Центра станка это: Неподвижные и вращающиеся центры для токарных станков
Содержание
Вращающиеся центры для токарных станков
Обновлено: 06.02.2023
Автор статьи : Enex
В данной статье речь пойдет о токарных центрах, об их конструкции, разновидностях и особенностях эксплуатации.
Одна из самых распространенных заготовок обрабатываемых на токарных станках — это валы, причем валы различной длины. Для того чтобы добиться небходимого качества поверхности их нужно достаточно жестко и надежно закрепить. Делается это самым эффективным и проверенным способом — с одной стороны вал зажимается в патрон, а с другой поджимается центром. В большинстве случаев для этого используется вращающийся центр, который устанавливается в пиноль задней бабки.
В каких случаях необходимо использование вращающегося центра:
Длина заготовки в 5 раз превышает диаметр.
Точение тяжелых деталей на высоких скоростях (большие обороты и подача).

Большая толщина снимаемой стружки.
Когда чистовая обработка будет проходить на шлифовальном станке.

Преимущества использования центров:
Длительный срок эксплуатации.
Устойчивость к высоким нагрузкам.
Возможность увеличить скорость обработки.
Повышение производительности оборудования.
Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Конструкция вращающихся центров
Вращающийся центр состоит из конического наконечника, вала и подшипника, размещенного в стальном корпусе. От подшипника во многом и зависит на каких режимах может работать центр, так же он снижает трение.
При стандартных режимах работы используют центра с углом наконечника 60º, при тяжелых режимах целесообразно применять с углом 90º.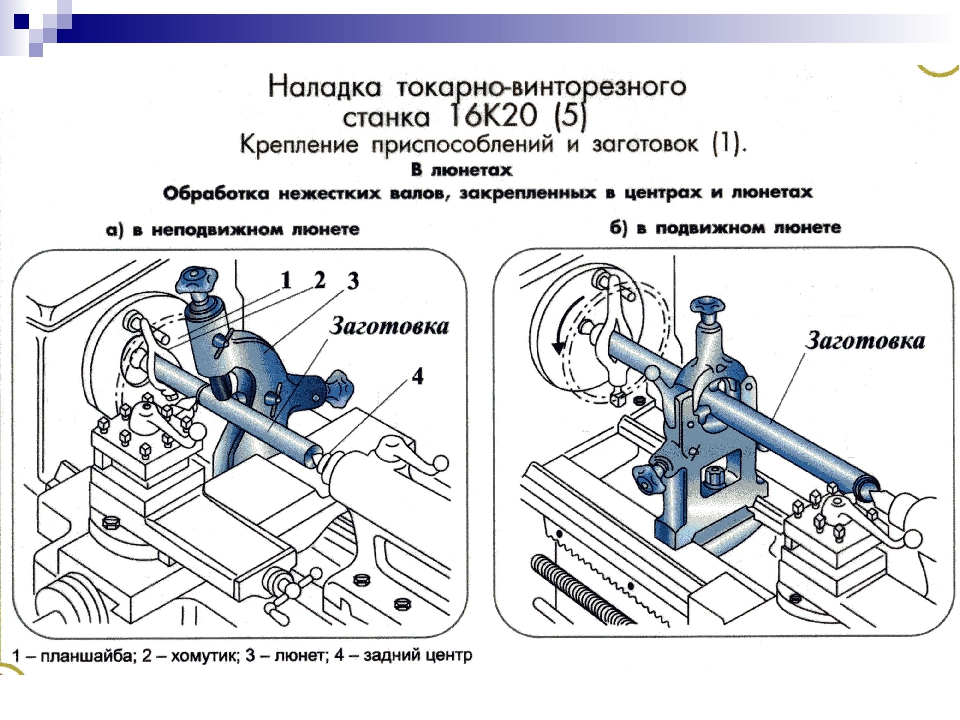
Разновидности
В зависимости от особенностей решаемых задач при токарной обработке центра бывают нескольких типов:
- Упорный центр — применяется при небольших скоростях обработки. Предварительно необходимо сделать центровочное отверстие.
- Упорный со срезанным конусом — используются при подрезании торца
- Вращающийся — используется при высоких скоростях обработки, где упорный уже нельзя применить.
- Грибковый — имеет наконечник с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
- С вращающейся гайкой — для удобства извлечения из задней бабки
- Со сменными наконечниками — возможность обработки широкого спектра деталей, используя всего один центр
Центры для токарных станков изготавливаются из высокопрочной легированной стали.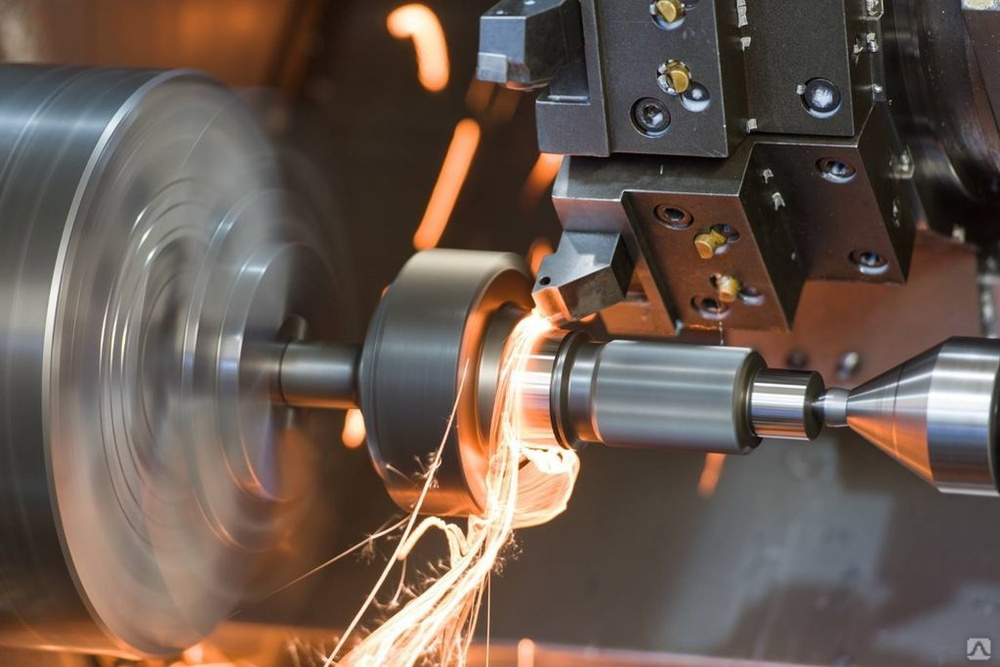 В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Источники:
1) каталог Bison-Bial 2015
2) https://vseostankah.com/tokarnye-stanki/vrashhayushhijsya-tsentr-nepodvizhnyj-gribkovyj.html
3) https://mekkain.ru/library/czentr-upornyij.html
Каталог станочной оснастки на онлайн-выставке Enex: https://enex.market/catalog/stanki_i_komplektuyushchie_k_nim/stanochnaya_osnastka/.
Токарный обрабатывающий центр.
 Особенности оборудования и его сфера использования
Особенности оборудования и его сфера использования
Токарный обрабатывающий центр представляет собой станок, который оснащен приводными инструментами для обработки заготовок. Выполнение задачи проводится с помощью шпинделя, который поворачивается вокруг своей оси под определенным углом. Оборудование отличается универсальностью, что позволяет проводить комплекс операций, к которым относятся:
- наружное точение;
- растачивание;
- сверление;
- развертывание;
- нарезание резьбы;
- фрезерование;
- зубофрезерная обработка.
Такая многозадачность делает центр отличной альтернативой обычным станкам. Для выполнения всего вышеперечисленного комплекса операций на производстве необходимо установить несколько стандартных станков, что понизит эффективность и прибыльность.
В то же время ОЦ дает возможность создать многозадачное производство, которое позволит выполнять ряд операций с помощью одного агрегата. Такое решение подойдет для небольших помещений, в которых трудно разместить несколько единиц оборудования.
Такое решение подойдет для небольших помещений, в которых трудно разместить несколько единиц оборудования.
Как правило, агрегат оснащается числовым программным управлением, которое минимизирует участие человека в процессе обработки. Токарный обрабатывающий центр с ЧПУ обеспечивает оперативность и точность работы. С помощью такой системы можно следить за состоянием агрегата, степенью износа деталей, а также программировать его на выполнение ряда функций или цикличных действий.
Токарный обрабатывающий центр поможет сократить затраты на производство и повысить его эффективность. Современные технологии позволяют оснащать агрегат устройствами, которые существенно повышают его практичность:
- линейными направляющими качения;
- моторами-шпинделями;
- линейными приводами перемещения;
- термосимметричными конструкциями.
Помимо этого, оборудование с ЧПУ дополняется устройством, которое обеспечивает автоматическую замену инструмента. В зависимости от потребностей производителя, стоит выбрать агрегат подходящего типа.
В зависимости от потребностей производителя, стоит выбрать агрегат подходящего типа.
Оборудование делят на следующие виды:
- Токарно-револьверные обрабатывающие центры. Такие агрегаты предназначены для работы с наружными и внутренними поверхностями деталей, а также для винторезных операций. Они подходят для четырехсторонней обработки заготовки и могут использоваться с тяжелыми и крупногабаритными элементами.
- Токарно-карусельный обрабатывающий центр. Данные агрегаты также называют вертикальными. Они подходят для работы с заготовками, которые имеют большой диаметр и среднюю длину. Позволяют создавать канавки, отрезки и расточку элементов.
Использование токарного обрабатывающего центра дет возможность проводить любой вид обработки – черновой или чистовой. К основным отличиям такого оборудования относятся следующие особенности:
- большая функциональность, которая обеспечивает производительность;
- высокая точность обработки от ЧПУ;
- экономия времени и ресурсных затрат;
- минимизированное участие человека в процессе обработки;
- простой принцип работы с оборудованием.

Центры, которые изготовлены с использованием современных технологий, также отличаются длительным сроком эксплуатации без поломок и нарушений. К такой продукции относятся китайские станки, которые получили широкое признание на рынке. При этом такая покупка является выгодной, поскольку позволяет создать цельное производство с помощью одного агрегата.
применений в обрабатывающих центрах | Применение в промышленности — Станки | Примеры использования Tsubaki по отраслям и приложениям | Изделия для передачи энергии
- токарные станки с ЧПУ
- Обрабатывающие центры
- Комбинированные машины
- Решения Tsubaki
Обрабатывающий центр — это станок с ЧПУ, который может фрезеровать, сверлить, растачивать, нарезать резьбу и выполнять различные другие работы без изменения крепления заготовки. Он может автоматически доставлять на место работы несколько различных инструментов.
Зона основного шпинделя — муфты, силовые замки и маслостойкие ремни
Главный шпиндель является сердцем обрабатывающего центра. Он вращает прикрепленные инструменты для обработки заготовки.
Что касается шпиндельного привода, вы найдете полную линейку продуктов Tsubaki для ременных приводов, приводов с прямым сцеплением серводвигателей и встроенных приводов.
Прямое соединение серводвигателя, тип
Муфты Tsubaki — лучший выбор для соединения главных шпинделей и серводвигателей.
Информация о соединениях
>> Нажмите для получения дополнительной информации
Встроенный двигатель Тип
Силовые замки используются для крепления роторов встроенных шпиндельных двигателей.
Подробная информация о силовых замках
>> Нажмите для получения дополнительной информации
Тип ременной передачи
Ремень Oil Proof Type Ultra PX может использоваться в средах, контактирующих с маслом.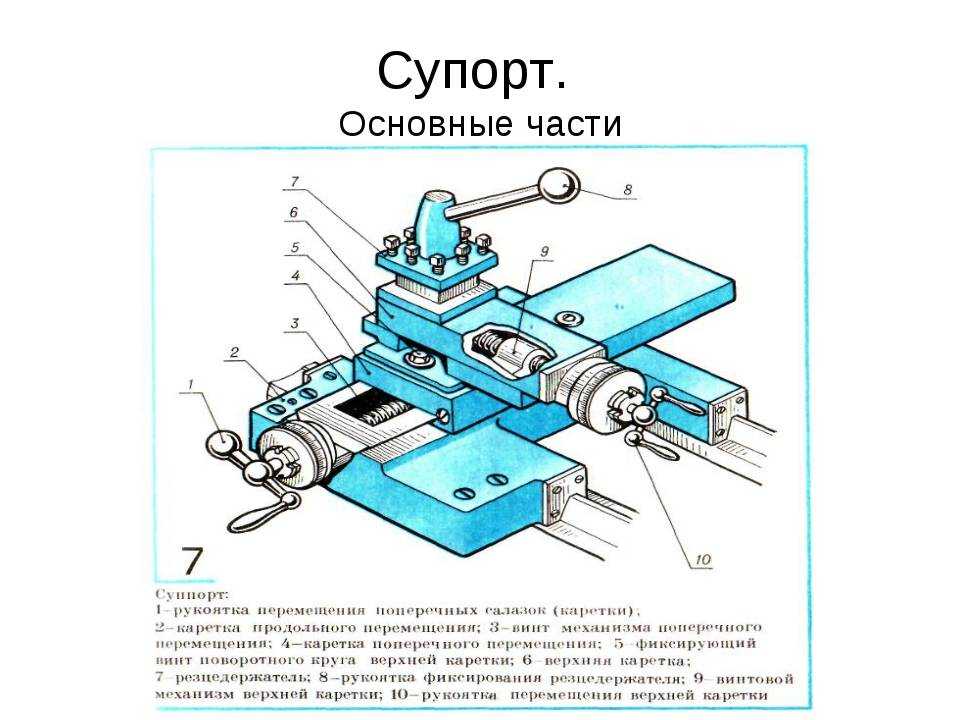 Поскольку он основан на высокоэффективном ремне HC Type Ultra PX с повышенной маслостойкостью, он обеспечивает такие же характеристики трансмиссии, как и серия HC.
Поскольку он основан на высокоэффективном ремне HC Type Ultra PX с повышенной маслостойкостью, он обеспечивает такие же характеристики трансмиссии, как и серия HC.
Подробная информация о маслостойких ремнях Ultra PX
>> Нажмите для получения дополнительной информации
Ремень маслостойкого типа изготавливается на заказ. (Минимальный заказ: 1 ремень)
>> Запросы продуктов
Механизм конусной подачи (оси X, Y и Z) — кабельные конвейеры и муфты
В обрабатывающих центрах используются различные методы для вращения двигателя, питающего шарико-винтовую передачу, и перемещения стола.
Tsubaki предлагает широкий выбор муфт для соединения подающих шпинделей (оси X, Y и Z) шарико-винтовой передачи и серводвигателя, а также кабельные каналы для надежной поддержки и направления кабелей и шлангов при перемещении оборудования.
Шарико-винтовая передача и муфта серводвигателя
Информация о муфтах
>> Нажмите для получения дополнительной информации
Движение машин — кабельные держатели (Cableveyor®)
Подробная информация о кабельных держателях
>> Нажмите для получения дополнительной информации
Системы автоматической смены инструмента (ATC) — ATC Chain и Power Locks
Система ATC автоматически меняет инструменты в обрабатывающем центре по мере необходимости.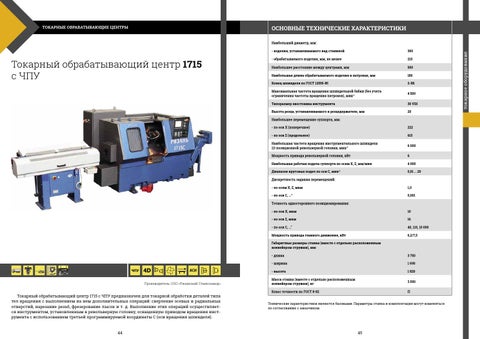
Компания Tsubaki имеет многолетний опыт и успех в области систем УВД цепного типа. Выберите из нашей полной линейки замков Power Locks идеальный вариант для соединения рычага устройства смены инструмента.
Силовые замки используются в системах УВД
Подробная информация о силовых замках
>> Нажмите для получения дополнительной информации
Цепи АТС
Подробная информация о цепях ATC
>> Нажмите для получения дополнительной информации
Системы автоматической смены поддонов (APC) — редукторы и муфты для сервоприводов
Система APC автоматически заменяет поддоны, на которые были прикреплены заготовки, между обрабатывающим центром и рабочим столом.
Мы предлагаем широкий ассортимент муфт для соединения шарикового винта и серводвигателя, который перемещает поддоны, а также высокоточные редукторы для серводвигателей. PAT-Bを品揃えしています。
PAT-Bを品揃えしています。
Информация о муфтах
>> Нажмите для получения дополнительной информации
Детали редуктора для серводвигателей
>> Нажмите для получения дополнительной информации
Система обработки стружки и охлаждающей жидкости — Конвейеры для стружки
Конвейеры для стружки уносят металлическую стружку, образующуюся при токарной обработке/резке на обрабатывающем центре.
Tsubaki предлагает конвейеры для удаления обработанной стружки из оборудования, а также сепараторы охлаждающей жидкости, оборудование для сбора шлаков и другие элементы, необходимые для обработки охлаждающей жидкости. Мы также предлагаем редукторы для конвейеров для стружки, которые были интегрированы с устройствами защиты от перегрузки.
Конвейеры для стружки производятся и продаются компанией Tsubaki Mayfran
Информация о конвейерах для стружки
>> Нажмите для получения дополнительной информации
Запросы по продуктам
>> Поддержка и контакты
Детекторы перегрузки и износа — Shock Monitor Устройства защиты от перегрузки
Shock Monitors Быстро обнаруживают изменения в значениях мощности и надежно обнаруживают перегрузки.
Установка устройства защиты от перегрузки может помочь вам избежать дефектов, возникающих в результате поломки инструментов и ухудшения производительности.
Подробная информация о мониторах ударов
>> Нажмите для получения дополнительной информации
Запросы по продуктам
>> Поддержка и контакты
Автоматический дверной привод — ленточный дверной привод
Когда станки стали полностью электрическими, Tsubaki разработала блок управления дверью ременного типа, в котором для автоматического управления дверью используется бесщеточный двигатель постоянного тока.
Свяжитесь с представителем Tsubaki для получения дополнительной информации об этом изделии.
Запросы по продуктам
>> Поддержка и контакты
Информация о линейном приводе
>> Нажмите для получения дополнительной информации
Обрабатывающие центры | Резка | Введение в обработку
- 1.
 Основные функции и характеристики
Основные функции и характеристики - 2. Возникновение и развитие обрабатывающих центров
- 3. Общая структура и типы обрабатывающих центров
- 4. Различия между горизонтальными и вертикальными типами
Сегодня обрабатывающие центры широко используются на производственных площадках. Обрабатывающие центры являются важным оборудованием для обработки металлических деталей и компонентов в дополнение к их основной цели изготовления штампов. Например, обрабатывающие центры в автомобильной промышленности используются для эффективного шлифования и сверления деталей двигателя, а также для изготовления штампов для деталей кузова. Многие другие продукты, обычно используемые в повседневной жизни и в промышленных условиях, производятся на обрабатывающих центрах.
Обрабатывающие центры
оснащены компьютеризированной функцией автоматической смены инструмента. Как правило, оператор должен заменить инструменты на станке с ЧПУ. Однако обрабатывающие центры имеют сменный рычаг, который автоматически извлекает и заменяет инструменты из инструментального магазина, где инструменты хранятся во время обработки заготовок.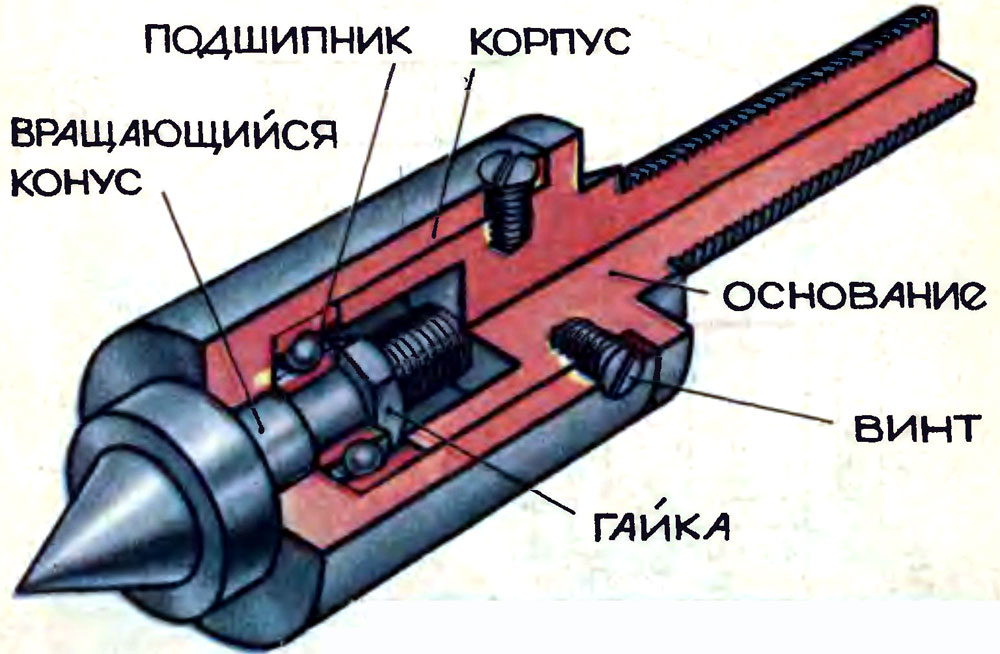 Это экономит время и усилия, необходимые для смены стандартного инструмента, и, следовательно, позволяет выполнять автоматизированные и энергосберегающие операции при одновременном снижении затрат.
Это экономит время и усилия, необходимые для смены стандартного инструмента, и, следовательно, позволяет выполнять автоматизированные и энергосберегающие операции при одновременном снижении затрат.
В последние годы появление пятиосевых обрабатывающих центров, оснащенных двумя осями вращения в дополнение к обычным трем осям, позволило обрабатывать формы еще большей сложности.
Металлообработка на обрабатывающем центре по данным САПР
Изготовление изделий на основе механической обработки штампов
Производство металлических деталей обычно включает шлифовку поверхностей и канавок в дополнение к использованию ряда сложных методов механической обработки, таких как сверление, растачивание (увеличение отверстий) и нарезание резьбы. Обычно для этих процессов обработки выборочно использовались различные режущие инструменты, такие как фрезы, концевые фрезы, сверла, расточные инструменты и метчики.
С появлением токарных станков с ЧПУ позже была разработана функция смены инструмента с ручным управлением, называемая револьверной головкой, что сделало замену лезвия более удобной.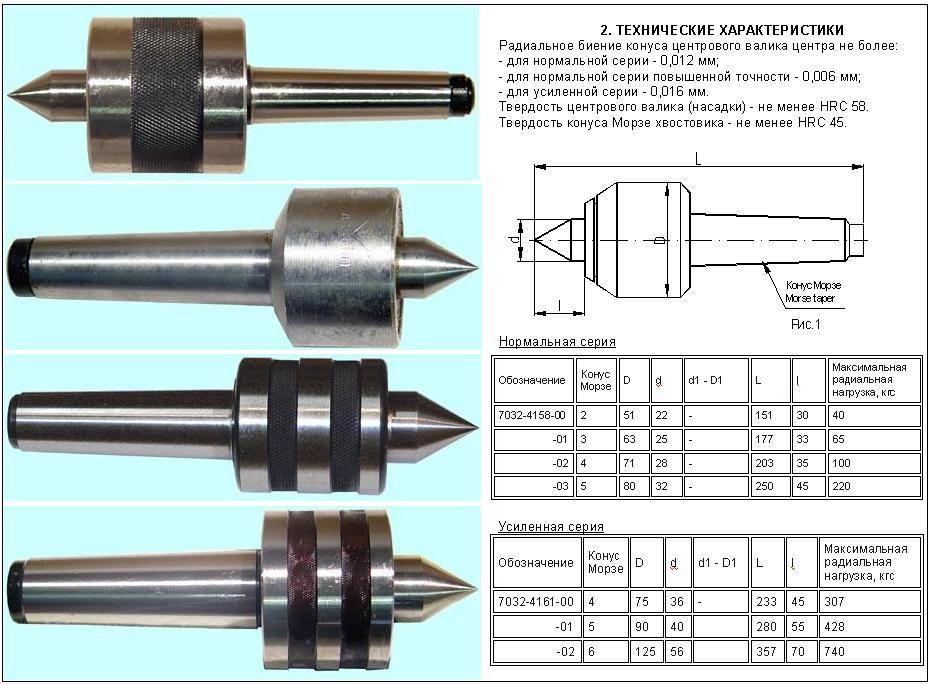 Обрабатывающие центры продвигают эту идею на шаг вперед благодаря автоматизированной смене инструмента, управляемой компьютером. Обрабатывающие центры могут непрерывно выполнять несколько видов обработки одновременно на разных поверхностях заготовки, что значительно повышает эффективность производства. Даже сегодня обрабатывающие центры с каждым годом совершенствуются, повышая точность и скорость обработки, что делает их неотъемлемой частью производственного процесса.
Обрабатывающие центры продвигают эту идею на шаг вперед благодаря автоматизированной смене инструмента, управляемой компьютером. Обрабатывающие центры могут непрерывно выполнять несколько видов обработки одновременно на разных поверхностях заготовки, что значительно повышает эффективность производства. Даже сегодня обрабатывающие центры с каждым годом совершенствуются, повышая точность и скорость обработки, что делает их неотъемлемой частью производственного процесса.
Посетите любой металлообрабатывающий завод, чтобы увидеть множество обрабатывающих центров, работающих непрерывно изо дня в день. Для наблюдения за машинами требуется всего несколько операторов на месте.
На токарных станках с ЧПУ инструменты крепятся к револьверной головке, которая поворачивается вручную.
- А
- Башня
В обрабатывающих центрах предусмотрена автоматическая замена инструмента.
Обрабатывающие центры можно разделить на три типа в зависимости от их конструкции: горизонтальные, вертикальные и портальные. Горизонтальный тип — первый из разработанных — может быть определен просто как машина, в которой шпиндель, к которому прикреплен режущий инструмент, установлен горизонтально (или параллельно полу). Напротив, у вертикальных типов шпиндель установлен вертикально. Портальные типы, с другой стороны, имеют структуру, похожую на ворота, со шпинделем, установленным на потолке ворот, обращенным вниз.
Горизонтальный тип — первый из разработанных — может быть определен просто как машина, в которой шпиндель, к которому прикреплен режущий инструмент, установлен горизонтально (или параллельно полу). Напротив, у вертикальных типов шпиндель установлен вертикально. Портальные типы, с другой стороны, имеют структуру, похожую на ворота, со шпинделем, установленным на потолке ворот, обращенным вниз.
В качестве примера горизонтального типа общая конструкция обрабатывающего центра состоит из базовой части, называемой станиной внизу, седла, которое перемещается по станине, стола, прикрепленного к седлу сверху для размещения сырья, колонна, установленная перпендикулярно станине, и шпиндельная головка, к которой крепятся режущие инструменты.
Горизонтальные обрабатывающие центры имеют выходящий вбок шпиндель с установленным на нем лезвием, который обрабатывает заготовки в горизонтальном направлении. Колонна перемещается по оси X, седло — по оси Y, а стол — по оси Z, и эта комбинация обеспечивает трехмерную обработку.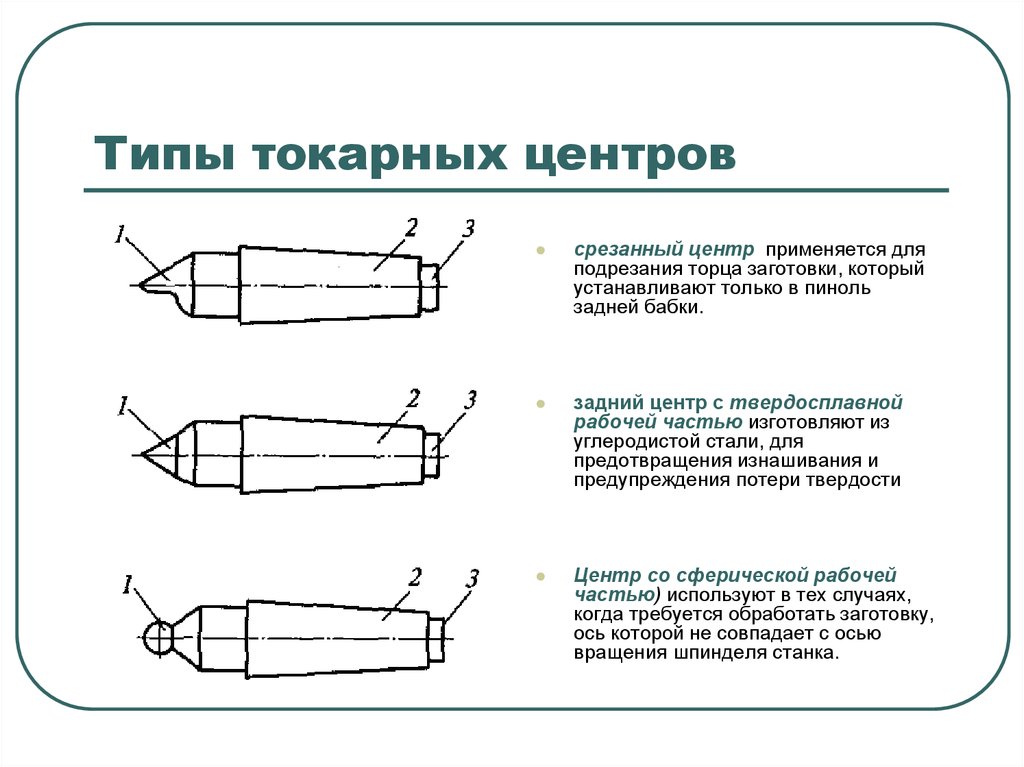 Кроме того, некоторые модели имеют ось B, которая вращает стол горизонтально, что позволяет обрабатывать материалы, используя в общей сложности четыре оси.
Кроме того, некоторые модели имеют ось B, которая вращает стол горизонтально, что позволяет обрабатывать материалы, используя в общей сложности четыре оси.
Одним из преимуществ горизонтальных типов является возможность обработки четырех поверхностей заготовки—при использовании четырехосевого обрабатывающего центра с осью В—всех одновременно. Это избавляет операторов от необходимости вручную переключать четыре стороны заготовки и, таким образом, способствует повышению точности обработки. Кроме того, при обработке в горизонтальном направлении стружка падает вниз, что помогает предотвратить скопление стружки на заготовке и ее застревание в лезвии.
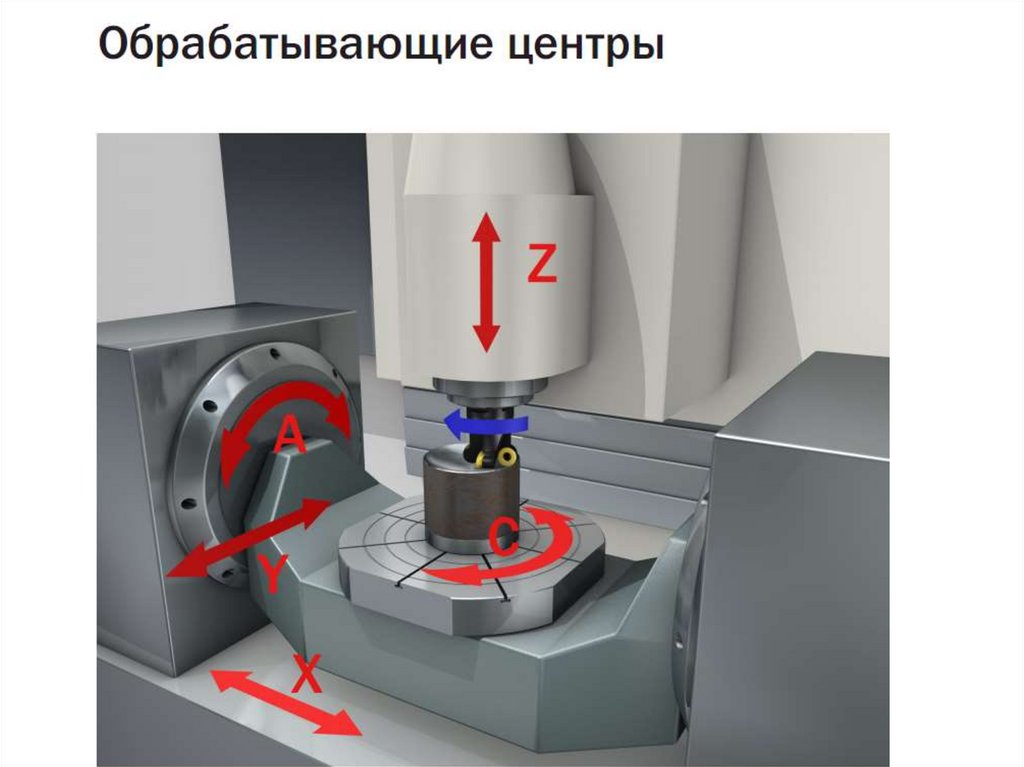
И наоборот, в вертикальных обрабатывающих центрах шпиндель находится в вертикальном положении, а заготовки обрабатываются сверху. Как правило, стол перемещается горизонтально по осям X и Y, а шпиндель перемещается вертикально, обеспечивая трехосную обработку.
По сравнению с горизонтальными типами, в которых шпиндель расположен сбоку от заготовки, вертикальные типы занимают меньше места при установке, что делает их популярным выбором.
Всего комментариев: 0