ Равномерность сварки. Достигается равномерным распределением точечной энергии лазерного сварочного аппарата. | ✓ Отсутствие шума. Особая технология лазерной очистки ограничивает появление звуковых шумов, в то время как механический способ отличается большей громкостью и причиняет весомый дискомфорт. |
✓ Высокая скорость сварки. Скорость лазерной сварки в 2-10 раз выше, чем скорость традиционной сварки. | ✓ Высокая эффективность и качественная обработка нужного изделия. Остальные способы удаления ржавчины и коррозии не дают такого хорошего результата. |
✓ Простота эксплуатации. Гибкий ручной режим работы легок в освоении, не требует специального обучения. С помощью ручного пистолета можно сваривать длинные отрезки (отсутствует ограничение длины сварки длиной рабочего поля). Возможность сваривать труднодоступные зоны и осуществлять сварку под любым углом. | ✓ Простота в эксплуатации. Установка сама определяет оптимальный рабочий режим при автоматической работе. Также есть возможность ввода информации вручную. Для этого корпус устройства укомплектован специальным пультом и дисплеем. |
✓ Универсальность. Гибкие настройки позволяют производить шовную и точечную сварку. | ✓ Режим работы. Лазерная очистка металла может проводиться в ручном режиме с пультом дистанционного управления. |
✓ Экономия в обслуживании. Отсутствие расходных материалов, низкое электропотребление, стабильность работы и длительный срок службы снизят затраты на обслуживание. | |
✓ Безопасность для зрения. Аппараты оснащены защитным кожухом. Необходимо работать в защитных очках. | |
✓ Экологичность. Надежная и экологически чистая технология без загрязнения окружающей среды. | |
✓ Компактность. Легкий вес и компактность позволяют использовать установку в любых производственных условиях. | |
| ✓ Устойчивость к коррозии и высокая термостойкость. | |
 При чистке лазером пользователь не контролирует качество процедуры, поэтому возможность допущения ошибки исключается.
При чистке лазером пользователь не контролирует качество процедуры, поэтому возможность допущения ошибки исключается.
Производитель: G.Weike
Родина бренда: Китай
| Мощность лазера | 1500 Вт |
| Лазерный источник | Raycus
|
| Длина волны | 1064 Нм |
| Срок службы | 100 000 моточасов |
| Время непрерывной работы | 24 часа |
| Глубина сварки | 0,5-3 мм |
| Ширина чистки за проход | 0-80 мм |
| Фокусная высота чистки | 600 мм |
| Длина волокна | 10 метров |
| Скорость | 0-120 мм/сек |
| Напряжение | 220В |
| Потребляемая мощность | 12 кВт |
| Система управления | ЧПУ |
| Система охлаждения | Водяной чиллер |
| Рабочая температура | 15-35 ℃ |
| Рабочая влажность | |
| Габаритные размеры | 1150х600х800 мм |
| Вес | 220 кг |
Аппарат для лазерной сварки металлов PB300CE с чпу
Следует разъяснить, что PB300CE является источником лазерного излучения и для полноценности конструкции необходима комплектация автоматизированным рабочим столом (манипулятор изделия). Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
Генератор изготавливается в строгом соответствие с европейскими стандартами.
Характеристика продукта
Аппарат для сварки металлов PB300CE относится к группе лазеров, активной средой которых является алюмоиттриевый гранат легированный неодимом, а в качестве генерации среды выступают ксеноновые лампы.
Основными элементами конструкции являются: Nd:YAG резонатор, волоконно-оптическая система передачи лазерного излучения, PFCS система управления мощностью лазера с обратной связью в режиме реального времени, источник питания лазера HPP700ACE и система охлаждения.
Керамический моноблок резонатора с несколькими лампами накачки способен генерировать излучение с выходной мощностью 300 Вт и пиковой мощностью 6 кВт.
Преимущества
- Широкий набор регулируемых технологических параметров лазера в широком диапазоне позволяет обрабатывать большое количество сталей и сплавов, различной толщины;
- Качество и стабильность излучения;
- Реализация процесса сварки, как на воздухе, так и в атмосфере инертных газов;
- Возможно выполнение таких технологических операций, как закалка различных материалов, легирование и наплавка;
- Возможность комплектации с различными манипуляторами изделия;
- Сертификат CE
Сфера применения
Из материалов следует отметить возможность работы с конструкционными сталями, алюминиевыми и медными сплавами, магниевыми и титановыми сплавами.
Технические данные
| Тип лазера | YAG | |
| Длина волны излучения | 1064 нм | |
Макс. выходная мощность выходная мощность | 300 Вт | |
| Макс. энергия в импульсе | 6 Дж/мс | |
| Ширина импульса | 0.1-50 мс | |
| Частота след. импульсов | 1-200 Гц | |
| Кол-во форм импульсов | 50 групп | |
| Кол-во волоконных выходов | ≤4 | |
| Метод разделения излучения | По времени или энергии | |
| Диаметр жилы волокна | 0.6 мм | |
| Тип обратной связи | Обр. связь по мощности | |
| Охлаждение | Водяное | |
| Потребляемая мощность | 16 кВт | |
| Электропитание | 380 В | |
| Вес | 500 кг | |
| Габариты (ДxШxВ, мм) | 1480x610x1100 |
Пришло время ручной лазерной сварки в металлообработке
Достижения в области лазерной сварки сделали ручную лазерную сварку доступной для бизнеса способами, которые раньше были невозможны. Сварщики, использующие ручные лазерные сварочные аппараты, должны соблюдать процедуры и рекомендации по технике безопасности, такие как ношение негорючей одежды, одежды с длинными рукавами и сварочной одежды. IPG Photonics
Сварщики, использующие ручные лазерные сварочные аппараты, должны соблюдать процедуры и рекомендации по технике безопасности, такие как ношение негорючей одежды, одежды с длинными рукавами и сварочной одежды. IPG Photonics
В течение многих лет производители в отрасли использовали традиционные методы сварки, такие как MIG или TIG. Но попутно эти традиционные методы создали ограничения.
Сварка TIG, например, представляет собой трудоемкий метод сварки двумя руками, для которого требуется опытный высококвалифицированный оператор. Он генерирует сильное тепло, которое деформирует тонкие материалы, затрудняет сварку меди и ограничено при сварке металлов различной толщины.
Между тем, для сварки MIG требуется расходуемая проволока, предварительная очистка материала и скошенные стыки для сварки с полным проплавлением толстых материалов. Углы перемещения и работы ограничены, а вертикальное положение может быть затруднительным.
Поскольку отрасль постоянно меняется, производители ищут новые способы оставаться конкурентоспособными. Они пришли к выводу, что для этого требуется снижение затрат, повышение эффективности и воспроизводимое качество деталей. Есть и новая задача: дать возможность новым сварщикам работать продуктивно и своевременно, не жертвуя при этом качеством. Американское общество сварщиков указывает, что к 2023 году в США будет дефицит квалифицированных сварщиков, составляющий 375 000 человек. чем сварка MIG и TIG, для повышения производительности и точности.
Они пришли к выводу, что для этого требуется снижение затрат, повышение эффективности и воспроизводимое качество деталей. Есть и новая задача: дать возможность новым сварщикам работать продуктивно и своевременно, не жертвуя при этом качеством. Американское общество сварщиков указывает, что к 2023 году в США будет дефицит квалифицированных сварщиков, составляющий 375 000 человек. чем сварка MIG и TIG, для повышения производительности и точности.
Каковы преимущества лазерной сварки?
В течение многих лет лазеры рассматривались скорее как научные инструменты, чем как промышленные инструменты, в основном из-за традиционного использования оптических элементов и зеркал, требующих тщательного выравнивания и обращения.
В 1990-х годах компания IPG Photonics впервые представила на рынке волоконные лазеры для промышленного применения. Эти лазерные источники являются полностью твердотельными. Простота волоконного лазера объясняет его эффективность, компактность, надежность и низкую стоимость, которые обеспечивают его успех в промышленных применениях.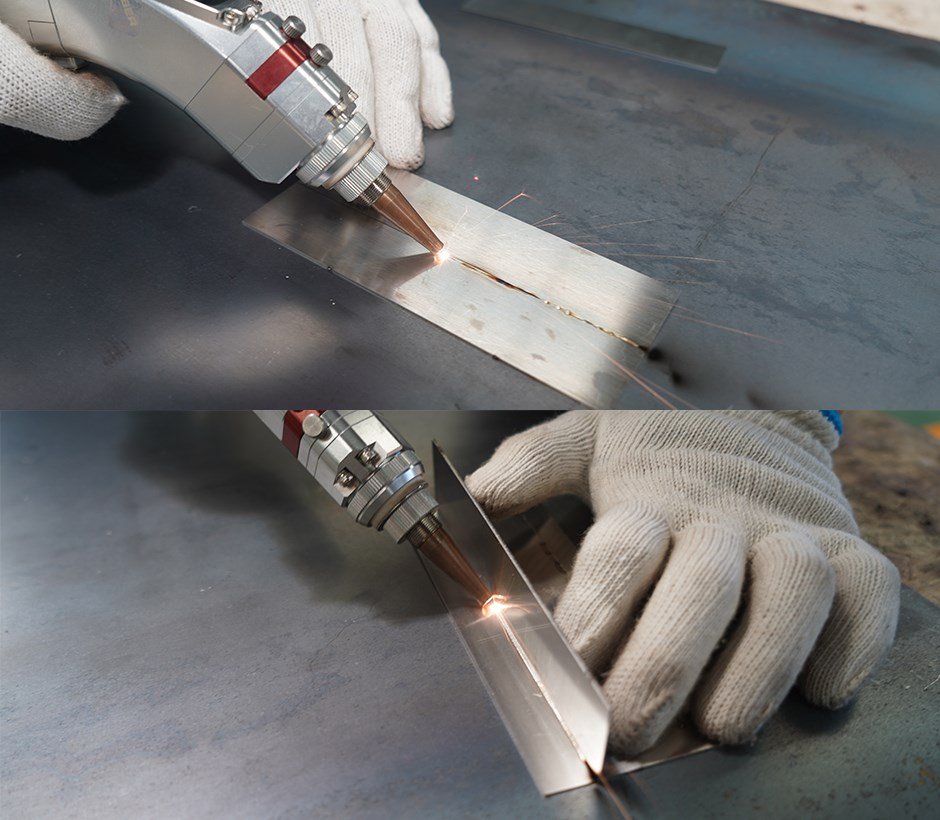 По сравнению с устаревшими лазерными системами волоконная технология обеспечивает более высокую выходную мощность и качественный луч при меньших затратах и минимальном техническом обслуживании.
По сравнению с устаревшими лазерными системами волоконная технология обеспечивает более высокую выходную мощность и качественный луч при меньших затратах и минимальном техническом обслуживании.
Совершенствование лазерной технологии сделало лазерную сварку все более популярной технологией в отраслях, где важны высокая прочность сварного шва и стабильное качество сварки. Качество и яркость света волоконного лазера точно регулируют тепловложение материала, что позволяет сваривать тонкие материалы. Лазеры не ограничиваются только сталями; они также могут сваривать алюминий и медь. Даже биметаллическая сварка является практической реальностью.
Оптоволоконная технология упрощает технологию доставки луча, открывая еще больше возможностей для усовершенствования процесса. Современная технология подачи луча, такая как сварка с колебанием, при которой луч колеблется вперед и назад, позволяет стабилизировать ванну расплава, расширить окно процесса (диапазоны параметров сварки) и свести к минимуму плохую или переменную подгонку деталей (в определенных пределах). . Во многих случаях это устраняет необходимость в последующем шлифовании, что снижает трудозатраты.
. Во многих случаях это устраняет необходимость в последующем шлифовании, что снижает трудозатраты.
Лазерная сварка также может быть автоматизирована для повышения производительности и рентабельности производства. Его высокая точность позволяет соединять мелкие детали с низким тепловложением и минимальным искажением.
Гибкость кобота в сочетании с возможностями технологии ручной лазерной сварки делает его подходящим для небольших объемов производства с большим ассортиментом продукции. ИПГ Фотоникс
В начале цена ограничивала его потенциал и была барьером для входа. В промышленных применениях лазеры были дорогими, требовали периодического ремонта и использовались только на дорогостоящих деталях, обычно интегрированных в робот или специальную лазерную рабочую станцию.
Эти ранние лазеры потребляли значительно больше энергии, чем современные волоконные лазеры, эффективность которых в настоящее время достигает 50%. Это обеспечивает экономию средств в нижней строке. Эта эффективность также может устранить необходимость в чиллерах, что сделает лазерную технологию более портативной, чем когда-либо прежде. Наконец, по сравнению с традиционной ручной сваркой MIG и TIG лазерная сварка, как правило, выполняется быстрее, повышает производительность и увеличивает прибыль.
Это обеспечивает экономию средств в нижней строке. Эта эффективность также может устранить необходимость в чиллерах, что сделает лазерную технологию более портативной, чем когда-либо прежде. Наконец, по сравнению с традиционной ручной сваркой MIG и TIG лазерная сварка, как правило, выполняется быстрее, повышает производительность и увеличивает прибыль.
Постоянно снижая стоимость лазерного источника, улучшая качество света и предлагая уникальные варианты подачи луча, производители лазеров теперь могут предлагать системы с более выгодным предложением, что делает их более доступными и больше не зарезервированными для приложений премиум-класса.
Как работает ручная лазерная сварка?
Экономичные лазерные источники в сочетании с гибкостью доставки волоконного лазера обеспечивают беспрецедентный доступ к ручной лазерной сварке.
Но как это работает? Проще говоря, плотность мощности лазера плавит металл, устраняя необходимость зажигать дугу; функция качания избавляет от необходимости вплетать бусину вручную; и во многих случаях подача проволоки полностью исключена. Высокая удельная мощность приводит к меньшему размеру и лучшему контролю сварочной ванны. Благодаря точному контролю параметров лазера эффекты теплового искажения уменьшаются, что делает процесс доступным для неквалифицированных операторов и позволяет организациям повышать квалификацию своих опытных сотрудников до более важных ролей.
Высокая удельная мощность приводит к меньшему размеру и лучшему контролю сварочной ванны. Благодаря точному контролю параметров лазера эффекты теплового искажения уменьшаются, что делает процесс доступным для неквалифицированных операторов и позволяет организациям повышать квалификацию своих опытных сотрудников до более важных ролей.
Надежность оборудования когда-то была проблемой ручной лазерной сварки. Структурным блоком волоконного лазера является диод с одним излучателем, срок службы которого на порядок больше, чем срок службы диодной матрицы или альтернативных стержней. Насосы герметичны в соответствии со стандартами телекоммуникаций и не боятся влажности, пыли, вибрации и самых агрессивных промышленных сред.
Благодаря промышленной надежности ручной лазерной сварки волоконные лазеры могут использоваться в дополнение к базовой автоматизации производства, что еще больше повышает эффективность производства. Благодаря относительно недавнему взрыву технологии совместных роботов (коботов) базовые уровни автоматизации производства стали доступны на многих производственных площадках. Коботы по своей природе синергичны с технологией ручной лазерной сварки, потому что они экономичны и просты в использовании и развертывании. Гибкость робота в сочетании с возможностями технологии ручной лазерной сварки делают его пригодным для небольших объемов производства с большим ассортиментом продукции. Если его можно сварить вручную, то, скорее всего, его можно сварить и с помощью кобота. Это может еще больше повысить производительность лазерной сварки, позволяя вам предварительно загружать приспособление для детали, пока кобот выполняет сварку на отдельном приспособлении.
Коботы по своей природе синергичны с технологией ручной лазерной сварки, потому что они экономичны и просты в использовании и развертывании. Гибкость робота в сочетании с возможностями технологии ручной лазерной сварки делают его пригодным для небольших объемов производства с большим ассортиментом продукции. Если его можно сварить вручную, то, скорее всего, его можно сварить и с помощью кобота. Это может еще больше повысить производительность лазерной сварки, позволяя вам предварительно загружать приспособление для детали, пока кобот выполняет сварку на отдельном приспособлении.
Нужно ли быть экспертом по лазерам, чтобы управлять ручным лазером?
Нисколько. Ручные системы лазерной сварки обычно имеют предварительные настройки для распространенных типов и толщин материалов. Простые элементы управления позволяют выбрать правильную предустановку, выбрав тип и толщину материала из таблицы и установив элементы управления в соответствии с указанными настройками. В случае интеграции с коботом, кобот можно настроить на автоматический выбор правильных настроек для текущего проекта.
В случае интеграции с коботом, кобот можно настроить на автоматический выбор правильных настроек для текущего проекта.
Сварные швы выглядят великолепно, но прочны ли они?
Ручная лазерная сварка обеспечивает превосходную эстетику, но выглядит ли это слишком хорошо, чтобы быть правдой? Чтобы ответить на этот вопрос, IPG подготовила несколько образцов и отправила их в Sturbridge Metallurgical Services Inc. (SMS) для независимой оценки.
Стыковые соединения пластин толщиной 0,036 дюйма, 0,075 дюйма и 0,120 дюйма были выполнены, а срезы были подготовлены с использованием стандартной методики ASTM и проверены при 50-кратном увеличении. Всего было проверено 26 поперечных сечений. Во всех случаях не отмечено растрескивания, непровара, пористости, включений и других дефектов. Сварные профили прошли все испытания, недоливов не отмечено.
Во всех случаях при испытаниях сварки стыковых соединений пластин из нержавеющей стали 304 толщиной 0,036 дюйма, 0,07 дюйма и 0,120 дюйма трещин, непроваров, пористости, включений и других дефектов не отмечено. Сварные профили прошли все испытания и не было замечено недоливов. Sturbridge Metallurgical Services Inc.
Сварные профили прошли все испытания и не было замечено недоливов. Sturbridge Metallurgical Services Inc.
Было установлено, что все образцы сварных швов соответствуют стандартам AWS D17.1:2017 Class A.
Что еще я могу сделать с моим ручным лазером?
В зависимости от системы ручная лазерная сварка доступна в конфигурациях, позволяющих выполнять сварку с полным проплавлением до 6 мм. Кроме того, некоторые конфигурации системы можно также использовать для очистки деталей. Это может быть полезно при подготовке детали к удалению любых остатков масла или мусора с заготовки.
Возможности ручного лазера для очистки также можно использовать для предотвращения коррозии и пассивации материала после сварки. IPG подготовила несколько сварных швов в соответствии с ASTM B117-19., Стандартная практика эксплуатации аппарата для распыления соли (тумана) и отправил их в SMS. Параллельное сравнение сварного шва, пассивированного лазером, и непассивированного сварного шва показало успех лазерной пассивации.
Каковы некоторые правила безопасности?
Несмотря на то, что ручной лазер прост в использовании и имеет встроенные функции безопасности, важно помнить, что это мощное промышленное оборудование. При использовании ручного лазера помните, что лучи могут быть опасны для тела и глаз. Луч лазерной сварки невидим, поэтому нельзя полагаться на визуальные подсказки, чтобы гарантировать безопасность.
Несмотря на то, что эти системы являются лазерами класса IV, в них встроены функции безопасности, чтобы защитить вас. При разработке программы лазерной безопасности хорошей отправной точкой является рассмотрение ANSI Z136.1 (2014), Safe Use of Lasers . В дополнение к лазерной безопасности вам необходимо выполнить традиционные требования безопасности при сварке.
Вот несколько общих правил, которым необходимо следовать:
- Выполняйте все работы по лазерной сварке в зоне, контролируемой лазером (LCA) — светонепроницаемом помещении с электрическими блокировками, отключающими лазерный луч при открытии двери.

- Носите негорючую одежду, одежду с длинными рукавами и сварочную одежду. Все присутствующие в LCA должны использовать средства индивидуальной защиты, в том числе очки для защиты от лазерного излучения, рассчитанные на тип лазера, и традиционный сварочный шлем.
- Соблюдайте меры безопасности при эксплуатации, принимая во внимание возможность отражения лазерного луча.
- Никогда не работайте на ручном лазерном сварочном аппарате, не ознакомившись полностью с требованиями безопасности и процедурами, задокументированными в руководстве производителя оборудования, которое требует от вас соблюдения указаний в Z136.1.
Подходит ли мне ручная лазерная сварка?
Быть в производственном бизнесе означает находить новые способы оставаться конкурентоспособными и совершенствовать процессы. Сварка может отнимать много времени и энергии; без нужного оборудования оно может стать доступным только высококвалифицированным мастерам.
Ручная лазерная сварка обеспечивает быструю сварку; прост в освоении и эксплуатации; и обеспечивает высококачественные, стабильные результаты для широкого диапазона материалов и толщин с минимальными искажениями, деформациями, подрезами или прожогами. Он обеспечивает полное проплавление и сводит к минимуму дефекты сварки, такие как трещины или непровар.
Он обеспечивает полное проплавление и сводит к минимуму дефекты сварки, такие как трещины или непровар.
Если вы хотите сократить свои расходы, улучшить качество сварки и упростить процесс сварки, ручная лазерная сварка обеспечит вам лучший путь как к успеху, так и к повышению прибыльности, при этом позволяя человеку, не имеющему профессионального опыта сварки, сварить как профессионал.
Линейка продуктов IPG Photonics включает ручную систему лазерной сварки и очистки LightWELD. IPG Photonics
Ручные лазерные сварочные аппараты
Ручные лазерные сварочные аппараты — чрезвычайно гибкие машины, используемые для соединения кусков металла. В этом сообщении блога мы обсудим технологию, назначение и преимущества этих передовых машин.
Типичный ручной лазерный сварочный аппарат. Изображение предоставлено Fortune Laser
Лазерная сварка — это прогрессивный метод, используемый для сварки металлов или термопластичных материалов с использованием лазерного луча. Лазерный луч служит концентрированным источником тепла, что обеспечивает исключительную точность и быстроту выполнения. Лазерный источник создает более прочный шов на чрезвычайно высокой скорости, что делает машины удобными для машиностроения, требующего высокой точности производственного процесса.
Лазерный луч служит концентрированным источником тепла, что обеспечивает исключительную точность и быстроту выполнения. Лазерный источник создает более прочный шов на чрезвычайно высокой скорости, что делает машины удобными для машиностроения, требующего высокой точности производственного процесса.
Ручные лазерные сварочные аппараты оптимизируют мобильность во время этого процесса и обеспечивают дополнительную гибкость для пользователя. Хотя использование человеком обычно приводит к меньшей точности, точность процесса сварки на этих машинах перевешивает любые недостатки, приводящие к высококачественным сварным швам. Эти машины исключительно удобны в использовании, часто они представляют собой машину «все в одном», очень похожую на показанную выше.
Ручные лазерные сварочные аппараты
Технология ручных лазерных аппаратов аналогична технологии автоматизированных, с добавлением нескольких удобных для пользователя аспектов для повышения гибкости и мобильности. Основное отличие заключается в том, как мощность лазера передается на портативное устройство для управления человеком. Несмотря на разницу, они сохраняют стандартные характеристики лазерной сварки для создания прочных и точных соединений на различных совместимых материалах.
Основное отличие заключается в том, как мощность лазера передается на портативное устройство для управления человеком. Несмотря на разницу, они сохраняют стандартные характеристики лазерной сварки для создания прочных и точных соединений на различных совместимых материалах.
Основные характеристики системы ручного лазерного сварочного аппарата
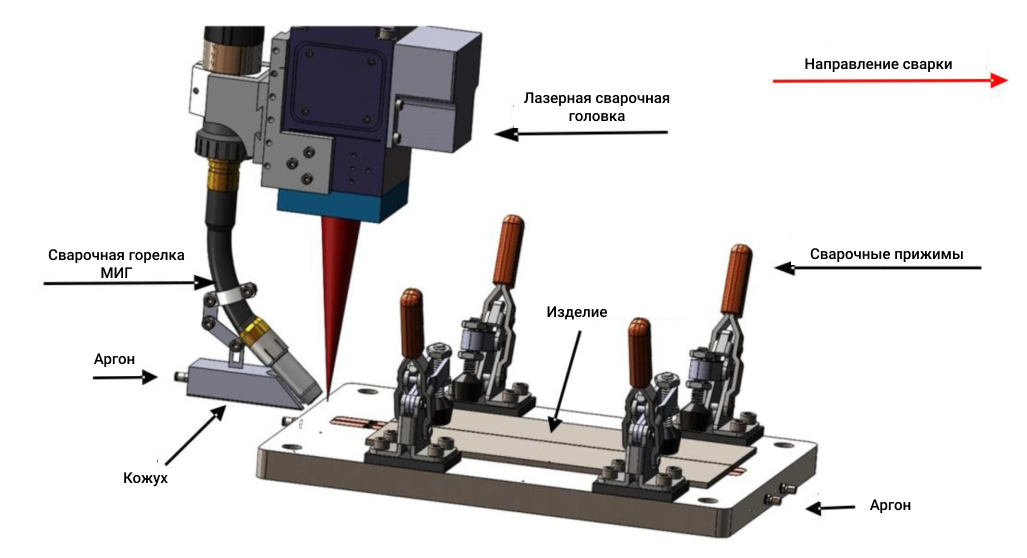
В ручном лазерном устройстве функции в целом организованы так, как показано на фотографии ниже. Лазерный двигатель размещен в другом блоке, а результирующее излучение направляется на ручной сварочный пистолет через оптическое волокно. Этот сварочный пистолет, как правило, оснащен функцией определения фокуса, позволяющей быстро позиционировать аппарат в нужной зоне сварки.
В процессе сварки лазер нагревает/плавит окружающие материалы, а затем сплавляет их вместе в процессе охлаждения.
Ручной лазерный сварочный пистолет: На схеме основных компонентов показаны сопло выходного отверстия, пусковая кнопка и выход для подключения специального потока охлаждающего газа для охлаждения свариваемых деталей.
Как показано на фото, сварочный пистолет оснащен распылительной головкой, пусковой кнопкой и датчиком температуры. Все это обеспечивает чрезвычайно эффективную или эргономичную конструкцию, обеспечивающую минимальное техническое обслуживание и высокую стабильность. Тщательный контроль глубины и ширины сварного шва, который обеспечивает это устройство, делает его популярным выбором для отраслей, требующих точного и плавного выполнения.
Отдельный блок ручного лазерного сварочного аппарата — это место, где генерируются излучение и энергия. Этот компонент содержит удобную панель управления для легкого использования настроек машины. Обычно он будет напоминать машину на схеме, показанной ниже.
Ручной лазерный сварочный аппарат: На схеме основных компонентов выделены основной операционный блок, в котором находится лазерная головка, и рабочий дисплей, который управляет всеми ключевыми параметрами лазера.
Кстати, если производительность вашего лазерного сварочного аппарата ухудшится, рассмотрите возможность приобретения хорошего детектора мощности от нашего спонсора — Gentec EO . Они являются ведущим мировым экспертом в области решений для измерения лазерного луча.
Они являются ведущим мировым экспертом в области решений для измерения лазерного луча.
Преимущества и недостатки ручных лазерных сварочных аппаратов
Преимущества этих аппаратов значительно перевешивают недостатки, но здесь мы обсудим их обоих в кратком сравнении.
Ограничения
Основным недостатком ручных лазерных сварочных аппаратов часто называют их высокую цену. Они варьируются от оценочной стоимости в 8000 долларов для портативных устройств до примерно 50 000 долларов для автоматических машин. Для компаний меньшего масштаба, работающих над более личными проектами, эти расходы могут быть немного недосягаемыми. Однако преимущества и общая экономическая эффективность этих машин часто могут легко уравновесить их цену со временем.
Преимущества
До появления лазерных сварочных аппаратов пайка, дуговая сварка и сварка пламенем были стандартными методами сварки. Пайка — это процедура, используемая для соединения двух или более предметов с использованием присадочного металла. Обычные присадочные металлы обычно включают олово, свинец, серебро, алюминий, никель или медь. Присадочный металл заливается в желаемую область соединительного шва, а затем расплавляется для создания сварного шва. На фото ниже сравнивается стандартная пайка и лазерная сварка.
Обычные присадочные металлы обычно включают олово, свинец, серебро, алюминий, никель или медь. Присадочный металл заливается в желаемую область соединительного шва, а затем расплавляется для создания сварного шва. На фото ниже сравнивается стандартная пайка и лазерная сварка.
Наглядное сравнение паяного сварного соединения (справа) и ручной лазерной сварки (слева).
Как видно из фотографии выше, совершенно очевидно, что ручные лазерные сварочные аппараты обеспечивают более высокую точность и чистоту по сравнению с методами пайки. Сам сварной шов имеет гораздо меньшую площадь поверхности, и вокруг стыка остается меньше остатков. В конечном итоге это обеспечивает более гладкий внешний вид сварных деталей.
Ручные лазерные сварочные аппараты не только более точны, но и намного быстрее. В зависимости от типа лазера и используемой мощности машины могут сваривать материалы на высокой скорости, составляющей несколько метров в минуту. Это делает лазерные сварочные аппараты чрезвычайно подходящими для высокопроизводительных сред.
Другим заметным преимуществом является их совместимость с широким спектром материалов, как обсуждалось ранее. Когда речь идет о разных типах стали, машины способны сваривать материал разной толщины. Когда-то было сложно учитывать альтернативную толщину с использованием методов пайки, поэтому это сэкономило много времени для обрабатывающей промышленности.
В целом портативные системы обеспечивают гибкость, недоступную другим машинам, что обеспечивает мобильность для выполнения уникальных сварных швов различных размеров и толщины.
Резюме
Анализируя технологию и преимущества лазерной сварки в целом, обычному человеку очевидно, что машины чище и обеспечивают большую точность. Но, как мы более подробно обсудили выше, преимущества предлагают гораздо больше. Погружаясь в отраслевые проекты, мы видим, как лазерная сварка служит универсальным инструментом в самых разных областях. От маленького кольца на пальце до машины, которую вы водите каждый день, портативные лазерные сварочные аппараты сыграли решающую роль в бесконечных неожиданных проектах вокруг вас.
———————————————————
Знаете ли вы?
Технология лазерной сварки в настоящее время является хорошо изученной областью, документально подтвержденной на многих сайтах и в публикациях. Для начала вас может заинтересовать наше краткое руководство по лазерной сварке. В качестве бонуса к этой статье давайте еще раз повторим два основных процесса лазерной сварки. Лазерная сварка возможна в двух отдельных режимах: сварка с ограничением проводимости и сварка с отверстием . Оба используются в разных сценариях, но общее приложение очень похоже.
Сварка с ограничением проводимости используется только в том случае, если плотность мощности лазера составляет менее 0,5 мегаватт на квадратный сантиметр, как указано в данных, собранных Amada Weld Tech. Удельная мощность считается количеством мощности на единицу объема или отношением доступной мощности к объему. Более высокая плотность мощности не связана с лучшей производительностью, просто для разных методов используются разные значения.
Всего комментариев: 0