Трубогиб для профиля: Купить ручной трубогиб для профильной трубы Удачный
Содержание
устройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Содержание
- Устройство станков для сгибания труб
- Принцип работы
- Как сделать самодельное устройство
- Как рассчитать конструкцию
- Руководство по изготовлению
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.

Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.

- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления.
 Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования. - Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
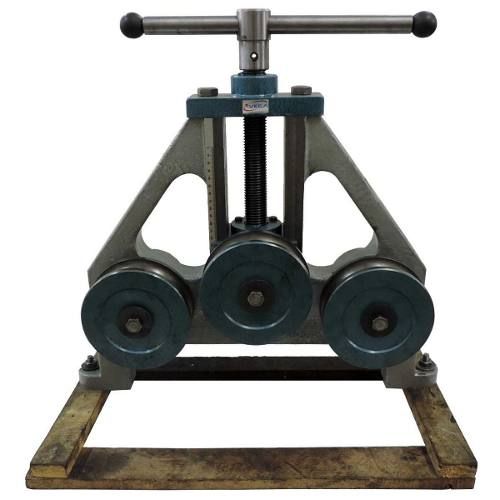
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.

Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
Трубогиб гидравлический НВ-40 (профилегиб гидравлический) YOUMET арт. 900108
Гидравлический трубогиб HB-40 предназначен для гибки труб профильного сечения из металла или другого материала по заданному радиусу, методом прокатки. Профилегиб снабжен вальцами с тремя проточками 20, 40 и 60 мм под популярные размеры профильных труб:
— профильные трубы – 15х15, 20х20, 40х20, 40х25; 60х30
— квадрат – все размеры до 20.
Для радиусной гибки станок оснащен одним верхним приводным вальцом и двумя прижимными. Вальцы изготовлены из высокопрочной стали и сделаны на подшипниках, что обеспечивает легкость вращения. Прижим вальцов обеспечивает гидравлический домкрат грузоподъемностью 6 тонн. Прижимные быстросъемные ролики перемещаются горизонтально для гибки на любой радиус, а также для работы с малыми заготовками.
Прижим вальцов обеспечивает гидравлический домкрат грузоподъемностью 6 тонн. Прижимные быстросъемные ролики перемещаются горизонтально для гибки на любой радиус, а также для работы с малыми заготовками.
Профилегиб HB-40 легко размещается в небольших помещениях и занимает мало места. Простота конструкции и легкость в эксплуатации делают этот станок незаменимым на небольших предприятиях и производствах. Позволяет легко выполнить как разовые работы, так и мелкосерийное производство по гибке. Благодаря своим небольшим габаритам и относительно небольшому весу его можно использовать непосредственно на объекте.
Компактные размеры и современные технические решения, применяемые в этой конструкции обеспечивает высочайшую производительность, при мобильности устройства.
Особенности:
• Верхний приводной вал.
• Прочная конструкция.
• Прижим осуществляется за счет гидравлического домкрата.
• В стандартной комплектации вальцы для профильной трубы.
• Простота в использовании.
• Мобильность.
• Прижимные ролики перемещаются горизонтально.
Комплектация:
— Профилегиб гидравлический.
— Комплект вальцов под профильную трубу.
Тип профиля | Максимальное сечение профиля, мм | Минимальный диаметр гибки, мм | Комплект роликов |
|---|---|---|---|
60х10 | 300 | стандарт | |
20х20 | 300 | стандарт | |
15х15 | 300 | стандарт |
Тип профиля | Максимальное сечение профиля, мм | Минимальный диаметр гибки, мм | Комплект роликов |
|---|---|---|---|
51х2. | 600 | доп. ролики | |
25х25 | 300 | доп. ролики | |
15х15 | 300 | доп. ролики | |
20 | 300 | доп. ролики | |
| 40х4
| 500 | доп. ролики |
23х23х3 | 300 | доп. ролики | |
23х23х3 | 300 | доп. |
 5
5 ролики
роликиТрубогибочные станки | Качественное трубогибочное оборудование
CML USA, Inc. предлагает большой выбор трубогибов Ercolina с производительностью от 1/4″ до 6″.
Нажмите на машину ниже, чтобы увидеть характеристики и видео трубогибочной машины в действии. Не уверен, что вам нужно? Свяжитесь с нами, и мы подскажем, какой трубогиб лучше всего соответствует вашим требованиям. Что бы ни требовалось для вашей области применения, мы обеспечим вас нашими первоклассными трубогибами и трубогибами Ercolina! Обратитесь к FAQ, чтобы узнать больше о процессе гибки труб.
Магазин множественные углы изгиба
и программы
Super Bender ® SB48
2 ″ Трубка
1-1/2 ″ Sch. вместимость 40 труб
Две скорости изгиба
Верхний изгиб ® TB60
2-1/2″ вместимость трубы
2″ Sch. вместимость 40 труб
вместимость 40 труб
Преобразование в трубогибочный станок
с аксессуаром
Верхний изгиб ® TB80
3″ вместимость трубы
2-1/2″ Sch. 40 класс A A53 емкостью
Хранители множественные углы изгиба
и программы
Top Bender ® TB100
4 ″ Tube Tube
3 ″ Sch. 40 емкость трубы
Сохранение нескольких углов изгиба
и программ
Верхний изгиб ® TB130
5″ вместимость трубы
4″ Sch. Вместимость 40 труб
Хранение нескольких углов изгиба
и программ
Верхний изгиб ® TB180
6″ .120 Sch 9010 9000 40 труб
0130G Jolly ® Junior
7/8″ x 0,095 стенка труб из мягкой стали
5/8″ x 0,120 стенка вместимость трубы из мягкой меди
083 Medi Bender ®
1-1/4″ – . 065 стенка 901″ вместимость трубки
065 стенка 901″ вместимость трубки
5 диаметр трубы
HB60 Hot Shot
2″ диаметр трубы
1-1/2″ Sch. 40 труб
Принадлежности для трубогиба
Принадлежности для ротационного трубогибочного станка Ercolina используются для расширения возможностей вашего трубогибочного станка Ercolina. Не уверен, что вам нужно? Звоните 563.391.7700 , и мы расскажем вам, какие аксессуары лучше всего соответствуют вашим требованиям.
ВЫ ИЩЕТЕ ВЫСОКОКАЧЕСТВЕННЫЙ РОТАЦИОННО-ГИБОЧНЫЙ СТАНОК, КОТОРЫЙ МНОГОКРАТНО ИЗГИБАЕТ ТРУБЫ И ТРУБЫ?
Улучшение качества гибки и создание воспроизводимых гибов под определенным углом в трубах, трубах или специальных профилях
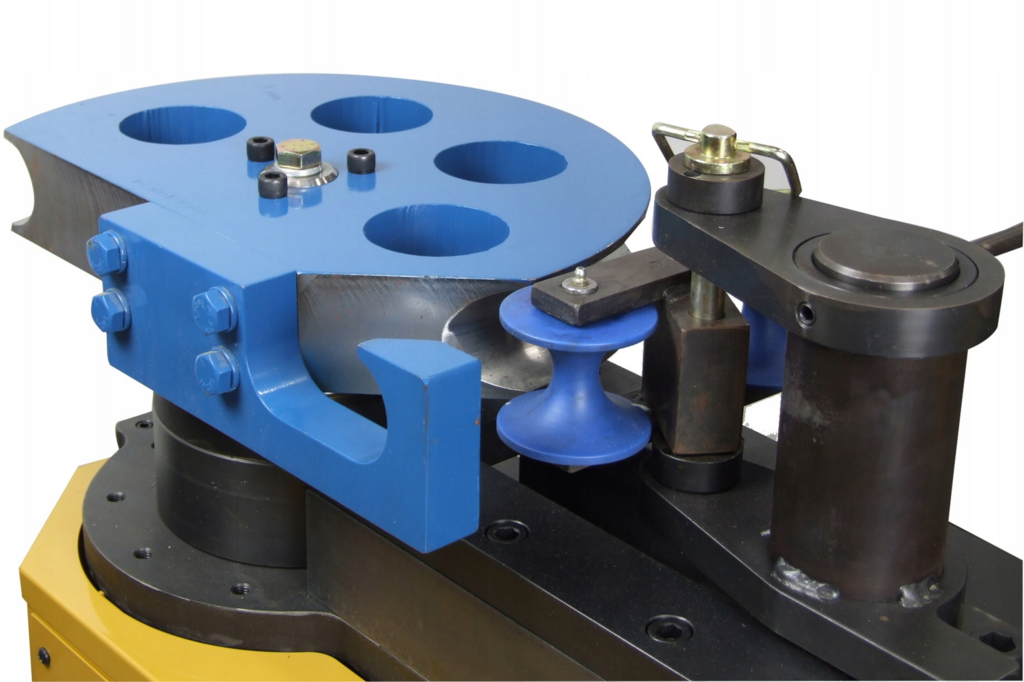
Трубогибочные станки Ercolina с вращающимся вытяжным устройством идеально подходят для большинства операций гибки.
Ротационная гибка на сегодняшний день является основным методом высококачественной гибки труб. Изгибы формируются путем вытягивания материала вокруг вращающегося формирователя гибочного штампа. В частности, передняя касательная трубы удерживается в захватном рычаге гибочной матрицы Ercolina по мере того, как труба протягивается вокруг и в канавку гибочной матрицы. Матрица для встречного изгиба или пресс-матрица прикладывает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Область контакта между вращающимся гибочным штампом и встречным гибочным штампом называется линией касания. Что отличает гибку с вращающейся вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить гибы труб высшего качества.
Изгибы формируются путем вытягивания материала вокруг вращающегося формирователя гибочного штампа. В частности, передняя касательная трубы удерживается в захватном рычаге гибочной матрицы Ercolina по мере того, как труба протягивается вокруг и в канавку гибочной матрицы. Матрица для встречного изгиба или пресс-матрица прикладывает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Область контакта между вращающимся гибочным штампом и встречным гибочным штампом называется линией касания. Что отличает гибку с вращающейся вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить гибы труб высшего качества.
Подробнее о ротационных гибочных станках Ercolina
Ротационные гибочные станки являются наиболее популярными машинами для гибки труб, труб и твердых тел в таких областях, как: поручни, отводы поручней и возврат стен, поручни для инвалидов, мебель и рамы для вывесок, нестандартные транспортные средства. детали, такие как каркасы безопасности, щетки, нерф-бары, световые стойки, подножки и многое другое. Ротационно-гибочные станки Ercolina создают эстетически привлекательные изгибы, когда правильный инструмент соответствует области применения. Кроме того, во многих случаях стандартные стандартные инструменты Ercolina предлагаются с различными радиусами изгиба осевой линии, чтобы быстро адаптироваться к вашим задачам гибки. Стандартный инструмент для гибки часто можно слегка модифицировать, если это необходимо, чтобы удовлетворить особые требования к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями гибки.
детали, такие как каркасы безопасности, щетки, нерф-бары, световые стойки, подножки и многое другое. Ротационно-гибочные станки Ercolina создают эстетически привлекательные изгибы, когда правильный инструмент соответствует области применения. Кроме того, во многих случаях стандартные стандартные инструменты Ercolina предлагаются с различными радиусами изгиба осевой линии, чтобы быстро адаптироваться к вашим задачам гибки. Стандартный инструмент для гибки часто можно слегка модифицировать, если это необходимо, чтобы удовлетворить особые требования к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки алюминиевых и нержавеющих труб и труб. Ответ: «Да». и с отличными результатами. Гибочные матрицы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам стальных, алюминиевых и нержавеющих труб.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные станки, способные производить высококачественные гибки, потому что нет ничего более важного, чем гибка с точностью и эффективностью. Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращающейся вытяжкой. С нашими моделями гибочных станков Super и Top вы можете точно контролировать процесс гибки труб от начала до конца. Ercolina предлагает модели станков для всех уровней производительности цеховой гибки от прототипа до серийного производства с ЧПУ или ЧПУ.
Быстрая и воспроизводимая качественная гибка
Конструкция трубогибочного станка с вращающейся вытяжкой Ercolina внесла новшества и изменила рынок, предлагая быструю воспроизводимую качественную гибку по разумной цене. Наша компактная мощная конструкция обеспечивает большую производительность при изгибе и требует ограниченного пространства в цехе. Станки Ercolina изготавливаются из самых современных компонентов и доказали свою надежность, обеспечивая клиентам уверенность в течение многих лет гибочного производства. Для клиентов Ercolina это означает высококачественный продукт, дающий невероятные результаты. Станки Ercolina превосходят так называемые гибочные станки конкурентов, в которых используется устаревшая гидравлика и концевые выключатели для управления углами изгиба. Никаких медленных храповых движений, до середины изгиба требуется трудоемкая регулировка инструмента. Все гибочные станки Ercolina программируются на угол изгиба с компенсацией пружинения и полным изгибом до 180 градусов за один быстрый цикл.
Для клиентов Ercolina это означает высококачественный продукт, дающий невероятные результаты. Станки Ercolina превосходят так называемые гибочные станки конкурентов, в которых используется устаревшая гидравлика и концевые выключатели для управления углами изгиба. Никаких медленных храповых движений, до середины изгиба требуется трудоемкая регулировка инструмента. Все гибочные станки Ercolina программируются на угол изгиба с компенсацией пружинения и полным изгибом до 180 градусов за один быстрый цикл.
Почему сейчас самое подходящее время для модернизации цехового трубогибочного оборудования?
Сегодняшнему производителю нужны экономичные решения, чтобы конкурировать на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб, часто увеличивают свою долю рынка и значимость для своих нынешних клиентов. С помощью трубогибочных станков Ercolina вы можете быстро производить гибку в своем цеху и экономить время и трудозатраты.
Цены на изделия и гибочные станки Ercolina вполне соответствуют бюджету большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты с правом кредита находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для наибольшей финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды и сроков аренды в соответствии с вашими требованиями. Посетите нашу страницу «Варианты аренды», чтобы получить дополнительную информацию о доступных вариантах аренды и получить смету расходов.
Остались вопросы?
Если вам нужна помощь, чтобы определить, какой трубогиб Ercolina подходит для вашего цеха, наш высококвалифицированный персонал поможет вам с гибкой труб и труб. Позвоните (563) 391-7700 или свяжитесь с нами.
Китай Высококачественные профилегибочные станки, сталь / нержавеющая сталь / алюминий
Китай Высококачественный Гидравлический профильно-гибочный станок Производитель Заводская цена Продажи
С 1989 года эксперты в области удобных в использовании профилегибочных станков с ЧПУ.
Удобный в использовании профилегибочный станок с ЧПУ. Стальные стержни, уголки, двутавровые и двутавровые балки, швеллеры, трубы и трубы для гибки стали, нержавеющей стали и алюминия.
Гидравлический профильный гибочный станок
Гидравлический профильный гибочный станок
Промышленная технология компании «Борисбанг» (BIT) является одной из первых китайских разработок в области технологии гибки профилей и работает в этой отрасли уже более 30 лет. BIT отвечает требованиям к точности, качеству и техническим характеристикам широкого круга клиентов и отраслей по всему миру. 9Профилегибочные станки с ЧПУ 0009 BIT предназначены для многократного использования по порядку, обеспечивая простоту эксплуатации, точные изгибы и высокую повторяемость. Чрезвычайно удобные в использовании, они также полностью доступны как для учеников, так и для опытных рабочих, для гибки стальных и алюминиевых профилей Made Easy.
BIT предлагает 3 типа профилегибочных станков ( PBH , PBA , MS ), они используются для гибки уголков, плоских стержней, тавровых балок, двутавровых балок, двутавровых балок, U-образных профилей, круглые и квадратные прутки, трубы и трубы квадратного сечения, а также сложные экструдированные профили.
Параметры машины для гибки алюминиевых профилей PBA
| Model | PBA-300F | PBA-450 | PBA-500 | PBA 500 + | PBA-500F | PBA-600 | ПВА 600 + | ПВА-800 | ПВА-1000 | 04 00011 |
| Power (kW) | 2.5 | 5.5 | 4 | 6.5 | 5 | 5 | 10 | 10 | 18 | 22. 5 5 |
| Roller Speed (rpm) | 1-30 | 1-20 | 1-15. | |||||||
| Максимальный диаметр формы (мм) | 160 | 240 | 240 | 240 | 240 | 260 | 260-400 | 260/320 | 300 | |
| Roller DIA (mm) | 30 | 50 | 50 | 50 | 50 | 60 | 80 | 80 | 105 | 125 |
| Axis Distance (mm) | 100 | 180-390 | 100-300 | 270-600 | 310 | 270-600 | 370-1200 | 270-600 | 450~1200 | 500-1200 |
| Y-axis Thrust (tons) | 5 | 15 | 15 | 20 | 15 | 25 | 25 | 35 | 50 | 70 |
| Accuracy Y-axis (mm) | ≤0.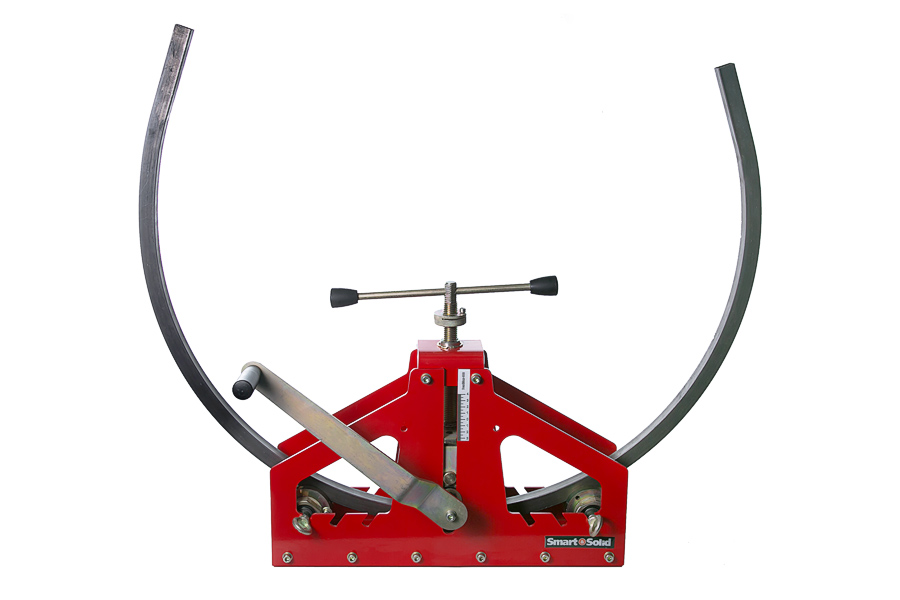 01 01 | ≤0.01 | ≤0.01 | ≤0.02 | ≤0,02 | ≤0.02 | ≤0.02 | ≤0.02 | ≤0.02 | |
| Max.Torque X-Axis (N.m) | 1200 | 1700 | 2500 | 4000 | 2500 | 4500 | 6000 | 6000 | 10000 | 1300 |
| Max.Section size (W×H)(mm) | 50×70 | 120×150 | 150×200 | 120×150 | 150 ×200 | 200×250 | 200×250 | 250×300 | 300×450 | |
| Dimension (m) | 1. 2×.8×1.3 2×.8×1.3 | 1.8×.7×1.7 | 1.5×1.2×1.4 | 1.6× 1.2×1.5 | 1.5×1.2×1.4 | 1.5×1.2×1.4 | 1.8×1.8×1.6 | 1.8×1.8×1.6 | 1.9×20×1.75 | 2.1×2.2×1.85 |
Параметры мощности на изгиб гидравлического профильно-гибочного станка PBH
Если необходимая вам секция гибки больше размера, указанного в таблице, свяжитесь с нами. Максимальный модуль упругости BIT может достигать 1000 см 3 .
| Model | PBH 120 | PBH 140 | PBH 200 | PBH 300 | PBH 360 | PBH 450 | PBH 500 | PBH 550 | PBH 600 | PBH 700 | |
44444. seces.sesecessecesseces.sesecessecessecesseces.s.sesecessecessecessecesseces.0237 seces.sesecessecesseces.sesecessecessecesseces.s.sesecessecessecessecesseces.0237 | 80×10 Φ800 | 100×25 Φ900 | 120×25 Φ1000 | 150×30 Φ1500 | 175×40 Φ2500 | 200×50 Φ2500 | 250×70 Φ3500 | 250×70 Φ3500 | 300×70 Φ4000 | 300×80 Φ5000 | |
| Max.Section(mm) Min.Bending DIA(mm) | 180×20 Φ400 | 200 ×35 Φ600 | 250×30 Φ1000 | 250×40 Φ1000 | 350×50 Φ1500 | 400×60 Φ2000 | 450×70 Φ1000 | 500×80 Φ1200 | 500×100 Φ1600 | 650×100 Φ2000 | |
| Max.Section(mm) Min.Bending DIA(mm) | 50×50 Φ500 | 60×60 Φ600 | 70×70 Φ800 | 80×80 Φ1500 | 110× 110 Φ1600 | 130×130 Φ2000 | 145×145 φ2500 | 165 × 165 φ3000 | 200 × 200 φ3500 | 240 × 240 φ | |
44444444444444444. | 102×4 Φ1000 | 140×4 Φ1800 | 170×6 Φ2000 | 219×6 Φ2500 | 245×8 Φ3000 | 325×8 Φ4000 | 400×8 Φ8000 | 452×10 Φ8000 | 510×20 Φ1000 | ||
| Max.Section(mm) Min.Bending DIA(mm) | 65×65×6 Φ1000 | 90×90×6 Φ1500 | 100×100×6 Φ2000 | 120 ×120×8 Φ3000 | 150×150×8 Φ5000 | 180×180×10 Φ6000 | 200×200×10 Φ8000 | 250×250×12 Φ10000 | 300×300×12 Φ15000 | 350×350×12 Φ30000 | |
| Макс. сечение (мм) Мин. диаметр изгиба (мм) | 80×80×10 Φ1000 | 100×100×12 Φ1200 | 120×120×12 Φ1500 | 140×140×14 Φ1500 | 160×160×20 Φ1800 | 180×180 ×20 Φ3000 | 200×200×20 Φ4000 | 200×200×28 Φ4000 | 200×200×30 Φ4500 | 200×200×30 Φ4500 | |
Max.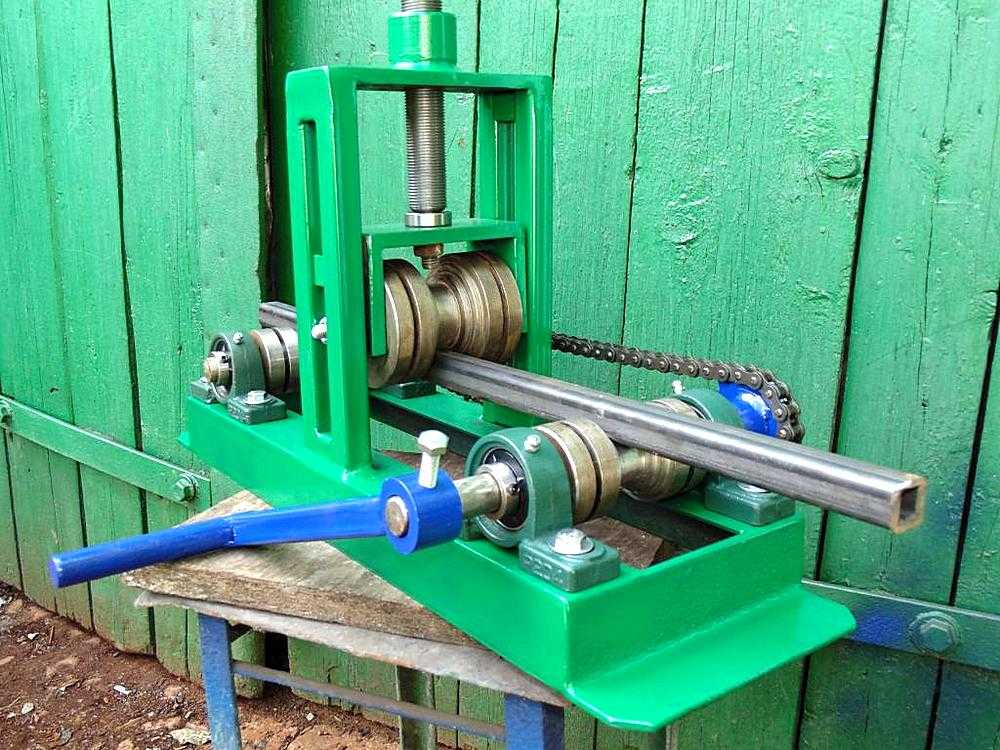 Section( мм) Section( мм) Мин. диаметр изгиба (мм) | 80×80×10 Φ1500 | 100×100×12 Φ2000 | 120×120×12 Φ2000 | 140×140×14 Φ2500 | 160×160×20 Φ3000 | 180×180×20 Φ4000 | 200×200×20 Φ4500 | 200× 200×28 Φ6000 | 200×200×30 Φ8000 | 200×200×30 Φ8000 | |
| Max.Section(mm) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |
| Max.Section(mm) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |
Max. Section(mm) Section(mm) Min.Bending DIA(mm) | 80×80×9 Φ700 | 80×80×10 Φ800 | 100×100×10 Φ1000 | 130×130×15 Φ1500 | 150×150×20 Φ2000 | 180×180×20 Φ3000 | 200×200×20 Φ3000 | 250×250×30 Φ4000 | 300× 300×30 Φ4000 | 350×350×30 Φ5000 | |
| Максимальное сечение (мм) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |
| Max.Section(mm) Min.Bending DIA(mm) | 140 Φ4000 | 160 Φ6000 | 200 Φ9000 | 240 Φ15000 | 320 Φ32000 | 400 Φ35000 | 450 Φ40000 | 500 Φ40000 | |||
| Sectional modulus cm 3 | 10-20 | 16-45 | 45- 75 | 75-140 | 140-180 | 180-250 | 250-320 | 320-400 | 400-500 | 500-600 | |
| Motor power(kW) | 5.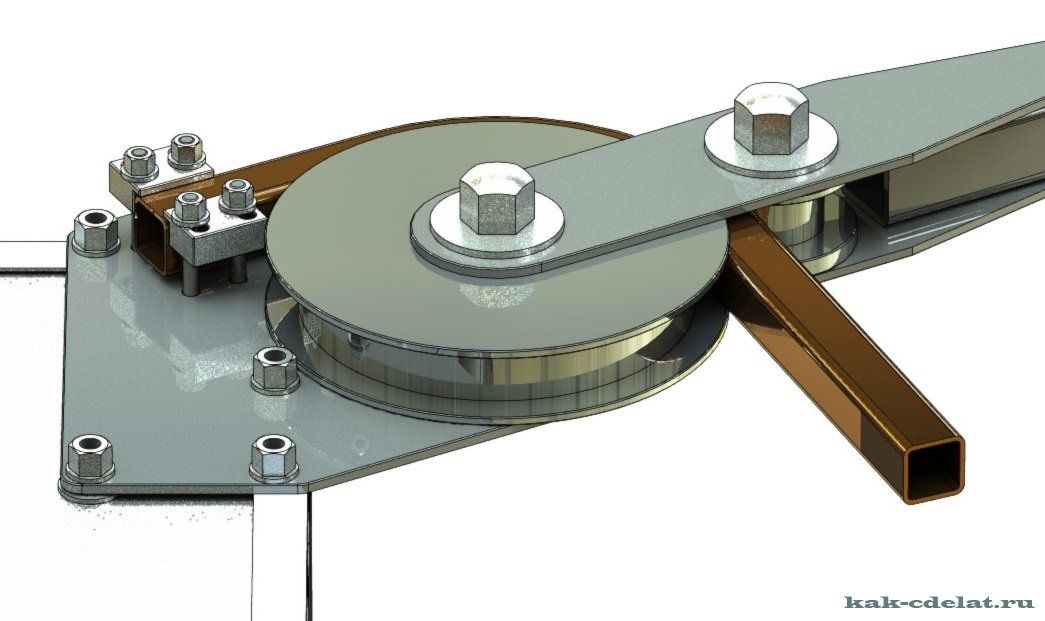 5 5 | 11 | 11 | 15 | 18.5 | 22 | 30 | 37 | 37 | 45 |
Notes: A profile bending machine is also known as a angle rolls as it is used to также сгибать объекты труб. Профилегибочные станки серии PBH компании BIT (станки для гибки профильных труб) подходят для гибки таких объектов, как трубы, трубы и т. д. Они используются из-за их высокой точности и предпочтений клиентов. Руководство пользователя см. на следующем веб-сайте: Руководство пользователя 9.0166 Характеристики профилегибочного станка PBH
BIT Профилегибочный станок PBH (профилегибочный станок) в стандартной конфигурации поставляется с пакетом функций, которые обычно отсутствуют на других станках: 8 комплектов (до 9 комплектов) масляного цилиндра приводы, 3D направляющий ролик с гидравлическим управлением повышает точность гибки профиля. Калибровочный валок для постоянного изгиба при прокатке уголков и труб. Стандартные комбинированные пресс-формы могут обрабатывать множество заготовок (угловые, квадратные трубы/стержни, плоские стержни, швеллеры, двутавровые или двутавровые балки и тройники). Низкое энергопотребление – энергосбережение, меньшая мощность, чем у других машин на рынке с такой же мощностью гибки.
Стандартные комбинированные пресс-формы могут обрабатывать множество заготовок (угловые, квадратные трубы/стержни, плоские стержни, швеллеры, двутавровые или двутавровые балки и тройники). Низкое энергопотребление – энергосбережение, меньшая мощность, чем у других машин на рынке с такой же мощностью гибки.
Наш отдел исследований и разработок разработал широкий спектр инструментов и принадлежностей: гибка двутавровых балок для жесткой гибки, формирование и гибка V-образных каналов для горных работ, формирование и прокатка полутруб, а также большое разнообразие специальных гибочные приложения для повышения производительности и качества обработки специальных материалов.
Видео процесса гибки профилей на гибочном станке из стали PBH и алюминиевого профиля PBA
Профилегибочные станки BIT оснащены прочной стальной конструкцией, серводвигателем или гидравлической системой, а также удобными в использовании прочными гибочными роликами, обеспечивающими быструю и надежную работу и спроектированными для минимизации потерь энергии.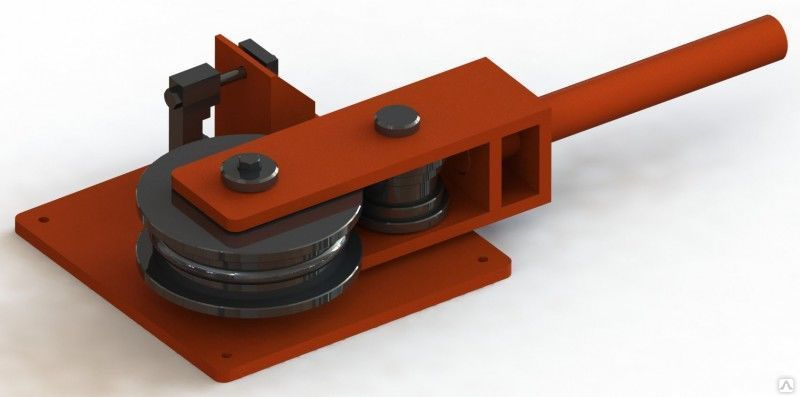
Примечания: Первая половина — это гибка стального профиля , а вторая половина алюминиевого профиля г. видео.
Шесть шагов гибки профиля
- Шаги 1#: Загрузка гибки металлических профилей – металлический профиль вставляется между верхним роликом и правым нижним роликом. Металлический профиль при необходимости может опираться и не подвергается деформационным нагрузкам.
- Шаги 2#: Движение правого нижнего ролика до верхнего ролика достигает положения защемления – металлический профиль блокируется между валками и может двигаться вперед и назад, вращая валки. Прикладываемое давление ниже, чем необходимое для деформации профиля.

- Шаги 3#: Предварительная гибка между верхним валиком и левым валком – правый валик медленно поднимается, начинает прокатку и выполняет предварительную гибку между верхним валком и левым валиком.
- Этапы 4#: Рабочая фаза – на этой фазе увеличивается давление и происходит деформация профиля за счет перемещения профиля и движения валков.
- Шаги 5#: Предварительная гибка между верхним роликом и правым роликом – Левый ролик опущен, а правый ролик поднят. Материал направляется влево, и три валка начинают прокатку, предварительно сгибаясь между верхним вальцом и правым вальцом.
- Шаги 6#: Разгрузка металлического профиля – устранено давление на профиль и увеличено пространство между роликами, чтобы профиль можно было извлечь из станка.
Понятно, что для загрузки профиля на станок должно присутствовать достаточное расстояние между роликами. Ясно также, что для блокировки профиля между валками и приложения давления необходимо уменьшить это расстояние. Один или несколько роликов должны иметь возможность двигаться относительно других.
Один или несколько роликов должны иметь возможность двигаться относительно других.
Подробнее: Роликовая гибка в 12 процессах гибки металла
5 основных моментов, которые следует учитывать перед покупкой профилегибочного станка
Профилегибочный станок первого поколения компании BIT (1998 г.)
Выбор профилегибочного станка с ЧПУ может показаться сложным, но на самом деле он состоит из нескольких простых шагов. Во-первых, определите максимальный размер и тип материала, который вы будете катать. Затем определите типы профилей (уголки, плоские поверхности, трубы и т. д.), которые вы будете формировать. Наконец, определите, будете ли вы скручивать материал в один простой радиус или у вас будет или вам понадобится возможность формировать переменные радиусы.
1#:
Предел текучести
Что касается предела текучести углового железного ролика, машины BIT единообразно рассчитываются на основе предела текучести Q235 и имеют предел текучести от 36 000 до 38 000 фунтов на квадратный дюйм (PSI). . Если у вас есть особые требования, укажите в запросе предел текучести металлического материала. Предел текучести Q235: относится к пределу текучести этого материала, около 235 МПа.
. Если у вас есть особые требования, укажите в запросе предел текучести металлического материала. Предел текучести Q235: относится к пределу текучести этого материала, около 235 МПа.
2#:
Правильный размер
Независимо от того, гнут ли оператор уголки, выбор инструмента имеет решающее значение. Инструменты должны соответствовать профилю, но не быть настолько тугими, чтобы негативно повлиять на усадку и рост заготовки. Слишком туго затянутый инструмент может вызвать локальную деформацию и, в худшем случае, фактически выдолбить поверхность материала.
Когда операторам необходимо согнуть открытый профиль, например угол, в их распоряжении меньше инструментов для уменьшения деформации. Помимо выбора инструмента и подгонки, угловой валец должен выбрать машину правильного размера, с достаточным тоннажем формования и соответствующей длиной захвата — достаточной, чтобы обеспечить необходимый рычаг для уменьшения деформации, но не настолько долго, чтобы они потребовали чрезмерно долгого жертвенного времени. прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
3#:
Различная способность к изгибу
Типы металла, которые может обрабатывать профилегибочный станок, во многом зависят от его способности к изгибу, мы используем модуль сопротивления для оценки возможностей углового железного ролика.
Производительность является одним из наиболее заметных различий между этими профильно-гибочными станками, каждый угловой валок имеет рейтинг модуля сечения. Составьте список материалов и размеров металлического профиля, с которым вы регулярно работаете, и проконсультируйтесь со специалистом, чтобы выяснить, какой тип профилегибочного станка лучше всего подходит для вас. При определении того, какая угловая валковая машина лучше всего подходит для поставленной задачи, важно изучить, для чего предназначена каждая профильная гибочная машина, и понять, с какими материалами она будет работать.
Мы предоставили подробную информацию о машинах для гибки профилей, такую как производительность и производительность.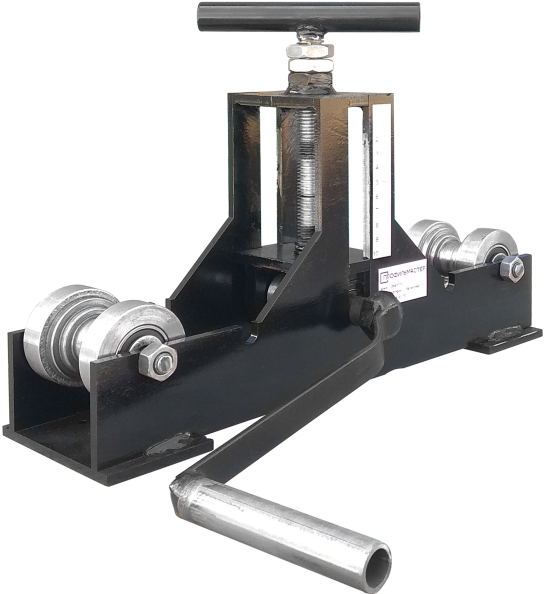
4#:
Разгибание плоских концов
Профилегибочный станок серии PBH имеет независимое движение двух нижних роликов, что позволяет оператору свести к минимуму жертву отгибаемых плоских участков на заготовке. Кроме того, операторы могут точно отрегулировать положение ролика, чтобы еще больше свести к минимуму несогнутую плоскость.
Опять же, как правило, прокатный цех, который изгибает небольшую заготовку на большом профильно-гибочном станке (профилегибочном станке), должен учитывать длинную плоскую секцию, что увеличивает материальные затраты. Благодаря преимуществам своей конструкции и принципу работы, двухзажимный профилегибочный станок хорошо решает эту проблему.
5#:
Посмотреть таблицу пределов изгиба
Сравните информацию о том, какое усилие может создавать угловой железный ролик, и какие металлы (листы, рулоны и т. д.) он предназначен для обработки, и сравните ее с вашими заводские сертификаты или другую соответствующую информацию, чтобы определить, какой профилегибочный станок лучше всего соответствует вашим потребностям.
Ниже мы также предоставляем возможности обработки профилегибочного станка PBH для справки.
Подробнее: Основные сведения о профилегибочном станке
Важное чтение: КЛЮЧЕВЫЕ МОМЕНТЫ, КОТОРЫЕ СЛЕДУЕТ ЗНАТЬ ПЕРЕД ЭКСПЛУАТАЦИЕЙ ПРОФИЛЬНО-ГИБОЧНОГО СТАНКА
Видео о гибке профилей
Дополнительные методы гибки металлических профилей
BendingAngle Iron BendingChannel BendingГибка балкиГибка двутавровой балкиВосемь видов руководства по гибке металлических профилей.
Справочник: Лучшее руководство для начинающих по гибке металлических профилей
Событие и обновление
Гибка профиля
Семь аспектов технологичности заготовок для гибки пластин
на
Заготовка для гибки пластин с хорошей технологичностью может не только получить хорошее качество, но и упростить процесс и плесень, и снизить себестоимость продукции. Технологичность гибки пластин…
Технологичность гибки пластин…
Гибка профилей
Процесс гибки пластин: основы, три этапа, четыре метода
на
Штамповочный процесс гибки плоских заготовок, профилей или труб на определенную кривизну и определенный угол для формирования деталей определенной формы называется гибкой. При действии внешнего изгибающего момента М на…
Изгиб профиля
Изгиб труб из нержавеющей стали: основы, методы, изгиб на 90°
на
Холодное профилирование
Профилирование и гибка: различия, плюсы, минусы
на
Всего комментариев: 0