Чистота обработки резьбы: Шероховатость резьбовых соединений :: HighExpert.RU
Содержание
Шероховатость при литье, фрезеровании, точении, сверлении, нарезании резьбы
Синим цветом выделены возможные значения параметров шероховатости. Зеленым цветом выделены оптимальные значения параметров шероховатости для конкретного вида литья.
| Вид литья | Параметры шероховатости, мкм | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rz | Ra | |||||||||||||
| 400 | 200 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | 0,05 | 0,025 | 0,012 | |
| Литье в песчаные формы | ||||||||||||||
| Литье в кокиль | ||||||||||||||
| Литье по выплавляемым моделям | ||||||||||||||
| Литье в оболочковые формы | ||||||||||||||
| Литье под давлением | ||||||||||||||
| Центробежное литье | ||||||||||||||
Таблица шероховатости поверхностей заготовок деталей, обрабатываемых давлением
Синим цветом выделены возможные значения параметров шероховатости для конкретного метода обработки.
| Метод обработки | Параметры шероховатости, мкм | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rz | Ra | |||||||||||||
| 400 | 200 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | 0,05 | 0,025 | 0,012 | |
| Горячая ковка в штампах | ||||||||||||||
| Горячая вырубка и пробивка | ||||||||||||||
| Горячая объемная штамповка без калибровки | ||||||||||||||
| Холодная штамповка | ||||||||||||||
| Круглый холодный прокат (калиброванный) | ||||||||||||||
| Прокат листовой | ||||||||||||||
| Прокат ленты | ||||||||||||||
| Прокат после обдувки песком | ||||||||||||||
Таблица шероховатости поверхностей при различных видах обработки деталей резанием
Синим цветом выделены возможные значения параметров шероховатости для конкретного метода обработки.
| Методы обработки | Параметры шероховатости, мкм | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rz | Ra | |||||||||||||
| 400 | 200 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | 0,05 | 0,025 | 0,012 | |
| Фрезерование | ||||||||||||||
| Точение и расточка | ||||||||||||||
| Сверление | ||||||||||||||
| Нарезание резьбы | ||||||||||||||
| Зенкерование | ||||||||||||||
| Зенкование | ||||||||||||||
| Растачивание | ||||||||||||||
| Развертывание | ||||||||||||||
| Шлифование | ||||||||||||||
| Строгание | ||||||||||||||
| Долбление | ||||||||||||||
| Газовая резка | ||||||||||||||
| Отрезка приводной пилой | ||||||||||||||
| Дробеструйная и пескоструйная обработка | ||||||||||||||
| Протягивание | ||||||||||||||
| Шабрение | ||||||||||||||
| Слесарная опиловка | ||||||||||||||
| Электроэрозионная обработка | ||||||||||||||
| Хонингование | ||||||||||||||
| Суперфиниширование | ||||||||||||||
| Притирка | ||||||||||||||
| Полирование | ||||||||||||||
| Доводка | ||||||||||||||
Чистота — поверхность — резьба
Cтраница 2
Преимуществом данного метода нарезания по сравнению с обычным являются: высокие скорости резания и производительность, благодаря чему машинное время уменьшается в 5 — 7 раз, высокая точность нарезаемой резьбы, чистота поверхности резьбы, работа без охлаждения.
[16]
Применение при нарезании резьбы смазывающе-охлаждающей жидкости: сульфофрезола ( для стальных деталей) или керосина ( для чугунных) уменьшает трение метчика о нарезаемое отверстие, снижает потребный крутящий момент, повышает стойкость инструмента и чистоту поверхностей резьбы.
[17]
Чистота поверхности резьбы, накатанной одним роликом, соответствует 6 — 8-му классам ГОСТ 2789 — 51, а точность 3 — 2-му классам.
[18]
Резьбонарезные головки должны гарантировать нарезание резьбы 2-го класса точности на станках, удовлетворяющих соответствующим нормам точности. Класс чистоты поверхности резьбы должен быть не ниже 6-го.
[19]
При серийном и крупносерийном производстве для защиты от коррозии заготовки окрашивают до механической обработки, так. Предварительная окраска обеспечивает чистоту поверхностей резьб и мелких отверстий, обрабатываемых позже.
[20]
Для высокопрочных и толстостенных труб крутящий момент увеличивается. На величину момента влияет также чистота поверхности резьбы.
На величину момента влияет также чистота поверхности резьбы.
[21]
| Схемы резания при резьбона.
[22] |
Резьбовые резцы применяют для нарезания наружной и внутренней резьб по профильной ( рис. 80, а), генераторной ( рис. 80, б) и смешанной профильногсне-раторной ( рис. 80, в) схемам резания. Трапецеидальные резьбы нарезают преимущественно по профильной схеме резания, которая менее производительна, чем генераторная, но позволяет получать более высокий класс чистоты поверхности резьбы. Смешанная схема резания по производительности занимает промежуточное положение между профильной и генераторной схемами резания при получении хорошего качества поверхности.
[23]
| Схемы резания при резьбона.
[24] |
Резьбовые резцы применяют для нарезания наружной и внутренней резьб по профильной ( рис. 80, а), генераторной ( рис. 80, б) и смешанной профильногене-раторной ( рис. 80, в) схемам резания. Трапецеидальные резьбы нарезают преимущественно по профильной схеме резания, которая менее производительна, чем генераторная, но позволяет получать более высокий класс чистоты поверхности резьбы. Смешанная схема резания по производительности занимает промежуточное положение между профильной и генераторной схемами резаиия при получении хорошего качества поверхности.
80, а), генераторной ( рис. 80, б) и смешанной профильногене-раторной ( рис. 80, в) схемам резания. Трапецеидальные резьбы нарезают преимущественно по профильной схеме резания, которая менее производительна, чем генераторная, но позволяет получать более высокий класс чистоты поверхности резьбы. Смешанная схема резания по производительности занимает промежуточное положение между профильной и генераторной схемами резаиия при получении хорошего качества поверхности.
[25]
В рабочее положение заготовку устанавливают специальным сепаратором последовательно, по мере подходов срезов 4 ко второму ( обычному) ролику. За один оборот ролика может быть накатано в среднем 1 — 7 заготовок. Чистота поверхности резьбы при накатывании затылованными роликами несколько снижается.
[26]
В рабочее положение заготовку устанавли — вают специальным сепаратором последовательно, по мере подхода срезов 4 ко второму ( обычному) ролику. За один оборот ролика может быть накатано в среднем l — j — 7 заготово. Чистота поверхности резьбы при накатывании затылованными роликами несколько снижается.
Чистота поверхности резьбы при накатывании затылованными роликами несколько снижается.
[27]
Более высокая степень точности резьбы ( 2 — й класс) может быть обеспечена самораскрывающимися винторезными головками, тар как; каждая гребенка головки может быть прошлифована после термообработки и достаточно точно установлена в головке. Самораскрывающиеся винторезные головки — инструмент не толькс более точный, но и более производительный, так как по окончание нарезания не требуется процесса свинчивания. Вследствие этого не сколько повышается также и чистота поверхности резьбы.
[28]
Обычно резцовая головка и деталь вращаются в разных направлениях. Однако в некоторых случаях применяют метод так называемой попутной подачи, когда направления вращения резцовой головки и детали совпадают. При этом методе процесс реза-ния совершается более спокойно и чистота поверхности резьбы повышается.
[29]
Физико-механические свойства титановых сплавов вызывают большие затруднения при нарезании резьбы. Вследствие высокой химической активности и низкой теплопроводности титановых сплавов в процессе резьбонарезания на режущих поверхностях инструмента образуется нарост, прочно схватывающийся с поверхностью инструмента. В результате значительно возрастают силы трения и силы резания и ухудшается чистота поверхности резьбы. Вследствие заклинивания в обрабатываемом металле нередки поломки метчиков.
Вследствие высокой химической активности и низкой теплопроводности титановых сплавов в процессе резьбонарезания на режущих поверхностях инструмента образуется нарост, прочно схватывающийся с поверхностью инструмента. В результате значительно возрастают силы трения и силы резания и ухудшается чистота поверхности резьбы. Вследствие заклинивания в обрабатываемом металле нередки поломки метчиков.
[30]
Страницы:
1
2
3
Отделка резьбы для изготовления стержней — Бесплатная доставка
Фильтр по
В наличии (24)
Нет в наличии (6)
БД Классик (2)
ЦРБ (2)
Гибкое пальто (3)
Поколение 4 (2)
ПроКотэ (3)
Сеймо (6)
ТредМастер (4)
Трондак, Инк.
 (4)
(4)
Очиститель кистей (2)
Средство для сохранения цвета (1)
Эпоксидная смола (15)
Краски и пигменты (1)
Принадлежности (5)
Инструменты (2)
1 унция.
 (2)
(2)2 унции (6)
4 унции. (10)
8 унций. (11)
16 унций (7)
32 унции. (10)
128 унций. (7)
2 унции Комплект со шприцами (1)
4 унции.
 Комплект с кепками Yorker (1)
Комплект с кепками Yorker (1)2 унции Супер Комплект (1)
Комплект наполненных шприцев объемом 24 куб. см (1)
Пакет 6 г (1)
20 мм (1)
24 мм (1)
4 унции (4)
8 унций (4)
16 унций (4)
32 унции (4)
128 унций (4)
Показаны 1 — 24 из 26 товаров
Посмотреть
Фильтр по
В наличии (24)
Нет в наличии (6)
БД Классик (2)
ЦРБ (2)
Гибкое пальто (3)
Поколение 4 (2)
ПроКотэ (3)
Сеймо (6)
ТредМастер (4)
Трондак, Инк.
 (4)
(4)
Очиститель кистей (2)
Средство для сохранения цвета (1)
Эпоксидная смола (15)
Краски и пигменты (1)
Принадлежности (5)
Инструменты (2)
1 унция. (2)
2 унции (6)
4 унции.
 (10)
(10)8 унций. (11)
16 унций (7)
32 унции. (10)
128 унций. (7)
2 унции Комплект со шприцами (1)
4 унции. Комплект с кепками Yorker (1)
2 унции Супер Комплект (1)
Комплект наполненных шприцев объемом 24 куб.
 см (1)
см (1)Пакет 6 г (1)
20 мм (1)
24 мм (1)
4 унции (4)
8 унций (4)
16 унций (4)
32 унции (4)
128 унций (4)
Руководство по отделке грифа
Общие сведения о резьбовых горлышках бутылок и размерах крышек
Резьбовые контейнеры и крышки (также называемые «непрерывной резьбой», «винтовой крышкой» или «навинчивающимися») используют систему, в которой внутренняя канавка на крышке сопрягается с резьбой на соответствующий контейнер.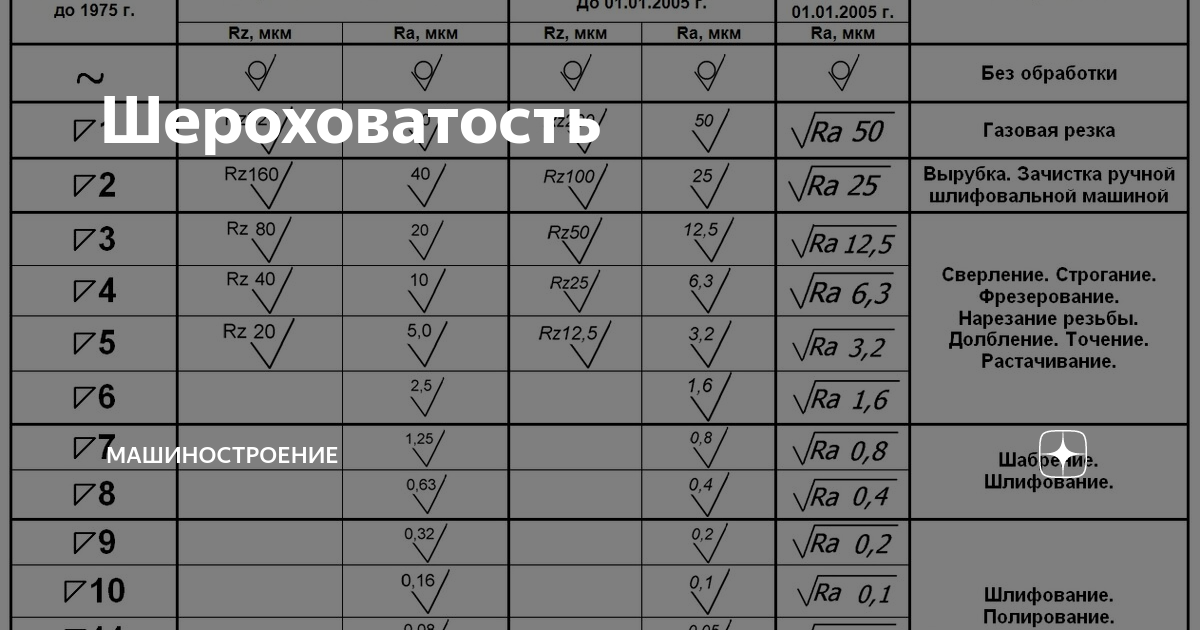 Этот тип контейнера можно определить по его круглому отверстию и гребню, который окружает горлышко контейнера (так называемая «резьба»).
Этот тип контейнера можно определить по его круглому отверстию и гребню, который окружает горлышко контейнера (так называемая «резьба»).
Но как узнать, какой контейнер и крышка подойдут друг к другу? Производители крышек и контейнеров используют стандартизированное соглашение об именах для описания открытия и резьбы своих продуктов. Мы здесь, чтобы помочь вам понять, что такое отделка шеи и как ее измерить!
Что такое отделка грифа?
Отверстие контейнера с непрерывной резьбой называется горловиной (часть бутылки, показанная на рисунке размером «H» ниже). Отделка горловины включает в себя несколько измерений:
T Размер – это измерение наружного диаметра, включая резьбу. Также называется шириной горлышка . Именно так измеряется диаметр отверстия горлышка бутылки и определяется совместимость между бутылкой и крышкой.
E Размер — внешний диаметр шейки (без резьбы). Эта область также называется горловиной бутылки или контейнера.
I Размер – это внутренний диаметр горлышка бутылки. Правильная установка дисковых крышек с уплотнением пробки, а также редукторов отверстия может повлиять на то, как крышка входит в зацепление с бутылью, и зависит от этого размера для надежного уплотнения.
S Размер – это расстояние от верха отделки до верхней кромки первого витка.
Размер H — это высота отделки горлышка. Измеряется от вершины горлышка до точки, где размер T , вытянутый вниз, пересекается с плечом бутылки. Эта область также известна как шейка или шейка . Ребро, которое окружает горловину, называется резьбой .
Есть два критических фактора для определения соответствия контейнера/укупорочного средства:
- Ширина шейки (размер T, измеренный в миллиметрах)
- Тип резьбы
Что такое тип резьбы?
Резьба или тип резьбы (также называемая виток резьбы или резьба ) относится к тому, сколько раз резьба на горлышке контейнера проходит друг друга или закручивается в виде непрерывной спирали. Крышка имеет соответствующую внутреннюю спираль, которая сочетается с горлышком, чтобы обеспечить герметичность упаковки. Институт стеклянной упаковки (GPI) и Общество производителей пластмасс (SPI) разработали набор рекомендаций для установления стандарта резьбы на стеклянных и пластиковых контейнерах соответственно. В дополнение к ширине горлышка, стиль резьбы как на контейнере, так и на крышке также должен совпадать, чтобы обеспечить надлежащее уплотнение.
Крышка имеет соответствующую внутреннюю спираль, которая сочетается с горлышком, чтобы обеспечить герметичность упаковки. Институт стеклянной упаковки (GPI) и Общество производителей пластмасс (SPI) разработали набор рекомендаций для установления стандарта резьбы на стеклянных и пластиковых контейнерах соответственно. В дополнение к ширине горлышка, стиль резьбы как на контейнере, так и на крышке также должен совпадать, чтобы обеспечить надлежащее уплотнение.
Стандартные типы резьбы для бутылок
Несмотря на то, что существует широкий выбор вариантов обработки резьбы, вот некоторые из наиболее распространенных вариантов обработки резьбы как для пластиковых, так и для стеклянных контейнеров:
Большинство стилей резьбы представлены трехзначным числом, подобным тем, которые перечислены выше. Однако специальные бейсболки могут обозначать отделку грифа дополнительными цифрами или буквами. Несколько примеров этого включают в себя множество стеклянных контейнеров, таких как контейнеры с горлышком, обозначенным цифрой 2040, или колпачки, разработанные для уникальных применений, такие как этот колпачок Drop-Lok для газированных напитков, или многие из наших укупорочных средств с защитой от вскрытия.
Использование отделки горловины для соответствия контейнерам и крышкам
Для соответствия контейнеру с надлежащей крышкой, отделка горлышка бутылки должна соответствовать размеру крышки.
Как измерить венчик горлышка контейнера
Чтобы определить венчик горлышка бутылки с резьбой, измерьте диаметр горлышка, включая крайние резьбы (размер T).
Как измерить отделку шейки колпачка
Чтобы определить диаметр (или размер) колпачка, измерьте расстояние от одной стороны внутренней стенки колпачка до противоположной стороны. Полученное значение внутреннего диаметра колпачка в миллиметрах представляет собой отделку шейки колпачка.
Большинство производителей бутылок и крышек включают ширину горлышка и вид резьбы в спецификации своей продукции. Отделка грифа обычно представлена:
- Двузначный номер ( ширина шейки )
- Трехзначный номер ( отделка резьбы )
Эти номера разделены тире или косой чертой, например 28-410 или 28/ 410. Например, если горлышко бутылки 28 мм 28-410:
Например, если горлышко бутылки 28 мм 28-410:
.
- 28 представляет размер T или ширину шейки, размер поперек отверстия шейки, включая резьбу в миллиметрах.
- 410 указывает на 1,5 витка резьбы вокруг горлышка контейнера, тип резьбы или отделку резьбы.
Чтобы найти подходящую крышку или верхнюю часть для этого контейнера, крышка должна иметь ту же ширину и тип резьбы и, следовательно, горловину 28 мм 28-410. Любая из этих крышек подойдет к бутылке 28-410.
Тем не менее, при выборе наиболее подходящего контейнера и укупорочного средства для ваших нужд важно учитывать упаковку в целом. Если резьба контейнера не входит должным образом в крышку, упаковка может выйти из строя. Это может привести не только к потере продукта, но и к потенциальному беспорядку, а также к недовольным клиентам. Иногда упаковка может выйти из строя или крышка не защелкнется, даже если указанная отделка горловины совпадает как на крышке, так и на контейнере.
3 дополнительных фактора, которые могут повлиять на посадку бутылки и крышки
1) Дополнительные компоненты к упаковке
Иногда ваш соус, специя или продукт нуждаются в дополнительных компонентах для упаковки, чтобы соответствовать вашим потребностям.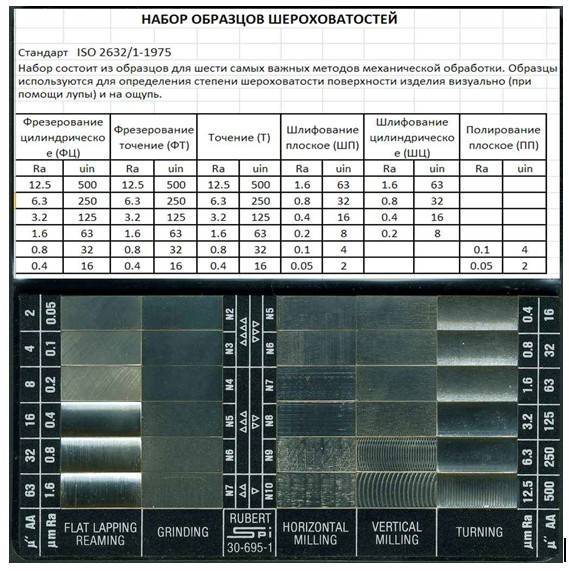 При введении таких факторов, как вкладыш крышки, эти элементы могут повлиять либо на то, как крышка сидит на горлышке контейнера, либо даже на фланец, который препятствует правильному зацеплению резьбы. Примеры компонентов упаковки, которые могут повлиять на совместимость крышек и бутылок, включают:
При введении таких факторов, как вкладыш крышки, эти элементы могут повлиять либо на то, как крышка сидит на горлышке контейнера, либо даже на фланец, который препятствует правильному зацеплению резьбы. Примеры компонентов упаковки, которые могут повлиять на совместимость крышек и бутылок, включают:
- Вкладыши для крышек
- Сокращения отверстий
- Оснастка для просеивателей
- Погружные трубки
- Уплотнители пробок
Не только крышка и бутылка должны работать вместе, но и каждый элемент упаковки.
2) Отличие от производителя
Хотя система была введена для стандартизации в отрасли, различные конструкции производителей и составы материалов могут влиять на толщину как крышки, так и укупорочного средства. Например, бутылка из ПЭТ-пластика может иметь более тонкую конструкцию стенки, чем ПЭВП, из-за индивидуальных свойств каждого типа пластика.
Аналогичным образом, некоторые колпачки с защитой от детей имеют более короткую резьбу из-за их функций защиты от детей и имеют более узкий допуск на посадку, чем стандартные крышки.
3) Условия применения колпачка
Помимо самой упаковки, еще одним фактором, который следует учитывать при определении совместимости бутылок и крышек, является процесс, в котором вы надеваете крышки. Хотя два продукта могут работать вместе сразу после их установки, они должны работать в контексте вашего приложения. Важно проанализировать, как ваш продукт и процесс укупорки повлияют на вашу упаковку. Лучший способ убедиться в том, что бутылка идеально подходит к крышке, — это запросить образец каждой из них и самостоятельно проверить соответствие. Некоторые факторы включают в себя:
- Температура наполнения
- Давление
- Процесс укупорки
Если у вас есть вопросы о вашем уникальном применении или вам нужна помощь в поиске решения для ваших конкретных потребностей, Cary Company может помочь! У нас есть команда отраслевых экспертов с ресурсами и знаниями, чтобы найти идеальную упаковку для вашего продукта! Если у вас есть какие-либо вопросы, свяжитесь с нами по телефону 630.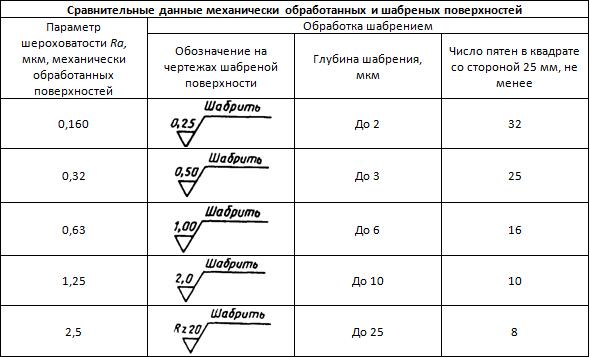
Всего комментариев: 0