Шпиндель вращения: Управление вращением шпинделя – М03, М04, М05
Содержание
Шпиндель фрезерного станка с ЧПУ
Оглавление:
— деление по оси вращения
— по скорости вращения
— по способу смены инструмента
— по типу привода
— по дополнительному оснащению: с возможностью подачи СОЖ через инструмент или без
В данной статье будет рассмотрен вопрос применения стандартизированных решений, без расчета и конструкторского обоснования применения узлов.
Шпиндель фрезерного станка необходим для прочной фиксации оправки с режущим инструментом. Осуществляет передачу крутящего момента от электродвигателя к оправке с режущими пластинками, с заданной скоростью. Различаются между собой по основным техническим характеристикам, которые определяют режим эксплуатации, виды работ и тип материалов, с которыми сможет работать станок. Устройство шпинделя фрезерного станка обеспечивает его устойчивость к высоким осевым и радиальным нагрузкам, хороший запас прочности и долговечность работы при правильной эксплуатации.
Условное деление по исполнению (направлению оси вращения)
-
вертикального исполнения/использования; -
горизонтального исполнения/использования; -
универсального исполнения/использования.
Отличаются системой передачи вращающего момента, и применением различных вспомогательных приспособлений.
По скорости вращения:
-
низкоскоростные (до 2500 об/мин). часто применяются для передачи высокого крутящего момента от двигателя через коробку скоростей или редуктор. -
Среднескоростные с ременным приводом — до 12 000 об/мин. Шпиндель получает вращение от электродвигателя шпинделя. Редукция обычно составляет 1:1, что позволяет осуществлять жесткое нарезание резьбы. Мотор смещен от оси шпинделя и разжим/зажим осуществляется традиционным способом.
Мотор смещен от оси шпинделя и разжим/зажим осуществляется традиционным способом. -
высокоскоростные (12000~18000) об/мин, прямая передача момента от электродвигателя или применение электрошпинделя. Повышенные требования к качеству оправок и инструмента. Шпиндель получает вращение от электродвигателя шпинделя. Мотор устанавливается на оси шпинделя. Отличается большей динамичностью и меньшим уровнем шума.< -
ультравысокоскоростные 18000~70 000 об/мин. обычно выполнены в виде моторшпинделей, т.е. со встроенными обмотками и датчиками
По способу смены инструмента:
-
механизированные (штревель и устройство зажима-разжима) -
ручные (штревель, болт, цанга) — только для универсальных станков
Особенности конструкции
Шпиндель фрезерного станка — это высокотехнологичное устройство, собранное в термоконстантном помещении, с применением высокоточных и высокоскоростных подшипников. Торец шпинделя расточен и отшлифован под конус (ISO, BT, SK, HSK, Морзе и т.д.). Это необходимо для плотной посадки фрезерной оправки и точной установки фрезы. Фиксация оправки с режущим инструментом осуществляется с помощью внешнего усилия, чаще всего набором тарельчатых пружин.
Торец шпинделя расточен и отшлифован под конус (ISO, BT, SK, HSK, Морзе и т.д.). Это необходимо для плотной посадки фрезерной оправки и точной установки фрезы. Фиксация оправки с режущим инструментом осуществляется с помощью внешнего усилия, чаще всего набором тарельчатых пружин.
Шпиндель состоит из нескольких узлов — неподвижного корпуса, вращающейся части, подшипников, системы полива СОЖ, шкивов, балансировочных колец и т.д. Роль неподвижного корпуса на низкоскоростных шпинделях может выполнять шпиндельная бабка.
Также в техническом языке существует подмена понятий: шпиндель как устройство в сборе и шпиндель как вращающаяся часть шпиндельного узла.
Шпиндель вращается в опорах. Роль опор выполняют — высокоточные подшипники, диаметр и тип которых зависит от размерного ряда шпинделя. На фрезерных станках не применяются шпинделя на гидростатических подшипниках, т.к. не обеспечивается усилие резания и минимальная величина отклонения от оси вращения
Основные требования к деталям
Шпиндели для станков с ЧПУ обладать следующими качествами:
-
точностью вращения. Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;
Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные; -
статической жесткостью. Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке; -
износостойкостью. Для изготовления деталей используются сплавы с низкой склонностью к истиранию и образованию задиров; -
виброустойчивостью. Максимальные требования предъявляются к высокоскоростным устройствам с ЧПУ, которые используются для чистовой обработки.
Шпиндели классифицируются по типу привода
-
ременной. Вращение передается на вал от рядом расположенного электродвигателя. Преимущества: высокая скорость вращения, простота установки, низкая вибрация. Недостатки — ограничение вращающего момента местом под установку двигателя, ценой двигателя и устройства управления. Устройства работают практически бесшумно и применяются обычно на вертикальных обрабатывающих центрах с ЧПУ. Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха;
Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха; -
зубчатый. Передача крутящего момента происходит через коробку скоростей, расположенной внутри шпиндельной бабки. Преимущества возможность увеличения крутящего момента от электродвигателя. Несколько диапазонов вращения. Недостатки — относительно низкая скорость вращения, вызванная ограничениями кинематики (валов и шестерен). Регулировка вращения может осуществляться автоматически через ЧПУ. Шпиндели такого типа чаще всего устанавливают на универсальные фрезерные станки или обрабатывающие центра с вращающим моментом на шпинделе больше 200 Нм; -
с редуктором. Для увеличения крутящего момента на среднеразмерные фрезерные центра возможна установка ZF редуктора. Осуществляет передачу момента до 400 Нм с переключением скоростей в соотношении 1:1 или 1:4. -
прямой. Электродвигатель располагается непосредственно над шпинделем, может вращаться с высокой скоростью.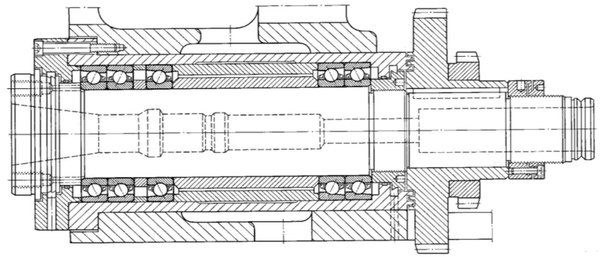 Такое устройство узла позволяет качественно и быстро выполнять чистовую обработку, когда не требуется снятия толстых слоев материала и не прилагаются большие боковые нагрузки. Скорость вращения ограничивается скоростью вращения электродвигателя;
Такое устройство узла позволяет качественно и быстро выполнять чистовую обработку, когда не требуется снятия толстых слоев материала и не прилагаются большие боковые нагрузки. Скорость вращения ограничивается скоростью вращения электродвигателя; -
электрошпинделя — совмещение в одном корпусе шпинделя и двигателя. Отличаются высокой скоростью вращения и диапазоном изменения скорости вращения.
Система охлаждения:
— без охлаждения. рекомендуемые режимы работ — до 4 000 об/мин или кратковременно (15-30 минут) выше 4000 об/мин
— с системой охлаждения протоком масла. Масло из «холодильника шпинделя» — специального устройства, обеспечивающего контроль за прокачкой и охлаждением масла, циркулирует через рубашку шпинделя и производит отвод тепла, выделяемого при вращении шпинделя.
Система подачи СОЖ:
— полив вокруг шпинделя
— подача СОЖ под давлением — через инструмент до 30 бар
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Как правильно выбрать скорость шпинделя и подачи фрезерного станка
Иногда шпиндель вязнет в материале. Попробуем дать вам несколько советов, как преодолевать подобные ситуации.
Попробуем дать вам несколько советов, как преодолевать подобные ситуации.
#1-#3: Шпиндель вращается недостаточно медленно для имеющегося материала и режущего инструмента
Данная проблема типична при использовании высокоскоростного шпинделя, например, на фрезерных станках с ЧПУ. При обработке твердых материалов или при использовании фрез большого диаметра необходимо снижать частоту вращения шпинделя. Ниже приведены три рекомендации по обеспечению оптимальной работы оборудования:
#1: Используйте фрезы, предназначенные для большой частоты вращения шпинделя и изготовленные из твердосплава вместо быстрорежущей стали.
Фреза должна иметь покрытие (см. статью «Покрытия концевых фрез»), подходящее для работы с высокой скоростью. Титаново-алюминиевый нитрид (TiAlN) и прочие подобные покрытия могут работать в условиях повышенной температуры (на самом деле, они даже лучше работают при высокой температуре), поэтому вы сможете использовать шпиндель на более высоких частотах вращения.
#2: Используйте фрезы с меньшим диаметром. Чем меньше диаметр, тем быстрее режущая кромка должна вращаться относительно обрабатываемой поверхности.
Вы ничего не теряете, поскольку фреза меньшего диаметра позволяет выполнять любые работы, просто операции занимают немного больше времени.
#3: Используйте технологию высокоскоростной обработки (HSM) с соответствующей траекторией движения инструмента при относительно небольшой ширине снимаемого материала.
Это позволяет увеличить не только скорость подачи, но и частоту вращения шпинделя. Чем меньше ширина снимаемого материала в процентном отношении к диаметру инструмента, тем большая частота вращения шпинделя является допустимой. При ширине снимаемого материала 25% от диаметра и глубине снимаемого материала 1xD, можно увеличить скорость вращения шпинделя в 1.88 раза. Проблема может возникнуть только при начале процедуры резки, поскольку при первоначальном проходе может потребоваться максимальная ширина снимаемого материала. В некоторых случаях эта проблема решается путем просверливания отверстия перед началом обработки.
В некоторых случаях эта проблема решается путем просверливания отверстия перед началом обработки.
#4-#6 Недостаточная скорость подачи
Вы разобрались с необходимой частотой вращения шпинделя, но она настолько высока, что ваше оборудование не может обеспечить соответствующую скорость подачи (для заданной точности обработки).
Что делать?
Эта проблема менее распространена, чем предыдущая, однако мы также можем дать три совета по ее решению:
#4: Уменьшите частоту вращения шпинделя.
Вы всегда можете снизить обороты шпинделя до минимально возможных значений, либо до уровня минимально допустимой мощности. Фактически, снижение частоты вращения значительно продлит жизнь режущему инструменту за счет снижения тепловыделения и скорости подачи.
#5: Уменьшите количество канавок.
Меньшее число канавок позволяет медленнее проходить через материал, поскольку каждой канавке(каждому зубу) требуется приблизительно одинаковая подача на зуб независимо от общего числа канавок. Уменьшение числа канавок может значительно улучшить качество обработки вязких материалов, поскольку значительно упрощается очистка материала от стружки. Вы можете использовать фрезу с одной канавкой, однако при этом необходимо снизить скорость подачи. Использование фрезы с одной канавкой вместо четырех фактически приведет к четырехкратному снижению скорости подачи.
Уменьшение числа канавок может значительно улучшить качество обработки вязких материалов, поскольку значительно упрощается очистка материала от стружки. Вы можете использовать фрезу с одной канавкой, однако при этом необходимо снизить скорость подачи. Использование фрезы с одной канавкой вместо четырех фактически приведет к четырехкратному снижению скорости подачи.
#6: Используйте фрезу меньшего размера.
Фрезы меньшего размера обеспечивают меньшую подачу на зуб, при этом снижается скорость подачи.
#7 Налипание стружки и поломка фрез при обработке алюминия.
Засорение концевой фрезы наростами алюминия
Это своего рода хитрость, поскольку она не связана с проблемой скорости подачи и частоты вращения. Алюминий имеет тенденцию налипать на кромку режущего инструмента. Когда это происходит, кромка перестает работать, наросты образуются и достаточно быстро, и инструмент полностью перестает функционировать.
Проблема почти всегда связана с недостатком смазки.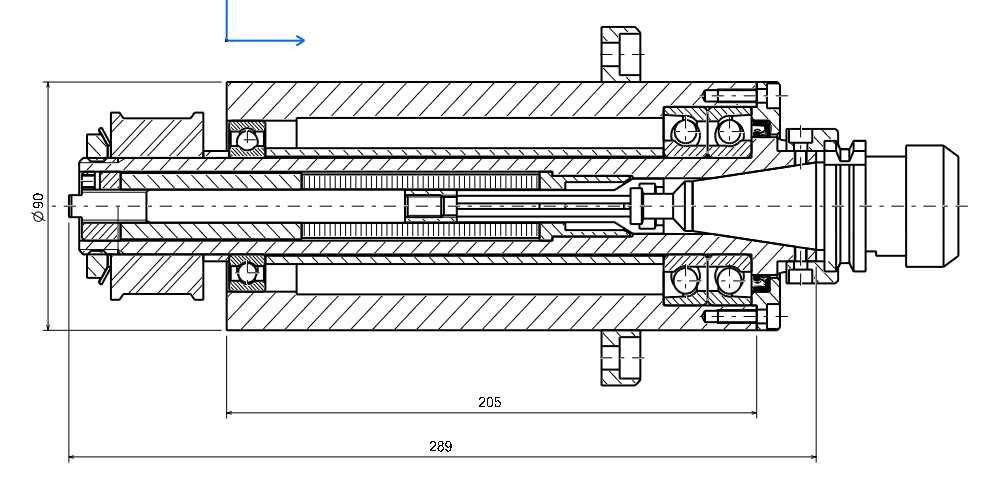 Даже небольшое количество WD-40 может улучшить ситуацию, а использование правильно подобранной СОЖ, подаваемой поливом или распылением, позволяет легко решить эту проблему.
Даже небольшое количество WD-40 может улучшить ситуацию, а использование правильно подобранной СОЖ, подаваемой поливом или распылением, позволяет легко решить эту проблему.
#8-#14 Я не имею возможности использовать СОЖ, подаваемые поливом или распылением, при обработке алюминия. Что можете посоветовать?
Плохие новости: инструменты имеют ограниченный срок службы. Существует несколько неплохих заменителей СОЖ для предотвращения образования наростов. Главная задача при этом — максимально убирать стружку до того момента, когда она начнет наплавляться на режущие кромки. Приведем несколько способов:
#8: Продувайте место обработки воздухом или используйте глубокий вакуум для удаления стружки.
#9: Избегайте попадания стружки в глубокие полости, из которых ее сложно извлечь.
#10: Старайтесь поддерживать меньшую глубину съема материала — попробуйте использовать диаметр фрезы на 25% или даже меньше.
Это не лучший вариант для продления срока службы инструмента — более предпочтительным вариантом является максимальное распределение нагрузки вдоль режущий кромок фрезы.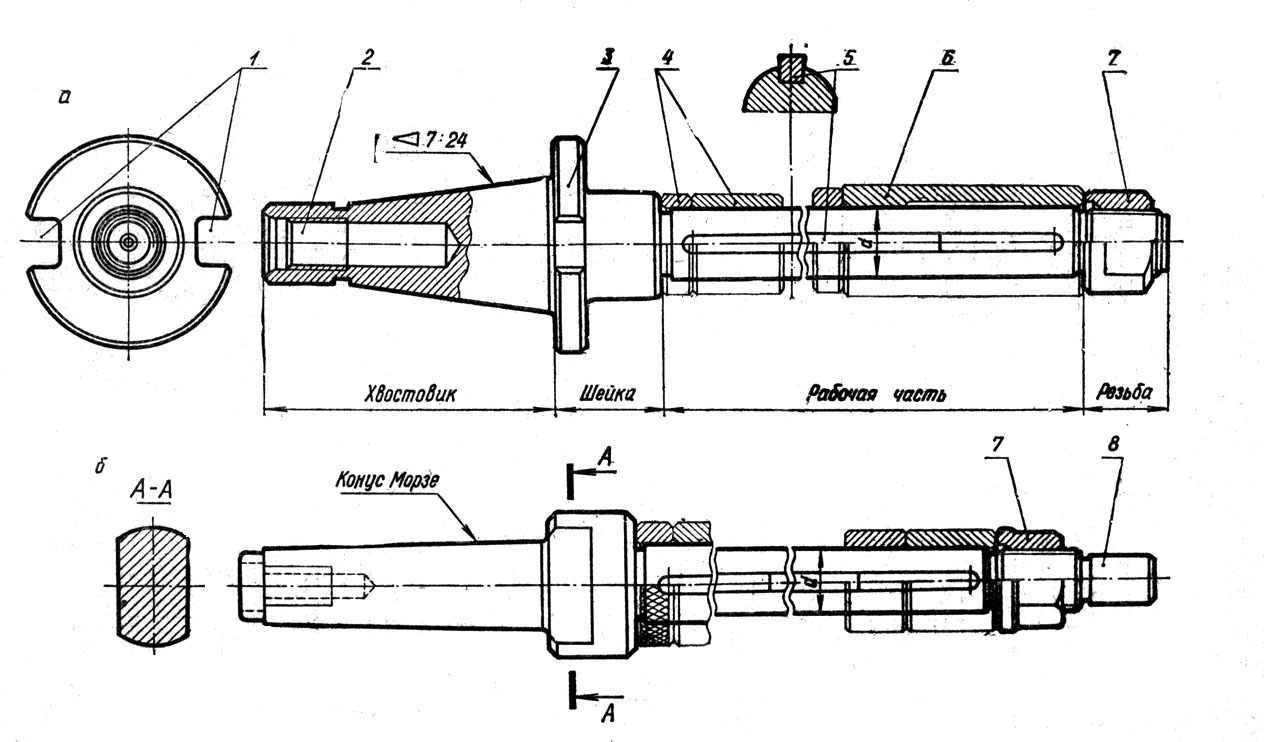 Однако это не поможет при обработке алюминия без надлежащей смазки.
Однако это не поможет при обработке алюминия без надлежащей смазки.
#11: Прилипание к тонкому листу алюминия.
Тонкий алюминий сцепляется, например, с пенокартоном, поэтому обычно это не является проблемой.
#12: Необходимо соблюдать установленные правила по частоте вращения и подаче.
Хотя я указал вначале, что проблема не связана со частотой вращения и скоростью подачи, однако их уменьшение снизит количество образуемой стружки и позволит получить дополнительное время на ее очистку.
#13: Используйте фрезы с одной или двумя канавками.
Да, фреза с тремя канавками позволит увеличить скорость подачи, однако меньшее число канавок позволит увеличить пространство очистки от стружки и снизит объем образования наростов.
#14: Используйте инструменты со специальным DLC- покрытием.
Покрытие способствует смазке и защищает от образования наростов. Однако необходимо помнить, что покрытие имеет обыкновение внезапно изнашиваться, в результате чего тут же начинается наплавление стружки на режущую кромку.
#15-#18 Работа с глубокими полостями
Речь о глубоких для вашего инструмента обрабатываемых полостях. Такое наблюдается, если вы вынуждены обрабатывать полости со слишком малыми внутренними углами, при этом недостаточно пространства для более крупного инструмента.
Проблема малых фрез связана с их деформацией. Кроме того, что малая фреза не может удалить большие объемы стружки, она имеет слишком большую длину относительно диаметра и склонна к изгибу. Ниже будет описано, почему деформация фрез значительно сокращает их срок службы.
Что значит «большая глубина»?
Твердосплавные держатели для расточки на токарных станках не должны выдвигаться более чем на 6-7 диаметров. Аналогичные правила применимы и к данному случаю. Если фреза выдвигается более чем на 6 диаметров, значит мы обрабатываем глубокую полость, и нам необходимо принимать во внимание несколько дополнительных правил.
Рекомендации по обработке глубоких полостей:
#15: Убедитесь, что внутренние углы максимальны. Большинство компаний хотят максимально удешевить производство.
Большинство компаний хотят максимально удешевить производство.
Зачастую используется минимальный радиус угла полости, однако такой подход не несет никакой функциональной пользы. Обсудите с заказчиком вариант экономии средств за счет использования большего диапазона углов при обработке полостей.
#16: Используйте крупную черновую и малую чистовую.
При обработке можно удалить большую часть материала большой черновой фрезой, а малой (чистовой) фрезой снять небольшое количество оставшегося материала. При этом наблюдается значительное снижение времени, необходимого на обработку.
#17: Обдумайте возможность последовательного сверления, плунжерного фрезерования или обычного сверления углов в глубоких полостях.
#18: Используйте фрезы большего нестандартного диаметра.
Даже небольшое увеличение диаметра фрезы может значительно улучшить ситуацию. Например, можно использовать фрезы с размерами в дюймовой системе вместо метрической или наоборот.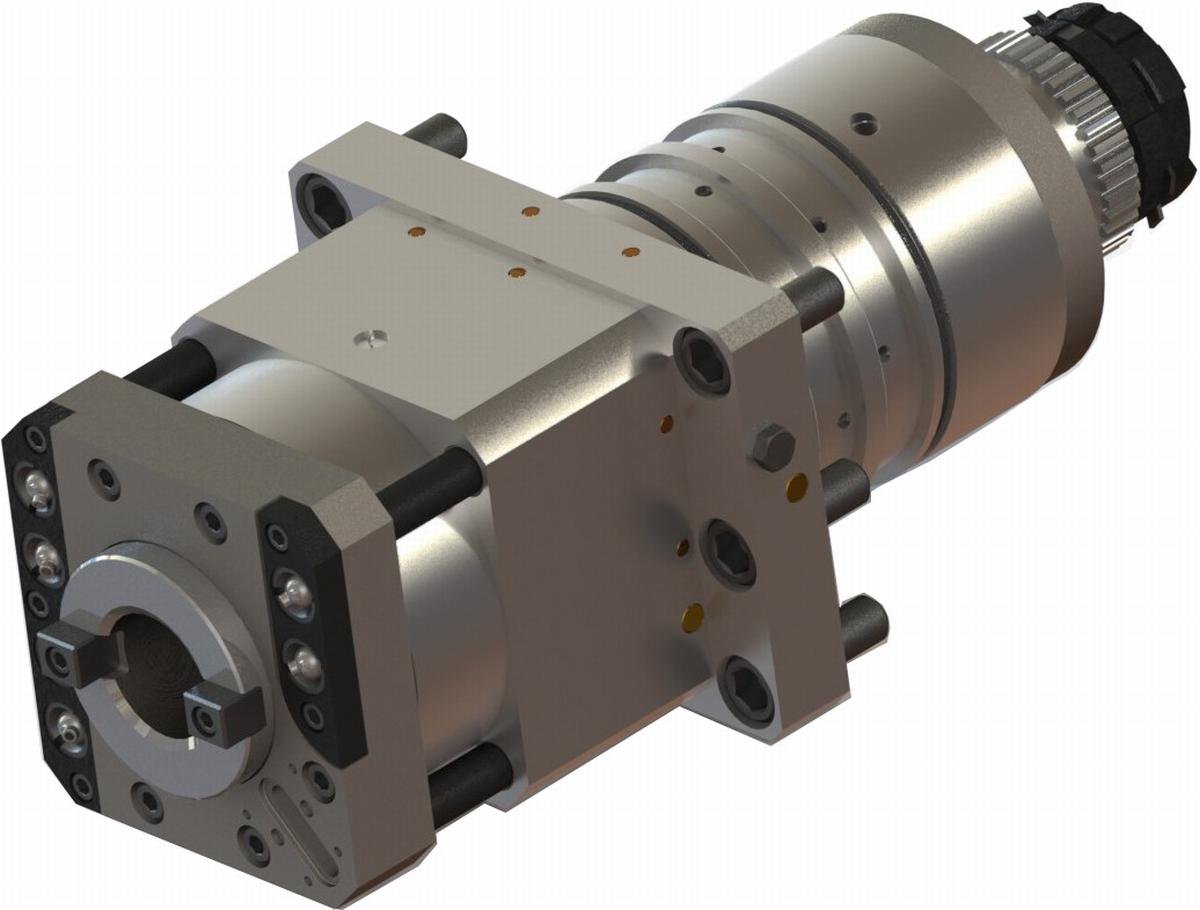
#19 — #23 Работа с глубокими отверстиями
Похожие и даже более серьезные проблемы возникают, когда обрабатываемые отверстия оказывается слишком глубокими по сравнению с их диаметром и, соответственно, по сравнению с диаметром используемого сверла. Приведем несколько способов обработки глубоких отверстий:
#19: Циклически выводите сверло из отверстия.
#20: Используйте сверла с параболическими канавками.
Такая геометрия канавок позволит сверлить более глубокие отверстия в сравнении со спиральными сверлами.
#21: Используйте индивидуальный цикл обработки глубоких отверстий.
#22: Поговорите с заказчиком об изменении конструкции.
Возможно, заказчик согласится увеличить диаметр отверстия или уменьшить его глубину, осознав все экономические преимущества такой модификации.
#23: Используйте СОЖ, подаваемую через шпиндель под давлением.
Такое решение может помочь в удалении стружки из глубоких отверстий.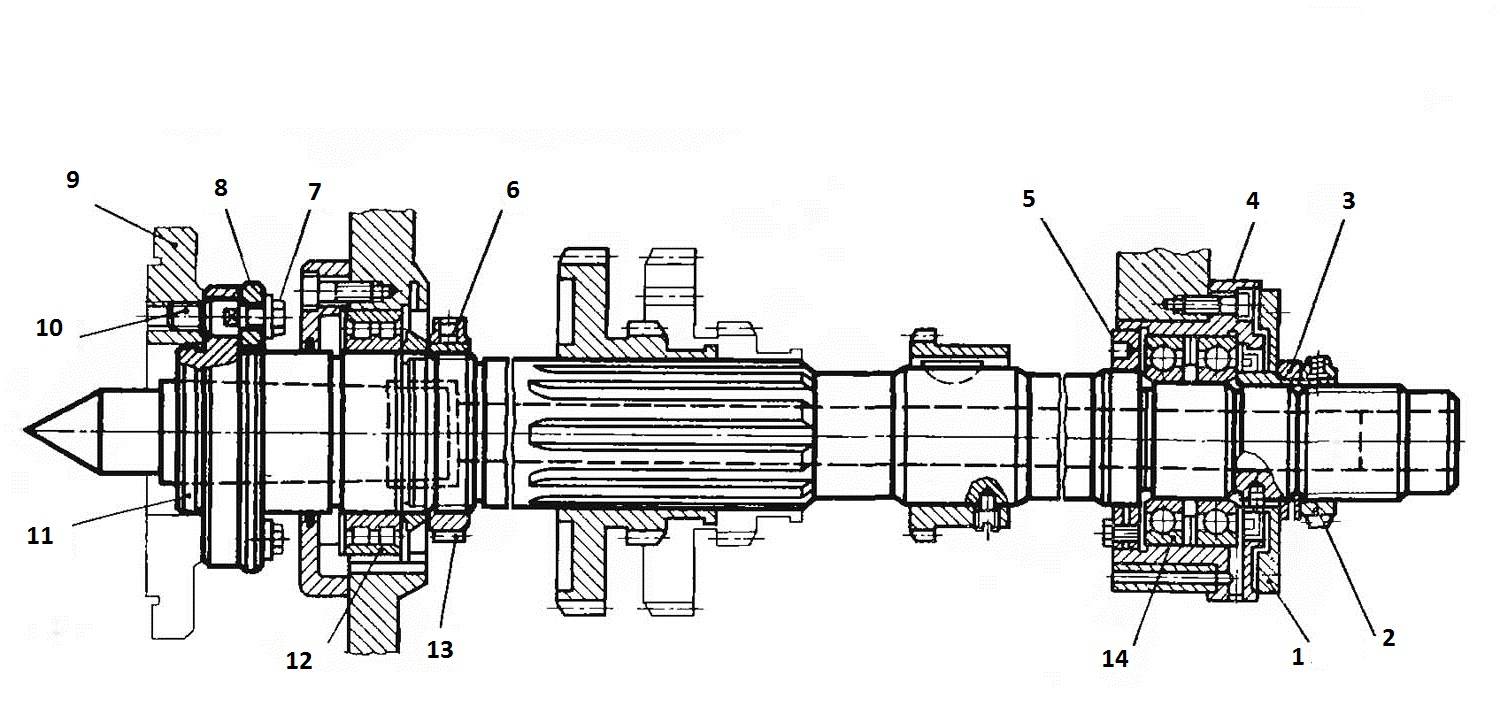
Высокая скорость съема материала является препятствием для увеличения производительности.
Время — деньги. Вечная нехватка времени — это типичная ситуация для увлеченного делом человека. Увеличение скорости работы позволяет выполнить больше задач за ограниченный период времени.
Вы можете даже не задумываться о том, чтобы ускориться, либо полагаете, что уже работаете на максимальных скоростях, однако, однажды увидев границы возможностей, вы захотите использовать доступные приемы ускорения работы на станке с ЧПУ.
#24-#27 По возможности используйте спиральные сверла вместо концевых фрез
При прочих равных условиях, именно сверла позволяют максимально быстро изготавливать отверстия. Предположим, вам необходимо просверлить отверстие диаметром 1″ и глубиной 1/2″ в алюминии 6061. Если мы будем делать это отверстие высококачественной фрезой из твердосплава диаметром 5/8″, скорость съема материала составит порядка 6.4 кубических дюйма в минуту. Если же использовать вместо этого твист-сверло из твердосплава, скорость составит 32 кубических дюйма в минуту.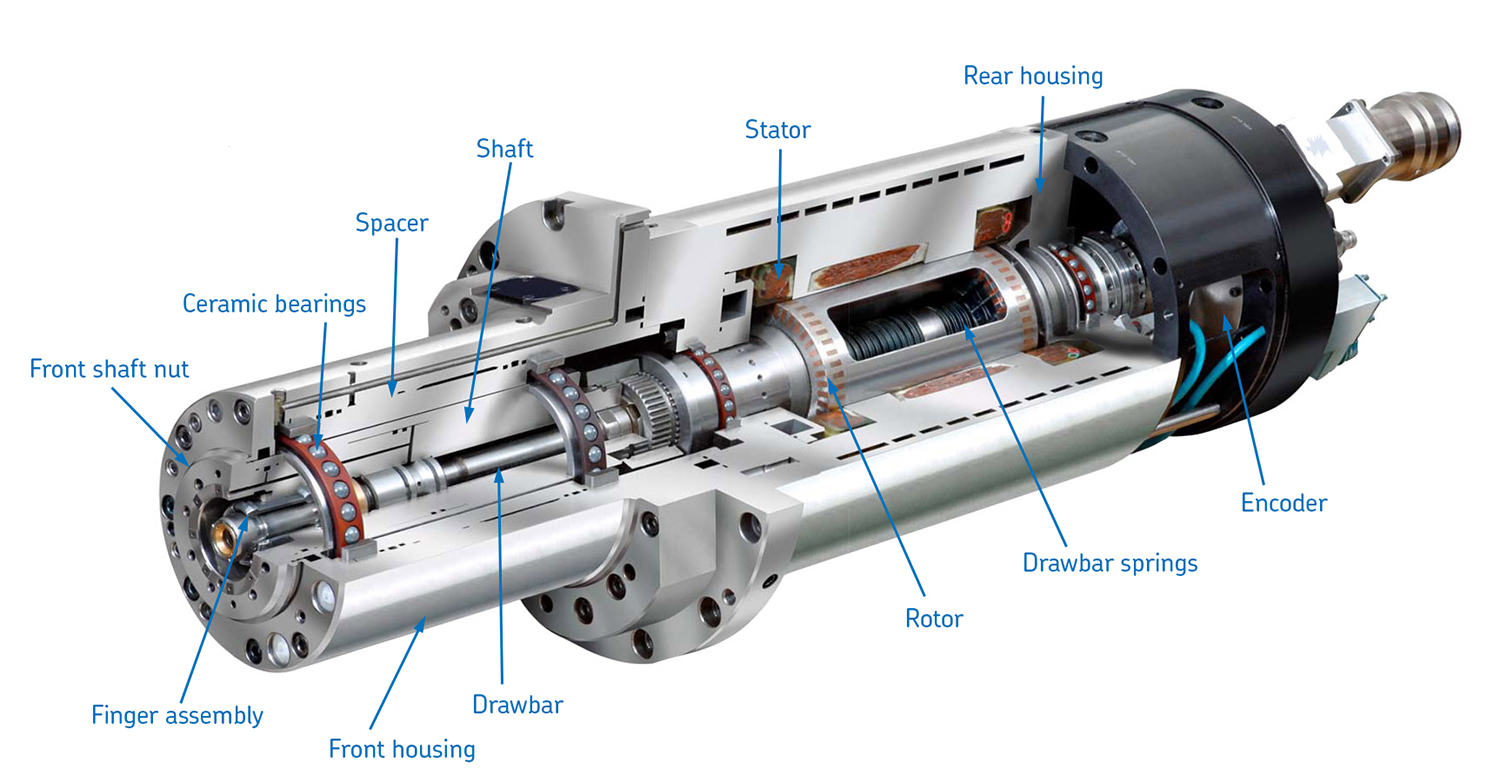 Даже при использовании сверла из высокопрочной стали этот показатель будет равен 9.6 кубических дюйма в минуту.
Даже при использовании сверла из высокопрочной стали этот показатель будет равен 9.6 кубических дюйма в минуту.
Сравнение кажется некорректным, потому что используется сверло большего диаметра? Да, но у нас часто есть под рукой большие сверла. Кроме того, они дешевле фрез аналогичного размера и могут быть заточены после затупления, что позволяет значительно продлить их срок службы.
В данной ситуации воспользуйтесь следующими рекомендациями:
#24: Просверлите отверстия.
#25: Сделайте первоначальное отверстие, требуемое для полости.
Хорошее сверло диаметром 1” сэкономит вам большое количество времени при обработке полости. Просто убедитесь, что смена инструмента не отнимает у вас слишком много времени. Для максимальной экономии времени старайтесь сделать начальные отверстия для всех полостей за один раз без дополнительной смены инструмента.
#26: Высверлите углы полости, что особенно эффективно для глубоких полостей с крутыми углами, при обработке которых может наблюдаться отклонение инструмента.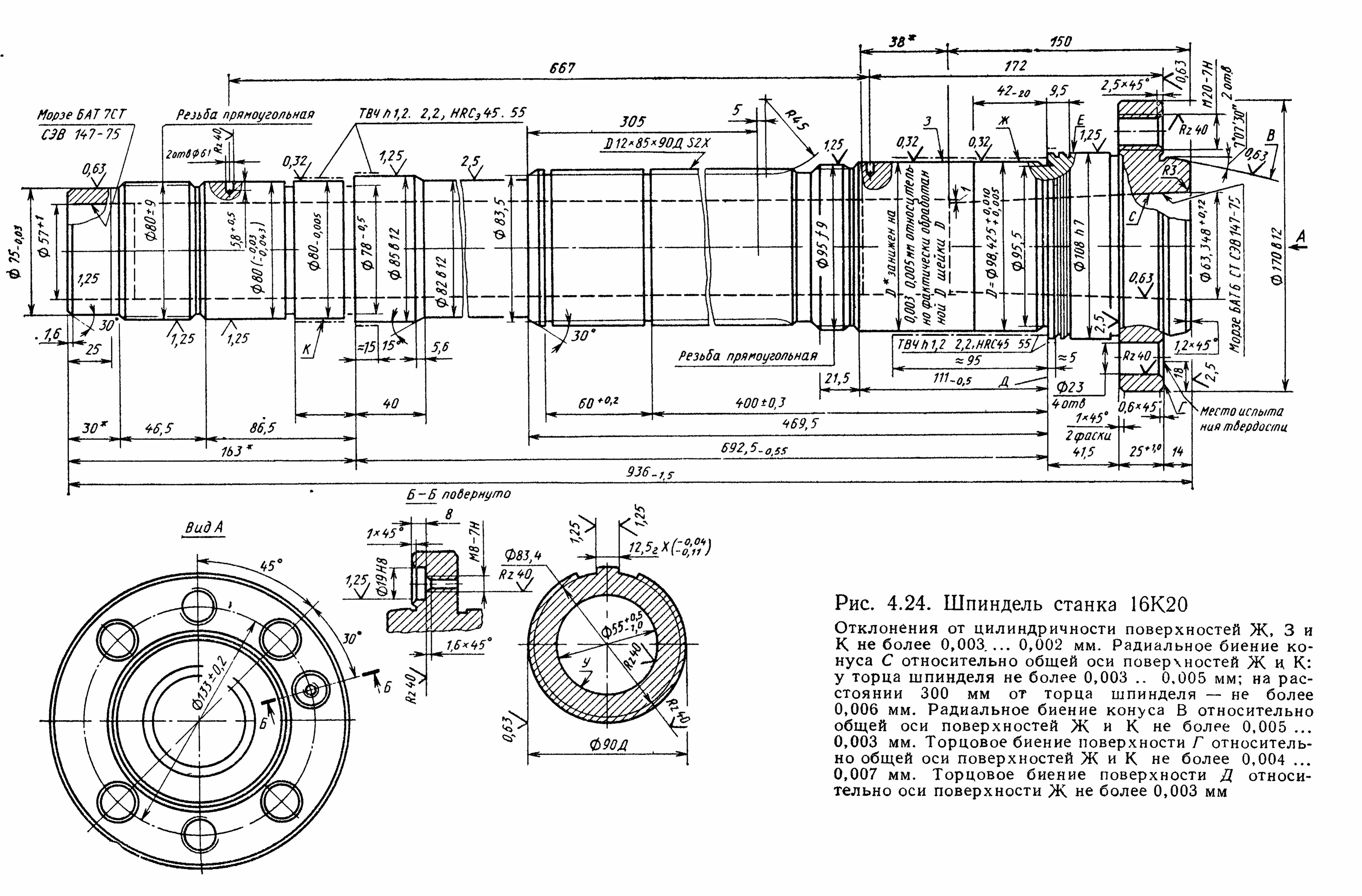
#27: Рассмотрите вариант последовательного высверливания полости.
Фактически, современным аналогом последовательного сверления является врезное(плунжерное) фрезерование, если ваша САМ-программа поддерживает данную функцию.
#28 Найдите оптимальное соотношение глубины и ширины съема материала [Крайне необходимо придерживаться этой рекомендации!]
Как вы определяете глубину и ширину съема материала (перемещение фрезы между проходами)?
В большинстве станков с ЧПУ используются эмпирические правила, наработанные в течение долгих лет с некоторыми корректировками под конкретные задачи.
С этим связана следующая проблема:
Выбор оптимальной комбинации глубины и ширины снимаемого материала является самым мощным инструментом регулировки частоты вращения, подачи и скорости съема материала.
Тем не менее, многие операторы станков с ЧПУ игнорируют данное преимущество. Сложно представить, но это факт!
Оптимизация этих двух параметров является непростой задачей, поскольку они имеют не только взаимную корреляцию, но и корреляцию со многими другими факторами. Увеличение глубины съема материала приносит пользу инструменту, поскольку наблюдается распределение нагрузки по большей длине канавки, что позволяет уменьшить число проходов при обработке глубоких полостей. С другой стороны, это приводит к большему отклонению инструмента и усложнению процесса удаления стружки. Увеличение ширины съема материала позволяет увеличить скорость подачи и частоту вращения шпинделя, однако существует точка снижения эффективности, которую многие не принимают во внимание, даже при использовании траекторий высокоскоростной обработки. Инструмент начинает вращаться «как сумасшедший», однако удаляет меньше материала, чем при работе с меньшей частотой вращения.
Увеличение глубины съема материала приносит пользу инструменту, поскольку наблюдается распределение нагрузки по большей длине канавки, что позволяет уменьшить число проходов при обработке глубоких полостей. С другой стороны, это приводит к большему отклонению инструмента и усложнению процесса удаления стружки. Увеличение ширины съема материала позволяет увеличить скорость подачи и частоту вращения шпинделя, однако существует точка снижения эффективности, которую многие не принимают во внимание, даже при использовании траекторий высокоскоростной обработки. Инструмент начинает вращаться «как сумасшедший», однако удаляет меньше материала, чем при работе с меньшей частотой вращения.
Единственным способом оптимизации этих двух параметров является тестирование множества различных вариантов.
#29 Используйте инструмент с максимально возможным числом канавок для достижения наибольшей скорости съема материала (MRR)
Чем больше число канавок, тем быстрее подача для заданной частоты вращения шпинделя. Для алюминия вы можете использовать инструмент с тремя канавки вместо двух, что даст прирост в скорости, равный 50%. При обработке более твердых материалов можно использовать инструмент, имеющий 5, 6 и более канавок. Иногда это единственный способ получить приличные показатели скорости съема материала для «сложных» материалов при низких оборотах шпинделя.
Для алюминия вы можете использовать инструмент с тремя канавки вместо двух, что даст прирост в скорости, равный 50%. При обработке более твердых материалов можно использовать инструмент, имеющий 5, 6 и более канавок. Иногда это единственный способ получить приличные показатели скорости съема материала для «сложных» материалов при низких оборотах шпинделя.
#30 Используйте фрезы со стружколомом.
В современном многообразии инструментов экзотических фрезы со стружколомом могут показаться «прошлым веком». Однако, они имеют некоторые значительные преимущества:
- Они могут работать при большей подаче на зуб (соответственно, при больших скоростях подачи) в сравнении с обыкновенными концевыми фрезами, поскольку зубцы вырабатывают стружку меньшего размера, которую проще удалять.
-
Они зачастую менее чувствительны к вибрациям. Зубцы привносят дополнительные частоты, которые разрушают резонансы.
Сочетание этих эффектов имеет большое значение. Результаты расчетов продемонстрировали преимущество в эффективности таких черновых сверл на 38%. Стоит ли менять инструмент в шпинделе для получения прироста в эффективности на 38%? Решать только вам, но нам однозначно нравятся эти фрезы.
Результаты расчетов продемонстрировали преимущество в эффективности таких черновых сверл на 38%. Стоит ли менять инструмент в шпинделе для получения прироста в эффективности на 38%? Решать только вам, но нам однозначно нравятся эти фрезы.
#31 Используйте технологию Rest Machining и крупные черновые сверла
Выше мы уже упоминали функцию Rest Machining. Данная функция поддерживается некоторыми CAM-программами и позволяет оборудованию «понять», какое количество материала было удалено при предыдущих операциях. Функция Rest Machining позволяет использовать крупные обдирочные фрезы с последующей чистовой обработкой более мелкими фрезами.
#32 Используйте траекторию высокоскоростной обработки (HSM Toolpath)
Для описания упомянутых траекторий используются термины HSM, спиральное фрезерование, Volumill. Данные траектории не предусматривают попадание сверла в углы. Вместо этого сверло циклически работает в данной области, снимая материал, в результате чего предотвращаются излишние нагрузки на сверло, которые наблюдаются при внезапном попадании его в углы.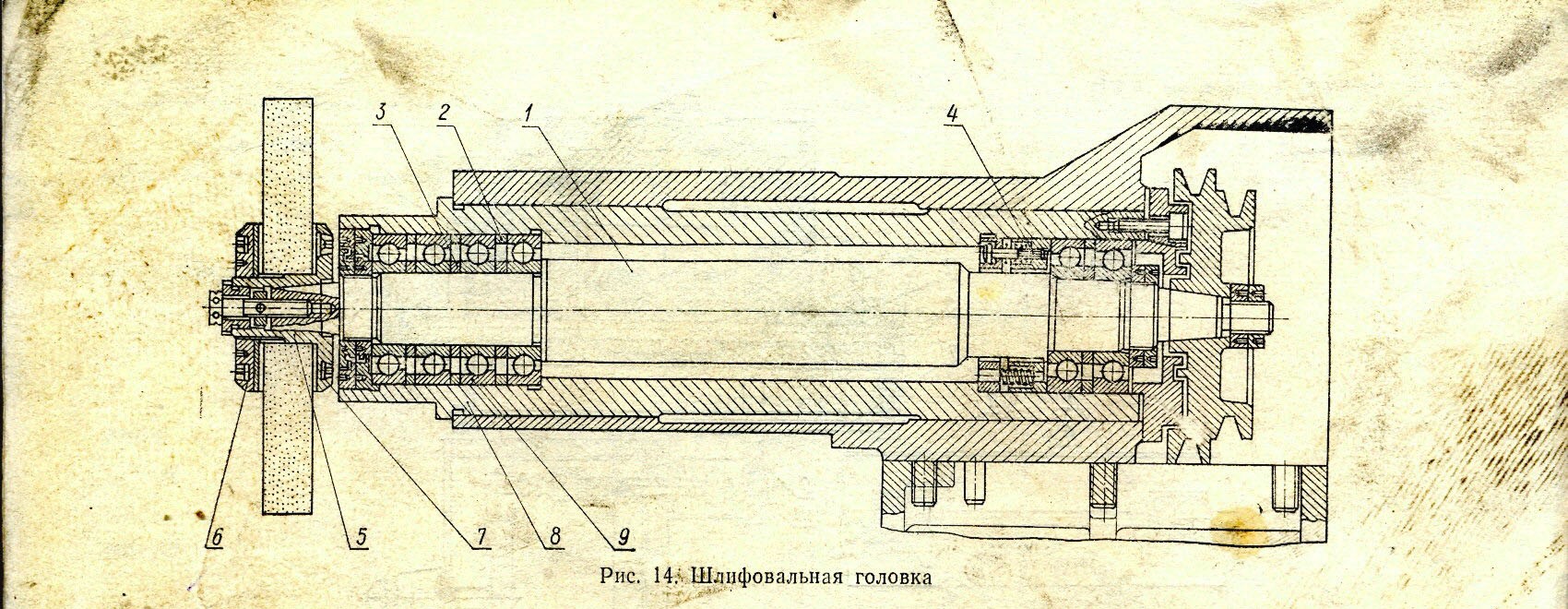 В результате значительно увеличивается скорость съема материала.
В результате значительно увеличивается скорость съема материала.
Секрет заключается в поиске оптимального баланса ширины и глубины снимаемого материала для указанных траекторий.
Как продлить срок службы инструментов
#33 Снижение частоты вращения
Совсем необязательно стараться поддерживать скорость съема материала на максимально возможных значениях. Более того, некоторое снижение частоты вращения может значительно продлить срок службы инструмента. Многие операторы снижают частоту вращения на 15% при автоматической работе оборудования для снижения вероятности выхода из строя инструмента.
При этом необходимо снизить скорость подачи на такую же величину, чтобы обеспечить надлежащую подачу на зуб. Никогда не снижайте частоту вращения без снижения скорости подачи.
#34 Используйте правильные программные инструменты для расчета частоты вращения и подачи
Это вполне очевидный совет, но повторюсь: необходимо использовать калькулятор частоты вращения и подачи.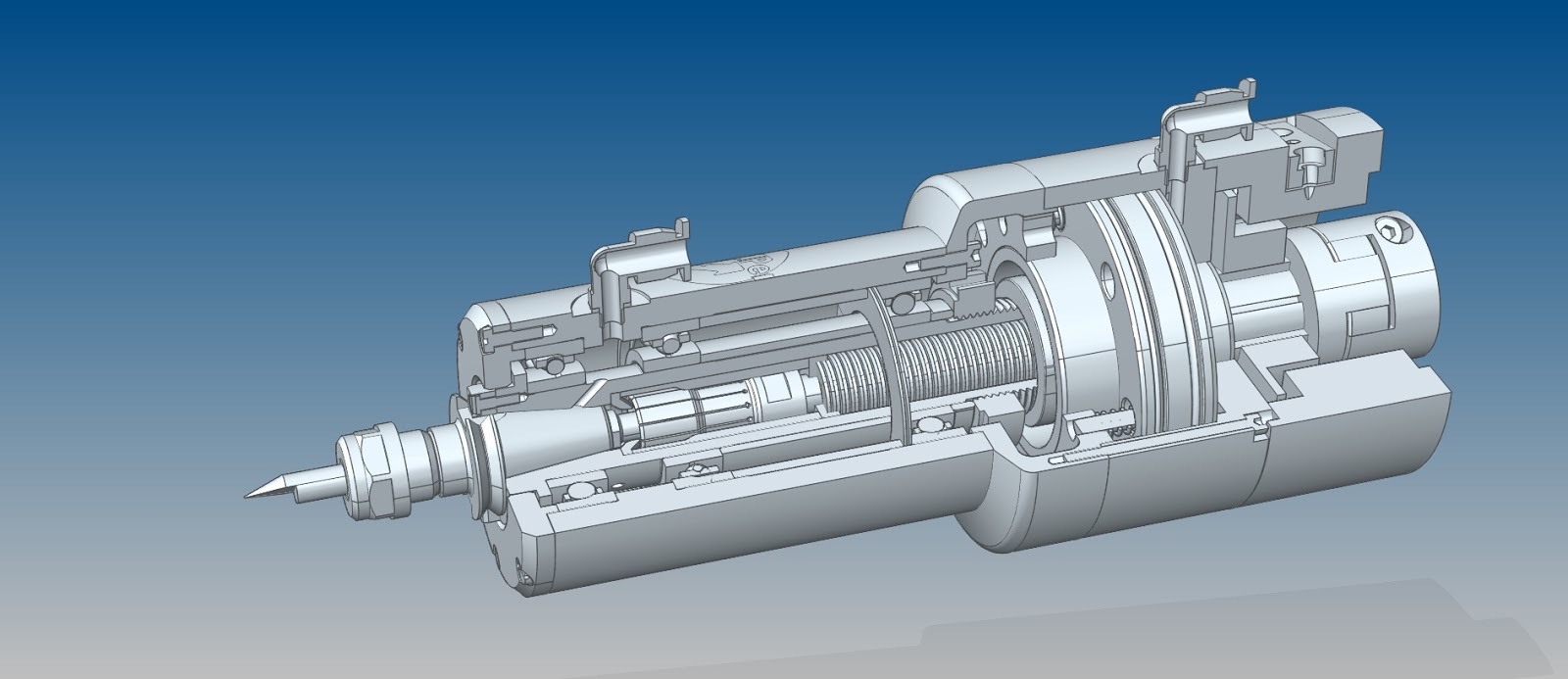 Для этого нет универсальных советов. Вы можете прекрасно «слышать», что параметры заданы неверно, однако вы не сможете на слух определить наиболее оптимальную частоту вращения и подачу, что бы вы ни думали, и что бы вам не говорили по этому поводу. Если бы это было возможно, в продаже были бы курсы развития слуха для операторов станков, и все крупные обрабатывающие предприятия заставляли бы операторов проходить соответствующее тестирование. Аналогично в данном случае не работают эмпирические и прочие подобные правила. Конечно, вы можете использовать очень консервативные эмпирические правила для предотвращения выхода из строя инструментов, однако реальная физика настолько сложна, что любые простые эмпирические правила не имеют должного эффекта.
Для этого нет универсальных советов. Вы можете прекрасно «слышать», что параметры заданы неверно, однако вы не сможете на слух определить наиболее оптимальную частоту вращения и подачу, что бы вы ни думали, и что бы вам не говорили по этому поводу. Если бы это было возможно, в продаже были бы курсы развития слуха для операторов станков, и все крупные обрабатывающие предприятия заставляли бы операторов проходить соответствующее тестирование. Аналогично в данном случае не работают эмпирические и прочие подобные правила. Конечно, вы можете использовать очень консервативные эмпирические правила для предотвращения выхода из строя инструментов, однако реальная физика настолько сложна, что любые простые эмпирические правила не имеют должного эффекта.
#35 Предотвращение отгиба фрезы
Большинство операторов станков с ЧПУ вполне обоснованно беспокоятся о деформации инструмента и биении. Они знают, что биение значительно сокращает срок службы фрез. Приведенный ниже график визуально демонстрирует его вред:
При приближении биения к 50% от подачи на зуб срок службы инструмента значительно сокращается.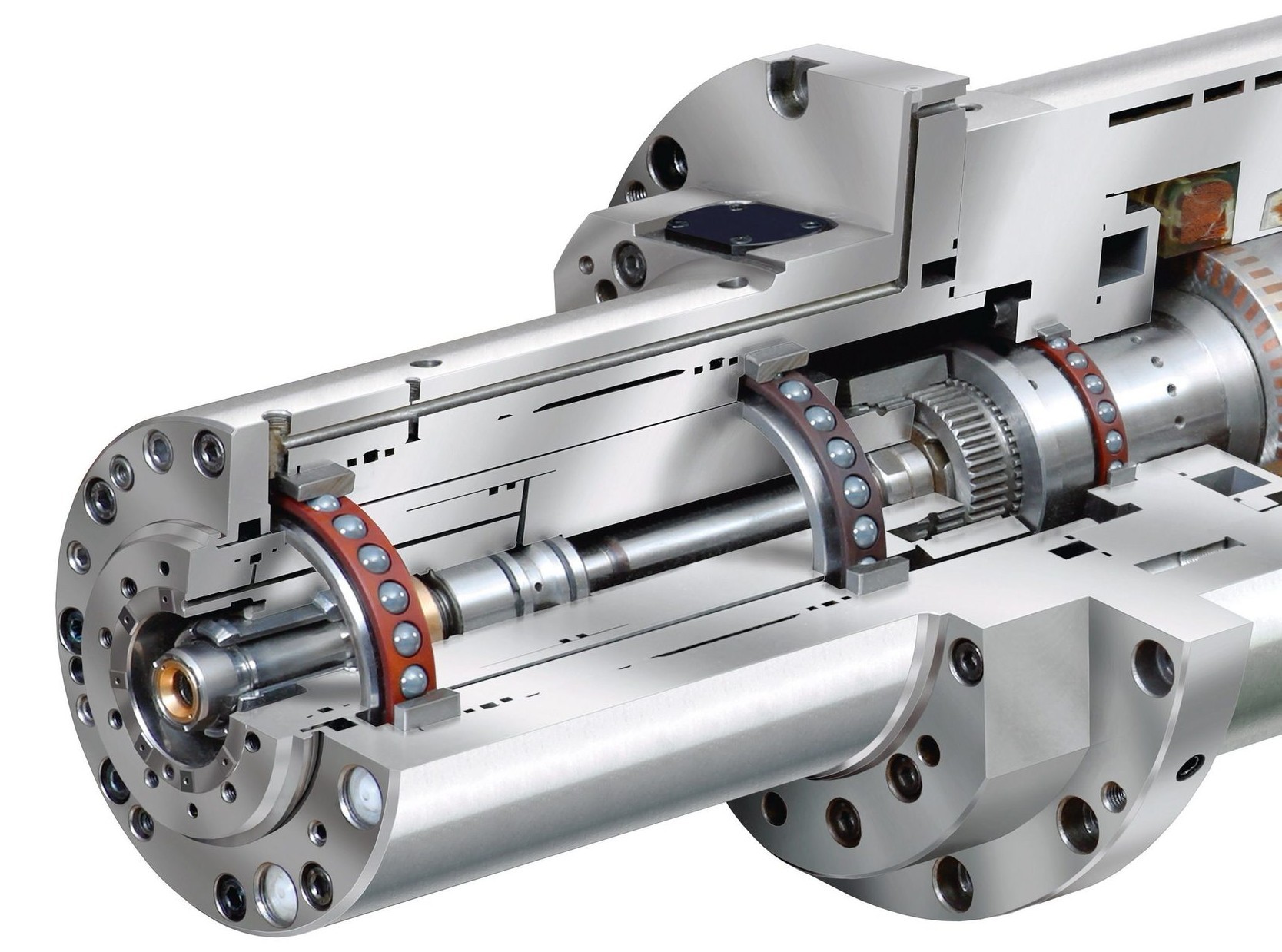
Как биение влияет на износ инструментов?
Говоря простыми словами, при его наличии траектория вращения инструмента отклоняется от центральной оси. В результате, он начинает колебаться и некоторые из канавок выполняют большую часть работы, получая дополнительную нагрузку дополнительно к подаче на зуб. При максимизации подачи на зуб с целью достижения максимальной производительности биение достигает критических значений.
А что насчет отгиба?
Отгиб фрезы влияет на срок службы точно так же, как и биение.
Большинство операторов станков не утруждают себя проверкой деформации инструментов, даже если знают о вреде биения и возможных деформациях. При этом они удивляются малому сроку службы инструментов и пониженной точности обработки.
#36 Избегайте трения: не используйте слишком малые скорости или слишком малую ширину съема материала
Приведем наиболее частые ошибки при выборе частоты вращения и подачи.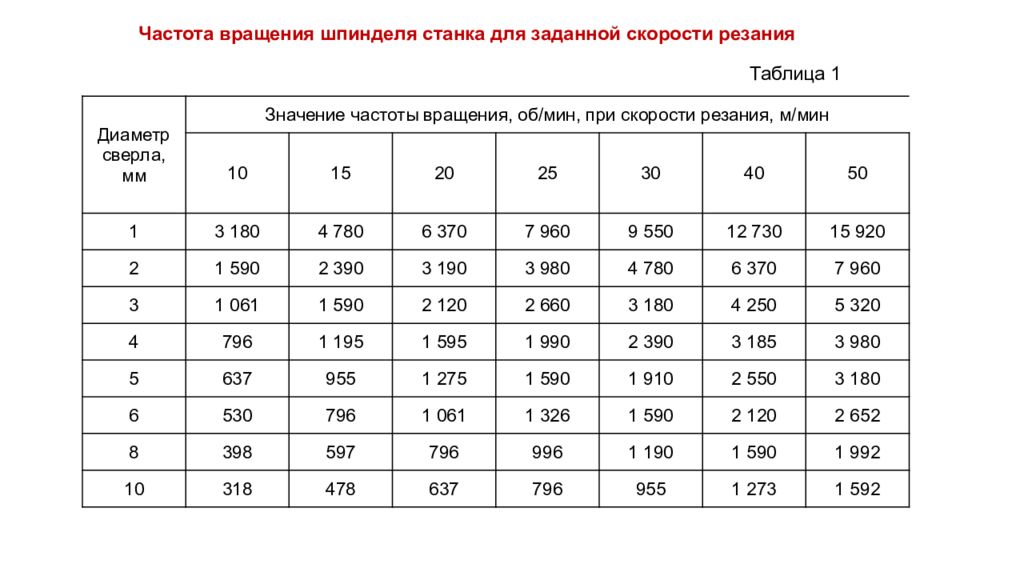 Возможно, вы решите применить ультраконсервативный подход — максимально снизить скорость подачи и использовать крайне малую ширину съема материала. Вы полагаете, что таким образом снизите нагрузку на инструменты, но фактически вы наносите им вред, поскольку они подвергаются постоянному и длительному трению при скоблении материала. Скобление наблюдается в случае слишком малой подачи на зуб. Если мы посмотрим на режущую кромку и стружку под микроскопом, мы увидим следующую картину:
Возможно, вы решите применить ультраконсервативный подход — максимально снизить скорость подачи и использовать крайне малую ширину съема материала. Вы полагаете, что таким образом снизите нагрузку на инструменты, но фактически вы наносите им вред, поскольку они подвергаются постоянному и длительному трению при скоблении материала. Скобление наблюдается в случае слишком малой подачи на зуб. Если мы посмотрим на режущую кромку и стружку под микроскопом, мы увидим следующую картину:
На верхнем рисунке резец работает нормально, поскольку кромка заходит под стружку. На нижнем рисунке наблюдается трение, поскольку стружка слишком мелкая, и режущая кромка не заходит под нее.
На верхнем рисунке резец работает нормально, поскольку кромка заходит под стружку. На нижнем рисунке наблюдается трение, поскольку стружка слишком мелкая, и режущая кромка не заходит под нее. В результате, инструмент скользит вдоль материала, а не снимает его, а повышенное трение вызывает чрезмерную генерацию тепла, что является причиной перегревания инструмента.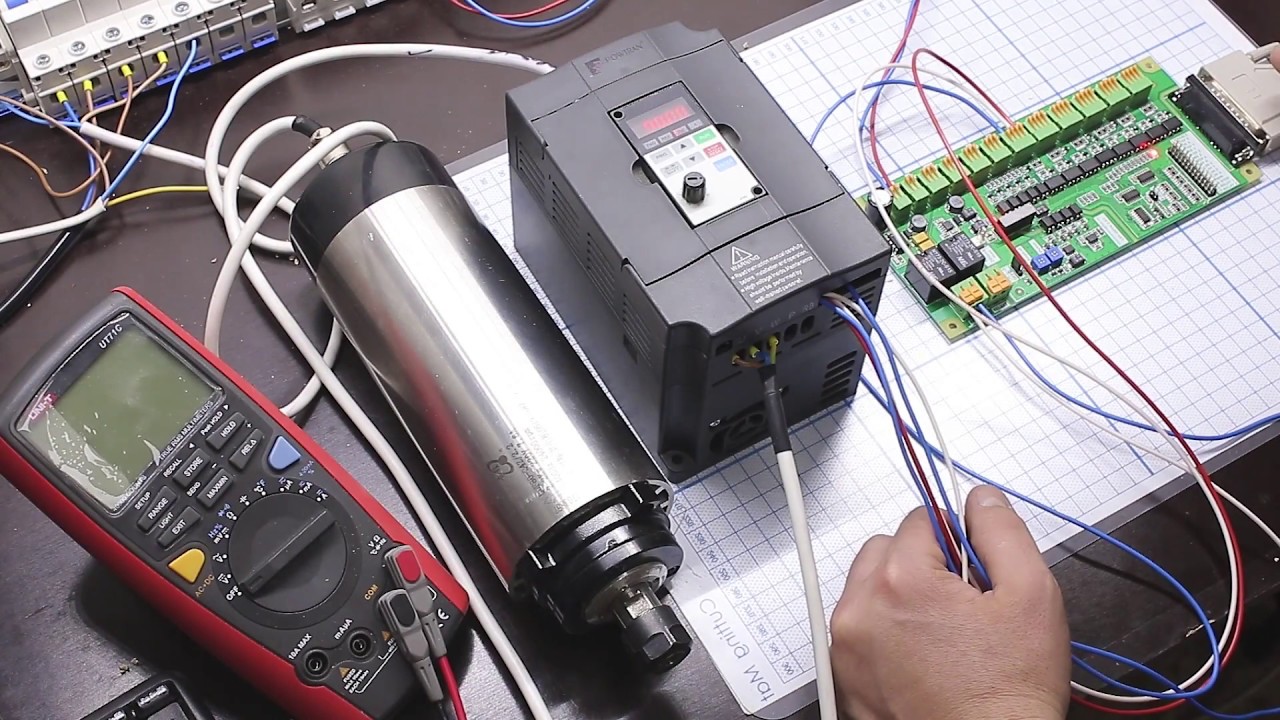
Существует еще один негативный вредный фактор, называемый «радиальным истончением стружки». Когда ширина съема материала меньше радиуса инструмента, толщина стружки оказывается меньше ожидаемой. Это наглядно продемонстрировано на следующем рисунке:
Радиальное истончение стружки наблюдается в случае, когда ширина съема материала становится меньше радиуса инструмента.
Чем меньше ширина съема материала, тем больше проявляется эффект истончения стружки. Именно поэтому уменьшение скорости подачи и ширины съема материала может привести к стремительному увеличению трения при снижении подачи на зуб.
#37: Не используйте слишком малый рез при работе с термообработанными материалами.
Вам требуется, чтобы режущая кромка работала максимально быстро с твердым верхним слоем материала? Этого можно добиться увеличением подачи на зуб и ширины съема материала.
#38: Избегайте повторного реза стружки, удаляйте её.
Убедитесь, что используется жидкостное охлаждение, достаточное для очистки реза от стружки, выдувайте стружку.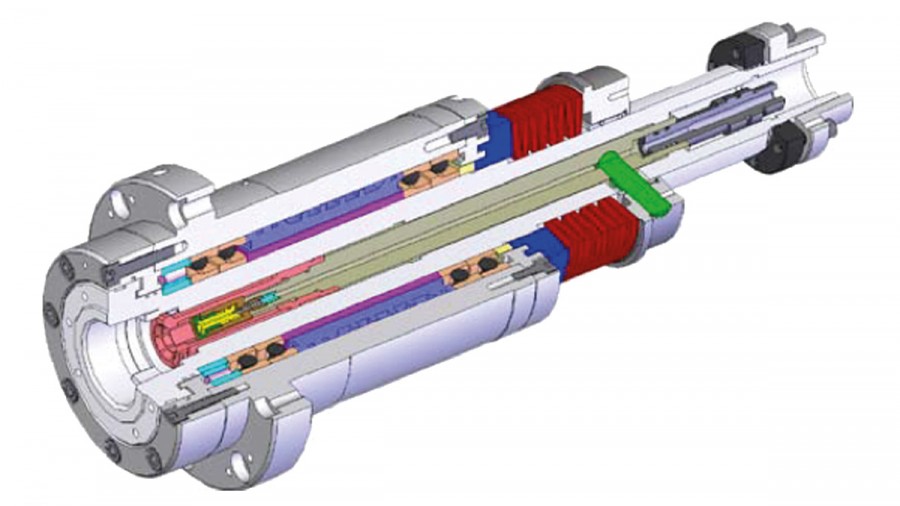 В некоторых случаях операторы снижают расход СОЖ вследствие отсутствия у станка защитных ограждений и желания избежать беспорядка. В данном случае необходимо подавать СОЖ распылением, поскольку жидкость только покрывает стружку в резе, и вы ее не видите.
В некоторых случаях операторы снижают расход СОЖ вследствие отсутствия у станка защитных ограждений и желания избежать беспорядка. В данном случае необходимо подавать СОЖ распылением, поскольку жидкость только покрывает стружку в резе, и вы ее не видите.
#39: Выбирайте траекторию движения инструмента, позволяющую наиболее мягко входить в материал и выходить из него.
Наибольший износ инструмента происходит в момент начала обработки материала. В некоторых случаях даже может произойти «забивание» режущей кромки, особенно при работе с твердыми материалами. В данном случае необходимо использовать траектории с плавным входом в материал. Избегайте резкого входа инструмента в материал. При этом возможны следующие варианты:
— Обеспечивайте относительно плавный угол входа
— Обеспечивайте вход в материал по спирали
— Используйте сверла с механическим креплением сменных многогранных пластин, имеющие размеры, достаточные для формирования первоначального отверстия.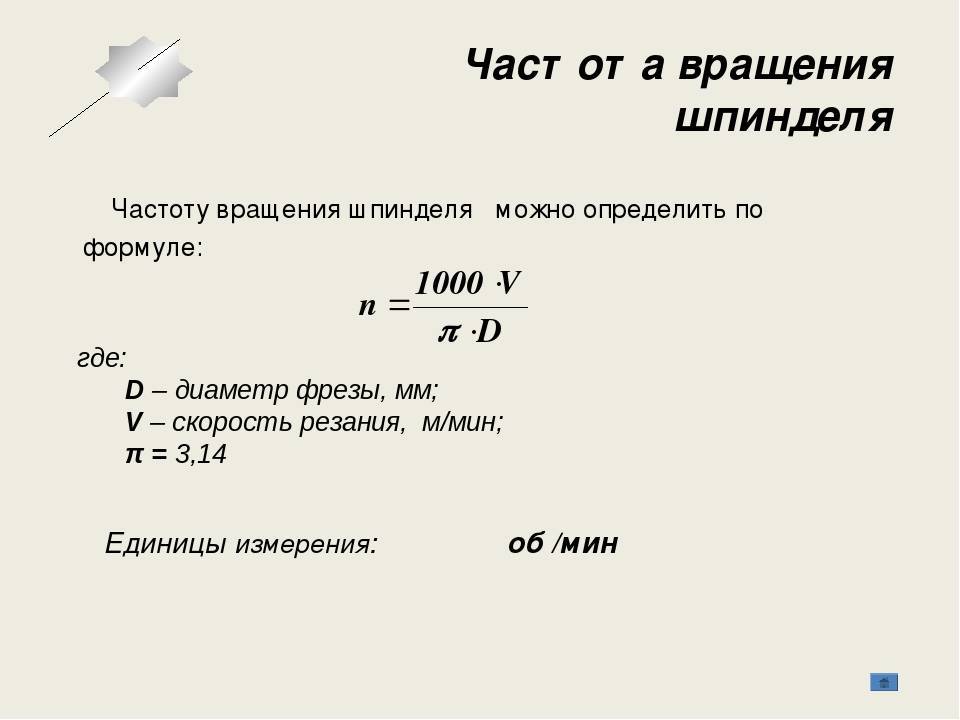
— При профилировании и выравнивании поверхности обрабатывайте материал по дуговой траектории.
См. также:
> Резка заготовок на станке
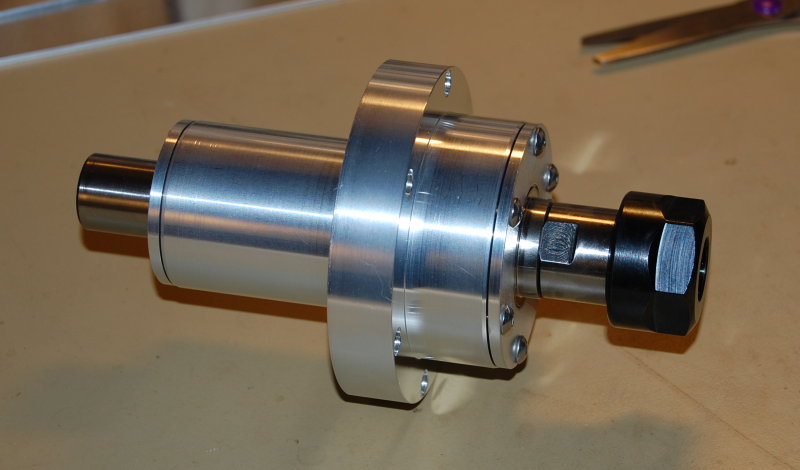
> Как выбрать шпиндель
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB
| Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Монтаж Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод. Шпон ВУДнетВорк |
| Главная || Новые посетители | Карта сайта |
Извините. Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: Тип ошибки: 404 Меня интересует ………. Ресурсы Главная Видео – Знак Книжный магазин Пиломатериалы/древесина/разное Калькуляторы О WOODWEB Связаться с WOODWEB Пользовательское соглашение и условия Ссылка на Стать Каталог продукции Каталог продукции Работа Ламинирование и наплавка Пиломатериалы Машины -ЧПУ -Дверь -Снаряжение -Производство дюбелей -Разное Молдинги Электроинструменты Планы и публикации Завод Распиловка Поставщики Инструменты Шпон Токарная обработка дерева Галереи Проект Форумы Последние сообщения со всех форумов Exchanges Последние — Job-Gram — Lumber-Gram — Machinery-Gram База знаний База знаний: поиск или просмотр — Клеи и склеивание – Оборудование для склеивания и зажима — Пользовательские — Двери — Полы — Общие — Столярные работы — Токарный станок — Погонаж — Столярные работы — Лестницы — Запас Бизнес Изготовление шкафов Отделка Лесное хозяйство Мебель Ламинирование Пиломатериалы Обработка Основной Дерево |
 .. введенный вами адрес недоступен.
.. введенный вами адрес недоступен.Вращение и асимметрия митотического веретена направляют асимметричное деление клеток в развивающейся центральной нервной системе
Horvitz, H. R. & Herskowitz, I. Механизмы асимметричного деления клеток: два B или не два B, вот в чем вопрос. Сотовый 68 , 237–255 (1992).
R. & Herskowitz, I. Механизмы асимметричного деления клеток: два B или не два B, вот в чем вопрос. Сотовый 68 , 237–255 (1992).
Артикул
КАС
Google Scholar
Rappaport, R. Цитокинез в клетках животных (Cambridge Univ. Press, Cambridge, 1996).
Строум С. Определение плоскостей спайности. Cell 72 , 3–6 (1993).
Артикул
КАС
Google Scholar
Раппапорт Р. Установление механизма цитокинеза в клетках животных. Междунар. Преподобный Цитол. 105 , 245–281 (1986).
Артикул
КАС
Google Scholar
Альбертсон, Д. Формирование первого веретена дробления у эмбрионов нематод. Дев. биол. 101 , 61–72 (1984).
Артикул
КАС
Google Scholar
Конклин, Э.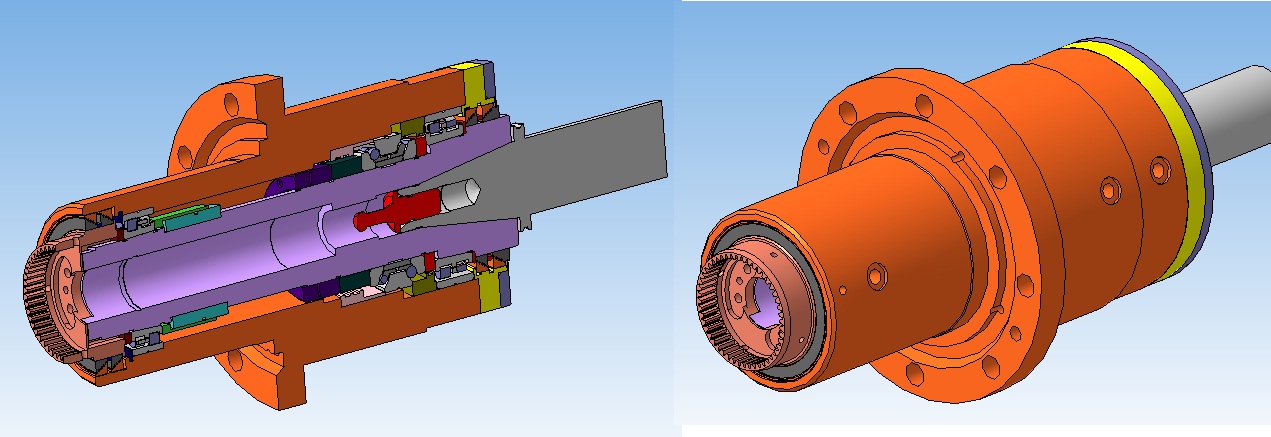 Г. Влияние центробежной силы на структуру и развитие яйцеклетки 9 лет.0419 Крепидула . Дж. Экспл. Зоол. 22 , 311–419 (1917).
Г. Влияние центробежной силы на структуру и развитие яйцеклетки 9 лет.0419 Крепидула . Дж. Экспл. Зоол. 22 , 311–419 (1917).
Артикул
Google Scholar
Мацудзаки Ф., Оширо Т., Икешима-Катаока Х. и Изуми Х. Миранда асимметрично локализует Штауфен и Просперо в митотических нейробластах и эпителиальных клетках в начале эмбриогенеза дрозофилы . Разработка 125 , 4089–4098 (1998).
КАС
пабмед
Google Scholar
Доу, К. К., Чу-ЛаГрафф, К., Райт, Д. М. и Скотт, М. П. Ген prospero определяет судьбы клеток в центральной нервной системе Drosophila . Cell 65 , 451–465 (1991).
Артикул
КАС
Google Scholar
Вассин, Х. и др. prospero экспрессируется в предшественниках нейронов и кодирует ядерный белок, участвующий в контроле роста аксонов в Дрозофила .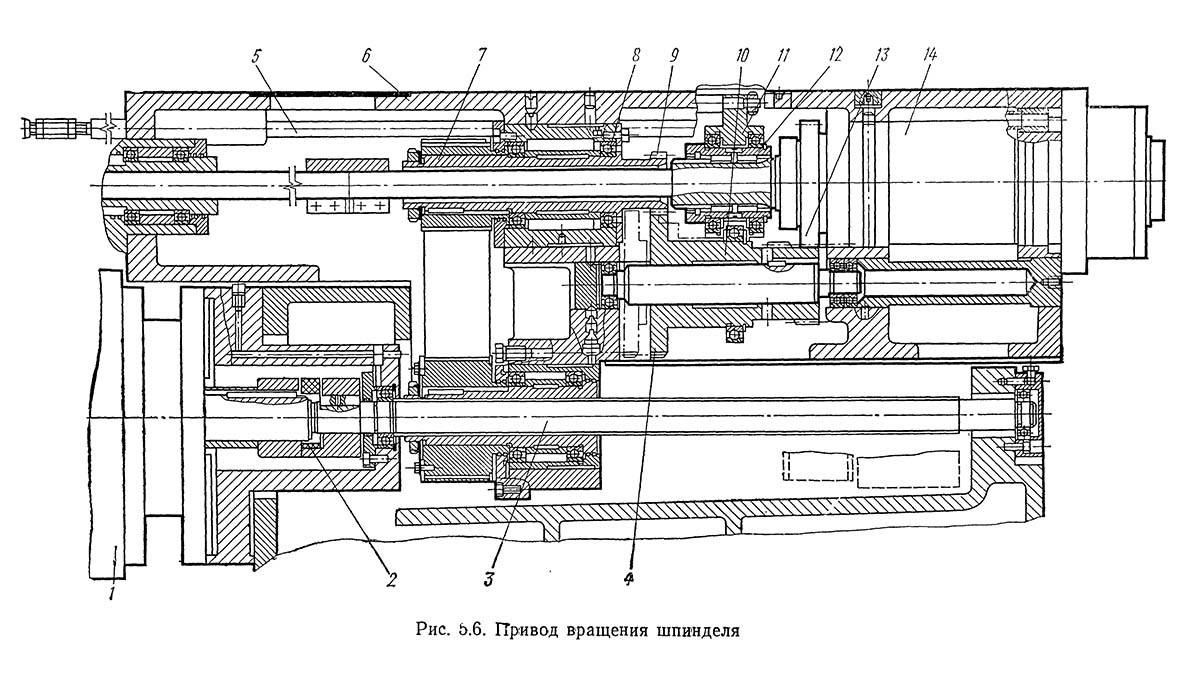 Cell 67 , 941–953 (1991).
Cell 67 , 941–953 (1991).
Артикул
КАС
Google Scholar
Мацудзаки Ф., Койсуми К., Хама С., Йошиока Т. и Набесима Т. Клонирование гена Drosophila prospero и его экспрессия в материнских клетках ганглия. Биохим. Биофиз. Рез. коммун. 182 , 1326–1332 (1992).
Артикул
КАС
Google Scholar
Spana, E. P. & Doe, C. Q. Фактор транскрипции Prospero асимметрично локализован в коре клеток во время митоза нейробластов у Drosophila . Разработка 121 , 3187–3195 (1995).
КАС
пабмед
Google Scholar
Хайман, А. А. и Уайт, Дж. Г. Определение осей клеточного деления в раннем эмбриогенезе Caenorhabditis elegans . J. Cell Biol. 105 , 2123–2135 (1987).
Артикул
КАС
Google Scholar
Раппапорт, Р. Роль митотического аппарата в инициации борозды. Энн. Академик Нью-Йорка науч. 582 , 15–21 (1990).
Артикул
КАС
Google Scholar
Бренд, A. H. GFP in Drosophila . Тенденции Жене. 11 , 324–325 (1995).
Артикул
КАС
Google Scholar
Brand, A. GFP как клетка и маркер развития нервной системы дрозофилы. Методы Cell Biol. 58 , 165–181 (1999).
Артикул
КАС
Google Scholar
Каллайни, Г. и Ансельми, Ф. Расщепление центросомы во время удлинения ядра в Эмбрион дрозофилы . Экспл. Сотовый рез. 178 , 415–425 (1988).
Артикул
КАС
Google Scholar
Карр Т.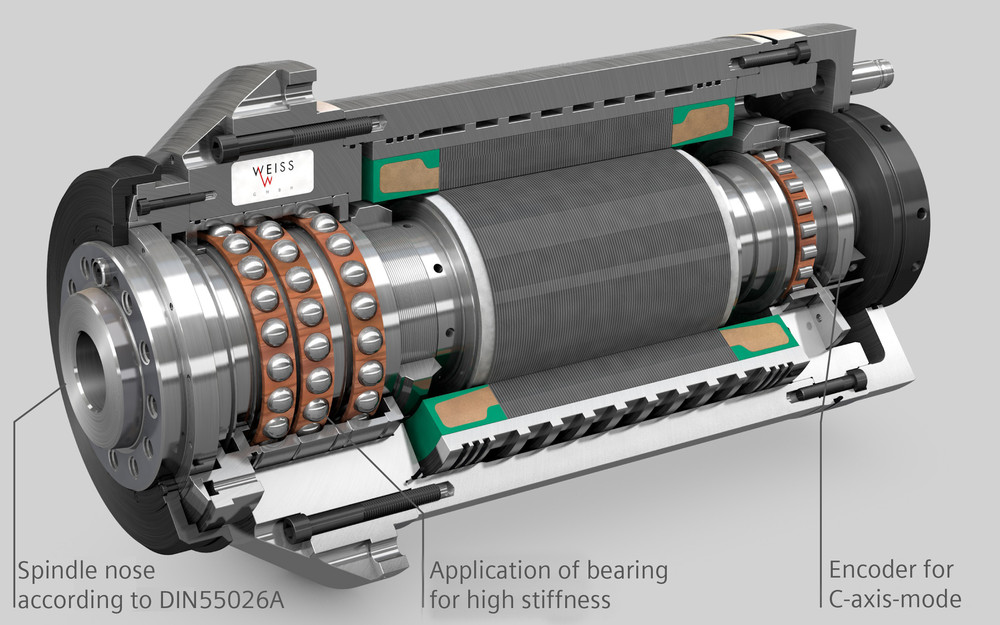 Л. и Альбертс Б.М. Организация цитоскелета у ранних эмбрионов дрозофилы. J. Cell Sci. 102 , 1494–1509 (1986).
Л. и Альбертс Б.М. Организация цитоскелета у ранних эмбрионов дрозофилы. J. Cell Sci. 102 , 1494–1509 (1986).
Артикул
КАС
Google Scholar
Кноблих, Дж. А., Ян, Л. Ю. и Ян, Ю. Н. Делеционный анализ Drosophila Белок Inscuteable выявляет домены корковой локализации и асимметричной локализации. Курс. биол. 9 , 155–158 (1999).
Артикул
КАС
Google Scholar
Тио, М., Завортинк, М., Ян, X. и Чиа, В. Функциональный анализ inscuteable и его роль во время асимметричных клеточных делений Dorsophila . J. Cell Sci. 112 , 1541– 1551 (1999).
КАС
пабмед
Google Scholar
Краут, Р., Чиа, В., Ян, Л.Ю., Ян, Ю.Н. и Кноблих, Дж.А. Роль inscuteable в ориентации асимметричных клеточных делений у дрозофилы .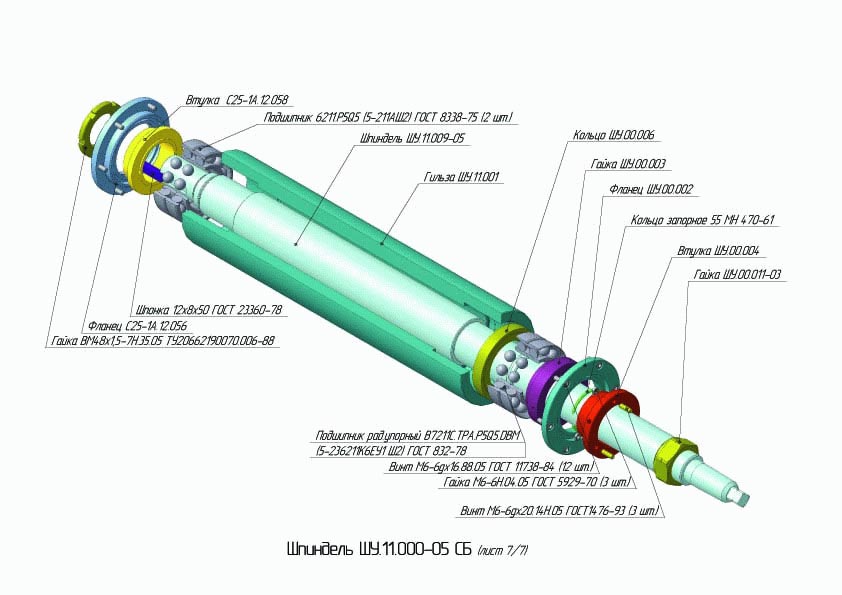 Природа 383 , 50–55 (1996).
Природа 383 , 50–55 (1996).
Артикул
КАС
Google Scholar
Краут Р. и Кампос-Ортега Дж. А. inscuteable , ген нейрального предшественника Drosophila , кодирует кандидата на роль адапторного белка цитоскелета. Дев. биол. 174 , 65–81 (1996).
Артикул
КАС
Google Scholar
Огонь, А. и др. Мощная и специфическая генетическая интерференция двухцепочечной РНК у Caenorhabditis elegans . Природа 391 , 806–811 (1998).
Артикул
КАС
Google Scholar
Мориц, М., Браунфельд, М. Б., Седат, Дж. В., Альбертс, Б. и Агард, Д. А. Зарождение микротрубочек с помощью колец, содержащих γ-тубулин, в центросоме. Природа 378 , 638–640 (1995).
Артикул
КАС
Google Scholar
Чжэн, Ю.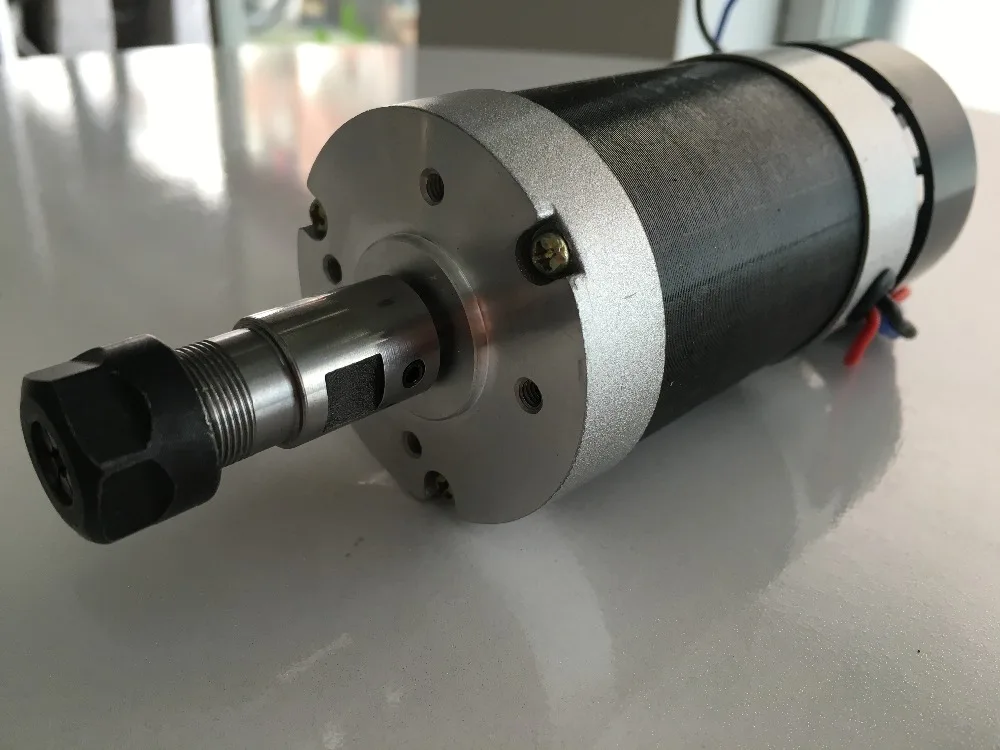 , Вонг, М.Л., Альбертс, Б. и Митчисон, Т. Зарождение сборки микротрубочек кольцевым комплексом, содержащим γ-тубулин. Природа 378 , 578–583 (1995).
, Вонг, М.Л., Альбертс, Б. и Митчисон, Т. Зарождение сборки микротрубочек кольцевым комплексом, содержащим γ-тубулин. Природа 378 , 578–583 (1995).
Артикул
КАС
Google Scholar
Келлог, Д. Р., Огема, К., Рафф, Дж., Шнайдер, К. и Альбертс, Б. М. CP60: белок, ассоциированный с микротрубочками, локализованный в центросоме клеточно-специфическим образом. Мол. биол. Ячейка 6 , 1673–1684 (1995).
Артикул
КАС
Google Scholar
Oegema, K., Whitfield, W.G. & Alberts, B. Зависимая от клеточного цикла локализация центросомного белка CP190 определяется координированным действием двух разделяемых доменов. J. Cell Biol. 131 , 1261–1273 (1995).
Артикул
КАС
Google Scholar
Whitfield, W. G., Chaplin, M.A., Oegema, K., Parry, H. & Glover, D.M. Белок 190 кДа, ассоциированный с центросомой Drosophila melanogaster, содержит четыре мотива цинковых пальцев и связывается со специфическими участками на политенных хромосомах. J. Cell Sci. 108 , 3377–3387 (1995).
G., Chaplin, M.A., Oegema, K., Parry, H. & Glover, D.M. Белок 190 кДа, ассоциированный с центросомой Drosophila melanogaster, содержит четыре мотива цинковых пальцев и связывается со специфическими участками на политенных хромосомах. J. Cell Sci. 108 , 3377–3387 (1995).
КАС
пабмед
Google Scholar
Kuchinke, U., Grawe, F. & Knust, E. Контроль ориентации веретена у Drosophila с помощью Par-3-родственного белка PDZ-домена Bazooka. Курс. биол. 8 , 1357–1365 (1998).
Артикул
КАС
Google Scholar
Doe, C. Q. Ориентация веретена и асимметричная локализация в Дрозофила : обе непостижимы? Cell 86 , 695–697 (1996).
Артикул
КАС
Google Scholar
Shaw, S.L., Yeh, E.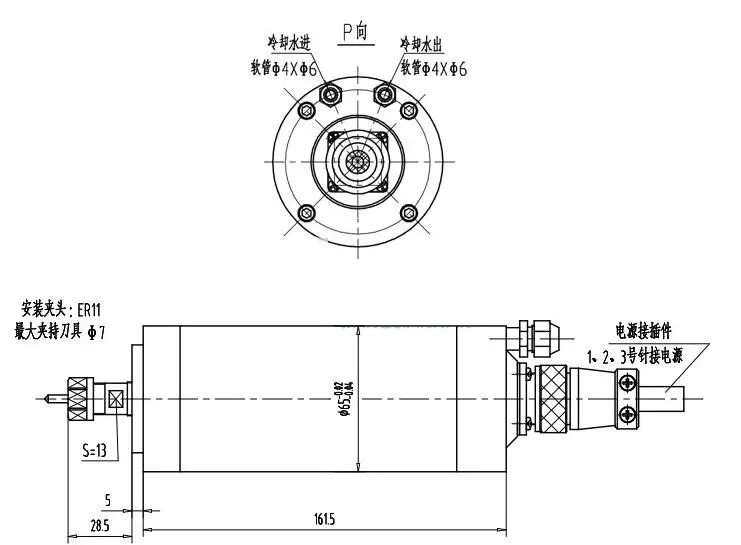 , Maddox, P., Salmon, E.D. & Bloom, K. Динамика астральных микротрубочек у дрожжей: механизм поиска на основе микротрубочек для ориентации веретена и миграции ядер в зародыш. J. Cell Biol. 139 , 985–994 (1997).
, Maddox, P., Salmon, E.D. & Bloom, K. Динамика астральных микротрубочек у дрожжей: механизм поиска на основе микротрубочек для ориентации веретена и миграции ядер в зародыш. J. Cell Biol. 139 , 985–994 (1997).
Артикул
КАС
Google Scholar
Валлен, Э. А., Шерсон, Т. Ю., Робертс, Т., ван Зее, К. и Роуз, М. Д. Асимметричная митотическая сегрегация тела полюса веретена дрожжей. Cell 69 , 505–515 (1992).
Артикул
КАС
Google Scholar
Китинг, Х. Х. и Уайт, Дж. Г. Динамика центросом у ранних эмбрионов Caenorhabditis elegans . J. Cell Sci. 111 , 3027–3033 (1998).
КАС
пабмед
Google Scholar
Огема, К. и Митчисон, Т. Дж. Правила Раппапорта: индукция борозды деления в клетках животных. Проц. Натл акад. науч. США 94 , 4817–4820 (1997).
Проц. Натл акад. науч. США 94 , 4817–4820 (1997).
Артикул
КАС
Google Scholar
Bonaccorsi, S., Giansanti, M.G. & Gatti, M. Самоорганизация веретена и цитокинез во время мужского мейоза в asterless мутанты Drosophila melanogaster . J. Cell Sci. 142 , 751–761 (1998).
Артикул
КАС
Google Scholar
Уоддл, Дж. А., Купер, Дж. А. и Уотерстон, Р. Х. Преходящее локализованное накопление актина в бластомерах Caenorhabditis elegans с ориентированным асимметричным делением. Разработка 120 , 2317–2328 (1994).
КАС
пабмед
Google Scholar
Скоп, А. Р. и Уайт, Дж. Г. Комплекс динактина необходим для спецификации плоскости дробления у ранних эмбрионов Caenorhabditis elegans .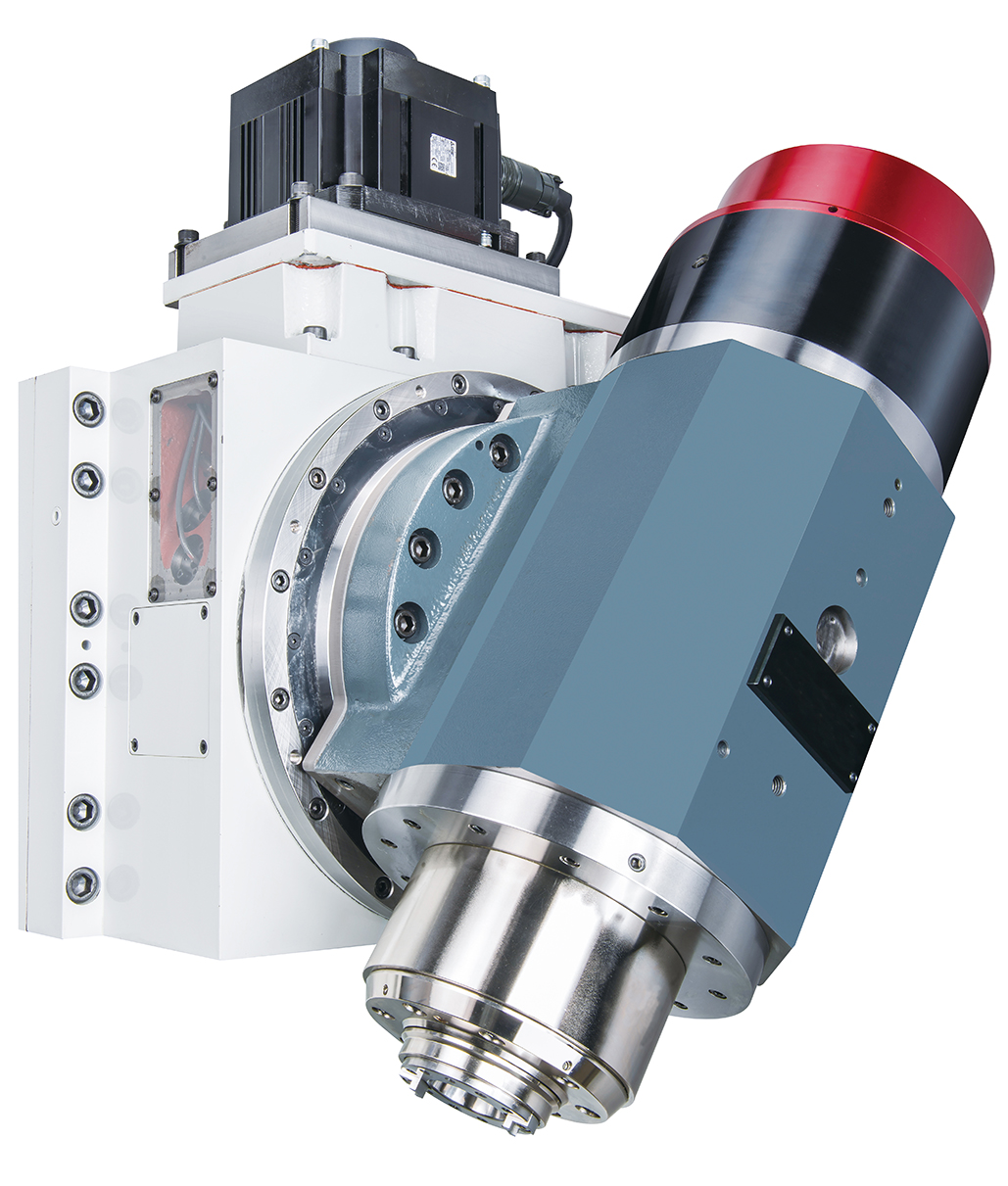 Курс. биол. 8 , 1110–1116 (1998).
Курс. биол. 8 , 1110–1116 (1998).
Артикул
КАС
Google Scholar
Хайман, А. А. Движение центросом в ранних отделах Caenorhabditis elegans: участок коры, определяющий положение центросомы. J. Cell Biol. 109 , 1185–1193 (1989).
Артикул
КАС
Google Scholar
Vale, R.D. & Toyoshima, YY. Вращение и перемещение микротрубочек in vitro, индуцированное динеинами из ресничек Tetrahymena. Cell 52 , 459–469 (1988).
Артикул
КАС
Google Scholar
Шульдт, А. и др. Miranda опосредует локализацию асимметричных белков и РНК в развивающейся нервной системе. Гены Дев. 12 , 1847–1857 (1998).
Артикул
КАС
Google Scholar
Брэнд, А.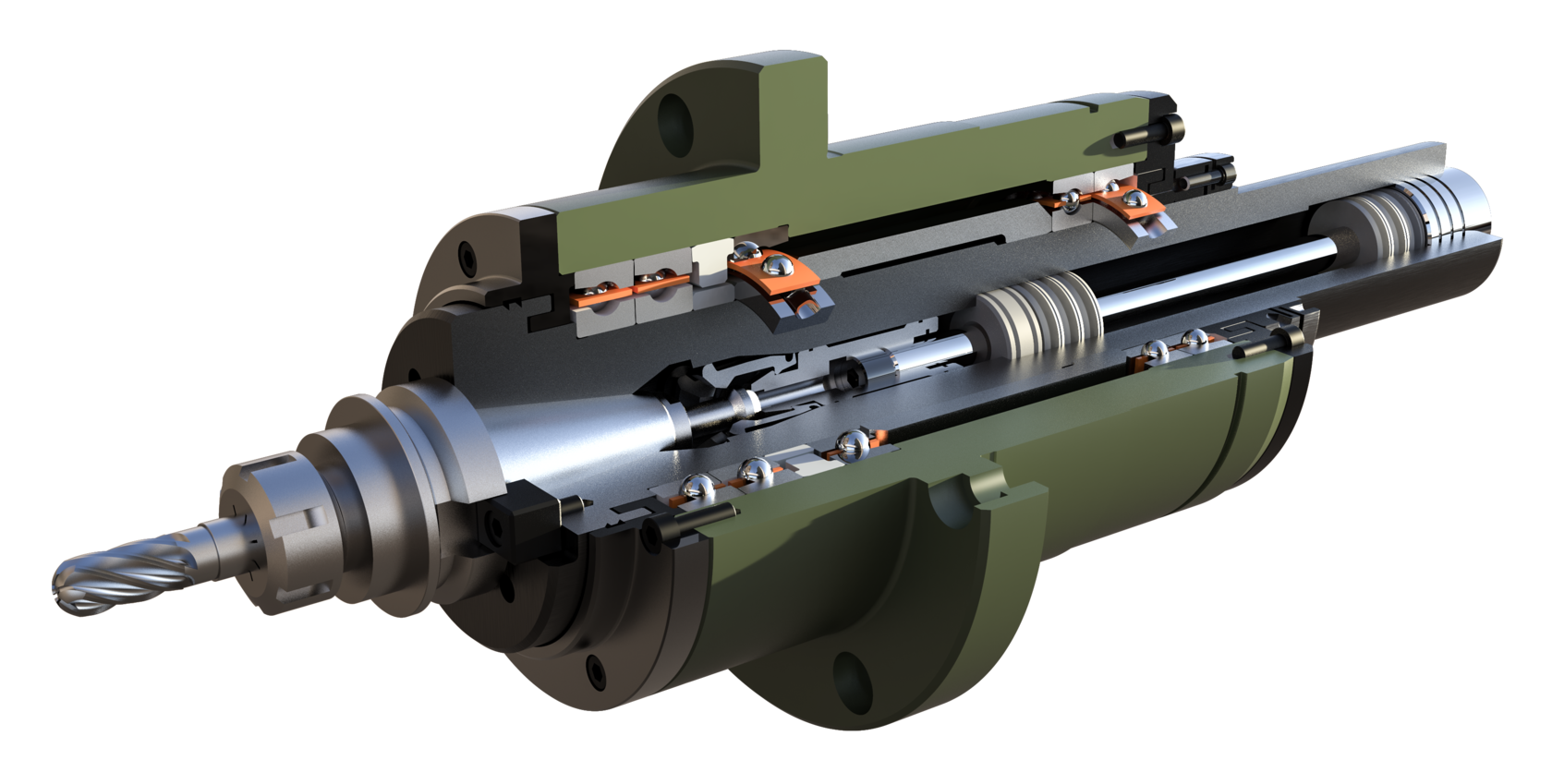 Х. и Перримон, Н. Целевая экспрессия генов как средство изменения клеточных судеб и создания доминантных фенотипов. Разработка 118 , 401–415 (1993).
Х. и Перримон, Н. Целевая экспрессия генов как средство изменения клеточных судеб и создания доминантных фенотипов. Разработка 118 , 401–415 (1993).
КАС
Google Scholar
Robertson, H.M. et al. Стабильный источник транспозазы Р-элемента у Drosophila melanogaster . Генетика 118 , 461–470 (1988).
КАС
пабмед
ПабМед Центральный
Google Scholar
Терриен, М. и др. KSR, новая протеинкиназа, необходимая для передачи сигнала RAS. Cell 83 , 879–888 (1995).
Артикул
КАС
Google Scholar
Дорманд, Э.-Л. & Brand, AH Runt определяет судьбы клеток в эмбриональной ЦНС Drosophila . Разработка 125 , 1659–1667 (1998).
КАС
пабмед
Google Scholar
Хакер У.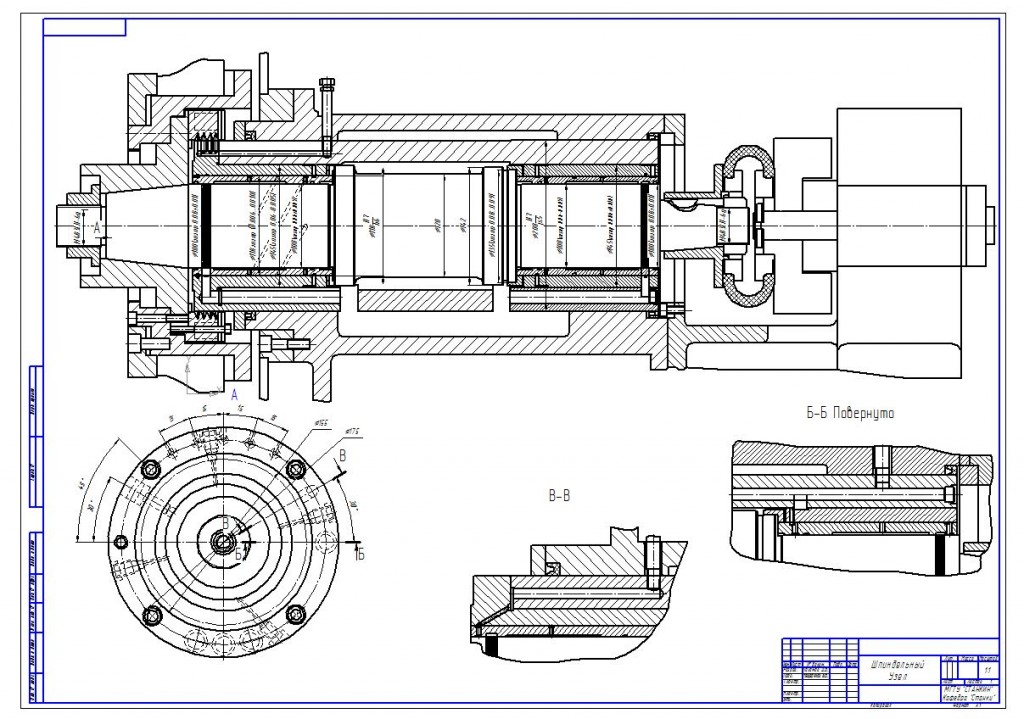
Всего комментариев: 0