Токарный винторезный станок это: Токарно винторезный станок
Содержание
Токарно винторезный станок
Общее описание токарно-винторезного станка
Токарно винторезный станок – оборудование, которое используется для обработки заготовок из металлов и других материалов точением (резанием). С помощью токарных станков осуществляют расточку и обточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование, развертывание отверстий и другие работы.
На Токарно винторезном станке простой принцип работы: заготовка, которая зажата в горизонтальном положении, начинает вращаться и резцом, который подвижен, снимается не нужный материал. Но для того чтобы осуществить этот принцип, нужен механизм, который состоит из большого количества точно пригнанных элементов.
Токарные станки объединяют девять видов станков, которые отличаются по различным признакам: по конструктивной компоновке, по назначению, по степени автоматизации.
Использование на станках специальных дополнительных устройств (для фрезерования, для шлифования, для сверления радиальных отверстий) сильно расширяет технологическую функциональность оборудования.
Токарные станки, автоматы и полуавтоматы, делятся на вертикальные и горизонтальные, в зависимости от размещения шпинделя, который несет приспособление для установки заготовки детали, которая обрабатывается.
Вертикальные станки в основном используются для обработки деталей крупных размеров и массы, но небольшой
длины. Наиболее известные токарные станки во времена советского союза — 16К20 и 1К62.
Токарный станок предназначен для обработки материалов резанием, для того чтобы получить детали в форме тел вращения. На сегодняшний день есть несколько основных видов токарных станков. Самая универсальная техника токарной группы – это токарно-винторезные станки, которые применяют в условиях мелкосерийного
производства. А токарно-винторезные станки, в свою очередь, тоже разделяются на виды:
Устройство токарно винторезного станка
Токарно-винторезный станок имеет свое индивидуальное устройство. Основной корпус техники является
Основной корпус техники является
неподвижным, а инструмент начинает свою работу, нажатием специальных головок. Деталь, которая получается в
процессе обработки можно применять в таких операциях. Сейчас многие считают, что использование токарно-
винторезного станка осуществляется не оптимально. Обработку материалов можно увеличить и проводить с большей
эффективностью. Но элементом, получаемым производителями после работы, обычно довольны.
Токарно-винторезный станок — оси
Токарно-винторезный станок оси – это достаточно новое оборудование. Но, тем не менее, он уже успел завоевать популярность у специалистов промышленной сферы. Токарный станок оси, иначе называемый ОЗУ, объединяет в себе черты обычных токарных инструментов с пинолем стиля оси.
На токарном станке данного типа принцип работы достаточно
простой и понятный даже тем людям, которые никогда не сталкивались с промышленностью.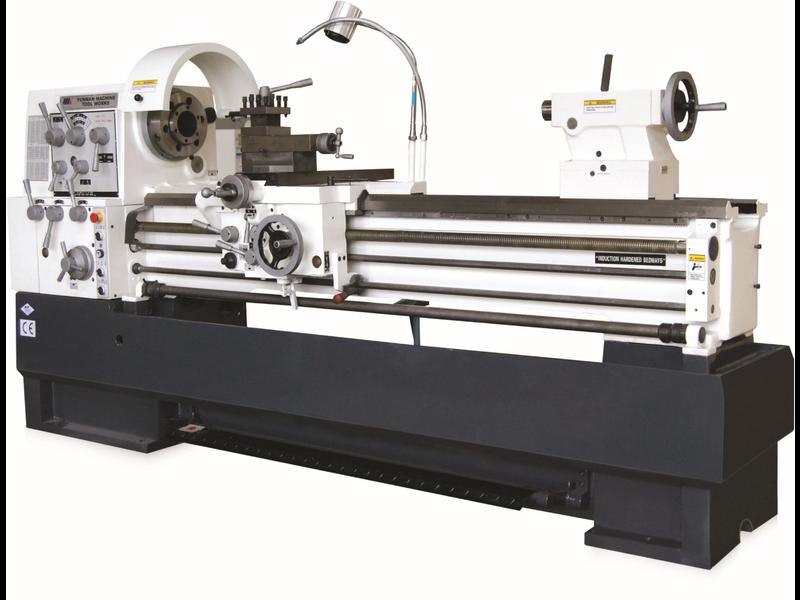 В момент, когда
В момент, когда
оборудование стыкуется с заготовкой, которую нужно обработать, то он начинает скользить по её поверхности. И
поэтому процесс обработки становится быстрым, легким, ну и качественным.
Токарно-винторезный станок типа CNC
Данный станок в состоянии заменить старый вид оборудования. Мультишпиндель и другие инструменты станков CNC
имеют ряд преимуществ: просты в установке и легки в эксплуатации. Такая техника в полном объеме отвечает
тенденциям сегодняшней разработки рабочих мест.
Показатели токарно-винторезных станков CNC намного
выше других существующих типов оборудования данного класса. Можно отметить, что организации, которые
приобретают такие станки, решают свои проблемы с производительностью на все сто процентов.
Токарно-винторезный станок с легкостью можно считать наиболее универсальным станком из всех существующих
станков токарной группы. Он используется в условиях мелкосерийного и единичного производства разнообразных
Он используется в условиях мелкосерийного и единичного производства разнообразных
деталей. Сейчас за счет своей универсальности он пользуется большим спросом во многих организациях, которые
работают в металлообрабатывающей промышленности.
Такую популярность обеспечивает большой спектр
задач, которые он выполняет. Это и большая степень производительности, и надежность, и высокая точность
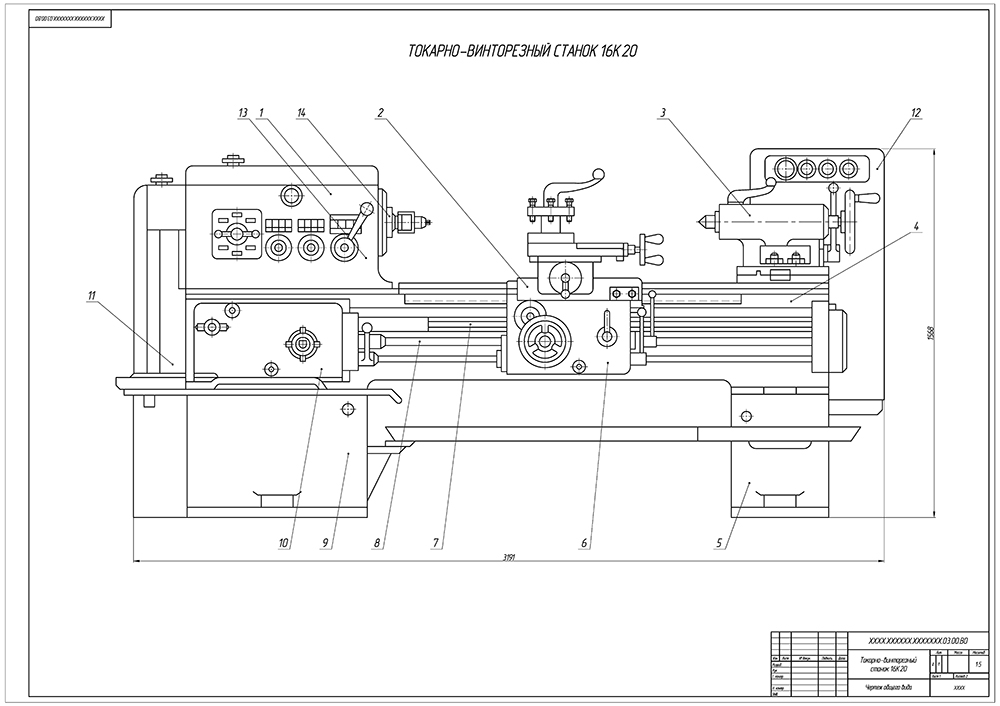
обработки деталей. Наиболее известным токарно-винторезным станком в советском союзе был 16К20. Работа этого
станка базируется на снятии стружки с заготовок продукции при точении, таким образом обрабатываются чаще
всего тела вращения. Также к станкам токарной группый входят и токарно карусельные станки.
Токарные станки позволяют обрабатывать внутренние и наружные поверхности. Техника дает возможность обтачивать
детали разнообразных форм (фасонных, конических, цилиндрических), выполнять сверление, растачивание,
развертывание отверстий, подрезку торцов, накатку рифлений, нарезание резьбы и другие операции. Также
Также
возможность применения специального оборудования даст вам возможность выполнять и другую работу. К примеру,
вы сможете осуществлять фрезерование, шлифование, нарезание зубьев и другие.
Токарно-винторезная техника, в первую очередь, предназначена для единичного и мелкосерийного
производства. Но, если необходимо, его можно будет оборудовать дополнительными приспособлениями и
устройствами, которые дадут возможность расшириться до серийного производства. В массовом производстве
используются токарные и револьверные полуавтоматы и автоматы. Обслуживание автомата подразумевает
периодическую наладку, подачу материала на станок и контроль обрабатываемых деталей.
В полуавтомате
же движения, которые связаны со снятием и загрузкой заготовок, не автоматизированы. Автоматическое управление
рабочим процессом таких токарно-винторезных станков выполняется благодаря распределительному валу, где установлены кулачки.
устройство, назначение и технические характеристики
Токарно-винторезные станки имеют похожие конструкции и схожие принципы работы вне зависимости от модели и серии выпуска.
Основная функция данного оборудования – выполнять операции точения, сверления, обработка торцов, нарезание резьбы.
Обрабатывать могут металлические и неметаллические изделия. Поэтому токарно-винторезные станки пользуются популярность на производстве с небольшим размером выпускаемых серий продукции.
Содержание:
- 1 Назначение и область применения универсального станка по металлу
- 2 Основные конструктивные особенности
- 2.1 Передние и задние бабки
- 2.2 Суппорт
- 2.3 Коробка скоростей
- 2.4 Шпиндель
- 2.5 Станина
- 2.6 Нарезание резьбы
- 2.7 Электрический блок управления
- 2.8 Фартук
- 3 Методы классификации
- 3.1 Масса
- 3.2 Максимальная длина детали
- 3.3 Максимальный диаметр
- 4 Какие операции можно производить на устройстве
- 5 Основные технические характеристики
- 5.
 1 Количество оборотов
1 Количество оборотов - 5.2 Класс точности
- 5.3 Число передач
- 5.4 Размеры обрабатываемой детали
- 5.5 Вес и габаритные размеры
- 5.6 Величина подачи и максимального перемещения по оси
- 5.
- 6 Применение ЧПУ
- 7 Обзор и схемы распространенных моделей
- 7.1 1Л532
- 7.2 16У04П
- 7.3 1П611
- 7.4 1Д601
- 7.5 16К40
Назначение и область применения универсального станка по металлу
Детали, обрабатываемые универсальными токарно-винторезными станками, в основном изготовлены из черных и цветных металлов.
Точение конусов ин нарезание резьбы – дополнительные функции станка. Если в комплекте идут дополнительные инструменты и сверла, то функциональные возможности станка еще больше.
Поскольку данные станки имеют большие габариты и внушительный вес, их редко можно встретить в частных мастерских. Сферы применения:
- производство мелких серий продукции;
- единичный выпуск и обработка деталей;
- в редких случаях – массовое производство.

Но в промышленных масштабах токарно-винторезные станки используются редко. Читайте также: токарный станок 16У04П, технические характеристики, описание основных узлов
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Читайте также: токарный станок 16К20 технические характеристики
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя.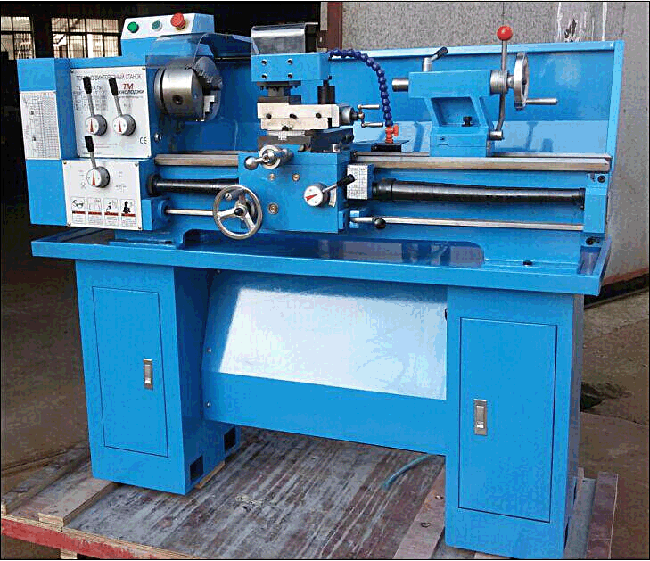 Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Читайте также: токарный станок это? Узнай больше по ссылке
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения.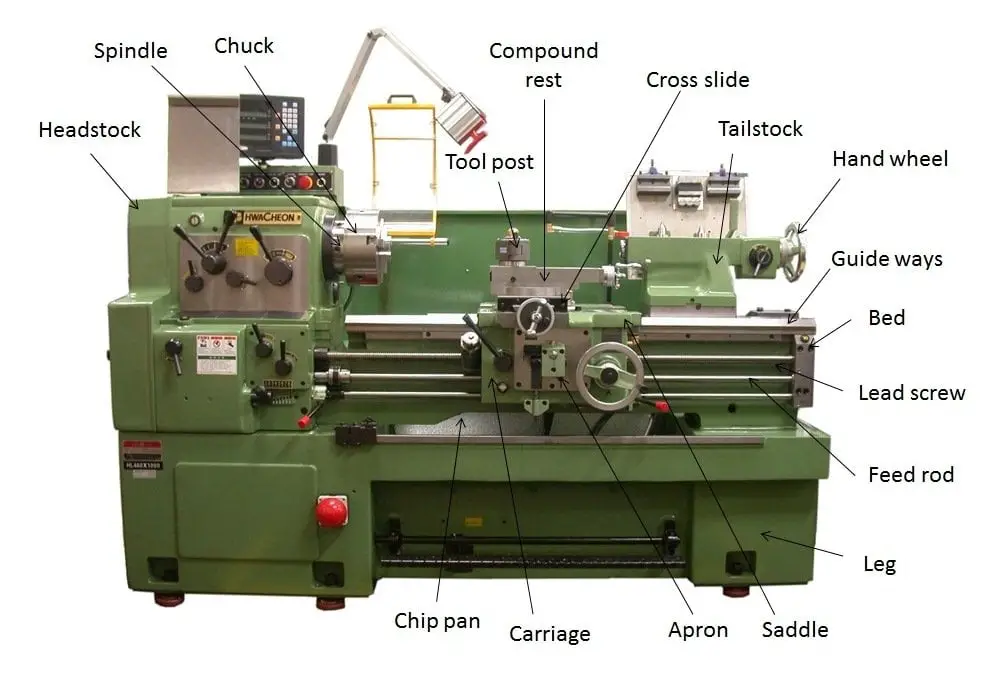 На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу. При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
- Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
- Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.

- 15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Максимальный диаметр
По максимальному диаметру имеется самая обширная классификация деталей. Они начинаются от 100 мм и вплоть до 4000 мм. Помимо вышеперечисленных показателей, часто для классификации используют такой параметр, как производительность.
Имеются станки для мелкосерийного производства, для средней серии и для крупных промышленных масштабов. Последний вариант используется на конвейерных линиях.
Какие операции можно производить на устройстве
К основным процессам, которые можно сделать при помощи токарно-винторезного станка:
- выполнение сверления и зенкерования;
- расточка отверстий;
- расточка и обтачивание поверхностей с самой разной конфигурацией: конические, цилиндрические, фасонные;
- подрезка и обработка торцов;
- нарезание резьбы разных типов.

Полный набор возможных работ зависит напрямую от количества и разнообразия дополнительных инструментов.
Основные технические характеристики
У токарно-винторезного станка есть ряд технических характеристик, на которые стоит ориентироваться при выборе токарного станка по металлу как на производство, так и для личной небольшой мастерской.
Количество оборотов
Количество оборотов может отличаться в зависимости от размеров и предназначения токарного станка, но максимальное количество оборотов – 2000 в мин.
Большие обороты предназначены для тонких отверстий в маленьких деталях. Для личных целей в небольшой мастерской достаточно станка, который работает на скорости 1000 об/мин.
Класс точности
Существует несколько классов по точности станков. Для обработки мелких деталей и в промышленных масштабах используются станки повышенной точности с пометкой П.
Для бытовых условий достаточно станков с нормальным уровнем точности, которые имеют пометку Н. Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Число передач
Всего в станке 24 скорости. При этом 12 из них переключаются с помощью автоматики, а остальные 12 – вручную посредством шестеренок.
Размеры обрабатываемой детали
Диаметр обрабатываемых деталей очень широк и может лежать в пределах от 0.5 см до 10 см при этом по техническим характеристикам длина обрабатываемой заготовки может быть от 2.5 метров до 12.5 м.
Вес и габаритные размеры
Размеры токарных станков сильно отличаются. В зависимости от комплектации и модели вес может достигать 400 тонн. Но настольные, домашние модели обычно не превышают по весу 3–4 тонны. Габаритные размеры также могут отличаться, например, для станка 1К62 они равны 2812/3200х1166х1324 мм.
Величина подачи и максимального перемещения по оси
Также зависит от конкретной модели и указывается в паспорте оборудования. У станка 1К62 максимальное перемещение пиноли 20 см.
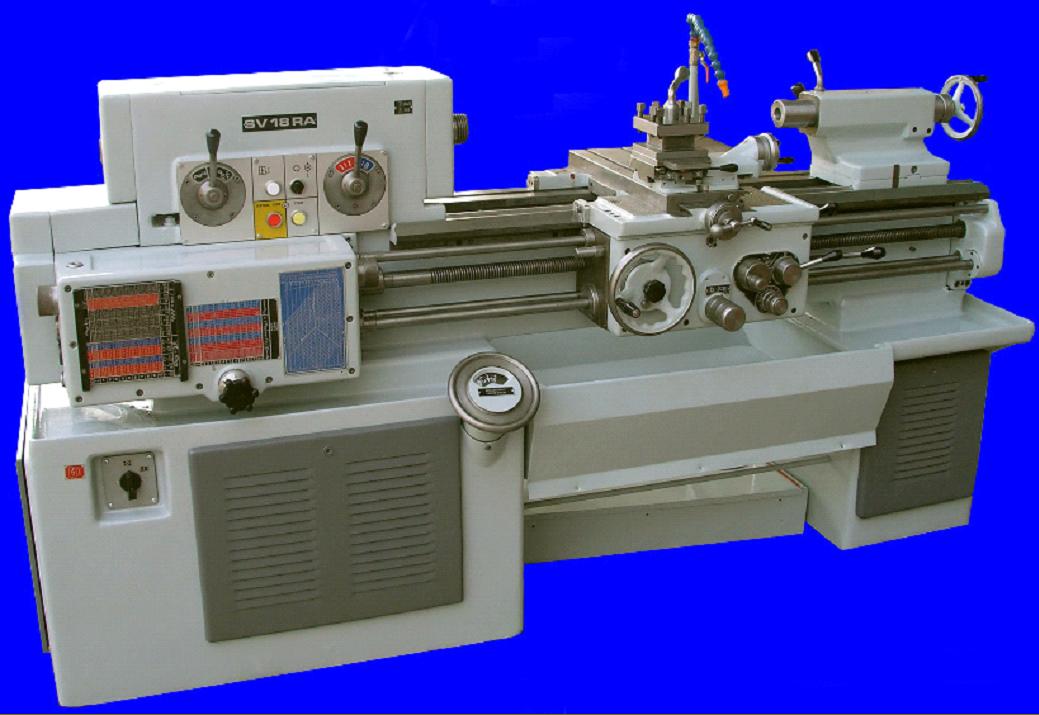
Применение ЧПУ
Современные токарные станки, особенно иностранного производства, имеют числовое управление. Это позволяет добиться высокой точности обработки.
Особенностями таких станков являются следующие нюансы:
- Все подвижные органы станка управляются мини блоком управления. Станок имеет сложную электрическую схему.
- Все параметры станка с ЧПУ точно соответствуют ГОСТу и также расписаны в паспорте оборудования. Здесь указаны показатели точности, габариты, скорость.
- Станки такого рода могут работать в домашних условиях, поскольку имеют небольшой размер, но при этом выдерживают поразительно высокие для своих габаритов нагрузки.
- Оборудование имеет индикацию, а также табло для ввода информации.
- Настольные станки с ЧПУ используются для высокоточной обработки небольших деталей. При этом у домашнего производства получается высокий показатель рентабельности.
Важно!
Большинство таких станков производят за границей, а потому они не соответствуют Российскому ГОСТу.
Обзор и схемы распространенных моделей
Среди разнообразного модельного ряда и нескольких поколений станков, которые выпускаются нашим производством, есть несколько моделей, которые продолжают пользоваться популярностью по своим техническим характеристикам и универсальным свойствам.
Все они используются на производстве или в бытовых условиях по сей день. При этом продолжают быть достойными конкурентами иностранным аналогам.
Это надежные, прочные и долговечные устройства, способные выполнять огромное количество самых разнообразных функций.
1Л532
Один из наиболее популярных на территории бывшего СССР станок, на котором успешно можно выполнять обработку заготовок средних и больших размеров.
В свое время данное оборудование успешно экспортировалось во многие страны мира. Класс точности – Н. Масса станка – 43 тонны.
16У04П
Оборудование повышенной точности. Наибольший диаметр детали, обрабатываемой над станиной – 200 мм. Масса станка – 750 кг.
1П611
Токарный станок 1И611, использующийся на производстве, в том числе и для обточки колес ЖД транспорта. По ГОСТу отличаются повышенной точностью и имеет возможность торможения шпинделя. Вес устройства 560 кг. Легко выполняет следующие функции:
- Сверление.
- Отрезка.
- Нарезание резьбы внутренней и наружной.
- Обработка различных поверхностей.
Наибольший диаметр заготовки над станиной – 250 мм.
1Д601
Токарный станок 1Д601 лучше подходит для чисто бытового использования. Точность меньшая, чем у предыдущего станка. Отличается высокими показателями работы даже спустя много лет функционирования.
Перемещение суппорта, возможно только вручную. Масса всего станка около 30 кг. В связи, с небольшими габаритами максимальная длина обрабатываемой заготовки – 18 см.
16К40
Одна из наиболее популярных моделей, которая реально завоевала популярность среди мастеров. Относится к среднему классу оборудования с классом точности Н.
Начиная с 1932 года в СССР выпущено несколько десятков тысяч самых разных токарно-винторезных станков. Они использовались не только на производстве, но и для обучения молодежи, в школах, училищах, да и у многих настольные станки были в гаражах, домах, собственных мастерских.
Такое оборудование поможет расточить отверстие, подровнять необходимую поверхность, просверлить уже имеющееся отверстие. Важно, ориентируясь на начальные паспортные характеристики оборудования приобрести наиболее подходящую модель. Читайте также: чем так хорош токарно-винторезный станок 1М63, технические характеристики.
Что такое токарно-винторезный станок и как он работает?
Нарезание резьбы является неотъемлемой частью производственного процесса, но что такое токарно-винторезный станок и как он работает?
В этой статье мы расскажем, как работают токарно-винторезные станки и как выбрать правильную пластину для нарезания резьбы. В R.D. Barrett мы снабжаем инженеров и экспертов прецизионными инструментами с 1975 года, за это время мы накопили непревзойденные отраслевые знания и самый большой в Великобритании запас инженерных инструментов, включая резьбонарезные пластины и расходные материалы для механической обработки.
Что такое токарно-винторезный станок?
Токарно-винторезные станки существуют уже сотни лет и позволяют инженерам нарезать как внутреннюю, так и внешнюю резьбу. Современные передовые инженерные станки с ЧПУ выполняют ту же функцию с точностью, о которой предыдущие поколения инженеров могли только мечтать.
Станки с ЧПУ используют сменные пластины как для резки, так и для формовки заготовки. Единственная режущая точка (резьбонарезной инструмент) перемещается вверх и вниз по длине заготовки, удаляя материал для создания резьбы. Станки с ЧПУ могут нарезать как внутреннюю, так и внешнюю резьбу. Для этого заготовке может потребоваться пройти через ЧПУ несколько раз (так называемые многократные проходы).
Этот процесс известен как нарезание резьбы в одной точке. Нарезание резьбы в одной точке позволяет инженерам нарезать заготовки с различными размерами и формами резьбы, используя один держатель инструмента. Теоретически заготовки могут быть любого размера (хотя они, естественно, будут ограничены размерами станка с ЧПУ).
Но как работает токарно-винторезный станок? Давайте взглянем.
Как работает токарно-винторезный станок?
Когда заготовка вращается на токарном станке, из нее удаляется материал для формирования резьбы. Скорость движения фрезы и скорость вращения заготовки определяют глубину резания и сближение резьбы (шаг резьбы). Равномерность резьбы обеспечивается запрограммированной скоростью подачи на оборот.
Станки с ЧПУ работают на высочайшем уровне, обеспечивая высококачественные готовые заготовки, не требующие дополнительной обработки или инструментов. После снятия со станка с ЧПУ они готовы к использованию.
Способ входа режущего инструмента в заготовку можно запрограммировать различными способами в зависимости от применения. Опции включают радиальную подачу, угловую подачу и модифицированную угловую подачу. Выбор входа зависит от прочности материала, с которым вы работаете.
На качество нарезания резьбы могут влиять несколько факторов, в том числе износ инструмента, температура и отсутствие охлаждающей жидкости на заготовке.
Для нарезания резьбы на токарном станке требуются сменные пластины. Сменные пластины бывают разных размеров и материалов, включая высококачественные твердосплавные пластины.
Мы рекомендуем инвестировать в пластину для нарезания резьбы самого высокого качества, чтобы обеспечить постоянное качество и долговечность. Дешевые резьбонарезные пластины не прослужат долго и в некоторых случаях могут вызвать проблемы, включая сколы, которые могут повредить заготовку.
Для нарезания резьбы в самых тяжелых условиях мы рекомендуем использовать твердосплавные режущие пластины. Твердосплавные винтовые пластины могут работать при невероятно высоких температурах, точно обрабатывая металлы, включая стали, углерод, чугун и жаропрочные сплавы.
Чтобы выбрать правильную резьбонарезную пластину, вам потребуется следующая информация, в том числе:
- Форма резьбы (THFT)
- Тип инструмента
- Минимальный диаметр отверстия (DMIN)
- Обозначение производителя сплава (GRDMFG)
- Диаметр соединения со стороны машины (DCONMS)
Тип требуемой резьбонарезной пластины также зависит от обрабатываемого материала. Пластины с плоской геометрией подходят для всех типов материалов, а резьбовые вставки с острой геометрией подходят для твердых материалов, включая нержавеющую сталь. Высококачественные стружколомающие пластины подходят для обработки твердых материалов, таких как нержавеющая сталь, где их можно использовать в течение более длительного периода непрерывной обработки без надзора.
Пластины с плоской геометрией подходят для всех типов материалов, а резьбовые вставки с острой геометрией подходят для твердых материалов, включая нержавеющую сталь. Высококачественные стружколомающие пластины подходят для обработки твердых материалов, таких как нержавеющая сталь, где их можно использовать в течение более длительного периода непрерывной обработки без надзора.
В RD Barrett мы всегда готовы обсудить ваши требования к инженерному инструменту и помочь вам определить резьбонарезные пластины, которые вам нужны для текущей работы.
Точное машиностроение
В прошлом нарезание резьбы выполнялось опытными операторами станков. Современные станки с ЧПУ позволяют операторам создавать программы, обеспечивающие воспроизводимость и качество, раз за разом обеспечивая точные детали и точную резьбу.
В R.D. Barrett мы являемся инженерами-экспертами и можем дать беспристрастный совет, чтобы помочь вам выбрать пластины правильного размера для внутренней и внешней резьбы. Если вам нужна какая-либо информация или совет по нарезке резьбы или другим станкам, свяжитесь с нами сегодня.
Если вам нужна какая-либо информация или совет по нарезке резьбы или другим станкам, свяжитесь с нами сегодня.
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||

 При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку.
При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку.  Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.
Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя. Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = ниток на дюйм).
Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = ниток на дюйм). Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой).
Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой).  По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может производить каждый шаг резьбы, и иногда необходимо заменить сменные ролики, чтобы расширить диапазон редуктора — или создать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину.
По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может производить каждый шаг резьбы, и иногда необходимо заменить сменные ролики, чтобы расширить диапазон редуктора — или создать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину. 
 К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы :
К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы :  чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой.
чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой.  ). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт длиной 5 футов и диаметром 2 дюйма (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчена гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта»), примеры которых можно увидеть в Лондонский музей науки и музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем tor, слесарь-инструментальщик и дизайнер (и бизнесмен-миллионер), привнесший дисциплинированный подход в проектирование.
). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт длиной 5 футов и диаметром 2 дюйма (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчена гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта»), примеры которых можно увидеть в Лондонский музей науки и музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем tor, слесарь-инструментальщик и дизайнер (и бизнесмен-миллионер), привнесший дисциплинированный подход в проектирование. Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003
Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003 они должны делать.
они должны делать. 

 Это позволяет установить инструмент «прямо» для работы, как показано ниже.
Это позволяет установить инструмент «прямо» для работы, как показано ниже.  Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба.
Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба. 
 Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов.
Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов. Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями).
Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями). 

Всего комментариев: 0