Шпиндель вращения: Управление вращением шпинделя – М03, М04, М05
Шпиндель фрезерного станка с ЧПУ
Оглавление:
— деление по оси вращения
— по скорости вращения
— по способу смены инструмента
— по типу привода
— по дополнительному оснащению: с возможностью подачи СОЖ через инструмент или без
В данной статье будет рассмотрен вопрос применения стандартизированных решений, без расчета и конструкторского обоснования применения узлов.
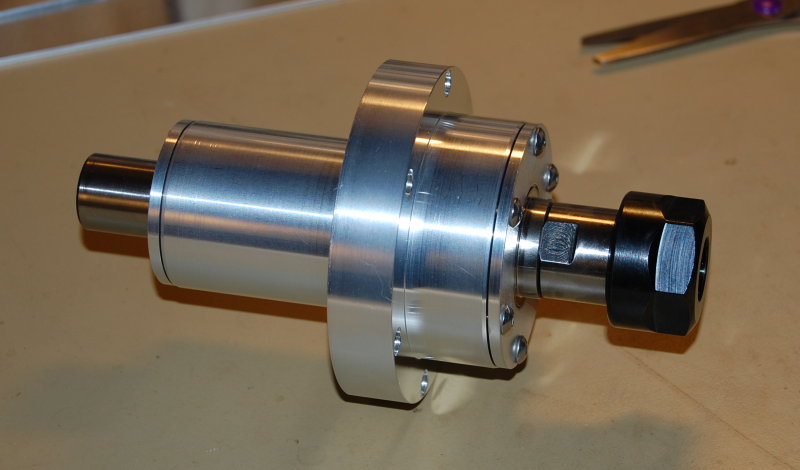
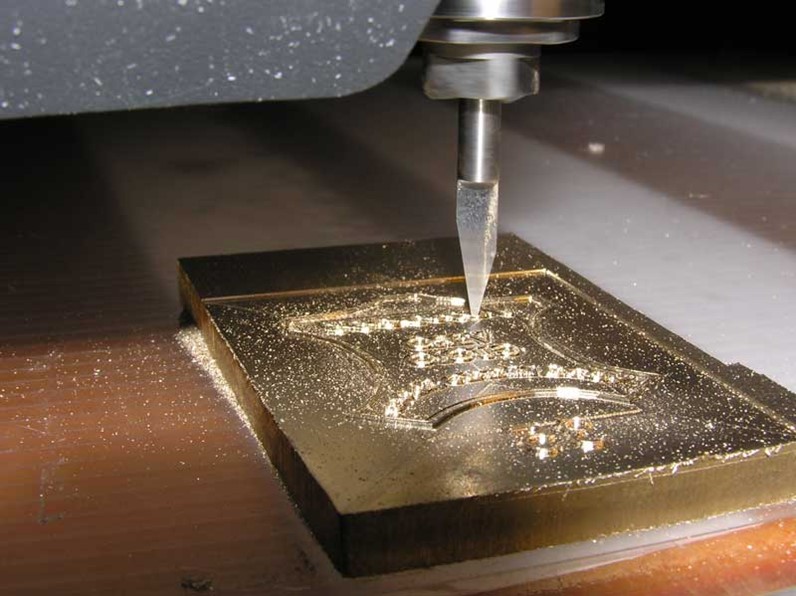
Шпиндель фрезерного станка необходим для прочной фиксации оправки с режущим инструментом. Осуществляет передачу крутящего момента от электродвигателя к оправке с режущими пластинками, с заданной скоростью. Различаются между собой по основным техническим характеристикам, которые определяют режим эксплуатации, виды работ и тип материалов, с которыми сможет работать станок. Устройство шпинделя фрезерного станка обеспечивает его устойчивость к высоким осевым и радиальным нагрузкам, хороший запас прочности и долговечность работы при правильной эксплуатации.
Условное деление по исполнению (направлению оси вращения)
-
вертикального исполнения/использования; -
горизонтального исполнения/использования; -
универсального исполнения/использования.
Отличаются системой передачи вращающего момента, и применением различных вспомогательных приспособлений.
По скорости вращения:
-
низкоскоростные (до 2500 об/мин). часто применяются для передачи высокого крутящего момента от двигателя через коробку скоростей или редуктор. -
Среднескоростные с ременным приводом — до 12 000 об/мин. Шпиндель получает вращение от электродвигателя шпинделя. Редукция обычно составляет 1:1, что позволяет осуществлять жесткое нарезание резьбы. Мотор смещен от оси шпинделя и разжим/зажим осуществляется традиционным способом.
Мотор смещен от оси шпинделя и разжим/зажим осуществляется традиционным способом. -
высокоскоростные (12000~18000) об/мин, прямая передача момента от электродвигателя или применение электрошпинделя. Повышенные требования к качеству оправок и инструмента. Шпиндель получает вращение от электродвигателя шпинделя. Мотор устанавливается на оси шпинделя. Отличается большей динамичностью и меньшим уровнем шума.< -
ультравысокоскоростные 18000~70 000 об/мин. обычно выполнены в виде моторшпинделей, т.е. со встроенными обмотками и датчиками
По способу смены инструмента:
-
механизированные (штревель и устройство зажима-разжима) -
ручные (штревель, болт, цанга) — только для универсальных станков
Особенности конструкции
Шпиндель фрезерного станка — это высокотехнологичное устройство, собранное в термоконстантном помещении, с применением высокоточных и высокоскоростных подшипников. Торец шпинделя расточен и отшлифован под конус (ISO, BT, SK, HSK, Морзе и т.д.). Это необходимо для плотной посадки фрезерной оправки и точной установки фрезы. Фиксация оправки с режущим инструментом осуществляется с помощью внешнего усилия, чаще всего набором тарельчатых пружин.
Торец шпинделя расточен и отшлифован под конус (ISO, BT, SK, HSK, Морзе и т.д.). Это необходимо для плотной посадки фрезерной оправки и точной установки фрезы. Фиксация оправки с режущим инструментом осуществляется с помощью внешнего усилия, чаще всего набором тарельчатых пружин.
Шпиндель состоит из нескольких узлов — неподвижного корпуса, вращающейся части, подшипников, системы полива СОЖ, шкивов, балансировочных колец и т.д. Роль неподвижного корпуса на низкоскоростных шпинделях может выполнять шпиндельная бабка.
Также в техническом языке существует подмена понятий: шпиндель как устройство в сборе и шпиндель как вращающаяся часть шпиндельного узла.
Шпиндель вращается в опорах. Роль опор выполняют — высокоточные подшипники, диаметр и тип которых зависит от размерного ряда шпинделя. На фрезерных станках не применяются шпинделя на гидростатических подшипниках, т.к. не обеспечивается усилие резания и минимальная величина отклонения от оси вращения
Основные требования к деталям
Шпиндели для станков с ЧПУ обладать следующими качествами:
-
точностью вращения. Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;
Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные; -
статической жесткостью. Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке; -
износостойкостью. Для изготовления деталей используются сплавы с низкой склонностью к истиранию и образованию задиров; -
виброустойчивостью. Максимальные требования предъявляются к высокоскоростным устройствам с ЧПУ, которые используются для чистовой обработки.
Шпиндели классифицируются по типу привода
-
ременной. Вращение передается на вал от рядом расположенного электродвигателя. Преимущества: высокая скорость вращения, простота установки, низкая вибрация. Недостатки — ограничение вращающего момента местом под установку двигателя, ценой двигателя и устройства управления. Устройства работают практически бесшумно и применяются обычно на вертикальных обрабатывающих центрах с ЧПУ. Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха;
Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха; -
зубчатый. Передача крутящего момента происходит через коробку скоростей, расположенной внутри шпиндельной бабки. Преимущества возможность увеличения крутящего момента от электродвигателя. Несколько диапазонов вращения. Недостатки — относительно низкая скорость вращения, вызванная ограничениями кинематики (валов и шестерен). Регулировка вращения может осуществляться автоматически через ЧПУ. Шпиндели такого типа чаще всего устанавливают на универсальные фрезерные станки или обрабатывающие центра с вращающим моментом на шпинделе больше 200 Нм; -
с редуктором. Для увеличения крутящего момента на среднеразмерные фрезерные центра возможна установка ZF редуктора. Осуществляет передачу момента до 400 Нм с переключением скоростей в соотношении 1:1 или 1:4. -
прямой. Электродвигатель располагается непосредственно над шпинделем, может вращаться с высокой скоростью. Такое устройство узла позволяет качественно и быстро выполнять чистовую обработку, когда не требуется снятия толстых слоев материала и не прилагаются большие боковые нагрузки. Скорость вращения ограничивается скоростью вращения электродвигателя;
Такое устройство узла позволяет качественно и быстро выполнять чистовую обработку, когда не требуется снятия толстых слоев материала и не прилагаются большие боковые нагрузки. Скорость вращения ограничивается скоростью вращения электродвигателя; -
электрошпинделя — совмещение в одном корпусе шпинделя и двигателя. Отличаются высокой скоростью вращения и диапазоном изменения скорости вращения.
Система охлаждения:
— без охлаждения. рекомендуемые режимы работ — до 4 000 об/мин или кратковременно (15-30 минут) выше 4000 об/мин
— с системой охлаждения протоком масла. Масло из «холодильника шпинделя» — специального устройства, обеспечивающего контроль за прокачкой и охлаждением масла, циркулирует через рубашку шпинделя и производит отвод тепла, выделяемого при вращении шпинделя.
Система подачи СОЖ:
— полив вокруг шпинделя
— подача СОЖ под давлением — через инструмент до 30 бар
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Как правильно выбрать скорость шпинделя и подачи фрезерного станка
Иногда шпиндель вязнет в материале. Попробуем дать вам несколько советов, как преодолевать подобные ситуации.
Попробуем дать вам несколько советов, как преодолевать подобные ситуации.
#1-#3: Шпиндель вращается недостаточно медленно для имеющегося материала и режущего инструмента
Данная проблема типична при использовании высокоскоростного шпинделя, например, на фрезерных станках с ЧПУ. При обработке твердых материалов или при использовании фрез большого диаметра необходимо снижать частоту вращения шпинделя. Ниже приведены три рекомендации по обеспечению оптимальной работы оборудования:
#1: Используйте фрезы, предназначенные для большой частоты вращения шпинделя и изготовленные из твердосплава вместо быстрорежущей стали.
Фреза должна иметь покрытие (см. статью «Покрытия концевых фрез»), подходящее для работы с высокой скоростью. Титаново-алюминиевый нитрид (TiAlN) и прочие подобные покрытия могут работать в условиях повышенной температуры (на самом деле, они даже лучше работают при высокой температуре), поэтому вы сможете использовать шпиндель на более высоких частотах вращения.
#2: Используйте фрезы с меньшим диаметром. Чем меньше диаметр, тем быстрее режущая кромка должна вращаться относительно обрабатываемой поверхности.
Вы ничего не теряете, поскольку фреза меньшего диаметра позволяет выполнять любые работы, просто операции занимают немного больше времени.
#3: Используйте технологию высокоскоростной обработки (HSM) с соответствующей траекторией движения инструмента при относительно небольшой ширине снимаемого материала.
Это позволяет увеличить не только скорость подачи, но и частоту вращения шпинделя. Чем меньше ширина снимаемого материала в процентном отношении к диаметру инструмента, тем большая частота вращения шпинделя является допустимой. При ширине снимаемого материала 25% от диаметра и глубине снимаемого материала 1xD, можно увеличить скорость вращения шпинделя в 1.88 раза. Проблема может возникнуть только при начале процедуры резки, поскольку при первоначальном проходе может потребоваться максимальная ширина снимаемого материала. В некоторых случаях эта проблема решается путем просверливания отверстия перед началом обработки.
В некоторых случаях эта проблема решается путем просверливания отверстия перед началом обработки.
#4-#6 Недостаточная скорость подачи
Вы разобрались с необходимой частотой вращения шпинделя, но она настолько высока, что ваше оборудование не может обеспечить соответствующую скорость подачи (для заданной точности обработки).
Что делать?
Эта проблема менее распространена, чем предыдущая, однако мы также можем дать три совета по ее решению:
#4: Уменьшите частоту вращения шпинделя.
Вы всегда можете снизить обороты шпинделя до минимально возможных значений, либо до уровня минимально допустимой мощности. Фактически, снижение частоты вращения значительно продлит жизнь режущему инструменту за счет снижения тепловыделения и скорости подачи.
#5: Уменьшите количество канавок.
Меньшее число канавок позволяет медленнее проходить через материал, поскольку каждой канавке(каждому зубу) требуется приблизительно одинаковая подача на зуб независимо от общего числа канавок. Уменьшение числа канавок может значительно улучшить качество обработки вязких материалов, поскольку значительно упрощается очистка материала от стружки. Вы можете использовать фрезу с одной канавкой, однако при этом необходимо снизить скорость подачи. Использование фрезы с одной канавкой вместо четырех фактически приведет к четырехкратному снижению скорости подачи.
Уменьшение числа канавок может значительно улучшить качество обработки вязких материалов, поскольку значительно упрощается очистка материала от стружки. Вы можете использовать фрезу с одной канавкой, однако при этом необходимо снизить скорость подачи. Использование фрезы с одной канавкой вместо четырех фактически приведет к четырехкратному снижению скорости подачи.
#6: Используйте фрезу меньшего размера.
Фрезы меньшего размера обеспечивают меньшую подачу на зуб, при этом снижается скорость подачи.
#7 Налипание стружки и поломка фрез при обработке алюминия.
Засорение концевой фрезы наростами алюминия
Это своего рода хитрость, поскольку она не связана с проблемой скорости подачи и частоты вращения. Алюминий имеет тенденцию налипать на кромку режущего инструмента. Когда это происходит, кромка перестает работать, наросты образуются и достаточно быстро, и инструмент полностью перестает функционировать.
Проблема почти всегда связана с недостатком смазки.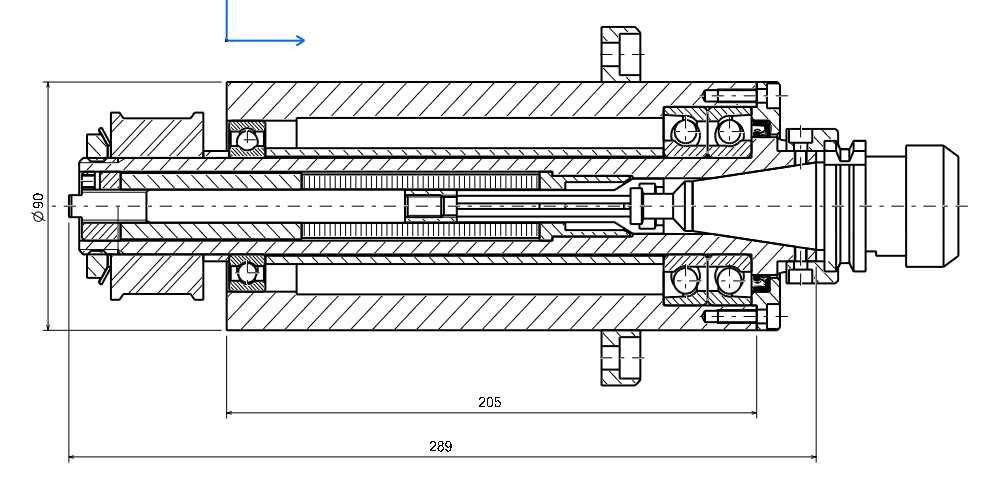 Даже небольшое количество WD-40 может улучшить ситуацию, а использование правильно подобранной СОЖ, подаваемой поливом или распылением, позволяет легко решить эту проблему.
Даже небольшое количество WD-40 может улучшить ситуацию, а использование правильно подобранной СОЖ, подаваемой поливом или распылением, позволяет легко решить эту проблему.
#8-#14 Я не имею возможности использовать СОЖ, подаваемые поливом или распылением, при обработке алюминия. Что можете посоветовать?
Плохие новости: инструменты имеют ограниченный срок службы. Существует несколько неплохих заменителей СОЖ для предотвращения образования наростов. Главная задача при этом — максимально убирать стружку до того момента, когда она начнет наплавляться на режущие кромки. Приведем несколько способов:
#8: Продувайте место обработки воздухом или используйте глубокий вакуум для удаления стружки.
#9: Избегайте попадания стружки в глубокие полости, из которых ее сложно извлечь.
#10: Старайтесь поддерживать меньшую глубину съема материала — попробуйте использовать диаметр фрезы на 25% или даже меньше.
Это не лучший вариант для продления срока службы инструмента — более предпочтительным вариантом является максимальное распределение нагрузки вдоль режущий кромок фрезы.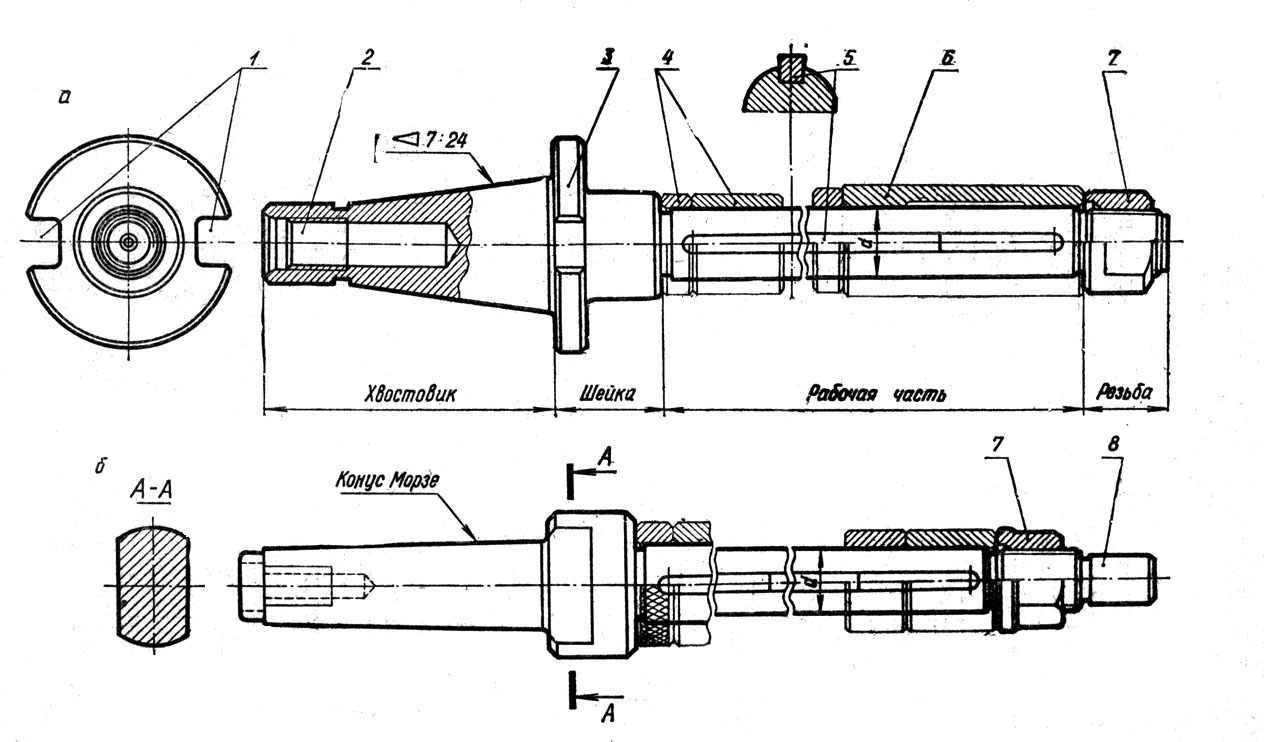 Однако это не поможет при обработке алюминия без надлежащей смазки.
Однако это не поможет при обработке алюминия без надлежащей смазки.
#11: Прилипание к тонкому листу алюминия.
Тонкий алюминий сцепляется, например, с пенокартоном, поэтому обычно это не является проблемой.
#12: Необходимо соблюдать установленные правила по частоте вращения и подаче.
Хотя я указал вначале, что проблема не связана со частотой вращения и скоростью подачи, однако их уменьшение снизит количество образуемой стружки и позволит получить дополнительное время на ее очистку.
#13: Используйте фрезы с одной или двумя канавками.
Да, фреза с тремя канавками позволит увеличить скорость подачи, однако меньшее число канавок позволит увеличить пространство очистки от стружки и снизит объем образования наростов.
#14: Используйте инструменты со специальным DLC- покрытием.
Покрытие способствует смазке и защищает от образования наростов. Однако необходимо помнить, что покрытие имеет обыкновение внезапно изнашиваться, в результате чего тут же начинается наплавление стружки на режущую кромку.
#15-#18 Работа с глубокими полостями
Речь о глубоких для вашего инструмента обрабатываемых полостях. Такое наблюдается, если вы вынуждены обрабатывать полости со слишком малыми внутренними углами, при этом недостаточно пространства для более крупного инструмента.
Проблема малых фрез связана с их деформацией. Кроме того, что малая фреза не может удалить большие объемы стружки, она имеет слишком большую длину относительно диаметра и склонна к изгибу. Ниже будет описано, почему деформация фрез значительно сокращает их срок службы.
Что значит «большая глубина»?
Твердосплавные держатели для расточки на токарных станках не должны выдвигаться более чем на 6-7 диаметров. Аналогичные правила применимы и к данному случаю. Если фреза выдвигается более чем на 6 диаметров, значит мы обрабатываем глубокую полость, и нам необходимо принимать во внимание несколько дополнительных правил.
Рекомендации по обработке глубоких полостей:
#15: Убедитесь, что внутренние углы максимальны. Большинство компаний хотят максимально удешевить производство.
Большинство компаний хотят максимально удешевить производство.
Зачастую используется минимальный радиус угла полости, однако такой подход не несет никакой функциональной пользы. Обсудите с заказчиком вариант экономии средств за счет использования большего диапазона углов при обработке полостей.
#16: Используйте крупную черновую и малую чистовую.
При обработке можно удалить большую часть материала большой черновой фрезой, а малой (чистовой) фрезой снять небольшое количество оставшегося материала. При этом наблюдается значительное снижение времени, необходимого на обработку.
#17: Обдумайте возможность последовательного сверления, плунжерного фрезерования или обычного сверления углов в глубоких полостях.
#18: Используйте фрезы большего нестандартного диаметра.
Даже небольшое увеличение диаметра фрезы может значительно улучшить ситуацию. Например, можно использовать фрезы с размерами в дюймовой системе вместо метрической или наоборот.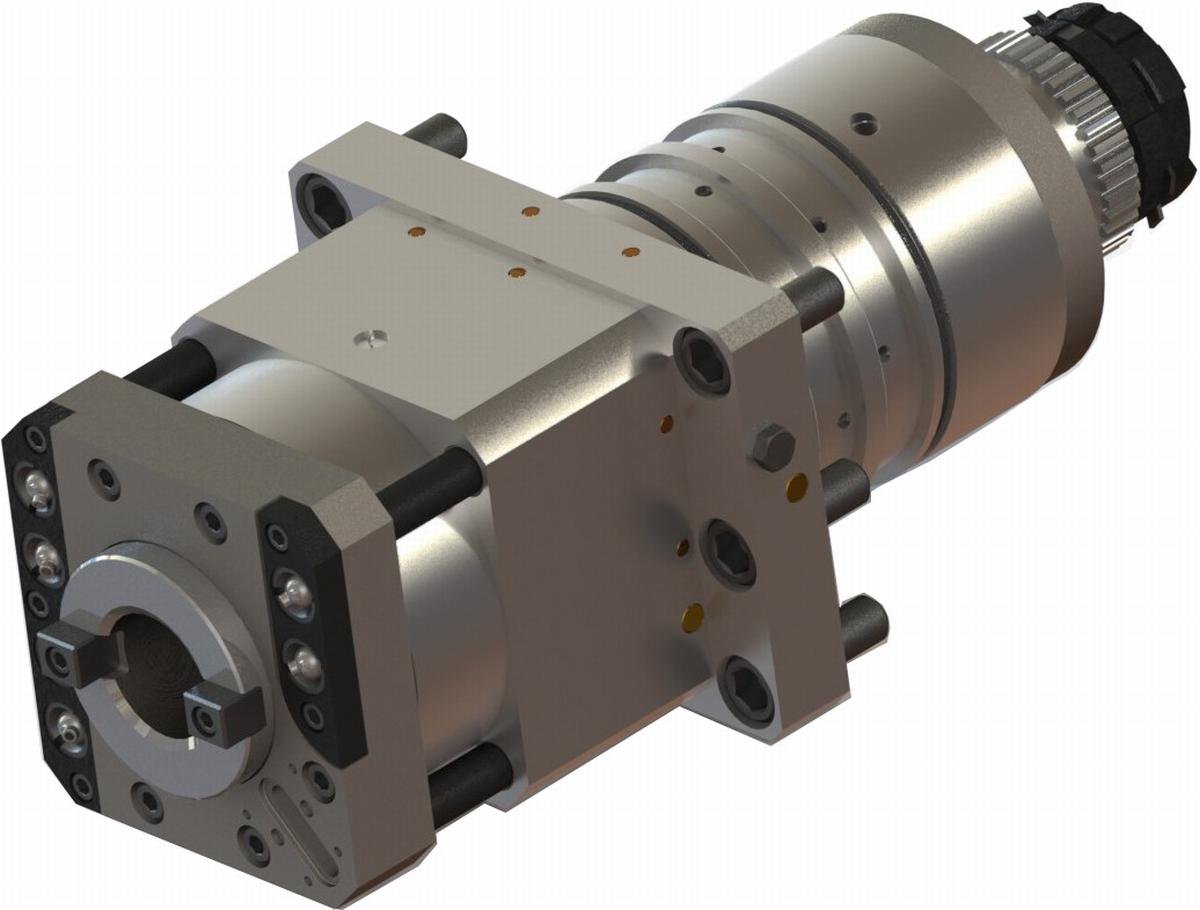
#19 — #23 Работа с глубокими отверстиями
Похожие и даже более серьезные проблемы возникают, когда обрабатываемые отверстия оказывается слишком глубокими по сравнению с их диаметром и, соответственно, по сравнению с диаметром используемого сверла. Приведем несколько способов обработки глубоких отверстий:
#19: Циклически выводите сверло из отверстия.
#20: Используйте сверла с параболическими канавками.
Такая геометрия канавок позволит сверлить более глубокие отверстия в сравнении со спиральными сверлами.
#21: Используйте индивидуальный цикл обработки глубоких отверстий.
#22: Поговорите с заказчиком об изменении конструкции.
Возможно, заказчик согласится увеличить диаметр отверстия или уменьшить его глубину, осознав все экономические преимущества такой модификации.
#23: Используйте СОЖ, подаваемую через шпиндель под давлением.
Такое решение может помочь в удалении стружки из глубоких отверстий.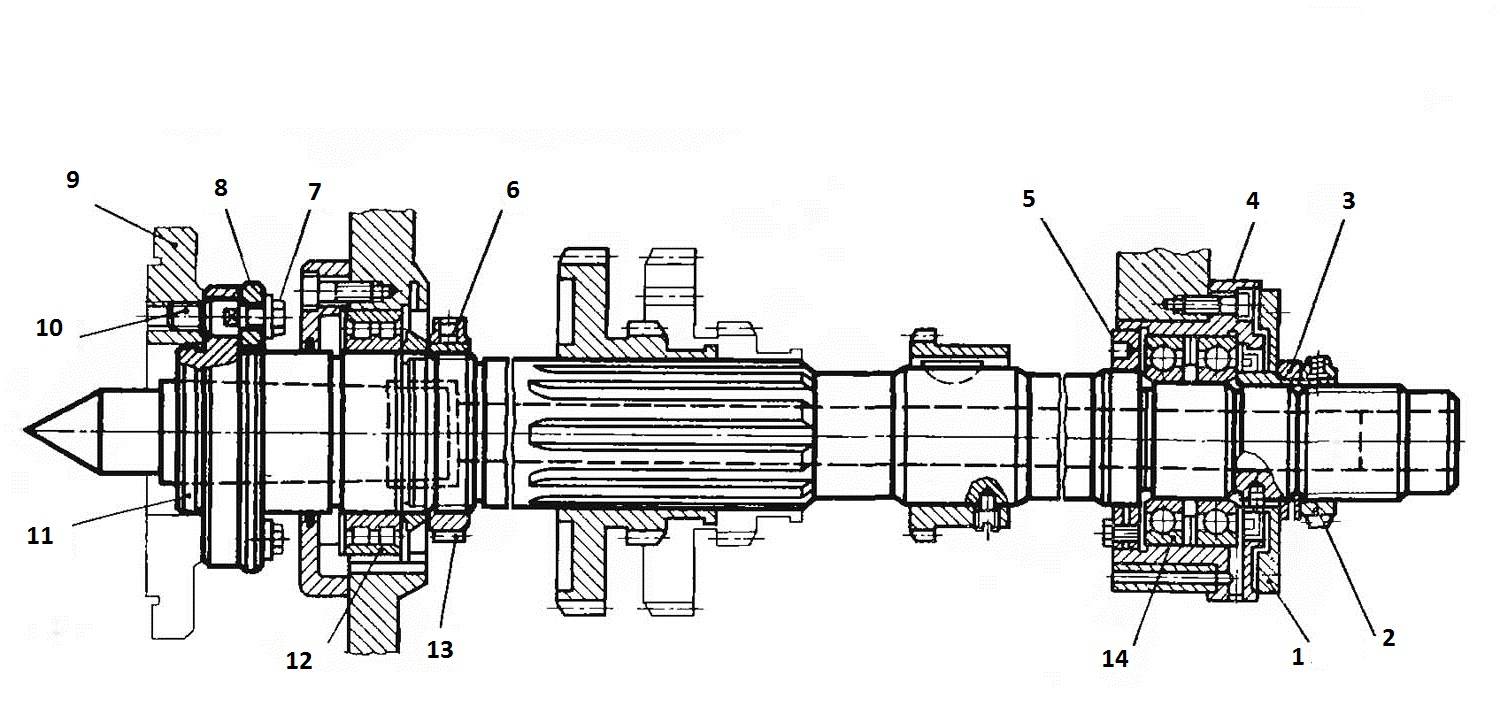
Высокая скорость съема материала является препятствием для увеличения производительности.
Время — деньги. Вечная нехватка времени — это типичная ситуация для увлеченного делом человека. Увеличение скорости работы позволяет выполнить больше задач за ограниченный период времени.
Вы можете даже не задумываться о том, чтобы ускориться, либо полагаете, что уже работаете на максимальных скоростях, однако, однажды увидев границы возможностей, вы захотите использовать доступные приемы ускорения работы на станке с ЧПУ.
#24-#27 По возможности используйте спиральные сверла вместо концевых фрез
При прочих равных условиях, именно сверла позволяют максимально быстро изготавливать отверстия. Предположим, вам необходимо просверлить отверстие диаметром 1″ и глубиной 1/2″ в алюминии 6061. Если мы будем делать это отверстие высококачественной фрезой из твердосплава диаметром 5/8″, скорость съема материала составит порядка 6.4 кубических дюйма в минуту. Если же использовать вместо этого твист-сверло из твердосплава, скорость составит 32 кубических дюйма в минуту.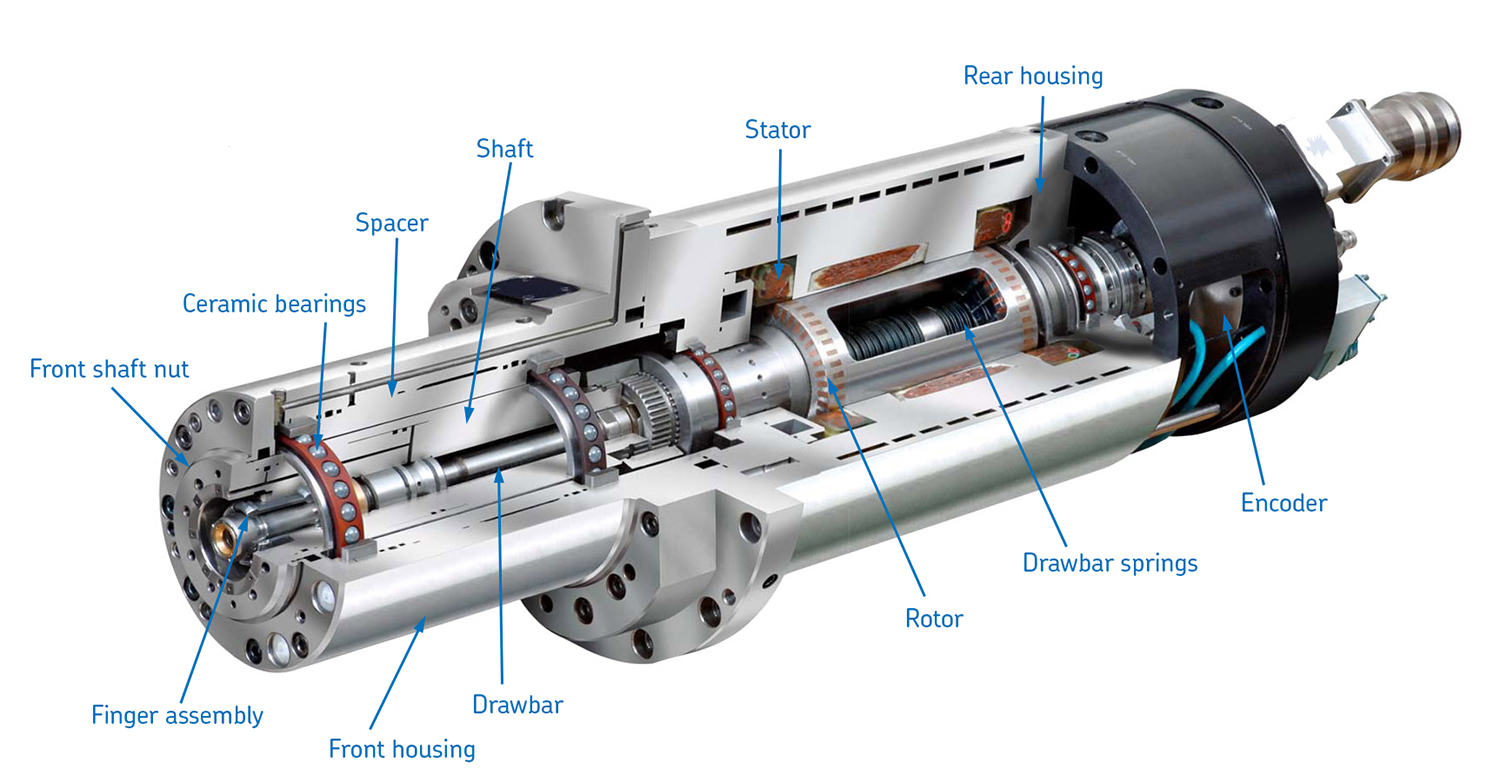 Даже при использовании сверла из высокопрочной стали этот показатель будет равен 9.6 кубических дюйма в минуту.
Даже при использовании сверла из высокопрочной стали этот показатель будет равен 9.6 кубических дюйма в минуту.
Сравнение кажется некорректным, потому что используется сверло большего диаметра? Да, но у нас часто есть под рукой большие сверла. Кроме того, они дешевле фрез аналогичного размера и могут быть заточены после затупления, что позволяет значительно продлить их срок службы.
В данной ситуации воспользуйтесь следующими рекомендациями:
#24: Просверлите отверстия.
#25: Сделайте первоначальное отверстие, требуемое для полости.
Хорошее сверло диаметром 1” сэкономит вам большое количество времени при обработке полости. Просто убедитесь, что смена инструмента не отнимает у вас слишком много времени. Для максимальной экономии времени старайтесь сделать начальные отверстия для всех полостей за один раз без дополнительной смены инструмента.
#26: Высверлите углы полости, что особенно эффективно для глубоких полостей с крутыми углами, при обработке которых может наблюдаться отклонение инструмента.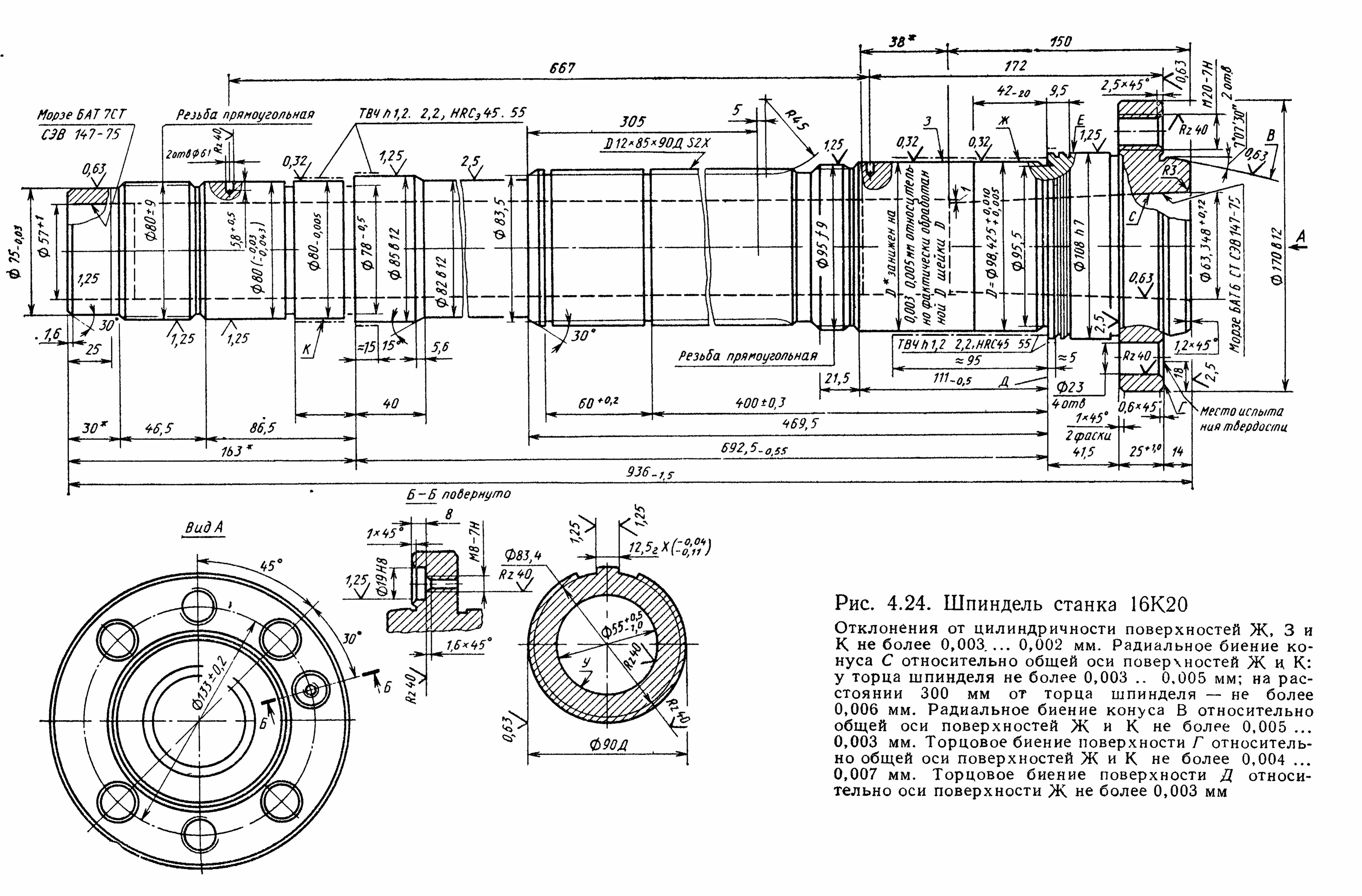
#27: Рассмотрите вариант последовательного высверливания полости.
Фактически, современным аналогом последовательного сверления является врезное(плунжерное) фрезерование, если ваша САМ-программа поддерживает данную функцию.
#28 Найдите оптимальное соотношение глубины и ширины съема материала [Крайне необходимо придерживаться этой рекомендации!]
Как вы определяете глубину и ширину съема материала (перемещение фрезы между проходами)?
В большинстве станков с ЧПУ используются эмпирические правила, наработанные в течение долгих лет с некоторыми корректировками под конкретные задачи.
С этим связана следующая проблема:
Выбор оптимальной комбинации глубины и ширины снимаемого материала является самым мощным инструментом регулировки частоты вращения, подачи и скорости съема материала.
Тем не менее, многие операторы станков с ЧПУ игнорируют данное преимущество. Сложно представить, но это факт!
Оптимизация этих двух параметров является непростой задачей, поскольку они имеют не только взаимную корреляцию, но и корреляцию со многими другими факторами.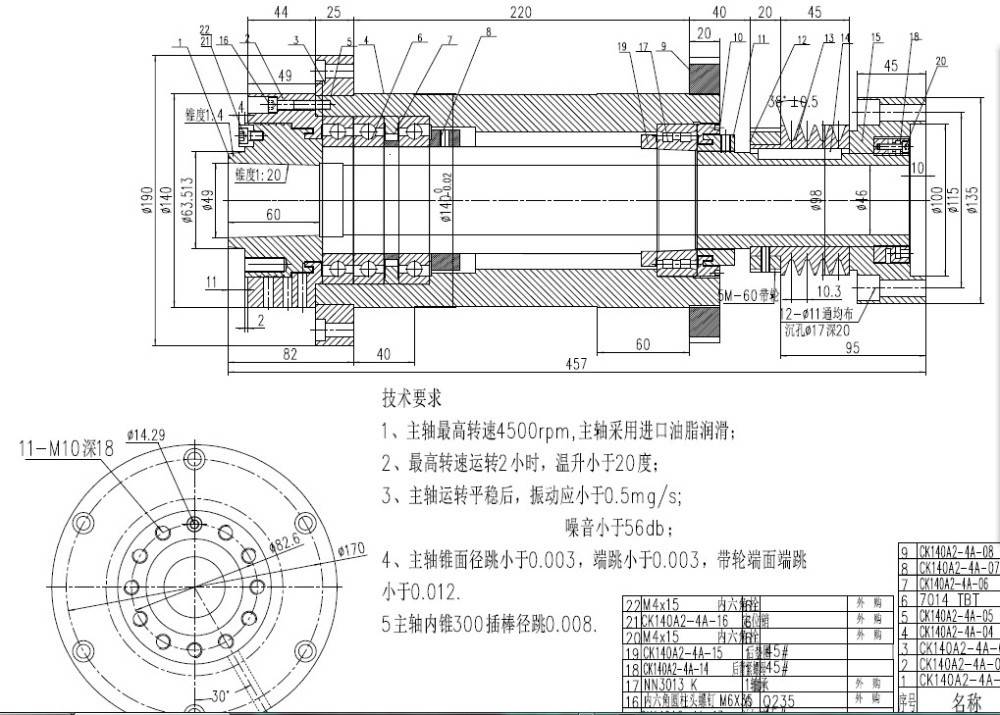 Увеличение глубины съема материала приносит пользу инструменту, поскольку наблюдается распределение нагрузки по большей длине канавки, что позволяет уменьшить число проходов при обработке глубоких полостей. С другой стороны, это приводит к большему отклонению инструмента и усложнению процесса удаления стружки. Увеличение ширины съема материала позволяет увеличить скорость подачи и частоту вращения шпинделя, однако существует точка снижения эффективности, которую многие не принимают во внимание, даже при использовании траекторий высокоскоростной обработки. Инструмент начинает вращаться «как сумасшедший», однако удаляет меньше материала, чем при работе с меньшей частотой вращения.
Увеличение глубины съема материала приносит пользу инструменту, поскольку наблюдается распределение нагрузки по большей длине канавки, что позволяет уменьшить число проходов при обработке глубоких полостей. С другой стороны, это приводит к большему отклонению инструмента и усложнению процесса удаления стружки. Увеличение ширины съема материала позволяет увеличить скорость подачи и частоту вращения шпинделя, однако существует точка снижения эффективности, которую многие не принимают во внимание, даже при использовании траекторий высокоскоростной обработки. Инструмент начинает вращаться «как сумасшедший», однако удаляет меньше материала, чем при работе с меньшей частотой вращения.
Единственным способом оптимизации этих двух параметров является тестирование множества различных вариантов.
#29 Используйте инструмент с максимально возможным числом канавок для достижения наибольшей скорости съема материала (MRR)
Чем больше число канавок, тем быстрее подача для заданной частоты вращения шпинделя. Для алюминия вы можете использовать инструмент с тремя канавки вместо двух, что даст прирост в скорости, равный 50%. При обработке более твердых материалов можно использовать инструмент, имеющий 5, 6 и более канавок. Иногда это единственный способ получить приличные показатели скорости съема материала для «сложных» материалов при низких оборотах шпинделя.
Для алюминия вы можете использовать инструмент с тремя канавки вместо двух, что даст прирост в скорости, равный 50%. При обработке более твердых материалов можно использовать инструмент, имеющий 5, 6 и более канавок. Иногда это единственный способ получить приличные показатели скорости съема материала для «сложных» материалов при низких оборотах шпинделя.
#30 Используйте фрезы со стружколомом.
В современном многообразии инструментов экзотических фрезы со стружколомом могут показаться «прошлым веком». Однако, они имеют некоторые значительные преимущества:
- Они могут работать при большей подаче на зуб (соответственно, при больших скоростях подачи) в сравнении с обыкновенными концевыми фрезами, поскольку зубцы вырабатывают стружку меньшего размера, которую проще удалять.
-
Они зачастую менее чувствительны к вибрациям. Зубцы привносят дополнительные частоты, которые разрушают резонансы.
Сочетание этих эффектов имеет большое значение.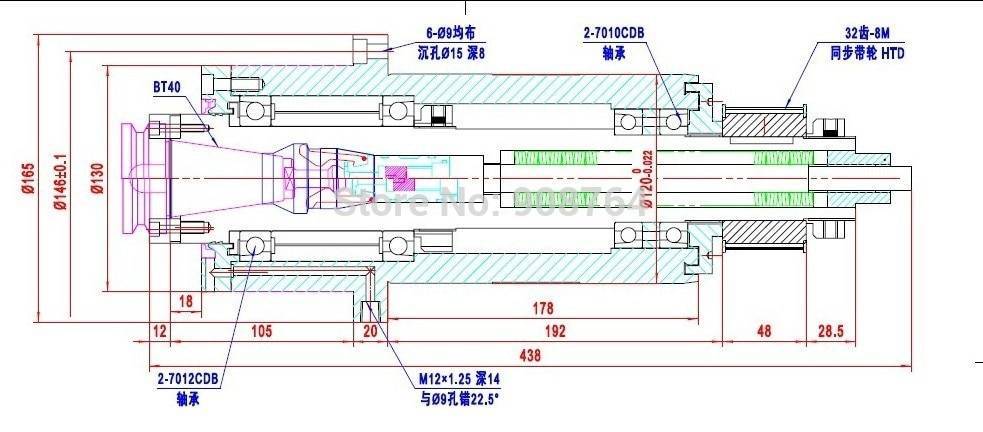 Результаты расчетов продемонстрировали преимущество в эффективности таких черновых сверл на 38%. Стоит ли менять инструмент в шпинделе для получения прироста в эффективности на 38%? Решать только вам, но нам однозначно нравятся эти фрезы.
Результаты расчетов продемонстрировали преимущество в эффективности таких черновых сверл на 38%. Стоит ли менять инструмент в шпинделе для получения прироста в эффективности на 38%? Решать только вам, но нам однозначно нравятся эти фрезы.
#31 Используйте технологию Rest Machining и крупные черновые сверла
Выше мы уже упоминали функцию Rest Machining. Данная функция поддерживается некоторыми CAM-программами и позволяет оборудованию «понять», какое количество материала было удалено при предыдущих операциях. Функция Rest Machining позволяет использовать крупные обдирочные фрезы с последующей чистовой обработкой более мелкими фрезами.
#32 Используйте траекторию высокоскоростной обработки (HSM Toolpath)
Для описания упомянутых траекторий используются термины HSM, спиральное фрезерование, Volumill. Данные траектории не предусматривают попадание сверла в углы. Вместо этого сверло циклически работает в данной области, снимая материал, в результате чего предотвращаются излишние нагрузки на сверло, которые наблюдаются при внезапном попадании его в углы.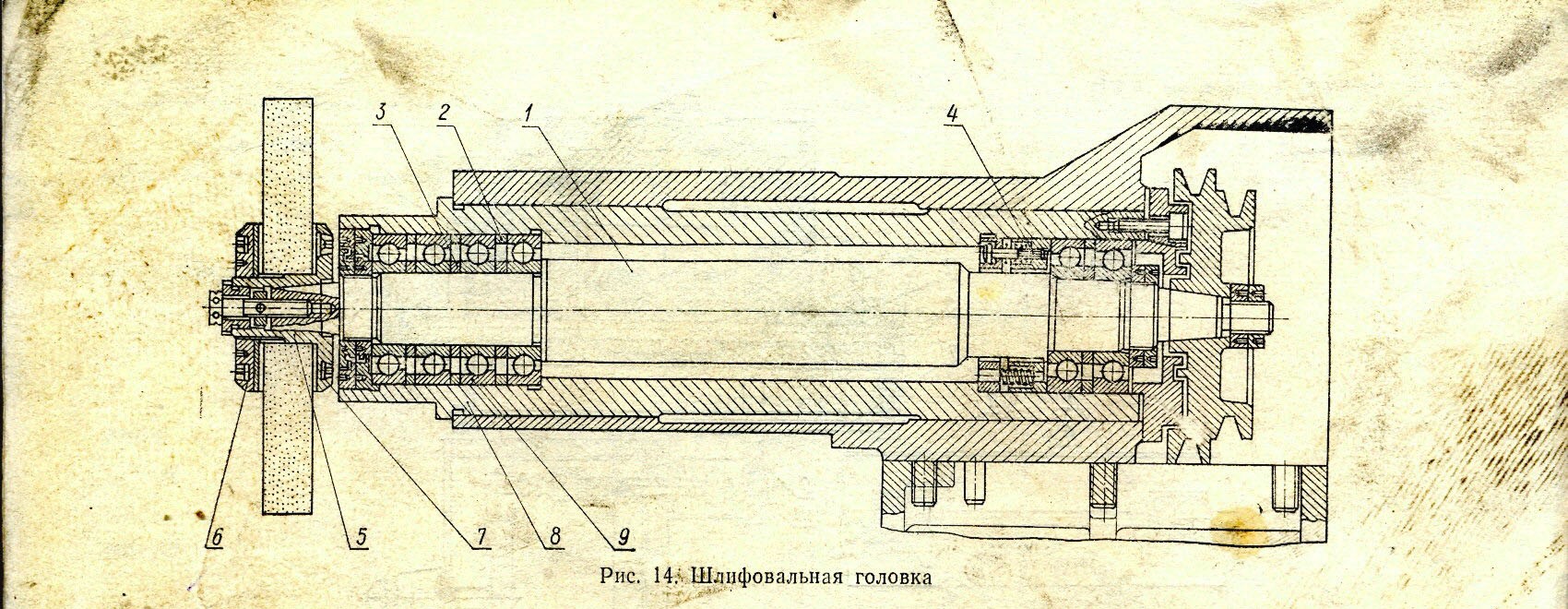 В результате значительно увеличивается скорость съема материала.
В результате значительно увеличивается скорость съема материала.
Секрет заключается в поиске оптимального баланса ширины и глубины снимаемого материала для указанных траекторий.
Как продлить срок службы инструментов
#33 Снижение частоты вращения
Совсем необязательно стараться поддерживать скорость съема материала на максимально возможных значениях. Более того, некоторое снижение частоты вращения может значительно продлить срок службы инструмента. Многие операторы снижают частоту вращения на 15% при автоматической работе оборудования для снижения вероятности выхода из строя инструмента.
При этом необходимо снизить скорость подачи на такую же величину, чтобы обеспечить надлежащую подачу на зуб. Никогда не снижайте частоту вращения без снижения скорости подачи.
#34 Используйте правильные программные инструменты для расчета частоты вращения и подачи
Это вполне очевидный совет, но повторюсь: необходимо использовать калькулятор частоты вращения и подачи. Для этого нет универсальных советов. Вы можете прекрасно «слышать», что параметры заданы неверно, однако вы не сможете на слух определить наиболее оптимальную частоту вращения и подачу, что бы вы ни думали, и что бы вам не говорили по этому поводу. Если бы это было возможно, в продаже были бы курсы развития слуха для операторов станков, и все крупные обрабатывающие предприятия заставляли бы операторов проходить соответствующее тестирование. Аналогично в данном случае не работают эмпирические и прочие подобные правила. Конечно, вы можете использовать очень консервативные эмпирические правила для предотвращения выхода из строя инструментов, однако реальная физика настолько сложна, что любые простые эмпирические правила не имеют должного эффекта.
Для этого нет универсальных советов. Вы можете прекрасно «слышать», что параметры заданы неверно, однако вы не сможете на слух определить наиболее оптимальную частоту вращения и подачу, что бы вы ни думали, и что бы вам не говорили по этому поводу. Если бы это было возможно, в продаже были бы курсы развития слуха для операторов станков, и все крупные обрабатывающие предприятия заставляли бы операторов проходить соответствующее тестирование. Аналогично в данном случае не работают эмпирические и прочие подобные правила. Конечно, вы можете использовать очень консервативные эмпирические правила для предотвращения выхода из строя инструментов, однако реальная физика настолько сложна, что любые простые эмпирические правила не имеют должного эффекта.
#35 Предотвращение отгиба фрезы
Большинство операторов станков с ЧПУ вполне обоснованно беспокоятся о деформации инструмента и биении. Они знают, что биение значительно сокращает срок службы фрез. Приведенный ниже график визуально демонстрирует его вред:
При приближении биения к 50% от подачи на зуб срок службы инструмента значительно сокращается.
Как биение влияет на износ инструментов?
Говоря простыми словами, при его наличии траектория вращения инструмента отклоняется от центральной оси. В результате, он начинает колебаться и некоторые из канавок выполняют большую часть работы, получая дополнительную нагрузку дополнительно к подаче на зуб. При максимизации подачи на зуб с целью достижения максимальной производительности биение достигает критических значений.
А что насчет отгиба?
Отгиб фрезы влияет на срок службы точно так же, как и биение.
Большинство операторов станков не утруждают себя проверкой деформации инструментов, даже если знают о вреде биения и возможных деформациях. При этом они удивляются малому сроку службы инструментов и пониженной точности обработки.
#36 Избегайте трения: не используйте слишком малые скорости или слишком малую ширину съема материала
Приведем наиболее частые ошибки при выборе частоты вращения и подачи.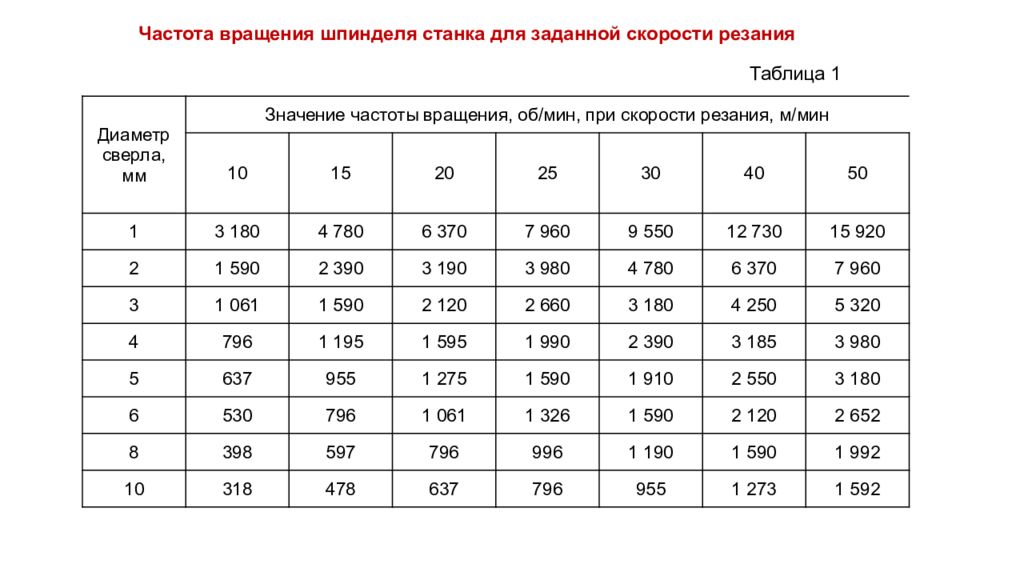 Возможно, вы решите применить ультраконсервативный подход — максимально снизить скорость подачи и использовать крайне малую ширину съема материала. Вы полагаете, что таким образом снизите нагрузку на инструменты, но фактически вы наносите им вред, поскольку они подвергаются постоянному и длительному трению при скоблении материала. Скобление наблюдается в случае слишком малой подачи на зуб. Если мы посмотрим на режущую кромку и стружку под микроскопом, мы увидим следующую картину:
Возможно, вы решите применить ультраконсервативный подход — максимально снизить скорость подачи и использовать крайне малую ширину съема материала. Вы полагаете, что таким образом снизите нагрузку на инструменты, но фактически вы наносите им вред, поскольку они подвергаются постоянному и длительному трению при скоблении материала. Скобление наблюдается в случае слишком малой подачи на зуб. Если мы посмотрим на режущую кромку и стружку под микроскопом, мы увидим следующую картину:
На верхнем рисунке резец работает нормально, поскольку кромка заходит под стружку. На нижнем рисунке наблюдается трение, поскольку стружка слишком мелкая, и режущая кромка не заходит под нее.
На верхнем рисунке резец работает нормально, поскольку кромка заходит под стружку. На нижнем рисунке наблюдается трение, поскольку стружка слишком мелкая, и режущая кромка не заходит под нее. В результате, инструмент скользит вдоль материала, а не снимает его, а повышенное трение вызывает чрезмерную генерацию тепла, что является причиной перегревания инструмента.
Существует еще один негативный вредный фактор, называемый «радиальным истончением стружки». Когда ширина съема материала меньше радиуса инструмента, толщина стружки оказывается меньше ожидаемой. Это наглядно продемонстрировано на следующем рисунке:
Радиальное истончение стружки наблюдается в случае, когда ширина съема материала становится меньше радиуса инструмента.
Чем меньше ширина съема материала, тем больше проявляется эффект истончения стружки. Именно поэтому уменьшение скорости подачи и ширины съема материала может привести к стремительному увеличению трения при снижении подачи на зуб.
#37: Не используйте слишком малый рез при работе с термообработанными материалами.
Вам требуется, чтобы режущая кромка работала максимально быстро с твердым верхним слоем материала? Этого можно добиться увеличением подачи на зуб и ширины съема материала.
#38: Избегайте повторного реза стружки, удаляйте её.
Убедитесь, что используется жидкостное охлаждение, достаточное для очистки реза от стружки, выдувайте стружку.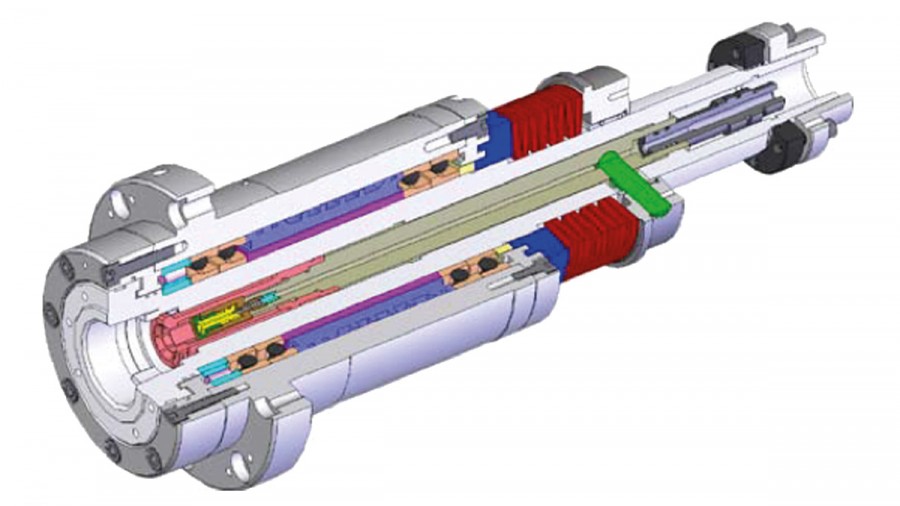 В некоторых случаях операторы снижают расход СОЖ вследствие отсутствия у станка защитных ограждений и желания избежать беспорядка. В данном случае необходимо подавать СОЖ распылением, поскольку жидкость только покрывает стружку в резе, и вы ее не видите.
В некоторых случаях операторы снижают расход СОЖ вследствие отсутствия у станка защитных ограждений и желания избежать беспорядка. В данном случае необходимо подавать СОЖ распылением, поскольку жидкость только покрывает стружку в резе, и вы ее не видите.
#39: Выбирайте траекторию движения инструмента, позволяющую наиболее мягко входить в материал и выходить из него.
Наибольший износ инструмента происходит в момент начала обработки материала. В некоторых случаях даже может произойти «забивание» режущей кромки, особенно при работе с твердыми материалами. В данном случае необходимо использовать траектории с плавным входом в материал. Избегайте резкого входа инструмента в материал. При этом возможны следующие варианты:
— Обеспечивайте относительно плавный угол входа
— Обеспечивайте вход в материал по спирали
— Используйте сверла с механическим креплением сменных многогранных пластин, имеющие размеры, достаточные для формирования первоначального отверстия.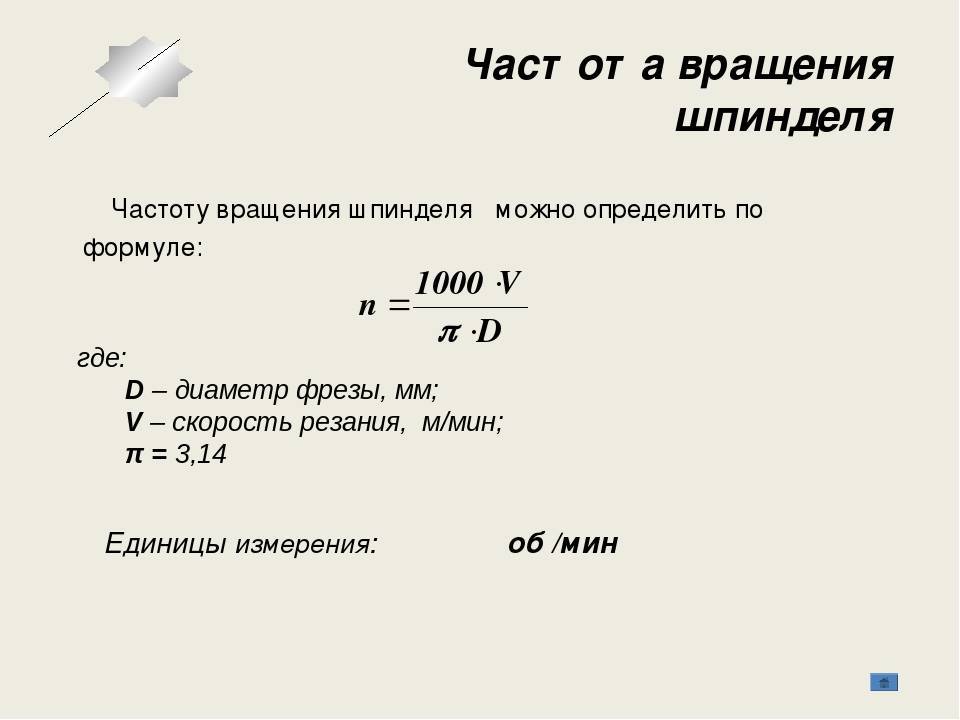
— При профилировании и выравнивании поверхности обрабатывайте материал по дуговой траектории.
См. также:
> Резка заготовок на станке
> Как выбрать шпиндель
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB
| Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Монтаж Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод. Шпон ВУДнетВорк |
| Главная || Новые посетители | Карта сайта |
Извините. Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: Тип ошибки: 404 Меня интересует ………. Ресурсы Главная Видео – Знак Книжный магазин Пиломатериалы/древесина/разное Калькуляторы О WOODWEB Связаться с WOODWEB Пользовательское соглашение и условия Ссылка на Стать Каталог продукции Каталог продукции Работа Ламинирование и наплавка Пиломатериалы Машины -ЧПУ -Дверь -Снаряжение -Производство дюбелей -Разное Молдинги Электроинструменты Планы и публикации Завод Распиловка Поставщики Инструменты Шпон Токарная обработка дерева Галереи Проект Форумы Последние сообщения со всех форумов Exchanges Последние — Job-Gram — Lumber-Gram — Machinery-Gram База знаний База знаний: поиск или просмотр — Клеи и склеивание – Оборудование для склеивания и зажима — Пользовательские — Двери — Полы — Общие — Столярные работы — Токарный станок — Погонаж — Столярные работы — Лестницы — Запас Бизнес Изготовление шкафов Отделка Лесное хозяйство Мебель Ламинирование Пиломатериалы Обработка Основной Дерево |
 .. введенный вами адрес недоступен.
.. введенный вами адрес недоступен.Вращение и асимметрия митотического веретена направляют асимметричное деление клеток в развивающейся центральной нервной системе
Horvitz, H. R. & Herskowitz, I. Механизмы асимметричного деления клеток: два B или не два B, вот в чем вопрос. Сотовый 68 , 237–255 (1992).
R. & Herskowitz, I. Механизмы асимметричного деления клеток: два B или не два B, вот в чем вопрос. Сотовый 68 , 237–255 (1992).
Артикул
КАС
Google Scholar
Rappaport, R. Цитокинез в клетках животных (Cambridge Univ. Press, Cambridge, 1996).
Строум С. Определение плоскостей спайности. Cell 72 , 3–6 (1993).
Артикул
КАС
Google Scholar
Раппапорт Р. Установление механизма цитокинеза в клетках животных. Междунар. Преподобный Цитол. 105 , 245–281 (1986).
Артикул
КАС
Google Scholar
Альбертсон, Д. Формирование первого веретена дробления у эмбрионов нематод. Дев. биол. 101 , 61–72 (1984).
Артикул
КАС
Google Scholar
Конклин, Э.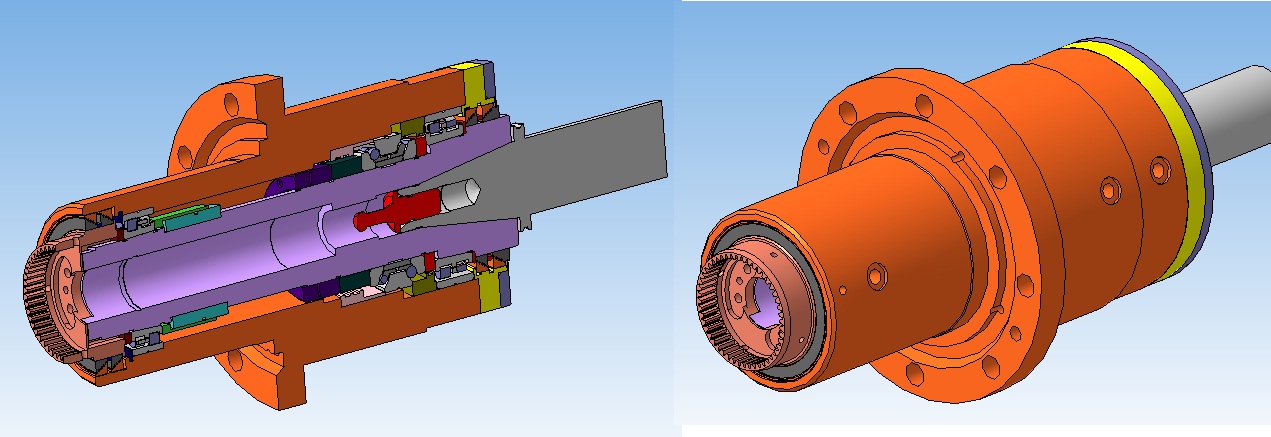 Г. Влияние центробежной силы на структуру и развитие яйцеклетки 9 лет.0419 Крепидула . Дж. Экспл. Зоол. 22 , 311–419 (1917).
Г. Влияние центробежной силы на структуру и развитие яйцеклетки 9 лет.0419 Крепидула . Дж. Экспл. Зоол. 22 , 311–419 (1917).
Артикул
Google Scholar
Мацудзаки Ф., Оширо Т., Икешима-Катаока Х. и Изуми Х. Миранда асимметрично локализует Штауфен и Просперо в митотических нейробластах и эпителиальных клетках в начале эмбриогенеза дрозофилы . Разработка 125 , 4089–4098 (1998).
КАС
пабмед
Google Scholar
Доу, К. К., Чу-ЛаГрафф, К., Райт, Д. М. и Скотт, М. П. Ген prospero определяет судьбы клеток в центральной нервной системе Drosophila . Cell 65 , 451–465 (1991).
Артикул
КАС
Google Scholar
Вассин, Х. и др. prospero экспрессируется в предшественниках нейронов и кодирует ядерный белок, участвующий в контроле роста аксонов в Дрозофила .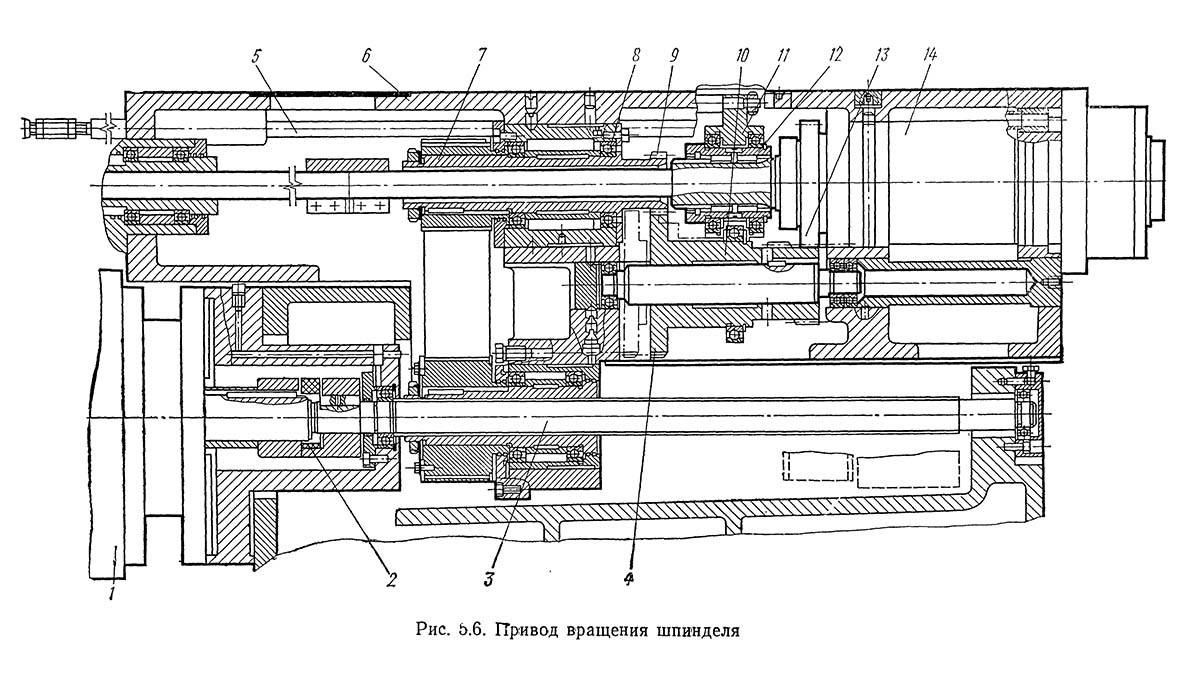 Cell 67 , 941–953 (1991).
Cell 67 , 941–953 (1991).
Артикул
КАС
Google Scholar
Мацудзаки Ф., Койсуми К., Хама С., Йошиока Т. и Набесима Т. Клонирование гена Drosophila prospero и его экспрессия в материнских клетках ганглия. Биохим. Биофиз. Рез. коммун. 182 , 1326–1332 (1992).
Артикул
КАС
Google Scholar
Spana, E. P. & Doe, C. Q. Фактор транскрипции Prospero асимметрично локализован в коре клеток во время митоза нейробластов у Drosophila . Разработка 121 , 3187–3195 (1995).
КАС
пабмед
Google Scholar
Хайман, А. А. и Уайт, Дж. Г. Определение осей клеточного деления в раннем эмбриогенезе Caenorhabditis elegans . J. Cell Biol. 105 , 2123–2135 (1987).
Артикул
КАС
Google Scholar
Раппапорт, Р. Роль митотического аппарата в инициации борозды. Энн. Академик Нью-Йорка науч. 582 , 15–21 (1990).
Артикул
КАС
Google Scholar
Бренд, A. H. GFP in Drosophila . Тенденции Жене. 11 , 324–325 (1995).
Артикул
КАС
Google Scholar
Brand, A. GFP как клетка и маркер развития нервной системы дрозофилы. Методы Cell Biol. 58 , 165–181 (1999).
Артикул
КАС
Google Scholar
Каллайни, Г. и Ансельми, Ф. Расщепление центросомы во время удлинения ядра в Эмбрион дрозофилы . Экспл. Сотовый рез. 178 , 415–425 (1988).
Артикул
КАС
Google Scholar
Карр Т.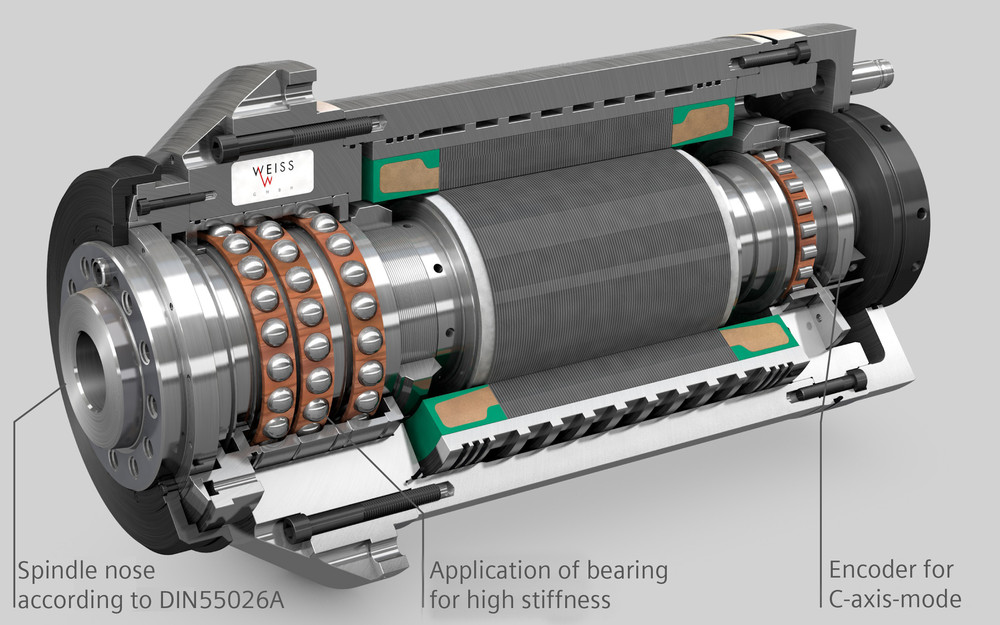 Л. и Альбертс Б.М. Организация цитоскелета у ранних эмбрионов дрозофилы. J. Cell Sci. 102 , 1494–1509 (1986).
Л. и Альбертс Б.М. Организация цитоскелета у ранних эмбрионов дрозофилы. J. Cell Sci. 102 , 1494–1509 (1986).
Артикул
КАС
Google Scholar
Кноблих, Дж. А., Ян, Л. Ю. и Ян, Ю. Н. Делеционный анализ Drosophila Белок Inscuteable выявляет домены корковой локализации и асимметричной локализации. Курс. биол. 9 , 155–158 (1999).
Артикул
КАС
Google Scholar
Тио, М., Завортинк, М., Ян, X. и Чиа, В. Функциональный анализ inscuteable и его роль во время асимметричных клеточных делений Dorsophila . J. Cell Sci. 112 , 1541– 1551 (1999).
КАС
пабмед
Google Scholar
Краут, Р., Чиа, В., Ян, Л.Ю., Ян, Ю.Н. и Кноблих, Дж.А. Роль inscuteable в ориентации асимметричных клеточных делений у дрозофилы .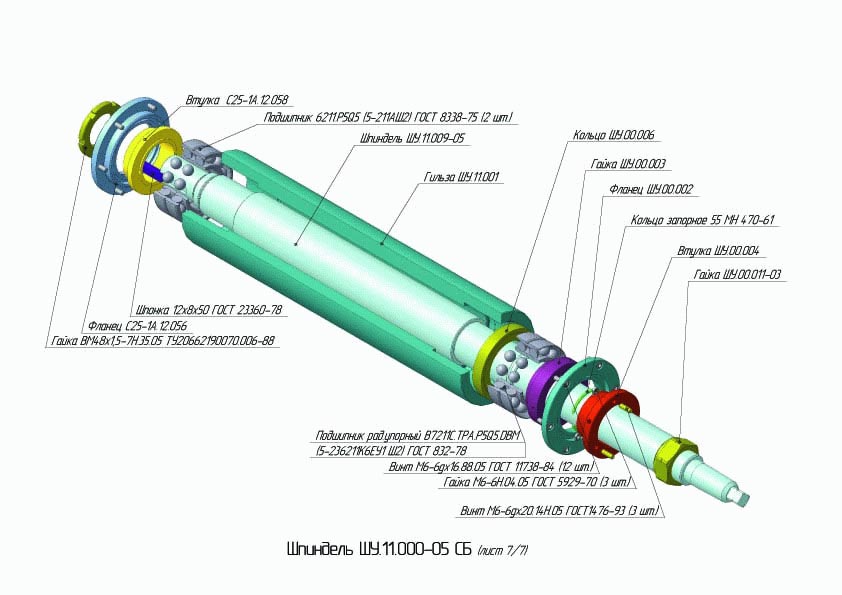 Природа 383 , 50–55 (1996).
Природа 383 , 50–55 (1996).
Артикул
КАС
Google Scholar
Краут Р. и Кампос-Ортега Дж. А. inscuteable , ген нейрального предшественника Drosophila , кодирует кандидата на роль адапторного белка цитоскелета. Дев. биол. 174 , 65–81 (1996).
Артикул
КАС
Google Scholar
Огонь, А. и др. Мощная и специфическая генетическая интерференция двухцепочечной РНК у Caenorhabditis elegans . Природа 391 , 806–811 (1998).
Артикул
КАС
Google Scholar
Мориц, М., Браунфельд, М. Б., Седат, Дж. В., Альбертс, Б. и Агард, Д. А. Зарождение микротрубочек с помощью колец, содержащих γ-тубулин, в центросоме. Природа 378 , 638–640 (1995).
Артикул
КАС
Google Scholar
Чжэн, Ю.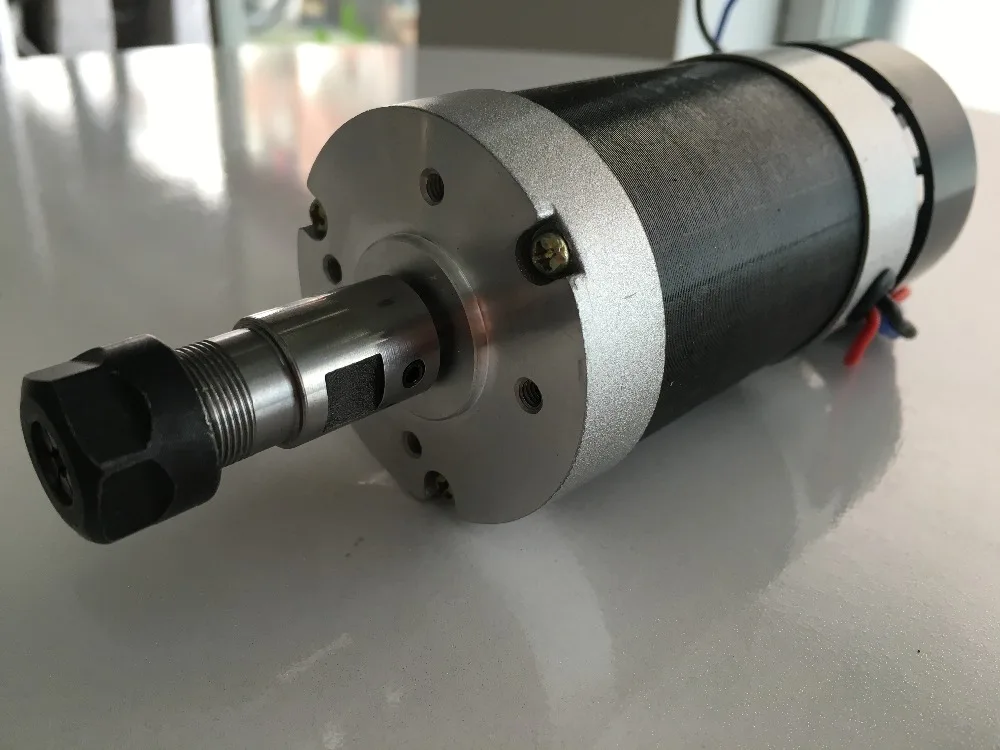 , Вонг, М.Л., Альбертс, Б. и Митчисон, Т. Зарождение сборки микротрубочек кольцевым комплексом, содержащим γ-тубулин. Природа 378 , 578–583 (1995).
, Вонг, М.Л., Альбертс, Б. и Митчисон, Т. Зарождение сборки микротрубочек кольцевым комплексом, содержащим γ-тубулин. Природа 378 , 578–583 (1995).
Артикул
КАС
Google Scholar
Келлог, Д. Р., Огема, К., Рафф, Дж., Шнайдер, К. и Альбертс, Б. М. CP60: белок, ассоциированный с микротрубочками, локализованный в центросоме клеточно-специфическим образом. Мол. биол. Ячейка 6 , 1673–1684 (1995).
Артикул
КАС
Google Scholar
Oegema, K., Whitfield, W.G. & Alberts, B. Зависимая от клеточного цикла локализация центросомного белка CP190 определяется координированным действием двух разделяемых доменов. J. Cell Biol. 131 , 1261–1273 (1995).
Артикул
КАС
Google Scholar
Whitfield, W. G., Chaplin, M.A., Oegema, K., Parry, H. & Glover, D.M. Белок 190 кДа, ассоциированный с центросомой Drosophila melanogaster, содержит четыре мотива цинковых пальцев и связывается со специфическими участками на политенных хромосомах. J. Cell Sci. 108 , 3377–3387 (1995).
G., Chaplin, M.A., Oegema, K., Parry, H. & Glover, D.M. Белок 190 кДа, ассоциированный с центросомой Drosophila melanogaster, содержит четыре мотива цинковых пальцев и связывается со специфическими участками на политенных хромосомах. J. Cell Sci. 108 , 3377–3387 (1995).
КАС
пабмед
Google Scholar
Kuchinke, U., Grawe, F. & Knust, E. Контроль ориентации веретена у Drosophila с помощью Par-3-родственного белка PDZ-домена Bazooka. Курс. биол. 8 , 1357–1365 (1998).
Артикул
КАС
Google Scholar
Doe, C. Q. Ориентация веретена и асимметричная локализация в Дрозофила : обе непостижимы? Cell 86 , 695–697 (1996).
Артикул
КАС
Google Scholar
Shaw, S.L., Yeh, E.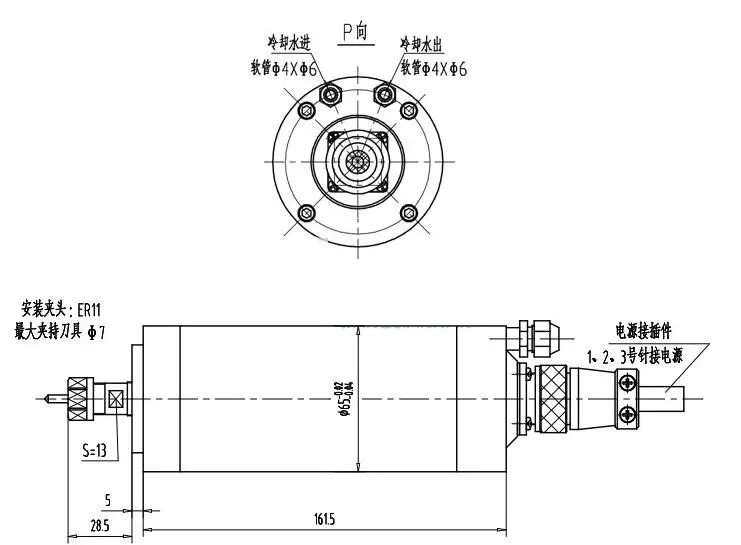 , Maddox, P., Salmon, E.D. & Bloom, K. Динамика астральных микротрубочек у дрожжей: механизм поиска на основе микротрубочек для ориентации веретена и миграции ядер в зародыш. J. Cell Biol. 139 , 985–994 (1997).
, Maddox, P., Salmon, E.D. & Bloom, K. Динамика астральных микротрубочек у дрожжей: механизм поиска на основе микротрубочек для ориентации веретена и миграции ядер в зародыш. J. Cell Biol. 139 , 985–994 (1997).
Артикул
КАС
Google Scholar
Валлен, Э. А., Шерсон, Т. Ю., Робертс, Т., ван Зее, К. и Роуз, М. Д. Асимметричная митотическая сегрегация тела полюса веретена дрожжей. Cell 69 , 505–515 (1992).
Артикул
КАС
Google Scholar
Китинг, Х. Х. и Уайт, Дж. Г. Динамика центросом у ранних эмбрионов Caenorhabditis elegans . J. Cell Sci. 111 , 3027–3033 (1998).
КАС
пабмед
Google Scholar
Огема, К. и Митчисон, Т. Дж. Правила Раппапорта: индукция борозды деления в клетках животных. Проц. Натл акад. науч. США 94 , 4817–4820 (1997).
Проц. Натл акад. науч. США 94 , 4817–4820 (1997).
Артикул
КАС
Google Scholar
Bonaccorsi, S., Giansanti, M.G. & Gatti, M. Самоорганизация веретена и цитокинез во время мужского мейоза в asterless мутанты Drosophila melanogaster . J. Cell Sci. 142 , 751–761 (1998).
Артикул
КАС
Google Scholar
Уоддл, Дж. А., Купер, Дж. А. и Уотерстон, Р. Х. Преходящее локализованное накопление актина в бластомерах Caenorhabditis elegans с ориентированным асимметричным делением. Разработка 120 , 2317–2328 (1994).
КАС
пабмед
Google Scholar
Скоп, А. Р. и Уайт, Дж. Г. Комплекс динактина необходим для спецификации плоскости дробления у ранних эмбрионов Caenorhabditis elegans .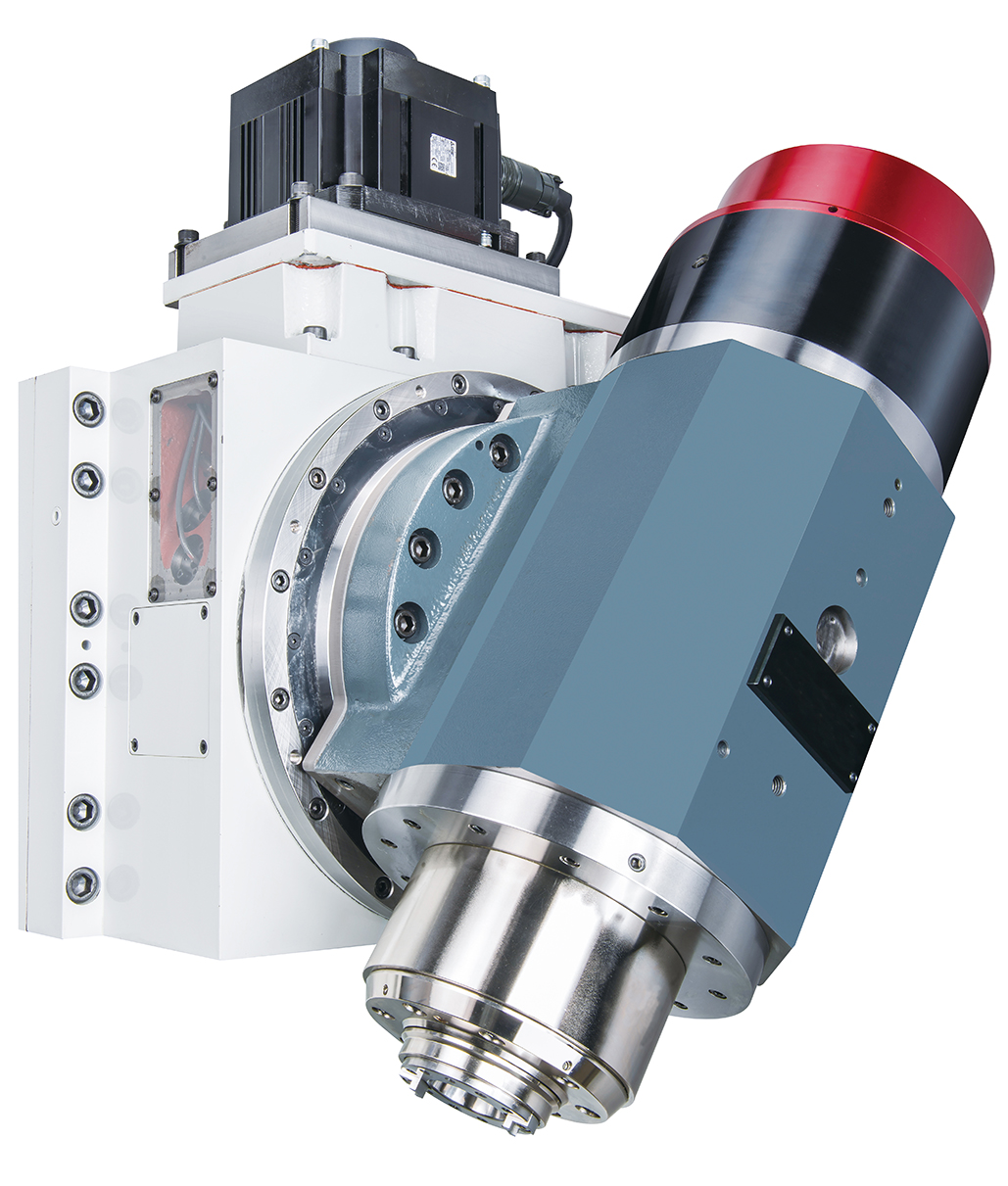 Курс. биол. 8 , 1110–1116 (1998).
Курс. биол. 8 , 1110–1116 (1998).
Артикул
КАС
Google Scholar
Хайман, А. А. Движение центросом в ранних отделах Caenorhabditis elegans: участок коры, определяющий положение центросомы. J. Cell Biol. 109 , 1185–1193 (1989).
Артикул
КАС
Google Scholar
Vale, R.D. & Toyoshima, YY. Вращение и перемещение микротрубочек in vitro, индуцированное динеинами из ресничек Tetrahymena. Cell 52 , 459–469 (1988).
Артикул
КАС
Google Scholar
Шульдт, А. и др. Miranda опосредует локализацию асимметричных белков и РНК в развивающейся нервной системе. Гены Дев. 12 , 1847–1857 (1998).
Артикул
КАС
Google Scholar
Брэнд, А.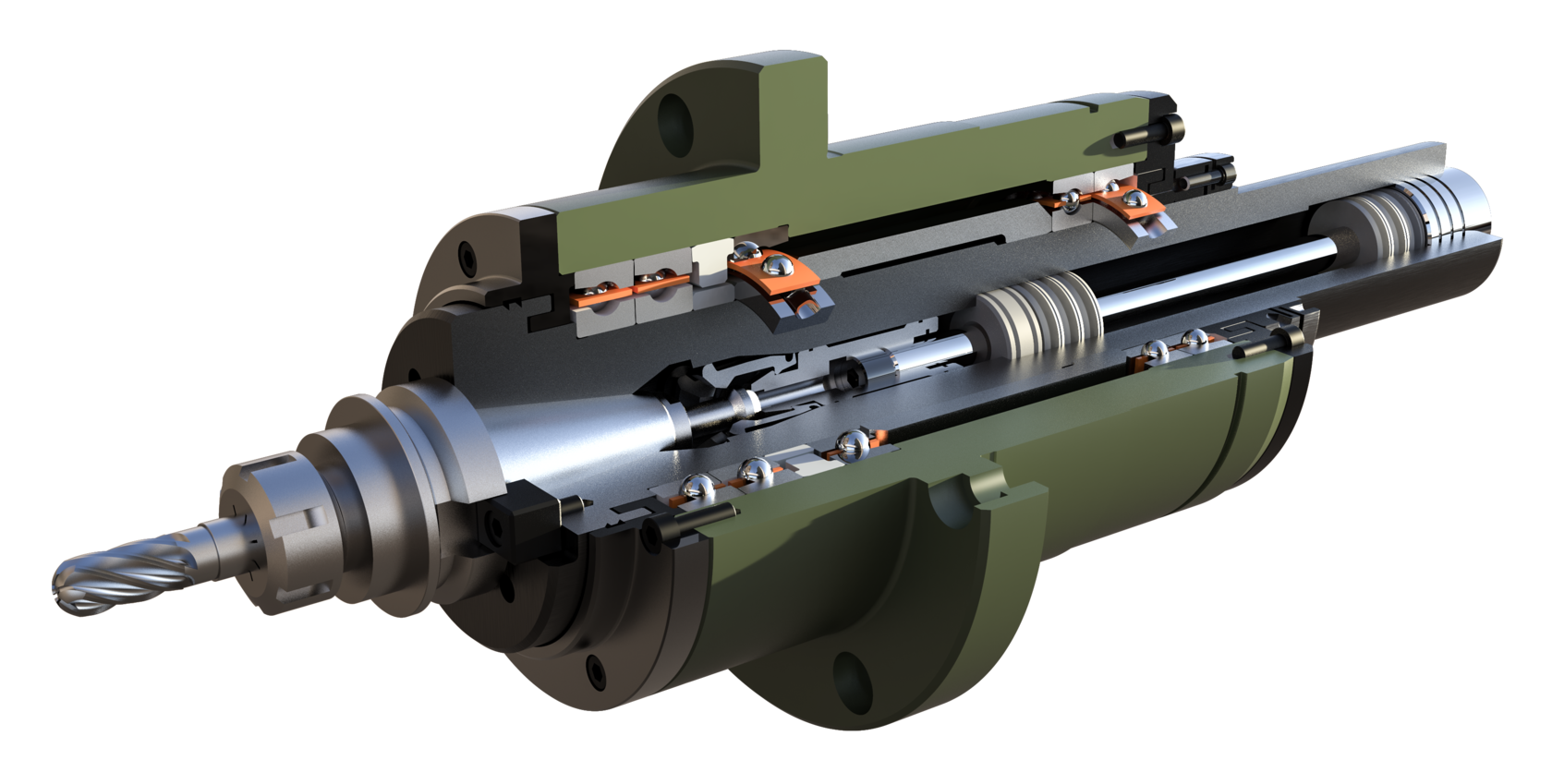 Х. и Перримон, Н. Целевая экспрессия генов как средство изменения клеточных судеб и создания доминантных фенотипов. Разработка 118 , 401–415 (1993).
Х. и Перримон, Н. Целевая экспрессия генов как средство изменения клеточных судеб и создания доминантных фенотипов. Разработка 118 , 401–415 (1993).
КАС
Google Scholar
Robertson, H.M. et al. Стабильный источник транспозазы Р-элемента у Drosophila melanogaster . Генетика 118 , 461–470 (1988).
КАС
пабмед
ПабМед Центральный
Google Scholar
Терриен, М. и др. KSR, новая протеинкиназа, необходимая для передачи сигнала RAS. Cell 83 , 879–888 (1995).
Артикул
КАС
Google Scholar
Дорманд, Э.-Л. & Brand, AH Runt определяет судьбы клеток в эмбриональной ЦНС Drosophila . Разработка 125 , 1659–1667 (1998).
КАС
пабмед
Google Scholar
Хакер У.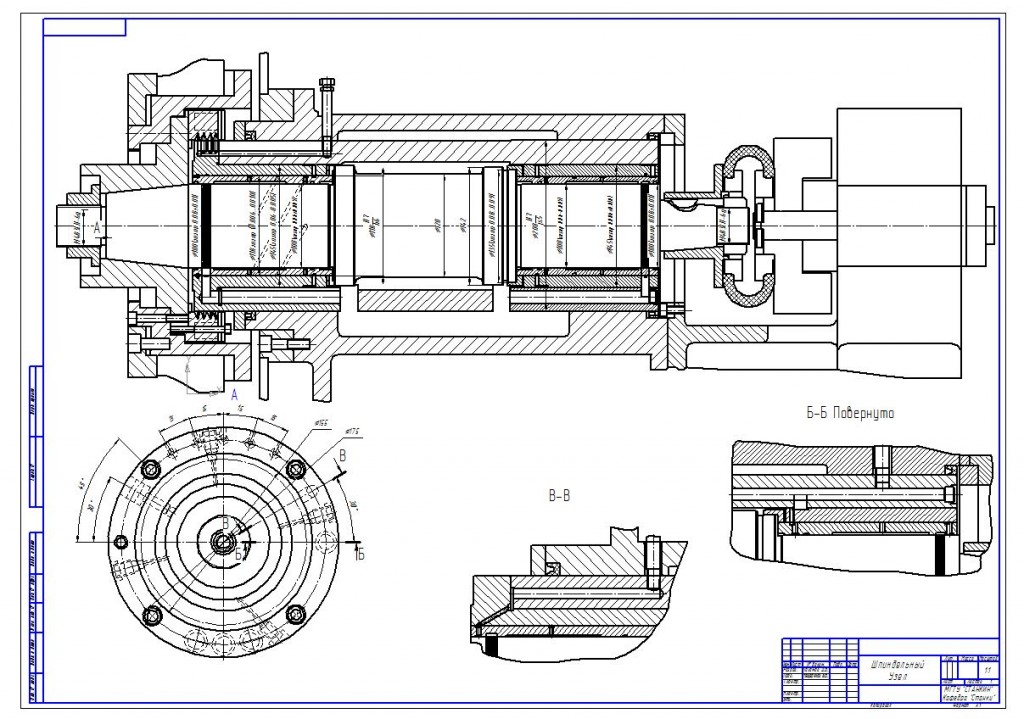
 Автоматические или полуавтоматические блоки управления регулируют рабочие параметры литья и контролируют все технологические процессы.
Автоматические или полуавтоматические блоки управления регулируют рабочие параметры литья и контролируют все технологические процессы.
 Объем изделий может быть от 5 миллилитров, до 1500 литров.
Объем изделий может быть от 5 миллилитров, до 1500 литров.






 Какими бы надежными станки не являлись, обращайте внимание на наличие и количество сервисных инженеров в компании, особенно применительно к вашему региону. Некоторые продавцы оборудования имеют только одну точку продаж и сервиса на всю Россию.
Какими бы надежными станки не являлись, обращайте внимание на наличие и количество сервисных инженеров в компании, особенно применительно к вашему региону. Некоторые продавцы оборудования имеют только одну точку продаж и сервиса на всю Россию.
 Иногда некоторые станки имеют больший запас по производительности с учетом дальнейшего апгрейда линии.
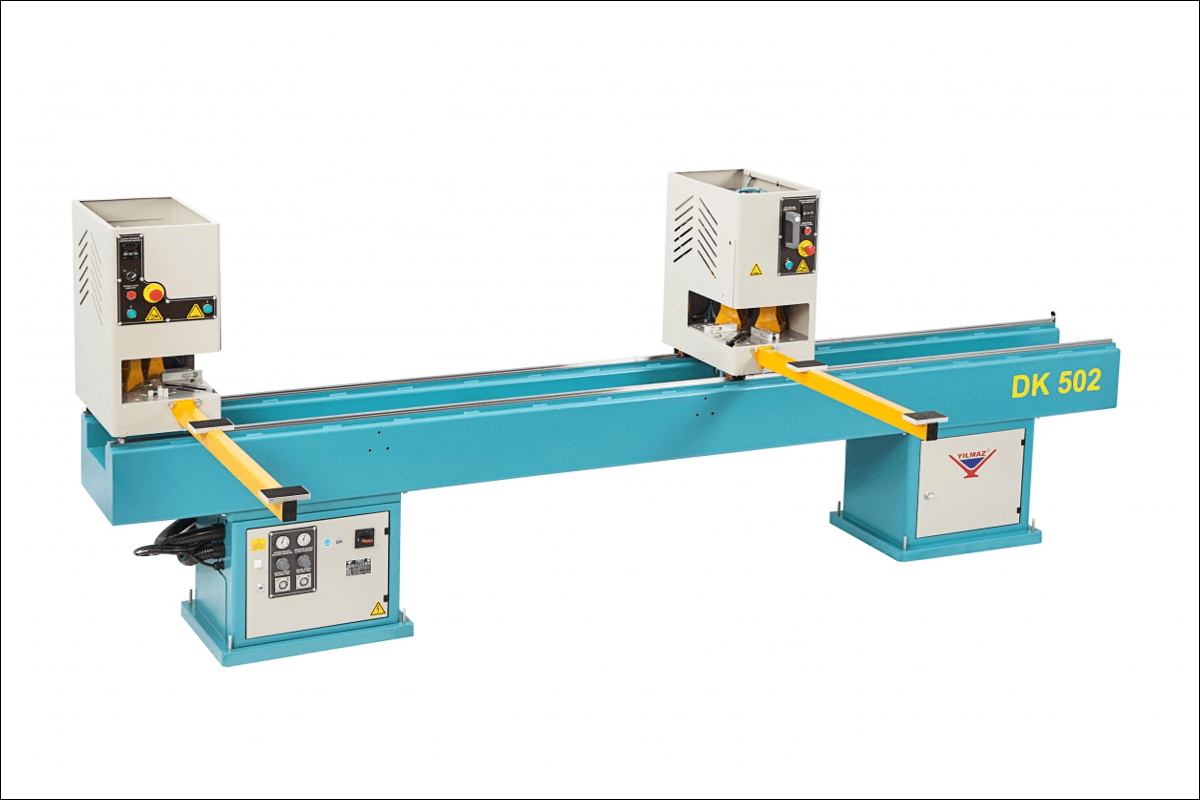
Иногда некоторые станки имеют больший запас по производительности с учетом дальнейшего апгрейда линии. Восьмичасовой рабочий день состоит из 480 минут. Делим на 16 минут и получаем производительность в 30 стандартных ПВХ окон за 8 часов. Если сварка имеет две головы, то одновременно за 2 минуты свариваются два угла и производительность такой сварки увеличивается вдвое, если у сварки 4 головы – производительность увеличится в 4 раза.
Восьмичасовой рабочий день состоит из 480 минут. Делим на 16 минут и получаем производительность в 30 стандартных ПВХ окон за 8 часов. Если сварка имеет две головы, то одновременно за 2 минуты свариваются два угла и производительность такой сварки увеличивается вдвое, если у сварки 4 головы – производительность увеличится в 4 раза.

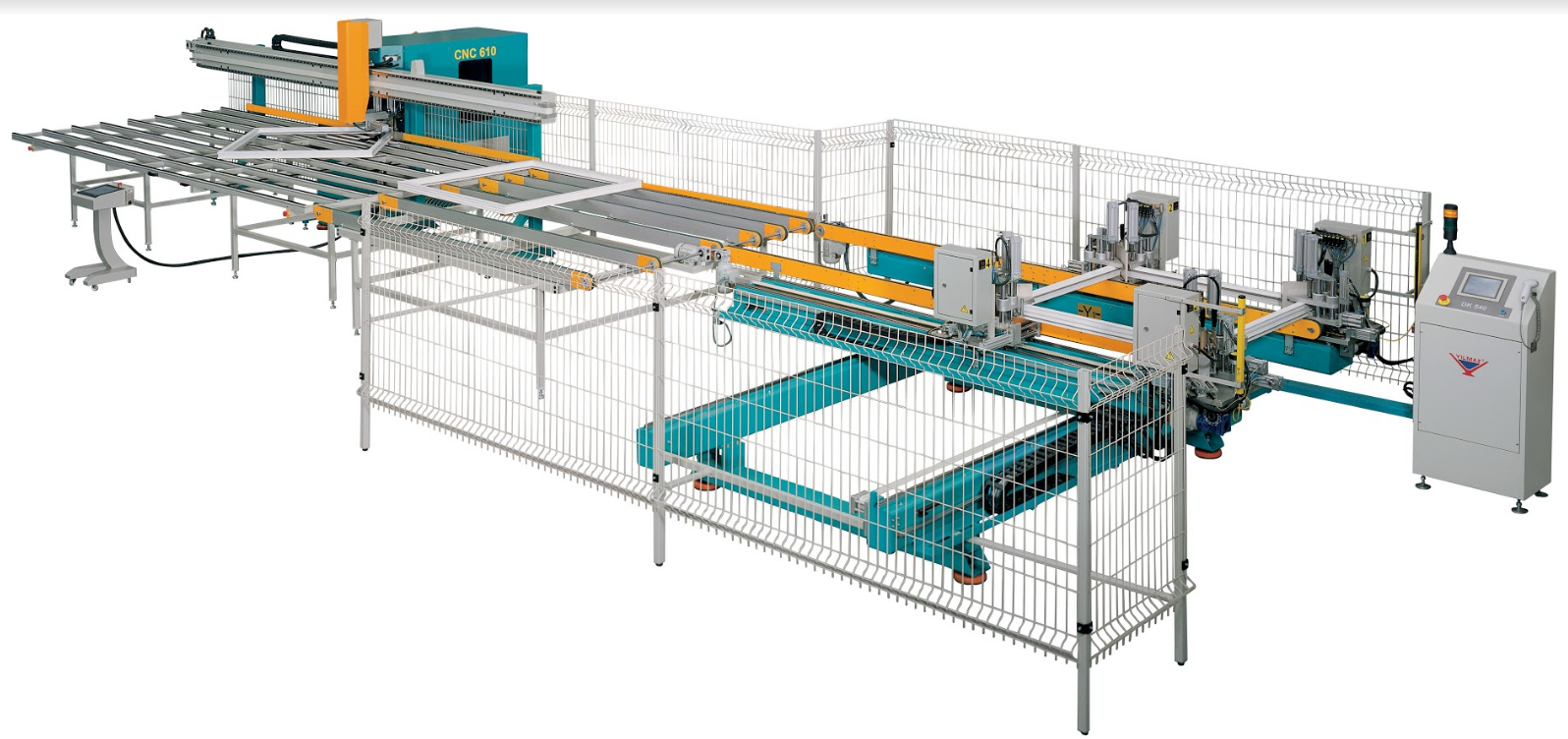
 Станки могут быть соединены в линию.
Станки могут быть соединены в линию.

 Очередность операций может изменяться в зависимости от организации производства.
Очередность операций может изменяться в зависимости от организации производства.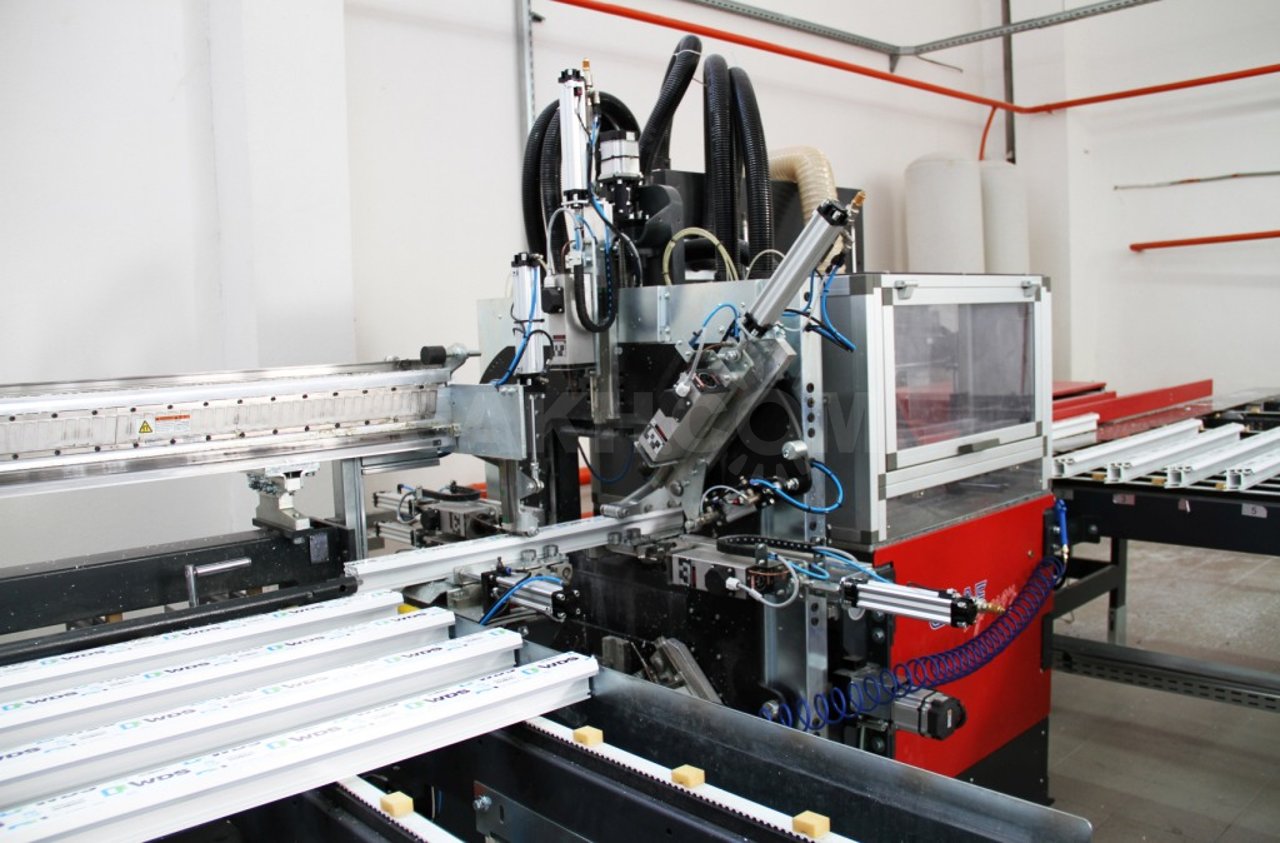
 Описание продукта
Описание продукта 


 24 часа послепродажного обслуживания
24 часа послепродажного обслуживания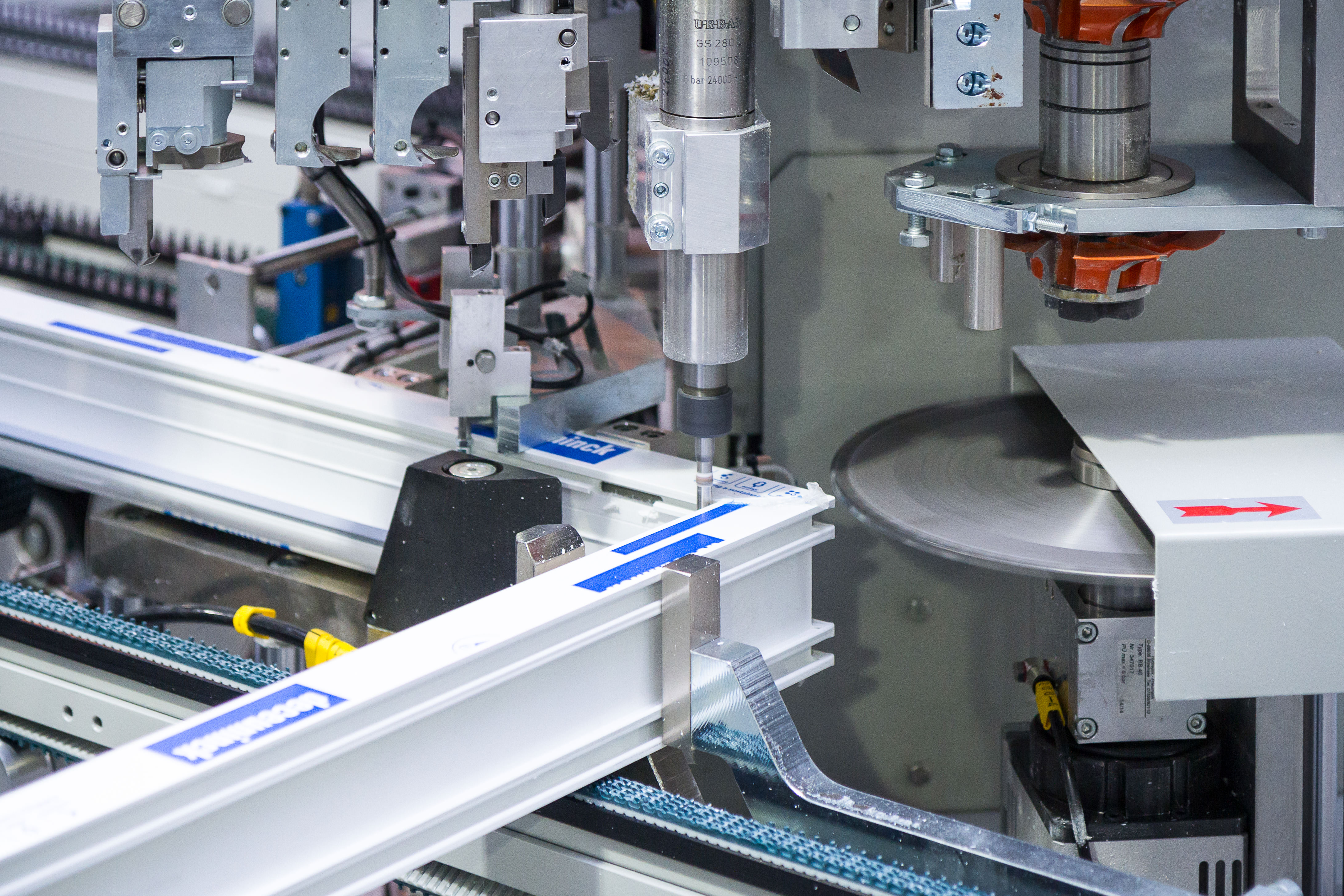

 0123
0123

 24 часа послепродажного обслуживания
24 часа послепродажного обслуживания
 Для решения вопроса безопасности и комфорта компания «КЛЕН» предлагает конструкции из нержавеющей стали и с врезными замками.
Для решения вопроса безопасности и комфорта компания «КЛЕН» предлагает конструкции из нержавеющей стали и с врезными замками. По желанию клиента дверки шкафов комплектуются простыми или усиленными замками.
По желанию клиента дверки шкафов комплектуются простыми или усиленными замками.
 металл
металл Заказ
Заказ
 От монтажа до рекомендаций и ответов, которые их техники давали нам в каждой ситуации!»
От монтажа до рекомендаций и ответов, которые их техники давали нам в каждой ситуации!»
 Благодаря этим свойствам УФ-лазерные маркеры идеально подходят для лазерной маркировки стекла, не вызывая его разрушения или осколков.
Благодаря этим свойствам УФ-лазерные маркеры идеально подходят для лазерной маркировки стекла, не вызывая его разрушения или осколков.
 Вы гравируете логотип, изображение, текст или что-то еще? Завершите свой дизайн перед началом.
Вы гравируете логотип, изображение, текст или что-то еще? Завершите свой дизайн перед началом.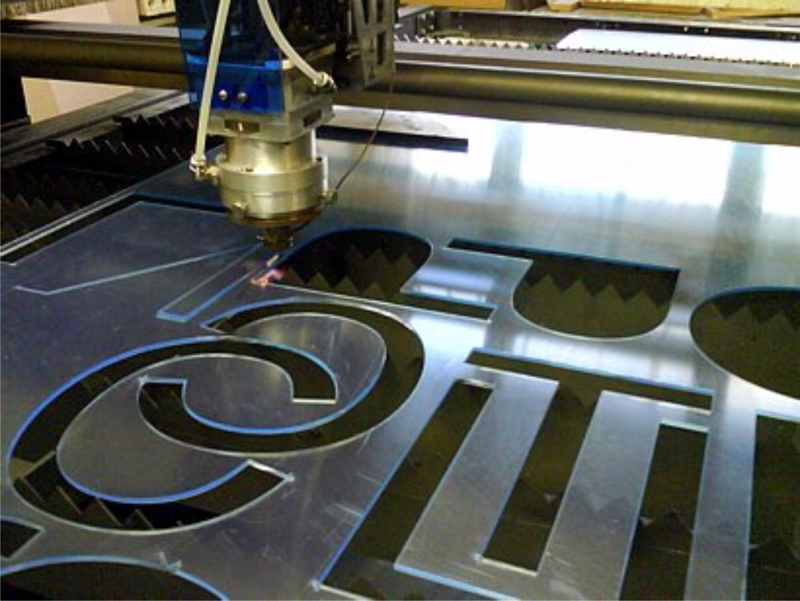
 Для этого переверните файл в программе для гравировки, чтобы он отображался в правильной ориентации, если смотреть прямо в зеркало.
Для этого переверните файл в программе для гравировки, чтобы он отображался в правильной ориентации, если смотреть прямо в зеркало. Создание новых продуктов с помощью этих нестандартных систем становится проще простого.
Создание новых продуктов с помощью этих нестандартных систем становится проще простого.
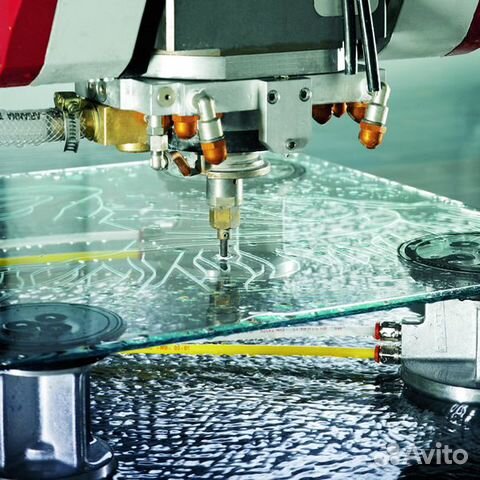
 Один момент, о котором следует помнить, когда вы травите стекло, заключается в том, что у вас должен быть отвод тепла от лазера. Многие методы лазерной гравировки на стекле основаны на том, как рассеивается тепло, и пытаются контролировать температуру поверхности стекла во время работы лазера.
Один момент, о котором следует помнить, когда вы травите стекло, заключается в том, что у вас должен быть отвод тепла от лазера. Многие методы лазерной гравировки на стекле основаны на том, как рассеивается тепло, и пытаются контролировать температуру поверхности стекла во время работы лазера. Подобно функции влажного бумажного полотенца, аппликационная лента также может предотвратить образование пузырьков воздуха или нахлест. Основное различие между методом влажного бумажного полотенца и методом аппликационной ленты заключается в том, что аппликационная лента дает более сероватый результат, а не белый результат гравировки. Это желательно для некоторых проектов, поэтому этот вариант можно рассмотреть для многих приложений.
Подобно функции влажного бумажного полотенца, аппликационная лента также может предотвратить образование пузырьков воздуха или нахлест. Основное различие между методом влажного бумажного полотенца и методом аппликационной ленты заключается в том, что аппликационная лента дает более сероватый результат, а не белый результат гравировки. Это желательно для некоторых проектов, поэтому этот вариант можно рассмотреть для многих приложений.
 Пескоструйная обработка, например, может создать красивый дизайн, и вам не нужно беспокоиться о температуре стекла во время работы.
Пескоструйная обработка, например, может создать красивый дизайн, и вам не нужно беспокоиться о температуре стекла во время работы.
 Полировка удалит все следы осколков стекла, оставшиеся на поверхности стекла. Это помогает придать продукту изысканный вид, который оценят покупатели.
Полировка удалит все следы осколков стекла, оставшиеся на поверхности стекла. Это помогает придать продукту изысканный вид, который оценят покупатели.

 Трещины есть только там, где проходит лазерный луч, и их нельзя увидеть невооруженным глазом. Остальное стекло снимает гладко.
Трещины есть только там, где проходит лазерный луч, и их нельзя увидеть невооруженным глазом. Остальное стекло снимает гладко.

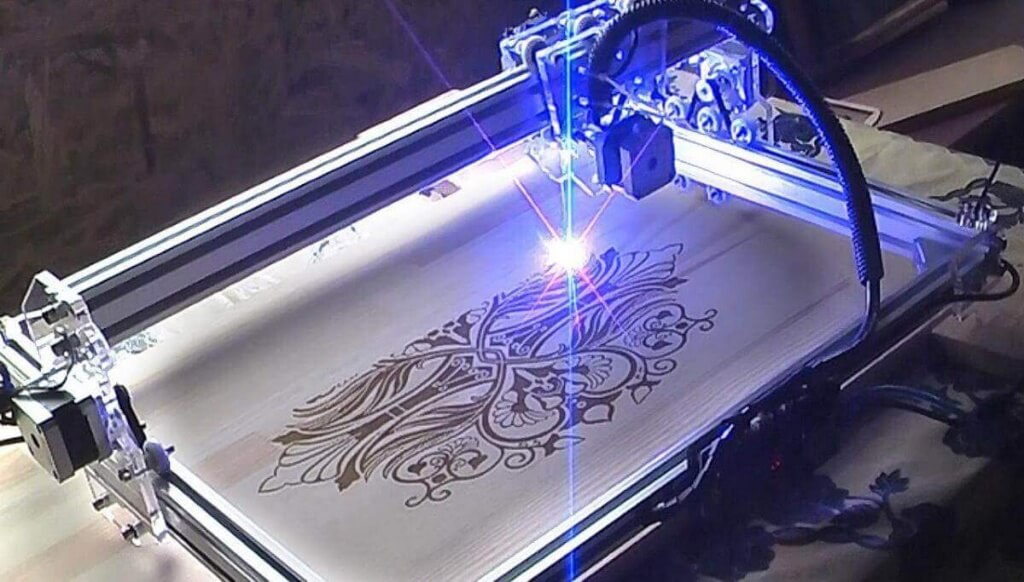 Благодаря рамной конструкции 9Станок для гравировки стекла 0039 не качается во время работы.
Благодаря рамной конструкции 9Станок для гравировки стекла 0039 не качается во время работы.
 Мощность лазерной трубки 100-120 Вт. Это станок для гравировки стекла работает с точностью позиционирования 0,03 мм.
Мощность лазерной трубки 100-120 Вт. Это станок для гравировки стекла работает с точностью позиционирования 0,03 мм.
 Еще один важный момент — соответствие двигателей аппарата и машины: они оба должны быть либо двух-, либо трехфазными.
Еще один важный момент — соответствие двигателей аппарата и машины: они оба должны быть либо двух-, либо трехфазными. Полученное число вводится в RdWorks, а значение сохраняется нажатием на кнопку «Записать».
Полученное число вводится в RdWorks, а значение сохраняется нажатием на кнопку «Записать».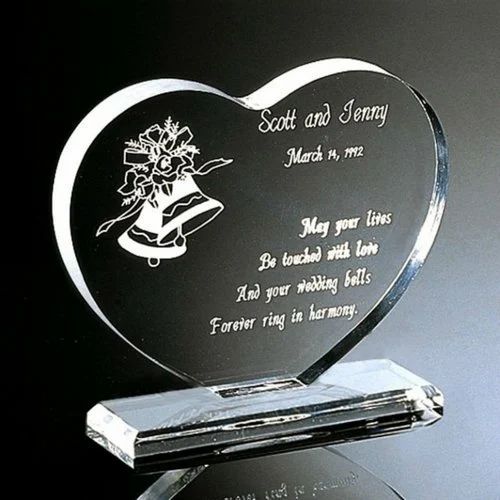
 Расчет стоимости доставки производится
Расчет стоимости доставки производится 2 ст. 437 Гражданского
2 ст. 437 Гражданского


 Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.  арсенал как газонокосилка. В то время как газонокосилка обычно выполняет большую часть тяжелой работы, струнный триммер срезает всю траву, до которой косилка не может дотянуться, вдоль кромок, вокруг деревьев и других объектов. Это удобное руководство о том, как ухаживать за триммером и безопасно использовать его, чтобы превратить ваш двор в ухоженное чудо.
арсенал как газонокосилка. В то время как газонокосилка обычно выполняет большую часть тяжелой работы, струнный триммер срезает всю траву, до которой косилка не может дотянуться, вдоль кромок, вокруг деревьев и других объектов. Это удобное руководство о том, как ухаживать за триммером и безопасно использовать его, чтобы превратить ваш двор в ухоженное чудо..jpg) Так что имейте это в виду и взвешивайте свои конкретные потребности перед покупкой.
Так что имейте это в виду и взвешивайте свои конкретные потребности перед покупкой. Отсоедините шнур питания или отсоедините аккумулятор от электрического блока.
Отсоедините шнур питания или отсоедините аккумулятор от электрического блока. Следуйте инструкциям производителя вашего триммера по замене лески.
Следуйте инструкциям производителя вашего триммера по замене лески. Используйте воронку, чтобы налить топливо и масло для 2-тактных двигателей в небольшой газовый баллон, чтобы смешать их вместе в правильном соотношении. При необходимости заправляйте топливный бак триммера.
Используйте воронку, чтобы налить топливо и масло для 2-тактных двигателей в небольшой газовый баллон, чтобы смешать их вместе в правильном соотношении. При необходимости заправляйте топливный бак триммера. После того, как все масло будет слито, используйте тряпку, чтобы убрать все, что пролилось, а затем заполните резервуар маслом соответствующего типа, залив масло через воронку в масляный резервуар. Еще раз проверьте уровень масла, чтобы убедиться, что было добавлено надлежащее количество, а затем закройте резервуар, вставив пробку.
После того, как все масло будет слито, используйте тряпку, чтобы убрать все, что пролилось, а затем заполните резервуар маслом соответствующего типа, залив масло через воронку в масляный резервуар. Еще раз проверьте уровень масла, чтобы убедиться, что было добавлено надлежащее количество, а затем закройте резервуар, вставив пробку. Храните триммер в хорошо проветриваемом сарае или гараже, защищенном от непогоды. Не храните газ или газомасляные смеси для триммера внутри дома или в подвале. Пары могут накапливаться и создавать опасную ситуацию. Убедитесь, что триммер и другие инструменты недоступны для детей.
Храните триммер в хорошо проветриваемом сарае или гараже, защищенном от непогоды. Не храните газ или газомасляные смеси для триммера внутри дома или в подвале. Пары могут накапливаться и создавать опасную ситуацию. Убедитесь, что триммер и другие инструменты недоступны для детей. Следите за людьми или домашними животными рядом с местом, где вы работаете. Струнный триммер вращается с высокой скоростью и может подбирать камни и другой мусор и отбрасывать их с высокой скоростью. Если кто-то приближается к вам, прекратите резать, пока они не пройдут. Держите приблизительно 50 футов между вами и любыми прохожими. Не снимайте защитные экраны и другие защитные приспособления, встроенные в триммер. Всегда отрезай от себя.
Следите за людьми или домашними животными рядом с местом, где вы работаете. Струнный триммер вращается с высокой скоростью и может подбирать камни и другой мусор и отбрасывать их с высокой скоростью. Если кто-то приближается к вам, прекратите резать, пока они не пройдут. Держите приблизительно 50 футов между вами и любыми прохожими. Не снимайте защитные экраны и другие защитные приспособления, встроенные в триммер. Всегда отрезай от себя. Всегда делайте разрез легко, чтобы не отрезать слишком много или не повредить то, что вы не пытаетесь разрезать. Имейте в виду, что триммеры предназначены для стрижки травы и других подобных растений; не используйте триммер для обрезки более густых побегов. Скорее всего, это не сработает – вы потратите леску триммера и создадите нагрузку на двигатель триммера. Чтобы получить наилучшие результаты, следите за триммерной леской, чтобы убедиться, что она выступает на эффективную длину для стрижки. В зависимости от модели вашего триммера леска может автоматически сматываться во время обрезки, а затем изнашиваться и обрываться. Если ваша головка триммера не имеет автоматической подачи лески, возможно, вам придется вытянуть ее вручную на нужную длину. Убедитесь, что вы выключили триммер заранее.
Всегда делайте разрез легко, чтобы не отрезать слишком много или не повредить то, что вы не пытаетесь разрезать. Имейте в виду, что триммеры предназначены для стрижки травы и других подобных растений; не используйте триммер для обрезки более густых побегов. Скорее всего, это не сработает – вы потратите леску триммера и создадите нагрузку на двигатель триммера. Чтобы получить наилучшие результаты, следите за триммерной леской, чтобы убедиться, что она выступает на эффективную длину для стрижки. В зависимости от модели вашего триммера леска может автоматически сматываться во время обрезки, а затем изнашиваться и обрываться. Если ваша головка триммера не имеет автоматической подачи лески, возможно, вам придется вытянуть ее вручную на нужную длину. Убедитесь, что вы выключили триммер заранее. Наденьте защитные очки, чтобы защитить глаза. Бензиновые модели могут быть очень громкими при работе и резке. Носите беруши, чтобы защитить ваши уши. Отличная работа! Теперь вы знаете, как обслуживать и безопасно использовать триммер для струн.
Наденьте защитные очки, чтобы защитить глаза. Бензиновые модели могут быть очень громкими при работе и резке. Носите беруши, чтобы защитить ваши уши. Отличная работа! Теперь вы знаете, как обслуживать и безопасно использовать триммер для струн. Никаких хлопот. Не суетись. Каждый раз.
Никаких хлопот. Не суетись. Каждый раз.



 дюйм (25 см3)
дюйм (25 см3) (без нагрузки) об/мин
(без нагрузки) об/мин
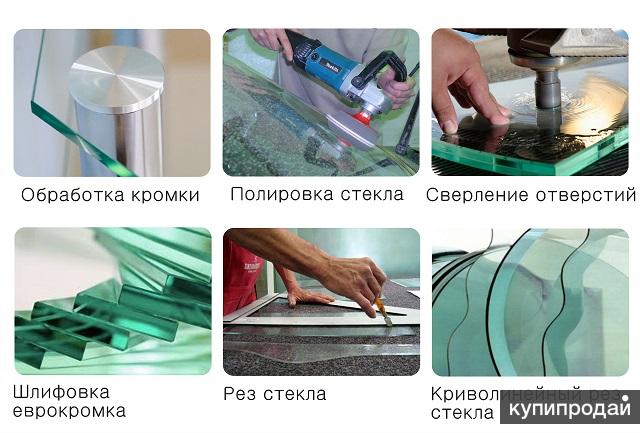 Важно уточнить что нельзя шлифовать закаленное стекло.
Важно уточнить что нельзя шлифовать закаленное стекло.
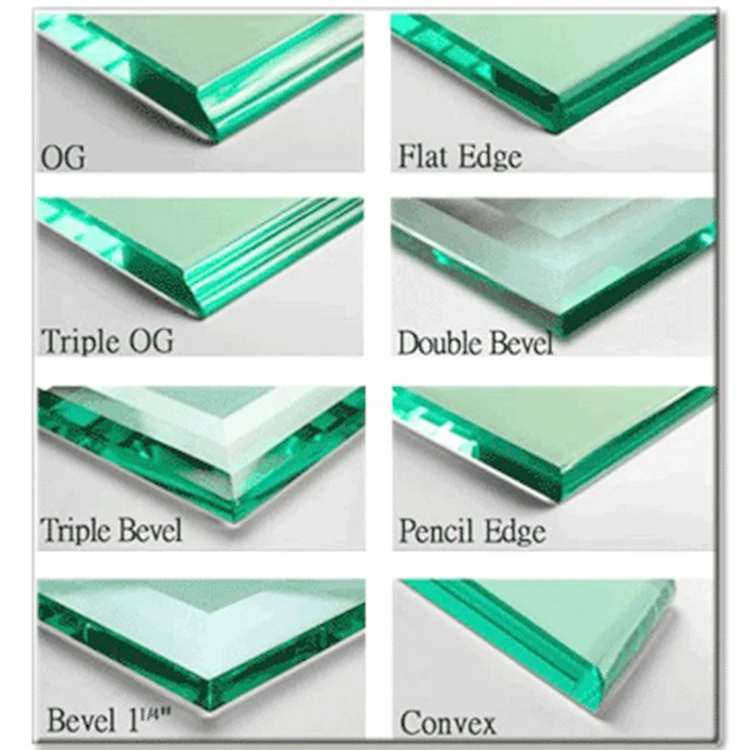
 Прямолинейная обработка позволяет получить такие профили как трапеция или плоская кромка с фасками (еврокромка), а также кромка под любым углом в диапазоне 0-450.
Прямолинейная обработка позволяет получить такие профили как трапеция или плоская кромка с фасками (еврокромка), а также кромка под любым углом в диапазоне 0-450. д. Подобные виды кромок стекла применяются при изготовлении единичных изделий и эксклюзивных конструкций из стекла.
д. Подобные виды кромок стекла применяются при изготовлении единичных изделий и эксклюзивных конструкций из стекла.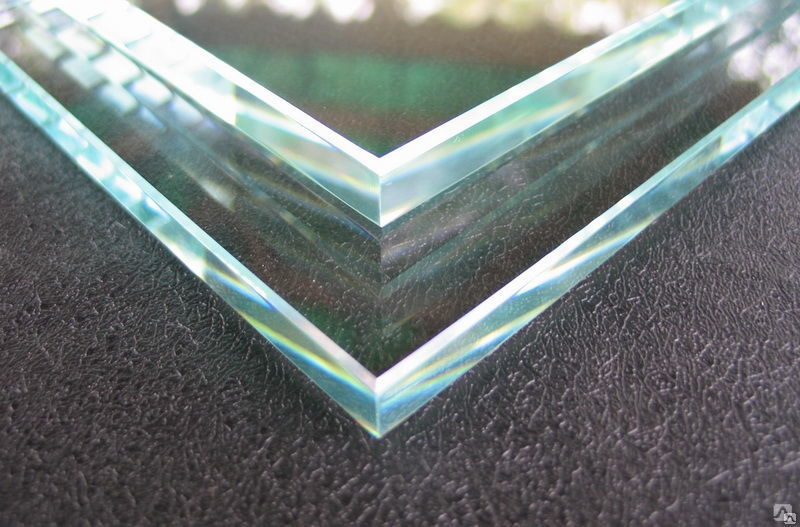 Серия Glaston RC соответствует нашим потребностям. Теперь мы с нетерпением ждем возможности эксплуатировать его в течение следующих 20 с лишним лет», — говорит Матс Пилквист, руководитель предприятия Industriglas AB в Йёнчепинге, Швеция.
Серия Glaston RC соответствует нашим потребностям. Теперь мы с нетерпением ждем возможности эксплуатировать его в течение следующих 20 с лишним лет», — говорит Матс Пилквист, руководитель предприятия Industriglas AB в Йёнчепинге, Швеция.
 Китс и НевисSt. Люсия Св. Винсент и ГренадиныСуданСуринамСвазилендШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаВеликобритания (Соединенное Королевство)УкраинаОбъединенные Арабские ЭмиратыУругвайСША (Соединенные Штаты Америки)УзбекистанВануатуВенесуэлаВьетнамЙеменЗамбияZ имбабве
Китс и НевисSt. Люсия Св. Винсент и ГренадиныСуданСуринамСвазилендШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаВеликобритания (Соединенное Королевство)УкраинаОбъединенные Арабские ЭмиратыУругвайСША (Соединенные Штаты Америки)УзбекистанВануатуВенесуэлаВьетнамЙеменЗамбияZ имбабве
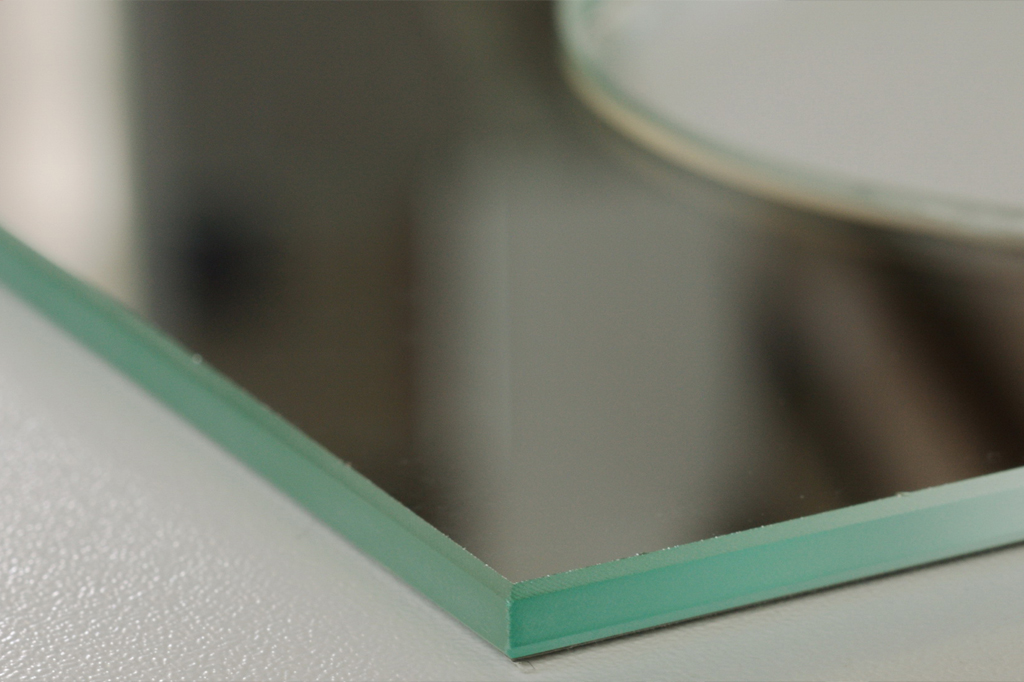 Край стекла оптически прозрачен и обладает очень тонкой однородной полировкой.
Край стекла оптически прозрачен и обладает очень тонкой однородной полировкой.
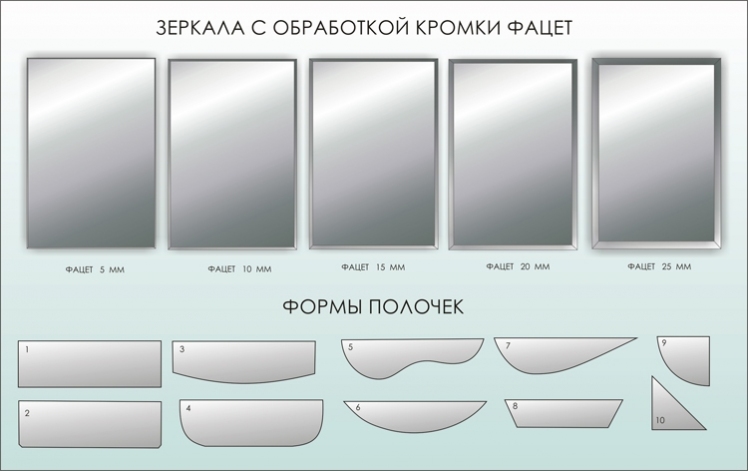
 Допускаются следы шлифовки, но они не должны быть матовыми. Полировку кромок стекла в первую очередь проводят, если требуется, чтобы готовые стеклянные листы имели наивысшее оптическое качество. Край можно дополнительно облагородить с помощью так называемой фасетной огранки, благодаря которой можно получить интересные оптические эффекты за счет отражения света.
Допускаются следы шлифовки, но они не должны быть матовыми. Полировку кромок стекла в первую очередь проводят, если требуется, чтобы готовые стеклянные листы имели наивысшее оптическое качество. Край можно дополнительно облагородить с помощью так называемой фасетной огранки, благодаря которой можно получить интересные оптические эффекты за счет отражения света.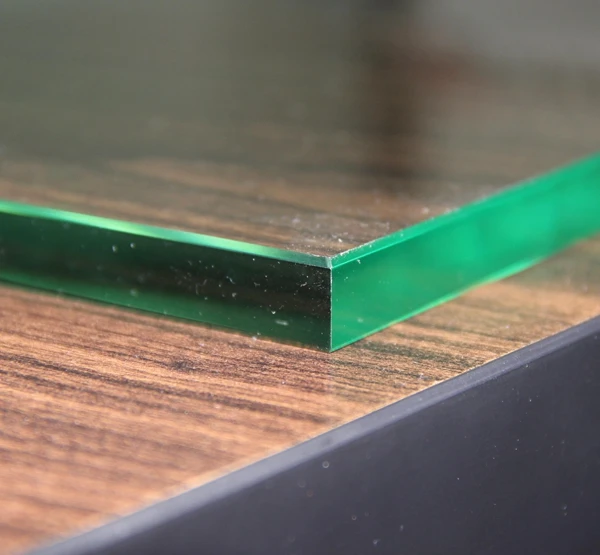
 Чтобы обеспечить бесшовное и безопасное производство, LiSEC использует вертикальную линию обработки кромок и внутренней поверхности плоских стеклянных листов: собственные продукты KSR, KSD, EPS и SplitFin! Эти DIN 1249- сертифицированные системы идеально подходят для соответствующих операций по обработке кромок.
Чтобы обеспечить бесшовное и безопасное производство, LiSEC использует вертикальную линию обработки кромок и внутренней поверхности плоских стеклянных листов: собственные продукты KSR, KSD, EPS и SplitFin! Эти DIN 1249- сертифицированные системы идеально подходят для соответствующих операций по обработке кромок.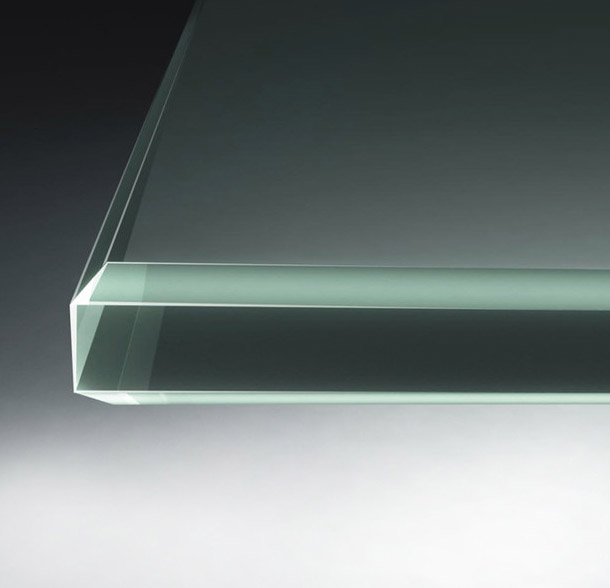 KSD-A в настоящее время является самой универсальной закаточно-шлифовальной машиной, сочетающей в себе огромную гибкость обработки со стабильным и надежным выполнением процесса, а также очень высокое качество как для форм, так и для прямоугольников.
KSD-A в настоящее время является самой универсальной закаточно-шлифовальной машиной, сочетающей в себе огромную гибкость обработки со стабильным и надежным выполнением процесса, а также очень высокое качество как для форм, так и для прямоугольников.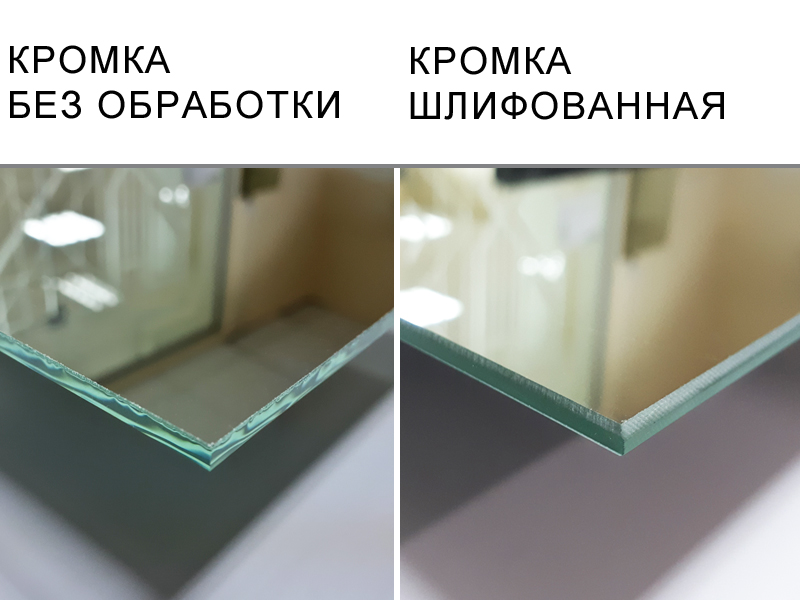 Любой процесс, необходимый для изготовления душевой перегородки или стеклянной перегородки с вырезами, возможен в кратчайшие сроки на одной системе с LiSEC SplitFin. Благодаря своей модульной структуре, SplitFin облегчает изготовление отверстий, зенкеров и шлифованных вырезов и имеет десять позиций смены инструмента на передней и задней сторонах соответственно.
Любой процесс, необходимый для изготовления душевой перегородки или стеклянной перегородки с вырезами, возможен в кратчайшие сроки на одной системе с LiSEC SplitFin. Благодаря своей модульной структуре, SplitFin облегчает изготовление отверстий, зенкеров и шлифованных вырезов и имеет десять позиций смены инструмента на передней и задней сторонах соответственно.


 Более дорогие модели прошли через закалку и несколько этапов заточки, благодаря чему инструмент не стирается. Данную функцию специалисты прозвали «самозаточкой».
Более дорогие модели прошли через закалку и несколько этапов заточки, благодаря чему инструмент не стирается. Данную функцию специалисты прозвали «самозаточкой». Наиболее распространенный вид сверл. Их конструктивная особенность заключается в наличии желоба в виде штопора. Спиральные сверла подходят для сверления отверстий на плоских поверхностях.
Наиболее распространенный вид сверл. Их конструктивная особенность заключается в наличии желоба в виде штопора. Спиральные сверла подходят для сверления отверстий на плоских поверхностях. Они обычно используются в перфораторах для шлифования кирпичной кладки при прорезании ее. Такие сверла лучше всего делают отверстия в каменных основаниях.
Они обычно используются в перфораторах для шлифования кирпичной кладки при прорезании ее. Такие сверла лучше всего делают отверстия в каменных основаниях. Используются для максимально точных отверстий;
Используются для максимально точных отверстий;
 В перфораторах она выходит на первый план. Долбление сопровождается высокой скоростью. Также перфоратор и буры предназначены для более прочных материалов, поэтому способны решить задачи, с которыми не справится сверло. В этом их основное отличие.
В перфораторах она выходит на первый план. Долбление сопровождается высокой скоростью. Также перфоратор и буры предназначены для более прочных материалов, поэтому способны решить задачи, с которыми не справится сверло. В этом их основное отличие.

 Она пишет и проверяет факты для TripSavvy, а также проверяет факты для The Spruce.
Она пишет и проверяет факты для TripSavvy, а также проверяет факты для The Spruce.
 Чрезмерное накопление тепла может привести к поломке сверла.
Чрезмерное накопление тепла может привести к поломке сверла. Слегка постучите молотком по кернеру или набору гвоздей, чтобы создать крошечную вмятину на бетоне.
Слегка постучите молотком по кернеру или набору гвоздей, чтобы создать крошечную вмятину на бетоне.




 Такая техника способна обрабатывать участки площадью до 7000 м².
Такая техника способна обрабатывать участки площадью до 7000 м².
 Это делает садовое оборудование экологичным. Модели с электрическим двигателем — одни из самых доступных на рынке, если говорить о стоимости и разнообразии ассортимента в данном сегменте. Оборудование подходит для хранения в гараже или доме т.к. не будет обладать резким запахом бензина.
Это делает садовое оборудование экологичным. Модели с электрическим двигателем — одни из самых доступных на рынке, если говорить о стоимости и разнообразии ассортимента в данном сегменте. Оборудование подходит для хранения в гараже или доме т.к. не будет обладать резким запахом бензина.

 Такие аппараты обычно сами выстраивают маршрут и способны выполнять поставленную задачу в автономном режиме. Для подзарядки предусмотрены специальные станции, а управление и настройка осуществляются дистанционно. Главным минусом такого вида техники является высокая цена. Однако, взамен вы получаете максимальный комфорт при уходе за участком.
Такие аппараты обычно сами выстраивают маршрут и способны выполнять поставленную задачу в автономном режиме. Для подзарядки предусмотрены специальные станции, а управление и настройка осуществляются дистанционно. Главным минусом такого вида техники является высокая цена. Однако, взамен вы получаете максимальный комфорт при уходе за участком.
 На большой территории это приведет к быстрому возникновению усталости. Преимущество несамоходных моделей заключается в цене т.к данный тип намного дешевле самоходных косилок. Помимо этого, такой техникой проще объезжать препятствия и совершать развороты.
На большой территории это приведет к быстрому возникновению усталости. Преимущество несамоходных моделей заключается в цене т.к данный тип намного дешевле самоходных косилок. Помимо этого, такой техникой проще объезжать препятствия и совершать развороты.
 Кустарники причудливой формы и цветы не будут выигрышно смотреться на заросшем участке с травой разной длины.
Кустарники причудливой формы и цветы не будут выигрышно смотреться на заросшем участке с травой разной длины.
 Например, если у вас огромная территория, а газонокосилка захватывает за один раз небольшое пространство, то вам придется намного дольше скашивать траву.
Например, если у вас огромная территория, а газонокосилка захватывает за один раз небольшое пространство, то вам придется намного дольше скашивать траву.
 Вентиляция способствует уплотнению травы. Емкости, изготовленные из стали, наиболее долговечные, однако часто подвергаются коррозии. Тканевый материал наиболее легкий и складывается для более компактного хранения.
Вентиляция способствует уплотнению травы. Емкости, изготовленные из стали, наиболее долговечные, однако часто подвергаются коррозии. Тканевый материал наиболее легкий и складывается для более компактного хранения.


 Барабанный тип подходит для частого ухода за газоном.
Барабанный тип подходит для частого ухода за газоном.

 Косилки с другим типом двигателя покупали люди состоятельные — владельцы больших газонов. Теперь все изменилось, легкая электрическая газонокосилка дешевле ручной газонокосилки.
Косилки с другим типом двигателя покупали люди состоятельные — владельцы больших газонов. Теперь все изменилось, легкая электрическая газонокосилка дешевле ручной газонокосилки. Высоту лезвия нужно тщательно регулировать. Косилки имеющие более трех лезвий, плохо справляются с высокой травой. Цилиндрическая косилка не срезает жесткие стебли.
Высоту лезвия нужно тщательно регулировать. Косилки имеющие более трех лезвий, плохо справляются с высокой травой. Цилиндрическая косилка не срезает жесткие стебли. Траву срезает нож, вращающийся с большой скоростью в горизонтальной плоскости. Вентилятор, закрепленный в защитном кожухе создает воздушную подушку, которая приподнимает газонокосилку над поверхностью газона.
Траву срезает нож, вращающийся с большой скоростью в горизонтальной плоскости. Вентилятор, закрепленный в защитном кожухе создает воздушную подушку, которая приподнимает газонокосилку над поверхностью газона. Выбирайте газонокосилку с подшипниками. Такие модели долговечные и устойчивые к ударам. Газонокосилки с задними большими колесами отличаются легким управлением и, к тому же, меньше наносят повреждений газону. Именно такие модели возглавляют рейтинг газонокосилок.
Выбирайте газонокосилку с подшипниками. Такие модели долговечные и устойчивые к ударам. Газонокосилки с задними большими колесами отличаются легким управлением и, к тому же, меньше наносят повреждений газону. Именно такие модели возглавляют рейтинг газонокосилок.
 Есть также много различных типов на выбор, но большинство из них можно разделить на три категории. Это:
Есть также много различных типов на выбор, но большинство из них можно разделить на три категории. Это:
 Они могут поворачиваться, совершать крутые повороты и обеспечивают превосходную производительность резки. Косилки с нулевым поворотом могут подходить к препятствиям намного ближе, чем другие косилки с сиденьем, поскольку они могут плотно косить края ландшафта, что приведет к лучшему результату на большинстве газонов. Их управляемость обеспечивает более эффективное кошение, особенно на газонах неправильной формы. Как правило, они предлагают самое легкое скашивание из всех газонокосилок и способны срезать больше травы за кратчайший промежуток времени.
Они могут поворачиваться, совершать крутые повороты и обеспечивают превосходную производительность резки. Косилки с нулевым поворотом могут подходить к препятствиям намного ближе, чем другие косилки с сиденьем, поскольку они могут плотно косить края ландшафта, что приведет к лучшему результату на большинстве газонов. Их управляемость обеспечивает более эффективное кошение, особенно на газонах неправильной формы. Как правило, они предлагают самое легкое скашивание из всех газонокосилок и способны срезать больше травы за кратчайший промежуток времени. Эти косилки, как следует из названия, удерживают двигатель в задней части машины, под сиденьем водителя, а дека находится под местом водителя. Обычно они управляются с помощью ручного рычага переключения передач, который приводит в действие бесступенчатую трансмиссию, и имеют одноцилиндровые двигатели объемом от 344 до 38 куб.0003
Эти косилки, как следует из названия, удерживают двигатель в задней части машины, под сиденьем водителя, а дека находится под местом водителя. Обычно они управляются с помощью ручного рычага переключения передач, который приводит в действие бесступенчатую трансмиссию, и имеют одноцилиндровые двигатели объемом от 344 до 38 куб.0003 ) Газонокосилки с шаговым двигателем предлагают самое большое разнообразие и универсальность, когда речь идет о газонокосилках. Они могут сильно различаться по цене, качеству и предлагать множество различных функций. Большинство газонокосилок можно разделить на следующие категории.
) Газонокосилки с шаговым двигателем предлагают самое большое разнообразие и универсальность, когда речь идет о газонокосилках. Они могут сильно различаться по цене, качеству и предлагать множество различных функций. Большинство газонокосилок можно разделить на следующие категории. Они также с трудом подстригают высокую траву, поэтому, если вы выберете цилиндрическую косилку, вам нужно будет следить за скашиванием и регулярно косить траву, так как косилка не будет хорошо работать с заросшей травой.
Они также с трудом подстригают высокую траву, поэтому, если вы выберете цилиндрическую косилку, вам нужно будет следить за скашиванием и регулярно косить траву, так как косилка не будет хорошо работать с заросшей травой. При этом эти косилки могут быть доступными и эффективными в сочетании с правильным типом газона и чрезвычайно популярны среди тех садоводов, которые гордятся аккуратной и короткой стрижкой газона. Они также часто оснащены роликом сзади, предлагая пользователю инструмент «два в одном». Коробка для травы на цилиндрической косилке обычно находится спереди.
При этом эти косилки могут быть доступными и эффективными в сочетании с правильным типом газона и чрезвычайно популярны среди тех садоводов, которые гордятся аккуратной и короткой стрижкой газона. Они также часто оснащены роликом сзади, предлагая пользователю инструмент «два в одном». Коробка для травы на цилиндрической косилке обычно находится спереди. Однако разница в стрижке, вероятно, не будет столь заметна для большинства людей, особенно на среднем газоне с его уклонами, неровностями, вариациями цвета и толщины. Однако на более ухоженном газоне можно увидеть разницу между двумя стрижками, а цилиндрическая косилка предлагает более качественную стрижку из двух.
Однако разница в стрижке, вероятно, не будет столь заметна для большинства людей, особенно на среднем газоне с его уклонами, неровностями, вариациями цвета и толщины. Однако на более ухоженном газоне можно увидеть разницу между двумя стрижками, а цилиндрическая косилка предлагает более качественную стрижку из двух. Следует отметить, что толкающие косилки лучше всего подходят для ровных газонов, потому что необходимость толкать их вверх по холму может быть очень трудоемкой, как и погоня за ними вниз по склону! Они лучше всего подходят для небольших дворов из-за их напряженного характера и, вероятно, являются самым простым типом газонокосилок, которые вы можете получить. Для тех, кто беспокоится о воздействии стрижки газона на окружающую среду, напорные косилки являются лучшим вариантом, поскольку они не производят вредных выбросов. Они также не создают шумового загрязнения, как газонокосилки с электроприводом.
Следует отметить, что толкающие косилки лучше всего подходят для ровных газонов, потому что необходимость толкать их вверх по холму может быть очень трудоемкой, как и погоня за ними вниз по склону! Они лучше всего подходят для небольших дворов из-за их напряженного характера и, вероятно, являются самым простым типом газонокосилок, которые вы можете получить. Для тех, кто беспокоится о воздействии стрижки газона на окружающую среду, напорные косилки являются лучшим вариантом, поскольку они не производят вредных выбросов. Они также не создают шумового загрязнения, как газонокосилки с электроприводом. Эти косилки, как правило, обеспечивают более равномерную стрижку газона по сравнению с косилками, поскольку они могут поддерживать постоянную скорость. Самоходные газонокосилки более технически технически совершенны, чем самоходные косилки, поэтому они требуют большего обслуживания и их сложнее исправить, если что-то пойдет не так. Эти косилки, как правило, дороже, чем косилки с толкателем, но многие люди считают, что дополнительные расходы того стоят, чтобы избежать необходимости вручную приводить в движение косилку.
Эти косилки, как правило, обеспечивают более равномерную стрижку газона по сравнению с косилками, поскольку они могут поддерживать постоянную скорость. Самоходные газонокосилки более технически технически совершенны, чем самоходные косилки, поэтому они требуют большего обслуживания и их сложнее исправить, если что-то пойдет не так. Эти косилки, как правило, дороже, чем косилки с толкателем, но многие люди считают, что дополнительные расходы того стоят, чтобы избежать необходимости вручную приводить в движение косилку. Парящие косилки, как правило, довольно недороги, что является еще одним фактором, который делает их довольно популярными. Хотя у этих типов косилок есть свои преимущества, у них также есть недостатки. Основная проблема парящих газонокосилок заключается в том, что им не хватает мощности, что представляет проблему для тех, у кого газон большего размера. Чаще всего они электрические и лучше всего подходят для небольших газонов.
Парящие косилки, как правило, довольно недороги, что является еще одним фактором, который делает их довольно популярными. Хотя у этих типов косилок есть свои преимущества, у них также есть недостатки. Основная проблема парящих газонокосилок заключается в том, что им не хватает мощности, что представляет проблему для тех, у кого газон большего размера. Чаще всего они электрические и лучше всего подходят для небольших газонов. Эти косилки самые тихие, самые экологичные и самые недорогие. Они также являются самыми сложными в использовании, требуя большого количества силы и энергии для работы. Они лучше всего подходят для небольших газонов.
Эти косилки самые тихие, самые экологичные и самые недорогие. Они также являются самыми сложными в использовании, требуя большого количества силы и энергии для работы. Они лучше всего подходят для небольших газонов. Они также очень доступны по цене, обычно от 100 до 250 долларов.
Они также очень доступны по цене, обычно от 100 до 250 долларов. Они более мощные, чем электрические косилки, и быстрее косят траву, что приводит к сокращению времени скашивания. Их мощность означает, что они подходят для легкого кошения даже плотной, толстой или высокой травы. Бензиновые газонокосилки просты в управлении и достаточно хорошо маневрируют вокруг препятствий. С точки зрения использования, одно из самых больших отличий, которое вы заметите при работе с газонокосилкой, заключается в том, что она намного тяжелее и больше по размеру.
Они более мощные, чем электрические косилки, и быстрее косят траву, что приводит к сокращению времени скашивания. Их мощность означает, что они подходят для легкого кошения даже плотной, толстой или высокой травы. Бензиновые газонокосилки просты в управлении и достаточно хорошо маневрируют вокруг препятствий. С точки зрения использования, одно из самых больших отличий, которое вы заметите при работе с газонокосилкой, заключается в том, что она намного тяжелее и больше по размеру. Эти косилки дают пользователю все преимущества электрических косилок без ограничения длины кабеля. Поскольку эти косилки не привязаны к источнику питания, они хорошо подходят для садов любого размера. Они, как правило, немного тяжелее, чем электрические косилки, но намного легче, чем газонокосилки. Эти косилки предлагают превосходное удобство, но за это приходится платить. Они дороже электрических косилок и обычно стоят более 500 долларов за модель хорошего качества.
Эти косилки дают пользователю все преимущества электрических косилок без ограничения длины кабеля. Поскольку эти косилки не привязаны к источнику питания, они хорошо подходят для садов любого размера. Они, как правило, немного тяжелее, чем электрические косилки, но намного легче, чем газонокосилки. Эти косилки предлагают превосходное удобство, но за это приходится платить. Они дороже электрических косилок и обычно стоят более 500 долларов за модель хорошего качества.
 Основными преимуществами полноприводного движителя являются его скорость и мощность, хотя ему не хватает маневренности переднеприводных косилок.
Основными преимуществами полноприводного движителя являются его скорость и мощность, хотя ему не хватает маневренности переднеприводных косилок.
 Что-нибудь больше, чем два акра , и вам понадобится коммерческая косилка с нулевым поворотом.
Что-нибудь больше, чем два акра , и вам понадобится коммерческая косилка с нулевым поворотом. Внимательно посмотрите на этикетку продукта и поговорите с торговым персоналом, чтобы лучше понять, полезны ли вам эти функции.
Внимательно посмотрите на этикетку продукта и поговорите с торговым персоналом, чтобы лучше понять, полезны ли вам эти функции. Это позволяет вам нажимать на ручку, уменьшая тягу передних колес и поворачиваясь в повороты и из них.
Это позволяет вам нажимать на ручку, уменьшая тягу передних колес и поворачиваясь в повороты и из них. Косилки могут мульчировать скошенную траву (многократно срезать и повторно срезать), выбрасывать ее сбоку или сзади или упаковывать в пакеты.
Косилки могут мульчировать скошенную траву (многократно срезать и повторно срезать), выбрасывать ее сбоку или сзади или упаковывать в пакеты. Один рычаг является наиболее удобным, но он поставляется с большим количеством рычажных механизмов, которые увеличивают вес и которые необходимо смазывать, если вы хотите, чтобы они работали хорошо. Два рычага — хороший компромисс между одним и четырьмя рычагами. Да, у этих косилок немного больше рычагов, чем у косилки с четырьмя рычагами, но легче установить правильную высоту. Четыре рычага — стандартная, проверенная временем конструкция.
Один рычаг является наиболее удобным, но он поставляется с большим количеством рычажных механизмов, которые увеличивают вес и которые необходимо смазывать, если вы хотите, чтобы они работали хорошо. Два рычага — хороший компромисс между одним и четырьмя рычагами. Да, у этих косилок немного больше рычагов, чем у косилки с четырьмя рычагами, но легче установить правильную высоту. Четыре рычага — стандартная, проверенная временем конструкция.
 Более крупный двигатель также помогает более эффективно управлять самоходными косилками в гору.
Более крупный двигатель также помогает более эффективно управлять самоходными косилками в гору. Он позволяет полностью отпустить рукоятку управления оператором, не останавливая двигатель. Таким образом, вы можете приостановить кошение, убрать любое препятствие с пути и продолжить кошение без перезапуска двигателя.
Он позволяет полностью отпустить рукоятку управления оператором, не останавливая двигатель. Таким образом, вы можете приостановить кошение, убрать любое препятствие с пути и продолжить кошение без перезапуска двигателя.


 Давайте разберем их по одному:
Давайте разберем их по одному:

 Их конструкция обеспечивает скорость и рулевое управление с помощью двойной гидростатической трансмиссии на задних колесах, каждая из которых управляется поворотной балкой перед сиденьем.
Их конструкция обеспечивает скорость и рулевое управление с помощью двойной гидростатической трансмиссии на задних колесах, каждая из которых управляется поворотной балкой перед сиденьем.



 Максимальный размер заполнителя 10 мм. Толщина заливки от 40 до 100 мм.
Максимальный размер заполнителя 10 мм. Толщина заливки от 40 до 100 мм.
 Толщина заливки от 20 до 60 мм.
Толщина заливки от 20 до 60 мм.
 Толщина нанесения от 50 до 300 …
Толщина нанесения от 50 до 300 …
 Предоставленные покрытия предназначены только для целей оценки. Фактическое покрытие рабочей площадки может варьироваться в зависимости от таких факторов, как условия работы и методы нанесения. MAPEI рекомендует добавить от 5 % до 10 % излишка, чтобы обеспечить охват всего проекта.
Предоставленные покрытия предназначены только для целей оценки. Фактическое покрытие рабочей площадки может варьироваться в зависимости от таких факторов, как условия работы и методы нанесения. MAPEI рекомендует добавить от 5 % до 10 % излишка, чтобы обеспечить охват всего проекта. В сотрудничестве с владельцами и реставраторами исторических памятников MAPEI разработала новый продукт Elastocolor Texture…
В сотрудничестве с владельцами и реставраторами исторических памятников MAPEI разработала новый продукт Elastocolor Texture…





 Но что это? Узнайте, почему шлифовка…
Но что это? Узнайте, почему шлифовка…



 Первый слой прилипает к платформе. Затем засветка выключается, платформа приподнимается на высоту следующего слоя, на дисплей выводится изображение этого слоя и включается засветка. Второй слой отверждается, свариваясь с предыдущим слоем. И так повторяется раз за разом, пока не будет напечатана вся модель.
Первый слой прилипает к платформе. Затем засветка выключается, платформа приподнимается на высоту следующего слоя, на дисплей выводится изображение этого слоя и включается засветка. Второй слой отверждается, свариваясь с предыдущим слоем. И так повторяется раз за разом, пока не будет напечатана вся модель. Есть отдельные заметки, но в них нет никакой целостности и завершенности. Поэтому я и решил опубликовать этот пост — может быть он кому-то поможет пройти весь путь быстрее, чем мне, и с меньшим количеством граблей 🙂
Есть отдельные заметки, но в них нет никакой целостности и завершенности. Поэтому я и решил опубликовать этот пост — может быть он кому-то поможет пройти весь путь быстрее, чем мне, и с меньшим количеством граблей 🙂
 Если практически все CAD умеют выводить в общепринятые форматы — герберы, DXF, печать в PDF, то производители 3D-принтеров пока что категорически отказываются принимать какой-то стандарт файлов. Каждый извращается как может. Ситуацию во многом спасает то, что многие производители используют в своих принтерах материнские платы одной китайской компании — Chitu Systems. Благодаря этому многие принтеры на таких платах способны понимать один из базовых форматов, разработанных этой же компанией. И даже зачастую если файл имеет какое-то уникальное расширение, то на поверку он имеет тот же базовый формат, просто с другим расширением. Но может и отличаться какими-то деталями.
Если практически все CAD умеют выводить в общепринятые форматы — герберы, DXF, печать в PDF, то производители 3D-принтеров пока что категорически отказываются принимать какой-то стандарт файлов. Каждый извращается как может. Ситуацию во многом спасает то, что многие производители используют в своих принтерах материнские платы одной китайской компании — Chitu Systems. Благодаря этому многие принтеры на таких платах способны понимать один из базовых форматов, разработанных этой же компанией. И даже зачастую если файл имеет какое-то уникальное расширение, то на поверку он имеет тот же базовый формат, просто с другим расширением. Но может и отличаться какими-то деталями. photon
photon online/ и загружаем в нее герберы. Это, кстати, утилита от российского разработчика, который обитает тут.
online/ и загружаем в нее герберы. Это, кстати, утилита от российского разработчика, который обитает тут. Изображение можно двигать, выравнивать. Когда все устраивает, нажимаем сначала «Render», и когда находящаяся с ней рядом кнопка «Download result» станет активной — жмем и ее. И сохраняем предложенный файл .photon в удобное место на компе 🙂
Изображение можно двигать, выравнивать. Когда все устраивает, нажимаем сначала «Render», и когда находящаяся с ней рядом кнопка «Download result» станет активной — жмем и ее. И сохраняем предложенный файл .photon в удобное место на компе 🙂
 Перед тем как вернуться в экран герберов, удаляем рендер слоя с рамкой, у нас опять должна остаться пустая рамка. И теперь возвращаемся к герберам, скрываем первый слой и отображаем второй, смотрим необходимость зеркалить, жмем «Render layout» и снова переходим в этот экран. Точно так же совмещаем рамку слоя с пустой рамкой (которую нельзя сдвигать!), дальше «Render» и «Download».
Перед тем как вернуться в экран герберов, удаляем рендер слоя с рамкой, у нас опять должна остаться пустая рамка. И теперь возвращаемся к герберам, скрываем первый слой и отображаем второй, смотрим необходимость зеркалить, жмем «Render layout» и снова переходим в этот экран. Точно так же совмещаем рамку слоя с пустой рамкой (которую нельзя сдвигать!), дальше «Render» и «Download». к. инструментариев и конкретных путей его реализации довольно много и каждый может выбрать их по своим предпочтениям.
к. инструментариев и конкретных путей его реализации довольно много и каждый может выбрать их по своим предпочтениям. .. Требования к разрешению картинки те же. К примеру, в Фотошопе можно при импорте PDF сразу указать с каким разрешением преобразовать в изображение. К примеру, для распространенных дисплеев разрешением 2560х1440 и диагональю 5.5″ разрешение составляет примерно 537.566 PPI (размер пикселя — 0.04725 мм).
.. Требования к разрешению картинки те же. К примеру, в Фотошопе можно при импорте PDF сразу указать с каким разрешением преобразовать в изображение. К примеру, для распространенных дисплеев разрешением 2560х1440 и диагональю 5.5″ разрешение составляет примерно 537.566 PPI (размер пикселя — 0.04725 мм).
 С фоторезистом Ordyl результаты получаются гораздо более стабильные и точные, он проще проявляется и гораздо крепче держится на фольге. И он может простить те ошибки, которые будут критичными для ПФ-ВЩ. И что немаловажно — продается в куче мест довольно недорого.
С фоторезистом Ordyl результаты получаются гораздо более стабильные и точные, он проще проявляется и гораздо крепче держится на фольге. И он может простить те ошибки, которые будут критичными для ПФ-ВЩ. И что немаловажно — продается в куче мест довольно недорого. Очень тщательно, не спеша трем каждый квадратный миллиметр фольги, не трогая ее пальцами. Вообще, фольгу после начала чистки трогать пальцами категорически не советую, на ней не должно быть ни малейшего даже самого слабого жирного пятнышка. После чистки тщательно промыть в проточной воде, стряхнуть излишки воды и дать ей высохнуть. Промакать или протирать чем-либо не советую, т.к. можно нанести жировые загрязнения, даже с новой салфетки.
Очень тщательно, не спеша трем каждый квадратный миллиметр фольги, не трогая ее пальцами. Вообще, фольгу после начала чистки трогать пальцами категорически не советую, на ней не должно быть ни малейшего даже самого слабого жирного пятнышка. После чистки тщательно промыть в проточной воде, стряхнуть излишки воды и дать ей высохнуть. Промакать или протирать чем-либо не советую, т.к. можно нанести жировые загрязнения, даже с новой салфетки.
 На этом подготовка принтера заканчивается 🙂
На этом подготовка принтера заканчивается 🙂 Для этого запускаем файл со слоем, планируемым к засветке, и сравниваем рисунок слоя на дисплее и ориентацию платы рядом с принтером.
Для этого запускаем файл со слоем, планируемым к засветке, и сравниваем рисунок слоя на дисплее и ориентацию платы рядом с принтером.
 К сожалению, на фото это плохо передалось, глазами видно лучше.
К сожалению, на фото это плохо передалось, глазами видно лучше. А раствор кальцинированной соды заметно «беднеет» в процессе проявки. Разве что едкий натр можно использовать многоразово, но стоит ли это того, чтобы хранить еще одну бутылку…
А раствор кальцинированной соды заметно «беднеет» в процессе проявки. Разве что едкий натр можно использовать многоразово, но стоит ли это того, чтобы хранить еще одну бутылку…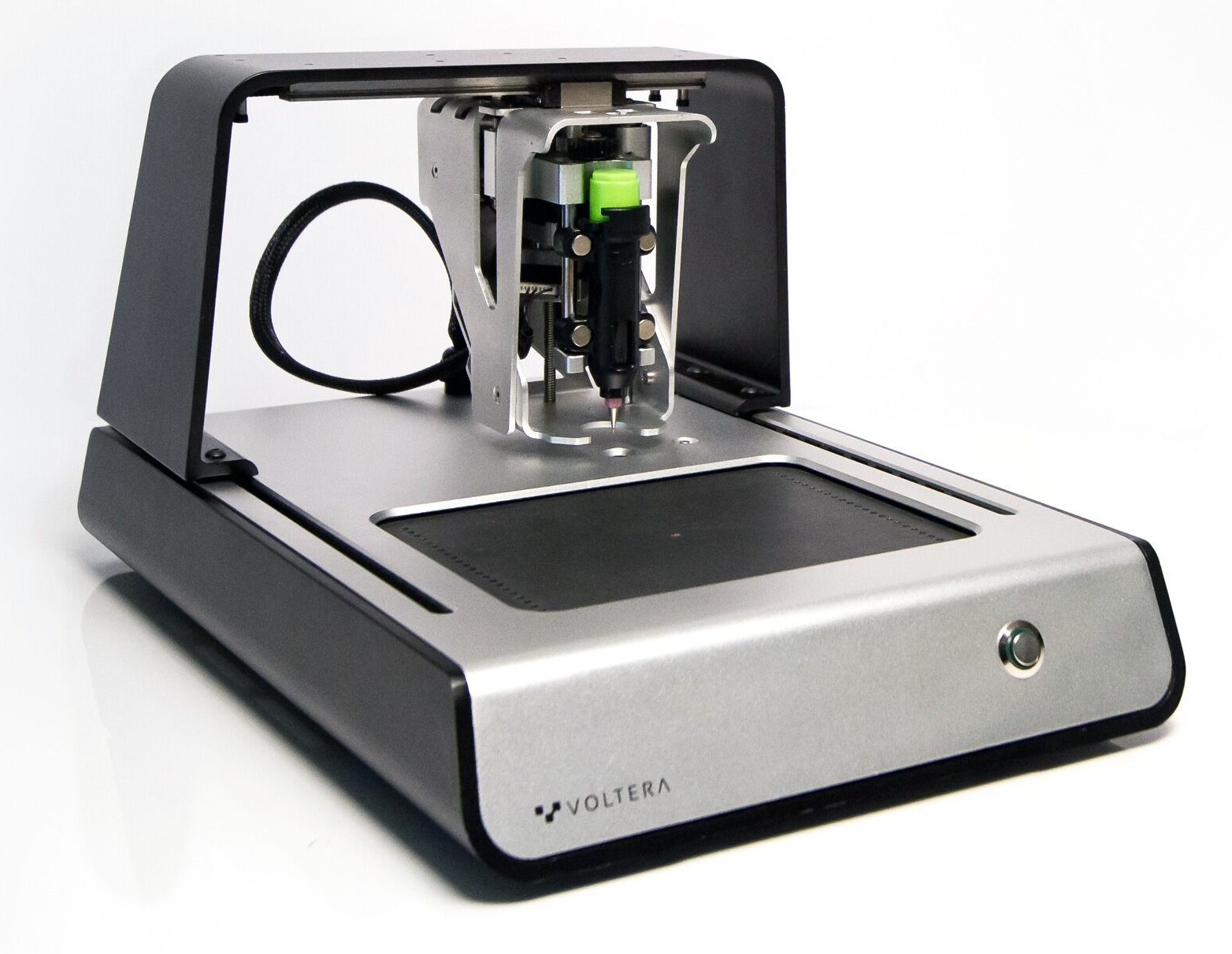 Минуты две проходило прежде чем появлялись хоть какие-то признаки того, что проявка началась. Кроме того, если Ordyl именно растворяется, то ПФ-ВЩ сначала набухал как желатин и обесцвечивался, и только потом начинал медленно растворяться.
Минуты две проходило прежде чем появлялись хоть какие-то признаки того, что проявка началась. Кроме того, если Ordyl именно растворяется, то ПФ-ВЩ сначала набухал как желатин и обесцвечивался, и только потом начинал медленно растворяться. Это мой первый опыт с таким раствором. Раньше я травил перхлоратом аммония, а совсем раньше — классическим хлорным железом. Честно говоря, не могу определенно выразить свои ощущения от этого раствора. С одной стороны, он травит довольно быстро, прозрачный, не пачкается, сравнительно безопасен. С другой стороны, мне показалось, что он довольно сильно подтравливает… Но может быть просто показалось, я изготовлением плат не занимался уже лет 10 и забыл как оно все работало когда деревья были большими 🙂
Это мой первый опыт с таким раствором. Раньше я травил перхлоратом аммония, а совсем раньше — классическим хлорным железом. Честно говоря, не могу определенно выразить свои ощущения от этого раствора. С одной стороны, он травит довольно быстро, прозрачный, не пачкается, сравнительно безопасен. С другой стороны, мне показалось, что он довольно сильно подтравливает… Но может быть просто показалось, я изготовлением плат не занимался уже лет 10 и забыл как оно все работало когда деревья были большими 🙂 .. Плата готова!
.. Плата готова!
 А копию, таким образом, уже переносить на медь текстолита. Стоит быть очень осторожным при этом способе и лучше предусмотреть несколько копий. Нужно дольше прогревать бумагу утюгом, а отмачивать в теплой воде необходимо на протяжении получаса. При этом даже лучше будет, если вода будет проточная. Бумагу снимать либо мягкой зубной щеткой, либо легкими нажатиями пальца.
А копию, таким образом, уже переносить на медь текстолита. Стоит быть очень осторожным при этом способе и лучше предусмотреть несколько копий. Нужно дольше прогревать бумагу утюгом, а отмачивать в теплой воде необходимо на протяжении получаса. При этом даже лучше будет, если вода будет проточная. Бумагу снимать либо мягкой зубной щеткой, либо легкими нажатиями пальца.

 Распечатайте и соберите функциональные печатные платы за час. Раннее выявление ошибок проектирования и сокращение времени выхода на рынок.
Распечатайте и соберите функциональные печатные платы за час. Раннее выявление ошибок проектирования и сокращение времени выхода на рынок.
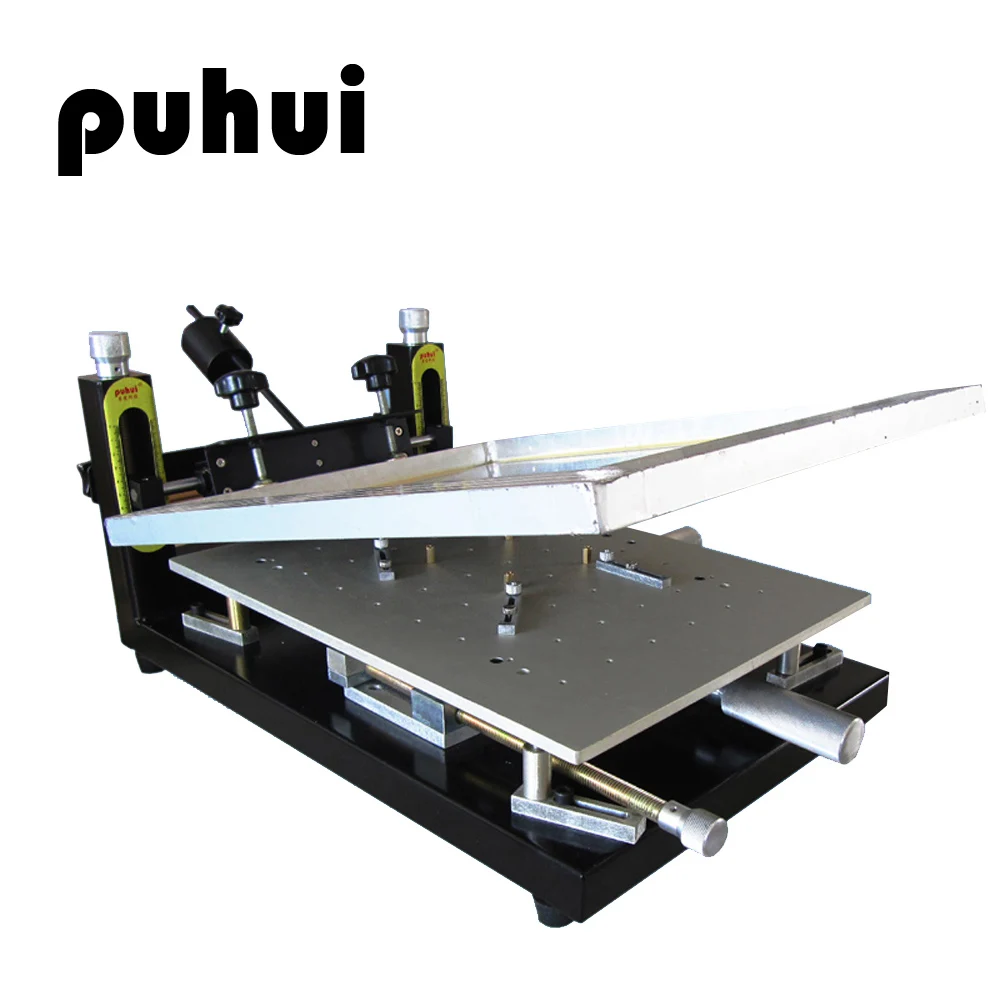
 Вся область печати нагревается для отверждения проводящих красок и оплавления компонентов припоя.
Вся область печати нагревается для отверждения проводящих красок и оплавления компонентов припоя.
 Шулиха Западного университета
Шулиха Западного университета Эта зависимость часто приводит к неконтролируемым и неожиданным задержкам. Только представьте, если бы вам пришлось ждать несколько дней или недель, чтобы получить собранную печатную плату, только для того, чтобы обнаружить одну маленькую ошибку. Затем, зная, что после исправления ошибки вам снова придется ждать дни или недели. Именно здесь настольные принтеры для печатных плат стремятся прийти на помощь.
Эта зависимость часто приводит к неконтролируемым и неожиданным задержкам. Только представьте, если бы вам пришлось ждать несколько дней или недель, чтобы получить собранную печатную плату, только для того, чтобы обнаружить одну маленькую ошибку. Затем, зная, что после исправления ошибки вам снова придется ждать дни или недели. Именно здесь настольные принтеры для печатных плат стремятся прийти на помощь. Имейте в виду, однако, что качество плат больше ориентировано на прототипирование.
Имейте в виду, однако, что качество плат больше ориентировано на прототипирование. Максимальный размер сборки 200 х 200 х 3 мм. Он может производить многослойные печатные платы общей толщиной до 3 мм. Принтер поддерживает множество различных проводящих и диэлектрических чернил.
Максимальный размер сборки 200 х 200 х 3 мм. Он может производить многослойные печатные платы общей толщиной до 3 мм. Принтер поддерживает множество различных проводящих и диэлектрических чернил.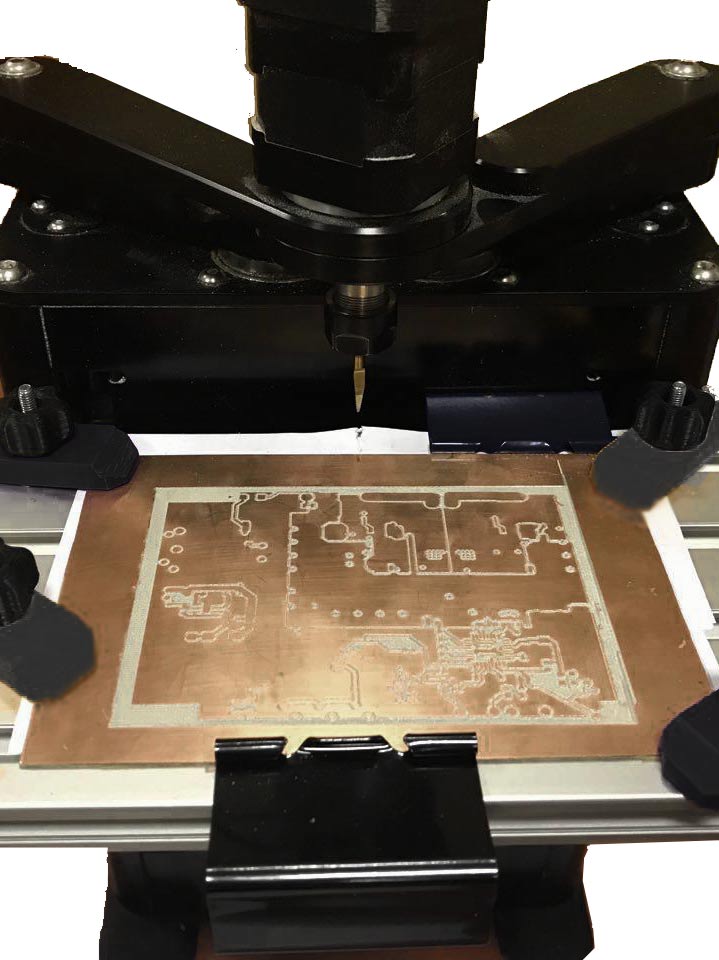 Минимальный размер элемента может быть 0,254 мм, но рекомендуется 0,508. У него три головки: одна для печати, другая для склеивания или нанесения паяльной пасты, а третья для захвата и установки. Он может собираться со скоростью 4 детали в минуту, при наименьшем размере упаковки 15,4 мм. Автоматическое размещение сквозных компонентов может стать доступным позже.
Минимальный размер элемента может быть 0,254 мм, но рекомендуется 0,508. У него три головки: одна для печати, другая для склеивания или нанесения паяльной пасты, а третья для захвата и установки. Он может собираться со скоростью 4 детали в минуту, при наименьшем размере упаковки 15,4 мм. Автоматическое размещение сквозных компонентов может стать доступным позже.