✅ Юстировка лазерного станка. Настройка зеркал лазера с нуля своими руками
Простой и быстрый тест на выравнивание
Принцип выравнивания
Выравнивание зеркал
Выравнивание первого зеркала
От первого зеркала ко второму
От второго зеркала к третьему
Выравнивание трубки
Вертикальное выравнивание
Заключение
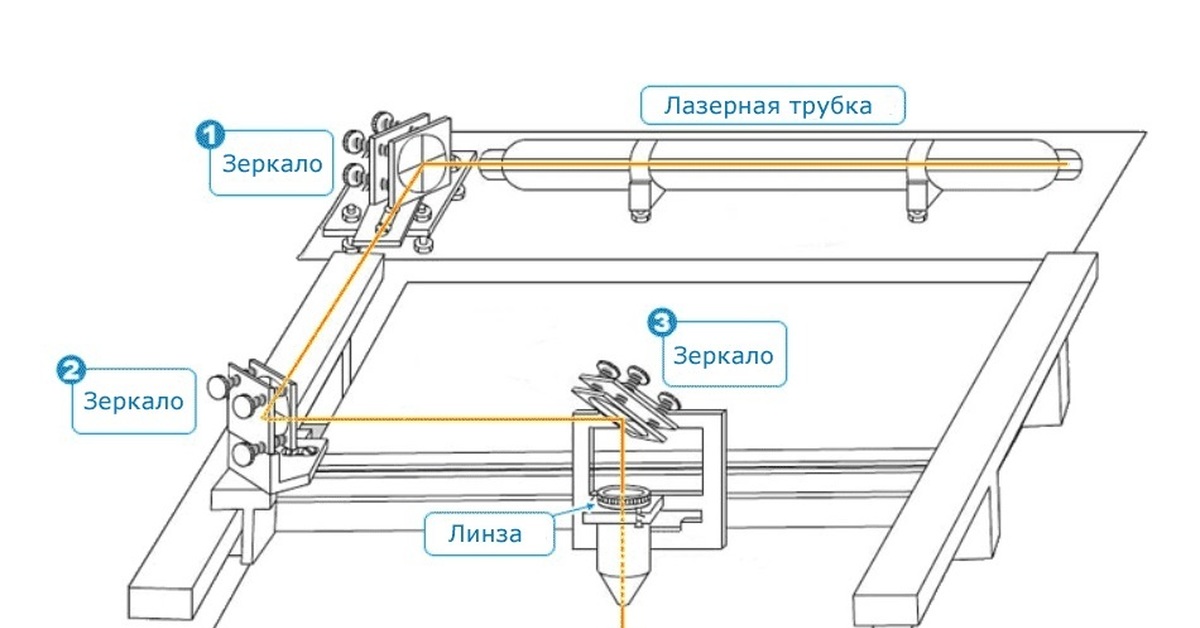
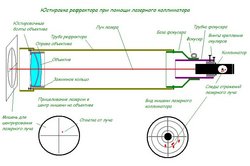
Юстировка – это проверка и наладка оптического тракта лазерного луча. Приведение и настройка механизмов станка в рабочее состояние, обеспечивающее точность и безопасность их действия. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передает его через сопло на материал. Юстировка необходима для того, чтобы лазерная головка при движении имела одинаковую силу луча. Чтобы луч точно приходил на третье звено и в фокусирующую точку линзы, необходимо его постоянно регулировать.
Оптический тракт состоит из трех составляющих:
Излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
Лазер оказывается на 1 зеркале и переходит на 2.
2 зеркало прикреплено к порталу и передвигается с ним вдоль оси y.
В станках для лазерной маркировки применяется конфигурация с парящей оптикой. В задней части станка трубка неподвижна, луч направлен на режущую головку с помощью нескольких зеркал. Через некоторое время эксплуатации они сдвигаются. Это способствует потере производительности и смене цвета. Цвет может стать черным, а рез слишком толстым.
В нашей статье описаны действия необходимые для юстировки станка и обеспечения высокого уровня производительности работы и мощности резки. При первой попытке это может оказаться довольно трудной задачей, поэтому мы рекомендуем ознакомиться с данной процедурой заранее во избежание ошибок при работе с лазерным станком.
Рис. 1. Юстировка лазерного станка
Юстировку можно рассмотреть как четыре отдельные процедуры:
Проверка выравнивания: Выяснение того, нужно ли выравнивать лазер или нет;
Выравнивание зеркал: Убедиться, что они расположены под правильным углом;
Выравнивание трубки: Убедиться, что луч направляется в зеркала правильно;
Вертикальное выравнивание: Проверить, что срезы находятся перпендикулярно материалу.
Если вы заметили, что ваш лазерный станок теряет мощность или неправильно режет в одном определенном углу рабочего стола, возможно, станок сместился в сторону от центровки. Этот простой тест можно использовать для проверки выравнивания станка. Для проведения этого теста лазерный резак, система охлаждения (чиллер), насосы и вентиляторы должны быть включены.
Оторвите небольшую полоску малярного скотча и сложите ее 2-3 раза, чтобы не было видно липкой стороны. Оторвите еще одну полоску и вставьте сложенную ватку в ее середину. Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.
Рис. 2. Полоска малярного скотча для создания мишени
Закройте крышку лазерного резака, подведите лазерную головку к правому верхнему углу и нажмите тестовую кнопку.
Если удерживать кнопку слишком долго, можно поджечь скотч. Если вы чувствуете, что мишень слишком сильно обгорает от тестовых точек, вы можете просто наложить сверху еще один слой. Продолжайте наращивать слои скотча по мере необходимости. Подведите лазерную головку к переднему правому углу рабочего стола и создайте еще одну контрольную точку на целевой мишени. Повторите это для переднего левого и заднего левого углов рабочей зоны, а затем верните головку в правый верхний угол, чтобы вы могли видеть полученные метки.
Рис. 3. Создание контрольной точки на целевой мишени
Очень важно, чтобы эти четыре точки находились на мишени в одном и том же месте. Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание.
Рис. 4. Создание еще одной контрольной точки на целевой мишени
Точность — это попадание в намеченную цель (мишень). В случае выравнивания зеркала лазера точность означает попадание в центровую точку.
Рис. 5. Точность попадания лазерного луча в центр зеркала
Для зеркал 1 и 2 точность (попадание точки в одно и то же место на зеркале каждый раз) гораздо важнее точности (попадание точки в центр зеркала). Попадание точки в одно и то же место показывает, что лазерный луч параллелен оси в том направлении, в котором он движется. Однако для третьего зеркала нам нужны и точность, и аккуратность, поскольку лазерный луч должен пройти через фокусирующую линзу и сопло лазерной головки.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с трубкой.
Попытка отрегулировать только одно зеркало может лишь усугубить ситуацию, так как настройка должна быть последовательной от первого этапа до последнего.
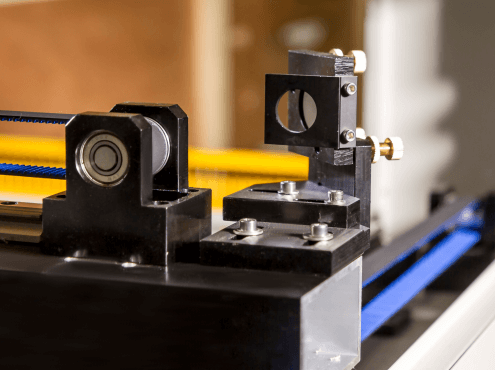
Все три зеркала CO2 станка очень похожи и юстировка происходит одинаково. Они удерживаются в центре крепления с помощью небольшого стопорного кольца. В разных углах крепления находятся 3 регулировочных болта, они имеют стопорные узлы, которые должны плотно прилегать к раме, это предотвращает самостоятельное вращение болтов при движении резака.
Есть 2 длинных болта с пружинами на них, они удерживают зеркало плотно к ручкам регулировки. От регулировки угла наклона зависит положение луча. Малярный скотч с мишенью находящийся перед следующем зеркалом, покажет тестовую точку в другом месте после настройки его положения.
Рис. 6. Регулировка угла наклона
Регулировку следует производить так, чтобы положение мишени было на максимально далеком расстоянии, так как маленькие отклонения в зеркале увеличиваются на расстоянии, и выравнивание будет более точным.
Рис.7. Регулировка положения мишени
Есть и другой способ регулировки. Если вы повернете обе нижние ручки на пол-оборота влево, вы заметите, что тестовая точка опустилась на несколько мм. Вы должны убедиться, что повернули обе ручки на одинаковую величину, иначе луч будет смещаться влево или вправо одновременно.
Рис. 8. Настройка ручек
Знание того, на сколько поворачивать каждую ручку, является ключом к точному выравниванию лазера и чем чаще вы будете это делать, тем легче будет процесс юстировки. Если точка не передвинулась достаточно далеко или движется в неправильном направлении, вы можете просто попробовать еще раз. Не забывайте продолжать добавлять скотч, если целевая точка выглядит сожженной.
Подойдите к лазеру и сделайте следующее:
Установите портал на полпути между передней и задней частями станка;
Подведите режущую головку к крайней правой стороне;
Поместите кусок ленты для мишени над отверстием перед зеркалом 3;
Выстрелите одной пробной точкой в ленту и сделайте отметку, чтобы знать, где начался луч;
Поверните верхнюю ручку регулировки зеркала 2 на пол-оборота вправо и посмотрите, где появится новая точка.
Медленно поворачивайте ручку обратно, пока точка снова не окажется в том же положении.
Рис. 9. Отработка регулировки на зеркалах 2 и 3
На зеркалах 2 и 3 удобно отрабатывать регулировки, так как они оба легко доступны в передней части станка.
Луч может не попадать в центральную точку, но достаточно того, чтобы он проходил 1 и 2 зеркало на максимальной мощности. Попасть в центр необходимо только для 3
В лазерном резаке 3 зеркала, выравнивание следует выполнять на каждом по порядку. Любые выполненные регулировки повлияют на все зеркала, которые находятся дальше по пути лазера, поэтому изменения, сделанные на 1, повлияют на 2 и 3.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Действие осуществляется несколько раз, чтобы убедиться, что зеркало выставлено точно и луч остается на месте.
Проверить зеркало 1 очень просто: сложите скотч с мишенью и наклейте ее перед ним. На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом.
Этот тест часто можно провести, не обходя лазер сзади, можно просто протянуть руку назад и приложить скотч к зеркалу.
Если точка не попадает на середину, возможно, потребуется регулировка высоты лазерной трубки, о которой мы расскажем далее. Если точка находится в пределах 10 мм от середины, вы можете выровнять зеркала без регулировки трубки.
На максимальной мощности след от луча не должен выходить за границы рамки
Рис. 10. Проверки первого зеркала
Зеркало 2 закреплено на левой стороне станка и перемещается только вперед и назад. Сверните скотч с мишенью и прикрепите ее перед зеркалом 2. Подведите лазерную головку к задней части машины и нажмите кнопку, чтобы получить точку на мишени, запишите, где находится эта точка.
Подведите лазерную головку к передней части машины и поставьте вторую точку. При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед.
Рис. 11. Луч, отраженный от зеркала 1, будет падать на зеркало 2, если зеркало 1 повернуть вокруг осей x и y на углы θ и ψ соответственно. Оба угла влияют на каждую координату (x2 , y2 , z2 ) центра зеркала 2. Вращение зеркала 1 вокруг оси x ограничено диапазоном перемещения регулятора угла наклона крепления, что ограничивает возможности положения и высоты зеркала 2.
Настройте зеркало 1 так, чтобы точка находилась в одном и том же месте спереди и сзади. Не имеет значения, если эта точка не находится точно посередине зеркала 2. Не забывайте добавлять слои скотча, если мишень начинает гореть.
Рис. 12. Проверка и настройка второго зеркала
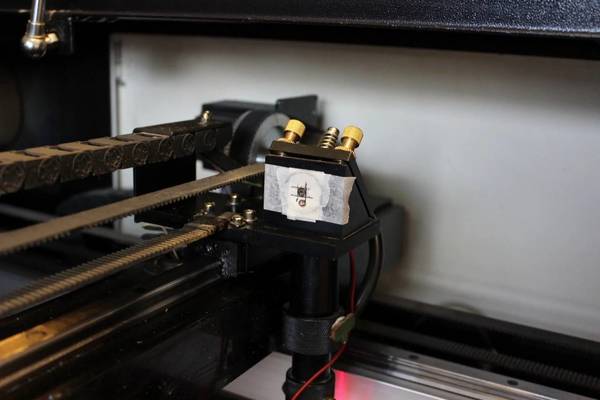
Зеркало 2 — 3 — это почти то же самое, что и зеркало 1 — 2, просто доступ к нему немного проще. Сверните немного скотча для мишени и прикрепите ее над отверстием перед зеркалом 3. Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
Рис. 13. Проверка и настройка луча от второго к третьему зеркалу
Если после выравнивания точка не находится в центре зеркала 3, вы можете произвести окончательную настройку, изменив способ, которым трубка направляет луч на зеркало 1. Лазерная трубка поддерживается двумя монтажными кронштейнами, эти кронштейны полностью регулируемые и могут использоваться для регулировки трубки.
Рис. 14. Выравнивание трубки
В боковой части каждого кронштейна трубки есть 2 винта, при ослаблении которых кронштейн может перемещаться вверх и вниз, а также влево и вправо. Поднятие кронштейна в задней части трубки заставит лазерный луч опуститься вниз. Перемещение заднего кронштейна влево приведет к перемещению тестовой точки вправо.
Чтобы выровнять лазер по центру зеркала 3, положите кусок скотча с мишенью перед 3 и подведите головку к переднему правому углу. Это положение наиболее удалено от трубки, поэтому любые движения будут усиливаться на этом расстоянии. Отрегулируйте угол трубки так, чтобы тестовая точка находилась прямо в центре отверстия. Вы можете фактически игнорировать зеркала 1 и 2, если точка должна быть ниже на ленте мишени, поднимите заднюю часть трубки в 1.
Рис. 15. Выравнивание трубки лазерного станка
На последнем этапе нужно проверить положение луча. Луч должен находиться перпендикулярно материалу, это позволит получить хороший вертикальный срез. Процесс очень похож на юстировку других частей, только в этот раз вместо скотча с мишенью нужно нанести точки на обрезки материала.
Рис. 16. Создание тестовой точки для регулировки станка
Принцип настройки остается прежним, изменяется лишь направление луча: из горизонтальной плоскости в вертикальную
Для установки лазера на необходимый уровень над материалом, примените инструмент для установки высоты. Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки.
Вертикальное выравнивание может быть немного сложным. Можно настроить луч так, что он ударится о конус воздушного помощника, не дойдя до материала. При полной потере лазерного луча необходимо снять конус, чтобы проследить его направление. При неудачной настройке вы можете все вернуть в прежнее положение. Для этого необходимо повернуть ручку регулировки в обратном направлении.
Рис. 17. Вертикальное выравнивание
При верном выполнении всех действий у вас будет полностью настроенный и выровненный лазерный резчик. Данные станки очень хорошо сохраняют свою центровку, но ее необходимо проверять через каждые 40 часов работы и проводить юстировку.
Юстировка зеркал, настройка лазерного станка с нуля
Юстировка – настройка оптического тракта лазерного луча. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Что будет, если юстировка сделана неправильно или сбилась?
Материал не прорежется.
Скорость работы станка упадет.
Снижется качество.
Края реза будут горелыми или под углом.
Гравировка получится мутной.
В большинстве случаев некачественной резки виновата плохая юстировка.
Проверить ее просто. Если при нажатии кнопки Pulse и подаче импульса, на материале остается пятно не круглой формы, маленькое или размытое, требуется проверить юстировку.
Проверять юстировку лучше ежедневно перед началом работы. Обязательно – если появились признаки нарушения качества реза. Проверка занимает 5-7 минут, позволяя гарантировать качественную резку и отсутствие брака.
Важно во время работы соблюдать технику безопасности. Нежелательно смотреть на лазерный луч без специальных защитных очков. Попадание рук в зону работы лазера недопустимо.
Устройство оптического тракта
Оптический тракт можно условно разбить на участки:
Лазерный излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
Луч попадает на первое статичное зеркало, передается на второе.
Второе зеркало закреплено на портале, вместе с ним передвигаясь вдоль оси у.
На станках с большой площадью рабочего поля, чтобы сократить длину оптического тракта, лазерная трубка устанавливается на портале.
Третье зеркало передает луч на линзу, фокусирующую и посылающую его через сопло на материал.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с лазерной трубкой. Работать удобнее вдвоем, чтобы не бегать от пульта к лазеру. Другой вариант: установить контроллер, поддерживающий возможность работы по локальной сети. Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Установка лазерной трубки
Трубка устанавливаться параллельно столу, что облегчает юстировку. Если она стоит под углом 2-4 градуса, это не ошибка. Если станок работает с помпой, неизбежны пузыри, лучше сделать уклон для облегчения их выхода. Однако, если у станка есть чиллер, то пузыри не образуются.
Понадобится малярный скотч. Его используют в 2-4 слоя, чтобы он не загорался, и наклеивают на зеркало.
У некоторых станков нет такой рамочки вокруг зеркала, как на станке Wattsan 6090. В этом случае для защиты от клея скотча используют монету.
Устанавливается мощность 19-20%. В меню в строке Laser set, выставляется для контроля импульса режим Manual – ручной, 50 мсек. При нажатии кнопки «Pulse» будут возникать импульсы, которые оставят небольшой отпечаток на малярном скотче и предотвратят воспламенение.
Лазерная трубка устанавливается в нижнее положение, наклеивается малярный скотч, проглаживается пальцем, чтобы были видны границы рамки. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
При необходимости регулируется положение лазерной трубки. У станка Wattsan 6090 для этого предусмотрено удобное колесико и шкала, с помощью которых легко выравнивать положение задней и передней части трубки.
Лучу не обязательно попадать в самый центр, достаточно того, что он целиком приходит в первое и второе зеркало на максимальном режиме, когда мощность порядка 99%. Важно попасть в центр только третьего зеркала.
После того, как трубка выставлена в правильном положении, ее необходимо зафиксировать предусмотренными для этой цели болтами. Положение трубки обычно фиксируется один раз. При дальнейшей проверке юстировки достаточно контролировать положение зеркал.
Настройка первого зеркала
Крепление состоит из двух частей: у одной рамки винты с пружинками, на второй закреплено зеркало. Вторая рамка всегда старается прижаться к первой пружинами. Латунные винты регулируют угол наклона, отталкивая рамку с разных сторон.
Верхний винт регулирует угол наклона по вертикали, а правый и левый – по горизонтали и диагонали. Чем больше поле станка, тем более чувствительно отклоняется лазер при повороте винта.
Зеркало регулируется винтами до тех пор, пока весь луч не будет на него попадать, не задевая крепление даже на максимальной мощности.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Операция повторяется несколько раз, чтобы убедиться, что зеркало выставлено правильно и луч не уходит.
На максимальной мощности след от луча не должен выходить за границы рамки.
Настройка второго зеркала
Первая проверка производится на ближней дистанции, чтобы луч не мог уйти за границы рамки.
Принцип регулировки тот же, что и на предыдущем этапе. При необходимости можно все три регулировочных винта подкрутить на одинаковое число оборотов, тем самым подвинуть рамку строго по горизонтали.
Настройка проводится аналогично предыдущему разу, но теперь важно, чтобы луч приходил в центр.
Обязательно несколько раз поверить попадание лазера в одну точку в крайних положениях.
Для точной корректировки попадания в центр третьего зеркала, проще не начинать двигать второе и первое, а немного сместить лазерную трубку. Ослабив стопорные винты и немного смещая ее, можно за несколько минут отрегулировать точность попадания луча в нужную точку.
Проверяется попадание лазера в одну точку по всем зеркалам в крайних положениях.
Настройка третьего зеркала – выставление вертикальности луча
Понадобится прозрачный скотч и кусочек фанеры.
Принцип настройки остается неизменным, меняется только направление лазерного луча: из горизонтальной плоскости в вертикальную.
Когда отпечаток стал круглым, на сопло наклеивается прозрачный скотч. Выставляется минимальная мощность, порядка 10%, нажимается Pulse.
На скотче останется отпечаток сопла и след от луча. Отверстие должно оказаться точно в центре сопла. Корректируется положение зеркала. Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
После правильной центровки луча на материале остается маленькая круглая точка.
Важно после проведения юстировки затянуть все контрящие гайки! При закручивании винты нужно придерживать рукой, чтобы случайно не сместить их. После затяжки еще раз проверяется точность юстировки.
Часто возникающие проблемы
Если рез не вертикальный, а под углом, значит плохо отрегулировано третье зеркало. Нужно повторить юстировку.
Если в разных местах стола разный рез, нужно проверить: кривизну материала, ровность установки стола.
Если при работе в одном углу материал некачественно прорезается, виновата неправильная установка станка – неровно выставлены ножки. Такая проблема характерна для самодельных или дешевых станков. У качественных станков, таких как Wattsan, есть рама, поэтому неполадок не возникает.
Видео: Правильная юстировка лазерного станка с нуля.
Подробная инструкция, как настроить лазерный станок.
Как выровнять машины — Выравнивание валов
В промышленности требования к центровке многочисленны. От центровки валов до центровки спутниковых антенн и центровки валков инженеры и техники получают выгоду от широкого спектра технологий и методов для выполнения своих задач по измерению и центровке. В разделе «Как выровнять машины — Выравнивание валов» мы представляем вам основы центровки валов и муфт, а также обзор методов и инструментов для центровки валов. Кроме того, мы содержит следующие ссылки на другие информационные статьи, которые могут быть полезны вам и коллективу вашего предприятия:
Центровка валов
Одним из очень распространенных применений в промышленности является центровка муфт или валов. Нажмите здесь, чтобы прочитать о том, как выровнять машины — Выравнивание валов
Возвращение к основам центровки машин
Сегодня производителям доступно множество вариантов инструментов и решений для центровки, поэтому важно понимать некоторые основные принципы выравнивания машин, чтобы вы могли принятие обоснованного решения при выборе наилучшего решения для вашей конкретной машины или производственной линии. Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам.
Как часто требуется проверка центровки машины?
К сожалению, простого ответа нет. Существует ряд факторов, которые могут повлиять на выравнивание вашего оборудования, и их следует учитывать при создании плана проверки выравнивания машины на вашем предприятии. В этом посте мы приводим три основных фактора, которые могут определить, как часто необходимы проверки центровки, и обсуждаем причины, по которым нет установленных правил, которые можно применять. Нажмите здесь, чтобы узнать, как часто вам нужна проверка центровки машины.
Точное выравнивание трансмиссии
Соосность имеет решающее значение для всех типов приводов, независимо от того, приводятся ли они в действие ремнями, цепями, шестернями или валами. Выполнение точной центровки приводного оборудования помогает исключить катастрофические отказы, которые могут привести к незапланированным простоям, потерям ценного производственного времени, дополнительным трудозатратам собственных сотрудников или подрядчиков, а также затратам на компоненты. Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования.
Вопросы по настройке бумагоделательной машины
Мы составили обширный сборник статей о выравнивании бумагоделательных машин. Нажмите здесь, чтобы получить ответы на вопросы о выравнивании бумагоделательной машины.
Типы центровки валов.
Одним из наиболее распространенных применений в промышленности является центровка муфт или валов. Для технического обслуживания и экономических целей было бы очень непрактично, чтобы насос и двигатель были сконструированы с использованием общего вала. Двигатели (или приводная часть силовой установки) обычно автономны и легко заменяемы. Тем не менее, это оставляет косяк в трансмиссии. Если бы соосность между компонентами была идеальной с самого начала и оставалась идеальной в течение всего срока службы компонентов, тогда не было бы никаких проблем. Однако при наличии несоосности жесткая муфта чрезвычайно подвержена усталостному разрушению из-за большого количества циклов изгиба, которым подвергаются валы. По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ.
Результаты центровки муфты с помощью лазерной системы центровки валов Fixturlaser XA.
Понятно, что чем лучше выверка, тем дольше срок службы муфты. Несмотря на то, что муфты существуют для уменьшения потребности в идеальном выравнивании, по большей части очень важно, чтобы привод и приводные механизмы внутри машинных приводов были выровнены, чтобы обеспечить срок службы муфты. Выравнивание муфты может быть достигнуто различными способами, включая механические, оптические и лазерные. Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою.
Выверка муфты механическими методами.
Однако они на 100 % полагаются на интерпретацию данных человеком и могут занимать много времени. Оптические методы часто используются, когда компоненты разделены ограждениями и/или большими расстояниями, или задействованы большие смещения (как в случае валов с карданным шарниром). Оптические методы требуют определенного опыта и на 100% зависят от людей, которые интерпретируют данные и рассчитывают выравнивание. Сегодня лазерные системы центровки валов чаще всего используются для центровки различных типов промышленных валов и приводных систем. Операторам нужно только ввести геометрические параметры и, как правило, частично повернуть компоненты, чтобы компьютер мог рассчитать выравнивание и корректирующие параметры.
Свяжитесь с нами
Если у вас есть какие-либо вопросы по содержанию этого сообщения или вы хотите поговорить с любым из наших специалистов по точной центровке и измерениям, не стесняйтесь заполнить контактную форму ниже. Конечно, вы также можете позвонить нам по телефону 603-332-9641.
Знак «*» указывает на обязательные поля
После нескольких лет работы в области технического обслуживания я обнаружил, что ничто не заменит правильную центровку машины. На каждом учебном курсе, который я провожу для Noria, я объясняю, что не существует смазки, которая могла бы защитить от смещения.
Имея это в виду, наряду с тысячами машин, которые умирают каждый год из-за неправильной центровки, пришло время предпринять необходимые шаги для продвижения вашей программы надежности.
При правильном выполнении выравнивание может стать неотъемлемой частью плана упреждающего обслуживания. Разнообразие доступных методов и инструментов позволяет легко оправдать затраты времени на правильное выполнение работы. С учетом сказанного, мой первый опыт выравнивания заключался в том, чтобы следовать за старожилом, который показывал мне веревки.
После того, как мы установили новый двигатель на наш гидравлический пресс и очистили старую смазку от решетчатой муфты, он использовал небольшую 6-дюймовую линейку или линейку и положил ее на половинки муфты. Пришлось немного подогнать двигатель, чтобы расположить его параллельно валу гидравлического насоса, но весь процесс был «на глазок».
Со временем из этого опыта я узнал, что приводной конец двигателя нагревался сильнее, смазка почти всегда затвердевала или превращалась в пыль, и нам довольно часто приходилось заменять сломанную муфту.
Исходя из этой практики, можно с уверенностью предположить, что мы были реактивной культурой обслуживания, и так оно и было. Мы никогда не задавались вопросом, почему муфта распалась или почему моторы продолжают выходить из строя.
Со сменой работодателей пришла новая культура и желание иметь надежный завод. Одним из первых шагов было приобретение инструмента для лазерной центровки, но это было только начало.
После того, как мы прошли формальное обучение и начали проводить больше центровок машин, мы с каждым разом становились все быстрее и быстрее. Это определенно лучше, чем предыдущие методы использования линейки и циферблатных индикаторов. Мы также увидели сокращение количества вышедших из строя подшипников и муфт на заводе.
Выявление смещения
Правильная центровка машины может быть выражена простым утверждением: валы выровнены как в горизонтальной, так и в вертикальной плоскостях. Несоосность возникает, когда валы не параллельны или вал имеет угловое смещение.
Параллельное смещение означает, что произошло смещение валов. Угловая несоосность возникает, когда валы проходят под углом друг к другу. Иногда может присутствовать как параллельное, так и угловое смещение, которое необходимо исправить.
Параллельное смещение наблюдается в горизонтальной и вертикальной плоскостях. Вертикальное смещение обычно можно исправить, добавив или убрав прокладки с опор двигателя или машины. Горизонтальное смещение требует перемещения двигателя или машины из стороны в сторону до тех пор, пока осевые линии не совпадут. Угловое смещение может возникать также в вертикальной и горизонтальной плоскостях.
Последствия смещения
Последствия несоосности могут быть катастрофическими для машины. Повреждение муфты является наиболее распространенным симптомом. Когда техник разъединяет половинки муфты для внутреннего осмотра, сетка или зубья могут быть повреждены, что приведет к замене всей муфты. Конечно, это только маскирует истинную проблему, скрытую внутри мотора или машины.
Несоосность также увеличивает трение по опорным поверхностям, что затем оборачивается повышенным износом, потреблением энергии и преждевременной поломкой машины. Уплотнения могут быть повреждены на любом этапе процесса и привести к утечке. Если проблема существует в течение длительного периода времени, вал также может быть поврежден.
Как только компоненты начинают изнашиваться, простой замены уже недостаточно. Если основная причина несоосности не будет распознана и устранена, проблема будет возникать снова и снова.
Я считаю, что несоосность часто упускают из виду как основную причину неудачи. Часто причиной проблемы являются неисправные уплотнения или установка подшипника. Только после того, как специалист по техническому обслуживанию получит надлежащее обучение и лучше поймет, насколько вредна центровка валов, проблема может быть решена с помощью корректирующей центровки.
Прогнозные технологии
Существует несколько прогностических технологий, которые могут обнаруживать несоосность. Наиболее популярными вариантами являются лазерная центровка, анализ вибрации, анализ масла и термография.
Лазерное выравнивание
Лазерная центровка упрощает точное и аккуратное выравнивание валов. Он работает с помощью лазера, направленного на другой датчик. Этот датчик передает данные на устройство, которое расшифровывает информацию, а затем предоставляет вам точные данные для настройки вашего оборудования.
После того, как лазер и датчик прикреплены к приводу и ведомой машине, валы вращаются и считываются несколько точек, чтобы определить, в каком направлении должен двигаться привод.
Инструменты лазерной центровки могут учитывать металлургию оборудования и предлагать относительную скорость расширения металла, чтобы учесть, как машина будет расширяться во время работы. Живое выравнивание также возможно. Для этого техник максимально выравнивает машину, затем запускает оборудование и дает ему достичь рабочей температуры. После отключения немедленно проводится измерение для определения теплового расширения машины.
Регулярно используя лазерную центровку на критически важном оборудовании, вы можете внести необходимые корректировки и решить другие потенциальные проблемы. Тем не менее, это не самый практичный метод для работающего оборудования, так как он требует отключения, а также выделенных часов обслуживающему персоналу для выполнения задачи. С повышенным вниманием к времени безотказной работы вы можете выбрать другой вариант, когда требуются более короткие интервалы.
Анализ вибрации
Анализ вибрации также может обнаруживать несоосность путем анализа изменений вибрационной реакции, критических скоростей и устойчивости оборудования по сравнению с установленным базовым уровнем. Показания вибрации обычно находятся в диапазоне 1X для осевой вибрации или 2X для радиальной вибрации.
Ненормальный результат не всегда означает наличие проблемы с выравниванием. Необходимо брать разные образцы как с ведущего, так и с ведомого концов, чтобы исключить другие возможности и определить, является ли причиной несоосность.
В зависимости от степени несоосности анализ вибрации может не обнаружить ее до тех пор, пока не возникнет более серьезная проблема с подшипниками. Таким образом, правильное выравнивание всегда должно быть выполнено в первую очередь. Инструменты скрининга следует использовать только в целях обнаружения.
Термография
Термография — это еще один метод, который может обеспечить раннее обнаружение проблем с центровкой. Из-за повышенного трения, возникающего при несоосности, последует повышение температуры. Создав тепловую карту областей подшипников, технический специалист может определить любые аномальные горячие точки.
При осмотре машин повышение температуры не всегда настораживает. Это возлагает на пользователя немного больше ответственности за сравнение похожих машин и последовательность выборочных проверок.
Анализ масла
Анализ масла также может быть полезен для обнаружения несоосности, предоставляя данные об общем состоянии машины, масла и загрязняющих веществ. Он может определить активный износ машины раньше, чем анализ вибрации, если он выполнен правильно, т. е. отбор проб из нужного места, промывка линий отбора проб, использование нового оборудования для отбора проб и т. д. Однако, не зная металлургии подшипников машины, может быть трудно установить прямая связь с несоответствием.
Тестирование на элементный анализ может выявить незначительное увеличение содержания обычных подшипниковых материалов, таких как железо, алюминий, медь, свинец и хром. Эти данные могут служить первым признаком того, что в машине существует проблема.
Сочетание анализа масла с анализом вибрации может быть эффективным сочетанием для раннего обнаружения проблем и определения их точных причин. Микроскопический вид частиц, связанных с несоосностью, покажет формы, размеры, текстуры и цвета, которые обычно ассоциируются с истиранием двух тел, задирами и поверхностной усталостью.
Заключительные мысли
При настройке машин и попытке определить основные причины сбоев часто упускают из виду правильное выравнивание. Даже если у вашей команды есть соответствующие инструменты и обучение, у вас должны быть люди, ориентированные на детали, которые будут выполнять работу до тех пор, пока она не будет сделана правильно.
Я был на работах по выравниванию, которые заняли всего 10 минут, чтобы добиться точной центровки. Другим потребовалась большая часть дня или двух, в зависимости от того, нужно ли было снимать двигатель для обработки.
Наем правильного персонала может иметь решающее значение для приемлемого или отличного соответствия — и разница есть. Все сводится к тому, какую дисперсию вы позволите. На небольших, недорогих или дублирующих машинах может быть все, что необходимо, — быть в пределах нескольких тысячных долей дюйма. На более крупных машинах, которые могут остановить ваш завод, ваша цель может быть как можно ближе к нулю.
Сосредоточьтесь на проактивном выравнивании и делайте это правильно с первого раза, чего бы это ни стоило. Лучшие программы обслуживания также документируют свои результаты и имеют резервные меры для прогнозирования, когда что-то пойдет не так.
Юстировка станка: ✅ Юстировка лазерного станка. Настройка зеркал лазера с нуля своими руками
✅ Юстировка лазерного станка. Настройка зеркал лазера с нуля своими руками
Простой и быстрый тест на выравнивание
Принцип выравнивания
Выравнивание зеркал
Выравнивание первого зеркала
От первого зеркала ко второму
От второго зеркала к третьему
Выравнивание трубки
Вертикальное выравнивание
Заключение
Юстировка – это проверка и наладка оптического тракта лазерного луча. Приведение и настройка механизмов станка в рабочее состояние, обеспечивающее точность и безопасность их действия. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передает его через сопло на материал. Юстировка необходима для того, чтобы лазерная головка при движении имела одинаковую силу луча. Чтобы луч точно приходил на третье звено и в фокусирующую точку линзы, необходимо его постоянно регулировать.
Оптический тракт состоит из трех составляющих:
Излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
Лазер оказывается на 1 зеркале и переходит на 2.
2 зеркало прикреплено к порталу и передвигается с ним вдоль оси y.
В станках для лазерной маркировки применяется конфигурация с парящей оптикой. В задней части станка трубка неподвижна, луч направлен на режущую головку с помощью нескольких зеркал. Через некоторое время эксплуатации они сдвигаются. Это способствует потере производительности и смене цвета. Цвет может стать черным, а рез слишком толстым.
В нашей статье описаны действия необходимые для юстировки станка и обеспечения высокого уровня производительности работы и мощности резки. При первой попытке это может оказаться довольно трудной задачей, поэтому мы рекомендуем ознакомиться с данной процедурой заранее во избежание ошибок при работе с лазерным станком.
Рис. 1. Юстировка лазерного станка
Юстировку можно рассмотреть как четыре отдельные процедуры:
Проверка выравнивания: Выяснение того, нужно ли выравнивать лазер или нет;
Выравнивание зеркал: Убедиться, что они расположены под правильным углом;
Выравнивание трубки: Убедиться, что луч направляется в зеркала правильно;
Вертикальное выравнивание: Проверить, что срезы находятся перпендикулярно материалу.
Если вы заметили, что ваш лазерный станок теряет мощность или неправильно режет в одном определенном углу рабочего стола, возможно, станок сместился в сторону от центровки. Этот простой тест можно использовать для проверки выравнивания станка. Для проведения этого теста лазерный резак, система охлаждения (чиллер), насосы и вентиляторы должны быть включены.
Оторвите небольшую полоску малярного скотча и сложите ее 2-3 раза, чтобы не было видно липкой стороны. Оторвите еще одну полоску и вставьте сложенную ватку в ее середину. Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.
Рис. 2. Полоска малярного скотча для создания мишени
Закройте крышку лазерного резака, подведите лазерную головку к правому верхнему углу и нажмите тестовую кнопку.
Если удерживать кнопку слишком долго, можно поджечь скотч. Если вы чувствуете, что мишень слишком сильно обгорает от тестовых точек, вы можете просто наложить сверху еще один слой. Продолжайте наращивать слои скотча по мере необходимости. Подведите лазерную головку к переднему правому углу рабочего стола и создайте еще одну контрольную точку на целевой мишени. Повторите это для переднего левого и заднего левого углов рабочей зоны, а затем верните головку в правый верхний угол, чтобы вы могли видеть полученные метки.
Рис. 3. Создание контрольной точки на целевой мишени
Очень важно, чтобы эти четыре точки находились на мишени в одном и том же месте. Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание.
Рис. 4. Создание еще одной контрольной точки на целевой мишени
Точность — это попадание в намеченную цель (мишень). В случае выравнивания зеркала лазера точность означает попадание в центровую точку.
Рис. 5. Точность попадания лазерного луча в центр зеркала
Для зеркал 1 и 2 точность (попадание точки в одно и то же место на зеркале каждый раз) гораздо важнее точности (попадание точки в центр зеркала). Попадание точки в одно и то же место показывает, что лазерный луч параллелен оси в том направлении, в котором он движется. Однако для третьего зеркала нам нужны и точность, и аккуратность, поскольку лазерный луч должен пройти через фокусирующую линзу и сопло лазерной головки.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с трубкой.
Попытка отрегулировать только одно зеркало может лишь усугубить ситуацию, так как настройка должна быть последовательной от первого этапа до последнего.
Все три зеркала CO2 станка очень похожи и юстировка происходит одинаково. Они удерживаются в центре крепления с помощью небольшого стопорного кольца. В разных углах крепления находятся 3 регулировочных болта, они имеют стопорные узлы, которые должны плотно прилегать к раме, это предотвращает самостоятельное вращение болтов при движении резака.
Есть 2 длинных болта с пружинами на них, они удерживают зеркало плотно к ручкам регулировки. От регулировки угла наклона зависит положение луча. Малярный скотч с мишенью находящийся перед следующем зеркалом, покажет тестовую точку в другом месте после настройки его положения.
Рис. 6. Регулировка угла наклона
Регулировку следует производить так, чтобы положение мишени было на максимально далеком расстоянии, так как маленькие отклонения в зеркале увеличиваются на расстоянии, и выравнивание будет более точным.
Рис.7. Регулировка положения мишени
Есть и другой способ регулировки. Если вы повернете обе нижние ручки на пол-оборота влево, вы заметите, что тестовая точка опустилась на несколько мм. Вы должны убедиться, что повернули обе ручки на одинаковую величину, иначе луч будет смещаться влево или вправо одновременно.
Рис. 8. Настройка ручек
Знание того, на сколько поворачивать каждую ручку, является ключом к точному выравниванию лазера и чем чаще вы будете это делать, тем легче будет процесс юстировки. Если точка не передвинулась достаточно далеко или движется в неправильном направлении, вы можете просто попробовать еще раз. Не забывайте продолжать добавлять скотч, если целевая точка выглядит сожженной.
Подойдите к лазеру и сделайте следующее:
Установите портал на полпути между передней и задней частями станка;
Подведите режущую головку к крайней правой стороне;
Поместите кусок ленты для мишени над отверстием перед зеркалом 3;
Выстрелите одной пробной точкой в ленту и сделайте отметку, чтобы знать, где начался луч;
Поверните верхнюю ручку регулировки зеркала 2 на пол-оборота вправо и посмотрите, где появится новая точка.
Медленно поворачивайте ручку обратно, пока точка снова не окажется в том же положении.
Рис. 9. Отработка регулировки на зеркалах 2 и 3
На зеркалах 2 и 3 удобно отрабатывать регулировки, так как они оба легко доступны в передней части станка.
Луч может не попадать в центральную точку, но достаточно того, чтобы он проходил 1 и 2 зеркало на максимальной мощности. Попасть в центр необходимо только для 3
В лазерном резаке 3 зеркала, выравнивание следует выполнять на каждом по порядку. Любые выполненные регулировки повлияют на все зеркала, которые находятся дальше по пути лазера, поэтому изменения, сделанные на 1, повлияют на 2 и 3.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Действие осуществляется несколько раз, чтобы убедиться, что зеркало выставлено точно и луч остается на месте.
Проверить зеркало 1 очень просто: сложите скотч с мишенью и наклейте ее перед ним. На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом.
Этот тест часто можно провести, не обходя лазер сзади, можно просто протянуть руку назад и приложить скотч к зеркалу.
Если точка не попадает на середину, возможно, потребуется регулировка высоты лазерной трубки, о которой мы расскажем далее. Если точка находится в пределах 10 мм от середины, вы можете выровнять зеркала без регулировки трубки.
На максимальной мощности след от луча не должен выходить за границы рамки
Рис. 10. Проверки первого зеркала
Зеркало 2 закреплено на левой стороне станка и перемещается только вперед и назад. Сверните скотч с мишенью и прикрепите ее перед зеркалом 2. Подведите лазерную головку к задней части машины и нажмите кнопку, чтобы получить точку на мишени, запишите, где находится эта точка.
Подведите лазерную головку к передней части машины и поставьте вторую точку. При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед.
Рис. 11. Луч, отраженный от зеркала 1, будет падать на зеркало 2, если зеркало 1 повернуть вокруг осей x и y на углы θ и ψ соответственно. Оба угла влияют на каждую координату (x2 , y2 , z2 ) центра зеркала 2. Вращение зеркала 1 вокруг оси x ограничено диапазоном перемещения регулятора угла наклона крепления, что ограничивает возможности положения и высоты зеркала 2.
Настройте зеркало 1 так, чтобы точка находилась в одном и том же месте спереди и сзади. Не имеет значения, если эта точка не находится точно посередине зеркала 2. Не забывайте добавлять слои скотча, если мишень начинает гореть.
Рис. 11. Проверка и настройка второго зеркала
Зеркало 2 — 3 — это почти то же самое, что и зеркало 1 — 2, просто доступ к нему немного проще. Сверните немного скотча для мишени и прикрепите ее над отверстием перед зеркалом 3. Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
Рис. 12. Проверка и настройка луча от второго к третьему зеркалу
Если после выравнивания точка не находится в центре зеркала 3, вы можете произвести окончательную настройку, изменив способ, которым трубка направляет луч на зеркало 1. Лазерная трубка поддерживается двумя монтажными кронштейнами, эти кронштейны полностью регулируемые и могут использоваться для регулировки трубки.
Рис.13. Выравнивание трубки
В боковой части каждого кронштейна трубки есть 2 винта, при ослаблении которых кронштейн может перемещаться вверх и вниз, а также влево и вправо. Поднятие кронштейна в задней части трубки заставит лазерный луч опуститься вниз. Перемещение заднего кронштейна влево приведет к перемещению тестовой точки вправо.
Чтобы выровнять лазер по центру зеркала 3, положите кусок скотча с мишенью перед 3 и подведите головку к переднему правому углу. Это положение наиболее удалено от трубки, поэтому любые движения будут усиливаться на этом расстоянии. Отрегулируйте угол трубки так, чтобы тестовая точка находилась прямо в центре отверстия. Вы можете фактически игнорировать зеркала 1 и 2, если точка должна быть ниже на ленте мишени, поднимите заднюю часть трубки в 1.
Рис.14. Выравнивание трубки лазерного станка
На последнем этапе нужно проверить положение луча. Луч должен находиться перпендикулярно материалу, это позволит получить хороший вертикальный срез. Процесс очень похож на юстировку других частей, только в этот раз вместо скотча с мишенью нужно нанести точки на обрезки материала.
Рис. 15. Создание тестовой точки для регулировки станка
Принцип настройки остается прежним, изменяется лишь направление луча: из горизонтальной плоскости в вертикальную
Для установки лазера на необходимый уровень над материалом, примените инструмент для установки высоты. Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки.
Вертикальное выравнивание может быть немного сложным. Можно настроить луч так, что он ударится о конус воздушного помощника, не дойдя до материала. При полной потере лазерного луча необходимо снять конус, чтобы проследить его направление. При неудачной настройке вы можете все вернуть в прежнее положение. Для этого необходимо повернуть ручку регулировки в обратном направлении.
Рис. 16. Вертикальное выравнивание
При верном выполнении всех действий у вас будет полностью настроенный и выровненный лазерный резчик. Данные станки очень хорошо сохраняют свою центровку, но ее необходимо проверять через каждые 40 часов работы и проводить юстировку.
Юстировка зеркал, настройка лазерного станка с нуля
Юстировка – настройка оптического тракта лазерного луча. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Что будет, если юстировка сделана неправильно или сбилась?
Материал не прорежется.
Скорость работы станка упадет.
Снижется качество.
Края реза будут горелыми или под углом.
Гравировка получится мутной.
В большинстве случаев некачественной резки виновата плохая юстировка.
Проверить ее просто. Если при нажатии кнопки Pulse и подаче импульса, на материале остается пятно не круглой формы, маленькое или размытое, требуется проверить юстировку.
Проверять юстировку лучше ежедневно перед началом работы. Обязательно – если появились признаки нарушения качества реза. Проверка занимает 5-7 минут, позволяя гарантировать качественную резку и отсутствие брака.
Важно во время работы соблюдать технику безопасности. Нежелательно смотреть на лазерный луч без специальных защитных очков. Попадание рук в зону работы лазера недопустимо.
Устройство оптического тракта
Оптический тракт можно условно разбить на участки:
Лазерный излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
Луч попадает на первое статичное зеркало, передается на второе.
Второе зеркало закреплено на портале, вместе с ним передвигаясь вдоль оси у.
На станках с большой площадью рабочего поля, чтобы сократить длину оптического тракта, лазерная трубка устанавливается на портале.
Третье зеркало передает луч на линзу, фокусирующую и посылающую его через сопло на материал.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с лазерной трубкой. Работать удобнее вдвоем, чтобы не бегать от пульта к лазеру. Другой вариант: установить контроллер, поддерживающий возможность работы по локальной сети. Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Установка лазерной трубки
Трубка устанавливаться параллельно столу, что облегчает юстировку. Если она стоит под углом 2-4 градуса, это не ошибка. Если станок работает с помпой, неизбежны пузыри, лучше сделать уклон для облегчения их выхода. Однако, если у станка есть чиллер, то пузыри не образуются.
Понадобится малярный скотч. Его используют в 2-4 слоя, чтобы он не загорался, и наклеивают на зеркало.
У некоторых станков нет такой рамочки вокруг зеркала, как на станке Wattsan 6090. В этом случае для защиты от клея скотча используют монету.
Устанавливается мощность 19-20%. В меню в строке Laser set, выставляется для контроля импульса режим Manual – ручной, 50 мсек. При нажатии кнопки «Pulse» будут возникать импульсы, которые оставят небольшой отпечаток на малярном скотче и предотвратят воспламенение.
Лазерная трубка устанавливается в нижнее положение, наклеивается малярный скотч, проглаживается пальцем, чтобы были видны границы рамки. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
При необходимости регулируется положение лазерной трубки. У станка Wattsan 6090 для этого предусмотрено удобное колесико и шкала, с помощью которых легко выравнивать положение задней и передней части трубки.
Лучу не обязательно попадать в самый центр, достаточно того, что он целиком приходит в первое и второе зеркало на максимальном режиме, когда мощность порядка 99%. Важно попасть в центр только третьего зеркала.
После того, как трубка выставлена в правильном положении, ее необходимо зафиксировать предусмотренными для этой цели болтами. Положение трубки обычно фиксируется один раз. При дальнейшей проверке юстировки достаточно контролировать положение зеркал.
Настройка первого зеркала
Крепление состоит из двух частей: у одной рамки винты с пружинками, на второй закреплено зеркало. Вторая рамка всегда старается прижаться к первой пружинами. Латунные винты регулируют угол наклона, отталкивая рамку с разных сторон.
Верхний винт регулирует угол наклона по вертикали, а правый и левый – по горизонтали и диагонали. Чем больше поле станка, тем более чувствительно отклоняется лазер при повороте винта.
Зеркало регулируется винтами до тех пор, пока весь луч не будет на него попадать, не задевая крепление даже на максимальной мощности.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Операция повторяется несколько раз, чтобы убедиться, что зеркало выставлено правильно и луч не уходит.
На максимальной мощности след от луча не должен выходить за границы рамки.
Настройка второго зеркала
Первая проверка производится на ближней дистанции, чтобы луч не мог уйти за границы рамки.
Принцип регулировки тот же, что и на предыдущем этапе. При необходимости можно все три регулировочных винта подкрутить на одинаковое число оборотов, тем самым подвинуть рамку строго по горизонтали.
Настройка проводится аналогично предыдущему разу, но теперь важно, чтобы луч приходил в центр.
Обязательно несколько раз поверить попадание лазера в одну точку в крайних положениях.
Для точной корректировки попадания в центр третьего зеркала, проще не начинать двигать второе и первое, а немного сместить лазерную трубку. Ослабив стопорные винты и немного смещая ее, можно за несколько минут отрегулировать точность попадания луча в нужную точку.
Проверяется попадание лазера в одну точку по всем зеркалам в крайних положениях.
Настройка третьего зеркала – выставление вертикальности луча
Понадобится прозрачный скотч и кусочек фанеры.
Принцип настройки остается неизменным, меняется только направление лазерного луча: из горизонтальной плоскости в вертикальную.
Когда отпечаток стал круглым, на сопло наклеивается прозрачный скотч. Выставляется минимальная мощность, порядка 10%, нажимается Pulse.
На скотче останется отпечаток сопла и след от луча. Отверстие должно оказаться точно в центре сопла. Корректируется положение зеркала. Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
После правильной центровки луча на материале остается маленькая круглая точка.
Важно после проведения юстировки затянуть все контрящие гайки! При закручивании винты нужно придерживать рукой, чтобы случайно не сместить их. После затяжки еще раз проверяется точность юстировки.
Часто возникающие проблемы
Если рез не вертикальный, а под углом, значит плохо отрегулировано третье зеркало. Нужно повторить юстировку.
Если в разных местах стола разный рез, нужно проверить: кривизну материала, ровность установки стола.
Если при работе в одном углу материал некачественно прорезается, виновата неправильная установка станка – неровно выставлены ножки. Такая проблема характерна для самодельных или дешевых станков. У качественных станков, таких как Wattsan, есть рама, поэтому неполадок не возникает.
Видео: Правильная юстировка лазерного станка с нуля.
Подробная инструкция, как настроить лазерный станок.
Как выровнять машины — Выравнивание валов
В промышленности требования к центровке многочисленны. От центровки валов до центровки спутниковых антенн и центровки валков инженеры и техники получают выгоду от широкого спектра технологий и методов для выполнения своих задач по измерению и центровке. В разделе «Как выровнять машины — Выравнивание валов» мы представляем вам основы центровки валов и муфт, а также обзор методов и инструментов для центровки валов. Кроме того, мы содержит следующие ссылки на другие информационные статьи, которые могут быть полезны вам и коллективу вашего предприятия:
Центровка валов
Одним из очень распространенных применений в промышленности является центровка муфт или валов. Нажмите здесь, чтобы прочитать о том, как выровнять машины — Выравнивание валов
Возвращение к основам центровки машин
Сегодня производителям доступно множество вариантов инструментов и решений для центровки, поэтому важно понимать некоторые основные принципы выравнивания машин, чтобы вы могли принятие обоснованного решения при выборе наилучшего решения для вашей конкретной машины или производственной линии. Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам.
Как часто требуется проверка центровки машины?
К сожалению, простого ответа нет. Существует ряд факторов, которые могут повлиять на выравнивание вашего оборудования, и их следует учитывать при создании плана проверки выравнивания машины на вашем предприятии. В этом посте мы приводим три основных фактора, которые могут определить, как часто необходимы проверки центровки, и обсуждаем причины, по которым нет установленных правил, которые можно применять. Нажмите здесь, чтобы узнать, как часто вам нужна проверка центровки машины.
Точное выравнивание трансмиссии
Соосность имеет решающее значение для всех типов приводов, независимо от того, приводятся ли они в действие ремнями, цепями, шестернями или валами. Выполнение точной центровки приводного оборудования помогает исключить катастрофические отказы, которые могут привести к незапланированным простоям, потерям ценного производственного времени, дополнительным трудозатратам собственных сотрудников или подрядчиков, а также затратам на компоненты. Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования.
Вопросы по настройке бумагоделательной машины
Мы составили обширный сборник статей о выравнивании бумагоделательных машин. Нажмите здесь, чтобы получить ответы на вопросы о выравнивании бумагоделательной машины.
Типы центровки валов.
Одним из наиболее распространенных применений в промышленности является центровка муфт или валов. Для технического обслуживания и экономических целей было бы очень непрактично, чтобы насос и двигатель были сконструированы с использованием общего вала. Двигатели (или приводная часть силовой установки) обычно автономны и легко заменяемы. Тем не менее, это оставляет косяк в трансмиссии. Если бы соосность между компонентами была идеальной с самого начала и оставалась идеальной в течение всего срока службы компонентов, тогда не было бы никаких проблем. Однако при наличии несоосности жесткая муфта чрезвычайно подвержена усталостному разрушению из-за большого количества циклов изгиба, которым подвергаются валы. По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ.
Результаты центровки муфты с помощью лазерной системы центровки валов Fixturlaser XA.
Понятно, что чем лучше выверка, тем дольше срок службы муфты. Несмотря на то, что муфты существуют для уменьшения потребности в идеальном выравнивании, по большей части очень важно, чтобы привод и приводные механизмы внутри машинных приводов были выровнены, чтобы обеспечить срок службы муфты. Выравнивание муфты может быть достигнуто различными способами, включая механические, оптические и лазерные. Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою.
Выверка муфты механическими методами.
Однако они на 100 % полагаются на интерпретацию данных человеком и могут занимать много времени. Оптические методы часто используются, когда компоненты разделены ограждениями и/или большими расстояниями, или задействованы большие смещения (как в случае валов с карданным шарниром). Оптические методы требуют определенного опыта и на 100% зависят от людей, которые интерпретируют данные и рассчитывают выравнивание. Сегодня лазерные системы центровки валов чаще всего используются для центровки различных типов промышленных валов и приводных систем. Операторам нужно только ввести геометрические параметры и, как правило, частично повернуть компоненты, чтобы компьютер мог рассчитать выравнивание и корректирующие параметры.
Свяжитесь с нами
Если у вас есть какие-либо вопросы по содержанию этого сообщения или вы хотите поговорить с любым из наших специалистов по точной центровке и измерениям, не стесняйтесь заполнить контактную форму ниже. Конечно, вы также можете позвонить нам по телефону 603-332-9641.
Азбука центровки машин
Специалисты по техническому обслуживанию имеют упрощенный взгляд на несоосность машин (насосов, двигателей, вентиляторов и т. д.). Есть две вещи, которые они хотят знать: как определить, что не так, и как это исправить.
В этой статье сначала обсуждается, как выяснить, что не так, когда вращающиеся валы работают неправильно, а затем предлагаются способы устранения проблемы.
Что такое смещение?
Когда два вращающихся вала не находятся на одной линии друг с другом — будь то смещение или угловой зазор в муфте — результатом является несоосность. Несоосность механизмов распространена во вращающихся машинах и обычно является основной причиной отказа машины.
Простое выявление проблем соосности в механизмах, таких как двигатели, насосы, вентиляторы и воздуходувки, раньше занимало значительное время и требовало квалифицированного специалиста. Но современные технологии позволяют быстрее и проще выявлять эти проблемы. И как только они будут диагностированы, появятся лучшие инструменты для решения этих проблем и достижения точной центровки оборудования.
Что вызывает смещение?
ИЗОБРАЖЕНИЕ 1: На этих диаграммах показаны четыре основных типа несоосности машины. (Изображения предоставлены компанией Fluke)
Итак, что в первую очередь вызывает смещение вращающихся валов? Это основные триггеры:
оседание опорной плиты, приводящее к размягчению опоры
деформация вала, вызванная кручением при запуске
недостаточные или некачественные измерения центровки из-за человеческого фактора
деформация трубы, приводящая к параллельному и угловому смещению
тепловое расширение, при котором одна часть оборудования может двигаться пропорционально другой
Несоосность осевых линий вала может привести к колебанию и вибрации вала, что приведет к повреждению уплотнения и разрушению подшипников и муфты. Выявление несоосности и основных причин крайне важно, если машина должна достичь ожидаемого срока службы.
4 Типы смещения
Эксперты обычно согласны с этими четырьмя типами центровки:
Вертикальное смещение Несоосность возникает, когда центральные линии двух валов, подлежащих центрированию, параллельны друг другу, но центральные линии смещены по вертикали.
Несоосность смещения по горизонтали похожа на несоосность смещения по вертикали, но возникает в горизонтальной плоскости.
Вертикальное угловое смещение — это угловое смещение двух валов в вертикальной плоскости.
Горизонтальное угловое смещение аналогично вертикальному угловому смещению, но происходит в горизонтальной плоскости.
Проблема выравнивания почти всегда представляет собой сочетание углового смещения и смещения в обеих плоскостях. Это сложное несоответствие.
4 способа обнаружения проблем с перекосом вала
1. Диагностика с помощью лазерной системы центровки вала
Проверка перекоса вала часто является первым действием, когда в машине возникает проблема. Лазерная система центровки валов определяет несоосность муфты и рассчитывает соответствующее движение машины, которое должно быть выполнено у ее основания. Лазерные системы обеспечивают точные и точные измерения в режиме реального времени, которые точно сообщают пользователям, когда достигается выравнивание.
В отличие от трех других подходов, описанных ниже, лазерные системы центровки валов позволяют пользователям как диагностировать, так и устранять проблемы соосности.
Лазерные системы могут быть двух- или однолазерными. Однако система выравнивания с двумя лазерами не так эффективна, как система с одним лазером. Часто техническим специалистам трудно удерживать линию до детектора при исправлении углового смещения. К сожалению, по мере увеличения расстояния измерения растет и сложность. В результате технические специалисты должны перезапустить измерения, которые требуют от них остановки, ослабления ножек, перемещения машины и повторного затягивания ножек — и все это без гарантии того, что детектор окажется в пределах досягаемости. С каждым повторением время обработки увеличивается, а вероятность ошибки возрастает.
Система юстировки с одним лазером устраняет эти проблемы с системой с двумя лазерами. Он более эффективно решает большинство проблем соосности валов, от простых до сложных, таких как вертикальные фланцевые машины с прямоугольными редукторами. Система с одним лазером использует две плоскости оптического детектора в одном датчике, что избавляет техника от необходимости выполнять грубую настройку только для того, чтобы оба лазера попали в цель.
ИЗОБРАЖЕНИЕ 2: Выравнивание валов и двигателей внутри таких промышленных машин, как эти, имеет решающее значение для предотвращения незапланированных простоев.
2. Анализ вибрации
Из-за скорости, с которой современные устройства сбора данных могут обрабатывать сигналы трехосных датчиков, мониторинг и анализ вибрации становятся все более распространенным явлением. Каждая машина имеет свой нормальный уровень вибрации, но бывают случаи, когда вибрация машины увеличивается или превышает допустимые параметры.
Некоторые из причин увеличения вибрации включают люфт, резонанс, дисбаланс и, конечно же, несоосность. Вибрацию чаще всего измеряют с помощью акселерометров, за которыми следуют датчики приближения или датчики скорости. После того, как эти сигналы будут получены с помощью коллектора данных и датчиков, аналитик вибрации может дополнительно диагностировать неисправности машины.
3. Термография
Термография может обеспечить раннее обнаружение проблем соосности путем выявления аномальных горячих точек. Несоосность может привести к увеличению трения внутри машины и соответствующему повышению температуры. Тепловизор обнаруживает и измеряет инфракрасную энергию объекта и преобразует инфракрасные данные в электронное изображение, показывающее видимую температуру его поверхности.
4. Анализ масла
Если с помощью анализа масла выявляется ненормальное состояние или параметр, могут быть предприняты незамедлительные действия для выявления основной причины или принятия мер по устранению возникающей неисправности. Анализ масла может помочь обнаружить несоосность, предоставляя данные об общем состоянии актива, масла и загрязняющих веществ. Поскольку анализ масла может быть сложным, многие организации пользуются услугами специализированных компаний.
Несоосность вызывает множество симптомов, а также серьезные проблемы с механизмами. Внедрение профилактического технического обслуживания для проверки точной центровки оборудования сэкономит деньги и время. Выравнивание валов также повышает энергоэффективность, увеличивает время безотказной работы и максимизирует производительность.
ИЗОБРАЖЕНИЕ 3: Система лазерной центровки с адаптивными функциями.
Лазерная центровка валов для исправления перекоса
Специалисты по техническому обслуживанию регулярно сталкиваются с уникальными проблемами центровки, начиная от базовых работ по центровке и заканчивая более сложными задачами. А поскольку современные машины и проблемы с их несоосностью различаются, командам требуются аппаратные и программные системы соосности, которые могут адаптироваться практически к любой ситуации в полевых условиях. Команды также нуждаются в инструментах, которые адаптируются к опыту и уровням навыков разных членов команды, особенно когда опытные сотрудники уходят или уходят на пенсию, а новички берут на себя их обязанности.
Такая гибкость обеспечивается передовыми лазерными системами центровки валов, содержащими программное обеспечение и другие функции, которые позволяют им адаптироваться к ситуации, активу и уровню пользовательского опыта. Эти системы максимально увеличивают время производства и минимизируют незапланированные простои без ущерба для простоты использования. Лазерная система выравнивания с адаптивными функциями устраняет человеческий фактор, обеспечивая новый уровень точности и скорости. Вот два компонента, на которые стоит обратить внимание:
1. Однолазерная технология . В системе с одним лазером пользователям нужно настроить только один датчик и один лазер. Это не только быстрее, чем в системе с двумя лазерами, но также устраняет многие неудобства и риски неточностей, возникающие при работе с двумя лазерами, работающими в противоположных направлениях. Технология с одним лазером позволяет быстро выполнять задачи центровки и повышает точность.
2. Интеллектуальное программное обеспечение. Правильные программные инструменты помогают командам по техническому обслуживанию, предоставляя им полезную информацию в режиме реального времени и отфильтровывая некачественные измерения. Это программное обеспечение учитывает ситуацию и доставляется по мере выполнения работы. Он динамически реагирует на все, что связано с процессом выравнивания, и обеспечивает прогнозную аналитику, позволяющую техническим специалистам оценивать различные возможные варианты действий, прежде чем приступать к трудоемкой задаче по перемещению машины.
Используя эти две технологии, бригады техобслуживания могут выполнить обещание адаптивного согласования во всех трех критических областях, характерных для каждой задачи согласования: актив, ситуация и бригада техобслуживания.
Адаптация к активу. Базовые системы лазерной центровки не предназначены для поддержки широкого спектра критических типов вращающихся активов, и их может быть сложно использовать с ними. Этот недостаток создает дорогостоящую и трудоемкую проблему для заводов, которые полагаются на эти активы или специализированные, но стандартные конфигурации активов. Когда системы лазерной центровки поддерживают широчайший спектр активов и конфигураций, как это делают адаптивные системы центровки, они устраняют необходимость обхода вручную и проблемы с неточностями, характерные для неадаптивных систем.
Адаптация к ситуации. Возможно, самым важным свойством адаптивного выравнивания является его способность адаптироваться к множеству различных переменных, включая степень угла поворота, скорость и равномерность, при этом обеспечивая плавное, быстрое и точное выравнивание. Это позволяет техническим специалистам любого уровня квалификации проводить высококачественные измерения, следуя инструкциям и советам, отображаемым на экране. Программное обеспечение одновременно оценивает множество факторов качества в режиме реального времени и обеспечивает мгновенную обратную связь.
 Чтобы луч точно приходил на третье звено и в фокусирующую точку линзы, необходимо его постоянно регулировать.
Чтобы луч точно приходил на третье звено и в фокусирующую точку линзы, необходимо его постоянно регулировать. 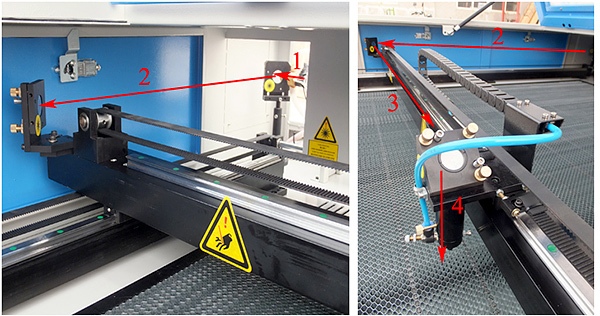
 Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.
Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов. Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание.
Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание. 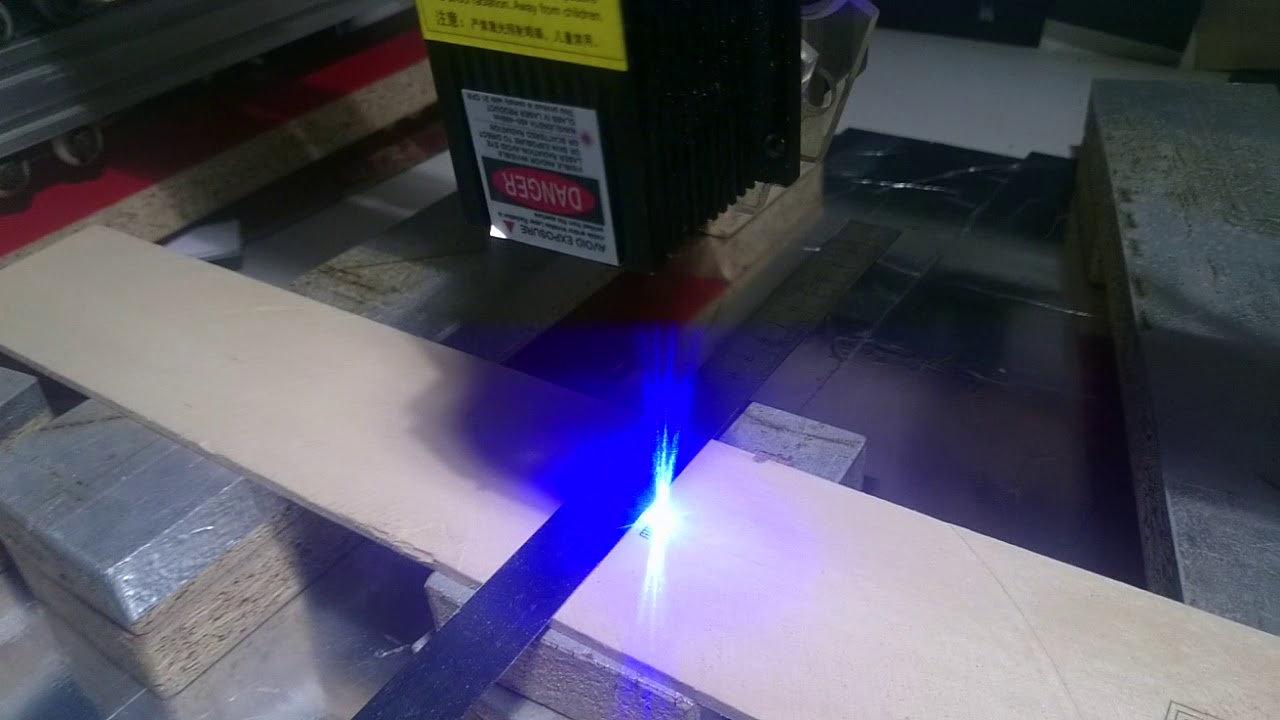

 На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом.
На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом.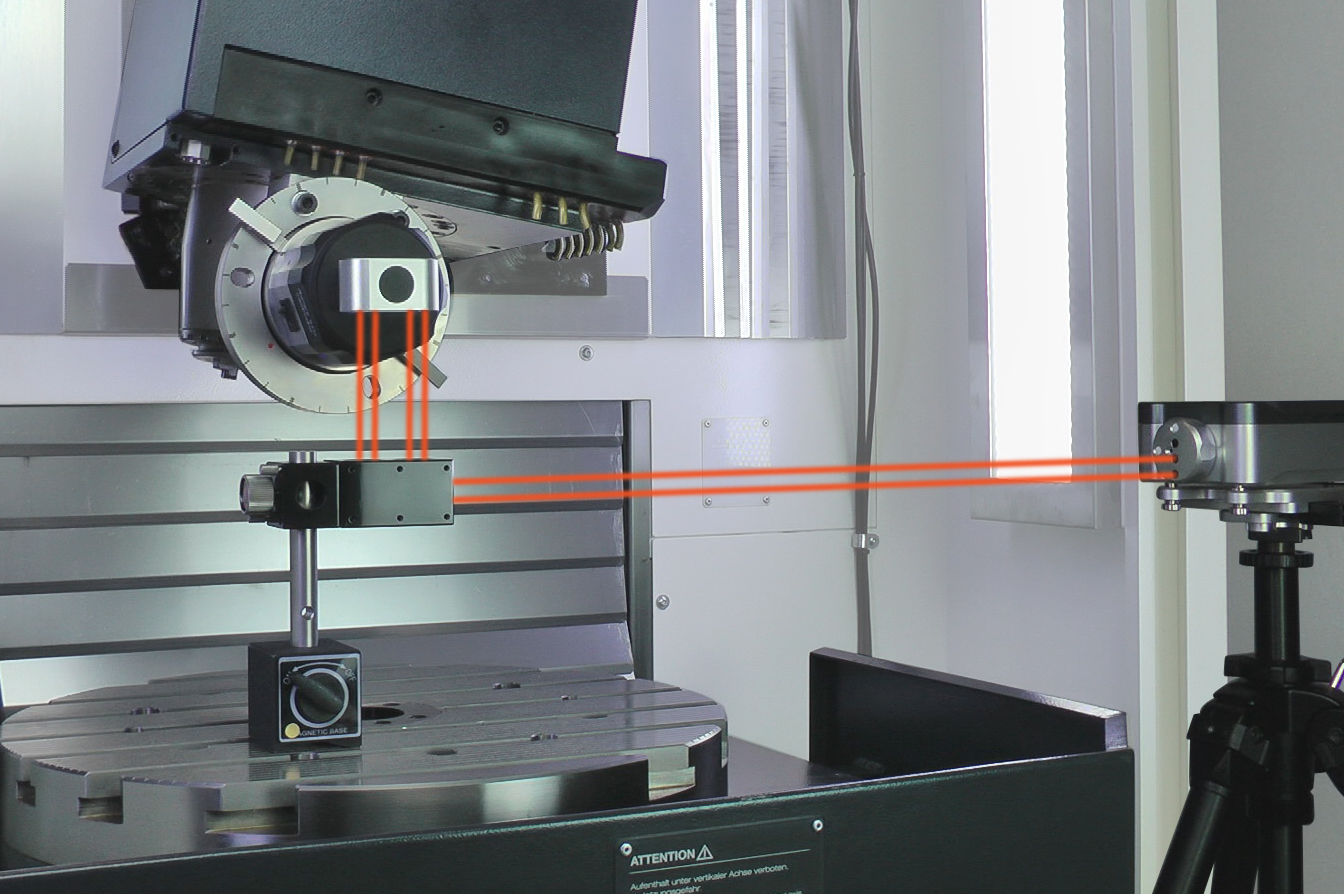 При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед.
При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед. Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.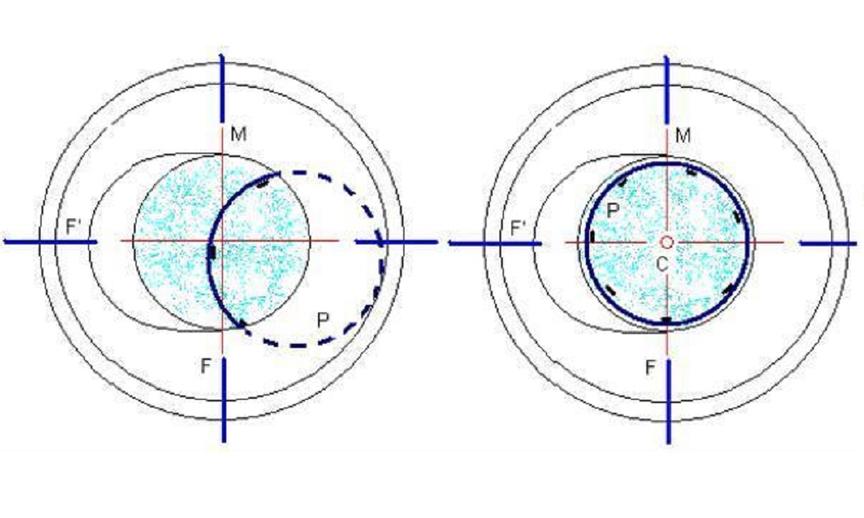
 Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки.
Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
 Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Его подключают к компьютеру с Wi-Fi и управляют движениями станка. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».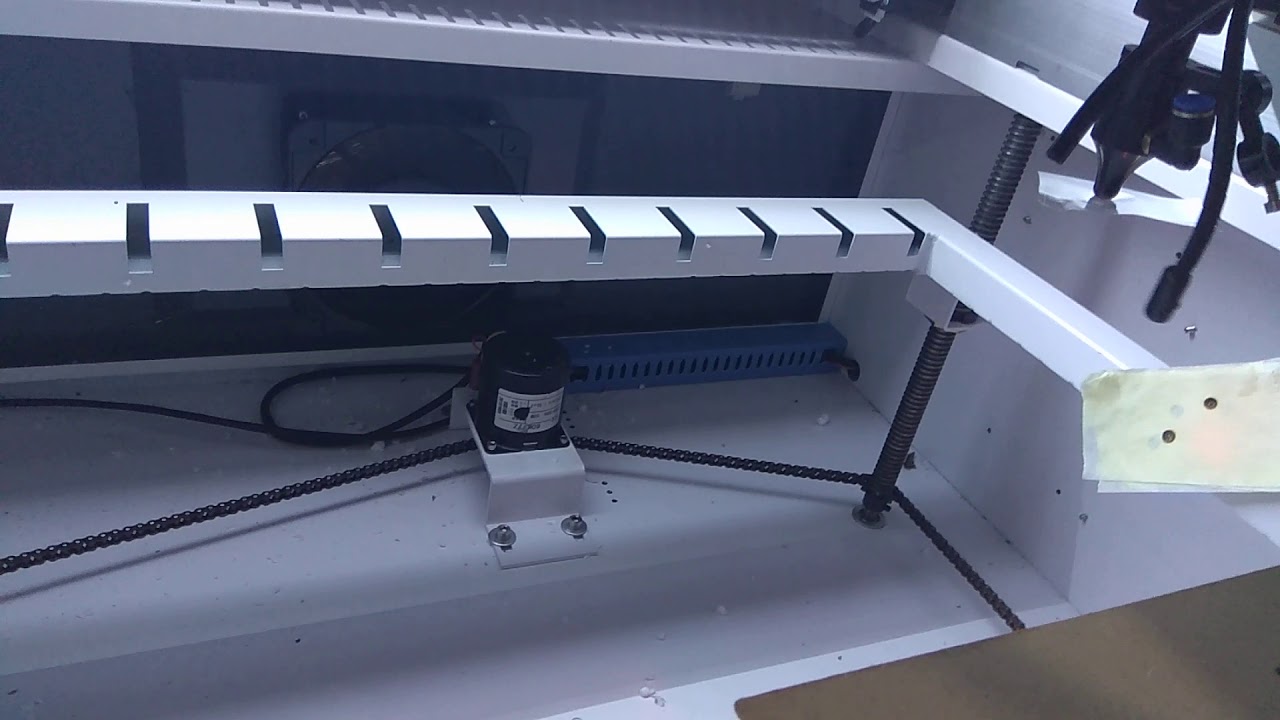
 Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение. Подробная инструкция, как настроить лазерный станок.
Подробная инструкция, как настроить лазерный станок.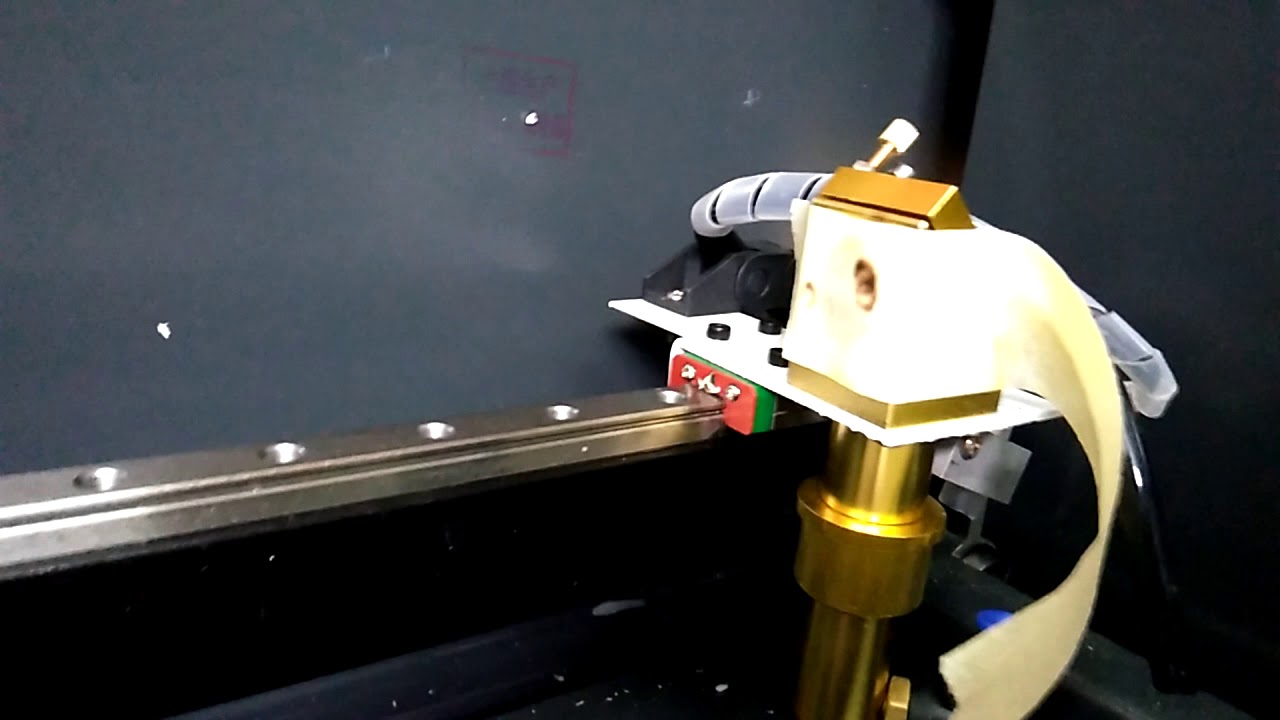 Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам.
Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам.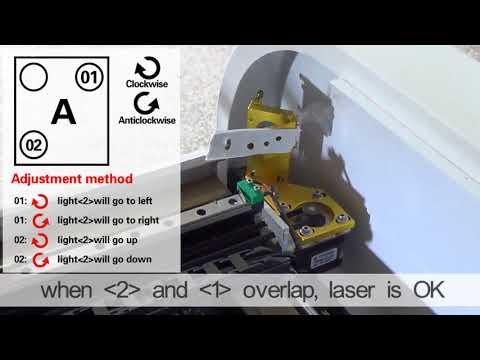 Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования.
Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования. По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ.
По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ. Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою.
Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою. Конечно, вы также можете позвонить нам по телефону 603-332-9641.
Конечно, вы также можете позвонить нам по телефону 603-332-9641. Пришлось немного подогнать двигатель, чтобы расположить его параллельно валу гидравлического насоса, но весь процесс был «на глазок».
Пришлось немного подогнать двигатель, чтобы расположить его параллельно валу гидравлического насоса, но весь процесс был «на глазок».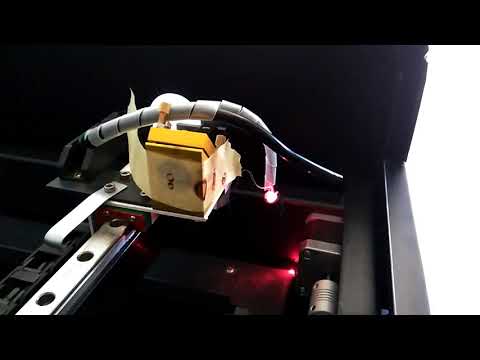 Мы также увидели сокращение количества вышедших из строя подшипников и муфт на заводе.
Мы также увидели сокращение количества вышедших из строя подшипников и муфт на заводе.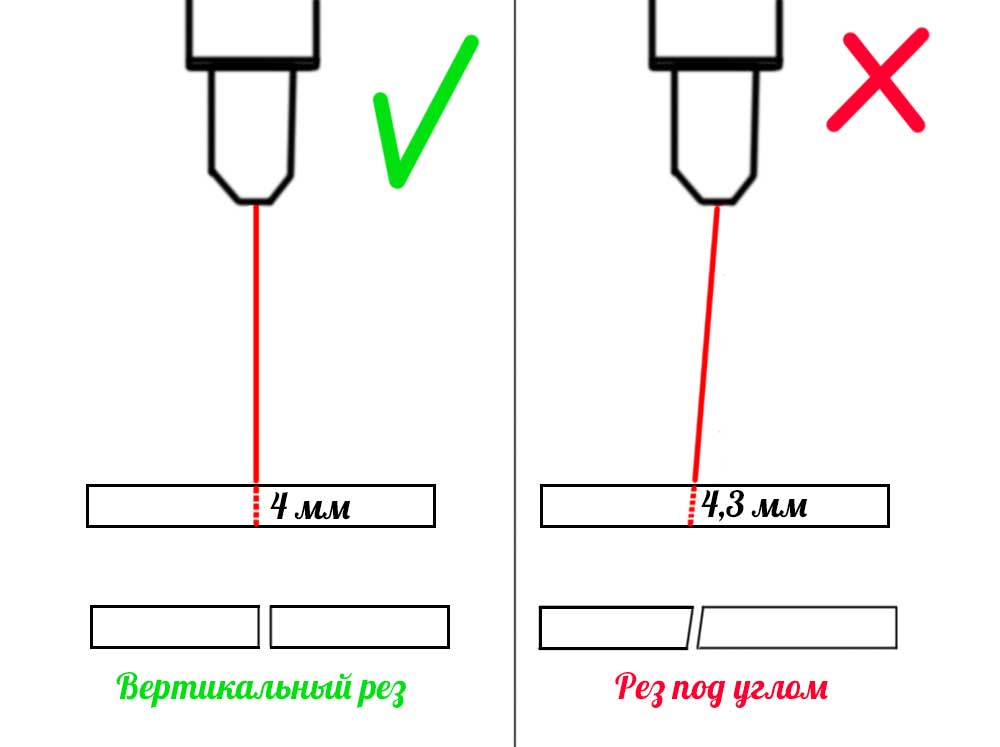 Повреждение муфты является наиболее распространенным симптомом. Когда техник разъединяет половинки муфты для внутреннего осмотра, сетка или зубья могут быть повреждены, что приведет к замене всей муфты. Конечно, это только маскирует истинную проблему, скрытую внутри мотора или машины.
Повреждение муфты является наиболее распространенным симптомом. Когда техник разъединяет половинки муфты для внутреннего осмотра, сетка или зубья могут быть повреждены, что приведет к замене всей муфты. Конечно, это только маскирует истинную проблему, скрытую внутри мотора или машины.
 После отключения немедленно проводится измерение для определения теплового расширения машины.
После отключения немедленно проводится измерение для определения теплового расширения машины.
 Он может определить активный износ машины раньше, чем анализ вибрации, если он выполнен правильно, т. е. отбор проб из нужного места, промывка линий отбора проб, использование нового оборудования для отбора проб и т. д. Однако, не зная металлургии подшипников машины, может быть трудно установить прямая связь с несоответствием.
Он может определить активный износ машины раньше, чем анализ вибрации, если он выполнен правильно, т. е. отбор проб из нужного места, промывка линий отбора проб, использование нового оборудования для отбора проб и т. д. Однако, не зная металлургии подшипников машины, может быть трудно установить прямая связь с несоответствием. Даже если у вашей команды есть соответствующие инструменты и обучение, у вас должны быть люди, ориентированные на детали, которые будут выполнять работу до тех пор, пока она не будет сделана правильно.
Даже если у вашей команды есть соответствующие инструменты и обучение, у вас должны быть люди, ориентированные на детали, которые будут выполнять работу до тех пор, пока она не будет сделана правильно.

 Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.
Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.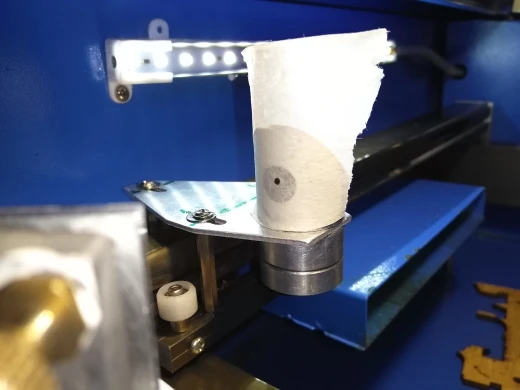 Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание.
Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание. 


 При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед.
При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед. Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.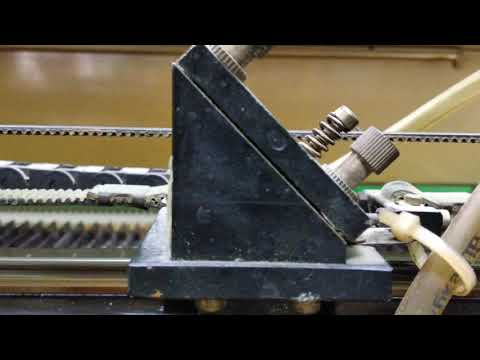
 Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки.
Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
 Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Его подключают к компьютеру с Wi-Fi и управляют движениями станка. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».

 Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение. Подробная инструкция, как настроить лазерный станок.
Подробная инструкция, как настроить лазерный станок.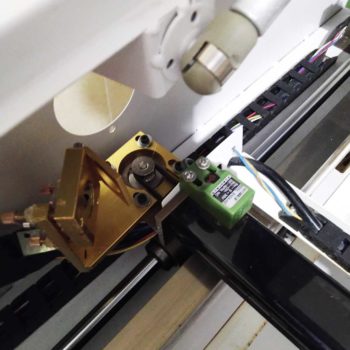 Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам.
Нажмите здесь, чтобы прочитать о том, как выровнять машины — возвращение к основам. Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования.
Нажмите здесь, чтобы узнать, почему точное выравнивание трансмиссии имеет решающее значение для эффективности вращающегося оборудования. По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ.
По этой причине между компонентами машин обычно используются гибкие муфты. Муфты представляют собой механические устройства с движущимися частями, которые активируются при каждом цикле. В зависимости от типа муфты (обычно определяемой требованиями к скорости и нагрузке) допуски могут сильно различаться. Некоторые муфты более щадящие в радиальном направлении, в то время как другие могут выдерживать большее угловое смещение. Вообще говоря, чем больше несоосность, тем больше будут перемещения деталей внутри муфты и, следовательно, тем больше будет износ. Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою.
Механические методы с использованием циферблатных индикаторов, параллельных стержней и щупов проверены и проверены в бою. Конечно, вы также можете позвонить нам по телефону 603-332-9641.
Конечно, вы также можете позвонить нам по телефону 603-332-9641.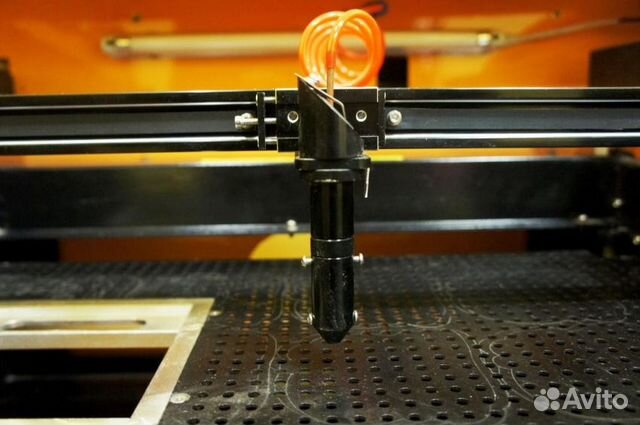 И как только они будут диагностированы, появятся лучшие инструменты для решения этих проблем и достижения точной центровки оборудования.
И как только они будут диагностированы, появятся лучшие инструменты для решения этих проблем и достижения точной центровки оборудования. Выявление несоосности и основных причин крайне важно, если машина должна достичь ожидаемого срока службы.
Выявление несоосности и основных причин крайне важно, если машина должна достичь ожидаемого срока службы. Диагностика с помощью лазерной системы центровки вала
Диагностика с помощью лазерной системы центровки вала  С каждым повторением время обработки увеличивается, а вероятность ошибки возрастает.
С каждым повторением время обработки увеличивается, а вероятность ошибки возрастает.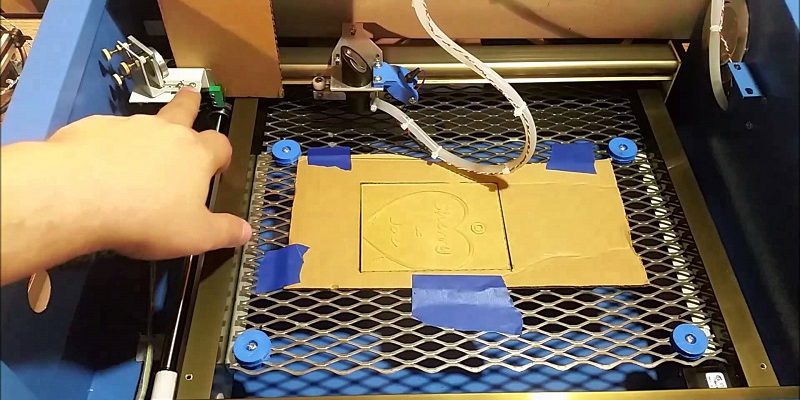
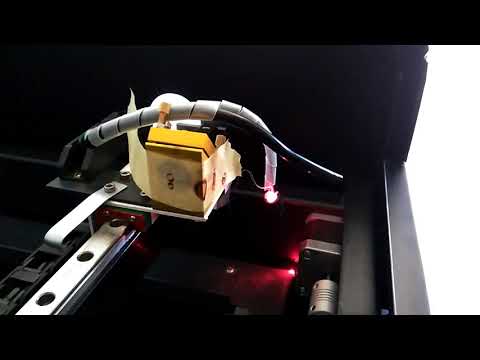 Анализ масла может помочь обнаружить несоосность, предоставляя данные об общем состоянии актива, масла и загрязняющих веществ. Поскольку анализ масла может быть сложным, многие организации пользуются услугами специализированных компаний.
Анализ масла может помочь обнаружить несоосность, предоставляя данные об общем состоянии актива, масла и загрязняющих веществ. Поскольку анализ масла может быть сложным, многие организации пользуются услугами специализированных компаний.  Команды также нуждаются в инструментах, которые адаптируются к опыту и уровням навыков разных членов команды, особенно когда опытные сотрудники уходят или уходят на пенсию, а новички берут на себя их обязанности.
Команды также нуждаются в инструментах, которые адаптируются к опыту и уровням навыков разных членов команды, особенно когда опытные сотрудники уходят или уходят на пенсию, а новички берут на себя их обязанности. Технология с одним лазером позволяет быстро выполнять задачи центровки и повышает точность.
Технология с одним лазером позволяет быстро выполнять задачи центровки и повышает точность. Этот недостаток создает дорогостоящую и трудоемкую проблему для заводов, которые полагаются на эти активы или специализированные, но стандартные конфигурации активов. Когда системы лазерной центровки поддерживают широчайший спектр активов и конфигураций, как это делают адаптивные системы центровки, они устраняют необходимость обхода вручную и проблемы с неточностями, характерные для неадаптивных систем.
Этот недостаток создает дорогостоящую и трудоемкую проблему для заводов, которые полагаются на эти активы или специализированные, но стандартные конфигурации активов. Когда системы лазерной центровки поддерживают широчайший спектр активов и конфигураций, как это делают адаптивные системы центровки, они устраняют необходимость обхода вручную и проблемы с неточностями, характерные для неадаптивных систем.
Всего комментариев: 0