Температура стола pla: Идеальные температуры для печати PLA–пластика
Содержание
Оптимальные температуры стола и хот энда для 3D печати PLA
3DPrintStory
  
Процесс 3D печати
  
Оптимальные температуры стола и хот энда для 3D печати PLA
В идеальном мире существовала бы идеальная температура, при которой вы могли бы один раз настроить свой 3D принтер и просто нажать кнопку начала 3D печати. Но в реальности идеальной температуры для PLA пластиков не существует. И для того, чтобы получить хороший результат 3D печати, надо потратить некоторое время и приложить усилия.
PLA довольно снисходителен, когда дело касается температуры, и если вы не слишком отклоняетесь от рекомендованных температур 3D печати, то результат будет хорошим. Более того, PLA — отличный вариант для старта в мире 3D печати и экспериментов, поскольку его легче использовать, чем, например, ABS или PETG.
При проверке диапазонов подходящих температур следует помнить одну важную вещь: разные марки и даже цвета PLA пластиков могут отличаться оптимальными температурами 3D печати.
Оптимальный диапазон температур для хот энда
Как уже упоминалось выше, было бы классно знать одну температуру для печати PLA материалами, но по факту ее нет. Есть рекомендованный диапазон, в пределах которого вам надо подстроить температуру сопла вашего 3D принтера. Для PLA пластиков рекомендованный диапазон температур хот энда составляет от 190° C до 220° C.
Если во время 3D печати вы замечаете, что слои не прилегают друг к другу, можете повысить температуру в пределах указанного выше рекомендованного диапазона. С другой стороны, охлаждение хотэнда может улучшить качество 3D печати. Если экструдер слишком горячий, нить PLA может стать очень мягкой и хрупкой. Это приводит к тому, что модель печатается с визуальными дефектами.
Признаки неправильной температуры хот энда 3D принтера
Еще один индикатор того, что хот энд слишком горячий — если ваш 3D принтер плохо печатает мосты. Это может означать, что пластик настолько горячий, что не успевает достаточно остыть. Если хот энд слишком горячий, ваши 3D модели будут визуально «грязными» и «потускневшими». Понижение температуры может помочь в этом.
Это может означать, что пластик настолько горячий, что не успевает достаточно остыть. Если хот энд слишком горячий, ваши 3D модели будут визуально «грязными» и «потускневшими». Понижение температуры может помочь в этом.
Между тем, если 3D модель недостаточно хорошо схватывается со столом, то это может быть признаком недостаточной температуры хот энда. Холодный хот энд также может затруднить формирование качественных углов на ваших 3D моделях.
Один из лучших способов достичь идеальной температуры хот энда — это поэкспериментировать. Медленно регулируя температуру, повышая или понижая, вы постепенно найдете оптимальную именно для вашего 3D принтера и пластика температуру.
Пластики от разных производителей и разных цветов также влияют на оптимальную температуру хот энда. Например, катушка с черным PLA, может отлично печатать при температуре около 215° C, а аналогичная катушка синего цвета от того же производителя покажет себя хорошо при 210° C. Даже небольшие различия температур могут значительно повлиять на качество ваших 3D моделей.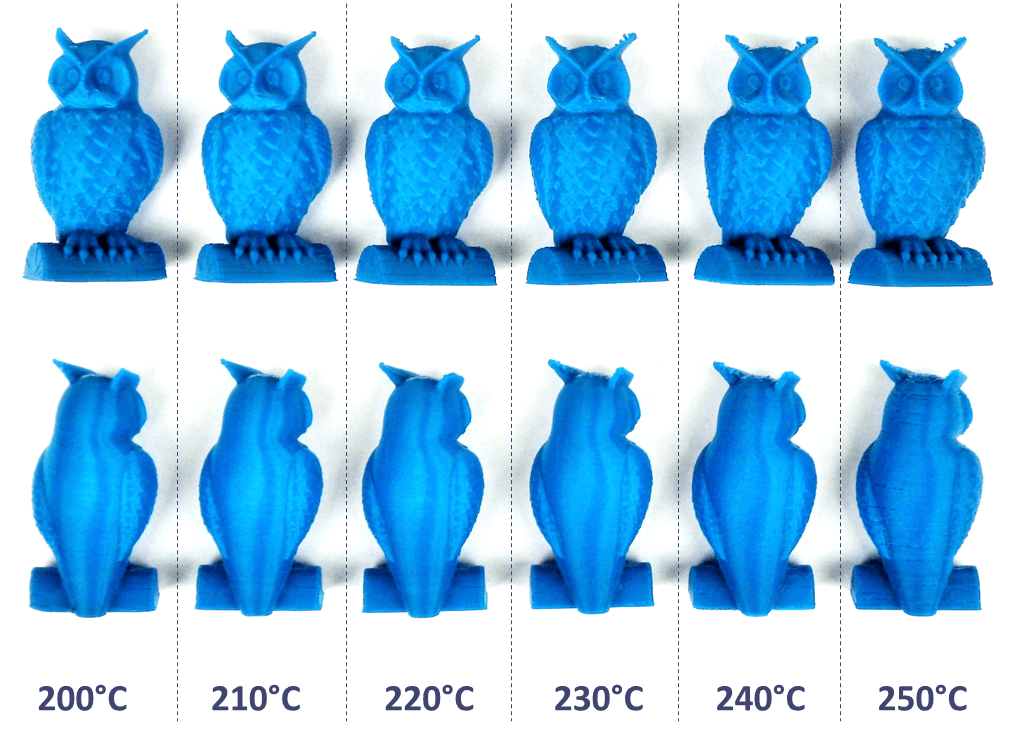
Лучшие диапазоны температур стола для 3D печати
Столы с подогревом очень сильно влияют на качество 3D-печати. Хотя они есть не на всех 3D принтерах, для тех, где они установлены, температуру тоже надо настраивать корректно. Несмотря на то, что рекомендуемая температура стола для 3D печати PLA составляет 70° C, это не всегда работает идеально. Есть рекомендации по диапазону температур стола с подогревом от от 55° C до 70° C для PLA пластиком. Так что температуру стола также как и хот энда стоит настроить под собственные реалии.
Признаки неправильной температуры стола 3D принтера
Самый очевидный признак того, что температура вашего стола слишком низкая — это то, что ваши 3D модели к нему не прилипают. Если они плохо прилипают, вы можете немного поднять температуру. Более теплый стол 3D принтера может помочь смягчить пластик, позволяя ему лучше схватиться в основании модели. Только будьте осторожны, чтобы не перегреть стол, иначе вы столкнетесь проблемой «слоновья лапа». Если вкратце, то этот эффект проявляется в том, что первые несколько слоев расплавляются под весом 3D модели.
Если вкратце, то этот эффект проявляется в том, что первые несколько слоев расплавляются под весом 3D модели.
«Слоновья нога» проявляется особенно сильно, особенно когда 3D модель очень тяжелая, поскольку на нее оказывается большее давление. Этот неприятный побочный эффект легко исправить, немного уменьшив температуру стола 3D принтера. И опять таки, не переусердствуйте и не сделайте температуру слишком низкой. Везде нужна мера!
Внешние воздействия
Внешние эффекты также могут повлиять на температуру печати PLA пластиком. Если, например, из окна дует прохладный ветерок, можно повысить температуру хот энда и стола для 3D печати на пару градусов. Вентиляционные отверстия для кондиционирования воздуха также могут понижать температуру 3D печати.
Для минимизации воздействия внешних факторов настоятельно рекомендуем сделать корпус для вашего 3D принтера. Что касается температуры, то корпус выполняет две функции: не позволяет внешней температуре влиять на ваши 3D модели и удерживают тепло внутри.
Вариантов проектов корпусов для 3D принтеров в открытом доступе довольно много, так что не стесняйтесь, погуглите либо сделайте собственный. В качестве материалов для корпуса часто используют фанеру, оргстекло и крепежные детали, которые печатают на том же 3D принтере.
Как найти оптимальные настройки температуры 3D принтера?
Выше уже уже не раз упоминалось, но повторимся еще раз: лучший способ определить температуру стола и хот энда — это метод проб и ошибок в ваших конкретных условиях, с вашим 3D принтером, вашим пластиком и месте, где 3D принтер стоит во время печати. Если вы обнаружите, что ваши изделия неровные, немного уменьшите температуру хот энда. Если ваши модели не прилипают к столу, возможно, вам нужно снизить температуру хот энда и повысить температуру стола. «Слоновья лапа» также может быть ключевым индикатором того, что ваш стол слишком горячий.
Так что экспериментируйте в рекомендованных диапазонах и у вас получится отличная 3D печать PLA пластиком!
Температура плавления пластика на 3D-принтере и тонкости её выбора
Содержание
- Виды пластиков и их температуры плавления
- PLA
- ABS
- PETG
- HIPS
- SBS
- Nylon
- TPU
- PVA
- PEEK
- Композитные пластики
- Настройка температуры на принтере
- Правильная установка термопары в хотенде
- Настройка прошивки
- Настройка PID
- Температура размягчения и постобработка
- Универсальная таблица
- Виды пластиков и их температуры плавления
В мире 3D-печати существует множество различных пластиков, обладающих различными характеристиками, в том числе и разными температурными режимами. Очень важно выбрать правильную температуру при печати, так как изменение даже на 1 градус может полностью изменить качество модели: её внешний вид и прочность.
Очень важно выбрать правильную температуру при печати, так как изменение даже на 1 градус может полностью изменить качество модели: её внешний вид и прочность.
Виды пластиков и их температуры плавления
Самым важным является выбор температуры сопла, ведь от нее зависит как именно пластик будет выдавливаться и прилипать к предыдущим слоям.
Слишком высокая приведет к нарушению геометрии модели, появлению полостей или даже к поломке принтера. На модели это также отразится: пластик не будет успевать застыть в том месте, куда его выдавил принтер, и немного сдвигаться. Также, при слабом охлаждении горла, в нем будут возникать пробки, полностью останавливающие печать.
А при слишком низкой температуре пластик может выдавливаться в недостаточном объеме, тем самым ухудшая прочность и внешний вид модели. Если пластик будет слишком твердым, то принтер не сможет продавить необходимый объём.
Температура стола важна для прилипания (адгезии) первого слоя.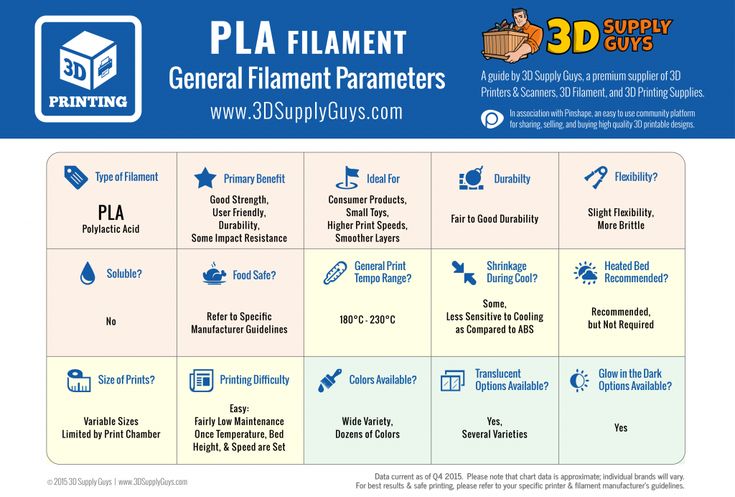 Редко встречающиеся в бюджетных принтерах, но все же достаточно известная технология термокамеры позволяет предотвратить появление трещин, если усадка пластика (т.е. уменьшение объема при падении температуры) слишком высока. Далее мы рассмотрим самые популярные пластики, их температуры печати и особенности.
Редко встречающиеся в бюджетных принтерах, но все же достаточно известная технология термокамеры позволяет предотвратить появление трещин, если усадка пластика (т.е. уменьшение объема при падении температуры) слишком высока. Далее мы рассмотрим самые популярные пластики, их температуры печати и особенности.
PLA
Данная аббревиатура расшифровывается как полилактид. Изготавливается из кукурузы и сахарного тростника, вследствие чего PLA является одним из самых безопасных пластиков для бытового использования. Из-за лёгкости 3D-печати и низкой токсичности этот пластик является самым популярным для начинающих 3D-печатников.
Настройки температур:
-
Температура сопла: 190-210°C -
Температура стола: 60-70°C -
Скорость вентилятора: 100%
Температура печати PLA пластиком является одной из самых низких среди всего разнообразия материалов, но стоит обратить внимание на скорость вентилятора обдува модели, так как этот пластик остается гибким в большом диапазоне температур. При недостаточном обдуве могут загибаться края и углы модели. Чтобы модель лучше прилипала к столу необходимо выставить температуру сопла около 210°C, а температуру стола примерно 70°C. На втором и последующих слоях температуру лучше уменьшить, чтобы предотвратить вышеуказанные проблемы с загибанием краев.
При недостаточном обдуве могут загибаться края и углы модели. Чтобы модель лучше прилипала к столу необходимо выставить температуру сопла около 210°C, а температуру стола примерно 70°C. На втором и последующих слоях температуру лучше уменьшить, чтобы предотвратить вышеуказанные проблемы с загибанием краев.
ABS
Несмотря на сложности при 3D-печати этим пластиком, он является вторым по популярности, так как сочетает дешевизну и универсальность. Намного гибче, чем PLA пластик, что позволяет печатать пружины и гнущиеся детали. Из-за меньшей прочности его легче обрабатывать механическим образом: надфилями и наждачной бумагой. Но из-за выделения токсинов при нагреве этот пластик лучше не использовать при печати посуды или кухонных приспособлений.
Настройки температур:
-
Температура сопла: 230-250°C -
Температура стола: 90-100°C -
Скорость вентилятора: 50-75%
ABS пластик имеет большую усадку, поэтому скорость вентилятора лучше не увеличивать выше 40-60%, но если есть маленькие детали или печать мостов, то скорость можно увеличить до 75-80%.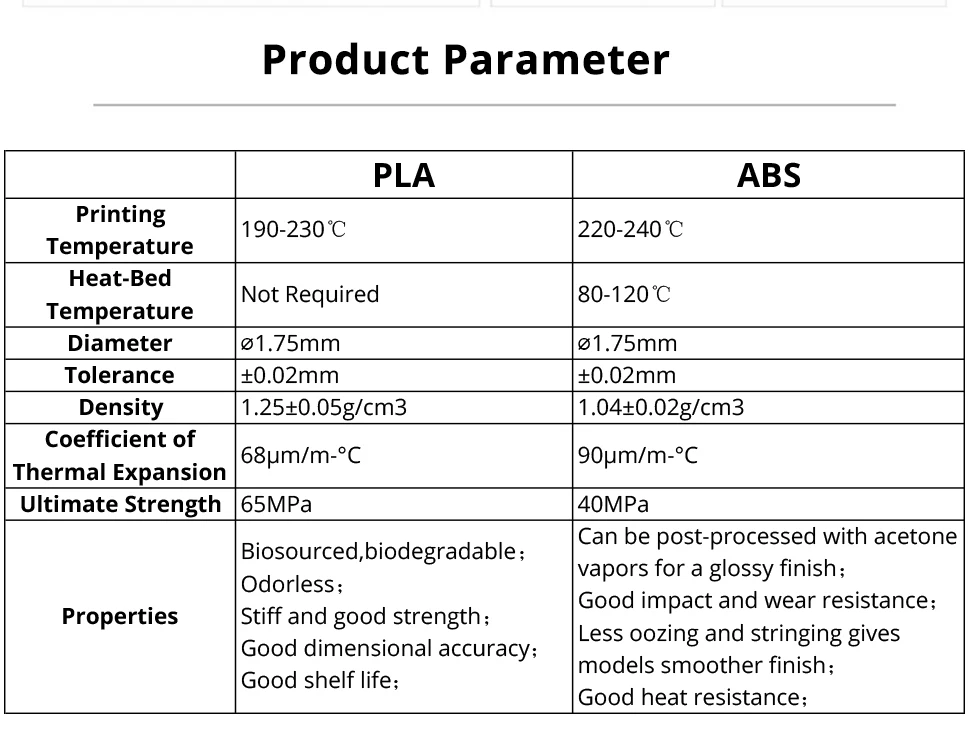 При слишком быстром остывании деталь может потрескаться прямо во время печати.
При слишком быстром остывании деталь может потрескаться прямо во время печати.
Прочность данного пластика сильно зависит от температуры, поэтому если точность не столь важна, то температуру лучше увеличить вплоть до 250°C. Если печатать с самой низкой температурой, то прочность детали может уменьшиться в 2 раза, относительной той же модели, напечатанной при максимально допустимой температуре.
Будьте осторожны: при печати ABS пластиком в закрытом помещении у вас может возникнуть головокружение или головная боль! Печать на 3D-принтере необходимо проводить в хорошо проветриваемых помещениях, закрывая 3D-принтер от прямого сквозняка, чтобы испарения из пластика не вредили вам.
PETG
Данный пластик имеет большую химическую стойкость, поэтому его используют при изготовлении посуды. При этом он объединяет прочность PLA пластика и гибкость ABS. Но необходима долгая настройка правильных температур именно для вашего принтера, чтобы убрать все дефекты печати.
Настройки температур:
-
Температура сопла: 230-260°C -
Температура стола: 60-90°C -
Скорость вентилятора: 25-50%
Часто встречается проблема с “волосками” в некоторых частях модели. В таких случаях можно увеличить расстояние ретракта. Изменение температуры почти никак не изменит ситуацию. Из-за малой адгезии пластика к самому себе, скорость вентилятора не следует настраивать выше 50%, иначе модель будет легко разламываться между слоями.
HIPS
Этот пластик используется в качестве материала поддержек при печати на принтерах с несколькими экструдерами. Обычно основным пластиком выступает ABS или PLA, так как они нейтральны к D-лимонену, а HIPS в нём полностью растворяется. Это позволяет получить почти идеальное качество нависающих элементов.
Настройки температур:
-
Температура сопла: 230-240°C -
Температура стола: 90-100°C -
Скорость вентилятора: 0%
Так как прочность и твёрдость данного пластика крайне мала (иногда его можно продавить ногтем), его не следует использовать как основной материал модели. Обдув не нужен, так как даже при использовании HIPS для всей модели, он успевает затвердеть за время печати слоя.
Обдув не нужен, так как даже при использовании HIPS для всей модели, он успевает затвердеть за время печати слоя.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Tiger3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Tiger3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Tiger3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Esun |
SBS
Основным свойством данного пластика является прозрачность и гибкость. Это позволяет делать сгибающиеся детали: петли, крепления, зажимы. При обработке модели сольвентом модель становится почти полностью прозрачной как на фото ниже. Но необходимо соблюдать два простых правила: тонкие стенки и полное заполнение пространства между ними.
Это позволяет делать сгибающиеся детали: петли, крепления, зажимы. При обработке модели сольвентом модель становится почти полностью прозрачной как на фото ниже. Но необходимо соблюдать два простых правила: тонкие стенки и полное заполнение пространства между ними.
Настройки температур:
-
Температура сопла: 220-230°C -
Температура стола: 60-80°C -
Скорость вентилятора: 50-100%
Совет: Если необходимо распечатать герметичную деталь, то поток следует увеличить на 1-2%. Это увеличит расхождение размеров относительно модели, но сделает модель полностью герметичной.
Nylon
Данный пластик многим знаком в повседневной жизни благодаря одежде из нейлона. Используется в изготовлении шестерней и других подвижных элементов из-за своей гибкости, прочности и малого коэффициента трения.
Настройки температур:
-
Температура сопла: 240-260°C -
Температура стола: 70-90°C -
Скорость вентилятора: 0-25%
Пластик требует долгого выбора правильных температур, так как имеет множество проблем: плохая спекаемость между слоями, низкая адгезия, гигроскопичность (способность впитывать влагу из воздуха). Последняя характеристика крайне важна, так как она кардинально меняет поведение пластика. Из-за наличия частичек воды в пластике, модель становится очень хрупкой, а поверхность шероховатой, например, как на фото ниже.
Поэтому крайне важно хранить пластик в сухости. А если неизвестно, набрал ли пластик влагу, то лучше его просушить с помощью специальных устройств или в духовке при температуре 60-70°C на протяжении 2-5 часов.
TPU
Некоторые называют данный пластик “резиновым”. И это название ему подходит, ведь это самый пластичный материал для 3D-печати, способный растягиваться вплоть до 4 раз, относительно своего начального размера. При этом со временем он возвращает свою исходную форму.
И это название ему подходит, ведь это самый пластичный материал для 3D-печати, способный растягиваться вплоть до 4 раз, относительно своего начального размера. При этом со временем он возвращает свою исходную форму.
Настройки температур:
-
Температура сопла: 210-240°C -
Температура стола: 50-70°C -
Скорость вентилятора: 50-100%
Из-за его гибкости могут возникнуть проблемы при печати, а именно зажевывание пластика в механизме подачи. Печатать этим пластиком рекомендуется только в директ экструдерах при маленьких скоростях, не превышающих 40 мм/с. Можно попробовать печатать им в боуденах, но тогда скорость должна быть не более 20-30 мм/с, так как иначе филамент будет сворачиваться в трубке и печать прекратиться.
Причиной данной неполадки служит зазор между отверстием, где филамент выходит из экструдера, и шестерней подачи. Решить данную проблему помогут специальные проставки, уменьшающие этот зазор.
Решить данную проблему помогут специальные проставки, уменьшающие этот зазор.
PVA
Водорастворимый пластик, использующийся для печати поддержек. Обладает малой прочностью, из-за чего использование в качестве основного материала детали невозможно. В отличии от HIPS, обладающим схожими свойствами и применением, PVA намного легче удалять с детали, так как даже при нагреве и растворении в воде он остается абсолютно безвредным.
Настройки температур:
-
Температура сопла: 220-230°C -
Температура стола: 65-75°C -
Скорость вентилятора: 0-50%
Так как данный пластик необходим только для создания поддержек, то обдув лучше не использовать. Если же необходима качественная деталь, полностью состоящая из PVA пластика (например, растворимая пробка или крепление), то скорость обдува должна быть ниже 50%, так как адгезия слоев у данного пластика крайне мала. Повысить прочность модели из PVA пластика можно с помощью воды: необходимо аккуратно смочить деталь, подождать 5-7 минут и высушить поверхность. Таким образом внешние стенки детали намного сильнее “прилипнут” друг-другу, тем самым повышая общую прочность детали.
Повысить прочность модели из PVA пластика можно с помощью воды: необходимо аккуратно смочить деталь, подождать 5-7 минут и высушить поверхность. Таким образом внешние стенки детали намного сильнее “прилипнут” друг-другу, тем самым повышая общую прочность детали.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Esun |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Esun |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Esun |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Bestfilament |
PC
Расшифровывается данное название как поликарбонат. Имеет большую прочность, но обладает относительно малой гибкостью, меньшей, чем у PLA. Также при загорании он стремится к самозатуханию, что повышает пожаробезопасность.
Имеет большую прочность, но обладает относительно малой гибкостью, меньшей, чем у PLA. Также при загорании он стремится к самозатуханию, что повышает пожаробезопасность.
Настройки температур:
-
Температура сопла: 290-310°C -
Температура стола: 90-120°C -
Скорость вентилятора: 0-25%
Так же как PETG, данный пластик очень гигроскопичен, поэтому требует хранение в сухом пространстве, а лучше в пакете с силикагелем. Из-за необходимости поддержания высоких температур и особенностей хранения, поликарбонат мало распространен в 3D-печати.
PEEK
Данный пластик является сложным для 3D-печати, но при этом обладает выдающимися механическими характеристиками. Поэтому из него изготавливают детали, рассчитанные на работу с большой нагрузкой и трением. Также он нейтрален к различным химикатам.
Настройки температур:
-
Температура сопла: 350-410°C -
Температура стола: 120-150°C -
Скорость вентилятора: 0-25%
Для печати PEEK необходимо иметь профессиональные 3D-принтеры. Если использовать 3D-принтер, предназначенный для домашнего использования, то есть вероятность сжечь экструдер и нагревательный элемент в нём. Также необходима нагреваемая термокамера.
Композитные пластики
В данную категорию можно отнести филаменты, содержащие частички какого-либо материала. Такой материал состоит из двух частей: основа (обычно PLA, ABS или иной пластик) и добавляемый компонент (древесина, металл, керамика или углеродные волокна) . Различаются данные пластики не только по виду добавляемого компонента, но и по процентному содержанию. Обычно чем выше содержание дополнительного компонента, тем сильнее свойства пластика отличаются от свойств основы.
Температура зависит от основы, из которой состоит филамент. Все необходимые параметры необходимо узнать у производителя.
Общей особенностью всех пластиков данной категории является необходимость использования сопла с большим диаметром выходного отверстия (от 0.5мм). Иначе сопло быстро забьётся добавляемым компонентом. Также крайне важен материал сопла, так как обычные латунные сопла быстро сотрутся. Обычно хватает сопел из закаленной стали.
Настройка температуры на принтере
Прежде чем приступать к печати очень важно быть уверенным, что принтер нагревает сопло до правильной температуры и делает это без скачков. Для этого нужно удостовериться в настройке прошивки принтера и правильности установки термопары.
Правильная установка термопары в хотенде
Принтер получает данные о температуре хотенда с помощью термопары, которая устанавливается в хотенд. Обычно для этого есть специальное отверстие, в него нужно как можно глубже вставить термопару. Важно закрепить провод термопары. Зачастую для этого в хотенде есть отверстие, куда вкручивается винт. Лучше всего провести два проводка по разным сторонам от центра винта. Это надежно зафиксирует термопару в хотенде. Если крепления термопары не предусмотрено, то необходимо зафиксировать провод термопары на проводе нагревательного элемента. Пример, как это сделать на фото ниже.
Важно закрепить провод термопары. Зачастую для этого в хотенде есть отверстие, куда вкручивается винт. Лучше всего провести два проводка по разным сторонам от центра винта. Это надежно зафиксирует термопару в хотенде. Если крепления термопары не предусмотрено, то необходимо зафиксировать провод термопары на проводе нагревательного элемента. Пример, как это сделать на фото ниже.
Внимание: плохо закреплённая термопара может выпасть из хотенда, тем самым создавая вероятность возникновения пожара!
Настройка прошивки
Если принтер собирается самостоятельно, то важно выбрать тип термопары в прошивке. Если вы собираетесь использовать прошивку Marlin, то необходимо зайти в файл Configuration.h, и найти строку:
#define TEMP_SENSOR_0 0
На месте последней цифры может стоять не ноль, а другая цифра. В большинстве случаев, если у вашего принтера стоит термистор в виде “капельки”, то вместо последней цифры необходимо поставить 1. В итоге у вас должна получиться строка:
В итоге у вас должна получиться строка:
#define TEMP_SENSOR_0 1
Если принтер определяет температуру неправильно, то стоит попробовать изменить последнюю цифру на иную. Список цифр и термопар, которые они обозначают, написан над этой настройкой.
Такая же настройка есть и у стола, её можно найти по строке:
#define TEMP_SENSOR_BED 0
Здесь также следует поменять 0 на 1.
Настройка PID
Под этой аббревиатурой скрывается сложное название: пропорционально-интегрально-дифференциальный регулятор. Если говорить простым языком, то это функция, позволяющая точнее держать температуру в заданных рамках. Так как принтер может только включать и выключать нагревательный элемент, то единственный способ контроля температуры это выключение нагревательного элемента при достижении необходимой температуры, и включение его, если температура упала ниже заданного значения. Но в таком случае температура будет сильно “скакать” из-за инертности нагревателя. Именно для этого и существует функция PID — компенсировать инертность нагревателя. Но для каждого принтера необходима своя настройка PID, так как инертность может сильно отличаться в зависимости от многих параметров.
Именно для этого и существует функция PID — компенсировать инертность нагревателя. Но для каждого принтера необходима своя настройка PID, так как инертность может сильно отличаться в зависимости от многих параметров.
Для настройки PID необходимо проводное подключение к принтеру. Для отправки команд лучше всего использовать Repetier-Host. Как только вы подключитесь к принтеру, на него нужно отправить команду:
M303 C3 S210
Здесь цифра, стоящая после C отвечает за количество циклов нагревания-остывания, через которые пройдёт принтер, а цифра после S отвечает за температуру, для которой настраивается PID. Несмотря на то, что настраиваться принтер будет на определенной температуре, эти настройки подойдут и для более высоких температур.
После некоторого времени принтер отправит в консоль значения трёх параметров PID: Kp, Ki и Kd. Эти параметры и отвечают за настройку PID. Чтобы ввести эти цифры в настройку принтера нужно отправить команду:
M301 P14. 82 I0.8 D68.25
82 I0.8 D68.25
Здесь после букв P, I и D идут соответствующие значения Kp, Ki, и Kd из предыдущего шага. Если ввести эту команду, то настройка PID сохранится только до выключения принтера. Можно добавить эту команду в стартовый GCODE для каждой модели, которую вы будете печатать. В некоторых принтерах можно изменить эти параметры через меню самого принтера.
Температура размягчения и постобработка
После 3D-печати можно обработать деталь с помощью воздействия высокой температуры. Это позволяет увеличить ее прочность и изменить геометрию детали. В домашних условиях для этих целей можно использовать духовку. Но следует быть осторожным: некоторые пластики при нагреве выделяют опасные вещества, поэтому лучше использовать другие методы. Например, альтернативой может послужить паровая баня, горячая вода или фен. Главным параметром такой обработки является температура. Необходимо иметь достаточно высокую температуру, чтобы материал модели начал переходить из твёрдого состояния в вяло-текучее, но не превышать некоторый порог температуры, после которого деталь может неконтролируемо изменить свою геометрию.
Список пластиков и их температур размягчения:
-
PLA ‒ 70°C -
ABS ‒ 105°C -
PETG ‒ 80°C -
HIPS ‒ 85°C -
Nylon ‒ 125°C -
TPU ‒ 95°C -
PC ‒ 145°C -
PEEK ‒ 255°C
Данные относительно неточные, так как у пластиков нет определенной температуры, когда они полностью переходят в из одного состояния в другое.
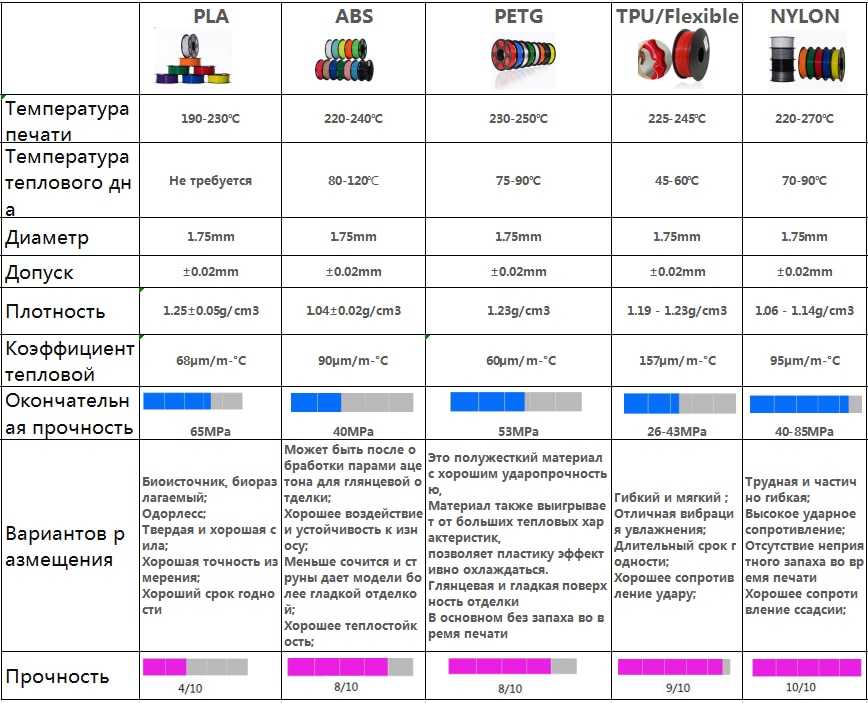
Универсальная таблица
Для тех, кто часто использует различные пластики, мы подготовили таблицу, содержащую всю необходимую информацию для настройки температуры 3D-принтера “на лету”.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Tiger3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Esun |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Esun |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Raise3D |
Настройки температуры слоя PLA и температуры печати
Нить из полимолочной кислоты (PLA) является наиболее популярным материалом для потребительской 3D-печати FDM, и есть несколько причин, почему это так. Во-первых, PLA очень доступен, а это означает, что пользователи могут покупать оптом и повторять дизайн снова и снова, не беспокоясь о потраченном впустую материале. Еще одной причиной популярности PLA является возможность печати при низких температурах: при температуре стеклования около 60 °C PLA можно печатать при умеренном нагреве без высокотемпературного высокотемпературного оборудования.
Во-первых, PLA очень доступен, а это означает, что пользователи могут покупать оптом и повторять дизайн снова и снова, не беспокоясь о потраченном впустую материале. Еще одной причиной популярности PLA является возможность печати при низких температурах: при температуре стеклования около 60 °C PLA можно печатать при умеренном нагреве без высокотемпературного высокотемпературного оборудования.
При этом найти идеальную температуру слоя PLA и температуру печати не всегда просто. Хотя материал обычно требует низких температур, идеальный диапазон может варьироваться в зависимости от марки нити и типа оборудования для 3D-печати. И, как и в случае с другими нитями, печать ниже или выше оптимального диапазона температур может привести к таким проблемам, как недоэкструзия или натяжение. Кроме того, особенно низкая температура плавления PLA делает его восприимчивым к целому ряду связанных с температурой проблем 3D-печати даже после того, как он был напечатан.
Эта статья служит вводным руководством по настройке температуры слоя PLA и температуры печати. Он предлагает подходящие диапазоны температур, определяет признаки печати при слишком высокой или слишком низкой температуре и предлагает советы по определению оптимального диапазона температур для вашей конкретной настройки 3D-печати.
Он предлагает подходящие диапазоны температур, определяет признаки печати при слишком высокой или слишком низкой температуре и предлагает советы по определению оптимального диапазона температур для вашей конкретной настройки 3D-печати.
Одним из ключевых преимуществ PLA, особенно для начинающих, является возможность печати без подогрева печатной платформы. Это делает его пригодным даже для недорогих принтеров без возможности нагрева стола.
Как правило, для материалов для 3D-печати FDM нагретый стол обеспечивает некоторые важные преимущества. Во-первых, это помогает прилипанию к кровати. Когда температура печатной платформы выше температуры окружающей среды, первый слой экструдированного волокна дольше остается мягким, что дает больше времени для адгезии первого слоя. Кроме того, когда нагреваемый стол в конце концов выключается, быстрое снижение температуры может облегчить удаление деталей; в некоторых случаях готовые детали просто «выскакивают» из поверхности сборки. Подогреваемая платформа также может улучшить качество печати за счет уменьшения коробления. Детали остывают медленнее, уменьшая степень сжатия и скручивания.
Подогреваемая платформа также может улучшить качество печати за счет уменьшения коробления. Детали остывают медленнее, уменьшая степень сжатия и скручивания.
Температура слоя PLA должна быть около 50 °C или вообще быть ниже
Из-за низкой температуры печати PLA на самом деле достаточно устойчив к проблемам с адгезией первого слоя и деформации, особенно по сравнению с такими распространенными альтернативами, как ABS. Однако использование нагреваемого стола 3D-принтера иногда может привести к лучшим результатам при печати PLA, особенно когда комнатная температура ниже или при печати особенно больших деталей.
Если для печати PLA используется нагретая рабочая пластина, лучше всего подходит температура около 50 °C. Cura, популярное приложение для слайсеров, использует значение 60 °C в своем профиле печати PLA. Вот некоторые рекомендуемые настройки температуры печатной платформы PLA от различных производителей материалов:
MatterHackers СЕРИЯ СЕРИЯ PLA: 40 ± 15 ° C
Fillamentum Extrafill PLA: 55 ° C
Ultimaker PLA: 60 ° C
Примечание. влияет на адгезию первого слоя. Поверхность сборки не менее важна: при печати PLA стекло, покрытое клеем, таким как лак для волос или клей-карандаш, обеспечивает хорошую адгезию, а также хорошее качество поверхности печати на нижнем слое. Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.
влияет на адгезию первого слоя. Поверхность сборки не менее важна: при печати PLA стекло, покрытое клеем, таким как лак для волос или клей-карандаш, обеспечивает хорошую адгезию, а также хорошее качество поверхности печати на нижнем слое. Калибровка уровня платформы также может улучшить прилипание печатных деталей PLA к платформе принтера.
При попытке получить наилучшие результаты от нити PLA температура сопла или горячего конца важнее, чем температура слоя. Температура печати влияет на печать несколькими способами: более высокие температуры улучшают текучесть материала, обеспечивая более быструю печать и хорошее сцепление между слоями.[1] Однако слишком высокая температура может привести к чрезмерному расплавлению экструдированных слоев, которые затем провисают и вызывают деформацию детали, в дополнение к другим проблемам, таким как случайное просачивание материала из сопла. Таким образом, использование самой низкой температуры, которую вы можете себе позволить, может привести к наилучшему визуальному результату.
Для PLA требуется более низкая температура сопла, чем для ABS или PETG. Для сравнения, это примерно на 50 °C холоднее, чем для ABS, и на 30 °C холоднее, чем для PETG. Причиной низкой температуры печати PLA является очень низкая (около 60 °C) температура стеклования материала.[2] Однако оптимальная температура печати зависит от нескольких переменных. К ним относятся конкретный сорт нити, скорость печати (для более быстрой печати требуется более высокая температура) и размер сопла (для больших диаметров требуется более высокая температура).
Вместо того, чтобы пытаться вычислить все эти различные переменные одновременно, лучший способ определить температуру печати PLA — выполнить несколько тестовых отпечатков, как описано в последнем разделе этой статьи.
Большинство пользователей принтеров FDM устанавливают температуру печати PLA примерно на 210 °C. Вот некоторые рекомендуемые настройки температуры печати PLA от ряда производителей материалов:
MatterHackers Build Series PLA: 205±15 °C
Fillamentum Extrafill PLA: 220±10 °C
Ultimaker PLA: 200–210 °C
Рекомендуемое чтение: PLA или ABS: какую нить использовать?
Неудачные или низкокачественные отпечатки из PLA часто являются результатом слишком высоких температур платформы или печати. Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
Установка слишком высоких значений может произойти, например, при использовании неправильного профиля печати в вашем слайсере или при использовании более узкого диаметра сопла, требующего более низкой температуры печати, чем настройки по умолчанию.
Признаки чрезмерной температуры платформы PLA:
Слоновья лапка: распространенная проблема печати PLA — это когда первые несколько слоев отпечатка выпячиваются наружу из-за чрезмерного расплавления нагретой печатной платформы, а затем подвергаются нагрузке от последующих слоев. Слоновью ногу можно решить, уменьшив температуру кровати или полностью отключив функцию нагрева.
Чрезмерная адгезия: Нагретый слой может улучшить адгезию первого слоя деталей из PLA. Но установка слишком высокой температуры слоя может фактически привести к слишком хорошему прилипанию детали и необходимости тщательного соскабливания, чтобы удалить ее с поверхности сборки. Немного более низкие температуры могут поддерживать адгезию, уменьшая при этом потребность в соскабливании и растирании.

Признаки чрезмерной температуры печати PLA:
Тепловая ползучесть: если температура сопла слишком высока, оно может непреднамеренно расплавить нить за пределами обозначенной зоны плавления, особенно при использовании цельнометаллического хотэнда. Тепловая ползучесть часто возникает в середине печати, после того как температура постепенно поднимается вверх по горячему концу, что приводит к неоднородным или неполным участкам.
Провисание: При печати при слишком высокой температуре детали из PLA могут провисать и провисать, особенно во время соединения (печать неподдерживаемых горизонтальных элементов). Часто эту проблему можно решить, снизив температуру печати или увеличив мощность охлаждающего вентилятора. Обратите внимание, однако, что чрезмерное охлаждение потенциально может привести к другим проблемам, таким как плохая межслойная адгезия.
Вытекание и натяжение: Высокая температура сопла может привести к непреднамеренной утечке материала из сопла во время движения.
 Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
Эту проблему можно решить, снизив температуру печати или отрегулировав параметры отвода.
Рекомендуемое чтение: Натяжка 3D-принтера: как исправить
Низкие температурные требования PLA означают, что проблемы, вызванные слишком низкой температурой, встречаются реже. Тем не менее, эти проблемы все же могут возникнуть при определенных обстоятельствах: при использовании нестандартного филамента PLA, когда температура окружающей среды особенно низкая или при использовании сопла большого диаметра, например.
Симптомы недостаточной температуры платформы PLA:
Плохая адгезия первого слоя: В редких случаях PLA может не прилипать к платформе печати, что приводит к смещению детали и окончательному отказу печати. Эту проблему можно решить, увеличив температуру слоя, но другие решения могут включать снижение мощности охлаждающего вентилятора, очистку поверхности сборки (или нанесение клеевого покрытия) и выравнивание слоя.
Признаки недостаточной температуры печати PLA:
Недоэкструзия: При печати PLA недостаточная температура сопла может привести к недоэкструзии, что может проявляться в виде отверстий в отпечатке или шероховатой текстуры поверхности.
Засоры и замятия: Недостаточная температура может привести к недостаточному расплавлению нити PLA, что может привести к засорению сопла и застреванию, которое прерывает печать. Эти проблемы можно решить, повысив температуру печати или используя более широкое сопло.
Рекомендуемое прочтение: Как исправить при экструзии: техническое обслуживание и настройки печати
Производители нитей PLA обычно предоставляют рекомендуемые настройки температуры слоя и температуры сопла, оптимизированные для их уникального продукта. Однако в некоторых случаях эти рекомендуемые настройки не приводят к удовлетворительным результатам.
Один из способов найти оптимальную температуру печати PLA для вашей конкретной установки 3D-печати — принтера, сопла, материала и т. д. — это запустить несколько тестовых отпечатков и оценить результаты. Но вместо того, чтобы печатать набор обычных деталей, может быть полезно распечатать конкретную 3D-модель, известную как термометр.
Термостат, демонстрирующий отказ при самой низкой температуре
Термостат, подобный этому, состоит из нескольких горизонтальных блоков, каждый из которых печатается при постепенно более высокой или более низкой температуре, чем предыдущий. Цифры напечатаны на боковой стороне башни (200, 205, 210 и т. д.), поэтому пользователь может быстро определить, какой блок был напечатан при какой температуре. Каждый блок временной башни обычно содержит такие элементы, как зазоры, выступы и тонкие элементы, что дает четкое представление о производительности принтера при различных настройках температуры.
Конечно, распечатать градирню температуры немного сложнее, чем обычную печать, потому что слайсер должен указывать принтеру регулировать температуру при каждом соответствующем приращении. (Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)
(Пользователи Cura могут установить и использовать плагин ChangeAtZ для переключения температуры сопла с требуемыми интервалами по оси Z.)
Когда термометр закончит печать, пользователи могут просто визуально проверить отпечаток, чтобы увидеть, какие блоки были напечатаны хорошо. а у которых нет. Блок с наименьшими нитями или артефактами и лучшим качеством мелких деталей указывает на оптимальную температуру печати для материала при данной конкретной настройке печати.
Как правило, наилучшая температура слоя PLA составляет около 50 °C, а наилучшая температура печати PLA — около 210 °C. Однако, как мы видели, на оптимальный температурный диапазон могут влиять разные факторы, что делает обязательным тестирование при первой печати PLA.
[1] Ванаи Х.Р., Раисси К., Делигант М., Ширинбаян М., Фитусси Дж., Хеллади С., Чархчи А. К пониманию влияния температуры на прочность сцепления, размеры и геометрию 3D-печатных деталей. Журнал материаловедения. 2020 окт;55(29):14677-89.
2020 окт;55(29):14677-89.
[2] Bergström JS, Hayman D. Обзор механических свойств и моделирования материалов полилактида (PLA) для медицинских применений. Анналы биомедицинской инженерии. 2016 февраль;44(2):330-40.
КАК ДОСТИГНУТЬ ПРИ ПЕЧАТИ ИЗ PLA
Давайте углубимся в детали 3D-печати нитью PLA. Мы обсудим, что такое PLA и как заставить его работать с вашим принтером, как найти правильную температуру и на каких поверхностях печатать.
PLA — прекрасный материал для 3D-печати. Это возобновляемый, биоразлагаемый ресурс. Он нетоксичен и имеет приятный запах при печати. Нить PLA выпускается в широком диапазоне цветов, и благодаря своим тепловым характеристикам с ее помощью особенно легко получать отличные отпечатки.
Содержание
Что такое PLA
Правильный выбор первого слоя
Печать на синей ленте
Печать на стекле с подогревом стола
Другие поверхности для печати
Правильная температура
Замена нити
Печать с помощью Makerbot Replicator
Краткий справочник температуры PLA MatterHackers
Что делать, если что-то пойдет не так
ЧТО ТАКОЕ PLA
PLA или полимолочная кислота представляет собой термопластичный полиэфир. Его обычно получают из возобновляемых ресурсов, таких как кукурузный крахмал, корни тапиоки или сахарный тростник. Одна из самых привлекательных особенностей PLA заключается в том, что он естественным образом разлагается под воздействием окружающей среды. Например, изделие из PLA в океане имеет время деградации от шести месяцев до двух лет. Сравните это с обычным пластиком, который разлагается от 500 до 1000 лет. Важно отметить, что, хотя PLA будет разлагаться в открытой природной среде, он очень прочен при использовании в любом обычном приложении, таком как печатная игрушка или важная часть принтера. В этом отношении вы можете думать о нем как о железе. Если вы подвергнете его постоянному воздействию влаги или оставите снаружи, он «заржавеет» и вскоре станет непригодным для использования. Но если бы он был у вас дома, вы бы ожидали, что он продлится почти бесконечно.
Его обычно получают из возобновляемых ресурсов, таких как кукурузный крахмал, корни тапиоки или сахарный тростник. Одна из самых привлекательных особенностей PLA заключается в том, что он естественным образом разлагается под воздействием окружающей среды. Например, изделие из PLA в океане имеет время деградации от шести месяцев до двух лет. Сравните это с обычным пластиком, который разлагается от 500 до 1000 лет. Важно отметить, что, хотя PLA будет разлагаться в открытой природной среде, он очень прочен при использовании в любом обычном приложении, таком как печатная игрушка или важная часть принтера. В этом отношении вы можете думать о нем как о железе. Если вы подвергнете его постоянному воздействию влаги или оставите снаружи, он «заржавеет» и вскоре станет непригодным для использования. Но если бы он был у вас дома, вы бы ожидали, что он продлится почти бесконечно.
PLA используется во многих отраслях промышленности: от упаковки пищевых продуктов (например, бутылок с водой на фото) до биоразлагаемых медицинских имплантатов, таких как швы, тканевые винты и кнопки. PLA бывает нескольких марок; научный, медицинский, безопасный для пищевых продуктов, а затем к типу PLA, используемому в потребительской 3D-печати. Естественная температура плавления PLA составляет около 80°C, но его смешивают с другими пластиками, чтобы сделать его пригодным для 3D-печати.
PLA бывает нескольких марок; научный, медицинский, безопасный для пищевых продуктов, а затем к типу PLA, используемому в потребительской 3D-печати. Естественная температура плавления PLA составляет около 80°C, но его смешивают с другими пластиками, чтобы сделать его пригодным для 3D-печати.
Если вы печатали с помощью ABS, вы обнаружите, что PLA более твердый, изнашивается медленнее и с ним легче получить хорошую плоскую деталь. PLA менее термически сжимается, и из него гораздо легче печатать большие детали. Следует учитывать, что более жесткая и твердая также означает, что она более хрупкая. Если деталь, которую вы печатаете, будет использоваться там, где она может подвергаться сильным ударам или резким столкновениям, PLA может быть не лучшим материалом.
Еще одно важное соображение при печати деталей из PLA – это знание того, каким температурам они будут подвергаться. PLA становится мягким при температуре 70–80 °C и деформируется при использовании в условиях, когда температура остается выше этих значений в течение длительного времени. Вот почему вы должны использовать ABS или какой-либо другой материал рядом с экструдером. В MatterHackers мы обычно используем PLA для всех деталей нашего принтера, за исключением тех, которые находятся непосредственно вокруг экструдера (таких как x-каретка, монтажная пластина и блок экструдера), которые мы печатаем из ABS.
Вот почему вы должны использовать ABS или какой-либо другой материал рядом с экструдером. В MatterHackers мы обычно используем PLA для всех деталей нашего принтера, за исключением тех, которые находятся непосредственно вокруг экструдера (таких как x-каретка, монтажная пластина и блок экструдера), которые мы печатаем из ABS.
ПОДГОТОВКА ПЕРВОГО СЛОЯ
Первый слой является наиболее важной частью любого отпечатка. Есть несколько вещей, которые вам нужно сделать, чтобы первый слой хорошо приклеился.
Платформа для печати (или поверхность для печати) должна быть ровной.
Необходимо установить экструдер на нужной высоте от станины.
Вам нужен хороший базовый материал, к которому будет прилипать PLA.
ПЕЧАТЬ НА СИНЕЙ ЛЕНТЕ
Голубая лента или малярная лента — это один из самых простых и быстрых способов получить качественную печать из PLA. Вот краткий контрольный список вещей, которые вы хотите убедиться, что вы делаете.
Вот краткий контрольный список вещей, которые вы хотите убедиться, что вы делаете.
Убедитесь, что синяя лента создает ровный слой. Не пропустите ни одного места. Не перекрывайте края.
Не нагревайте платформу при использовании Blue Tape, она плохо приклеится к PLA 9.0003
Замените все полоски ленты, поврежденные при снятии деталей.
Замените ленту после 5-10 отпечатков или когда детали перестанут прилипать.
Если ваш первый слой не прилипает, убедитесь, что печатающая головка находится достаточно близко, чтобы получилась красивая сплющенная линия из PLA. Если это не решит вашу проблему, вы можете увеличить «температуру первого слоя» с 5 до 10 градусов (начните с 5 и при необходимости увеличьте).
Голубая лента не идеальна, но очень проста в использовании и обычно дает отличные результаты. Однако иногда ваши детали могут отрывать ленту от стекла во время печати, и при этом вы увидите некоторую деформацию. Чтобы уменьшить вытягивание Blue Tape, мы добились отличных результатов, поместив Blue Tape поверх ленты PET, но это просто безумие :).
Чтобы уменьшить вытягивание Blue Tape, мы добились отличных результатов, поместив Blue Tape поверх ленты PET, но это просто безумие :).
ПРИМЕЧАНИЕ. PLA плохо прилипает к синей ленте, когда она теплая. Вы не хотите нагревать кровать, если планируете печатать на Blue Tape. Кроме того, поверхность Blue Tape теряет способность удерживать деталь по мере использования. Вы должны заменить ленту, когда начнете видеть ухудшение адгезии (обычно где-то между 5-10 отпечатками на одном и том же месте).
ПЕЧАТЬ НА СТЕКЛЕ С ПОДОГРЕВОМ
Если у вас есть стол с регулируемой температурой, печать непосредственно на стекле может быть отличным вариантом. Рекомендуемая температура слоя для PLA составляет 70°C.
При печати на стекле чрезвычайно важно, чтобы уровень платформы и экструдер находились на нужной высоте. Если ваш экструдер находится слишком далеко от стекла, ваш PLA ВООБЩЕ не приклеится, если слишком низко, стекло полностью заблокирует выдавливание материала, и он ВООБЩЕ не приклеится.
Если первый слой не прилипает
1. Убедитесь, что кровать стоит ровно.
2. Убедитесь, что печатающая головка расположена достаточно близко, чтобы первый слой получился хорошо сплющенным.
3. Перед началом печати убедитесь, что экструдер достаточно запущен, чтобы нить попадала на платформу в течение всего первого слоя. В slic3r можно увеличить количество петель до 4 или 5 и более в зависимости от детали.
4. Очистите стекло денатуратом
Когда вы можете заставить его работать хорошо, стекло — это лучший способ печати PLA. Это создает отличный блестящий нижний слой, а нагретая платформа гарантирует, что детали останутся красивыми и плоскими.
ДРУГИЕ ПОВЕРХНОСТИ ДЛЯ ПЕЧАТИ
Печать на каптоновой ленте
Многие люди успешно печатают на каптоновой ленте. Для печати PLA на каптоновой ленте вам понадобится нагревательный стол. Раньше мы печатали на каптоновой ленте на подогреве, но после освоения печати на стекле больше не рекомендуем печатать на каптоновой ленте в качестве первого варианта. Процедура печати на каптоновой ленте почти идентична печати на стекле, но требует больше настройки и очистки. Если у вас есть советы о других преимуществах Kapton Tape, сообщите нам об этом. Мы всегда работаем над улучшением нашего процесса.
Процедура печати на каптоновой ленте почти идентична печати на стекле, но требует больше настройки и очистки. Если у вас есть советы о других преимуществах Kapton Tape, сообщите нам об этом. Мы всегда работаем над улучшением нашего процесса.
Печать на поликарбонате
Мы немного поэкспериментировали с поликарбонатом, слегка смазав его растительным маслом. Поликарбонат сработал, и печать получилась отличной. Однако эту часть было трудно удалить, и польза не была очевидна. Мы считаем, что этот метод заслуживает более подробного изучения, и мы будем обновлять этот раздел по мере того, как узнаем больше. На данный момент мы рекомендуем придерживаться Blue Tape.
УСТАНОВКА ПРАВИЛЬНОЙ ТЕМПЕРАТУРЫ
При работе с новым рулоном нити в первый раз мы обычно начинаем печать при температуре около 200°C, а затем регулируем температуру вверх или вниз с шагом 5 градусов, пока не получим качество печати и прочность части, чтобы быть в хорошем балансе друг с другом.
На что обратить внимание:
Если температура слишком высокая
Вы увидите больше нитей между отдельными частями вашего отпечатка, и вы можете заметить, что экструдер пропускает много пластика во время движения между отдельными областями печати. Если это произойдет, вы должны попытаться постепенно снизить температуру на 5 градусов, пока из экструдера не будет течь столько материала.
Иногда у вас будет материал, который просто менее вязкий, чем другие PLA, и будет больше течь даже при более низких температурах. Мы рекомендуем вам увеличить втягивание на несколько миллиметров (3-4 кажется хорошим числом для большинства всех PLA, которые мы пробовали).
Если температура слишком низкая
Вы либо увидите, что нить не прилипает к предыдущему слою, и у вас получится шероховатая поверхность (как на картинке ниже), либо вы получите деталь, которая не прочный и легко разбирается. В любом случае вам следует увеличить температуру на 5 градусов и повторить попытку, пока вы не получите хорошие линейные сегменты на каждом слое и не получите четкую часть после завершения печати.
Экструдированная нить недостаточно горячая
ЗАМЕНА НИТИ
При смене цветов PLA:
8
Пока экструдер холодный, установите температуру 80°C и подождите, пока он нагреется.
Когда вы достигнете 80c, удалите текущую нить из экструдера. Возможно, вы сможете вывернуть его вручную или вам может потребоваться перевернуть экструдер.
Если у вас возникли проблемы с удалением нити накала, увеличьте температуру до 100 °C и повторите попытку.
Увеличьте нагрев и загрузите новую нить в обычном режиме.
Пропускайте новый цвет через экструдер до тех пор, пока он не станет чистым и новый цвет не будет единственным, что выходит из экструдера. Если вы переключаетесь с темного цвета (например, черного) на светлый (например, белый или натуральный), запустите еще немного, чтобы убедиться, что у вас нет темного загрязнения:
.
Очистите шестерню экструдера и выдуйте любые частицы из входа экструдера.
Напечатайте что-нибудь, что вас не волнует, есть ли в нем кусочки предыдущего цвета, или запустите экструдер на несколько минут. Может потребоваться от 10 до 15 минут экструзии, прежде чем вы сможете быть уверены, что темный материал не будет смешиваться с более светлым материалом.
Примечание. Мы рекомендуем удалять нить в мягком состоянии, а не в полностью расплавленном, чтобы уменьшить вероятность отложения расплавленного материала на приводной шестерне экструдера или оставить материал высоко над входом в камеру расплава. Оба из них могут вызвать заедание и их трудно очистить. Мягкое удаление также помогает гарантировать, что вы вытащите все из наконечника экструдера.
ПЕЧАТЬ С ПОМОЩЬЮ MAKERBOT REPLICATOR
Экструдер Makerbot Replicators не такой мощный, как некоторые экструдеры RepRap с редуктором, поэтому вот несколько дополнительных советов, которые действительно могут помочь в достижении отличных результатов.
Убедитесь, что ваша кровать идеально выровнена.
Измерьте нить штангенциркулем. Сделайте 5 измерений, отбросьте нижнее и верхнее значения и усредните оставшиеся 3. Введите это число в качестве диаметра нити.
Очистите экструдер. Если у вас были проблемы, вам, вероятно, нужно это сделать.
Очистите зубья ведущей шестерни.
И БОЛЬШОЙ! Используйте крошечную каплю масла канолы на конце нити во время замены нити. Мы получили этот совет от клиента, и это было УДИВИТЕЛЬНО, с тех пор ни одного замятия нити!
ПРЕДСТАВЬТЕ, ЧТО ТЕМПЕРАТУРА 3D PLA БЫСТРЫЙ СПРАВОЧНИК
Рекомендуемый цвет Рекомендуемый диапазон
Black 195C 190-210C
Glow-In-The-The-The Dark 190C 185-205C
Все остальные цвета 210C 205-220C
Примечание: вам может понадобиться эксперимент с температурой. который лучше всего напечатает на вашем принтере. Температура окружающей среды, влажность, а также калибровка и уникальность вашего принтера играют определенную роль в том, какими будут ваши отпечатки.
Температура окружающей среды, влажность, а также калибровка и уникальность вашего принтера играют определенную роль в том, какими будут ваши отпечатки.
ЧТО ДЕЛАТЬ, ЕСЛИ ДЕЛАЮТ НЕПРАВИЛЬНОЕ
Есть несколько ключевых моментов, которые необходимо проверить, если ваши отпечатки не работают. Но прежде чем мы рассмотрим решения, нам нужно кратко описать ваши симптомы.
«Я не могу приклеить первый слой.»
«Деталь имеет плохие внутренние слои и верхние поверхности».
Проверьте температуру экструзии (может потребоваться увеличить ее на 5 градусов)
Проверьте натяжение нити.
Очистите шестерню привода нити
«На внешних краях моих частей много маленьких выпуклостей.»
Источник лучше PLA. Мы обнаружили, что качество вашего печатного материала может иметь большое влияние на качество вашей детали.
 Улучшение PLA может помочь вам получить более качественные детали. Однако не спешите предполагать, что проблема в вашем PLA. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
Улучшение PLA может помочь вам получить более качественные детали. Однако не спешите предполагать, что проблема в вашем PLA. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
«Высокие части моих отпечатков выглядят расплавленными или сплющенными».
«Мой принтер не печатает никаких материалов».
Очистите ведущую шестерню и отрегулируйте натяжение. Первое, что мы собираемся сделать, это очистить приводную шестерню, касающуюся нити, и убедиться, что у нас есть надлежащее натяжение нити. Обычно неправильное натяжение или засорение ведущей шестерни делает отпечаток более похожим на изображение, которое мы имеем для низкотемпературной нити, но иногда это все вместе препятствует экструзии.
 Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с приводной шестерней], но реже с редукторными приводами). .
Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с приводной шестерней], но реже с редукторными приводами). .
Проверьте и устраните застревание между экструдером и горячей частью. Это самый экстремальный тип проблемы, потому что теперь пришло время разобрать вещи. Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PLA, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали.

Всего комментариев: 0