Шпиндель вращения: Скорость вращения шпинделя
Содержание
Скорость вращения шпинделя
27 декабря 2017
Частота вращения шпинделя относится к характеристикам фрезерного станка и имеет обозначение в об/мин. Это скорость, с которой вращается шпиндель вместе с цанговым патроном и фрезой.
Шпиндели принято разделять на ременные и моторшпиндели (электрошпиндели). Первые характеризуются меньшим крутящим моментом. Конструкция классического шпинделя с ременным приводом имеет в составной части шпиндельный вал с подшипниками. Данный вал способен зажимать либо разжимать фрезу. Мощность и динамика передаются шпинделю от наружного мотора, который инсталлирован рядом с приспособлением посредством ременной передачи. Мощность, вращающий момент и скорость шпинделя зависят от характеристик внешнего двигателя и самой ременной передачи. За счет внешней инсталляции можно варьировать размеры мотора, тем самым изменяя обороты и мощность шпинделя, как в меньшую, так и в большую сторону. Применение шпинделей с ременной передачей возможно для задач, где требуемая скорость вращения шпинделя не превышает значение 12 000 – 15 000 об/мин. Из минусов – это ограничение по скорости в сравнении с электрошпинделем. Также натяжение ремня формирует излишнюю нагрузку на задние подшипники шпинделя, тем самым исчерпывая их ресурс.
Из минусов – это ограничение по скорости в сравнении с электрошпинделем. Также натяжение ремня формирует излишнюю нагрузку на задние подшипники шпинделя, тем самым исчерпывая их ресурс.
Электрошпиндель — это приспособление, которое имеет в своей конструкции три ключевых звена: электрический асинхронный двигатель, патрон для зажима фрезы и подшипник. Предельные частоты вращения электрошпинделей — до 180 тысяч об/мин. Эти шпиндели являются более дорогостоящими по сравнению с ременными.
Как определить количество оборотов шпинделя
По количеству оборотов, шпиндели подразделяются:
- Высокой мощности от 5 кВт и более: применяются в основном на крупногабаритных станках. Обороты составляют 12000…18000 об/мин. Предназначены для высокопроизводительных работ. Такое количество оборотов является большим минусом при работе с твёрдосплавными фрезами при фрезеровании тонкими фрезами, что существенно снижает общий КПД фрезерного станка.

- Средней мощности 1.2…5 кВт: используются во фрезерных станках средних габаритов. Применяются для фрезерования пластиков, дерева и мягких металлов. Обороты составляют 18000…24000 об/мин. Идеально подходят для мелких гравировальных работ.
- Малой мощности 0.8 кВт и менее: используются во фрезерных станках малых габаритов. Обороты составляют до 60000…70000 об/мин.
Скорость вращения вычисляется по формуле:
Формула для расчета
, где
d – диаметр режущей части инструмента (мм),
П – число Пи, постоянная величина равная 3.14;
V – скорость резания (м/мин) – это путь, пройденный точкой режущей кромки фрезы в единицу времени.
d – диаметр режущей части инструмента (мм),
П – число Пи, постоянная величина равная 3.14;
V – скорость резания (м/мин) – это путь, пройденный точкой режущей кромки фрезы в единицу времени.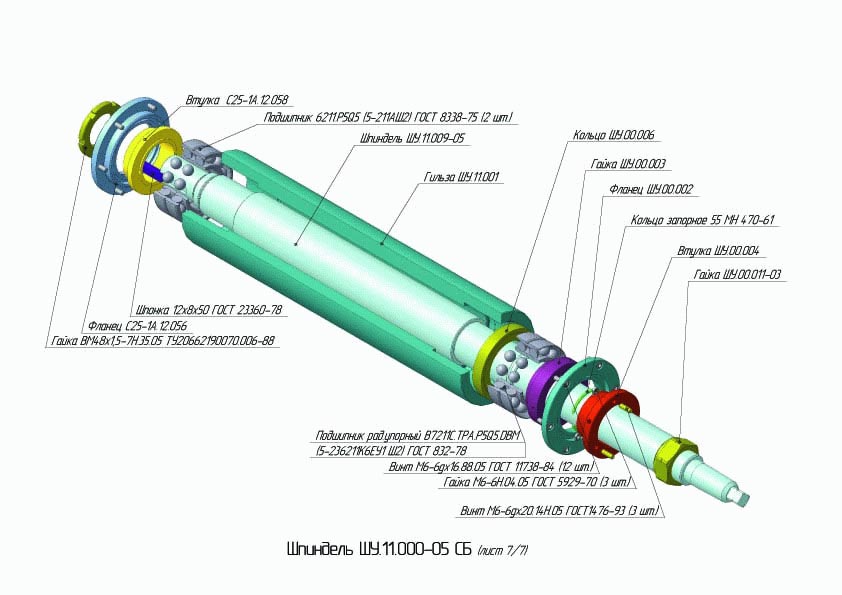
Если у станка есть преимущество в виде преобразователя частоты (т.е. можно с легкостью варьировать скорость вращения шпинделя), то скорость мотора выбирается исходя из выбора диаметра фрезы и материала заготовки. Но важно знать, что при стремительном снижении скорости вращения потерю момента не миновать. В некоторой степени эта потеря возмещается инвертором благодаря функции поддержания крутящего момента при понижении скорости вращения шпинделя. Можно использовать данные из таблицы при выборе параметров соотношения количества оборотов двигателя к диаметру фрезы:
|
Диаметр фрезы
|
Скорость вращения
|
|
Свыше 25-50 мм
|
18 000 об/мин
|
|
Более 65-75 мм
|
12 000 об/мин
|
|
До 25 мм
|
24 000 об/мин
|
|
Более 50-65 мм
|
16 000 об/мин
|
|
Более 75 мм
|
10 000 об/мин
|
Опытным путем было установлено, что заявленные максимальные обороты в паспорте шпинделя не являются физической границей – абсолютно все высокоскоростные шпиндели без труда разгоняются до 120% от номинальных оборотов, и даже выше. Но при этом следует помнить, что ресурс подшипников может резко снизиться. И очень быстрое вращение не всегда хорошо, так как, например, дерево при фрезеровании образует мелкую пыль, которая затирается между материалом и режущим инструментом, и начинает подгорать. Как следствие, происходит перегрев фрезы и заготовки.
Но при этом следует помнить, что ресурс подшипников может резко снизиться. И очень быстрое вращение не всегда хорошо, так как, например, дерево при фрезеровании образует мелкую пыль, которая затирается между материалом и режущим инструментом, и начинает подгорать. Как следствие, происходит перегрев фрезы и заготовки.
Пример влияния количества оборотов шпинделя при фрезеровании заготовки:
Обороты шпинделя при фрезеровании
Исходя из вышеизложенного, подытожим,
что многоцелевого шпинделя с большим диапазоном оборотов, увы, не существует. И
важно оптимальное соотношение размера, мощности и максимальных оборотов
шпинделя для решения той или иной задачи. Скорость подачи важно распределять
равномерно, так как это существенно влияет на качество обработки. При
вычислении оборотов шпинделя для того или иного материала необходимо обращать
внимание на скорость резания и диаметр режущей части фрезы для оптимальной
работы станка без погрешностей.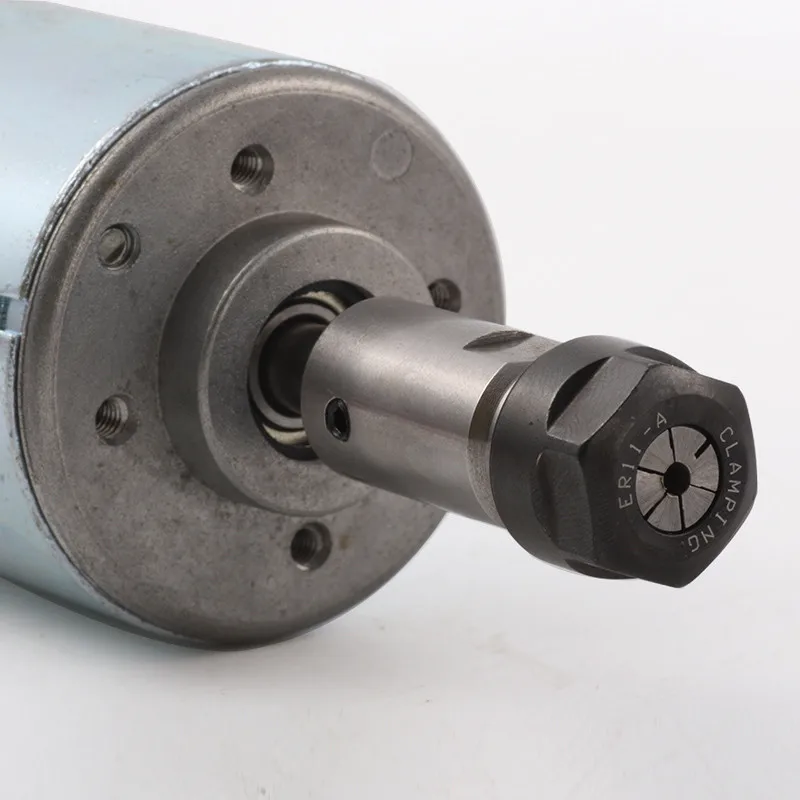 При «закрытом» фрезеровании, где отвод стружки
При «закрытом» фрезеровании, где отвод стружки
затруднен (пазы, шпунты, гнезда), миновать прижогов возможно, если на порядок
уменьшить частоту вращения. Также необходимо учитывать ресурс подшипников при
фрезеровании и искусственно не увеличивать число оборотов шпинделя, в
зависимости от номинальных, с целью получения большей производительности.
Шпиндель жидкостного охлаждения GDZ-19. Мощность: 1.5 кВт Скорость вращения: 24000 об/мин.
Комплект поставки:
Шпиндель – 1 шт.
Гайка ER11 — 1 шт.
Цанга ER11 5-6 мм – 1 шт.
Ответная часть разъема питания – 1 шт.
Шпиндель (Электрический шпиндель) — это высокоскоростной электродвигатель, рабочий вал которого оснащается устройством для закрепления заготовки (например, у станков токарной группы) или режущего инструмента (у сверлильных, фрезерных, гравировальных станков). К шпинделю предъявляются повышенные требования по равномерности вращения, непосредственно влияющей на качество обработки.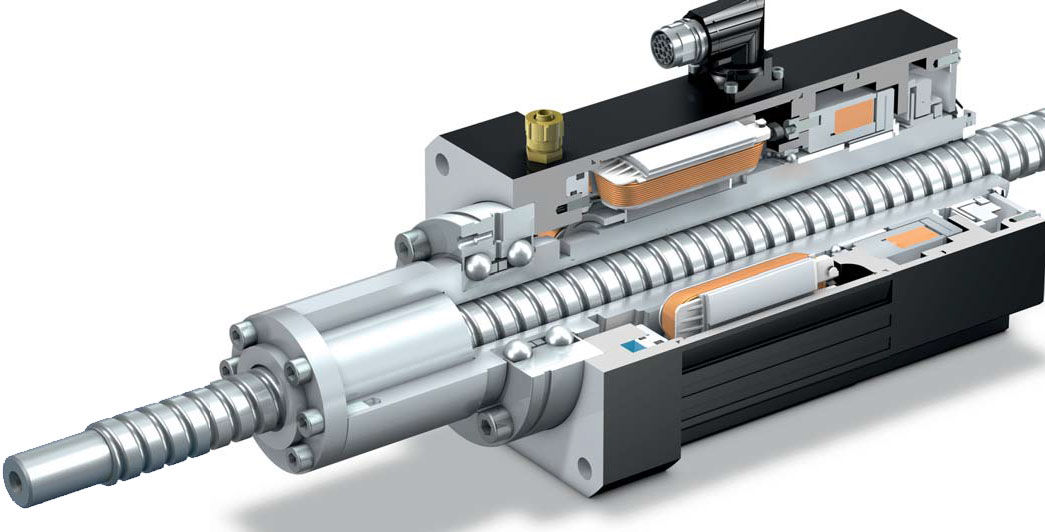 Рабочий вал шпинделя устанавливается на подшипниках качения или скольжения высокого класса точности.
Рабочий вал шпинделя устанавливается на подшипниках качения или скольжения высокого класса точности.
Число оборотов шпинделя можно регулировать разными способами:
— применяя различные механические устройства (гидромуфты, вариаторы, коробки скоростей)
— используя электрические устройства (включая схему роутера (статора) резисторов или применяя электромеханические преобразователи частоты)
— применяя электронные устройства (статические преобразователи частоты).
Сегодня в широкую практику вошло высокоскоростное фрезерование, поэтому стала использоваться новая конструкция шпинделей с встроенным приводом от электрического асинхронного двигателя. Частоту вращения такого шпинделя можно регулировать изменением как напряжения, так и частоты подводимого к нему электрического тока.
Шпиндель с жидкостным охлаждением — их так же часто называют «Шпиндель с водяным охлаждением» — это устройство, в котором для охлаждения нагревающихся частей используется специальная охлаждающая жидкость или вода.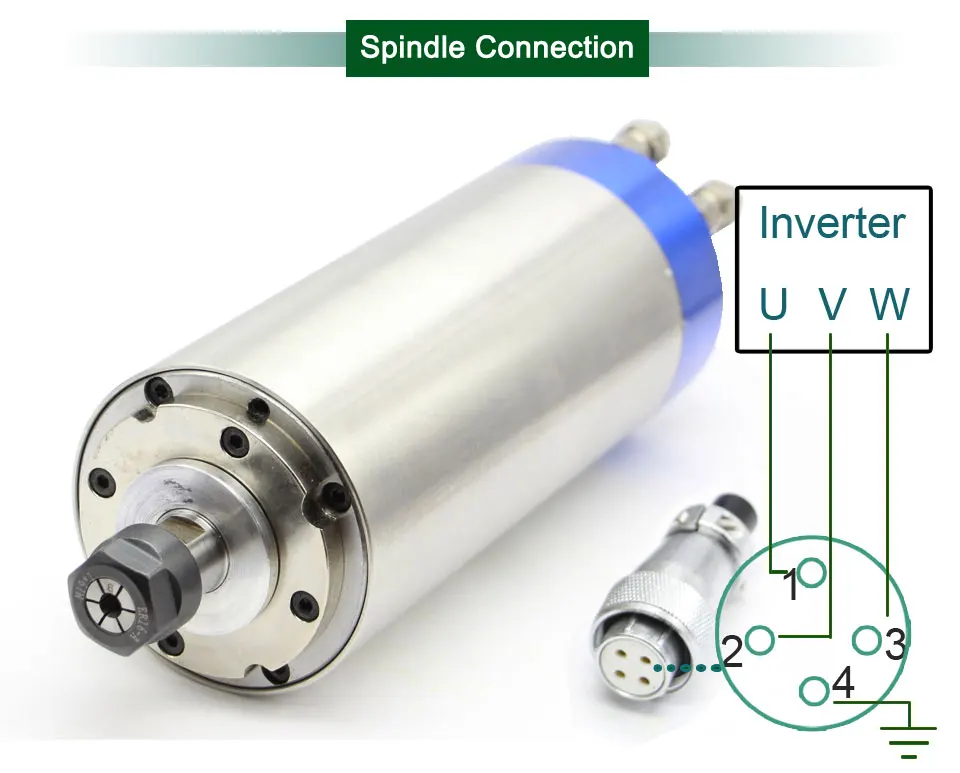
По типу охлаждения устройства делятся на два больших класса — с охлаждением при помощи жидкости или воды и с охлаждением при помощи воздуха. Жидкостное охлаждение более сложное, но есть ряд случаев, когда использовать его просто необходимо.
Шпиндель с водяным охлаждением используется в следующих случаях:
1) Если требуемая скорость вращения рабочего вала велика. При этом охлаждение при помощи воздуха не может обеспечить необходимую интенсивность отвода тепла, поэтому в таких устройствах используется охлаждение жидкостью. Так как двигатель работает на высокой скорость — такие модели называют «высокоскоростные шпиндели с жидкостным охлаждением» или, если для охлаждения используется вода — «высокоскоростные шпиндели с водяным охлаждением«.
2) Когда окружающий воздух имеет большую степень запыленности, содержит абразивные частицы, которые, могут повредить подвижные части электродвигателя, а также нужна высокая скорость работы. В таком случае нужно использовать шпиндели с водяным охлаждением.
3) Когда механизм работает в тесных условиях или нет возможности обеспечить надлежащую циркуляцию воздуха рекомендуется использовать шпиндель в жидкостным охлаждением.
Расчет режимов резания настольного фрезерного станка с ЧПУ с помощью программы.
Режимы резания для фрезерного станка лучше всего рассчитывать с помощью специальной программы. Например, чтобы сделать расчет скорости вращения шпинделя (n, об/мин) и минутную подачу стола нужно знать следующие исходные данные:
Zn — чисто зубьев фрезы;
Dc — диаметр фрезы, мм;
fc — подача на зуб, мм;
Vc — скорость резания, м/мин;
n — скорость врашения шпинделя, об/мин;
ae — ширина фрезерования, мм;
ap — глубина фрезерования, мм;
F — скорость подачи стола, мм/мин;
Q — скорость снятия метала, см3/мин;
R — радиус обрабатываемого отверстия (внутренней радиусной поверхности), мм;
FR — подача при обработке отверстия с радиусом R, мм.
1. Расчет скорости вращения шпинделя (n), а также скорости подачи стола (F), требуются такие данные: Zn — число зубьев фрезы, Dc — диаметр фрезы, fz — подача на зуб, Vc — скорость резания. Этот показатель очень тесно связан с производительностью обработки и полностью зависит от диаметра фрезы и допустимой скорости резания.
2. Далее расчитываем Vc — скорость резания, а также fz — подача на зуб, располагая следующими исходными данными: Dc — диаметром фрезы, Zn — числом зубьев фрезы, скорость вращения шпинделя (n) и скорость подачи стола (F).
3. Расчитывается скорость снятия металла Q с помощью исходных данных: F — скорость подачи стола, ap — глубины фрезерования, ae — ширины фрезерования.
4. Расчитывается подача FR на радиусе R (для отверстия с внутренним радиусом) с помощью исходных данных: F — скорости подачи стола, Dc — диаметра фрезы, R — радиуса поверхности.
Производители высокоскоростных шпинделей стремятся делать свою продукцию как можно производительнее, для чего постоянно работают над увеличением частоты вращения.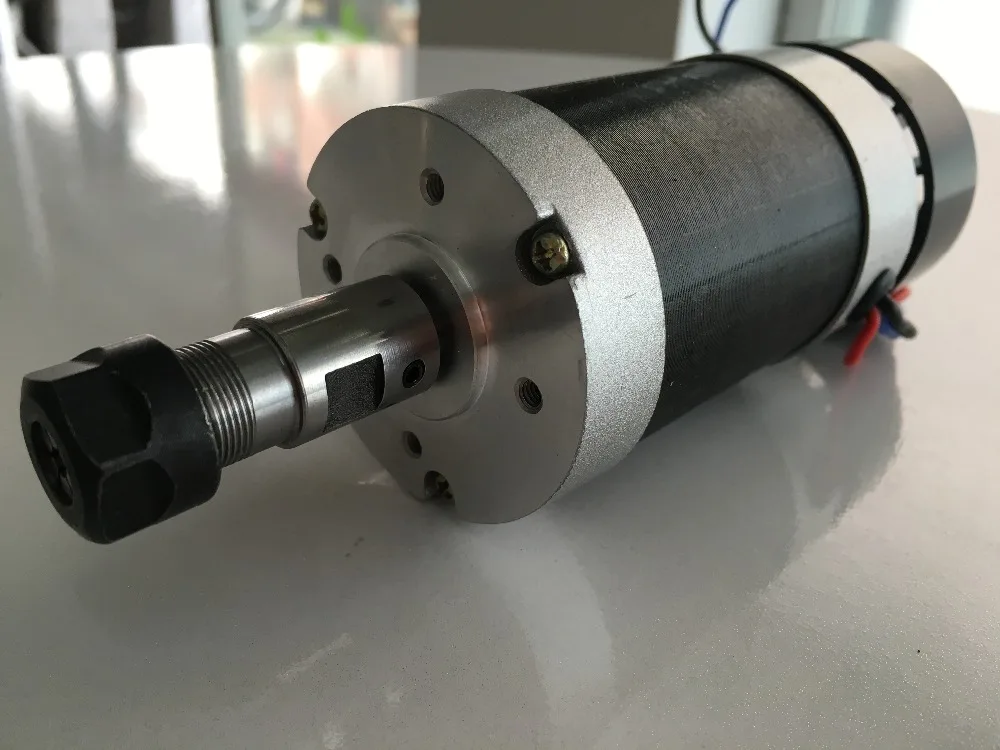
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB
| Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Монтаж Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод. Шпон ВУДнетВорк |
| Главная || Новые посетители | Карта сайта |
Извините. Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: Тип ошибки: 404 Меня интересует ………. Ресурсы Главная Видео – Знак Книжный магазин Пиломатериалы/древесина/разное Калькуляторы О WOODWEB Связаться с WOODWEB Пользовательское соглашение и условия Ссылка на Стать Каталог продукции Каталог продукции Работа Ламинирование и наплавка Пиломатериалы Машины -ЧПУ -Дверь -Снаряжение -Производство дюбелей -Разное Молдинги Электроинструменты Планы и публикации Завод Распиловка Поставщики Инструменты Шпон Токарная обработка дерева Галереи Проект Форумы Последние сообщения со всех форумов 313 -й Weordnetwork 313131313 -й Woodnetwork 1313131313 Недавние . — Job-Gram — Lumber-Gram — Machinery-Gram База знаний База знаний: Поиск или просмотр — Клейки и связы Архитектурный — Пользовательские — Двери — Полы — Общие — Столярные работы — Токарный станок — Погонаж — Столярные работы — Лестницы — Запас Бизнес Изготовление шкафов Отделка Лесное хозяйство Мебель Ламинирование Пиломатериалы Обработка Основной Дерево |
 .. введенный вами адрес недоступен.
.. введенный вами адрес недоступен.
Предотвращение сбоев при правильном направлении шпинделя ЧПУ
31 июля 2018 г.

Направление шпинделя на токарных станках часто обозначается как M03 для вращения по часовой стрелке (CW) и M04 для вращения против часовой стрелки (CCW). Конечно, это зависит от места, с которого вы смотрите на шпиндель. Если вы стоите не на том конце машины, вы можете неточно указать направление. Более простой и точный метод состоит в том, чтобы мыслить в терминах прямого и обратного. Когда вы стоите перед машиной, это относится к тому, поворачивается ли деталь к вам или от вас. M03 можно назвать вращением вперед, а M04 можно назвать вращением назад.
Большинство современных станков приспособлены для работы исключительно в направлении шпинделя M03. Давайте посмотрим, почему может быть более полезно обрабатывать детали, используя направление M04. Выбор команды M04 позволяет использовать левосторонний инструмент револьверной головки. Левосторонний инструмент является оптимальным методом по двум причинам:
1. В левостороннем инструменте револьверной головки вставка обращена к оператору.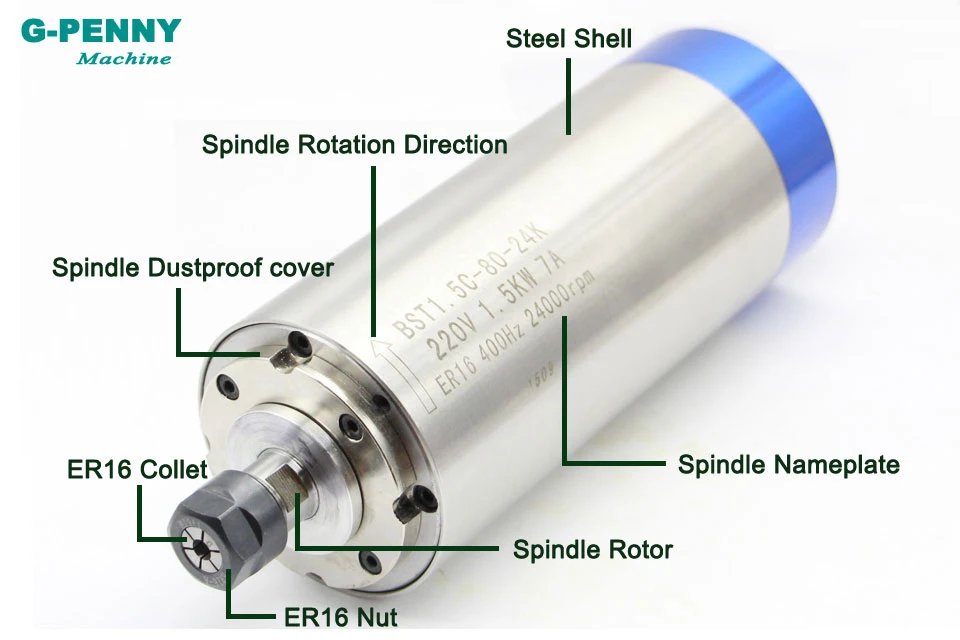 Оператору не только легче наблюдать за ходом процесса резки, но и замена вставки становится намного быстрее.
Оператору не только легче наблюдать за ходом процесса резки, но и замена вставки становится намного быстрее.
2. При обработке в направлении M04 силы резания (сжатия) прикладывают к станине станка. В направлении M03 силы резания (натяжения) отводятся от станины станка. Конструктивная конструкция машины прочнее на сжатие, чем на растяжение, потому что силы машины направлены внутрь конструкции машины и вниз, к земле. Если есть потеря контроля над силами резания, энергия будет направлена в станок и заточена, а не в инструмент.
Итак, какие ситуации можно было бы предотвратить, если бы вы отрегулировали направление шпинделя M04? Мы взяли несколько примеров от наших клиентов, чтобы проиллюстрировать условия, которые могут привести к сбою. Случались ли какие-либо из этих проблем с вашей командой?
Авария #1: Оператор не просверлил мягкие кулачки достаточно глубоко, чтобы выдержать силы резания, создаваемые программой обработки детали.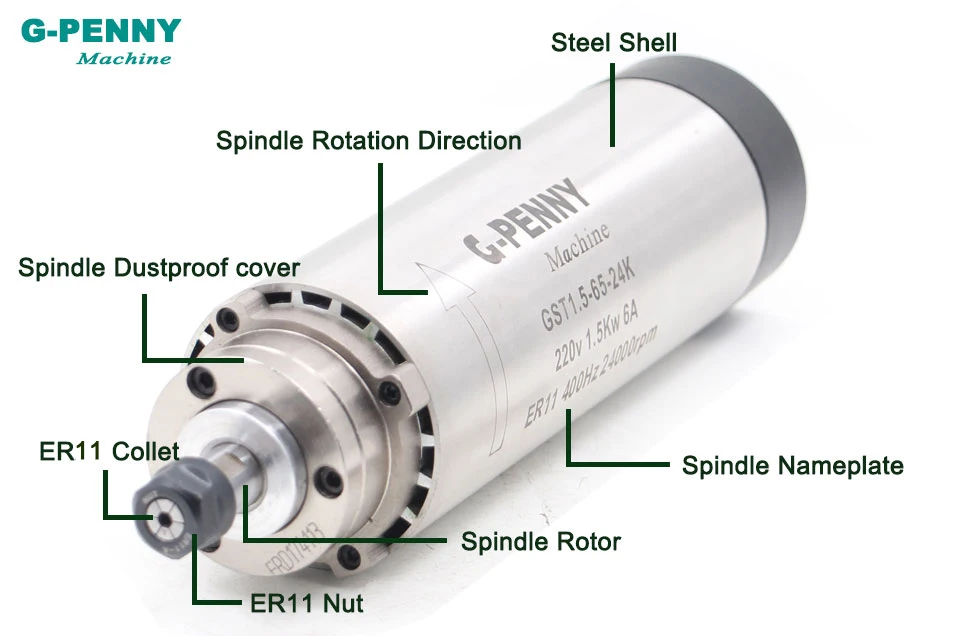 Деталь вырвалась из кулачков и застряла между торцом револьверной головки и кулачками патрона. Возникшие силы приподняли всю отливку башни против направляющих пластин. Отливка башни треснула под действием силы в 40 л.с. Счет за ремонт составил около 35 000 долларов, и машина не эксплуатировалась в течение девяти недель.
Деталь вырвалась из кулачков и застряла между торцом револьверной головки и кулачками патрона. Возникшие силы приподняли всю отливку башни против направляющих пластин. Отливка башни треснула под действием силы в 40 л.с. Счет за ремонт составил около 35 000 долларов, и машина не эксплуатировалась в течение девяти недель.
Сбой №2: Станок с ЧПУ, оснащенный системой управления Fanuc, установил опорную точку станка с помощью команды G54. Оператор просто забыл установить правильное значение рабочей смены. Чтобы усугубить эту ошибку, первая часть выполнялась в режиме полного ускоренного перемещения со скоростью 800 дюймов в минуту. Шпиндель станка работал со скоростью 1550 об/мин в направлении шпинделя M04. Станок зарегистрировал, что передняя часть патрона является нулевой точкой привязки. Башня врезалась в кулачки патрона, полностью выбив их из станка. Пострадавших нет, но это было серьезное столкновение. В результате шкворни в башне сломались и их пришлось заменить.
Всего комментариев: 0