Характеристики PLA‑пластика | Безопасность | Достоинства и недостатки | Что печатают из PLA? | Модификации | Постобработка изделий из PLA | Советы по печати | Итоги: кратко
Самым широко применяемым пластиком в 3D‑печати по технологии FDM является PLA. Polylactic Acid, полилактид или полимолочная кислота – экологичный, биоразлагаемый полиэфир, основу которого составляет преимущественно молочная кислота. Регулируя ее уровень при производстве, можно получить различные свойства полимера, тем самым расширяя области его использования. Изготавливают PLA из органического сырья – кукурузы, соевого белка, тростника и тому подобного, что делает производство недорогим, а его ресурсы возобновляемыми.
Появлению PLA мы обязаны американскому химику Уоллесу Карозерсу, который также известен как создатель нейлона и неопрена. Несмотря на то, что полилактид был изобретен в 1930-е годы, его коммерческое производство началось лишь спустя пятьдесят лет.
За последнее время применение этого материала выросло до огромных масштабов в качестве упаковочного материала и филамента для 3D‑печати, а по популярности он стал биопластиком номер один в мире.
«У наших клиентов PLA занимает первое место по объему потребления, – говорит исполнительный директор компаний REC и 3D Solutions Дмитрий Миллер. – Это вполне заслуженно, так как печатать им легче, чем каким-либо другим пластиком, и он наименее требователен к оборудованию. Любой самый простой персональный 3D‑принтер будет прекрасно работать с этим материалом, и никаких сложностей не возникнет».
В этой статье познакомимся с PLA поближе.
Требуется помощь или консультация по вопросам 3D‑печати, выбора оборудования и ПО? Обратитесь к нашим специалистам:
Закажите консультацию 3D-экспертов
Характеристики PLA‑пластика
Натуральный PLA представляет собой непрозрачный пластик мутноватого светлого оттенка и обладает следующими физическими свойствами:
Рабочий диапазон температур PLA‑пластика значительно ниже, чем у ABS. По причине высокой гигроскопичности не следует использовать данный полимер на морозе, а верхняя граница температур колеблется в районе 60‑70 градусов, хотя некоторые разновидности способны выдержать и немного больше. В качестве растворителей используются диоксан, дихлорэтан, горячий бензол. Из‑за низкой температуры плавления PLA трудно обрабатывать механическими способами.
Также читайте: ABS‑пластик в аддитивном производстве: полезные советы
Краткий гид по применению PETG в 3D-печати Композиты в FDM‑печати: виды, преимущества и топ российских материалов Высокоэффективные инженерные пластики – реальная альтернатива металлам?
Безопасность
Самое главное преимущество PLA – безопасность. Пластик полностью экологичный, биоразлагаемый (в течение порядка шести месяцев при соблюдении правильных условий) и биосовместимый. Во время печати выделяет легкий приятный запах, напоминающий готовый попкорн. При прочих равных условиях PLA стабилен, безопасен для использования в пищевой промышленности и медицине. Без каких-либо проблем подвергается переработке и повторному использованию, а ресурсы для его производства возобновляемые.
Сборный робот с подвижными частями, напечатанный в компании iQB Technologies
Материалы: PLA + PETG
Оборудование: Sharebot Q DUAL
Толщина слоя: 0,2‑0,3 мм
Высота изделия: ок. 50 см
Достоинства
Экологичен, безопасен, биосовместим и быстро разлагается.
Достаточно прочен и гибок.
Дешевый в производстве, подвергается переработке, ресурс производства – возобновляемый.
Удобен и легок в аддитивном производстве.
Обеспечивает высокое качество поверхности, идеален для быстрого прототипирования.
Высокая степень гигроскопичности. Перед печатью рекомендуется просушка.
Нетермостойкий.
Разлагается в результате длительного воздействия света.
Биоразлагаемость сокращает срок службы готовых деталей.
Достаточно хрупкий, часто в составе используются добавки.
Обратите внимание на материал От протезов до оснастки: 3D‑печать термопластами и композитами на их основе
Что печатают из PLA?
Прототипы.
Наглядные модели и макеты.
Анатомические модели в медицине.
Элементы оснастки.
Конечные изделия (к примеру, указатели, сувениры, контейнеры, бутылки, столовые приборы).
Фигурки, напечатанные на 3D‑принтере и из филамента PLA Pro компании Wiiboox
Модификации
Чаще всего PLA используется в 3D‑печати чистым, без примесей, однако существуют различные интересные модификации, нацеленные на повышение механических и температурных характеристик, а также долговечности. Вот некоторые из них.
PLA+
По составу почти не отличается от оригинального полилактида, однако благодаря некоторым химическим добавкам обладает более высокими механическими характеристиками, у него лучше межслойная адгезия и качество поверхности.
Wood PLA
Как видно по названию, в составе этой модификации PLA присутствуют волокна различных видов древесины, что дает возможность удобной механической обработки, а внешне изделия максимально похожи на деревянные.
Carbon
Уже известная структура пластика с добавлением углеволокна. Повышает термостойкость и механические характеристики.
Glow in the dark и Neon
Эти разновидности по своим характеристикам не отличаются от обычного PLA. В составе присутствуют фосфоресцирующие пигменты или специальные добавки, позволяющие пластику светиться в темноте или иметь повышенную яркость.
Silk-like, Sparkly, Glitter, Color Changing
За счет различных добавок такие разновидности отличаются от оригинального PLA только внешним видом. Эффект переливания благодаря блесткам, блестящая шелковистая структура, изменение цвета при освещении и прочее – это про них.
Эксперты iQB Technologies рекомендуют статью 3D‑печать полимерами в России: от разработки до внедрения в производство
PLA довольно плохо поддается механической обработке из‑за низкой температуры плавления. Шлифовку имеет смысл применять только вручную, например, наждачной бумагой, потому что при автоматической модель начнет плавиться и комковаться от перегрева. Также следы слоев можно убирать с помощью специальных паст и шпаклевок с дальнейшей покраской акрилом или эмалью.
Полилактид является стойким к повседневно используемым растворителям, поэтому для химической обработки требуется применять едкие и опасные вещества, такие как диоксан и дихлорэтан. Идеально гладкой глянцевой поверхности добиться вряд ли удастся, однако основные дефекты убрать получится без проблем.
Советы по печати
Стол для печати
PLA неприхотлив в аддитивном производстве, и некоторые умельцы печатают им на столах без подогрева, однако для комфортной работы и хорошей адгезии следует выставлять температуру стола в 50‑60 °C или использовать адгезивный клей.
Температура экструдера
Не стоит выставлять слишком большую температуру экструдера. Из-за этого может возникнуть эффект паутины, и вся напечатанная деталь будет покрыта мелкими пластиковыми ворсинками, а внешняя поверхность потеряет эффектный вид.
Скорость печати
Величина скорости может варьироваться довольно в большом диапазоне – от 10 до 100 мм/c. Для получения более качественного результата логично использовать более низкую скорость, при этом на выполнение задания потребуется больше времени.
Внешние факторы
Сквозняки, вентиляция и кондиционеры, конечно же, могут подпортить качество печати, хотя и не в такой степени, как, например, в случае с ABS. Лучший вариант избежать подобных проблем – использовать 3D-принтеры с закрытой камерой построения. Впрочем, для печати PLA‑пластиком это необязательное условие.
Прототип двигателя внутреннего сгорания
Материал: Premium PLA от FormFutura
Оборудование: Discovery 3D Printer
Размеры: 100 х 60 х 50 см
вес: 5,5 кг
Итоги: кратко
Итак, мы увидели, что PLA является неприхотливым, безопасным и дешевым расходным материалом для FDM‑печати. Он подходит для решения задач, в которых внешний вид и форма важнее прочности и долговечности. Полилактид служит идеальным материалом не только для начинающих пользователей, но и остается рабочим инструментом профессионалов. Экологичность и безопасность данного полимера позволяют использовать его в различных отраслях, в том числе пищевой промышленности и медицине.
Статья опубликована 08.12.2022 , обновлена 01.06.2023
PLA-пластик для 3D-печати
1 Состав пластика
2 Безопасность PLA-пластика
3 Технические характеристики PLA-пластика
4 Преимущества PLA-пластика при 3D-печати
5 Навигация
PLA-пластик (полилактид, ПЛА) — является биоразлагаемым, биосовместимым, термопластичным алифатическим полиэфиром, структурная единица которого — молочная кислота.
ПЛА-пластик производят из кукурузы или сахарного тростника.
Сырьем для получения служат также картофельный и кукурузный крахмал, соевый белок, крупа из клубней маниока, целлюлоза.
На сегодняшний день полилактид активно используется в качестве расходного материала для печати на 3D-принтерах.
Натуральное природное сырье в составе PLA-пластика позволяет без угрозы для здоровья человека применять его для различных целей.
При изготовлении ПЛА-пластика значительно сокращаются выбросы углекислого газа в атмосферу по сравнению с изготовлением «нефтяных» полимеров. На треть уменьшается использование ископаемых ресурсов, применение растворяющих веществ не требуется вообще.
Как правило, PLA-пластик поставляется в виде тонкой нити, которая намотана на катушку.
Температура плавления
173-178°C
Температура размягчения
50°C
Твердость (по Роквеллу)
R70-R90
Относительное удлинение при разрыве
3,8%
Прочность на изгиб
55,3 МПа
Прочность на разрыв
57,8 МПа
Модуль упругости при растяжении
3,3 ГПа
Модуль упругости при изгибе
2,3 ГПа
Температура стеклования
60-65°C
Плотность
1,23-1,25 г/см³
Минимальная толщина стенок
1 мм
Точность печати
± 0,1%
Размер мельчайших деталей
0,3 мм
Усадка при изготовлении изделий
нет
Влагопоглощение
0,5-50%
нетоксичен;
широкая цветовая палитра;
при печати нет необходимости в нагретой платформе;
размеры стабильны;
идеален для движущихся частей и механических моделей;
отличное скольжение деталей;
экономия энергозатрат из-за низкой температуры размягчения нити;
нет необходимости применять каптон для смазывания поверхности для наращивания прототипа;
гладкость поверхности напечатанного изделия;
получение более детальных и полностью готовых к применению объектов.
PLA-пластик идеален для 3D-печати объектов с тщательной детализацией
Работа PLA-пластиком на 3D-принтере ведется посредством технологии моделирования методом послойного наплавления (FDM-Fused Deposition Modeling). Нить расплавляется, после чего доставляется по специальной насадке на поверхность для работы и осаживается. В результате построения модели расплавленным пластиком создается полностью готовый к применению объект. Изделия из PLA-пластика подвергают шлифованию и сверлению, красят акрилом. Однако стоит помнить, что предмет из ПЛА нужно обрабатывать с осторожностью из-за его хрупкости. Еще одним минусом PLA-пластика является его недолговечность: материал служит от нескольких месяцев до нескольких лет.
PLA-пластик является идеальным материалом для 3D-печати прототипов и изделий, которые не предполагается эксплуатировать длительное время. Это могут быть декоративные объекты, изделия для презентаций и предметы, требующие тщательной детализации.
Перейти на главную страницу Энциклопедии 3D-печати
Что такое PLA? (Все, что вам нужно знать)
Полимолочная кислота, также известная как PLA, представляет собой термопластичный мономер, полученный из возобновляемых органических источников, таких как кукурузный крахмал или сахарный тростник. Использование ресурсов биомассы отличает производство PLA от большинства пластиков, которые производятся с использованием ископаемого топлива путем перегонки и полимеризации нефти.
Несмотря на различия в сырье, PLA можно производить на том же оборудовании, что и нефтехимические пластмассы, что делает процессы производства PLA относительно экономичными. PLA является вторым наиболее производимым биопластиком (после термопластичного крахмала) и имеет характеристики, аналогичные полипропилену (PP), полиэтилену (PE) или полистиролу (PS), а также является биоразлагаемым.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
Как это сделано?
Для чего он используется?
Является ли он экологически чистым?
Типы
Свойства
Преимущества
Недостатки
Методы производства
Приложения
Будущее НОАК
Заключение
PLA представляет собой полиэфир, изготовленный из ферментированного растительного крахмала из кукурузы, маниоки, кукурузы, сахарного тростника или жома сахарной свеклы. Сахар в этих возобновляемых материалах ферментируется и превращается в молочную кислоту, которая затем превращается в полимолочную кислоту или PLA.
Более подробная информация о методах производства PLA приведена ниже.
Свойства материала PLA делают его пригодным для производства пластиковой пленки, бутылок и биоразлагаемых медицинских устройств, включая винты, штифты, пластины и стержни, которые предназначены для биоразложения в течение 6–12 месяцев).
PLA можно использовать в качестве термоусадочного материала, так как он сжимается при нагревании. Эта легкость плавления также делает полимолочную кислоту подходящей для приложений 3D-печати.
Однако многие типы PLA имеют низкую температуру стеклования, что делает их непригодными для изготовления пластиковых стаканчиков, предназначенных для хранения горячих жидкостей.
При производстве PLA используется на 65 % меньше энергии, чем при производстве обычного пластика, выделяется на 68 % меньше парниковых газов и не содержится токсинов. Он также может оставаться экологически безопасным, если следовать правильному сценарию окончания срока службы.
Тем не менее, скорость разложения очень низкая при температуре окружающей среды: исследование 2017 года показало, что в течение года погружения материала в морскую воду при температуре 25°C не наблюдалось разложения.
Однако PLA может разлагаться путем гидролиза, термического разложения или фоторазложения:
Гидролиз: Уменьшение молекулярной массы за счет расщепления сложноэфирных групп основной цепи
Термическое разложение: Этот процесс приводит к появлению различных соединений, таких как линейные и циклические олигомеры или более легкие молекулы с различным лактидом и Mw
Фотодеградация: УФ-излучение вызывает деградацию, особенно когда PLA подвергается воздействию солнечного света
В настоящее время существует четыре общих сценария окончания срока службы PLA:
1.
Переработка
Химическая или механическая переработка. Отходы могут содержать загрязняющие вещества, но полилактиковую кислоту можно химически переработать с помощью термической деполимеризации или гидролиза для создания мономера, который затем можно превратить в первичный PLA. PLA также может быть химически переработан с использованием переэтерификации для создания метиллактата.
2. Компостирование
Промышленные условия компостирования допускают химический гидролиз с последующим микробным расщеплением для разложения PLA.
3. Сжигание
PLA с истекшим сроком службы можно сжигать, создавая 19,5 МДж/кг (8 368 БТЕ/фунт) энергии и не оставляя следов.
4. Захоронение отходов
Хотя PLA можно отправить на захоронение, это наименее экологически безопасный вариант из-за низкой скорости разложения материала при температуре окружающей среды.
Из-за природы молочной кислоты существует несколько различных форм полиактида. К ним относится поли-L-лактид (PLLA), получаемый в результате полимеризации L,L-лактида (также известного как L-лактид).
Кроме того, хотя PLA можно производить из различных материалов биомассы, таких как кукурузный крахмал или сахарный тростник, его также можно улучшать путем добавления других материалов для придания различных свойств. Это особенно верно для нитей PLA, где дополнительные материалы позволяют использовать PLA, напечатанный на 3D-принтере, по-разному.
Доступно множество различных смесей PLA, хотя добавление материалов в PLA может усложнить 3D-печать и даже ухудшить свойства PLA. Использование смесей также может означать, что вам нужно изменить температуру, необходимую для расплавления материала во время печати.
1. Древесные нити
PLA смешивают с древесиной, такой как бамбук, кедр, кокосовое дерево, пробка, сосна или орех. Это может быть использовано, например, для придания мебели с PLA-печатью естественного вида.
2. Металлические нити
Смешивание PLA с такими металлами, как латунь, бронза, медь, железо и сталь, может сделать напечатанные детали более прочными и блестящими.
3. Другие нити
PLA также можно смешивать с другими материалами и веществами, включая углеродное волокно, проводящий углерод и даже пиво или кофе (чтобы придать аромат печатным изделиям). Волокнам PLA также можно придать свойства изменения цвета.
PLA растворяется в растворителях, включая диоксан, горячий бензол и тетрагидрофуран. Физические и механические свойства различаются в зависимости от конкретного типа полимера: от аморфного стеклообразного полимера до полу- или высококристаллического полимера с температурой стеклования 60–65 °C, температурой плавления 130–180 °C и пределом прочности при растяжении. модуль 2,7–16 ГПа.
Термостойкий PLA может выдерживать температуры 110 °C, а температура плавления может быть увеличена на 40–50 °C, а температура теплового изгиба может быть увеличена примерно с 60 °C до 190 °C путем физического смешивания полимера с PDLA (поли-D-лактидом).
Отжиг, добавление зародышеобразователей или формирование композитов с другими материалами могут изменить механические свойства PLA. Тем не менее, основные механические свойства PLA находятся между свойствами полистирола и ПЭТ, с аналогичными свойствами ПЭТ, но с более низкой максимальной температурой непрерывного использования.
Высокая поверхностная энергия PLA делает его идеальным для 3D-печати. PLA также можно сваривать растворителем с использованием дихлорметана, в то время как ацетон смягчает поверхность материала, делая его липким, не растворяя его, поэтому его можно приваривать к другой поверхности PLA. Этилацетат можно использовать в качестве органического растворителя, растворяя PLA и делая его хорошим решением для удаления опор для печати PLA или очистки головок экструдера для 3D-печати. Пропиленкарбонат и пиридин также можно использовать в качестве растворителя, но они менее благоприятны, чем этилацетат и пропиленкарбонат, поскольку в первом случае они менее безопасны, а во втором — издают отчетливый неприятный рыбный запах.
Вот основные свойства PLA:
Недвижимость
Значение
Температура теплового прогиба (HDT)
126 °F (52 °C)
Плотность
1,24 г/см³
Прочность на растяжение
50 МПа
Прочность на изгиб
80 МПа
Ударная вязкость (без надреза) IZOD (Дж/м)
96,1
Скорость усадки
0,37–0,41 % (0,0037–0,0041 дюйма/дюйм)
PLA имеет ряд преимуществ по сравнению с другими материалами, в том числе:
Экологичность (при правильной утилизации)
Простота 3D-печати
Безопасен для использования в таких приложениях, как контейнеры для пищевых продуктов и медицинские приборы
Широкий выбор композитных материалов и цветов для обеспечения различных свойств и внешнего вида
Можно сваривать растворителем (например, с дихлорметаном)
Однако использование PLA имеет некоторые недостатки, в том числе:
Низкая термостойкость
Сравнительно низкая прочность
Машинная обработка может быть затруднена
Существует несколько промышленных способов производства пригодного для использования PLA с высокой молекулярной скоростью. Молочная кислота и циклический диэфир лактид являются двумя основными мономерами, используемыми для этого.
Наиболее распространенным методом получения PLA является полимеризация лактида с раскрытием цикла с различными металлическими катализаторами (обычно октоатом олова) либо в растворе, либо в виде суспензии. Реакция, катализируемая металлами, имеет тенденцию приводить к рецемизации PLA, что снижает стереорегулярность по сравнению с исходным материалом из биомассы.
Также возможно производство PLA путем прямой конденсации мономеров молочной кислоты. Этот процесс осуществляется при температуре ниже 200 °C, при которой образуется энтропийно предпочтительный мономер лактида. Этот процесс генерирует воду, эквивалентную каждой стадии этерификации. Воду необходимо удалить либо с помощью вакуума, либо с помощью азеотропной перегонки, чтобы способствовать поликонденсации и достичь высокой молекулярной скорости. Еще более высокие молекулярные скорости могут быть достигнуты путем кристаллизации сырого полимера из расплава. Это концентрирует концевые группы карбоновой кислоты и спирта в аморфной области твердого полимера, реагируя с достижением молекулярной массы 128–152 кДа.
Путем полимеризации рацемической смеси L- и D-лактидов можно синтезировать аморфный поли-DL-лактид (PDLLA). Стереоспецифические катализаторы могут привести к гетеротактическому PLA, который, как известно, проявляет кристалличность. Степень этой кристалличности регулируется соотношением используемых энантиомеров D и L, а также типом используемого катализатора. Пятичленное циклическое соединение O-карбоксиангидрид молочной кислоты (lac-OCA) также использовалось в академической среде вместо молочной кислоты и лактида. Это соединение не образует воду в качестве побочного продукта и более реакционноспособно, чем лактид. PLA также подвергался прямому биосинтезу, в то время как молочная кислота контактировала с цеолитом, создавая одностадийный процесс, который происходит при температуре примерно на 100 °C ниже.
PLA имеет ряд распространенных применений, в том числе в медицинских и пищевых целях. Он также широко используется в качестве сырья для 3D-печати для настольных 3D-принтеров для изготовления плавленых нитей. PLA популярен для 3D-печати, поскольку его легко шлифовать, красить или подвергать последующей обработке. Удобный для пользователя материал, этот пластик работает при низких температурах экструзии, и нет необходимости в нагреваемом слое, камере принтера или усиленном сопле. Еще одним преимуществом является то, что PLA ведет себя лучше, чем многие более жесткие пластики, а также не выделяет дыма или неприятного запаха. Его легко хранить, и он может быть изготовлен в различных цветах и как основа для ряда композитов с дополнительными свойствами (см. Выше).
Поскольку PLA может разлагаться на молочную кислоту, его можно использовать для медицинских имплантатов, таких как анкеры, винты, пластины, штифты, стержни или в качестве сетки. Он разрушается от 6 месяцев до 2 лет, в зависимости от точного типа используемого материала. Это означает, что эти продукты могут постепенно переносить нагрузку с опорной конструкции PLA на тело по мере его заживления.
PLA, полученный литьем под давлением, литьем или прядением, также используется в качестве разлагаемого упаковочного материала, пленки или для чашек и пакетов. Он используется для изготовления мешков для компоста, упаковки пищевых продуктов, одноразовой посуды и сыпучей упаковки. В качестве волокна или нетканого материала PLA используется для обивки, одноразовой одежды, средств женской гигиены и подгузников.
Изготовленный из перерабатываемого и возобновляемого ресурса, PLA имеет много преимуществ для будущего, плюс с ростом цен на нефть пластик на основе кукурузы также имеет финансовые преимущества. Несмотря на все эти положительные стороны, низкая температура плавления PLA по сравнению с такими пластиками, как PET, означает, что он еще не нашел широкого применения.
Стоимость производства PLA также снизилась за десятилетия, но необходимо соблюдать осторожность при разложении этого материала, который требует специального компостирования в установках, которые могут нагревать материал до 140°C в течение десяти дней. Однако, хотя для этого требуется завод, это гораздо предпочтительнее отправки использованного PLA на свалку, где, по оценкам, на его разрушение потребуется от 100 до 1000 лет.
Хотя PLA не совсем чудо-вещество, отсутствие ископаемого топлива и более низкое загрязнение воздуха при производстве означают, что ему определенно есть место в будущем материалов.
Используемый в различных областях, PLA имеет много преимуществ по сравнению с другими пластиками, в том числе экологические. Широко используемый для 3D-печати и способный использоваться как часть композита, PLA также используется в пищевой и медицинской промышленности.
PLA-пластик (полимолочная кислота) — применение, структура и свойства материалов
Что такое полилактид (PLA)?
Что такое полилактид (PLA)?
PLA или полилактид (также известный как полимолочная кислота, полимер молочной кислоты) представляет собой универсальный коммерческий биоразлагаемый термопласт на основе молочной кислоты. Мономеры молочной кислоты можно производить из 100% возобновляемых ресурсов, таких как кукуруза и сахарная свекла.
Молекулярная структура полимолочной кислоты (PLA, полилактид) Биопластик
Полилактид смог заменить обычные термопласты на нефтяной основе благодаря превосходному сочетанию свойств, которыми он обладает.
Это один из наиболее перспективных биополимеров, используемых сегодня, и он имеет большое количество применений, таких как здравоохранение и медицинская промышленность, упаковка, автомобильная промышленность и т. д.
По сравнению с другими биополимерами, PLA обладает рядом преимуществ, таких как:
Экологически чистые – производятся из возобновляемых источников, биоразлагаемы, пригодны для вторичной переработки и компостирования
Биосовместимый – нетоксичен
Технологичность – Обладает лучшей термической технологичностью по сравнению с поли(гидроксиалканоатом) (PHA), полиэтиленгликолем (PEG) и поли(γ-капролактоном) (PCL)
Полилактиды распадаются на нетоксичные продукты в процессе разложения и, будучи биоразлагаемыми и биосовместимыми, сокращают количество пластиковых отходов .
Как производится молочная кислота?
Как производится молочная кислота?
Молочная кислота (LA или 2-гидроксипропионовая кислота) является наиболее распространенной гидроксикарбоновой оптически активной кислотой. Эта хиральная молекула существует в виде двух энантиомеров – L- и D-молочной кислоты.
Полилактид основан на мономерах молочной кислоты, полученных в результате ферментации сахаров, свекловичного сахара, тростникового сахара и т. д., полученных из возобновляемых источников, таких как сахарный тростник или кукурузный крахмал.
PLA имеет стереоизомеры , такие как:
Поли(L-лактид) (PLLA)
поли(D-лактид) (PDLA) и
Поли(DL-лактид) (PDLLA)
Полимолочная кислота представляет собой алифатический сложный полиэфир и может быть получена различными путями:
Прямая реакция поликонденсации Обычно она приводит к полимерам с низкой молекулярной массой, которые затем могут быть преобразованы в полимеры с более высокой молекулярной массой путем добавления агентов связывания цепи .
Полимеризация с раскрытием кольца PLA сначала производится путем образования мономера лактида, а затем образовавшийся лактид подвергается ROP, обычно с использованием алкоксидов металлов в качестве катализаторов, в результате чего получается высокомолекулярный полиэфир – PLA.
Азеотропная дегидратационная конденсация Органические растворители вводят в реакционную смесь для облегчения удаления воды и получения продукта с более высокой молекулярной массой.
Методы производства полимолочной кислоты (PLA)
(Источник: Королевское химическое общество)
В настоящее время первые два метода являются наиболее часто используемыми методами промышленного производства . ROP в настоящее время доминирует в качестве предпочтительного процесса для промышленного производства PLA из-за малых затрат времени и конечного продукта с высокой молекулярной массой, что делает его, вероятно, наиболее используемым и жизнеспособным методом производства PLA, хотя для достижения этого по-прежнему необходимо использовать высокие температуры и низкое давление. конечный продукт.
Однако новые методы, такие как полимеризация с использованием микроволнового излучения и ультразвуковой сонохимии, могут привести к более быстрому и дешевому производству PLA.
Типичные характеристики и свойства полимолочной кислоты
Типичные характеристики и свойства полимолочной кислоты
PLA — биоразлагаемый и биосовместимый полимер, зарекомендовавший себя как многообещающая альтернатива полимерам на нефтяной основе.
Его свойства не уступают широко используемым в настоящее время полимерам, таким как ПЭТ, ПВХ и т. д.
Высокоэффективные марки, которые являются отличной заменой PS (полистирола), PP (полипропилена) и ABS (акрилонитрил-бутадиен-стирола) в более требовательных областях применения.
Однако в прошлом году коммерческая жизнеспособность PLA была ограничена из-за высоких производственных затрат по сравнению с аналогами на нефтяной основе.
Сегодня за счет оптимизации процессов производства LA и PLA и увеличения спроса на PLA можно добиться снижения его цены.
Большинство коммерческих продуктов L-PLA представляют собой полукристаллические полимеры с высокой температурой плавления ок. 180°C и с температурой стеклования в диапазоне 55-60°C, так как желательно, чтобы PLA имел некоторое содержание кристаллов для улучшения качества конечного продукта.
PLA — это высокопрочный высокомодульный термопласт с хорошим внешним видом
Обладает высокой жесткостью и прочностью, сравнимой с полистиролом (ПС) при комнатной температуре
Для его производства требуется меньше энергии по сравнению с другими пластиками, и он лучше подвергается термической обработке
Дальнейшее развитие композитов, нанокомпозитов и биокомпозитов расширяет свойства и возможности применения PLA.
Тем не менее, полимер имеет ряд недостатков:
Низкая температура стеклования (Tg ~ 55°C)
Его низкая пластичность, низкая ударная вязкость и хрупкость ограничивают его использование по сравнению с другими термопластами, такими как ABS
.
Имеет низкую скорость кристаллизации и в результате обработки в основном получают аморфные продукты
По сравнению с ПЭТ (ароматический полиэфир) ПЛА значительно более подвержен химическому и биологическому гидролизу
Он термически нестабилен и имеет плохие характеристики газонепроницаемости
Обладает низкой гибкостью и требует длительных циклов формования
Относительно гидрофобный
Имеет низкую скорость деградации
Улучшение свойств PLA
Улучшение свойств PLA
Свойства PLA можно изменить или улучшить с помощью добавок и полимерных смесей. Некоторые из примеров:
Пластификация: Мономер лактида является отличным пластификатором для PLA, однако он имеет тенденцию мигрировать на поверхность PLA. Другие пластификаторы, такие как цитратные эфиры и ПЭГ с низкой молекулярной массой, продемонстрировали лишь незначительное улучшение ударной вязкости, но это сопровождается резким снижением напряжения при растяжении при разрыве и модуля упругости при растяжении.
Минеральные наполнители , такие как ppt CaCO 3 при содержании 30%, обеспечивают существенное улучшение ударной вязкости PLA.
Также обнаружено, что модификаторы ударопрочности улучшают свойства PLA, однако их добавление снижает компостируемость PLA.
Смешивание полимеров: смеси PLA/PCL Поликапролактон (PCL) также является разлагаемым полиэфиром и благодаря своей низкой Tg проявляет каучукоподобные характеристики с удлинением при разрыве примерно 600%, что делает его идеальным кандидатом для придания жесткости полилактиду.
Смеси PLA с PHA продемонстрировали значительное улучшение ударной вязкости с умеренным снижением модуля и прочности, а также без ущерба для содержания биоосновы и компостируемости PLA.
Разработка нанокомпозитов PLA с использованием наноразмерных галтелей представляет собой лучшую альтернативу традиционным композитам. Благодаря большой площади поверхности, улучшенной адгезии к матрице и соотношению размеров эти нанонаполнители (коллоидный диоксид кремния, пластинчатая глина. ..) обладают огромными преимуществами по сравнению с традиционными макро- или микрочастицами (например, тальком, стеклом и углеродными волокнами). Например, нанокомпозиты PLA-глина демонстрируют улучшенные механические, барьерные оптические и термические свойства.
Методы и условия обработки PLA класса
Методы обработки и условия для марок PLA
PLA можно легко перерабатывать, как и другие термопласты, с помощью традиционных методов обработки, таких как литье под давлением, экструзия пленки, выдувное формование, термоформование, прядение волокна и т. д., для получения формованных деталей, пленок или волокон.
Требования к переработке PLA посредством литья под давлением
Смолы PLA можно успешно сушить с использованием большинства стандартных систем сушки. Рекомендуемые условия для стандартных колонных осушителей с влагопоглотителем:
Рекомендуется предварительная сушка от 2 до 4 часов при температуре от 45°C до 90°C.
Уровень влажности ниже 250 частей на миллион поможет сохранить стабильность вязкости расплава с течением времени при повышенных температурах.
Типичные температуры регенерации адсорбционного осушителя превышают температуру плавления смол PLA.
Во избежание проблем, связанных с закупориванием, слипанием или плавлением гранул, необходимо проверить систему сушки, чтобы обеспечить адекватный контроль температуры во время работы, а также во время циклов регенерации, поскольку во многих системах протечка клапанов является обычным явлением.
Красители и агенты, улучшающие скольжение, могут быть добавлены в виде маточной смеси в количестве 15-30 мас.% в PLA путем сухого смешивания с чистой смолой в необходимом количестве и добавления смеси в форму для литья под давлением. Добавление красителей также успешно осуществляется с использованием технологии впрыска жидкости.
Поскольку PLA несовместим с большинством существующих материалов, важно, чтобы все суперконцентраты добавок использовали PLA в качестве носителя
Полилактид Марки для литья под давлением совместимы с использованием горячеканальных систем. Типичные условия для литья под давлением:
Адаптер температуры : 185–200°C
Точка росы : (-)40 — (-)35°C
Температура штампа : 185–200°C
Температура сушки : 45–100°C
Температура подачи : 165–185°C
Температура расплава : 154,4–243,3°C
Температура пресс-формы : 10–105°C
Температура сопла : 171,1–220°C
Противодавление : 0,345 — 1,724 МПа
Давление впрыска : 55,16–137,9 МПа
Содержание влаги : 0,01–0,025%
Скорость вращения шнека : 20–200 об/мин
Расход воздуха для сушки : 14,16 л/мин
Со временем может произойти выпадение лактида, если скорость впрыска слишком низкая и/или температура формы слишком низкая.
Другая проблема заключается в том, что PLA истончается медленнее и в меньшей степени, чем такие смолы, как PS, PE и PP. Из-за этого заполнение формы является проблемой, особенно для тонкостенных изделий, таких как чашки для питья. Возможно, удастся решить эту проблему с помощью экспериментов и определения правильной температуры расплава и скорости впрыска, необходимых для заполнения детали.
Обычно приходится повышать температуру расплава, что может отрицательно сказаться на времени охлаждения детали в форме.
Смотреть бесплатное видео! Как избежать сбоев качества пластика Во время литья под давлением/экструзии
Полилактидное волокно для прядения из расплава
Полилактидные волокна для прядения из расплава предназначены для экструзии в механически вытянутые штапельные волокна с использованием обычного оборудования для прядения и волочения волокна. Их можно использовать в качестве связующего полимера с низкой температурой плавления в конфигурации оболочка-сердцевина.
Рекомендуются винты общего назначения с соотношением L/D от 24:1 до 30:1 и степенью сжатия 3:1.
Типичные температуры прядения из расплава составляют 220–240°C.
Рекомендуемое содержание влаги для предотвращения ухудшения вязкости и потенциальной потери свойств составляет < 0,005% (50 частей на миллион).
Типичные условия сушки: от 8 до 12 часов при температуре от 40°C до 50°C.
Как и ПЭТ, марки полилактидного волокна для прядения из расплава требуют высокой скорости нити или рисунок и контролируемая термофиксация для контроля усадки.
Возможности встроенной сушки необходимы для обработки марок PLA, изготовленных методом литья под давлением с раздувом и вытяжкой.
Полилактидный термосвариваемый слой
Может быть соэкструдирован с другой смолой PLA для формирования герметизирующего слоя для двуосно ориентированной пленки PLA.
Сушка перед обработкой обязательна. Требуется сушка в потоке.
Рекомендуется содержание влаги менее 0,025% (250 частей на миллион) для предотвращения снижения вязкости.
Типичные условия сушки: 4 часа при 11°F (45°C).
Полимеры
PLA будут перерабатываться на обычных экструдерах. Настройте винты общего назначения с помощью
Соотношение L/D от 24:1 до 30:1
степень сжатия от 2:1 до 3:1.
Температура плавления: 210°C
Секция подачи: 180°C
Секция сжатия: 190°C
Измерительная секция: 200°C
Матрица: 190°C
Возможности охлаждения шнека через секцию подачи необходимы для предотвращения прилипания смолы к основанию шнека. Рекомендуется использовать гладкие стволы. Этот сорт подходит только в качестве термосвариваемого слоя в процессе соэкструзии. Обработка полилактида в виде однослойной пленки не рекомендуется.
Требования к обработке полилактидных высокотемпературных пленок
Экструзионная марка полилактида может быть преобразована в двуосно ориентированную пленку при температуре до 150°C (300°F).
Смолы PLA могут быть успешно высушены с использованием большинства стандартных систем сушки. Поточная сушка требуется:
рекомендуется предварительная сушка в течение 4 часов при 80°C (175°F).
Уровень влажности ниже 250 частей на миллион (0,025 %) поможет сохранить стабильность вязкости расплава с течением времени при повышенных температурах.
Полимеры
PLA будут перерабатываться на обычных экструдерах. Настройте винты общего назначения с помощью:
Соотношение L/D от 24:1 до 30:1
степень сжатия от 2,5:1 до 3:1.
Температура плавления: 200°C — 220°C
Секция подачи: 180°C
Секция сжатия: 190°C
Измерительная секция: 200°C
Матрица: 200°C
Смолы PLA также можно обрабатывать на обычном ширительном оборудовании.
Производство полилактидного спанбонда
Марки полилактидного спанбонда обрабатываются на обычном оборудовании для спанбонда.
Винты общего назначения с: соотношением L/D от 24:1 до 30:1 и степенью сжатия 3:1 рекомендуются.
Мотоблоки Салют — технические характеристики, инструкции по эксплуатации
Мотоблоки Салют, согласно статистики запросов Яндекса, занимают второе место по популярности среди российских пользователей, уступая в лидерстве, только «Неве». Существует две основных разновидности мотоблока Салют:
— Салют-5 разработан и выпускался с начала 90-х годов ММПП «Салют» предшественником нынешнего Московскогом предприятия АО НПЗ газотурбостроения «Салют», и уже более чем за 20-ти летнюю историю стал широко известен всей стране. Мотоблок полностью производится в России, за исключением двигателей иностранного производства, которые в последнее время устанавливаются на Салют-5. С 2002 по 2012 годы «Салют » размещал заказ на сборку модели на заводе «Агат», после разногласий руководства, заказ был снят и на «Агате» стали выпускать собственный мотоблок под маркой «Агат», при этом по утверждению представителей завода Салют знаменитый омский редуктор на Агат не поставляется.
— Салют-100 разработан Московским предприятием АО НПЦ газотурбостроения «Салют», его выпуск был приурочен к 100-летнему юбилею завода, и является логическим продолжение мотоблока Салют-5, или его глубокой модернизации. Впервые был представлен покупателям на выставке в 2013 году. Представители предприятия не стесняются и не скрывают тот факт, что Салют-100 полностью производится и собирается в Китае, под контролем АО НПЦ газотурбостроения «Салют», которое несет все гарантийные и постгарантийные обязательства по этому изделию, как производитель.
На мотоблоках Салют-5 и Салют-100 применяются двигатели лучших отечественных и иностранных фирм имеющие высокие технико-экономические показатели. Тип двигателя указан в паспорте для каждого конкретного мотоблока.
Официальный сайт производителя мотоблоков Салют — www.salut.ru
Мотоблок «Салют-5» — особенности конструкции.
Продуманные конструкторские решения от отечественных инженеров авиационной промышленности, позволили мотоблоку занять свое место на рынке, завоевав доверие потребителей. Они востребованы как на приусадебном участке, так и и в небольшом фермерском хозяйстве, предназначены для обработки небольших и средних по размеру площадей.
Основным достоинством является применение шестеренчатого редуктора. Обычно такие применяются на более тяжелых машинах, а в мотоблоках такого класса в основном обходятся цепными передачами. Такому редуктору не страшны большие нагрузки, в том числе и ударные от камней. попадающихся в почве. Сцепление обеспечивается натяжением ремней. Мотоблок «Салют-5» имеет две передние передачи и одну заднюю, переставив ремень можно получить еще дополнительно две передних и одну заднюю.
Отбор мощности от мотоблока для привода навесных орудий.
Отбор мощности для привода навесных орудий мотоблока осуществляется, как правило, со среднего ручья ведомого шкива. Для привода стационарных навесных орудий (деревообрабатывающие станки, кормоизмельчители и т.д.) можно использовать вал, расположенный справа на редукторе мотоблока. На вал крепится шкив (продается отдельно) с защитным кожухом, а клиновой ремень для привода навесных орудий прилагается в их комплектах сменных частей.
Мотоблок Салют устойчив к опрокидыванию, благодаря смещенному вперед и низко расположенному центру тяжести. Рулевая колонка регулируется по высоте и поворачивается на 180 градусов, что очень удобно для оператора. У мотоблока очень легко снимаются руль и колеса, это помогает быстро перевести его в состояние для транспортировки.
К достоинствам мотоблока «Салют-5» следует отнести широкий спектр навесного оборудования и прицепных агрегатов. Кроме официального производителя мотоблока АО НПЦ газотурбостроения «Салют» дополнительное оборудование для этой техники выпускают и другие производители в России. Работы по обработке почвы, кошению трав, поливке и опрыскиванию насаждений, уборке улиц и тротуаров от мусора и снега, перевозка грузов и прочие работы осуществляются с помощью различных прицепных орудий: роторов с ножами специальной формы (фрезы), плуга, окучника, косилки, насоса, снегоуборщика, щетки, опрыскивателя, тележки и т.д., устанавливаемых на мотоблок Салют.
Технические характеристики Мотоблок Салют 5Х с двигателем Honda GX-200 (6,5 л.
с.)
Двигатель (название) :
4-х тактный Honda GX200 OHV
Максимальная мощность (л.с.):
6,5
Особенность двигателя :
OHV — с верхними клапанами
Вид запуска :
Ручной
Вид топлива :
бензин
Ориентация коленвала :
Горизонтальный коленвал
Объем топливного бака (л):
3,6
Страна производитель :
Россия
Габаритные размеры (см.):
86х53х82
Вес (кг.):
78,0
Гарантия (мес.):
12
Относится к виду :
Мотоблоки
Количество скоростей вперед :
2
Количество скоростей назад (реверс) :
1
Ширина обработки (см):
60
Глубина обработки (см):
до 30
Сцепление :
Ременное
Регулируемая рулевая колонка :
в 2 положениях
Редуктор :
Шестеренчатый
Масло в редуктор
ТМ-5-18 (ТАД-17И)
Объем масла в редукторе
1,1 л
Максимальное тяговое усилие с балластным грузом общей массой 35 кг на ходовых колесах, и грузом 15 кг на подвеске передней, кГс
63-82*
Диаметр фрез, мм
310
*в зависимости от установленного двигателя
Мотоблок Салют-100 — особенности конструкции
Все лучшие наработки воплощены в этом изделии. По некоторым показателям Салют-100 превосходит своего предшественника, легендарный Салют-5. Самое главное отличие в том, что переключение скоростей перенесено на руль, не нужно наклоняться что бы включить необходимую передачу.
Рукоятка сцепления — современного типа, с переменным усилием: при нажатии сопротивление чувствуется, а в прижатом к ручке состоянии усилие удержания минимально. Руль надежен и регулируется во всех направлениях, что расширяет функциональные возможности мотоблока, при использовании передней и задней сцепки. Обе сцепки очень прочны и надежны. Рама имеет также прочную конструкцию.
Редуктор шестеренчатый, а значит надежный, долговечный, не требует практически обслуживания и позволяет применять различные по мощности двигатели. Моторесурс редуктора более 3000 часов. Использование такого редуктора — одно из самых главных достоинств Салютов.
Комплектация мотоблока Салют-100 так же относится к его достоинствам. Особая гордость трехрядные фрезы с кованными ножами серповидной формы из пружинной стали 65г высочайшего качества, с дисками для защиты растений. Есть так же дополнительный кронштейн для крепления навесного оборудования, расширительные втулки для колес, щуп для проверки уровня масла в редукторе. набор ключей
Салют-100-6,5 — технические характеристики
Мотоблок
Габаритный размер, мм
1350 x 600 x 1100
Ширина культивации, мм
360-800
Глубина культивации, мм
100-250
Количество передач редуктора
4 вперед-2 назад (2,N,1,N,R)
Тип редуктора
Шестеренчатый
Тип трансмиссии
Ременная передача
Двигатель
Модель двигателя
LIFAN 168F-2B
Объем цилиндра, см3
196
Компрессия
8,5/1
Максимальная выходная мощность
6. 5л.с. (4.8kw)/ 3,600 об/мин
Номинальная выходная мощность
5,5л.с. (4,0kw)/3/600 об/мин
Объем топливного бака, литр.
3,6
Максимальный крутящий момент, Н.м/об.мин
11/2500
расход топлива, g/kw.h
395
Объем маслянного картера, литр.
0,6
Масса двигателя, кг.
16
Салют-100-БС-В — технические характеристики
Мотоблок
Габаритный размер, мм
1350 x 600 x 1100
Ширина культивации, мм
360-800
Глубина культивации, мм
100-250
Количество передач редуктора
4 вперед-2 назад (2,N,1,N,R)
Тип редуктора
Шестеренчатый
Тип трансмиссии
Ременная передача
Двигатель
Модель двигателя
Briggs&Stratton Vanguard 6,5
Объем цилиндра, см3
205
Компрессия
9,0/1
Максимальная выходная мощность
6,5л. с. (4,8кВт)/3.600 об/мин
Номинальная выходная мощность
5,7л.с. (4,1кВт)/3.000 об/мин
Объем топливного бака, литр.
3,8
Максимальный крутящий момент, Н.м/об.мин
11/3000
расход топлива, г/кВт.час
350
Объем маслянного картера, литр.
0,6
Масса двигателя, кг.
18,7
Инструкция по эксплуатации мотоблока Салют — 5 скачать
Руководство пользователя на мотоблок Салют — 100 скачать
Добавить комментарий
Мотоблок Салют 100-БС-В — технические характеристики и устройство
Главная Мотоблоки Мотоблок Салют 100-БС-В
2016-08-18
5801 0
Содержание:
Обзор мотоблока Салют 100 БС-В
Двигатель мотоблока Салют 100-БС-В
Технические характеристики мотоблока Салют 100 БС-В
Видео о мотоблоке Салют 100-БС-В
Сложно найти такой же полезный инструмент в домашнем и дачном хозяйстве, как мотоблок. В зависимости от подключаемого навесного оборудования он преобразуется в самые разнообразные орудия механизации сельскохозяйственного труда. Одним из подобных устройств является и мотоблок Салют 100-БС-В. Он производится на отечественных заводах и полностью адаптирован для работы в местных условиях.
Обзор мотоблока Салют 100 БС-В
Мотоблок Салют 100 БС-В может использоваться для вспашки и рыхления почв, окучивания растений и сбора урожая, а также для покоса газона.
Конструкция мотоблока Салют 100 БС-В может регулироваться в соответствии с потребностями оператора, так, к примеру, можно отрегулировать руль. При необходимости его можно даже сложить, чтобы рационально использовать место при его перевозке.
Для удобства пользователя также адаптировано управление, в частности, рычаг переключения скоростей был установлен непосредственно на руль. Для регулировки хода мотоблока доступны 6 передач, две из которых задние, а одна является пониженной и предназначена для использования на тяжелых глинистых почвах.
Навесное оборудование может устанавливаться в передней или задней части устройства в зависимости от его типа. Часть может устанавливаться на вал отбора мощности, а часть на задний сцеп. При этом количество одновременно используемого навесного оборудования и насадок может варьироваться. К примеру, почвофрезы, устанавливаемые попарно для сохранения центра тяжести, могут монтироваться по 2, 4 и 6 штук, что позволяет менять ширину культивации.
На мотоблок Салют 100-БС-В установлены самоочищающиеся пневматические колеса с агрессивным протектором.
Мотоблок Салют 100-БС-В с навесным оборудованием
Двигатель мотоблока Салют 100-БС-В
В данной модификации мотоблока Салют 100-БС-В устанавливается двигатель производства Briggs & Stratton предназначенный для установки на профессиональные устройства. Мотор серии Vanguard имеет мощность в 6,5 л. с. Мотоблок с таким двигателем может работать на малых и средних уклонах. Клапаны, установленные внутри него, имеют верхнее расположение. Основные части мотора цельнометаллические, а гильза изготовлена из чугуна высокого качества. Такая конструкция дает положительный результат, который отражается в моторесурсе в 5000 моточасов. В качестве топлива для этого двигателя используется бензин. Охлаждение у двигателя мотоблока Салют 100-БС-В воздушное.
Технические характеристики мотоблока Салют 100 БС-В
Мощность 6,5 л.с.;
Вес 78 кг;
Ширина обработки 30-60-90 см;
Реверс есть;
Глубина обработки до 25 см;
Тип двигателя Briggs&Stratton Vanguard OHV — 182 куб.см. ;
Количество скоростей 4 вперед/2 назад;
Объем топливного бака 2,8 л.;
Диаметр фрез 30 см;
Видео о мотоблоке Салют 100-БС-В
Вам также может понравиться…
Комментарии запрещены.
Adblock detector
характеристики колес, коробки передач и двигателя мотоблока, особенности модели Honda GX200, тонкости выбора дополнительных фрез и запчастей, отзывы
Историческая справка
Преимущества и недостатки
Описание и принцип работы
Обзор модели
Советы по выбору
Компоненты
Правила эксплуатации
Тонкости ухода и ремонта
Отзывы
Фермерам и дачникам не обойтись без такого важного агрегата, как мотоблок. Производители выпускают этот вид техники в огромном ассортименте, но особого внимания заслуживает бренд «Салют». Он выпускает многофункциональные устройства, которые считаются незаменимыми помощниками в хозяйстве.
Историческая справка
Продукция торговой марки «Салют» уже более 20 лет пользуется большой популярностью на рынке, получила положительные отзывы как зарубежных, так и отечественных потребителей. Под этой маркой завод «Агат» выпускает качественную садовую мототехнику. Данное предприятие находится в Москве и занимается производством механизированных орудий, которые используются на приусадебных участках и в небольших фермерских хозяйствах. Основная продукция в продуктовой линейке – компактные мотоблоки.
Они универсальны и комплектуются как отечественными, так и японскими, китайскими силовыми агрегатами.
Мотоблок Салют пользуется большим спросом у потребителей. Производитель комплектует его полным комплектом навесного оборудования, состоящим из подметальной щетки, отвального ножа, грузовой тележки, плуга и снегоуборщика. Данная модель отличается надежностью и долгим сроком службы. Это связано с тем, что мотоблоки оснащены первоклассными двигателями, экономящими расход топлива и обладающими высокой производительностью. Рабочий ресурс мотоблоков «Салют» составляет 2000 часов, что обеспечивает их работу без сбоев и поломок до 20 лет.
Преимущества и недостатки
Мотоблоки, выпускаемые под торговой маркой «Салют», отличаются от других моделей техники компактностью, простотой эксплуатации и обслуживания. Так как в этой конструкции есть шестеренчатый редуктор, проще регулировать скорость и ременный привод сцепления. Рулевые рукоятки мотоблока эргономичны и обтекаемы – за счет этого значительно снижается вибрация при работе. Кроме того, устройство имеет муфты, равномерно распределяющие вес присоединяемых деталей. К основным преимуществам мотоблоков «Салют» относятся:
высокая производительность двигателя – ресурс работы редуктора 300 м/ч;
наличие воздушной системы охлаждения двигателя;
плавность работы механизма сцепления;
автоматическая блокировка пуска при недостаточном уровне масла;
прочная конструкция, в которой рама изготовлена из высококачественных металлических сплавов и закреплена надежными угольниками;
устойчивость к опрокидыванию — центр тяжести у мотоблока расположен низко и немного смещен вперед;
многофункциональность – устройство можно использовать как с навесным, так и с дополнительным прицепным оборудованием;
маленький размер;
хорошая маневренность и проходимость;
безопасная эксплуатация.
Что касается недостатков, то у этого мотоблока малый угол подъема рукояток и некачественные ремни. Несмотря на эти мелкие недостатки, агрегат считается отличным механизированным инструментом, облегчающим работу в саду и огороде. Благодаря такому мотоблоку можно легко и быстро выполнить любой объем работ. Это особенно полезно в летний сезон.
Эта техника находит свое применение и зимой — позволяет удобно расчищать снег.
Описание и принцип работы
Мотоблок «Салют» — универсальное устройство, предназначенное для обработки почвы и полива, заготовки кормов, уборки урожая, очистки приусадебного участка от снега и перевозки малогабаритных грузов. Производитель выпускает его в нескольких модификациях. Вес техники (в зависимости от модели) может быть от 72 до 82 кг, объем топливного бака 3,6 л, максимальная скорость движения достигает 8,8 км/ч. Размеры мотоблоков (длина, ширина и высота) – 860×530×820 мм и 1350×600×1100 мм. Благодаря этому устройству можно обрабатывать участки земли шириной до 0,88 м, при этом глубина обработки почвы не превышает 0,3 м.
Двигатель мотоблока Салют работает на бензине, он одноцилиндровый и весит 16,1 кг. Расход топлива может составлять от 1,5 до 1,7 л/ч. Мощность двигателя — 6,5 л/с, его рабочий объем — 196 кв.см. Частота вращения вала двигателя — 3600 об/м. Благодаря этим показателям агрегат отличается хорошей производительностью. Что касается конструкции устройства, то в его состав входят:
двигатель;
металлический каркас;
привод сцепления;
рулевая колонка;
бензобак;
пневматическая шина; вал
;
Шестеренчатый редуктор.
Принцип работы мотоблока прост. Крутящий момент передается от двигателя к коробке передач с помощью ременной передачи. Коробка передач задает скорость и направление движения (назад или вперед). После этого коробка передач приводит в движение колеса. В систему сцепления входят два приводных ремня, возвратный механизм, рычаг управления тягой и натяжной ролик. Шкив отвечает за работу приводных ремней и подключение дополнительных механизмов в конструкции.
Мотоблок управляется с помощью специальной рукоятки; у него есть переключатель скорости, вперед и назад. Сошник также считается важной деталью на мотоблоке; он установлен на раме и снабжен функциями, «заставляющими» фрезы углубляться в почву.
Для установки буксируемых механизмов на блоке используются специальные навесные узлы.
Обзор моделей
На сегодняшний день мотоблоки «Салют» выпускаются в нескольких модификациях: 100, 5Л-6,5, 5-П-М1, ГЦ-190 и Хонда GX200. Все вышеперечисленные модели отличаются улучшенной и модернизированной конструкцией и во многом превосходят аналогичные типы других производителей. Такие агрегаты более удобны в эксплуатации, функциональны и эргономичны.
Салют 100. Это мотоблок, который оснащен двигателем Lifan 168-F-2B. Работает на бензине, его мощность составляет 6,5 литров. с, объем — 196 кв.см. Кроме того, устройство оснащено 6 почвенными фрезами, которые при регулировке позволяют работать на участках шириной 30, 60 и 90 см. Вес навесного оборудования варьируется от 72 до 78 кг. Благодаря этой технике можно не только обрабатывать участки площадью до 30 соток, но и убирать территорию, косить траву, измельчать корма и перевозить груз до 350 кг.
«Салют 5Л-6,5». В комплектацию данного агрегата входит мощный бензиновый двигатель Lifan, он обеспечен воздушным охлаждением и имеет высокий эксплуатационный показатель, который может превышать 4500 часов. Продается мотоблок со стандартным набором фрез и сошником. Кроме того, производитель дополняет его другими видами навесного оборудования в виде роторной косилки, картофелекопалки и картофелесажалки. С помощью техники можно собирать урожай, косить траву, обрабатывать почву и перевозить малогабаритные грузы. Размер агрегата 1510×620×1335 мм, без дополнительных аксессуаров весит 78 кг.
«Салют 5-П-М1». На мотоблок установлен бензиновый двигатель Субару. При среднем режиме работы он рассчитан на 4000 часов. Устройство оснащено различными насадками, в стандартной комплектации может обрабатывать участки шириной 60 см, но этот показатель можно изменить с помощью дополнительных аксессуаров. Модель проста в управлении, имеет два режима обратного движения и рулевые колонки, которые защищен от вибрации. Кроме того, конструкция мотоблока хорошо сбалансирована.
Хонда GC-190. На установке установлен дизельный двигатель GC-190 ONS японского производства с воздушной системой охлаждения. Объем двигателя 190 кв.см. Мотоблок отлично подходит для перевозки грузов, обработки почвы, вывоза мусора и расчистки территории от снега. При весе 78 кг и габаритах 1510×620×1335 мм мотоблок обеспечивает качественную обработку почвы на глубину до 25 см. Данная модель имеет удобную систему управления и отличную маневренность.
Хонда GX-200. Данный мотоблок выпускается в комплектации с бензиновым двигателем от японского производителя (GX-200 OHV). Это отличный механизированный инструмент, который подходит для всех видов сельскохозяйственных работ и отличается длительным сроком службы. Прицепная тележка может перевозить грузы до 500 кг. Без навесного оборудования вес оборудования составляет 78 кг.
Поскольку данная модель имеет клиновидную рукоятку, повышается ее маневренность и облегчается управление.
Советы по выбору
Сегодня на рынке представлен шикарный ассортимент механизированной техники, но особой популярностью у фермеров и владельцев загородных участков пользуются мотоблоки «Союз». Поскольку они выпускаются в различных модификациях, сделать правильный выбор в пользу той или иной модели зачастую бывает сложно. Конечно, лучше всего приобрести универсальный агрегат, но его стоимость может устроить не всех.
Чтобы устройство надежно служило долгое время, при его покупке важно обращать внимание на некоторые показатели.
Переходник. Это одна из основных деталей, которая передает мощность от вала двигателя к рабочему органу агрегата. Специалисты рекомендуют приобретать модели мотоблоков с разборной коробкой передач. Это пригодится в случае поломки. Для ремонта достаточно будет просто заменить вышедшую из строя деталь механизма.
Двигатель. Производительность агрегата зависит от класса двигателя. Хорошим выбором считаются модели, оснащенные четырехтактными двигателями, которые могут работать как на дизеле, так и на бензине.
Эксплуатация и уход. Важно уточнить, какие функции может выполнять оборудование и можно ли его модернизировать в будущем. Кроме того, необходимо уточнить вопросы сервисного и гарантийного обслуживания.
Комплектующие
В стандартной комплектации мотоблок Салют выпускается в комплектации с фирменными фрезами (их шесть) и сошником. Так как данный агрегат оснащен универсальной сцепкой, на него можно установить дополнительные фрезы, грунтозацепы, косилку, окучник, грабли, гусеницы, отвал, грузила и снегоочиститель. Кроме того, мотоблок можно использовать и как транспортное средство для перевозки малогабаритных грузов – для этого в комплектацию многих моделей входит тележка с отдельно оборудованным тормозом. У него удобное сиденье.
Поскольку устройство предназначено для работы в поле, его колеса отличаются глубоким самоочищающимся протектором. , их ширина 9 см, а диаметр 28 см. Главным преимуществом мотоблоков «Салют» считается их оснащение шестеренчатым редуктором. Он не боится силовых нагрузок и способен выдержать даже удар застрявших в почве камней. Эта модель имеет не только качественную коробку передач, но и мощный двигатель, способный работать как на бензине, так и на дизельном топливе более 4000 часов. В комплект также входят помпа, запасной ремень и домкрат.
Правила эксплуатации
Перед началом работы с мотоблоком «Салют» необходимо в первую очередь проверить правильность установки фрез. В этом поможет прилагаемая инструкция от производителя. Дополнительно для облегчения работы можно установить сошник – благодаря ему устройство не будет глубоко заглубляться в почву и обеднять плодородную смесь. Если работать без сошника, агрегат будет постоянно «прыгать» в руках.
Чтобы «вынырнуть» из-под земли, в этом случае придется постоянно переключаться на заднюю передачу.
Перед запуском двигателя устройства также следует убедиться, что он заправлен топливом. Кроме того, нужно проверить наличие масла в коробке передач, картере двигателя и других узлах. Затем включается зажигание – в этот момент рычаг, отвечающий за переключение передач, должен занять нейтральное положение. Затем открывается топливный кран и через несколько минут после заполнения карбюратора топливом можно поставить ручку газа в среднее положение.
При эксплуатации мотоблока следует учитывать и другие правила.
В случае, если двигатель не перегрет, воздушная заслонка должна быть закрыта. При запуске двигателя он должен быть открыт – в противном случае произойдет повторное обогащение топливной смеси кислородом.
Рукоятку стартера необходимо удерживать до тех пор, пока трос не начнет работать на катушке.
Если двигатель не запускается, попытку следует повторить через несколько минут, попеременно открывая и закрывая воздушную заслонку. После успешного пуска рычаг воздушной заслонки необходимо повернуть против часовой стрелки до упора.
Остановка двигателя осуществляется установкой ручки газа в положение «стоп». Когда это сделано, топливный кран закрывается.
В случае, когда планируется вспашка целины мотоблоком «Салют», ее рекомендуется проводить в несколько этапов. Сначала необходимо снять верхний слой и корку, затем – на первой передаче вспахать и взрыхлить почву.
Всегда заправляйте оборудование качественным топливом.
Тонкости ухода и ремонта
Мотоблок «Салют», как и любой другой вид механизированной техники, нуждается в регулярном обслуживании. Если своевременно заменять трос сцепления и масло в агрегатах, проводить профилактику и проверку систем двигателя, то устройство обеспечит безопасную и долгую работу. Кроме того, в мотоблоке следует периодически регулировать детали управления, чистить клапана и ухаживать за шинами.
Первые 30-40 часов работы необходимо работать с оборудованием в среднем режиме, не создавая перегрузок.
Масло рекомендуется менять каждые 100 часов работы. , смазывая регулятор свободного хода и тросы. В том случае, если размыкание и замыкание сцепления неполное, то следует просто подтянуть тросики. Колеса следует проверять ежедневно: в том случае, если шины находятся под давлением, они могут расслоиться и быстро выйти из строя. Не допускайте слишком высокого давления в шинах, что спровоцирует их износ. Хранить мотоблок необходимо на специальной подставке в сухом помещении, перед этим его очищают от грязи, сливают масло из картера двигателя и карбюратора.
При правильной эксплуатации мотоблока можно избежать его ремонта. В случае обнаружения неисправности агрегата необходимо провести техническую диагностику и выявить причины поломки. Например, если двигатель не заводится, то причины могут быть разные (и это не обязательно его выход из строя). Во-первых, следует проверить наличие горюче-смазочных материалов во всех отсеках. При нормальном уровне топлива и масла попробуйте запустить двигатель с открытой воздушной заслонкой, затем повторите попытку, но уже с закрытой.
Отзывы
В последнее время многие владельцы дачных и фермерских хозяйств отдают предпочтение мотоблокам Салют. Такая популярность обусловлена надежностью и высоким качеством техники. Среди положительных характеристик потребители выделяют экономичный расход топлива, удобное управление устройством, небольшие размеры конструкции и высокую производительность. Кроме того, большинство аграриев оценили универсальность агрегата, позволяющего заниматься обработкой почвы, сбором урожая, уборкой территории.
Эта техника удобна еще и тем, что ее можно использовать как компактный автомобиль.
Все плюсы и минусы мотоблока Салют после двух лет эксплуатации смотрите в видео ниже.
Комментарий успешно отправлен.
Рекомендуем прочитать
как делается глубина вспашки под плуг, регулировка картофелесажалки, как правильно нарезать гребни, приспособление для обработки участка
Использование мотоблока при выращивании картофеля значительно повышает производительность труда. Различные операции по посадке и обработке урожая становятся технологичнее и проще, если использовать мотоблок и дополнительное навесное оборудование. В результате один человек сможет обрабатывать большие площади и получать солидный урожай.
Особенности работы с мотоблоками, их технические характеристики и технологические процессы будут рассмотрены далее.
Содержание статьи
Что такое мотоблок
Правила посадки мотоблока
Технология вспашки
Способы посева
Работа с окучником
9000 3 Работа дисковыми фрезами
Посадка под плуг
Посадка навесной картофелесажалкой
Технологический процесс
Уход за посевами
Уборка урожая мотоблоком
Советы и рекомендации опытных огородников
Заключение
Что такое мотоблок
Мотоблок или мотокультиватор представляет собой двухколесный (но на одной оси) силовой агрегат, оснащенный одно- или двухцилиндровым пневмо- охлаждаемый двигатель внутреннего сгорания, обеспечивающий культиватору тягу при вспашке, рыхлении, нарезке борозд и окучивании.
Мотокультиватор оснащен рычажным рулем, с помощью которого следующий за ним оператор направляет его в нужном направлении. Кроме того, к силовому агрегату в комплекте прилагается прицеп на жесткой оси — при их соединении получается полноценный автомобиль малой грузоподъемности.
Использование мотоблока значительно повышает производительность труда по сравнению с ручным копанием или окучиванием. Однако производительность напрямую связана с мощностью силового агрегата – по этому показателю ни один мотоблок не сравнится с трактором.
Технология выращивания картофеля представляет собой последовательность различных видов обработки земли.
Правила посадки мотоблока
При прогреве почвы не менее +12…+15°С можно приступать к обработке … Для этого на мотоблок вместо колес устанавливаются дисковые фрезы-рыхлители. Далее этими фрезами обрабатывается вся площадь. Один из резаков (например, левый) должен идти по следу, оставленному правым на предыдущей полосе. Тогда участок будет как следует разрыхлен на глубину, соответствующую одному штыку лопаты.
Затем нарезаются борозды. Для этого вам понадобятся двухрядные окучники, которые устанавливаются на специальную подвеску за колесами. Дисковые фрезы в этом случае заменяются металлическими упорами. Риггеры предназначены для нарезки борозд шириной 65 см, т. е. они обеспечивают именно такое расстояние между бороздами, которое необходимо для выращивания картофеля.
После этого в подготовленные борозды укладывают клубни. . Размещать их желательно в шахматном порядке (относительно соседних борозд), а расстояние между картофелинами должно быть 40-45 см.
Когда семена рассыпаны, их засыпают землей. Для этого установите крючки так, чтобы они шли по верхушкам грядок. Кроме того, окучники настраиваются на максимальную рабочую ширину. При прохождении грядок мотоблок будет засыпать картошку землей. Если все сделано правильно, засеянное поле будет иметь гладкую поверхность.
Пахотная техника
Наиболее распространены культиваторы следующих марок:
Мотоблоки «Нева». Мощность бензинового двигателя – 6,5 л. от. (4,4 кВт), объем двигателя — 196 см3, масса — 85 кг, глубина обработки — до 200 мм.
Мотоблоки «Салют». Мощность бензинового двигателя – 7 л.с. (5 кВт), объем двигателя — 208 см3, масса — 70 кг, глубина обработки — до 320 мм.
Мотокультиваторы Минского тракторного завода — в частности Беларус-09модель Н. Мощность бензинового двигателя — 9 л.с. (6,6 кВт), номинальное тяговое усилие — 100 кгс, масса — 176 кг, глубина обработки — до 300 мм.
Способы посадки
В зависимости от исходного состояния земли различают несколько тонкостей посадки картофеля с помощью мотоблоков.
Работа с окучником
Окучник — сельскохозяйственное орудие для работы с почвой, назначение которого — захват почвы со дна борозды и перемещение ее в стороны и вверх. Окучники симметричны — в отличие от плуга у них отсутствует ярко выраженный отвал.
С помощью окучников производится первичная нарезка борозд, засыпка посадочного картофеля грунтом, а также само окучивание, когда грядки приобретают окончательный вид, а вокруг корневой системы добавляется пространство для новых клубней завода.
Окучники однорядные и двухрядные . Устанавливаются на специальную консоль за колесами мотоблока. Общая производительность зависит от количества обработанных рядов. Больше строк — быстрее обработка. Однако это усложняет работу оператора. По этой причине целесообразно устанавливать двухрядные окучники, если почва на поле достаточно развита.
Окучники имеют фиксированную или регулируемую рабочую ширину. Опытные аграрии советуют приобретать приспособление с регулируемым захватом для регулировки ширины борозды. Кроме того, окучник можно использовать как для формирования борозд, так и для засыпания клубней почвой.
Работа с дисковыми фрезами
Устанавливаются вместо колес, при этом скорость их вращения не прямо пропорциональна скорости движения мотоблока.
Фрезы прокручивают почву, разрыхляют ее и насыщают кислородом. Однако использовать фрезы можно только в том случае, если земля рыхлая. В противном случае фрезы просто «не пробьются» вглубь почвенного слоя.
Посадка под плуг
Плуг применяется в тех случаях, когда необходимо обрабатывать либо целину, либо плотный грунт. Вспашка является наиболее сложной частью процесса культивации для оператора, так как требует больших усилий. Румпель в этом случае будет двигаться с наименьшей скоростью.
Важно. После первоначальной вспашки не нужно обрабатывать землю дисковыми фрезами.
При аккуратной вспашке дополнительная нарезка борозд может не понадобиться. Затем, чтобы засыпать клубни почвой, меняют плуг на однорядный окучник.
Посев навесной картофелесажалки
Для этого используются специальные окучники, состоящие из следующих элементов:
Транспортер Транспортер, задачей которого является подача семян к месту размещения.
Формирователь борозды (или бороздоукладчик).
Распределитель — отвечает за попадание клубней в борозды в строго определенные моменты времени. Таким образом сохраняется равномерность их посева.
Окучник — с его помощью клубни засыпают грунтом.
Для начала на мотоблок устанавливаются грунтозацепы, а также специальный бункер, куда засыпают клубни для посадки. Далее :
Борозды образованы выступами.
Семена из бункера по транспортеру и распределителю попадают в борозду.
Затем грунтозацепы меняются на резиновые колеса (чтобы не повредить семена), а вместо бункера с распределителем на мотоблок ставятся окучники. Культиватор перемещается по грядкам, а окучники засыпают разложившийся картофель землей.
Использование навесной картофелесажалки ускоряет посадку, экономит время и усилия.
Технологический процесс
Огород размечают так, чтобы грядки были как можно длиннее – тогда не нужно будет часто раскладывать мотоблок. Технологическая карта посадки картофеля выглядит следующим образом.
Сначала поле готовится к борозде.
Есть два варианта:
или выполняют его первичную вспашку плугом, и тогда борозды нарезать не нужно будет;
или почву рыхлят дисковыми фрезами, затем формируют борозды.
Затем в шахматном порядке (с шагом 40 см) укладывают семенные клубни.
Далее клубни засыпают землей со сформированных грядок с помощью окучников.
Стандартный плуг или окучник способен «заглубить» на 20 см. Это значит, что сформированные грядки будут иметь глубину от 30 до 40 см. Когда клубни будут засыпаны землей, глубина посадки автоматически составит 20-25 см.
Уход за посевами
После появления всходов картофеля — примерно на 35-й день его окучивают. Для этого используйте стандартные окучники (желательно с регулируемой рабочей шириной). Окучник приподнимает дополнительно не менее 10 см почвы со дна грядки и прикатывает на ее стенки, что дает дополнительный объем для формирования новых клубней.
Важно. Одновременно процесс окучивания приведет к подавлению развития сорняков – молодые всходы картофеля получат преимущество перед ними, начнут быстрее развиваться и затенять их, не давая расти.
Однако если сорняки на поле развиваются активнее овощных, то картофель перед окучиванием пропалывают. Для этого используется навесная сетчатая борона.
Также мотокультиватор значительно упрощает процесс опрыскивания картофеля (например, химическими составами против появления и развития фитофтороза). Для этого на мотоблок устанавливают бак и опрыскиватель. Процесс можно выполнить буквально за один проход без значительных физических усилий.
Уборка урожая мотоблоком
Для уборки картофеля на мотоблок устанавливается плуг. Его конец уйдет в землю достаточно глубоко, чтобы вынести почву вместе с новыми клубнями на отвал и перевернуть их, оставив на поверхности. Затем остается только собрать урожай.
Советы и рекомендации опытных садоводов
Мотокультиватор — средство малой механизации, служащее для экономии сил, энергии и здоровья садовода .
Лазерный станок для гравировки и резки ST-LG1290P в Екатеринбурге
Спецификация:
l Варианты мощности лазера: 60W, 80W, 100W, 130W (Reci)
l Управление лёгкое
l СЕ стандартный
l Высокая скорость и точность
l 3-фазный двигатель
l Специальный дизайн позволит обрабатывать длинные изделия
Технические параметры
Модель
1290P
Рабочий размер
1000х600mm 1200x800mm 1200x900mm
Тип лазера
СО2-лазер (в соответствии с GB11748-89 стандартом) 10.6um волны
Мощность лазера
60W, 80W, 100W, 130W, 180W (RECI)
Скорость гравировки
0-1000mm/s 0-1200mm/s
Скорость резки
0-500mm/s 0-600mm/s
Точность
±0. 01mm
Мин. Размеры буквы
1 mm
Двигатель
Шаговый
Направляющий
Линейный
Совместимая система
Windows 98, XP, Vista
Интерфейс
USB
Мощность иттога
≤1500W
CDA программа
Опиция
Форма файла
BMP, HPGL(PLT), DXF, G-CODE, DST, AI
Поддерживаемые Формат и программное обеспечение
PLT, DST, DXF, DWG, AI, СУРС Поддержка AutoCAD, Corel Draw непосредственно
Напряжение
AC220V 50/60HZ(опиция 380V, 110V)
Рабочая среда
Температура:0-45 влажность:5%-80%
гарантия
1 год(на трубки 3 месяца), кроме линзы
Вы можете купить лазерный станок для гравировки и резки ST-LG1060P на особо выгодных условиях: наша компания предоставляет официальную гарантию на каждый станок, обязуясь устранить любые поломки, случившиеся по вине производителя.
Гравировально-режущий аппарат относится к категории универсальных устройств с широким перечнем возможностей. Наличие ЧПУ и прочного корпуса дают ему высокую точность и скорость работы с минимальным участием оператора. Мощность источника может быть подобрана в индивидуальном порядке, в зависимости от предполагаемых целей использования прибора.
Компания «Сварочные Технологии» предлагает вам выбрать один из нескольких вариантов комплектации устройства, главное отличие между которыми – уровень мощности.
Рабочая площадь аппарата составляет 1000*600 мм, чего достаточно для работы с основными видами материалов (акрил, различные минералы, металл, дерево, кожа и текстиль).
Программное обеспечение позволяет загружать в память готовые чертежи, собранные при помощи AutoCad или Corel Draw. Дополнительную точность позиционирования головки задает шаговый двигатель (погрешность головки составляет 0,01 мм).
Стоимость аппарата зависит от его мощности. В минимальной комплектации эта величина составляет 60 Вт, в максимальной – 180 Вт. Более точную информацию о ценах вы можете узнать у нашего менеджера, обратившись по контактному телефону или заполнив форму обратной связи на сайте.
ТОП 10 советов и приемов для резки и гравировки на лазерном станке
Одна из замечательных особенностей лазерных станков для резки и гравировки — это то, насколько быстро они могут выгравировать узор или вырезать даже самый замысловатый рисунок. Тем не менее, операторы лазерных станков всегда ищут способы повысить производительность. Вы управляете своим лазером максимально эффективно? Вот несколько советов и приемов, которые вы можете использовать, чтобы убедиться, что вы используете свой лазер с максимальным потенциалом.
Совет №1: Настройка лазера и подготовка пространства для работы
Перед тем, как непосредственно перейти к полезным приемам по лазерной резке и гравировке, сначала следует рассмотреть несколько хороших идей для подготовки к этим процессам.
Защита заготовки от следов нагара: когда приступаете к гравировке вы должны быть готовы к тому, что что дым образующийся в процессе гравировки может повлиять на изделие и оставить на нем следы нагара. Чтобы этого не произошло, закройте поверхность изделия малярной лентой, чтобы защитить ее. Малярная лента слегка снизит мощность лазера (чуть-чуть увеличьте мощность, если вы считаето, что это нужно сделать), это защитит материал вокруг гравировки от нагара. После выполнения гравировки просто отклейте малярную ленту. Этот метод особенно хорош, если вы гравируете на коже.
Настройки: Ваш лазер должен иметь предустановленные настройки для резки или гравировки различных материалов разной толщины. Вы также должны иметь возможность загрузить эти настройки в свой компьютер или лазер и сохранить их как предварительные настройки. Важно назвать их так, чтобы вы могли легко их найти. Таким образом, когда вам понадобится гравировка на коже или резка фанеры толщиной 4 мм, вы легко найдёте сохраненные параметры для этой работы.
Пробная резка: Даже если у вас есть готовые настройки для резки материалов, сначала лучше провести пробную резку, прежде чем приступить к основной работе. Очень неприятно вынуть заготовку из лазера и увидеть, что она не прорезана до конца. Советуем сделать пару небольших геометрических фигур в одном из углов заготовки (например: круг и квадрат).
Лазерная гравировка на коже
Совет №2: Разбивка дизайна на слои
Советы, о которых мы будем говорить дальше, предполагают возможность гравировать/резать только часть проекта или дизайна за раз. Есть легкий способ сделать это — разбейте ваш дизайн на несколько слоев в одном файле. В большинстве графических редакторов есть воможность разбивать файл на слои, а затем включать и выключать их. Вы конечно можете разместить весь дизайн на одном слое, но разделение на несколько слоев даст вам несколько ключевых преимуществ:
1. Контроль порядка резов. Ваш лазер должен иметь настройки для определения в каком порядке происходит рез. Но у вас есть вариант более удобного контроля порядка резов, вы можете разместить разные линии реза на разные слои в файле, чтобы включать и выключать печать каждого слоя в необходимом вам порядке.
2. Несколько деталей и дизайнов в одном файле. Вместо того, чтобы иметь отдельные файлы для каждого дизайна, просто поместите их в один файл на отдельные слои. Затем просто печатайте каждый слой по одному.
3. Создание направляющих. Возможно, вам потребуется создать несколько направляющих для макета вашего дизайна или, может быть, вам понадобится мишень для размещения объекта. Если вы не хотите, чтобы они гравировались, поместите их на другой слой и отключите гравировку этого слоя.
Совет № 3: Подбор материала для лазерной резки или гравировки
Итак, у вас есть изображение или логотип который вы хотите выжечь на куске древесины. Дерево это замечательный материал для гравировки, но вам нужно знать различия между гравировкой на цельной древесине или композитном материале, таким как фанера или МДФ. В отличие от фанеры или мдф, текстура дерева не является однородной. Волокна в древесине представляют разные этапы роста дерева(зимой и летом) и каждое из них будет резаться по разному. Обычно темные волокна тверже, а светлые части между ними мягче. Как вы можете понять на примере фото выше, на гравировке вы видите узор зебры. Если вам важно, чтобы гравировка выглядела однородно, вам лучше подобрать такую заготовку, где верхний слой более однороден.
Еще одна вещь, которую следует учесть, — это особенность гравировки материалов с тонким шпоном из хорошего дерева сверху. Гравировка часто прожигает тонкий шпон, обнажая то, что находится под ним. Убедитесь, что то, что находится под шпоном, выглядит хорошо и что вы прожигаете весь путь через шпон, чтобы у вас не было смеси шпона и поверхности под ним.
Совет №4: Перекрывающиеся линии
Часто при вырезании нескольких частей одновременно возникает искушение поместить их рядом друг с другом, чтобы соседние линиии перекрывали друг друга. Это хорошая идея, но есть хороший и плохой способ это реализовать.
Скажем, вам нужно вырезать несколько квадратов. Если вы нарисуете 2 квадрата (по 4 стороны каждый), а затем прижмете их друг к другу, это будет выглядеть так, как будто между ними есть только одна линия. Проблема в том, что, хотя кажется, что есть только одна линия с перекрывающейся стороны, компьютер все равно видит 2. В резульитате этого лазер пройдет два раза по одному и тому же месту. Это может привести к ожогу края, а не к чистому порезу. Это также тратит время на ненужный порез.
Способ исправить это — удалить одну из удвоенных линий. Нарисуйте один из квадратов с 3 сторонами, но он должен быть напротив квадрата с 4 сторонами.
Совет №5: Линии — растр против вектора
Главная разница между растровой гравировкой и векторной резкой заключается в том, что для гравировки лазерная головка перемещается слева направо по области печати, а затем перемещается вниз на шаг и повторяет это до тех пор, пока не выгравируете изображение. При векторном разрезе лазер просто прослеживает линии разреза. В результате растровая гравировка занимает гораздо больше времени, чем векторная.
Итак, если у вас есть рисунок, например кельтский узел, или дизайн напоминающей карту, в основном состоящий из линий. Вы можете запустить его как растровую гравировку. Преимущество этого метода будет заключаться в том, что вы сможете установить толщину линии такой, как захотите. Недостаток в том, что гравировка займет гораздо больше времени.
Если ваш дизайн или рисунок представляет собой векторный файл, есть быстрый способ создания линий без их разреза. Запустите файл в виде векторного разреза, но выключите питание и увеличьте скорость. Например, чтобы разрезать фанеру 3,2 мм, у меня была бы мощность лазера на 100% и скорость на 20%, но чтобы просто забить древесину, я бы установил мощность на 30% и скорость на 95%. Поэтому вместо того, чтобы разрезать материал, лазер просто прожигает в нем тонкую линию. Преимущество в том, что это будет намного быстрее, чем гравировка. Недостатком является то, что линия будет очень тонкой, и вы не можете изменить ее толщину.
Совет № 6: Для того чтобы векторные линии были толще расфокусируйте лазер
В своем последнем совете мы рассмотрели, как использовать векторные настройки, чтобы просто делать линии в материале для создания рисунков или дизайнов. Но недостатком этого трюка является то, что линия очень тонкая. Но есть способ получить более толстые линии. Лазер имеет очень точный фокус, поэтому, если немного опустить материал, лазер потеряет фокус и рассеивается. Способ, которым я это делаю, заключается в том, чтобы положить небольшой кусок дерева толщиной около 9,5 мм поверх материала, который я использую, и сфокусировать лазер на нем. Затем я запускаю лазер на векторной настройке (с более низкой мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован.
Есть 2 недостатка, которые следует учитывать при использовании этой техники. Во-первых, линия немного мягкая и не такая четкая, как растровая гравюра. Во-вторых, в углах линий лазер делает небольшую паузу, когда он меняет направление, поэтому углы обжигаются немного глубже. Углы выглядят так, будто в них есть маленькие точки.
Совет № 7: Добавление векторного контура к краю шрифта или гравируемого изображения
Обычно вы должны получить хорошие края для любой гравировки, которую делает ваш лазер (если нет, проверьте свой объектив и фокус). Но если вы хотите придать краям вашей гравюры немного дополнительной резкости, вот хороший трюк. Добавьте легкую векторную обводку по краю изображения.
Еще раз вам нужно будет иметь свое изображение в виде векторного файла. Выберите свое изображение и добавьте тонкую обводку по краю. Когда вы настраиваете лазер, установите ход для векторного разреза, но уменьшите мощность и увеличьте скорость, чтобы он горел, но не прорезал край. После того, как лазер сделает гравировку, он вернется и сожжет тонкую линию вокруг самого края.
Это отличный эффект для текста.
Совет № 8: Настройка разрешения
Разрешение — это еще один фактор, который следует учитывать, когда вы сделать качественную гравировку. Четкое изображение важно в любой гравировальной работе, но чем выше DPI, тем дольше изделие будет гравироваться. DPI означает отношение точкек на дюйм, и чем выше DPI, тем ближе друг к другу будут выгравированны точки. Это приводит к высокодетализированному выгравированному изображению, но может занять больше времени, чем вам хотелось бы. Немного снизив разрешение гравировки, вы можете увеличить экономию времени до 33% и более. Чтобы компенсировать низкое разрешение, рассмотрите возможность использования различных схем сглаживания, найденных в драйвере печати Epilog. Сглаживание берет визуальные Точечные узоры, которые можно увидеть с более низким DPI, и рандомизирует их, что скрывает низкое разрешение. Найдя правильное сочетание разрешения и размытия рисунка, вы можете добиться результата, который будет выглядеть хорошо и гравировка которого займет меньше времени.
Совет № 9: Как гравировать несколько изделий за раз
Допустим, у вас есть несколько деревянных подставок, на которых вы хотите выгравировать свой логотип. Вы можете поместить их по одному в источнике лазера и гравировать их один за другим. Но не лучше ли было бы разложить сразу несколько и нанести на них лазерную гравировку?
Хитрость заключается в том, чтобы создать сетку, по которой вы можете разложить детали и точно нанести на них лазерную гравировку. Создайте новый векторный файл размером с ваш лазерный стол. Затем измерьте одну из ваших фигур/предметов. Если вам удастся получить его точную форму, но если не просто придумать красивую геометрическую форму, например, круг или квадрат, она будет точно в нее вписываться. Это будет ваша целевая форма. Создайте мишень и разместите свой рисунок (гравировку или вырез) на мишени. Теперь скопируйте мишень, свой дизайн и вставьте столько копий, сколько сможете уместить в пространстве вашего лазерного стола.
Совет: оставьте небольшое пространство между мишенями, чтобы их можно было поставить, не задевая окружающие.
Вырежьте кусок картона по размеру вашего лазерного стола и вставьте его в лазер. Теперь убедитесь, что для печати выбран только слой с мишенями. Выгравируйте, отметьте или вырежьте нужные формы на картонной доске. Это создаст сетку на картоне, которая соответствует сетке в файле. Теперь поместите предметы, которые вы собираетесь выгравировать, на мишени, отмеченные на картоне. Не забудьте перефокусировать лазер на вершины того, что вы гравируете. Теперь вы можете отключить печать целевого слоя и включить печать слоя дизайна.
Пока вы не перемещаете картон, вы можете просто выкладывать новые детали, нажимать гравировку и повторять, пока все детали не будут готовы.
Совет №10: Используйте лазерный указатель, чтобы определить, зоны гравировки и реза
Следует помнить, что это хорошо работает с векторными линиями, где лазерная указатель следует по линияи, но не так хорошо с гравюрами, где лазер проходит обратно и по всей площади гравюры. Если нужно использовать лазерный указатель, чтобы понять, где закончится гравировка, то можно сделать так: нарисовать векторный квадрат или круг вокруг гравировки, а затем лазерный указатель просто трассирует квадрат. Или можно нарисовать горизонтальные и вертикальные центральные линии.
Лазерные материалы
Лазерные материалы
США (английский)
США (английский)
Материал
Гравировка
Вырезать
Акрил
Анодированный алюминий
Керамика
Ткань
Металлы с покрытием
Кориан
Пробка
Делрин
Ткань
Стекловолокно
Стекло
Кожа
Мрамор
Матовая доска
Меламин
Перламутр
Майлар
Окрашенные металлы
Бумага
Пластик
Металлы с порошковым покрытием
Прессованный картон
Резина
Плитка
Дерево
Шпон
Металлы без покрытия
*
Латунь
*
Нержавеющая сталь
*
Титан
*
* CO2-лазеры будут маркировать голые металлы, если они покрыты раствором для маркировки металлов. Для получения дополнительной информации посетите нашу страницу лазерной маркировки металлов.
У вас есть материал, который вы хотели бы протестировать? Наша команда по применению будет рада помочь вам.
Материал
Марка
17-4 PH Нержавеющая сталь
303 Нержавеющая сталь
4043 Сталь
6061 Алюминий
Байер 2807 Макролон поликарбонат
Bayers Bayblend FR 110
Черный/белый АБС-пластик
Латунь
Матовый алюминий
Углеродная нанотрубка
Анодированный алюминий с прозрачным покрытием
Хромо-кобальтовая сталь
Цветной делрин (черный/белый)
Прессованное порошковое железо с покрытием из фосфата железа
Медь
ДАП — диаллилфталат
Поликарбонатная смола GE Plastics 121-R
Стеклонаполненный ПЭЭК
Стеклонаполненный тефлон
Анодированный алюминий с твердым покрытием
Станочная сталь
Магний
Керамика с металлическим покрытием
Молибден
Никелированная 1215 Мягкая сталь
Нейлон
Полибутилентерефталат
Полисульфон
Ринит ПЭТ
Сантопрен
Карбид кремния
Кремнистая сталь
Кремниевые пластины
Различные металлы Inconel (сплавы никель-хром)
Белый ПЭЭК
Желтый хромат алюминия
Оцинкованная мягкая сталь
У вас есть материал, который вы хотели бы протестировать? Наша команда по применению будет рада помочь вам.
программное обеспечение службы поддержки
Лучший станок для лазерной гравировки ювелирных изделий
Вы хотите, чтобы ювелирные изделия были изготовлены по индивидуальному заказу? Ювелирный гравировальный станок использует лазерную технологию для создания креативных рисунков на ювелирных изделиях. Вы можете создавать классические рисунки на различных материалах, таких как анодированный алюминий, нержавеющая сталь, титан, золото, латунь, акрил или даже дерево с помощью лазерной гравировки.
Станки для лазерной гравировки могут создавать узоры, текстуры, персонализацию и функциональную маркировку, которые улучшают мастерство ювелирных изделий и улучшают их красоту.
Тип лазерных гравировальных станков для ювелирных изделий
1. Ручной/ручной
Ручные гравировальные инструменты идеально подходят для любителей, стремящихся улучшить свои навыки. Эти машины требуют, чтобы их операторы использовали ручные инструменты для управления гравировкой. Они более применимы для базовых конструкций, в которых нет большого количества сложных деталей или точности. Эти ювелирные гравировальные станки дешевы и их легко достать.
Однако эти гравировальные станки требуют практики для разработки гравировки.
2. Гравировальный станок для ювелирных изделий
Гравировальный станок для ювелирных изделий использует лазерные лучи для выжигания рисунков. Эти типы имеют повышенные возможности проектирования, поскольку они производят более точные и сложные конструкции за более короткое время, чем ручные машины. Они подходят для более сложных конструкций под управлением компьютера.
Эти лазерные гравировальные станки требуют обучения работе как с устройством, так и с программным обеспечением, чтобы получать точные и стабильные результаты.
Как работают ювелирные гравировальные станки
Ручные лазерные гравировальные станки универсальны и предпочтительны для опытных мастеров или любителей. С помощью лазеров ювелирные гравировальные станки прорезают различные материалы, создавая на их поверхности желаемые узоры. Для компьютеризированных гравировальных станков мастер делает эскиз или вводит дизайн в компьютер, а лазер гравирует рисунки с ключами. Ювелирный лазерный гравировальный станок может вырезать тонкие или замысловатые узоры.
Факторы, которые следует учитывать перед покупкой лазерного гравировального станка для ювелирных изделий
Подробное руководство покупателя с важной информацией поможет вам выбрать лучший лазерный гравер для ювелирных изделий, соответствующий вашим конкретным предпочтениям и требованиям. Вот на что смотреть;
1.
Станок для лазерной резки ювелирных изделий цена
Сумма, которую вы готовы потратить, играет важную роль в вашем выборе. Первоначальная стоимость покупки, а также эксплуатационные расходы являются решающими факторами для лазерного гравировального станка для ювелирных изделий. Некоторые лазерные гравировальные станки для ювелирных изделий потребляют много энергии для получения высококачественных результатов, которые могут стоить намного дороже. Важно обратить внимание на характеристики мощности, так как вы можете потратить больше, чем предполагалось.
Более универсальный станок для лазерной гравировки ювелирных изделий, который может работать с различными материалами, относительно дорог по сравнению с ручными станками для лазерной гравировки ювелирных изделий. Ручные ювелирные лазерные граверы подходят для небольших ювелирных проектов с лазерной гравировкой.
2.
Использование по назначению
Прежде чем остановить свой выбор на лазерном гравере для ювелирных изделий, необходимо учитывать его назначение. Для деловых целей результат и удовлетворенность клиентов имеют решающее значение для поддержания вашей клиентской базы. Подумайте о покупке ювелирного лазерного гравировального станка, совместимого с материалами, которые вы будете гравировать. Для более крупного дизайна вам следует рассмотреть гигантский ювелирный лазерный гравировальный станок, который может работать с такими мощностями.
Для любителей и мастеров-любителей рекомендуется остановиться на менее динамичных и сложных машинах. Ручные и ручные лазерные гравировальные станки для ювелирных изделий подходят для таких сценариев и будут стоить дешевле.
3.
Размер машины
Какой объем доступного места? По мере добавления дополнительных аксессуаров для ювелирного лазерного гравера его размер увеличивается. Было бы лучше, если бы у вас было много места для работы. В небольших помещениях рекомендуется использовать гравировальные станки меньшего размера. Вы должны отказаться от нескольких функций, если выберете гравировальный станок меньшего размера.
Чем выше цена ювелирного лазерного гравировального станка, тем больше места он будет занимать и тем больше возможностей у аппарата. С такими компонентами, как фрезерные станки с ЧПУ в ювелирном лазерном гравировальном станке, чем больше машина, и наоборот для простых лазерных гравировальных станков.
4.
Форма ювелирных изделий
Планируете ли вы вытравливать рисунки на плоской или изогнутой поверхности ювелирных изделий? Любой обычный лазерный гравер для ювелирных изделий с большой рабочей станиной отлично подойдет для плоских украшений с поверхностью. Однако лазерные граверы с вращающейся осью для ювелирных изделий лучше всего подходят для ювелирных изделий с цилиндрической поверхностью. Ювелирные лазерные гравировальные станки с вращающейся осью также подходят для неровных поверхностей ювелирных изделий.
5.
Совместимость материалов
Тип материала ювелирных изделий сильно влияет на выбор станка для лазерной гравировки используемых ювелирных изделий. Различные лазерные граверы подходят для конкретных материалов. Волоконные лазерные граверы для ювелирных изделий подходят для травления металлических материалов, а диодные лазерные граверы могут работать с обоими материалами. Для неметаллических украшений следует использовать лазерные граверы CO2. Всегда читайте и изучайте руководство пользователя, чтобы определить материалы, для которых подходит лазерный гравер.
6. Техническое обслуживание
Ювелирные лазерные граверы с ЧПУ сложнее обслуживать из-за их сложных деталей и передовых технологий производства. Ручные станки для лазерной гравировки ювелирных изделий более просты в управлении и дешевле в обслуживании, чем автоматические, поэтому любители лазерной гравировки предпочитают их.
Главным приоритетом должны быть стоимость и простота обслуживания. Для ремонта высококачественных лазерных гравировальных станков может потребоваться профессиональная консультация, которая может стоить немного дороже.
7. Простота лазерной гравировки ювелирных изделий
Ювелирные лазерные граверы с ручным управлением требуют опыта и мастерства для получения чистых результатов. Однако они обеспечивают высокую маневренность и гибкость при скалывании поверхностей ювелирных изделий. Компьютеризированные лазерные граверы для ювелирных изделий обеспечивают высококачественные результаты на основе введенной цифровой информации о дизайне и, следовательно, требуют меньшего контроля.
Удобство является важнейшим аспектом производства чистых украшений с лазерной гравировкой. При гравировке сложных металлических украшений желательно использовать эргономичный гравер, который облегчит работу и сделает ее возможной в более короткие сроки. Ручные лазерные гравировальные станки для ювелирных изделий легче использовать в течение долгих часов, поскольку они меньше и легче.
8. Точность
Наиболее важным аспектом лазерного гравировального станка для ювелирных изделий является его точность. Тонкие и сложные гравюры обеспечивают окончательные, предполагаемые детали. Выберите наименьшее сжатие лазерного пятна, чтобы получить наиболее точную информацию. Для такой точности лучше всего подходят ювелирные граверы с волоконным лазером.
9. Гарантия
Более дешевые ювелирные граверы имеют более короткую гарантию. С другой стороны, дорогие граверы имеют более длительные периоды. Поскольку эти граверы являются техническими, крайне важно рассмотреть контракт. Сроки и условия гарантии также являются жизненно важными факторами. Пожалуйста, прочитайте и поймите слова, чтобы убедиться, что они соответствуют вашим предпочтениям, так как это будет иметь большое значение для вашего душевного спокойствия, когда вы углубляетесь в свои ювелирные изделия.
Лучшие лазерные граверы для ювелирных изделий
Лазерный гравер odin
1. Гравировальный станок для ювелирных изделий Thunder
Лазер грома — лучший гравировальный станок. Инструмент для гравировки подходит для работы с металлом, пластиком, деревом, керамикой, стеклом и другими ювелирными материалами. С его регулируемой ручкой вы можете легко вытравливать рисунки на ювелирных изделиях на нескольких материалах.
Гарантия на инструмент для гравировки грома составляет до 2 лет. Производитель имеет хорошую репутацию. Мягкая обтянутая рукоятка позволяет работать часами, учитывая вес этого инструмента. Он также имеет карбидный и алмазный наконечники, которые могут быть взаимозаменяемыми. Однако у этого инструмента мало аксессуаров и замороженных установочных винтов.
2. Станок для лазерной гравировки GanGou
Этот станок для лазерной гравировки не вырезает куски материала. Вместо этого он использует лазерную технологию для травления или выжигания креативных узоров на различных материалах. Этот лазерный гравировальный станок подходит для акриловых, деревянных и каменных заготовок, но не для металлических.
3. Лазерный гравер Ortur
Лазерный гравер Artur является лучшим ЧПУ. Он использует некоторые из наиболее распространенных программ проектирования. Благодаря таким программам, как LaserGBRL, этот лазерный гравер позволяет проектировать и производить окончательное производство для профессионалов, любителей и даже для арматуры. Этот лазерный гравировальный станок разработан с учетом безопасности пользователя. Он имеет предохранительный механизм отключения, когда лазер не работает. Наш лазерный гравер хорошо подходит для высококлассных проектов благодаря своей скорости и точности.
4. Гравер Utool
Его номинальная мощность 24 Вт позволяет эффективно работать с деревянными, пластиковыми и твердыми металлическими поверхностями. Этот инструмент имеет регулируемый гравер, который позволяет переходить от мягких поверхностей к твердым. Ручка регулировки позволяет установить до пяти различных значений глубины гравировки.
Гравировальный станок Utool оснащен четырьмя наконечниками из карбида вольфрама, что позволяет легко гравировать различные поверхности. Мягкая резиновая рукоятка помогает поглощать вибрации при травлении рисунков. Однако гравировальный станок Utool громкий.
5. Ручной/настольный
Ручные ювелирные граверы идеально подходят для небольших мастерских, любителей и мастеров-любителей. Эти маленькие граверы легко использовать для небольших украшений или в труднодоступных местах, таких как внутреннее кольцо. Для деловых целей идеально подходят известные компьютеризированные настольные граверы, поскольку они дают точные и высокопроизводительные результаты. Такие ювелирные граверы подходят для просторных мастерских, где требуется большая производительность.
Преимущества станка для лазерной гравировки ювелирных изделий
БСК – Поверхностный самовсасывающий насос Metabo P 5500 M 0250550006
14 500₽*
Нет в наличии, закажите, чтобы мы сообщили вам когда будет или подобрали аналог *Цена актуальна на 09 июля 2019
СКИДКА 5% на любой аналог по промо коду WELCOME
Бренд:
Metabo
Способы оплаты:
Наличные Наличными курьеру или в пункте выдачи товаров в Санкт-Петербурге
Банковской картой Visa/MasterCard Банковской картой на сайте до 250 000a
Счет для юридических лиц Достаточно на этапе оформления ввести ИНН, это гораздо быстрее факса или электронного письма с реквизитами
Оплата из кошелька в Яндекс. Деньгах Для идентифицированного кошелька — максимум 250 000a за один раз, для анонимного — 15 000a
Наличными через кассы и терминалы Более 185 тысяч пунктов оплаты в России и других странах. Максимум 15 000a за один раз.
Кошелек в системе WebMoney Максимум 60 000a
Сбербанк: оплата по SMS или Сбербанк Онлайн Минимум 10a. Максимум в сутки: 10 000a через мобильный банк и 100 000a через интернет-банк.
Альфа-Клик Максимум 60 000a за один раз.
MasterPass Максимум 250 000a за один раз.
Промсвязьбанк Максимум 60 000a за один раз.
QIWI Wallet Максимум 15 000a за один раз.
Все товары
Дом и дача
Строительство и ремонт
Сантехника и водоснабжение
Водяные насосы
Поверхностный самовсасывающий насос Metabo P 5500 M 0250550006
Характеристики
Похожие товары
Поверхностный самовсасывающий насос Metabo P 5500 M 0250550006 — хороший помощник для создания автономного водопровода на даче или в частном доме. Мощный мотор позволяет доставать воду с глубины 9 метров. Корпус изготовлен из нержавеющей стали, которая устойчива к загрязнениям и ржавым пятнам.
Может использоваться в саду или огороде для полива грядок — данная модель одновременно обеспечивает водой 4 разбрызгивателя.
Характеристики
Тип
самовсасывающий
Вид
поверхностный
Мощность, Вт
1500
Защита от сухого хода
нет
Высота подъема, м
55
Производительность, л/мин
90
Напряжение, В
220
Глубина всасывания, м
9
Трубное соединение, дюйм
внутренняя G1
Материал корпуса
нержавеющая сталь
Давление, атм
5. 5
Вес, кг
12.3
Вес с упаковкой, кг
12.0
Габариты упаковки ВхДхШ, см
30 x 40 x 25
14 500₽*
Нет в наличии, закажите, чтобы мы сообщили вам когда будет или подобрали аналог *Цена актуальна на 09 июля 2019
СКИДКА 5% на любой аналог по промо коду WELCOME
Бренд:
Metabo
Способы оплаты:
Наличные Наличными курьеру или в пункте выдачи товаров в Санкт-Петербурге
Банковской картой Visa/MasterCard Банковской картой на сайте до 250 000a
Счет для юридических лиц Достаточно на этапе оформления ввести ИНН, это гораздо быстрее факса или электронного письма с реквизитами
Оплата из кошелька в Яндекс. Деньгах Для идентифицированного кошелька — максимум 250 000a за один раз, для анонимного — 15 000a
Наличными через кассы и терминалы Более 185 тысяч пунктов оплаты в России и других странах. Максимум 15 000a за один раз.
Кошелек в системе WebMoney Максимум 60 000a
Сбербанк: оплата по SMS или Сбербанк Онлайн Минимум 10a. Максимум в сутки: 10 000a через мобильный банк и 100 000a через интернет-банк.
Альфа-Клик Максимум 60 000a за один раз.
MasterPass Максимум 250 000a за один раз.
Промсвязьбанк Максимум 60 000a за один раз.
QIWI Wallet Максимум 15 000a за один раз.
Поверхностный самовсасывающий насос Metabo P 5500 M 0250550006
Поверхностный самовсасывающий насос Metabo P 5500 M 0250550006
арт. 250550006
14 500₽*
*Нет в наличии, закажите, и мы сообщим когда будет или предложим аналог. Цена актуальна на 09 июля 2019
Поверхностный самовсасывающий насос Metabo P 5500 M 0250550006, арт. 250550006
14 500₽*
*Нет в наличии, закажите, и мы сообщим когда будет или предложим аналог. Цена актуальна на 09 июля 2019
Запомнить меня
Регистрация
Восстановить пароль
Бензопила HUSQVARNA 460-15
арт. 9650311-15
17 300a
Количество
Metabo HPT/Hitachi 6600351 Запасная часть инструмента для фильтра насоса для TCG27ECPSL TCG22EABSLP RB24EAP
org/Brand»> Метабо HPT | Хитачи
(пока отзывов нет)
Написать обзор
Метабо HPT | Hitachi
Metabo HPT/Hitachi 6600351 Запасная часть инструмента для фильтра насоса для TCG27ECPSL TCG22EABSLP RB24EAP
Рейтинг Требуется
Выбрать Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Требуется
Тема отзыва Требуется
комментариев Требуется
Артикул:
HIT-ACC-6600351
СКП:
4549115083479
MPN:
HIT-ACC-6600351
Состояние:
Новый
Наличие:
Обычно доставка занимает от 1 до 2 рабочих дней
Доставка:
Бесплатно для нижнего 48 US
Сейчас:
$90,95
Бесплатная доставка в нижний 48 США
Описание
Инструмент для замены фильтра насоса Metabo HPT/Hitachi 6600351 совместим с моделями TCG27ECPSL, TCG22EABSLP и RB24EAP (продается отдельно)
Авторизованный дистрибьютор Metabo HPT/Hitachi
Оригинальная запасная часть Metabo HPT/Hitachi OEM
На детали Metabo HPT/Hitachi распространяется полная гарантия производителя
Пожалуйста, ознакомьтесь со схемой инструмента, чтобы убедиться в совместимости деталей перед заказом
Происхождение изготовления и упаковки могут различаться
Hitachi Power Tools проводит ребрендинг в Metabo HPT. Несмотря на изменение названия, покупатели по-прежнему могут рассчитывать на электроинструменты, детали и принадлежности высокого качества, которые они всегда получали от Hitachi. Во время перехода брендинг может варьироваться от продукта к продукту.
Те же инструменты. Новое имя. Hitachi Power Tools переименована в Metabo HPT
Посмотреть всеЗакрыть
Запасные части для поверхностных насосов Metabo, Запасные части для дренажных насосов Metabo, Центр запасных частей Metabo в мире запасных частей
ЗАПЧАСТИ ДЛЯ ДОМА АКСЕССУАРЫ
ДОМ ЗАПЧАСТИ АКСЕССУАРЫ
ПОЖАЛУЙСТА, ВВЕДИТЕ
НОМЕР ВАШЕЙ
ЗДЕСЬ:
Не знаете номер вашей модели?
Протянем руку помощи
Бесплатная доставка Более 60 фунтов стерлингов
Более 10 000 деталей на складе
Более 30 лет опыта
Консультации экспертов
ОБНОВЛЕНИЕ
: у некоторых наших международных поставщиков возникают задержки.
На одной из площадок СИБУРа начинаются промышленные испытания экзоскелетов EXORISE
Компания «ЭКЗОРАЙЗ» приняла участие в международных специализированных мероприятиях в респ. Беларусь
Новая высота Exorise
Внедряя прогрессивные технологии
На «Казаньоргсинтезе» протестировали экзоскелеты для рабочих
Все новости
Экзоскелеты EXORISE
Уникальность продукта
Первые российские промышленные экзоскелеты, внедряемые на крупнейших предприятиях (ПАО «ММК», ПАО «Северсталь», ОК «Русал», ПАО «Газпромнефть», ГК «ПИК», ОАО «МЗПВ» и других)
Собственные
запатентованные технологии
Безопасность и эффективность, подтвержденные
лабораторными испытаниями
Снижение нагрузки на позвоночник от 30% до 80% в зависимости от модели
Более 200 успешных испытаний в условиях реального производства на предприятиях России
Более 50 внедрений на производственных площадках России и СНГ
Продукция
сертифицирована по системе ГОСТ Р
Единственный российский экзоскелет для женщин — X-Soft Lady, занятых поднятием и переносом тяжестей
Все модели могут быть укомплектованы аккумуляторными
батареями для переносного инструмента, а также уникальными датчиками показателей внешней среды EXORISE EXO-Sense
Стоимость решений ниже аналогов при сохранении высочайшего уровня разработки и производства
Собственная техническая лаборатория по разработке и изготовлению экзоскелетов на основе математической и биомеханической моделей ОДС человека
Антропоморфическая форма экзоскелетов обеспечивает максимальный комфорт, не сковывая движения
Сертификаты
Наши партнеры
Мы благодарим наших клиентов и партнёров за доверие и надеемся на дальнейшее успешное сотрудничество!
Отзывы
«Нет напряжения в спине, при наклоне и подъеме намного легче и комфортнее, чем без экзоскелета.
Главное – настроить под себя, чтобы было удобно»
Александр, работник цеха укладки и профилирования, компания «Альтернатива»
«В экзоскелете удобно, движения он не сковывает, на позвоночник нагрузки нет. Проще поднимать тяжелые коробки, намного проще»
Кирилл, стропальщик отдела складского хозяйства и логистики «Воркутауголь»
«Сегодня я работаю в подборе, собираю товар на паллет и отвожу в определенные зоны по городам. Физически это нелегко, нагрузка идет не только на руки, но и на спину, на ноги. Преимущество экзоскелета в том, что с ним на спину нет нагрузки, и спина остается прямой. Легче поднимать тяжести. Только первые два часа непривычно. Лично я буду в нем работать и всем рекомендую попробовать!»
Дмитрий, старший кладовщик сети супермаркетов цифровой и бытовой техники
«Часть операций, которые производятся у нас на сборочном конвейере, предполагают сборку элементов трактора с поднятыми руками. Если это сделать один раз в течение минуты, то никаких проблем.
Но когда это восьмичасовая смена и десяток выпущенных тракторов, то на эту проблематику мы смотрим уже по-другому»
Георгий Семененко, Генеральный директор ГК «Кировский завод»
«Во-первых, забота о работниках завода, снижение физического воздействия на человека ввиду тяжелых условий труда, а также снижение уровня заболеваний опорно-двигательного аппарата, ведут к росту производительности труда. Во-вторых, производство, идущее в ногу со временем, равно как и применение новизны в операционной деятельности, делают нас конкурентоспособными на рынке. В эпоху развития Индустрии 4.0, эпоху цифровизации и роботизации, наша задача – облегчить труд и установить благоприятные условия для работников на заводе».
Виталий Галкин, Директор ЗАО «МЗПВ»
«Впечатления от экзоскелета X-Soft хорошие, осанка всегда прямая! Я пробовал брать с самого поля тяжелое колесо – намного легче. За полчаса к нему привыкаешь и уже не чувствуешь его на себе. Буду носить!»
Ильдар, рабочий монтажного цеха завода «Мерседес»
«Я на производстве уже 34 года.
Ближе к 40 только начал понимать, что здоровье беречь надо, его не купишь. А в экзоскелете сразу чувствуется поддержка — спина зафиксирована, и помощь — вот он прям разгибает после наклона. Жалко раньше таких вещей было»
Алексей, рабочий металлургического завода
«Я занимаюсь загрузкой мела. Экзоскелет нагрузку со спины снимает точно. Поначалу непривычно, но эффект чувствуется!»
Сергей, рабочий цеха компании по производству красок
Previous
Next
Как экзоскелеты учатся понимать своих владельцев
Олег Малюга, около 10 лет занимающийся разработкой экзоскелетов для строительства, спасательных работ и медицины, придумал способ упростить управление искусственными мышцами. Держатель двух патентов на программное обеспечение, контролирующее действия роботизированного костюма, создал уникальную систему, которая основана на технологиях машинного обучения и искусственного интеллекта. Экзоскелет распознаёт и запоминает все действия оператора, траектории движения и маршруты. И чем больше накапливается такой информации – тем лучше машина понимает, чего от неё хочет человек.
Робототехник по призванию
Олег – робототехник не по образованию, а по призванию. Окончив Московский институт предпринимательства и права по специальности «Управление в основных структурах рынка», он начал свою карьеру со строительного бизнеса. Наблюдая за тем, как рабочие вручную разгружают неподъёмные блоки – погрузчик можно использовать далеко не всегда – он начал задумываться над автоматизацией подобных процессов.
Применение манипуляторов в условиях строительной площадки оказалось нецелесообразным, а вот экзоскелеты представлялись оптимальным вариантом. Такое роботизированное снаряжение позволяет решить не только вопрос погрузки и переноски материалов, но и другие задачи. Например, рабочий в экзоскелете может, не уставая и не нагружая позвоночник, удерживать в нужном положении тяжёлые инструменты – хоть на протяжение целой смены. А кроме того, данная экипировка даёт практически полную свободу действий.
Всё больше погружаясь в изучение вопроса, Олег выяснил, что представленные в 2010 году на рынке образцы не подходят по необходимым для этой цели требованиям. Так возникла идея запустить собственное производство. Уже в 2012 году основанная Олегом Малюгой компания Onyx Robotics представила первые модели лёгких экзоскелетов, при помощи которых оператор мог поднимать и удерживать на расстоянии вытянутой руки груз весом до 750 кг.
Детали для экзоскелетов печатают на 3D-принтере
К этому времени команда под руководством Олега работала по двум направлениям, которые компания развивает и по сей день: экзоскелеты для промышленных работ и для медицины. Полноростовая модель Onyx DF была создана для того чтобы помочь людям с ограниченными возможностями. Этот лёгкий экзоскелет позволяет человеку с парализованными нижними конечностями передвигаться как по прямой, так и по лестнице, доставать до верхних полок, тренировать мускулатуру спины и так далее. Медицинская модель не наделяет владельца «суперсилой», но зато позволяет пройти без подзарядки расстояние до 8 км.
К 2015 году успехи Onyx Robotics и главного разработчика компании признало официальное комьюнити. Олег Малюга, опубликовавший к тому времени ряд научных статей и монографию по робототехнике, был принят в Сколково и технопарк Санкт-Петербурга, его стали приглашать в жюри и отборочные комиссии специализированных конкурсов. Да и сам он неоднократно принимал участие в подобных мероприятиях, представляя свои очередные разработки. В 2017 году за вклад в развитие робототехники Олег получил премию от кластера Информационных технологий, а 2018-м – почётную грамоту «За поддержку развития технологий роботостроения в России» от Станкоинструментального кластера.
В России участие в технопарках и кластерах – по сути, единственный вариант протестировать некоторые технологии в условиях реального бизнеса. Кроме того, профессиональные сообщества помогают оперативнее внедрять новые стандарты: в строительстве и медицине по-прежнему действуют устаревшие системы стандартизаций и сертификаций, в которых об экзоскелетах ничего нет, по крайней мере в нашей стране. Ещё одна проблема отечественного роботостроения связана с медленным развитием сопряженных технологий: 3D-сканеров, 3D-принтеров по металлу и т.д. Некоторые части экзоскелетов приходится импортировать, остальное специалисты Onyx Robotics пока «допечатывают» на базе питерского Технопарка.
Симбиоз машины и человека
На сегодняшний день выпускаются единичные экземпляры экзоскелетов под заказ, но к 2019 году начнётся серийное производство. Олег Малюга считает, что спрос будет как на отечественном, так и на мировом рынке. «В мире над подобными технологиями работают около шести компаний, из которых реально преуспевают только три: мы, компания из США и компания из Китая, – рассказывает основатель Onyx Robotics. – Американские аналоги дороже наших примерно в четыре раза, а у китайской разработки, несмотря на сопоставимую цену, много вопросов к программному обеспечению».
Предприниматель считает, что строительная индустрия обязательно оценит преимущества и выгоды использования роботизированной экипировки. Стоимость одного экзоскелета составляет всего 5-10 тысяч долларов – средняя годовая зарплата квалифицированного рабочего на стройке. При этом отпадает необходимость использовать подъёмную технику и многие другие приспособления. Например, обычный электропогрузчик стоит около 30 тысяч долларов – но по мобильности и другим характеристикам он не идёт ни в какое сравнение с рабочим в экзоскелете.
Главное достижение Onyx Robotics – уникальный софт, который позволяет экзоскелетам самообучаться. «Мало собрать экзоскелет, его ещё нужно научить взаимопониманию с владельцем. В этом, как мне кажется, нам нет равных», – говорит Олег Малюга. Оператор роботизированного костюма Onyx перемещается без каких-либо усилий: машина предугадывает действия человека и продолжает их с необходимыми в конкретной ситуации скоростью и усилием.
Инновационная разработка Onyx Robotics позволяет добиться максимальной синхронизации и идеальной плавности движений экзоскелета, какую бы комплектацию он не имел, для каких бы целей не использовался. Система машинного обучения способна адаптироваться и к специфике выполняемой работы, и к индивидуальным особенностям самого оператора. «Будущее в целом ряде промышленных областей, а также во всём, что связано с эстетикой, медициной, улучшением качества жизни – за симбиозом человека и робота», – убеждён Олег Малюга.
Robotics: экзоскелет помогает в сборке
22-26 апреля 2024 года в Ганновере 22 — 26 апреля 2024 г. Список избранного Авторизоваться Моя учетная запись
Профиль
Приборная панель
Учетная запись пользователя
Рекомендации
Служба новостей
Экспо Экспоненты и продуктыТемыСтрана-партнерИнновационные продуктыВидео экспонентов Дополнительные мероприятия Поиск событийПрограмма дняСпикерыКонференц-этапыСпециальные мероприятия Новости Новости и статьи Отраслевые трендыБиблиотека СМИИнформационный бюллетеньСоциальная стенаГалереи изображений Для посетителей БилетыЧасы работыПутешествияПроживание и проживаниеПлан залаУслуги на местеЭкскурсииОнлайн-услуги Экспонентам Стать экспонентомПоказать категорииПлан залаМагазин для экспонентовПутешествияПроживаниеОнлайн-услугиУслуги на месте Нажимать Пресс-релизыПресс-событияИзображения, видео и загрузкиАккредитацияПресс-центрНаша пресс-командаМедиа-партнеры О нас О выставкеОтчет после выставкиHANNOVER MESSE по всему мируСвязаться с намиПартнеры
Экспоненты и продуктыЭкспоненты и продукты
Поиск событийПоиск событий
СпикерыСпикеры
Робототехника
Все больше промышленных компаний, в частности производителей автомобилей, изучают возможности использования экзоскелетов в производстве. Первые полевые испытания уже успешно проведены.
23 июля 2019 г.
Томас Х. Гримм
Фото: Ottobock SE & Co. KGaA
Экзоскелеты
представляют собой механические устройства, поддерживающие рабочих равномерными движениями. Механика и робототехника используются в экзоскелетах для снижения нагрузки на мышцы и кости, например, при работе над головой или подъеме тяжестей. Многие компании надеются, что это поможет противодействовать большому количеству отпусков по болезни, вызванных заболеваниями опорно-двигательного аппарата. В настоящее время используются три различных экзоскелета.
Завод Volkswagen в Братиславе
. Немецкий производитель медицинской техники Ottobock поставляет экзоскелет
Пэко
для работы над головой. Он носится как рюкзак и переносит вес поднятых рук на бедро с помощью технологии механического тросового натяжения. Модель Noonee используется для работы на корточках, а переносной робот Laevo поддерживает подъем грузов.
Такая носимая робототехника также используется другими производителями автомобилей, такими как Audi, BMW и Ford. Медицинские учреждения уже экспериментируют с подобными системами, как и логистические компании, в том числе Deutsche Post. Однако такие эксперты, как спортивный врач Бенджамин Штайнхильбер из Тюбингенского университета, настроены скептически.
Обзор технологий от Heise
цитирует его слова, что никто точно не знает, каковы будут недостатки постоянного использования таких вспомогательных средств. Вес самих систем может вызвать новые нагрузки на организм.
Объявление
Объявление
Международная выставка CMECAUBO RoboticsRobotics CityYouibot RoboticsEmqopterUliège – IntegrIA RoboticsПоказать больше
Понедельник, 17 апреля
10:50 — 11:20
Понедельник, 17 апреля
11:25 — 11:50
Понедельник, 17 апреля
11:45 — 12:15
Показать большеРеклама
Вас интересуют новости об экспонентах, лучшие предложения и тенденции в отрасли?
Ваш веб-браузер устарел. Обновите свой браузер для большей безопасности, скорости и оптимального отображения этой страницы.
Обновить браузер
EduExo — оборудование для сборки и программирования экзоскелета локтя — Oz Robotics
295,00 $
EduExo позволяет учащимся, любителям и преподавателям изучать и преподавать технологию экзоскелета. Набор для самостоятельной сборки содержит все детали и компоненты, необходимые для сборки экзоскелета локтя. Кроме того, всеобъемлющее руководство учит теоретическим знаниям. Он содержит руководство по сборке оборудования, разработке основных контроллеров и использованию экзоскелета в качестве устройства ввода для самодельной видеоигры.
EduExo позволяет каждому получить необходимые знания о роботизированных экзоскелетах. Он может использоваться дома отдельными лицами, но также может облегчить обучение в школах и университетах. Вы узнаете о различных темах, от дизайна оборудования и электроники до теории управления и дизайна игр. Кроме того, руководство содержит всю информацию, необходимую для сборки экзоскелета и программирования основных стратегий управления.
EduExo — Оборудование для сборки и программирования экзоскелета локтя количество
EduExo — оборудование для сборки и программирования экзоскелета локтя
EduExo 2. 0 содержит оборудование, необходимое для сборки и программирования экзоскелета локтя. В коробке вы найдете микроконтроллер, датчики, пластиковые детали, текстильные манжеты, двигатель и множество мелких деталей, таких как кабели, заглушки и винты. Чтобы собрать его, вам понадобится несколько инструментов, таких как отвертки, паяльник и компьютер для его программирования.
Содержание руководства Справочник EduExo 2.0 состоит из семи основных глав, знакомящих вас с самой современной технологией экзоскелета. Во всех главах есть теоретическая часть, которая дает вам более глубокие знания об экзоскелетах. Кроме того, в большинстве глав есть раздел с учебными пособиями, который проведет вас через следующие этапы сборки и программирования для создания вашего экзоскелета с оборудованием, поставляемым в коробке.
Глава 1: Введение Первая глава знакомит с областью роботизированных экзоскелетов – изучается история экзоскелетов, примеры существующих систем, их функциональные возможности и области их применения.
Глава 2: Анатомия и механика: Третья глава посвящена основам функциональной анатомии человека и механике экзоскелета. Здесь он получает практическое руководство по сборке EduExo Pro.
Глава 3: Электроника В этой главе рассказывается об основных знаниях и навыках в области электроники, необходимых для безопасного подключения всех электронных компонентов EduExo Pro.
Глава 4: Программное обеспечение В этой главе рассматривается программное обеспечение, которое превращает механический экзоскелет в роботизированный экзоскелет. Кроме того, он содержит примеры исходного кода для всех основных функций экзоскелета.
Глава 5: Основные системы управления Глава седьмая знакомит с системами управления. Вводятся, обсуждаются, реализуются и тестируются различные контроллеры, определяющие взаимодействие экзоскелета с пользователем.
Глава 6: Усовершенствованные системы управления Наиболее важной задачей системы управления является обеспечение поддержки при необходимости. Для этого ценной информацией является намерение пользователя двигаться и его физическая нагрузка. Их можно оценить, используя мышечную активность.
Глава 7: Виртуальная реальность и видеоигры Виртуальные реальности и видеоигры можно использовать с экзоскелетами. Они, например, используются для повышения мотивации у пациентов, использующих экзоскелеты для реабилитации, например, после инсульта. В этой главе мы создадим собственную видеоигру и используем EduExo в качестве игрового контроллера и устройства обратной связи.
Дополнительная информация
Вес
2,7 фунта
Размеры
17,88 × 12,38 × 3 дюйма
Руководства по продукту
Если применимо, документация по продукту, брошюра, справочные материалы, дизайн(ы) САПР, файл(ы) .STEP и другие файлы чертежей, руководства и учебные пособия будут доступны для загрузки при покупке . Кроме того, электронное письмо с подтверждением заказа будет содержать ссылку для загрузки на файл(ы) продукта, который при необходимости также можно загрузить из раздела Моя учетная запись .
Политика доставки
МЫ ОТПРАВЛЯЕМ ПО ВСЕМУ МИРУ: В основном мы отправляем через FedEx, UPS, DHL, EMS, TNT и USPS, потому что они быстрые, надежные и отслеживаемые. Обычно мы отправляем в течение двух-трех рабочих дней после полной оплаты. Стандартная доставка обычно происходит в течение 5-7 рабочих дней после даты отправки. Однако доставка может занять от 7 до 10 рабочих дней, в зависимости от пункта назначения доставки, логистики, погодных условий, веса продукта, размера или структуры распределения транспортной компании.
СТОИМОСТЬ ДОСТАВКИ: Для некоторых промышленных товаров, например тяжелых колес, станков с ЧПУ и т. д., стоимость доставки рассчитывается на основе веса продукта, а не количества. Чтобы воспользоваться более низкой стоимостью доставки для заказов с несколькими товарами, свяжитесь с нами по адресу [email protected]. Наши тарифы на доставку четко указаны на странице каждого продукта во вкладке «ДОСТАВКА». Кроме того, чтобы увидеть стоимость доставки для вашей страны, добавьте товар в корзину; Вы увидите стоимость доставки в зависимости от вашей страны и местоположения.
ТАМОЖНИ И ТАРИФЫ: Хотя не для всех продуктов требуется тариф, для некоторых продуктов может потребоваться минимальный тариф, если это применимо в вашей стране, для заказов на сумму 800,00 долларов США и выше. Общая сумма вашего заказа не включает таможенную пошлину/тариф. Тариф принадлежит покупателю, когда это применимо. Почему мы не добавляем тарифы к розничной цене товара? — Если бы все страны вычитали одинаковую сумму тарифа, мы бы добавили сумму тарифа к цене товара. Однако мы этого не делаем, потому что каждая страна взимает разную сумму, а некоторые вообще не взимают. Поэтому мы не можем добавить какой-либо тариф к розничной цене продукта. Oz Robotics, партнер-производитель или поставщик не несут ответственности за тарифы. Пожалуйста, проверьте этикетки «Сделано в:» и «Бренд:» на странице продукта, чтобы увидеть происхождение продукта. Общая сумма вашего заказа не включает пошлины, налоги на импорт, таможенные сборы и налог на товары и услуги. Покупатель должен оплатить все импортные пошлины. Нажмите здесь, чтобы узнать больше о тарифах.
Политика возврата
5 ЧАСОВ: У вас есть 5 часов, чтобы запросить отмену заказа, но мы не можем возместить сборы за обработку платежей PayPal или Stripe, поскольку они не возвращают нам деньги. К сожалению, через 5 часов ваши товары либо были отправлены, либо подготовлены к отправке, либо в настоящее время изготавливаются на заказ. Поэтому мы не будем обрабатывать ваш запрос на отмену по истечении этого периода.
ЧЕРЕЗ 5 ЧАСОВ: Если вы хотите отменить свой заказ, мы вычтем 30% от общей суммы на пополнение запасов + сборы за обработку платежей PayPal или Stripe и стоимость обратной доставки для неоткрытых пакетов.
ПОСЛЕ ПОЛУЧЕНИЯ ВАШЕГО ЗАКАЗА: Если вы решите не оставлять свои товары после их доставки, ознакомьтесь с нашей Политикой возврата и замены.
ПОЛИТИКА ОБМЕНА: Oz Robotics хочет, чтобы вы остались довольны своей новой покупкой. Тем не менее, мы соблюдаем политику обмена наших поставщиков, потому что мы не производим эти продукты; наши поставщики делают. После того, как вы воспользуетесь продуктом, наш поставщик(и) и мы имеем право не возвращать деньги. Тем не менее, мы предложим обмен ошибочно приобретенных товаров или продуктов с серьезными и необратимыми дефектами или техническими проблемами. Покупатель оплачивает стоимость доставки за неправильно приобретенные товары или аналогичные проблемы. Если приобретенный вами продукт неисправен, напишите нам по адресу [email protected] с фотографиями или видео дефектных деталей, чтобы оценить их перед отправкой. Нажмите ЗДЕСЬ, чтобы узнать больше о политике возврата и замены
ПОЛИТИКА ВОЗВРАТА: Oz Robotics принимает возмещение на минимальной основе, если нет производственного брака. Возврат электронных товаров возможен только для устройств с серьезными и необратимыми проблемами; Между тем, клиент должен подать заявку на возврат в течение семи дней после доставки. Перед принятием возмещения, пожалуйста, включите изображения или видео и любые другие доказательства дефекта. Тем не менее, мы соблюдаем политику обмена наших поставщиков, потому что мы не производим эти продукты; наши поставщики делают. Для получения дополнительной информации о политике возврата и замены посетите страницу Политика возврата и замены.
За исключением политики нашего поставщика по умолчанию, после согласования возврата вы можете отправить дефектный товар на указанный обратный адрес, который вы должны получить от нас в первую очередь. Пожалуйста, отправьте заказ в оригинальной упаковке со всеми принадлежностями и дополнительными деталями. Если Требуемые детали не будут отправлены обратно, за них будет выставлен счет, или ожидается, что они будут доставлены позже. И только после того, как все товары будут доставлены, наши сотрудники проверят возвращенный товар на тестирование. Включите в свой пакет подписанное письмо с указанием причины вашего возврата, оригинал квитанции, подтверждение дефекта, изображения, видео и т. д. Это поможет нам ускорить процесс от вашего имени.
Покупатель (заказчик/покупатель) несет ответственность за все расходы по доставке при возврате товара. Однако при получении возвращенного заказа мы оценим товар. Если будет установлено, что на самом деле существует производственный брак, мы возместим стоимость доставки, а также отремонтируем или заменим или возместим полную сумму покупателю, если продукт не подлежит ремонту.
Если вы хотите вернуть неиспользованный продукт, сделайте это в течение семи дней с даты отправки, чтобы получить возмещение покупной цены за вычетом стоимости доставки и обработки. Возврат будет зачислен на исходную кредитную карту, использованную для оплаты, через 24-48 ЧАСОВ после получения товара обратно. Мы будем взимать плату за пополнение запасов 50%.
После того, как ваше возвращение будет получено и проверено, и если вы согласитесь на возмещение, возмещение будет зачислено на исходную кредитную карту, использованную для оплаты, в течение 24-48 часов. Обратите внимание, что мы взимаем 50% комиссию за пополнение запасов, как только вы вернете товар без каких-либо дефектов.
Как только ваш возврат будет обработан, PayPal вернет деньги на использованную карту. Это может занять не менее пяти рабочих дней (в зависимости от банка и кредитной компании), прежде чем ваш возврат будет опубликован на вашем банковском счете и в выписках. Свяжитесь с нами, если вы все еще не получили возмещение через пять рабочих дней.
Не возвращайте товар в наш офис в Нью-Йорке. Для любого обмена или возмещения, пожалуйста, сначала напишите нам по адресу [email protected], чтобы мы предоставили вам шаги, которые необходимо выполнить. Любой товар, который вы возвращаете, должен быть в том же состоянии, в котором вы его получили, и должен быть возвращен в оригинальной упаковке без использования. Пожалуйста, сохраните оригинал квитанции.
Подробнее о политике возврата и замены.
Стоимость доставки
Регион/страна
Состояние
Почтовый индекс
Стоимость
Швейцария
Любой
Любой
20,00 $
Европа
Любой
Любой
50,00 $
Северная Америка
Любой
Любой
70,00 $
Южная Америка
Любой
Любой
70,00 $
Азия
Любой
Любой
70,00 $
Африка
Любой
Любой
70,00 $
Океания
Любой
Любой
70,00 $
Ссылка на продукт будет автоматически добавлена к вашему вопросу при отправке.
Максклир Инжекшн || Техноресурс — ремонтно-восстановительные работы
Главная
Технологии и материалы
Гидрозо
Максклир Инжекшн
Документация
fv ipmukpdr enmrtou luw 152-01.pdf
Редакция г07/09 Техническое описание № 152.01
МАКСКЛИР ® ИНЖЕКШН
(Maxclear ® Injection)
ИНЪЕКЦИОННЫЙ СОСТАВ ДЛЯ ОТСЕЧКИ КАПИЛЛЯРНОЙ ВЛАГИ
ОПИСАНИЕ
МАКСКЛИР ИНЖЕКШН — это жидкая смола, на основе силоксанов, которая при взаимодействии с водой превращаются в гидрофобную микроэмульсию, создающую эффективный барьер против поднятия капиллярной влаги в стенах из кладки.
НАЗНАЧЕНИЕ
Гидроизоляция и защита любого типа каменной кладки, как наружных, так и внутренних стен, подвергающихся воздействию капиллярной влаги.
ПРЕИМУЩЕСТВА
• Позволяет поверхности «дышать», не закрывает поры.
• Может использоваться для гидроизоляции толстых стен с повышенной влажностью.
• Превосходное проникновение во влажную поверхность.
• Не изменяет поверхность внешне.
• Концентрированный продукт. Невысокий расход материала. Сокращает затраты на хранение и транспортировку.
• Экологически чистый. Не содержит растворителей, не токсичен, не вызывает коррозию.
• Для применения нужна только вода.
• Инструмент легко чистится.
ПРИМЕНЕНИЕ
Подготовка поверхности: Удалите старую краску, штукатурку до уровня не ниже 90 см от верхней точки подъема капиллярной влажности. Удалите высолы, хрупкие элементы кладки и отремонтируйте поверхность с помощью МАКСРЕСТ. Большие выбоины и трещины также необходимо заделать МАКСРЕСТ.
Подготовка отверстий:
Просверлите отверстия с интервалом в 10-12 см в зависимости от способности поверхности к адсорбции, образуя горизонтальную линию. Отверстия следует сверлить в растворе шва кладки под углом в 30° — 45° для инъекции МАКСКЛИР ИНЖЕКШН без давления и или 15° -30° для ввода смолы под давлением. Чем больше толщина стены, тем меньше должен быть угол. В любом случае рекомендуется, чтобы отверстие пересекало, по крайней мере, один горизонтальный шов кирпичной кладки, что улучшит проникновение смолы МАКСЛИР ИНЖЕКШН в стену. Глубина отверстий должна быть короче толщины стены приблизительно на 5 см. Перед впрыскиванием смолы из отверстий необходимо удалить пыль и грязь от сверления с помощью пылесоса.
Для неоднородных пористых поверхностей, содержащих полости, сначала следует использовать жидкий цементный раствор, такой как МАКСГРАУТ ИНЖЕКШН. Вставьте в шпур гвоздь, чтобы сохранить отверстия не закупоренными, что позволит в дальнейшем
ввести смолу МАКСКЛИР ИНЖЕКШН в стену.
Приготовление микроэмульсии: Налейте МАКСКЛИР ИНЖЕКШН в воду в пропорции от 1:10 до 1:15. Микроэмульсия должна использоваться в течение одного дня с момента приготовления.
Способ впрыскивания без давления: Вставьте в отверстие приемник подходящей воронкообразной формы. Наполните трубку раствором до тех пор, пока поверхность стены полностью не заполнится.
а: 30-45° для впрыскивания без давления а: 15-30° для впрыскивания под давлением с = 5-7 см s: 10-12 см
Способ впрыскивания под давлением: Это наиболее подходящий метод, который обеспечивает более полноценное проникновение смолы в стену. Этот способ следует использовать, если содержание влаги в стене превышает 50%.
Нанесите два слоя МАКССИЛ ФЛЕКС, один ниже уровня впрыскивания, другой на 20 см выше, чтоб не допустить выхода МАКСКЛИР ИНЖЕКШН из трещин и пор. Впрыскивание проводят насосом через пакера, под давлением 3-20 бар в течение 5-10 минут. Давление подачи смолы может изменяться в зависимости от прочности, пористости стены и степени ее заполненности. Рекомендуется накачивать смолу как можно медленнее, при более низком давлении.
В случае высокого содержания влаги (более 80%) для ускорения действия МАКСКЛИР ИНЖЕКШН сначала следует инъектировать катализатор МАКСКЛИР ИНЖЕКШН КАТ с использованием того же оборудования, а спустя 1-2 дня впрыскивается МАКСКЛИР ИНЖЕКШН. Катализатор ускоряет процесс создания водоотталкивающего барьера. Через 34 дня те же отверстия можно заполнить МАКСГРАУТ ИНЖЕКШН.
Через 14 дней, для окончательной отделки можно использовать макропористый раствор, такой как ТЕРМОСАН, в сочетании с водонепроницаемым и декоративным отделочным покрытием ТЕРМОСАН-Ф. Оба этих продукта подходят для обработки каменной кладки, подвергающейся воздействию капиллярной влажности.
Очистка: Инструмент следует промыть водой сразу же после окончания работ.
РАСХОД
Расход МАКСКЛИР ИНЖЕКШН зависит от степени содержания влаги и пористости стены. Приблизительно расходуется от 20 до 40 литров микроэмульсии МАКСКЛИР ИНЖЕКШ на квадратный метр поперечного сечения. Например, стена длиной и толщиной в 1 метр и отверстиями с интервалом в 10 см может потребовать от 2 до 4 литров микроэмульсии на отверстие (0,125 — 0,250 кг чистой смолы МАКСКЛИР ИНЖЕКШН, разбавленной в воде в пропорции 1:15).
Расход катализатора МАКСКЛИР ИНЖЕКШН КАТ составляет третью часть от используемого количества микроэмульсии МАКСУРЕТАН ИНЖЕКШН.
МЕРЫ ПРЕДОСТОРОЖНОСТИ
• Не смешивайте различные продукты в насосе; периодически промывайте его водой.
• Если смола МАКСКЛИР ИНЖЕКШН выходит из отверстий во время впрыскивания, смойте ее излишки водой, чтобы не допустить снижение адгезии штукатурки со стеной при дальнейшей обработке.
• Не пользуйтесь готовым раствором МАКСКЛИР ИНЖЕКШН, если он был приготовлен ранее, чем один день назад.
ТЕХНИКА БЕЗОПАСНОСТИ
МАКСКЛИР ИНЖЕКШН — легко воспламеняемый продукт. Необходимо применять все меры предосторожности при хранении, транспортировке и работе. Следует носить защитную одежду, перчатки и очки во время приготовления раствора и его впрыскивания. Избегайте контакта с кожей и глазами. Листы безопасности могут быть предоставлены по запросу. В случае попадания раствора в глаза или на кожу тщательно промыть водой.
ТЕХНИЧЕСКИЕ ДАННЫЕ
Внешний вид
Жидкость янтарно-желтого цвета
Плотность
0. 95 г/см3
Содержание активной смолы
100 %
Содержание растворителей
0 %
Вязкость (Чаша Форда № 4)
15 сек.
Пропорция смола/вода
1/10 — 1/15
Температура воспламенения
25 °C
Токсичность
Нет
Коррозионная активность
Нет
Упаковка
5 и 25 литровые ведра
Хранение
12 месяцев в плотно закрытой, оригинальной упаковке при температуре от 5 до 30 °C
Создание отсечной гидроизоляции: устройство и материалы
2016-03-23
Капиллярная влага может стать настоящей проблемой как для жилых домов, так и для производственных помещений. Как с ней бороться и какие материалы при этом использовать читайте в нашей статье.
Влага, которая быстро поднимается по капиллярным каналам бетонной стены или кирпичной кладки, приводит в итоге к перенасыщению конструкции влагой и соответственно к потере прочности, а со временем и повреждению. Отсечная гидроизоляция стен может стать отличным решением проблемы.
Одним из вариантов является устройство отсечной гидроизоляции стен методом инъектирования.
Отсечная гидроизоляция стен: специфика проведения инъекционных работы
Если принято решение о создании отсечной гидроизоляции стен методом инъектирования, то имеет смысл начать с ремонта и заполнения пустот. Для этого бурятся шпуры под инъекционные пакеры. Шпуры зачищаются от цементной пыли, после чего производится инъектирование. Наши специалисты рекомендуют в качестве инъекционных составов для ремонта использовать микроцемент Максграут Инжекшн. После инъектирования шпуры заделываются с помощью Максрайт 500.
Создание отсечной гидроизоляции.
В шве кладки в одну линию, выше линии пола на 20-30 см, бурят шпуры под пакеры. Расстояние между соседними шпурами 10-12 см, угол бурения – 15-30 градусов, глубина – на 5-7 см меньше, чем толщина стены.
В шпуры помещают пакеры, на каждом затягивают уплотнительное кольцо.
Наносят два слоя Макссил Флекс, один ниже уровня впрыскивания, а другой на 20 см выше, чтоб не допустить выхода смолы.
Инъектирование начинают с крайнего пакера и проводят в каждый, следуя до конца. Давление при работах составляет 3-20 атмосфер. Сначала инъектируют Максклир Инжекшн Кат, а затем через 1-2 дня проводят работы с помощью Максклир Инжекшн.
После окончания инъекционных работ пакеры удаляют, а шпуры заделывают с помощью Максрайт 500.
Далее можно приступать к созданию отсечной (горизонтальной) гидроизоляции фундамента или стен. Для это в швах кладки в одну линию бурят шпуры на расстоянии 20-30 см от пола. Ниже и выше уровня впрыскивания рекомендуется нанести по одному слою Макссил Флекс. Затем производится инъектирование Максклир Инжекшн. После завершения работ шпуры заделывают Максрайт 500.
Горизонтальная гидроизоляция фундамента и стен – материалы
Для отсечной гидроизоляции в нашей компании Вы можете найти продукцию отечественного и испанского производства. Например:
Маноцем Фил (Manocem Fill) – минеральный сульфатостойкий состав производства компании Гидрозо. Помимо прочих преимуществ данный материал отлично подходит для работы с исторически важными объектами. Его формула хорошо совместима с известковым раствором исторических зданий.
Максклир Инжекшн (Maxclear Injection) – состав от испанской компании Дризоро. Практика показывает, что данный материал полностью решает проблему капиллярной влаги. Эксперты отмечают, что состав не закупоривает поры (стена «дышит»), после его применения не заметно каких-то визуальных отличий и применять Максклир Инжекшн достаточно просто.
Максгроут Инжекшн (Maxgrout Injection) – еще один продукт «Дризоро». Помимо решения вопроса с отсечной гидроизоляцией данный состав укрепляет железобетонные конструкции и кирпичную кладку. Материал безопасен для арматуры, не требует дополнительного ухода, подойдет как для современных построек, так и для исторических зданий.
Создание горизонтального гидрозатвора от поднимающейся влаги. Последующая изоляция с помощью инъекций обеспечивает идеальное решение для дальнейшего распространения плесени на кирпичной кладке.
Изоляция террасы — Badacsony
Изоляция крыши
Грунтование: MAXEPOX PRIMER W Промежуточный слой: МАКСУРЕТАН ПОЛ Покрывающий слой: МАКСУРЕТАН 2C-W Побег: MAXFLEX 100 Вт
Реконструкция бассейна — Леанифалу
Изоляция для воды и мостов, Защита от сточных вод
Даже старый и не очень декоративный бассейн может превратиться в новый. Изоляционные системы DRIZORO позволяют удовлетворить требования клиентов на самом высоком уровне как в плане производительности, так и в отношении отделки поверхностей.
Инъекция субстрата — Rózsa utca
Системы впрыска
Создание горизонтального водяного затвора от поднимающейся влаги. Последующая изоляция с помощью инъекций обеспечивает идеальное решение для дальнейшего распространения плесени на кирпичной кладке.
Изоляция бассейна — Szovata
Гидроизоляция и изоляция мостов, Защита сточных вод
Добавки, добавки | Армирование углеродным волокном | Ремонт бетона, Декор бетон | Фасады, Специальные растворы | Пломбы, расширения, суставы | Промышленные и эпоксидные полы | Системы впрыска | Шпаклевочные и фиксирующие растворы для керамики | Изоляция крыши | Гидроизоляция и изоляция мостов, Защита сточных вод
Наша компания ежегодно представлена на Construma. Будь то специалист или частное лицо, DRIZORO всегда стремится соответствовать техническим требованиям на самом высоком уровне.
Подготовка изоляции столбов с помощью блочной инжекции и намазываемой изоляции
Реконструкция скважины Эрчи
Ремонт бетона, Декор бетон | Гидроизоляция и изоляция мостов, Защита сточных вод
Ремонт бетона, защита поверхности, изоляция
Реконструкция пола
Промышленные и эпоксидные полы
Реконструкция пола толщиной 3 мм эпоксидно-цементной смесью MAXFLOOR CEM.
MAXCLEAR INJECTION — Drizoro — Zabezpieczająca przed wilgocią żywica siloksanowa do wstrzykiwania w ściany uszkodzone na skutek podnoszenia się wilgoci
Способ użycia / stosowanie
Przygotowanie odwiertów:
Nawiercić с линией позиомей otwory w odległości 10-12 cm jeden od otheriego, zależnie od absorpcji podłoża. Otwory nawiercać w kierunku dolnym pod kątem 30-45 º w przypadku iniekcji gravitacyjnej oraz 15-30º w przypadku iniekcji pod ciśnieniem. Im większa grubość ściany, tym mniejszy może być kąt odwiertu. Usilnie zaleca się jednak, aby — o ile to tylko możliwe — przewiercić się przez co najmniej jedną poziomą warstwę zaprawy budowlanej (np. warstwa zaprawy między cegłami) dla lepszego rozprowadzenia материал MAXCLEAR INJECTION. Wiertło musi być ok. 5 см короче, чем грубее nawiercanej ściany. Przed zastosowaniem iniekcji z odwiertu usunąć ciśnieniem powietrza pył i luźne kawałki.
W przypadku podłoży niejednorodnych, pełnych ubytków i wnęk, względnie o skrajnej porowatości, w charakterze wypełniacza and uszczelniacza zastosować uprzednio iniekcję rzadkiej заправы плынней, нп. ИНЪЕКЦИЯ MAXGROUT. Przed upływem czasu krzepnięcia zaprawy (ок. 30 мин.) odwierty udrożnić dla umożliwienia późniejszej Penetracji przez MAXCLEAR INJECTION.
Производство микроэмульсии
Раствор MXCLEAR INJECTION с водой в пропорции 1:10 или 1:15. MAXCLEAR INJECTION делает воду. Mikroemulsję należy zastosować jeszcze tego samego dnia, w którym została przygotowana.
Metoda iniekcji gravitacyjnej
Do odwiertów wsadzić odpowiedni sprzęt podający o kształcie lejka. Podajniki napełniać aż do całkowitego nasycenia podłoża.
Методика создания под циснинием
Metodę tę stosuje się zyskania lepszej dispersji materiału i zapewnienia całkowitego nasycenia podłoża, jak również w przypadku wilgotności podłoła przekraczającej 50%.
Пониженная позиция вставки или 20-сантиметровый верхний слой покрытия MAXSEAL FLEX, или MAXCLEAR INJECTION, который не был выведен из упаковки и поры.
Данная статья будет интересна, кто не очень знаком с процессом лазерной гравировки и последующим чернением гравировки. В основном это касается менеджеров РА и посредников, начинающим гравировщикам, так как чаще всего у них стоит задача грамотно объяснить своим клиентам, как будет выглядеть лазерная гравировка на той или иной поверхности или сувенире. И про чернение то же самое, нужно не нужно, можно ли сделать, как будет выглядеть.
Здесь будут рассмотрены вопросы гравировки и чернения исключительно по металлу, так как по остальным материалам чернение после гравировки либо не возможно, либо редко необходимо.
Сначала про гравировку на металле, чтобы понимать, стоит ли делать чернение по гравировке.
Гравировку можно разделить на два основных вида:
1) Лазерная гравировка по “чистому” металлу, без краски, лака и т. п. – проще говоря, лазерный луч по заданному макету нарушает поверхность металла, при этом делая поверхность металла шероховатой и меняя её. Цвет гравировки зависит от того какой металл гравируем:
— на алюминии чаще всего гравировка получается белой или серой
— на нержавейке и латуни – серой, темно серой или коричневой
— другие металлы и сплавы, тогда по внешнему виду сложно угадать, что получиться, чаще всего, даже при нашем огромном опыте, мы рекомендуем делать образец.
Примеры гравировки без чернения.
2) Лазерная гравировка по металлу с покрытием (анодированным, лаковым, лакокрасочным) – лазерный луч снимает покрытие с поверхности до металла (основания) иногда тоже делая шероховатой поверхность металла (основания) под краской, а иногда получается почти глянец. Цвет гравировки зависит от того какой металл под покрытием:
— если алюминий или нержавейка — гравировка получается белой, серой или серебристой,
— если латунь – жёлтой или золотой.
Стоит знать, что цвет гравировки зависит от качества металла-основания, бывали случаи, когда из за некачественного основания гравировка получалась неравномерного цвета, пятнистой, или просто не яркого золотого или серебряного цвета, а тёмной.
Примеры гравировки по металлу с покрытием.
Итак, теперь про гравировку с чернением.
Есть три способа чернения:
1) чернение лазером – это когда ставятся мощные параметры на гравировку, и на большинстве металлов можно таким способом добиться практически чёрной гравировки. Из плюсов – конечно, такое чернение не стирается. Из минусов — с коммерческой точки зрения этот способ весьма не конкурентный, так как по времени может быть в 5-10 раз дольше обычной гравировки, что по идее должно так же отражаться на цене в сторону увеличения.
2) чернение с помощью химических реактивов – они окисляют металл, и он темнеет, чернеет. Из плюсов этой технологии – такое чернение не стирается. Из минусов:
— нельзя чернить «чистый» металл, так как этот процесс носит стихийный, а не выборочный характер и чернит весь металл и с гравировкой и без,
— так как это, по сути, химическое травление, то это достаточно мощный и часто сложно контролируемый процесс, бывает при некачественном покрытии (чаще всего лако-красочном) процесс окисления металла не останавливается на границе гравировки и краски, а продолжает, происходить и под краской тоже, конечно далеко он не заходит, но края краски вокруг гравировки он разрушает, получаются сколы, расслоение краски
— есть сплавы, которые травление практически не чернит
— достаточно долгий процесс
— вредный для здоровья людей осуществляющих процесс чернения, для конечных пользователей продукции – безвреден.
3) чернение копиркой (тонера) – самый простой и чаще всего применяемый в гравировке, в том числе и нами.
Технология проста — мелкие частицы тонера втираются в гравировку, и остаются на ней за счёт того что поверхность металла после гравировки имеет шероховатую поверхность. Из плюсов:
— можно чернить только гравировку, не затрагивая остальной металл или покрытие вокруг гравировки
— делается в разы быстрее химтравления и чернения лазером
— безвреден в отличии химтравления (для людей, которые это делают).
Из минусов:
— со временем вытирается при использовании продукции, конкретный срок службы трудно определить, зависит от:
— металла из чего сделана продукция, так как на разных металлах лазер делает разную шероховатость, за счёт которой и держится тонер
— от условий эксплуатации (особо любопытные и настырные стирают чернение пальцем, ногтем, шероховатой тряпкой за несколько минут).
Без чернения
С чернением
Без чернения
С чернением
С чернением
С чернением
Без чернения
Так же про гравировку стоит знать (случаи из нашего многолетнего опыта):
1) Некоторые китайские (и не китайские) производители при изготовлении брелоков, ручек и прочей сувенирной продукции используют дешёвые металлы типа силумин и прочие сплавы, которым придают презентабельный глянцевый вид, нанося тонкое металлическое напыление «под» глянцевое или матовое серебро или золото. Результаты гравировки и цвет гравировки на таких изделиях — не предсказуемы, часто бывает что из-за того что покрытие очень тонкое, или не качественно положено, при гравировке оно начинает вспучиваться, даже облезать. Гравировка либо не получается вообще, либо имеет непрезентабельный вид и что хуже всего даже чернение может не ложиться на такой металл.
2) Часто встречающаяся ошибка производителей сувенирной продукции, особо часто встречается на ручках – если ручка крашенная (черная, синяя, красная, не важно) и имеет серебряную фурнитуру (клип, колечки, кнопку) – но гравировка на ней (на крашеной части) получается желтой или золотой из-за того, что под краской металл жёлтый, чаше всего латунь. Если красные, синие, зелёные ручки ещё можно потом зачернить, то на чёрных ручках вряд ли что исправить, так как гравировка после чернения сольётся с чёрнымкорпусом и будет не видна.
Пластины для гравировки Черная отделка поверх твердой латуни
(19 отзывов)
Написать обзор
Пластины для гравировки, черные на полированной латуни
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема обзора Обязательно
комментариев Обязательно
Артикул:
52000
СКП:
700613462324
MPN:
52000
Сейчас:
0,90 $
Текущий запас:
Количество:
1:
5:
Часто покупают вместе:
Описание
Эти пластины из цельной латуни предназначены для машинной или ручной гравировки и имеют ярко-золотой цвет под черной поверхностью. Эти латунные таблички можно использовать для самых разных целей: от табличек с именами до столов или дверных табличек, табличек и наград. Другие области применения — жетоны, украшения и произведения искусства.
Они изготовлены из высококачественной латуни, предназначенной для гравировки, и имеют однородную, гладкую поверхность без дефектов. Все наши гравировальные пластины гарантированно производятся как «лучшие доступные» в отрасли, и вы получите высочайшее качество, которое с гордостью производится в США.
Заготовки из цельной латуни, сделанные в США
Толщина материала; латунь 0,60 мм / 0,023 дюйма
Черный на латунных пластинах будет отображать выгравированные буквы золотого/латунного цвета.
Эти гравировальные заготовки предназначены для использования с методами ротационной и механической гравировки (поверхностная резка или царапание). Эти гравировальные пластины не предназначены для использования на лазерных гравировальных станках
.
Пластины для гравировки имеют тонкое прозрачное пластиковое покрытие для защиты гравируемой стороны пластины и должны быть удалены перед гравировкой
Если вы заказываете специальные отверстия, пробитые в пластинах, фактический размер будет 3 мм / 0,12 дюйма в диаметре, и они будут располагаться примерно в 3 мм от края пластины (винты продаются отдельно)
Эти цельнометаллические пластины используются для именных бирок, настольных табличек, вечных табличек, именных бейджей, дверных замков и пластин, идентификационных жетонов, табличек с именами, настольных табличек, рамок для картин, памятных урн для домашних животных, также подходят для машины Cricut Maker
Если вам нужен размер, не указанный выше, пожалуйста, свяжитесь с нами для получения предложений по специальным размерам
Как выбрать пластины
Как выбрать пластины Наши самые продаваемые гравировальные пластины из латуни и алюминия (матовые немного популярнее, чем и Bright), которые используются на трофеях, табличках, наградах, мемориалах, настольных табличках и других гравировальных работах. Если вы выберете матовую латунь или матовый алюминий, вы будете использовать самые популярные пластины для гравировки. Для пластин для гравировки с покрытием лучше всего подходят черный алюминий и лазерный черный алюминий (если вы используете лазерный гравер). 9№ 0003
Различные цвета алюминия можно использовать в соответствии с фоном или изображением, а анодированный алюминий предназначен для аксессуаров или наружного использования. И цветной алюминий, и анодированный алюминий предназначены для царапания или ротационной гравировки.
Выбор в зависимости от воздействия Цельный металл, латунь и алюминий сохранят свой цвет, но окрашенные или покрытые пластины могут стираться в результате физического износа и истирания, а также при значительном изгибе, нагреве или воздействии химикатов на пластины. Анодированные металлы спроектированы так, чтобы противостоять погодным условиям и износу, и сохранят свою поверхность даже при воздействии наружного воздуха, солнечного света и влаги.
Хотите использовать их для другой цели? Цельнометаллические пластины для гравировки можно нагревать, сгибать или паять (пластины с покрытием НЕЛЬЗЯ). Латунь и алюминий без окраски можно согнуть и изменить (может произойти некоторое обесцвечивание поверхности при использовании горелки, и вам может потребоваться защитить металл при нагревании или, возможно, отполировать его после). Из-за обработки поверхности вам следует провести некоторые испытания перед началом важных проектов. .
Если вам нужна помощь в выборе тарелок, просто свяжитесь с нами и мы постараемся помочь в выборе лучших тарелок для ваших нужд.
Просмотреть всеЗакрыть
Пластины
с лазерной гравировкой черного цвета на твердом алюминии
(9 отзывов)
Написать обзор
Пластины для лазерной гравировки, черные на алюминии
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема обзора Обязательно
комментариев Обязательно
Артикул:
22000
СКП:
700613462355
MPN:
22000
Сейчас:
0,70 $
Текущий запас:
Количество:
1:
2:
Часто покупают вместе:
Описание
Эти сплошные алюминиевые пластины для гравировки предназначены для лазерной гравировки, демонстрируя блестящую гравировку серебристого цвета.
Изготовлены из высококачественного алюминия, предназначенного для гравировки, и имеют однородную, гладкую поверхность без дефектов. Все наши гравировальные пластины гарантированно производятся как «лучшие доступные» в отрасли, и вы получите высочайшее качество, которое с гордостью производится в США.
Твердые алюминиевые заготовки, сделанные в США.
Толщина материала; черный на алюминии .50 мм / .020″
Глубина гравировки 0,025 мм / 0,001 дюйма
Черный на алюминиевых пластинах будет отображать выгравированные буквы серебристого цвета.
Эти металлические заготовки для гравировки предназначены для использования только с лазерным гравером. Эти пластины для лазерной гравировки не предназначены для ротационного и механического методов гравировки
Пластины для гравировки имеют тонкое прозрачное пластиковое покрытие для защиты гравируемой стороны пластины и должны быть удалены перед гравировкой
Если вы заказываете специальные отверстия, пробитые в пластинах, фактический размер будет 3 мм / 0,12 дюйма в диаметре, и они будут располагаться примерно в 3 мм от края пластины (винты продаются отдельно)
Рекомендуемые настройки лазерного гравировального станка (35 Вт) Скорость 100 / Мощность 60
Эти универсальные таблички отлично подходят для трофеев, жетонов машин, номеров дверей, наград, медалей, шкафчиков, почтовых номеров и номеров комнат, бирок для мусорных ведер. Также подходят для Glowforge и других CO2-лазеров. свяжитесь с нами, чтобы узнать цены на специальные размеры
Как выбрать пластины
Как выбрать пластины Наши самые продаваемые гравировальные пластины из латуни и алюминия (матовые немного более популярны, чем блестящие), которые используются на трофеях, табличках, наградах, мемориалах, настольных табличках и других гравировальных работах. Если вы выберете матовую латунь или матовый алюминий, вы будете использовать самые популярные пластины для гравировки. Для пластин для гравировки с покрытием лучше всего подходят черный алюминий и лазерный черный алюминий (если вы используете лазерный гравер).
Различные цвета алюминия можно использовать в соответствии с фоном или изображением, а анодированный алюминий предназначен для аксессуаров или наружного использования. И цветной алюминий, и анодированный алюминий предназначены для царапания или ротационной гравировки.
Выберите в зависимости от воздействия Цельный металл, латунь и алюминий сохранят свой цвет, но окрашенные или покрытые пластины могут стираться в результате физического износа и истирания, а также при значительном изгибе, нагреве или воздействии химикатов на пластины.
Рабочие станции для 3D-моделирования — системные требования и описание
Что такое 3D модели?
3D модель – это виртуальный макет объекта. Трехмерные модели бывают разные:
Для компьютерных игр.
Дизайн интерьера.
Архитектурный макет.
Для 3D принтера.
Макет детали или рабочего механизма.
Для фильмов и мультфильмов.
Каждая модель состоит из физического контура и натянутой поверх него текстуры с эффектами. Физический контур – чистая геометрия за 8-9 класс, у всех объектов есть вершины, грани и полигоны. Полигон – плоская фигура с несколькими углами, из таких фигур состоят модели. Из полигонов можно составить форму любого объекта. Текстуры и эффекты – это цвет и светотень, а также к ним относятся эффекты огня, молнии и т.д.
Компьютеры HYPERPC для моделирования
Выбрать рабочую станцию
Самые популярные программы для 3D моделирования ТОП 10
Blender
Это самая популярная программа для работы с 3D. Она обладает огромным набором инструментов. Полностью бесплатна и имеет поддержку русского языка. Единственным недостатком является сложный интерфейс. Ее применение универсально, но большую популярность она обрела у владельцев 3D-принтеров.
SketchUp
Тоже мощный инструмент с большим набором функций, тоже есть русификация. Разрабатывал это чудо великий и могучий Google. Есть бесплатная версия с ограниченными возможностями, что позволяет попробовать свои силы без вложений. Пользуются программой начинающие дизайнеры интерьеров и мебели.
SolidWorks
Универсальная программа, которая получила признание как инструмент для создания технических моделей. Она широко используется в промышленности, на ней можно рисовать механизмы, детали, схемы электрической проводки.
AutoCAD
Это, безусловно, самая популярная программа для промышленного 3D моделирования на территории СНГ. Разрабатывает ее студия Autodesk, она же в ответе за 3DS Max и Maya. AutoСAD – мощный инструмент для промышленного 3D моделирования. Минимум ограничений и максимум возможностей для профессионалов. Из плюсов – огромное русскоязычное сообщество, где можно получить ответы на любые вопросы.
Maya
Maya – продукт Autodesk, который предназначен для создания и дополнения фильмов и мультиков. Опять же, огромное русскоязычное сообщество с массой уроков.
3DS Max
Универсальный инструмент от Autodesk. Не заточен под определенные действия, но имеет огромный набор плагинов с которым можно делать все. Чаще всего используется для создания интерьеров, мебели и игровых моделей. Большей базы знаний по 3D моделированию, чем у 3DS Max, не существует на просторах рунета.
Inventor
Еще один продукт Autodesk предназначенный для проектирования механизмов в области машиностроения. Это более узкоспециализированное ПО, чем тот же AutoCAD. А самое главное – программа может моделировать действие объектов. То есть на AutoCAD можно только нарисовать двигатель, а в Inventor еще и запустить его.
Tinkercad
Топовый онлайн-инструмент для создания трехмерных моделей. Из достоинств – ничего не надо скачивать, доступ с любого устройства через Интернет. Чаще всего использую для создания макетов под 3D печать.
ZBrush
Главная особенность – скульптинг. Такой метод получения модели лучше всего подходит для создания моделек людей или существ с похожим биологическим устройством.
Cinema 4D
Разработчики утверждают, что это самая простая программа для 3D моделирования. Набор ее функций намекает, что она заточена под создание фото-реалистичных снимков сцен. Она подходит также для создания трехмерной анимации. Главное достоинство – быстрый перенос сцены в After Effect.
В играх разработчики только догоняют современное оборудование, пытаясь сильнее его нагрузить. Моделирование трехмерных объектов бьет по самому больному – по мощности. Даже самым продвинутым игрушкам не снились те мощности, которую может съесть скромный 3DS Max.
К примеру, фильм 2018 года «Мэг: монстр глубин». Для того, чтобы отрендерить акулу и не умереть при этом от старости, Стивен Спилберг собрал рабочую станцию из 2500 процессоров Intel Xeon Scalable, а это больше 100 000 ядер. По крайней мере, так сказано в новости. Хотя, это подсчет довольно приблизительный. Топовый процессор этой линейки имеет 28 физических ядер, 2500*28 = 70 000 ядер. Возможно, они имели в виду потоки, но тогда цифра была бы в два раза больше – 140 000.
Компьютер для 3D моделирования: требования программ
Подбирать железяки будем на основе системных требований разных программ. Приведены рекомендуемые и оптимальные характеристики. Минималки в расчет не берем, зарендерить кубик за неделю можно и на калькуляторе. Указаны требования для последних релизных версий программ на момент написания статьи.
Оперативная память
Процессор
Видеокарта
Место на диске
Blender
8 – 16 GB
четырехъядерный, от 2,5 GHz
с поддержкой OpenGL 3.2 и 2 – 4 GB памяти
500 MB
SketchUp
8 GB
от 2 GHz
с поддержкой OpenGL 3.0 и 1 GB памяти
700 MB
SolidWorks
8 – 16 GB
2-4 ядра, от 2,5 GHz.
NVIDIA Quadro, GeForce, Tesla 2 – 4 GB памяти, архитектура серии от Kepler и выше, для двух видеокарт архитектура от Maxwell
5 GB
AutoCAD
от 4 GB
четырехъядерный, от 2,5 – 3 GHz
с поддержкой DX 11 и 1 – 4 GB памяти
16 GB
Maya
8 – 16 GB
двухъядерный, от 2 GHz
с поддержкой DX 11 и 2 GB памяти, рекомендуется NVIDIA Quadro, GeForce, Tesla
4 GB
3DS Max
4 – 8 GB
двухъядерный от 2 GHz
с поддержкой DX 11 и 1-4 GB памяти
6 GB
Inventor
8 – 20 GB
Intel Xeon E3, i7 с частотой 2 – 3 GHz
с поддержкой DX 11, рекомендуется NVIDIA Quadro, GeForce, Tesla.
40 GB
Tinkercad
Онлайн сервис, все мощности ложатся на сервер. Нужен только хороший Интернет для доступа.
ZBrush
8 – 16 GB
2 – 6 ядер, от 2,5 GHz
с поддержкой OpenGL 3,3 и 1 GB памяти
100 GB
Cinema 4D
4 – 8 GB
двухъядерный, от 2,5 GHz
с поддержкой OpenGL 4,1 и 1 GB памяти (4 GB для рендеринга)
10 GB
Какая нужна видеокарта для рендеринга?
На GPU визуализация происходит намного быстрее. Ведь они заточены под то, чтобы обрабатывать быстро такие модели. К примеру, видеокарта за 400$ быстрее обработает сцену, чем серверный процессор с 22 ядрами за 3500$.
Недостатки:
Память ограничена.
Цены на карточки сильно выросли из-за майнинг-истерии.
Достоинства:
Высокая скорость обработки.
Возможность установки нескольких видеокарт без больших трат и танцев с бубном.
Оперативку можно поставить в практически неограниченных количествах, а вот память графической карты не увеличишь. Максимальный размер памяти для нее – 16 GB на данный момент. Работает такая память быстрее, чем оперативная. Но стоимость карточек с памятью больше 8 GB астрономическая. Рендеринг на них невыгоден, лучше купить мощный CPU.
Несколько видеокарт можно использовать вместе даже без SLI режима. Парочка таких карт прекрасно уместится даже в маленький корпус. Достоинства метода еще в том, что можно пользоваться компьютером в штатном режиме, пока видеоадаптеры будут потеть над поставленной задачей.
Количество одновременно установленных видеокарт явно больше, чем CPU. Ведь второй процессор вы не поставите никак, а 6-7 видеокарт через переходники можно подключить к хорошей материнке.
Если вы не собираетесь рендерить на видеокарте, то купить ее все же стоит. Вам необходимы будут несколько экранов. Это сильно ускорит работу и позволит не переключаться между окнами. Для работы в AutoCAD рекомендуют мониторы с 4К разрешением. Таким в идеале должен быть хотя бы основной.
Оптимальным вариантом по стоимости и производительности является NVIDIA GeForce GTX 1070. Стоит она не дорого, имеет на борту 8 GB памяти и прекрасно показывает себя в рендеринге. По скорости карта обходит Intel Xeon с 22 ядрами, а он стоит в 8 раз дороже. Однако она предназначена для игр, ее будет ограничивать драйвер, созданный для совершенно других задач.
Аналогичная по железу профессиональная карточка NVIDIA Quadro P4000 лучше справляется с рендерингом, но она дороже. В играх это чудо техники покажет себя гораздо хуже даже видеокарт среднего сегмента, но в проектировании ей нет равных
NVIDIA GTX 1070 – компромисс для тех, кто хочет «попробовать на вкус» рендер на GPU с минимальными вложениями, и чтобы потом ее можно было использовать для непрофессиональных нужд. А NVIDIA Quadro P4000 – для тех, кто уверен, что хочет рендерить на GPU и желает вложиться в стоящую быструю железяку.
Как выбрать компьютер для 3D моделирования?
Процессор – не ниже Intel Core i7-4770K с 3,5 GHz. Возможность разгона не обязательная, но приятная фишка. Главное – не переусердствовать и следить за температурой.
Память DDR4 с как можно большей частотой. Не меньше 8 GB, но лучше 16 и выше.
Мощная видеокарта как таковая не обязательна, если вы не собираетесь на ней рендерить. От мощности будет зависеть максимальный размер сцены, с которой можно работать. Ведь отображение рабочей зоны – это тоже рендеринг, но в меньшем качестве, а им всегда занимается видеокарта. Потребуется графический адаптер, к которому можно подключить 2 – 3 монитора. Это сильно ускорит работу и сделает ее удобнее.
SSD диск лучше поставить. Без него работать можно, но с ним гораздо быстрее и удобнее. Более того, мощность компьютера не всегда сможет раскрыться на 100% из-за медленного HDD. Лучший вариант – форм-фактор m.2 от Samsung серия PRO, это самые быстрые SSD на рынке, ничего лучше пока нет.
В игровом компьютере важно охладить компоненты, чтобы они не сгорели. Но в большинстве игр нагрузка нестабильная, она не держится на 100% все время, комплектующие успевают отдыхать.
Рендеринг, по сути, тот же майнинг. Он нагружает процессор или видеокарту на 100% по несколько часов. Эта нагрузка не снижается до полного завершения задачи. Иногда это может быть целая ночь, особенно если вы занимаетесь созданием видеоролика.
При таких нагрузках всем компонентам нужно очень хорошее охлаждение. Лучше всего подойдет водяное, оно более стабильное, чем воздушное и не такое шумное. Графическая станция для 3D моделирования производит много тепла, устанавливать ее желательно в проветриваемой комнате или в помещении с кондиционером.
Программа для проектирования мебели в 3D (3Д) конструкторе, все о моделировании и конструировании
Дизайнеры интерьера работают не вручную, а с помощью автоматизированных программ для 3D проектирования мебели. Такой софт помогает решить множество проблем. В нем заложены шаблоны и образцы стандартных проектов, чтобы инженеру не пришлось заново рассчитывать устойчивость, оптимальные размеры и прочие показатели.
Важной особенностью дизайнерских задач является наглядность, так как заказчик требует визуализации макета еще на самых первых этапах. В процессе конструирования обсуждается не только внешний вид и функциональность, но и возможные варианты обивки, цвета, материалов, а вместе с тем и стоимости изделия. Чтобы удобнее было обсуждать нюансы с заказчиком, дизайнеры пользуются программами для 3D моделирования мебели – объемный макет намного нагляднее, чем рисунок на плоскости.
Задачи и особенности мебельного проектирования
Проект может быть типовым или индивидуальным. В первом случае его можно найти на просторах интернета или просто заказать уже готовую продукцию у производителя, так как они работают по стандартным эскизам. Второй вариант более трудный в исполнении, но он позволяет:
подогнать меблировку под точные размеры помещения;
создать индивидуальный и неповторимый стиль;
вписать деталь интерьера в общую картину;
пользоваться различными материалами на усмотрение заказчика;
полностью удовлетворить вкус и пожелания.
Такой макет невозможно создать без программ для конструирования мебели. Дизайнеры используют качественный софт для своей работы. Для любителей или частных лиц, которые хотят сами устроить свое гнездышко, также есть несколько вариантов утилит, которые предлагаются бесплатно в интернете – ряд из них работает в режиме онлайн.
Какие этапы нужно пройти при мебельном проектировании на программном обеспечении
Вне зависимости от того, какой софт вы выбрали, вам нужно будет действовать по следующему алгоритму:
определить деталь меблировки – стул, кровать, обеденная группа, диван и пр.;
решить, где именно она будет установлена;
выполнить замер этого места для определения габаритности предмета;
выбрать материал для изготовления;
задать требуемые условия, например, для шкафа – наличие полок, для кровати – присутствие выдвижных ящиков и пр.
Далее действия могут различаться в зависимости от того, сами ли вы пользуетесь конструктором мебели в 3D или заказываете 3Д модель у компании.
В первом случае вы сами начертите эскиз, а затем, используя специализированный софт, создадите трехмерный макет. Во втором – доверитесь профессионалам, которые работают с таким программным обеспечением, как ZW3D. В таком ПО будет создана модель, полностью соответствующая вашим ожиданиям и техническому заданию.
Требуется отметить, что даже при собственноручной разработке схемы, нужно составить не только рисунок, но и подробный пакет проектной документации, в которую будут входить все точные размеры, планы, сечения. Без этого вы рискуете получить нефункциональную или просто некрасивую меблировку при сборке.
Разработчик ZWSOFT предлагает адаптированное под русскоязычного пользователя программное обеспечение с широкими возможностями и упрощенной процедурой лицензирования. Достоинство предложения в том, что любой софт имеет несколько вариантов для разных уровней освоения и нужд. При домашнем использовании можно воспользоваться бесплатной версией Form•Z free от ЗВСОФТ, а для дизайнеров подойдет профессиональный пакет.
ZW3D Lite
Базовый набор инструментов для трехмерного проектирования поверхностных и твердотельных объектов, изделий из листового металла, построения двухмерных чертежей и сечений
170 000 ₽
ZW3D Lite (годовая лицензия)
Базовый набор инструментов для трехмерного проектирования поверхностных и твердотельных объектов, изделий из листового металла, построения двухмерных чертежей и сечений
76 500 ₽
ZW3D Standard
Трехмерное проектирование поверхностных и твердотельных объектов, построение двухмерных чертежей и сечений, гибридное моделирование
300 000 ₽
ZW3D Standard (годовая лицензия)
Трехмерное проектирование поверхностных и твердотельных объектов, построение двухмерных чертежей и сечений, гибридное моделирование
135 000 ₽
«Объемник»
Этот софт зачастую удобен не для индивидуальных разработок, а для массового коммерческого бизнеса. Его устанавливают на ПК менеджеров по продаже, потому что на нем легко в режиме онлайн, то есть прямо перед покупателем, предложить итоговую картинку.
Среди преимуществ системы – ее легкая установка на большинство операционок, а также большая база уже готовых элементов. С ними легко работать – нужно просто подогнать размеры без перекройки изделия, а также выбрать фасон, обивку мягкой мебели.
Также в программе есть встроенные расчетные бланки для оформления заказа. То есть технология проста – выбираешь подходящий по словам клиента интерьер (тоже из базы), заполняешь его необходимыми объектами, согласовываешь и выписываешь чек. Далее типовой по своей сути проект уходит сборщикам.
Но такая простота имеет свои очевидные минусы – чтобы разработать по-настоящему индивидуальные продукты, требуется совершенно другой функционал. Так что «Объемник» остается конструктором для массового пользования в мебельных фирмах, но никак не инструментом для создания настоящих шедевров.
T-FLEX Мебель
Еще одна программа для командной работы – все процессы коммерциализируются, подгоняются для потоковой деятельности. Софт состоит из трех блоков, которые нужно использовать вместе – «Эксперт», «Конструктор» и «Салон». Такое разделение позволяет в первом разделе заполнять бланк заказа, во втором – заниматься проектированием, а в третьем – выполнять перечисленные действия прямо в мебельном магазине.
Из своих достоинств разработчики выделяют следующие:
Нет подвязки к программированию – любые действия можно выполнить штатными инструментами утилиты.
Возможность получить трехмерные проекции после конструирования в 2D.
Визуализация.
Средства диагностики и анализа.
Легкий вывод чертежа в другие программные обеспечения.
Но пользователи выделяют и недостатки:
При работе задействуется чрезмерное количество оперативной памяти, поэтому на ПК со скромными возможностями программа лагает и иногда не запускается.
Интерфейс не самый понятный – к нему нужно привыкнуть, по словам дизайнеров, хромает «юзабельность».
Нельзя копировать свойства объекта и надписи на чертеже.
Трудности при расчете, например, показатель площади может вывести так – 6. 74861e+008, не для всех пользователей понятно, как это перевести в квадратные метры.
SketchUp
ПО предназначено для рисования. Дизайнерская мысль здесь может воплотиться на максимум. Средства для проектирования хромают, но возможности чертежа от руки – максимальные. Плюсы:
несомненное достоинство – софт бесплатный, его можно скачать на просторах интернета;
наброски в нем выполнять очень просто, быстро и удобно – из-за отсутствия многих инструментов интерфейс быстро осваивается, как и панель функций;
можно накидать проект целой квартиры в считаные минуты – правда, рассчитывать затем придется долго;
много обучающих видеоуроков, поэтому первые шаги сделать просто.
Но эта разработка не предназначена для производства мебели, она скорее нужна для зарисовок и набросков. Это обусловлено тем, что нет удобного инструмента для расчета материалов, даже габариты предметов нужно считать вручную. Также рисунки далеки от реальности – если вы хотите показать свой эскиз заказчику, то он не сможет точно осознать, что в итоге получит.
Конечно, можно устанавливать дополнительные плагины и разрабатывать собственную библиотеку текстур, готовых изделий и типовых проектов, но на это уйдет много времени.
Sweet Home 3D – бесплатное приложение для создания интерьера
Подойдет для любителей и тех, кто самостоятельно хочет обставить свой дом и добавить в комнаты мебель собственного проектирования. Индивидуальные проекты создавать в редакторе сложно, он скорее сгодится для расстановки объектов, найденных на просторах интернета – скачать уже готовые проекты можно также бесплатно.
Перемещать предметы легко, но скудный функционал не позволит сделать более чем перестановку.
CUTTING – в помощь меблировщику
Такое ПО часто стоит на деревообрабатывающих заводах и крупных производственных мебельных предприятиях. Этот софт не для индивидуальных проектов, а для выполнения шаблонных макетов и заготовок. Очень эффективно им пользоваться при раскрое материала линейного типа.
Интерфейс позволяет вбивать четкую формулу, по которой будет производиться раскройка с минимальным ущербом и отходами.
Недостаток очевиден – CUTTING не подходит для дизайнерских задумок и проектирования уникальных идей.
Woody
Отлично подходит для моделирования корпусной мебели. В своей библиотеке имеет множество чертежей и заготовок – можно использовать элементы для конструирования или взять типовой проект и менять его. В инструментарии заложен широкий ассортимент фурнитуры и креплений, материалов, цветов и пр.
Есть возможность создавать сложные маленькие детали – прорисовка доступна и в двухмерном, и в трехмерном пространстве.
Если собирается сборная модель из корпусных пластин, то на чертежах показаны места креплений, а также подходящие крепежи.
Простота работы дополняется тем, что в результате вы получите не только схему изделия и его 3D-макет, но и выкладку с ценами, расходом материалов и прочей проектной документацией.
Есть и недостатки, например:
за долгое время не появилось ни одного обновления или новой версии, поэтому проектировщикам приходится справляться своими силами с пополнением базы элементов;
нет техподдержки – в случае возникновения проблем нет возможности обратиться за помощью.
Да и в целом ПО уже устаревает, никто не занимается больше этой разработкой. Хотя остались и ценители винтажной программы.
PRO100
Софт предназначен не только для создания моделей, но и для интерьерной расстановки мебели. Очень удобен для работы с клиентами, так как все можно наглядно продемонстрировать в режиме реального времени. База элементов содержит не только примитивные объекты, но и более сложные – со скругленными линиями, например. Плюсы:
трехмерная визуализация на высоком уровне – удобно при продаже услуг меблировки;
одинаковые возможности как использования корпусной мебели из библиотек, так и изготовления чертежей индивидуальных разработок;
очень реалистичное изображение достигается из-за возможности регулировать свет, добавлять блики, отражения;
автоматический подсчет стоимости изделия из расчета на израсходованные материалы.
Минусы:
нет маркеров, которые отвечают за центр или пересечения – сложно делать симметричные детали;
трудности при проектировании сборной мебели, так как не отображаются разметки под крепежи;
программа больше подходит для продавцов и менеджеров, чем для реальных разработчиков.
«Базис-Мебельщик»
Состоит из 6 модулей, названия которых говорят за себя – «Шкаф», «Раскрой», «ЧПУ» – все подготовлено для работы с реальными задачами инженера. Это очень профессиональное ПО, которое нужно изучать ни один месяц – при всех плюсах и возможностях интерфейс очень сложен, а цена высока.
Обычно им оборудуют заводы с высокими темпами производительности и большим количеством персонала, чтобы каждый человек занимался с отдельным блоком.
Мы рекомендуем вам моделировать мебель вместе с программным обеспечением от «ЗВСОФТ». На видео посмотрим, как это можно сделать.
Видео 1
Видео 2
Видео 3
Видео 4
Видео 5
или присоединяйтесь к нашей группе в соцсети
Как правильно сделать систему отопления в частном доме
Проектирование в CAD за минуту. Команды на букву А.
Что такое проект организации строительства: разработка и состав ПОС
Оформление исполнительной документации в строительстве
Лучшее бесплатное программное обеспечение для 3D-моделирования
Не все программы для 3D-моделирования созданы одинаково. На самом деле, в зависимости от того, с каким художником по рендерингу, архитектором или дизайнером вы разговариваете, их предпочтения в программах моделирования, вероятно, будут различаться так же широко, как Конгресс, пытающийся согласовать всеобъемлющий бюджет расходов.
Помимо разногласий, есть некоторые материальные и конкретные причины, по которым определенные люди предпочитают определенные программы. Один из них, конечно же, стоимость. Самое сложное и мощное программное обеспечение для моделирования обычно имеет высокую цену (хотя, как мы увидим, не всегда). Тем не менее, не у всех есть первый год обучения ребенка в колледже, который он может потратить на компьютерные программы, поэтому поиск бесплатных альтернатив, которые также могут быть механическими, является необходимым шагом в сторону.
Программы из этого списка абсолютно бесплатны для скачивания и использования и представляют собой растущую волну открытого и бесплатного программного обеспечения, которое не обязательно является отстойным. Это очень хорошая вещь. Ваши банковские счета (и ваши близкие) будут вам благодарны.
1 | SketchUp
SketchUp стал популярным, как немногие другие программы визуализации. Почти каждый может освоить SketchUp за считанные часы, что делает его доступным даже для самых неподготовленных людей.
Бесплатная версия SketchUp теперь полностью размещается в браузере, что упрощает сохранение файлов для переноса между разными компьютерами. Вы можете перейти на Pro примерно за 250 долларов, но базовая версия — это больше, чем нужно большинству людей, даже архитекторам и дизайнерам. SketchUp может быть простым в использовании, но он может быть невероятно полезным инструментом для проектирования и визуализации в сочетании с правильным плагином для рендеринга.
2 | Blender
Любой, кто использует Blender, говорит то же самое: «Подождите, мы уверены, что это бесплатно?» Это не по какой-либо другой причине, кроме того факта, что Blender может делать практически все, что могут делать 3DS Max, Rhino и SolidWorks, без необходимости тратить пользователям ни копейки. Интерфейс уникален, и к нему определенно нужно привыкнуть, но обширность сообщества, поддерживающего Blender, упростила его изучение.
Blender также поставляется с проприетарным механизмом рендеринга под названием Cycles. Также бесплатно. В мире визуализации есть несколько 1-2 ударов, которые складываются в комбинацию Blender и Cycles, не говоря уже о тех, которые не оторвут вам руку и не побьют вас ею только за лицензионный ключ.
3 | Meshmixer 3.0
Когда печально известная жадная до денег компания-разработчик программного обеспечения для дизайна Autodesk начинает выпускать бесплатное программное обеспечение на рынок, ее, по понятным причинам, встречают с удивлением и скептицизмом. Тем не менее, они сделали именно это с Meshmixer 3.0 и удивили всех, когда он был фактически бесплатным и полезным небольшим инструментом моделирования для изобретателей, мастеров и создателей объектов.
Он был разработан как интерфейс для 3D-принтера, чтобы люди могли строить и печатать все, что только может придумать их воображение. Но более того, его можно использовать как мощный инструмент построения сетки для дизайнеров, которые сосредоточены на более мелких деталях жизни.
4 | FreeCAD
Свободная программа настолько свободна, что названа в честь того, что она свободна. Да, FreeCAD бесплатен, но в нем также работает небольшой мощный движок, который может создавать высокодетализированные 3D-модели и сетки для тех, кто хочет и хочет дать ему шанс. Большинство избегало бы чего-то под названием FreeCAD из-за того, что «вы получаете то, за что заплатили». Обычно я бы согласился, но могу сделать исключение в этом случае (и других случаях в этом списке).
FreeCAD — это программа с открытым исходным кодом, которая ориентирована на предоставление пользователям очень гибкого опыта посредством параметрического моделирования. Это позволяет быстро изменять модели, заходя в историю моделирования и изменяя значения ключевых компонентов, вместо того, чтобы перестраивать все с нуля. Он основан на компонентах и невероятно быстр, если вы знаете, что делаете.
5 | 3D Crafter
Для тех, кто ищет что-то необычное в своем опыте 3D-моделирования, 3D Crater — это бесплатная программа, с которой можно попробовать. Он использует подход перетаскивания к 3D-моделированию, что делает его интересным вариантом для людей, у которых нет большого опыта, на который можно было бы опереться. Изучение новой программы никогда не бывает легким, так почему бы не выбрать программу, которая сделает большую часть работы за вас?
3D Crafter не отличается гибкостью, сложностью или необработанными возможностями моделирования некоторых других программ в этом списке, но представляет собой вариант со свежим взглядом на пользовательский интерфейс и может быть использован для создания красивых модели и анимации.
Лучшее программное обеспечение для 3D-моделирования в 2022 году | Aristek Systems
Опубликовано: 8 июля 2022 г. Обновлено: 19 февраля 2023 г.
Чтение: 4 мин.0003
Введение
Вам нравится хорошая анимация или вы просто умеете манипулировать 3D-объектами? Программное обеспечение для 3D-моделирования существует уже много лет, и его возможности безграничны. Специальные эффекты в фильмах, дизайн персонажей для анимации, дизайн объектов для управления продуктами, дизайн игр, архитектурные каркасы и дизайн интерьеров — это лишь некоторые из вещей, на которые способны 3D-программы.
Что такое ПО для 3D-моделирования?
Представьте себе мир, в котором каждое действие на телевидении нужно было отыгрывать, каждый трюк Дуэйна Джонсона нужно было выполнять на съемочной площадке, а миры в «Аватаре» приходилось создавать с нуля. Это было бы невозможно. вот где 3D-моделирование .
3D-моделирование — это процесс представления любой поверхности объекта в трех измерениях с использованием математических координат с использованием программного обеспечения 3D-моделирования путем манипулирования ребрами, вершинами и многоугольниками в виртуальной 3D-среде 9 0050 .
Для этого используется программное обеспечение для 3D-моделирования . Существует множество таких программ с различными функциями, и выбрать ту, которая подходит именно вам в 2022 году, может быть непросто. Вот почему мы составили список из 5 лучших на рынке 3D-моделирование программ. Мы рассмотрим каждое приложение, выясним, чем они выделяются, и их недостатки, если таковые имеются.
Пятерка лучших программ для 3D-моделирования
Приложения для 3D-моделирования имеют множество применений в различных областях. В результате выбор правильной 3D-программы, которая поможет вам с этими задачами, имеет важное значение для того, что вы собираетесь делать. Некоторые из этих программ пользуются широкой поддержкой сообщества, другие имеют простой в освоении интерфейс, а третьи по-прежнему полагаются на свою долговечность и богатство ресурсов, которые они выкачивали с течением времени. Вот 5 лучших Программное обеспечение для 3D-моделирования, которое вы сможете использовать в 2022 году.
Blender
Имя, широко известное в мире 3D-моделирования , Blender является одним из самых популярных на рынке программ для 3D-моделирования. Blender — это бесплатное программное обеспечение с открытым исходным кодом для создания 3D-моделей , визуальных эффектов, интерактивных 3D-приложений и многого другого. Как стандартное 3D-программное обеспечение, оно способно на все: от моделирования и анимации до оснастки, симуляции, рендеринга, компоновки, отслеживания движения и редактирования видео до конвейеров 2D-анимации.
Blender изначально был программным обеспечением, в которое 3D-аниматоры и энтузиасты приходили и разрабатывали забавные независимые проекты. Теперь его используют как энтузиасты, так и профессионалы как для увлекательных 3D-проектов, так и для высокобюджетных проектов.
Вряд ли вы сможете просмотреть список программ для 3D-моделирования , не найдя в нем Blender.
Cinema 4D
Cinema 4D от Maxon — это 3D-инструмент, которому нет равных. Вы наверняка видели такие фильмы, как «Тихоокеанский рубеж» или «Трон: Наследие». Некоторые визуальные эффекты в этих фильмах были сделаны в Cinema 3D. Несмотря на высокие результаты, Cinema 3D имеет репутацию простой в использовании программы. Он также поддерживается активным сообществом, которое предоставляет учебные пособия и другие полезные ресурсы.
ZBrush
Многие считают ZBrush лучшим средством цифрового моделирования для создания фотореалистичных скульптур производственного качества. ZBrush от Pixologic — это инструмент для цифрового скульптинга, который объединяет 3D- и 2,5D-моделирование, рисование и текстурирование. Он использует уникальную технологию «pixo», которая сохраняет данные об освещении, цвете, материале, ориентации и глубине каждой точки, из которой состоит элемент на экране.
Как видно из термина «лепка», ZBrush предпочитают те, кто предпочитает работать с цифровой глиной, а не с сеткой. Также существует процветающее онлайн-сообщество, которое помогает новичкам. ZBrush — это платное программное обеспечение. Существуют также ZBrushCore и ZBrushCoreMini, более легкие и доступные версии ZBrush.
Подробнее: Как создать 3D-персонажа [Пошаговый процесс]
3Ds Max
Одно из творений Autodesk, 3Ds Max, имеет очень богатую историю, начавшуюся еще в 90-е годы. Как и другие в этом списке, 3D Max можно использовать для проектирования практически любого 3D-объекта. Его история также означает, что было время поработать над различными плагинами. Основной проблемой 3D Max является простота использования. Это довольно сложно и требует много обучения для начинающих. Чтобы помочь пользователям, Autodesk предоставляет обучающие материалы для начинающих.
Houdini
Известный своим мастерством в процедурной анимации и симуляции, Houdini стоит за некоторыми из самых впечатляющих голливудских кадров в чрезвычайно популярных фильмах, таких как «Холодное сердце» Диснея. Он упрощает сложные сцены, используя рабочий процесс на основе узлов, уменьшая усилия, необходимые для внесения изменений сцена за сценой. Плагин и система распространения Houdini Engine позволяет его объектам легко взаимодействовать с другими программами для 3D-моделирования .
Подробнее: Наиболее часто используемое программное обеспечение для 3D-моделирования в 2021 году [+ Бонус: Топ-лист 2022 года]
Как сделать правильный выбор?
Блендер
Чем он выделяется
Можно использовать бесплатно
Интерфейс прост в освоении и использовании
У него очень активное сообщество, выпускающее полезный контент
Небольшой недостаток
Не поддерживает NURBS
Для кого предназначено это программное обеспечение?
Если вы больше увлекаетесь анимацией и моделированием сетки, то Blender идеально вам подойдет. Некоторые известные проекты, реализованные в Blender, включают Hero и Spring, выпущенные в 2018 и 2019 годах., соответственно.
Cinema 4D
Чем он выделяется
Он очень прост в использовании
Он имеет некоторые уникальные детали, такие как кэш освещенности и командный рендеринг
Очень стабильный
Небольшой недостаток
Бодиарт и УФ-редактирование могут быть улучшены
Для кого предназначено это программное обеспечение?
Если вы ищете первоклассное программное обеспечение для моделирования и визуальных эффектов, Cinema 4D — лучший выбор для вас.
ZBrush
Почему он выделяется
Его фотореалистичные скульптуры трудно конкурировать с
Предлагает нелинейные конструкции
Вполне подходит для детализированной высокополигональной работы
Небольшой недостаток
Не лучший вариант, когда дело доходит до оснастки и анимации
Для кого предназначено это программное обеспечение?
Если вас интересует цифровая скульптура, это как раз для вас.
3Ds Max
Чем он выделяется
Имеет гибкие элементы экструзии лицевой стороны
Имеет реалистичный вид с камеры, что помогает с фотореалистичным рендерингом
Хорошая безопасность для рабочих файлов
Небольшой недостаток
Крутая кривая обучения
Для кого предназначено это программное обеспечение?
Если вы больше увлекаетесь сеткой и процедурным моделированием, то это вам больше подойдет.
Одно из главных достоинств современных пластиковых окон — их герметичность. Только в таком они будут соответствовать заявленным теплоизоляционным характеристикам.
При первичной герметизации используются полиизобутиленовые средства. Для нанесения второго герметизирующего слоя понадобятся полисульфидные, силиконовые или же полиуретановые герметики.
Вторичная герметизация
Вторичная герметизация стеклопакетов решает следующие задачи:
предохраняет стеклопакеты от проникновения внутрь частиц влаги, содержащейся в воздухе;
делает стекло более жестким, соединение — прочным;
защищает стекло от повреждений и нагрузок.
Вторичную процедуру проводят после того, как сборка оконной конструкции и полная обработка прессом завершены. Одно из главных условий качественной герметизации — соблюдение дистанции между бутилом и кромкой второго слоя герметика. Эта величина должна составлять не менее 3 мм.
Составы для проведения вторичной герметизации
При проведении вторичной герметизации стеклопакетов используют составы двух видов: одно- или двухкомпонентные.
Однокомпонентные составы — это герметики, изготовленные на основе силикона или хот-мелта. Герметики, в составе которых есть хот-мелт, имеют отличные качественные показатели. Они достаточно быстро застывают. Силиконовые составы характеризуются низкими параметрами паро- и газопроницаемости, а также незначительной скоростью полимеризации.
Двухкомпонентные смеси подразделяют на полисульфидные (это наиболее распространенный вариант, который чаще всего используется при вторичной процедуре ввиду низкой газопроницаемости и высокой адгезии к стеклу и металлу) и полиуретановые (это бюджетный вариант со схожими характеристиками). В настоящее время каждый может в деталях изучить, как проходит герметизация стеклопакетов — видео этого процесса представлены в большом количестве.
Свойства герметиков
Составы, которые используются для вторичной герметизации, должны отвечать ряду требований:
Динамическая вязкость. Оказывает влияние на производительность работы оборудования. Чем выше показатели вязкости, тем труднее выходит герметик из экструдера, а значит, снижается его производительность.
Тиксотропность. Это способность материала сохранять исходные характеристики. Данное свойство позволяет без труда наносить герметик на рабочую поверхность, исключая его вытекание из стеклопакета.
Адгезия к стеклу.
Устойчивость к деформации.
Твердость и прочность.
Временной интервал вулканизации.
Долговечность.
Особенности основных видов составов, используемых при герметизации, представлены в таблице.
В составе герметика содержится множество компонентов. Основной — полимер. Благодаря его наличию герметик приобретает вид резины. В дополнение к полимеру в состав входят различные наполнители, адгезивы, катализаторы. Они расширяют возможности и обеспечивают герметику определенные свойства. На характеристики состава влияет соотношение компонентов, последовательность их соединения, время синтеза и многое другое.
Антон Крутицкий
Редактор оконного блога Опыт работы 24 года
основные тесты и как происходит – Компания «ИЗОЛЮКС»
Герметизация стеклопакета относится к важным процессам в ходе производства оконных конструкций. Чтобы снизить расходы на отопление и потребление электроэнергии, необходимо обратить внимание на качественную теплоизоляцию жилья.
Специалисты утверждают, что серьезным шагом является установка причины утечки тепла и ее устранение. Согласно статистике, около 40% тепла из помещения уходит именно через оконную конструкцию. При этом на количество потери влияют два главных нюанса:
площадь остекления;
непосредственно оконная конструкция.
Если снизить показатели площади, падает количество поступаемых солнечных лучей в квартиру или дом. Соответственно, стоит обращать внимание именно на выбор стеклопакета, его монтаж и герметичные показатели.
Именно на герметизации и монтаже не стоит пытаться экономить, иначе вас ожидают существенные расходы в дальнейшем. В случае протечки вы можете поплатиться испорченным интерьером или даже полной разгерметизацией оконной конструкции. Подчеркнем, что процесс герметизации очень важен не только при производстве, но и при монтаже.
Чтобы обеспечить этап герметизации, применяются герметики различных производителей, которые имеют различные показатели. Какие-то более эффективные по характеристикам упругости, другие – по адгезии. Эти параметры влияют и на стоимость.
Если установить окно неправильно, или неправильно подобрать упругость герметика, конструкция может отходить от рамки. Из-за этого стеклопакет деформируется в холодное и жаркое время года. Если герметик имеет плохие показатели упругости, он не сможет повторить изгибы окна и начнет отходить. Эти факторы существенно снижают срок эксплуатации всей оконной конструкции. В случае, если вы решите сэкономить на этапе выбора производителя, вам, возможно, потребуется через некоторое время замена всего окна.
Не стоит забывать и о важности герметизации в процессе монтажа стеклопакета. Если окно прилегает очень плотно к самому проему, увеличиваются показатели шумоизоляции, помещение будет защищено от сквозняков. Для плотного прилегания необходима герметизация на должном уровне.
В числе существенных преимуществ современных стеклопакетов – повышенная герметичность конструкции, которая позволяет обеспечить должную теплоизоляцию.
В процессе первичной герметизации применяются полиизобутиленовые материалы. На втором этапе герметизации используют герметики на основе силикона или полисульфида.
Вторичный этап герметизация
Благодаря повторной герметизации обеспечиваются такие решения как:
протекция стеклопакетов от влаги;
увеличение жесткости стекла и прочности соединений;
протекция стекла от деформации.
Как только сборка конструкции будет выполнена, проводится повторная герметизация. При этом расстояние между бутилом и вторым герметичным слоем должно составлять не менее 3 миллиметров.
Материалы для повторной герметизации
Чтобы провести вторичную герметизацию, применяются однокомпонентые или двухкомпонентные составы. Первые изготавливаются с использованием силикона и очень быстро застывают. Двухкомпонентные смеси включают в свой состав полисульфиды или полиуретаны.
Свойства герметичных составов
Для того, чтобы обеспечить качественную герметизацию, применяются составы с соблюдением ряда требований, в числе которых:
вязкость в динамике – влияет на производительность;
тиксотропность – благодаря этому показателю герметик без труда наносится на необходимый элемент, а из упаковки не протекает;
адгезия к стеклянным элементам;
устойчивость к изменениям формы конструкции;
прочность и показатели твердости;
долговечность.
В число составляющих компонентов герметика входит полимер, который обеспечивает приобретение вида резины. Вместе с полимером используются адгезивы и катализаторы, различные наполнители. Благодаря такому составу возможности герметика существенно расширяются, как и его функциональные характеристики. Также важно следовать нормам относительно соотношения всех компонентов.
Как повторно запечатать двойное стекло | Домой Руководства
Дениз Браун Обновлено 28 декабря 2018 г.
Окна с двойным остеклением обеспечивают дополнительный слой изоляции для вашего дома. Производители обычно устанавливают два стекла параллельно друг другу с помощью прорезиненного уплотнения или прокладки, удерживающей окна с двойным стеклом на месте. По мере того, как окно подвергается атмосферным воздействиям, уплотнение может разрушаться, позволяя влаге проникать между стеклянными панелями. Когда это произойдет, вы можете заменить поврежденный уплотнитель. Самой сложной частью задачи может быть поиск точного соответствия старой пломбе. Магазин стекла может помочь вам найти правильный уплотнитель для вашего окна.
Съемные окна
1.
Снимите оконную створку с оконной рамы. Нажмите на механизм створок двустворчатых окон на верхних углах створки, чтобы освободить створку от рамы. Поверните створку, вытягивая ее из оконной рамы, чтобы освободить ее от пружин, удерживающих створку, когда окно открыто. Отвинтите створчатые окна от поворотных рычагов, чтобы освободить их. Попросите помощника держать окна, пока вы их открываете. Поднимите окна ползунка из их дорожки, чтобы удалить их. Некоторые модели имеют гвозди или штифты, удерживающие их на месте. Отрежьте штифты плоскогубцами или вытащите гвозди когтем молотка.
2.
Удалите винты, скрепляющие раму створки на одном из углов. Удалите винты от угла по диагонали к первому. Не разбирайте всю раму створки. Слишком сложно снова привести его в порядок. Установите винты в безопасном месте.
3.
Оттяните оконную створку от стекла в окне. Возможно, вам придется приложить кусок дерева к раме створки и осторожно постучать по нему молотком, чтобы отделить его от стекла.
4.
Снимите старую прокладку. Отнесите прокладку в стекольный магазин, чтобы купить новую.
5.
Наденьте новую прокладку на край оконного стекла. Вдавите две части оконной створки на место вокруг уплотнителя окна. Соедините две секции их винтами. Поместите полоску силиконового герметика в углы створки, чтобы герметизировать прокладку на створке.
6.
Верните створку в окно, действуя в обратном порядке.
Постоянные окна
1.
Соскоблите оставшуюся прокладку с внутренней стороны окна канцелярским ножом или шпателем. Попросите помощника поддержать стекло, чтобы оно не выпало из створки, пока вы работаете с ним.
2.
Нанесите полоску прозрачного силикона по периметру стекла, чтобы закрепить окно в оконной раме.
3.
Выйдите на улицу и снимите прокладку с внешней части стекла.
4.
Добавьте полоску герметика, чтобы запечатать внешний периметр окна на месте.
5.
Подкрасьте оконную раму краской или морилкой, чтобы она соответствовала тому, что уже есть на раме.
Вещи, которые вам понадобятся
Отвертка
Плоскогубцы
Молоток
904 9002 Деревянный лом
0002 Силиконовый герметик
Пистолет для герметика
Универсальный нож
Шпатель
Краска или морилка
Кисть
03
03
Если между двойными стеклами имеется влага, возможно, потребуется заменить стекло, а также уплотнитель.
Предупреждение
Соблюдайте осторожность при работе со стеклом. Он может сломаться в любой момент.
Биография писателя
Дениз Браун — специалист в области образования, которая хотела попробовать себя в чем-то другом. Спустя два года и более 500 статей она наслаждается своим внештатным опытом написания статей для онлайн-ресурсов, таких как Work.com и других информационных онлайн-сайтов. Браун имеет степень магистра исторического образования Государственного университета Трумэна.
Все, что вам нужно знать о повторной герметизации окон с двойным остеклением | Двойное остекление | Двери ПВХ | Композитные двери
Все, что нужно знать о переуплотнении стеклопакетов
Добавил | 19 марта 2021 г.
Повторное заклеивание окон помогает сохранить тепло Двойное остекление обеспечивает комфорт и безопасность в вашем доме. Но со временем стареющие окна начнут проявлять признаки износа. Одной из критических областей стеклопакетов и дверей, которая со временем начинает выходить из строя, является уплотнение. В этом кратком руководстве мы покажем вам:
как распознать проблемы с уплотнителем на стеклопакете , как узнать, можно ли починить неисправный уплотнитель окна , как отремонтировать уплотнитель стеклопакета
6
6 .
Что такое оконный уплотнитель? Уплотнитель на вашем окне представляет собой резиновую прокладку, которая плотно прилегает между стеклянными панелями и оконным стеклом из ПВХ. Уплотнение охватывает внутренний периметр рамы и образует воздухонепроницаемое уплотнение, которое является неотъемлемой частью поддержания заполненного газом воздушного пространства между двумя стеклами, составляющими окно. Кроме того, внешний слой герметика заполняет пространство между стеклом и рамой. Таким образом, оконные уплотнения имеют решающее значение для изоляционных преимуществ, которые обеспечивает двойное остекление, и неудивительно, что проблемы или явный отказ уплотнения приведут к значительному ухудшению характеристик ваших окон.
Что приводит к выходу из строя оконного уплотнения? Стадия, на которой происходит нарушение герметичности, обычно указывает на основную причину.
Если вскоре после установки стеклопакета обнаружено нарушение герметичности окна, скорее всего, окно имеет производственный дефект или проблемы с установкой окон.
Проблемы с рамами, включая структурные повреждения и деформацию, могут повысить вероятность прокола или выхода из строя уплотнения. Это может произойти, если рядом с окнами с помощью теплового пистолета снимают лакокрасочное покрытие или поблизости ведутся ремонтные работы. Даже мойка окон под давлением может привести к такому повреждению.
Скопление влаги на окне с течением времени может привести к росту плесени, которая может разрушить уплотнение.
Сезонные циклы высоких и низких температур заставляют материалы в вашей собственности постоянно расширяться и сжиматься. Со временем это изнашивает уплотнение до такой степени, что в конце срока службы окна оно выходит из строя.
Какие признаки того, что ваши окна нуждаются в повторной герметизации? Со снятием уплотнителя вы не только теряете изолирующий слой или инертный газ, который находится между панелями, но и окно теряет свою защиту от проникновения пыли, грязи и влаги. Вы начнете видеть конденсацию или стойкий туман, развивающийся на внутренней стороне стекол и распределяя по степени повреждения уплотнения, грязь также может попасть в зазор. Окна также могут стать сквозняками (тепло уходит наружу) и стать более прохладной частью комнаты по сравнению с окружающими стенами.
Эти проблемы указывают на необходимость ремонта уплотнителя окна.
Какие существуют варианты ремонта уплотнителя стеклопакета? Вышедшим из строя уплотнением нельзя пренебрегать, поскольку со временем проблема только усугубляется. Вот ваши основные варианты.
Попытка ремонта своими руками: Варианты, доступные мастеру, ограничены стратегиями борьбы с проникновением влаги и воздуха путем усиления уплотнения оконного стекла снаружи с помощью герметика или длинных самоклеящихся резиновых уплотнителей, которые можно наносить на стык между стеклом и рамой. Это может дать некоторое краткосрочное облегчение, но в лучшем случае только отсрочит проблему.
Получите профессиональный ремонт оконного уплотнения: Многие компании, производящие стеклопакеты, с удовольствием приедут к вам, чтобы устранить сломанное уплотнение. Профессионалы могут не только повторно запечатать окно, но и устранить неприглядный конденсат между стеклами, чтобы освежить ваш вид. Всегда стоит проверить документы на ваши окна, чтобы убедиться, что они все еще находятся на гарантии, поскольку производитель и компания, которые их установили, могут решить проблему без дополнительных затрат.
Замените двойное остекление: Даже при максимальных усилиях по ремонту неисправная пломба, скорее всего, повторится по мере старения окна. Возможно, пришло время установить новые окна, особенно если вы испытываете сильные сквозняки и рост счетов за электроэнергию.
Сквозняки в окнах с негерметичным уплотнением? Поговори с нами! Наши мастера имеют богатый опыт решения проблем с двойным остеклением, больших и малых. Просто позвоните или напишите нашей любезной команде, чтобы договориться о посещении вашей собственности в удобное время, чтобы взглянуть на ваши окна и посмотреть, что можно сделать.
1. Определения «Покупатель» означает лицо, которое покупает или соглашается купить Товары у Компании. «Условия» означают условия продажи, изложенные в настоящем документе, и любые особые условия, согласованные в письменной форме с Компанией. «Дата поставки» означает дату, указанную Компанией, когда Товар должен быть доставлен. «Товар» означает товары, которые Покупатель соглашается купить у Компании. «Цена» означает цену Товара, включая стоимость перевозки, упаковки, страхования и НДС (по ставке, применимой время от времени). «Компания» означает UPVC Window Company Limited. «Контракт» означает конкретные условия, изложенные в прилагаемом договоре купли-продажи и настоящих Условиях. 2. Применимые условия 2.1 Настоящие Условия применяются ко всем контрактам на продажу Товаров Компанией Покупателю, за исключением всех других условий, включая любые положения и условия, которые Покупатель может намереваться применить к любому заказу на покупку, подтверждению заказа или аналогичному документ. 2.2 Все заказы на Товары считаются предложением Покупателя приобрести Товары в соответствии с настоящими Условиями. 2.3 Принятие поставки Товара считается неопровержимым доказательством принятия Покупателем настоящих Условий. 2.4 Любые изменения настоящих Условий (включая любые особые положения и условия, согласованные между сторонами) неприменимы, если они не согласованы в письменной форме с руководителем или должным образом уполномоченным старшим сотрудником Компании. 3. Заказы и политика возврата 3.1 Поскольку все заказы на Товары оформляются в соответствии с индивидуальными требованиями Покупателя, в соответствии с условиями пункта 4.4, этот заказ не может быть отменен, за исключением случаев нарушения Компанией своих обязательств перед Покупателем. 3.2 После подписания Контракта, частью которого являются настоящие Условия, Компания проведет обследование предлагаемых работ, необходимых для установки Товаров, в течение 14 дней или в другое время по согласованию сторон. В случае неудовлетворительного отчета об обследовании (в отношении которого Компания является единоличным судьей) Компания оставляет за собой право расторгнуть договор, предоставив Покупателю полное письменное объяснение причин этого. Компания также вернет все деньги, внесенные Покупателем. 3.3 Онлайн-заказы за пределами нашей области установки (Центральная Шотландия) подлежат минимальной стоимости заказа в размере 300 фунтов стерлингов, любые полученные заказы на сумму ниже этой суммы будут отменены и уведомлены по электронной почте или по телефону с использованием информации, переданной во время заказа. Компания не несет ответственности за любые расходы или сборы, повлекшие за собой отмену заказов. 4. Цена и оплата 4.1 Цена должна быть ценой Компании, указанной в сопроводительном договоре купли-продажи. Цена указана с учетом НДС. 4.2 Оплата Цены производится по завершении установки Товара наличными или чеком, дебетовой или кредитной картой (при оплате которых взимается дополнительная плата в размере 5%). 4.3 Проценты по просроченным счетам начисляются с даты наступления срока платежа изо дня в день до даты платежа по ставке, на 5% превышающей базовую ставку Royal Bank of Scotland plc, действующую время от времени, и начисляются по такой ставке. как после, так и перед любым указом. 4.4 В любое время в срок до 21 дня до доставки Товара, если это вызвано каким-либо увеличением стоимости для Компании из-за факторов, возникших после заключения настоящего Контракта, которые находятся вне разумного контроля Компании (включая, помимо прочего, иностранные колебания обменного курса, налоги и пошлины, а также стоимость рабочей силы, материалов и другие производственные затраты), Компания может письменно уведомить Покупателя о своем намерении увеличить Цену Товара, чтобы отразить такое увеличение стоимости для Компании. В случае, если Покупатель не подтвердит в письменной форме в течение семи дней свое согласие с предложенным увеличением, считается, что Покупатель отклонил его, и Компания имеет право по своему усмотрению уведомить об этом в письменной форме в течение следующих семи дней. , его намерение либо приступить к реализации Контракта по первоначально указанной цене, либо отказаться от Контракта без какой-либо ответственности перед Покупателем. Продажа через веб-сайт и по телефону 4.5 Мы имеем право время от времени обновлять цену на веб-сайте, чтобы учесть любое повышение цен нашего поставщика или введение каких-либо новых налогов или пошлин, или если из-за ошибки или упущения в цене, опубликованной для товар на нашем сайте неправильный. Мы стараемся, чтобы все цены, указанные на нашем сайте, были точными. Цена товаров в вашем заказе должна быть подтверждена нами до обработки вашего заказа. Если возникнут проблемы, мы сообщим вам правильную цену и предоставим вам возможность приобрести товар по правильной цене. 5. Если Покупатель отменяет заказ, Покупатель признает, что Компания теряет время, которое они потратили на заказ Покупателя до момента его отмены, и, соответственно, Компания оставляет за собой право взимать с Покупателя плату за отмену, которая является достаточной. для покрытия стоимости материалов, расходов и погрузочно-разгрузочных работ Компании до даты аннулирования. 6. Описание товаров и их модификации 6.1 Количество и описание Товаров на момент доставки Товаров будут соответствовать описанию в прилагаемом договоре купли-продажи. 6.2 Компания может время от времени без уведомления Покупателя вносить незначительные изменения, улучшения в конструкцию или дизайн, технические характеристики, материалы или способ изготовления Товаров, которые существенно не влияют на качество или пригодность для целей Товары. 6.3 Хотя Компания считает, что все спецификации, иллюстрации, данные о производительности и другая информация, содержащаяся в любых чертежах, каталогах, рекламных объявлениях или других документах, предоставленных Компанией, являются настолько точными, насколько это возможно, они не представляют собой описание Товаров и не должны должны рассматриваться как заявления, сделанные Компанией, и их точность не гарантируется. 7. Доставка и приемка 7.1 Компания организует доставку Товара по адресу Покупателя или по такому другому адресу, который может быть взаимно согласован между Компанией и Покупателем. Стоимость перевозки и любой страховки включена в цену. Перевозчик считается Агентом Покупателя. 7.2 Покупатель обязуется принять все меры, необходимые для получения Товаров, когда бы они ни предъявлялись к доставке. 7.3 Компания может доставить Товары отдельными партиями. 7.4 Если это применимо, четкая подпись на листе уведомления о доставке перевозчика считается подтверждением получения количества Товара, указанного в листе уведомления. 7.5 Покупатель должен предоставить Компании возможность осмотреть Товары. Покупатель должен уведомить Компанию о любом предполагаемом дефекте, недостаче количества, повреждении или несоответствии описанию или образцу в течение двух рабочих дней после доставки/установки (время по существу) после доставки/установки Товара. В случае несвоевременного уведомления Покупатель считается принявшим Товары, и считается, что Товары соответствуют условиям Контракта и не имеют каких-либо дефектов или повреждений, которые были бы очевидны при разумном осмотре. 7.6 Даты и время доставки/установки Товаров являются предварительными, и хотя Компания приложит все разумные усилия для соблюдения любых таких дат и времени, никаких гарантий, что они будут достигнуты, не дается. Несмотря на то, что Компания могла задержать поставку Товара (или любого из них), Покупатель обязан принять поставку и оплатить Товар в полном объеме при условии, что поставка должна быть подана в любое время в течение двух месяцев после Дата доставки. 7.7 Если Покупатель необоснованно отказывается от каких-либо Товаров, то Покупатель не имеет никаких дополнительных прав в отношении поставки Покупателю таких Товаров или альтернатив или неспособности Компании поставить Товары, соответствующие Контракту. 7.8 После доставки любых Товаров (включая любые стеклопакеты), подлежащих установке, Покупатель несет ответственность за их сохранность и должен убедиться, что у него есть надлежащая страховка от любого ущерба или убытков, которые могут произойти с этими Товарами. 8. Название и риск 8.1 Несмотря на доставку и принятие риска Покупателем, право собственности на Товары не переходит от Компании до тех пор, пока: 8.1.1 Покупатель должен полностью уплатить Цену; и 8.1.2 Покупатель уплатил любые другие суммы (независимо от того, вытекают ли они из настоящего Контракта), причитающиеся от Покупателя Компании. 8.2 До тех пор, пока право собственности на Товары не перейдет к Покупателю в соответствии с пунктом 8.1, Покупатель должен владеть Товарами на доверительной основе в качестве доверенного лица Компании. 8.3 Компания имеет право на возмещение Цены (плюс стоимость перевозки, упаковки, страхования и НДС), несмотря на то, что право собственности на Товары перешло от Компании. 8.4 До тех пор, пока право собственности на Товары не перейдет от Компании, Покупатель должен по запросу доставить Компании Товары. Если Покупатель не сделает этого, Компания может войти в любые помещения, принадлежащие, занимаемые или контролируемые Покупателем. где находятся Товары и завладевают Товарами, и не несет ответственности за убытки или ущерб Покупателю или его имуществу, вызванные перемещением Товаров. Несмотря на возврат Товара Компанией, Компания сохраняет за собой все права на возмещение убытков и убытков, вытекающих из настоящего Контракта. 8.5 Покупатель не должен закладывать или каким-либо образом взимать в качестве обеспечения долга какие-либо Товары, которые остаются в собственности Компании. Без ущерба для других прав Компании, если Покупатель сделает это, все суммы, которые Покупатель должен Компании, подлежат немедленной оплате. 8.6 Риск, за исключением ущерба или уничтожения, вызванного небрежностью или умышленным невыполнением обязательств со стороны Компании, ее сотрудников или агентов, переходит при доставке Товара путем разгрузки в согласованном месте доставки. Если Покупатель организует сбор, риск переходит, когда Покупатель, его сотрудники или его агенты забирают Товары на территории Компании до погрузки. 8.7 Компания сделает все возможное, чтобы соблюсти сроки, указанные для доставки и/или установки. В случае непредвиденных обстоятельств, находящихся вне разумного контроля Компании, Компания свяжется с Покупателем и согласует альтернативную дату. 8.8 Любое время или дата, указанные Компанией как время или дата, когда Товары будут доставлены и/или установлены, указаны добросовестно, но даны и предназначены только для оценки, и Компания не несет ответственности за любые убытки, ущерб или расходы, возникшие в результате задержки доставки и/или установки. 9. Стекло 9.1 Компания не несет ответственности за какие-либо претензии, связанные с искажением зрения, оптическими явлениями, такими как полоса Брюстера, косметические дефекты, незначительные потертости или аналогичные дефекты из-за процессов производства стекла, находящихся вне контроля Компании. 9.2 Покупатель не имеет права отклонять устройства, содержащие закаленное стекло, которое при осмотре под определенным углом и при определенных условиях освещения будет иметь характерный физический, но ненавязчивый цветной эффект пятен. 9.3 Стеклянные герметичные стеклопакеты будут соответствовать Стандарту визуального качества Федерации стекла и остекления, опубликованному 19 сентября.81, относящийся к стеклу в целом (или любой утвержденный стандарт, который следует за ним). В частности:- 9.3.1 Прозрачное стекло, используемое при изготовлении герметичных изделий, идентично стеклу, традиционно используемому для одинарного стекла, и поэтому будет иметь аналогичный уровень качества. 9.3.2 Оба стекла герметизированных блоков должны просматриваться со стороны помещения на расстоянии не менее двух метров при естественном дневном освещении, но не под прямыми солнечными лучами. Просматриваемая область будет нормальной областью зрения, за исключением полосы шириной 50 мм по периметру устройства. 9.3.3 Плоское прозрачное стекло считается приемлемым, если следующие признаки не бросаются в глаза и не сгруппированы: — волосяные линии или капли, мелкие царапины длиной не более 25 мм, мельчайшие вкрапленные частицы. Выраженность дефектов следует оценивать, глядя сквозь стекло, а не на него, при нормальных условиях освещения, как описано в 9.3.2. 9.4 Компания не дает никаких гарантий в отношении возникновения, предотвращения или устранения образования конденсата на стеклопакетах после установки Товаров, и ни один агент или сотрудник Компании не имеет полномочий давать такую гарантию. 9.5 Все используемое стекло является лучшим коммерчески доступным, но Компания не может гарантировать отсутствие каких-либо дефектов или отклонений, присущих процессу производства стекла. 10. Гарантия 10.1 Товары гарантируются на условиях, указанных в гарантийном документе, предоставленном Компанией (если применимо), условия которого в каждом случае считаются включенными в настоящие Условия. Законные права Покупателя остаются в полной силе и никоим образом не затрагиваются положениями Условий. За исключением положений гарантии Компании, Компания не несет ответственности перед Покупателем за любой дефект, отказ или непригодность для какой-либо цели Товаров или любой их части. Компания обязуется отремонтировать или заменить любой Товар или любую его часть в результате дефектных материалов или изготовления. 10.2 Компания не несет ответственности за любые убытки или ущерб, вызванные неисполнением или задержкой выполнения любого из своих обязательств по настоящему Соглашению, если это вызвано какой-либо причиной, не зависящей от Компании, включая, помимо прочего, стихийные бедствия, война или беспорядки, реквизиция, правила импорта или экспорта, забастовка, локаут или торговые споры, трудности с получением материалов, поломка оборудования, пожар или несчастный случай. 10.3 Компания не несет ответственности по настоящему Контракту за любые убытки или ущерб, причиненные ими, их сотрудниками или агентами в обстоятельствах, когда: 10.3.1. Компания или кто-либо из сотрудников или агентов Компании не нарушает юридических обязанностей или заботы о Покупателе; или 10. 3.2. такая потеря или ущерб не являются разумно предсказуемым результатом любого такого нарушения; 10.3.3. убытки или ущерб в результате нарушения Покупателем любого условия настоящего Контракта. 10.4 Компания не несет ответственности за убытки, которые были фактически непредвиденными для сторон при заключении Договора, или за убытки, не вызванные нарушением Компанией договора, или за любые косвенные, косвенные или деловые убытки. 10.5 Цены Компании определяются исходя из пределов ответственности, установленных в настоящем пункте. В случае, если Покупатель требует, чтобы Компания приняла более высокий предел ответственности, Покупатель должен письменно уведомить об этом, после чего Компания может принять такую ответственность при условии, что может быть получена страховка от такого более высокого уровня ответственности, и при условии, что Покупатель принимает соразмерное увеличение Цены. 10.6 В соответствии с положениями Условия 7.5 настоящего документа любая претензия Покупателя в отношении дефектов или некачественного изготовления должна быть направлена Компании в кратчайшие разумные сроки после обнаружения неисправности/повреждения. Во избежание недоразумений или задержек необходимо уведомить Компанию в письменной форме. 10.7 Каждый из предыдущих подпунктов, насколько это позволяет контекст, следует читать и толковать независимо от других подпунктов, так что, если один или несколько из них будут признаны недействительными, это не повлияет на действительность других подпунктов. подпункт(ы). 11. Разное 11.1 Компания выполнит все установки с минимальным ущербом для имущества Покупателя, включая отделку, штукатурку, черновую кладку и т. д., но не будет нести ответственность за их ремонт, если в результате установки возникнет ущерб. 11.2 Компания или ее сотрудники НЕ несут ответственности за структурные дефекты имущества до или во время установки. 11.3 При необходимости Покупатель должен за свой счет удалить или переместить перед установкой любые газовые, электрические, телекоммуникационные, кабельные телевизионные или водопроводные установки и соединения, сигнализацию, дверные звонки и все другие подобные устройства и организовать их соответствующего поставщика услуг для повторно размещайте любое такое оборудование. 11.4 Компания обязуется восстановить окружающую среду дверей и/или окон до состояния звукоизоляции и защиты от атмосферных воздействий после установки, но Компания не обязуется восстанавливать или соответствовать состоянию декоративного ремонта, если он был неизбежно нарушен во время установки. 11.5 Товары, поставляемые Компанией, изготовлены из огнестойких материалов в соответствии с британскими стандартами, однако Покупатель несет ответственность за обеспечение того, чтобы такие материалы соответствовали любым действующим нормам, законодательным или иным образом относящимся к их индивидуальной собственности. 11.6 «Корректировки» Товаров и любые незначительные ремонтные работы, например. ослабленные винты, ослабленные ручки, регулировка петель и т. д. будут выполняться бесплатно в течение максимум двух лет с даты покупки. После этого Компания оставляет за собой право взимать плату за такие услуги, которая будет согласована с Покупателем до начала любой работы. 11.7 Точность информации. Информация на этом веб-сайте предоставлена добросовестно. Он может быть изменен без предварительного уведомления. Мы не несем ответственности за какие-либо неточности и (за исключением случаев, указанных в разделе «Ответственность») не делаем заявлений и не даем никаких гарантий относительно их точности. Пожалуйста, ознакомьтесь с нашими Условиями продажи относительно основы, на которой мы будем предоставлять вам товары и услуги. В частности, см. также раздел «Оплата и цены» Условий продажи относительно изменения цен на товары. Ничто на этом веб-сайте не предназначено и не должно быть истолковано как предложение вступить в договорные отношения. 12. Разочарование 12.1 Если какой-либо контракт, к которому применяются настоящие Условия, расторгнут и/или Товары или услуги, упомянутые в настоящем Контракте, не могут быть доставлены по какой-либо причине, прямо согласовано, что: 12.1.1 Если какая-либо сумма была выплачена Компании Покупателем и подлежит возврату в силу закона, Компания имеет право вычесть из этой суммы все разумные расходы, понесенные в связи с Контрактом; и 12.
Ультразвуковая мойка для эффективной очистки медицинского инвентаря
ГлавнаяМедиацентрСтатьиУльтразвуковые мойки для стерилизации медицинских инструментов
Давно прошло то время, когда медицинские приборы с целью дезинфекции подвергались кипячению и обработке антисептиками. Сегодня все стало намного удобнее и, самое главное, безопаснее. Ультразвуковая мойка — этот аппарат сделал работу специалистов проще, а безопасность пациентов — выше.
Ультразвуковая мойка — это особый высокотехнологичный аппарат, предназначенный для дезинфекции медицинского инвентаря. Сегодня ультразвуковое оборудование для очистки и обеззараживания предметов широко применяется в медицинских учреждениях с целью решения проблем защиты пациентов и персонала от возможного инфицирования. Инструменты, специальная посуда и оборудование обрабатываются ультразвуком в специальных мойках, контейнерах ЕДПО – ёмкостях для дезинфекции и предстерилизационной очистки. Такой инновационный метод позволяет обеспечить безопасность контактов людей с инвентарём и высокое качество обеззараживания.
Что это такое и по какому принципу работает?
Ультразвуковая мойка (иногда называют ванной) представляет собой контейнер с крышкой, встроенным нагревательным элементом, источником ультразвука и отражателем. Внутри мойки имеется поддон для инструментов. Слив использованной воды происходит через шланг. Аппарат оснащён таймером и электронной системой контроля. Выпускаются ёмкости разных форм и размеров. Корпус мойки может быть выполнен из нержавеющей стали или из пластика.
Принцип работы
Прибор с излучателем ультразвуковых волн использует акустическую технологию очистки. В моющем растворе внутри ёмкости под действием звукового излучения высокой частоты возникает кавитация. В жидкой среде образуются акустические потоки с мельчайшими пузырьками газа. Пузырьки быстро разрушаются, создавая эффект микрофибрилляции. Невидимые глазом взрывы происходят во всей массе жидкости, заставляя раствор интенсивно двигаться в отверстиях, зазорах, изгибах и пазухах промываемых предметов. Размер полостей не имеет значения. Все поверхности, включая труднодоступные, очищаются быстро и очень эффективно.
Ультразвуковая очистка (УЗО) в жидкой среде включает два процесса – растворение загрязнений и перемещение их с предметов в раствор. УЗ-волны усиливают действие моющих агентов по растворению грязи, а затем полностью удаляют её с поверхностей.
Обработка необходимых медицинских прибор состоит из трёх основных этапов, которые проходят внутри мойки:
Предварительная промывка проточной водой,
Заполнение ёмкости специальным моющим раствором и очистка,
Слив раствора и заключительная промывка проточной водой.
Все этапы дезинфекции осуществляются без перемещения инструментов вручную!
По окончанию процесса инструменты помещаются в сушилку, после чего они будут готовы к дальнейшей стерилизации в автоклаве.
Устройство и принцип работы ультразвуковой мойки ELMA ГЕРМАНИЯ
Преимущества метода УЗО в сравнении с традиционным мытьём и дезинфекцией:
Трудноотмываемые вещества в условиях обычной процедуры дезинфицирования требуют предварительного замачивания в сильнодействующих растворах и последующего механического воздействия при чистке. В связи с этим возрастает риск повреждения инструментов и причинения вреда персоналу, который занят дезинфекцией. Ультразвуку подвластны все возможные загрязнения химического или биологического характера – масляные плёнки, жиры, кровь, следы лекарственных препаратов, продукты коррозии, нерастворимые соединения. Кавитация и акустические течения фактически срывают грязь с поверхности объектов, размещённых в ёмкости. УЗИ мойка сводит к минимуму тактильный контакт людей с загрязнёнными предметами, что очень важно.
Общее время обработки занимает совсем немного времени. Воздействие волн бережно и безвредно для заточенных, дорогостоящих и хрупких инструментов, срок службы инвентаря значительно продлевается. Предметы из стекла, пластика, керамики, металла одинаково эффективно обеззараживаются в УЗИ мойке. Такими характеристиками не может похвастаться ни один стандартный аппарат, что уж говорить о мытье инструментария вручную?
Инструменты сложных конструкций при помощи УЗО очищаются во всех, даже, казалось бы, недоступных местах. Для УЗО не будет преградой микроскопический размер отверстия или мелкий рельеф деталей. Многократно облегчается дезинфекция колющих и режущих фрагментов, большого количества мелкого инвентаря. Ультразвуковая мойка во много раз повышает качество дальнейшей стерилизации инструментария автоклавированием, необходимым при хирургических манипуляциях.
Ультразвуковые мойки экономичны, потребляют минимум электроэнергии и одновременно с этим имеют высокое КПД. Процесс автоматизирован и не требует отслеживания этапов.
Дезинфицирующие растворы в обычных аппаратах очистки медицинских инструментов за время обработки предметов снижают моющую способность из-за насыщения раствора загрязнениями. Активность, или живучесть дезинфицирующей жидкости внутри ультразвуковой мойки остаётся неизменно высокой на протяжении всей процедуры. Это позволяет подобрать адекватную концентрацию раствора и использовать для него неагрессивные поверхностно активные вещества.
Последние модели УЗ моек способны обеспечивать непрерывный цикл санации, позволяя производить очистку большого количества предметов в потоковом режиме.
Как правильно выбрать УЗМ?
При выборе ультразвуковой ванны очень важно учесть несколько важный факторов. Обратить внимание нужно на:
Частоту волн. Несмотря на то, что прямой зависимости между частотой и эффективностью очистки нет, на длину волн УЗМ нельзя не обратить внимание, потому как эффективностью очистки зависит от множества условий, в том числе, и от особенностей очищаемого объекта. Для каждого уровня частоты есть максимальный предел эффективного очищения при определенном размере микропузырьков. Чем выше частота, тем более мелкие пузырьки эффективно удаляют загрязнение. Нюанс в том, что в отличие от других способов очистки, ультразвуковой процесс изменяет микрорельеф поверхности предмета. При увеличении частоты до 100 кГц возможна неразрушающая очистка самых малых частиц размером до 1 мкм. Таким образом, увеличение частоты позволяет ультразвуковому устройству удалять с поверхности более мелкие частицы грязи или жира. Поэтому ультразвуковые ванны с частотой более 50 кГц считаются наиболее оптимальным вариантом для применения в медицинской сфере с цель стерилизации и дезинфекции инвентаря. А гиперзвуковые системы позволяют эффективно очищать частицы диаметром менее 0.15 мкм без повреждения поверхности объекта. То есть лучшей по эффективности очистки медицинских приборов будут мойки, имеющие длину волны минимум 35 кГц.
Габариты и вместительность бака. Приблизительный размер и одновременное количество предметов, подлежащих очистке, определяют вместительность мойки. При выборе ультразвуковой ванны нужно учитывать размеры аксессуаров, таких как корзины. Чтобы избежать перегрузки, рекомендуется выбрать чуть большую ультразвуковую ванну, чем требуется. Такой шаг позволит продлить срок службы мойки и избежать возможных поломок.
Наличие функции подогрева. Тепло улучшает и ускоряет процесс очистки. Большинство моющих растворов работают при высоких температурах. Лучший способ найти оптимальную температуру, которая даст самую лучшую и самую быструю чистоту – это провести тесты. Обычно наилучшие результаты лежат в пределах 50–65 градусов Цельсия.
Наличие таймера (электронного или механического). Позволяет заниматься другими вопросами во время работы мойки. Продолжительность очистки может варьироваться в зависимости от таких факторов, как загрязнение, применяемый раствор, степень нужной очистки. Визуально заметные загрязнения удаляются сразу же после начала ультразвуковой очистки.
Важные практические рекомендации по работе с УЗМ
Хотя работа с ультразвуковыми мойками в принципе не требует никаких особых навыков и специального обучения, знать некоторые нюансы необходимо для сохранности очищаемых предметов и собственной безопасности.
Объекты для очистки и реакционные сосуды запрещено класть на дно ультразвуковой ванны. Это может вызывать отказ устройства, так как детали будут отражать ультразвуковую энергию обратно на передатчик. Для обеспечения нормальной кавитации всегда нужно оставлять не менее 0.3 см между дном резервуара и изделием. Каждый раз нужно использовать поддон или сито (идут в комплекте). Они позволяют избежать царапин на предметах, которые очищают в ультразвуковой ванне.
Рекомендуется споласкивание после циклов очистки с целью удаления различных химических остатков, которые могут пагубно сказаться на состоянии изделия. Изделия могут промываться прямо в ультразвуковом очистителе, либо в ванне с чистой водой, либо в отдельной раковине под краном, дистиллированной или деионизированной водой.
Включение/выключение ультразвуковой мойки. Включать УЗМ пустой, то есть без жидкости строго запрещается, на многих современных ваннах стоит защита в виде самовосстанавливающегося предохранителя, но все же пока не все модели столь совершенны. Низкий уровень моющего раствора может серьезно повредить ультразвуковую ванну. Поэтому оставление очистителя постоянно включенным – это большой риск понижения уровня раствора, так как раствор испаряется, особенно в нагретом состоянии. Нужно обязательно выключать ультразвуковое устройство, когда оно не в работе, и наблюдать за уровнем раствора. При таком подходе прибор прослужит максимально долго без каких-либо проблем.
Elmasonic S — ультразвуковые мойки | ELMA (Германия)
Ультразвуковая мойка Cristofoli
В каких отраслях медицины не обойтись без УЗМ
Стоматологические принадлежности идеально подходят для очистки в УЗИ-мойках. Буры, зеркала, крючки, зубные протезы, пресс-формы очищаются быстро и бережно. Для нужд стоматологии выпускаются специальные мойки, с малым расстоянием между отражателем и излучателем и максимально интенсивностью излучения.
Эндоскопы, микрохирургические принадлежности, линзы относятся к разряду объектов, трудных в очистке. Применение грубых щёток и агрессивных составов для них губительно. Ультразвук – оптимальный инструмент для их обработки.
Клинико-диагностические лаборатории используют УЗО для отмывки химической посуды, капилляров и пипеток, иных предметов с узкими и длинными отверстиями.
В гинекологии УЗ-очистка инструмента часто применяется как финишная, если в дальнейшей стерилизации нет необходимости. Степень дезинфекции, достигаемая в мойках, достаточно высока.
Список можно продолжать еще долго, поскольку высокотехнологичное ультразвуковое оборудование расширяет своё участие в санации медицинского оборудования, экономя время персонала и повышая безопасность работы. Практически все сферы медицины требуют высокоэффективной обработки рабочего инвентаря.
Статьи
Смотреть все статьи
Технологии микроскопов Leica Microsystems
Прецизионный хирургический микроскоп Leica M530 OHX для нейрохирургии и пластической реконструктивной хирургии
SMART-технологии в анестезиологии и интенсивной терапии
Как выбрать аппарат ИВЛ?
Ополаскиватель для рта Ultra Wash
от Ultra Klean
Рекомендуемая производителем розничная цена:
29 долларов0,99
Был:
29,99 долларов США
Сейчас:
$23,99
(Вы экономите
$6. 00
)
(3 отзыва)
Написать обзор
Ultra Klean
Ополаскиватель для рта Ultra Wash Detox от Ultra Klean
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Обязательно
Тема обзора Обязательно
комментариев Обязательно
Количество:
Добавление в корзину… Товар добавлен
Описание
3 отзыва
Quick Saliva Detox
Оставайтесь свежими в любой ситуации с этой бутылкой объемом 1 унция Ultra Wash , не содержащей токсинов жидкости для полоскания рта с детоксикацией слюны ! Ultra Klean Ultra Wash — это самая эффективная жидкость для полоскания рта, очищающая слюну на рынке, которая полностью освобождает вас от токсинов при любом мазке изо рта или анализе слюны. Просто держите эту маленькую, готовую к путешествию бутылочку с собой, и когда придет время быть в лучшей форме, просто следуйте инструкциям, и вы будете чистыми и свежими в течение до 30 минут !
Получите мгновенное ощущение свежести и чистоты с помощью ополаскивания Ultra Wash в течение нескольких минут. Производитель Ultra Klean даже предлагает 500% гарантию возврата денег, они настолько уверены, что вы можете положиться на их продукт! С таким завещанием вы не ошибетесь.
Указания
Важно следовать всем указаниям, особенно шаг номер 5 о том, что нельзя есть и пить , поэтому внимательно прочитайте их:
Поместите половину содержимого бутылки в рот
Прополощите 2-3 минуты
Выплюньте
Повторите с оставшейся половиной содержимого флакона
Не ешьте и не пейте после использования
Действует в течение 30 минут, поэтому планируйте соответственно!
Просто следуйте этим нескольким простым инструкциям, и жидкость для полоскания рта Ultra Klean со слюной сделает вас на 100 % чистым и готовым к самым строгим проверкам или испытаниям!
Мы в Waterbeds ‘n’ Stuff стремимся помочь вам в полной мере. По этой причине мы предлагаем варианты экспресс-доставки для этого и многих других продуктов. Просто выберите предпочтительный способ доставки при оформлении заказа, чтобы ваши товары были доставлены к вашей двери уже на следующий день!
3 отзыва
Скрыть отзывы
Показать отзывы
сопутствующие товары
Клиенты также просмотрели
Ультрачистая экспресс-мойка
Чистота — залог здоровья
Мы готовы подарить вашему партнеру по вождению немного спа-любви, независимо от того, является ли он совершенно новым или уже много лет является частью вашей семьи.
Не все автомойки одинаковы.
Почему ультрачистая экспресс-мойка?
Мы знаем, что у вас есть множество вариантов мытья автомобиля, но не все виды мытья одинаковы. Вот некоторые из отличий Ultra Clean Express Car Wash, которые оценили наши гости.
Есть чистота, а есть ультрачистота!
ul·tra :
наречие 1. Выход за пределы обычного или обыденного.
Убедитесь сами и ощутите разницу в сверхчистоте уже сегодня.
Высочайшее качество
Наши ультрасовременные экспресс-туннели избавят ваш автомобиль от грязи с помощью безопасных для краски щеток и лучших в отрасли мыл, воска и герметиков
Быстро и удобно
Каждый раз в тоннель въезжает новый автомобиль 20 секунд, так что вы будете в один миг.
Монтажная область 4
Бесплатные пылесосы
Наши пылесосы — одни из самых мощных в штате. Проверено Cheerio и одобрено для классических автомобилей.
Честная цена
Мы предлагаем вам лучшие в мире средства для стирки по самой разумной цене. Мы никогда не продаем больше. Вы покупаете то, что хотите, без давления!
Монтажная область 15
Чистота до мозга костей
Поддержание чистоты заложено в нашей ДНК. Вот почему наша команда и недвижимость работают безупречно.
Экологичность
Мы используем меньше воды, чем традиционные методы мойки автомобилей. Кроме того, все наши химические вещества являются биоразлагаемыми и утилизируются надлежащим образом, поэтому они не попадают в местный водораздел.
КАРЬЕРА
Присоединяйтесь к нашему делу и завоюйте рынок автомоек
Мы нанимаем! Автомойка Ultra Clean Express всегда ищет улыбающихся людей, которые готовы служить, учиться и развивать свои профессиональные навыки. Мы предлагаем конкурентоспособную заработную плату и возможность роста. Готовы начать новую карьеру?
Присоединиться к команде
ПОЧТА ВЕНТИЛЯТОРА
Отзывы говорят сами за себя
Каждый день нас радуют наши замечательные гости, которые находят время, чтобы поделиться своими отзывами.
 Несмотря на то, что полилактид был изобретен в 1930-е годы, его коммерческое производство началось лишь спустя пятьдесят лет.
Несмотря на то, что полилактид был изобретен в 1930-е годы, его коммерческое производство началось лишь спустя пятьдесят лет.
 Во время печати выделяет легкий приятный запах, напоминающий готовый попкорн. При прочих равных условиях PLA стабилен, безопасен для использования в пищевой промышленности и медицине. Без каких-либо проблем подвергается переработке и повторному использованию, а ресурсы для его производства возобновляемые.
Во время печати выделяет легкий приятный запах, напоминающий готовый попкорн. При прочих равных условиях PLA стабилен, безопасен для использования в пищевой промышленности и медицине. Без каких-либо проблем подвергается переработке и повторному использованию, а ресурсы для его производства возобновляемые.
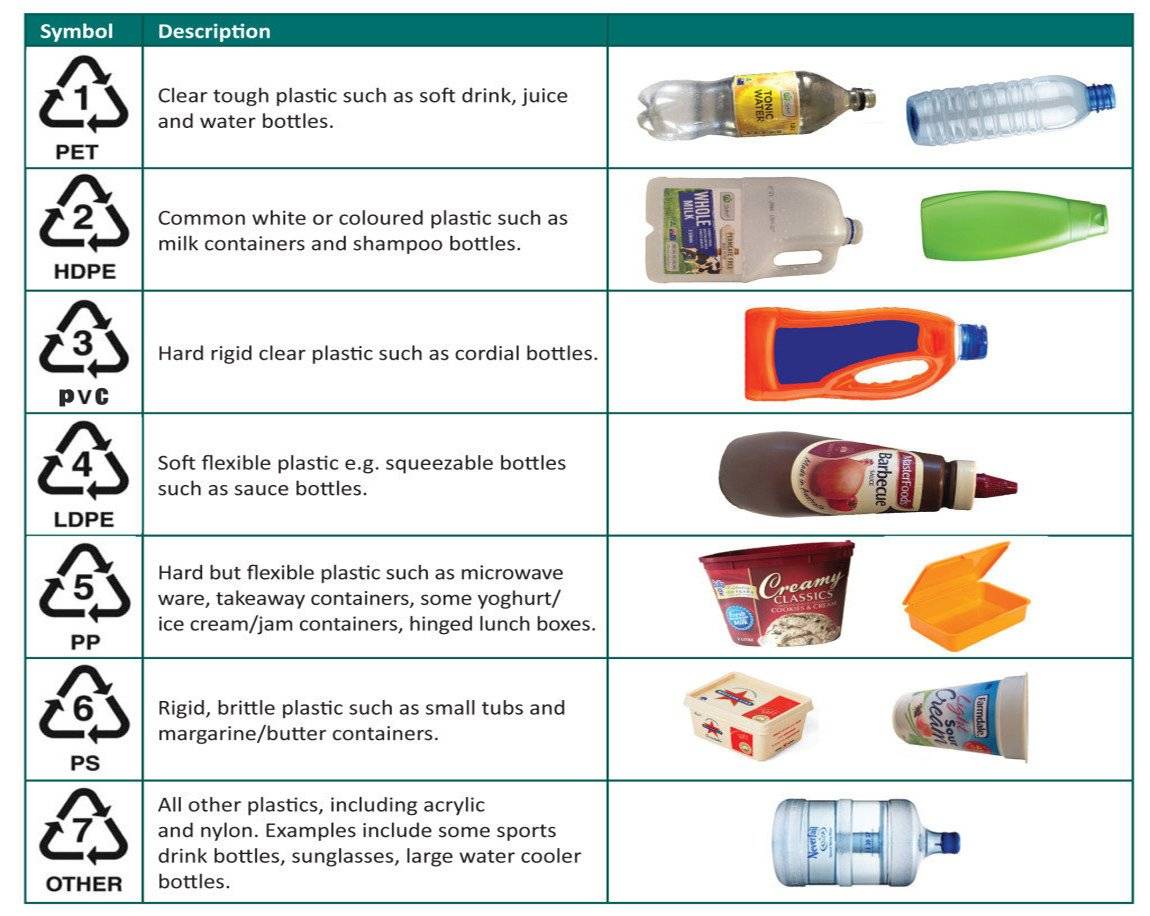



 Он подходит для решения задач, в которых внешний вид и форма важнее прочности и долговечности. Полилактид служит идеальным материалом не только для начинающих пользователей, но и остается рабочим инструментом профессионалов. Экологичность и безопасность данного полимера позволяют использовать его в различных отраслях, в том числе пищевой промышленности и медицине.
Он подходит для решения задач, в которых внешний вид и форма важнее прочности и долговечности. Полилактид служит идеальным материалом не только для начинающих пользователей, но и остается рабочим инструментом профессионалов. Экологичность и безопасность данного полимера позволяют использовать его в различных отраслях, в том числе пищевой промышленности и медицине.



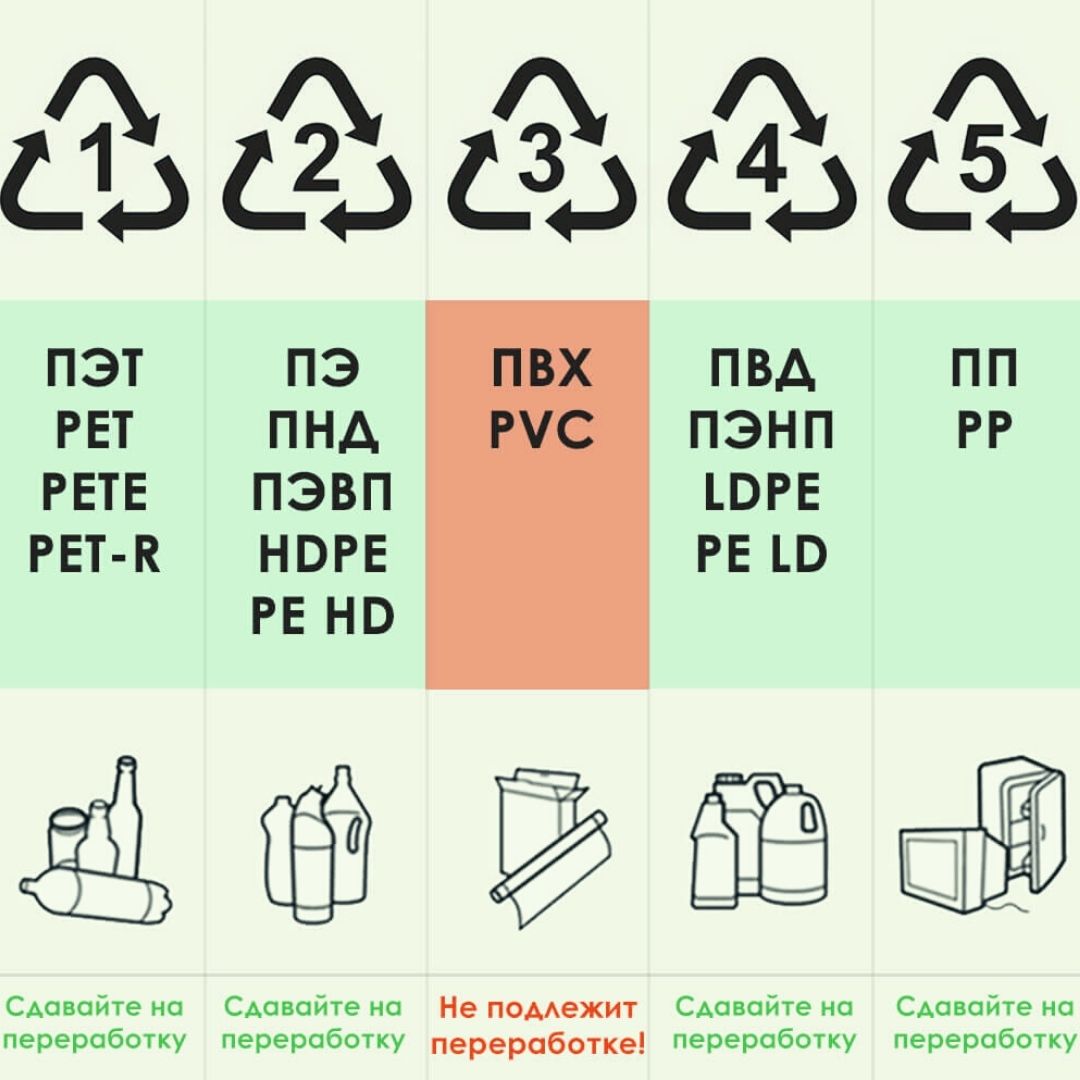 Переработка
Переработка

 Тем не менее, основные механические свойства PLA находятся между свойствами полистирола и ПЭТ, с аналогичными свойствами ПЭТ, но с более низкой максимальной температурой непрерывного использования.
Тем не менее, основные механические свойства PLA находятся между свойствами полистирола и ПЭТ, с аналогичными свойствами ПЭТ, но с более низкой максимальной температурой непрерывного использования. Молочная кислота и циклический диэфир лактид являются двумя основными мономерами, используемыми для этого.
Молочная кислота и циклический диэфир лактид являются двумя основными мономерами, используемыми для этого. Это концентрирует концевые группы карбоновой кислоты и спирта в аморфной области твердого полимера, реагируя с достижением молекулярной массы 128–152 кДа.
Это концентрирует концевые группы карбоновой кислоты и спирта в аморфной области твердого полимера, реагируя с достижением молекулярной массы 128–152 кДа. Он также широко используется в качестве сырья для 3D-печати для настольных 3D-принтеров для изготовления плавленых нитей. PLA популярен для 3D-печати, поскольку его легко шлифовать, красить или подвергать последующей обработке. Удобный для пользователя материал, этот пластик работает при низких температурах экструзии, и нет необходимости в нагреваемом слое, камере принтера или усиленном сопле. Еще одним преимуществом является то, что PLA ведет себя лучше, чем многие более жесткие пластики, а также не выделяет дыма или неприятного запаха. Его легко хранить, и он может быть изготовлен в различных цветах и как основа для ряда композитов с дополнительными свойствами (см. Выше).
Он также широко используется в качестве сырья для 3D-печати для настольных 3D-принтеров для изготовления плавленых нитей. PLA популярен для 3D-печати, поскольку его легко шлифовать, красить или подвергать последующей обработке. Удобный для пользователя материал, этот пластик работает при низких температурах экструзии, и нет необходимости в нагреваемом слое, камере принтера или усиленном сопле. Еще одним преимуществом является то, что PLA ведет себя лучше, чем многие более жесткие пластики, а также не выделяет дыма или неприятного запаха. Его легко хранить, и он может быть изготовлен в различных цветах и как основа для ряда композитов с дополнительными свойствами (см. Выше).
 Однако, хотя для этого требуется завод, это гораздо предпочтительнее отправки использованного PLA на свалку, где, по оценкам, на его разрушение потребуется от 100 до 1000 лет.
Однако, хотя для этого требуется завод, это гораздо предпочтительнее отправки использованного PLA на свалку, где, по оценкам, на его разрушение потребуется от 100 до 1000 лет. Мономеры молочной кислоты можно производить из 100% возобновляемых ресурсов, таких как кукуруза и сахарная свекла.
Мономеры молочной кислоты можно производить из 100% возобновляемых ресурсов, таких как кукуруза и сахарная свекла.

 конечный продукт.
конечный продукт.


 ..) обладают огромными преимуществами по сравнению с традиционными макро- или микрочастицами (например, тальком, стеклом и углеродными волокнами). Например, нанокомпозиты PLA-глина демонстрируют улучшенные механические, барьерные оптические и термические свойства.
..) обладают огромными преимуществами по сравнению с традиционными макро- или микрочастицами (например, тальком, стеклом и углеродными волокнами). Например, нанокомпозиты PLA-глина демонстрируют улучшенные механические, барьерные оптические и термические свойства.
 Типичные условия для литья под давлением:
Типичные условия для литья под давлением: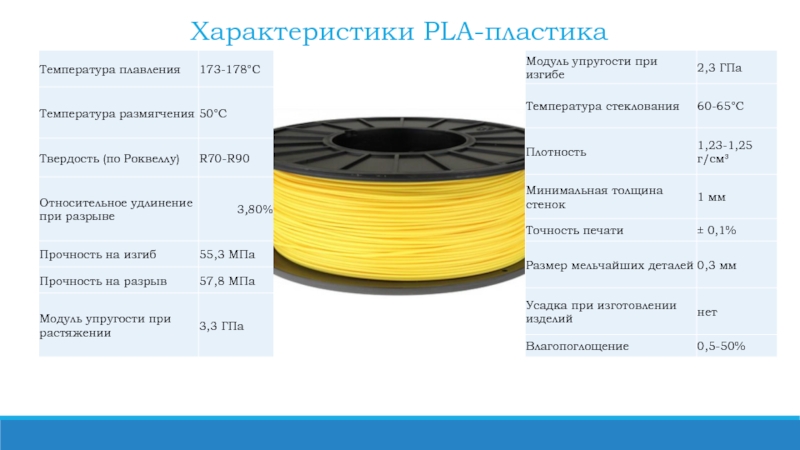 Из-за этого заполнение формы является проблемой, особенно для тонкостенных изделий, таких как чашки для питья. Возможно, удастся решить эту проблему с помощью экспериментов и определения правильной температуры расплава и скорости впрыска, необходимых для заполнения детали.
Из-за этого заполнение формы является проблемой, особенно для тонкостенных изделий, таких как чашки для питья. Возможно, удастся решить эту проблему с помощью экспериментов и определения правильной температуры расплава и скорости впрыска, необходимых для заполнения детали.
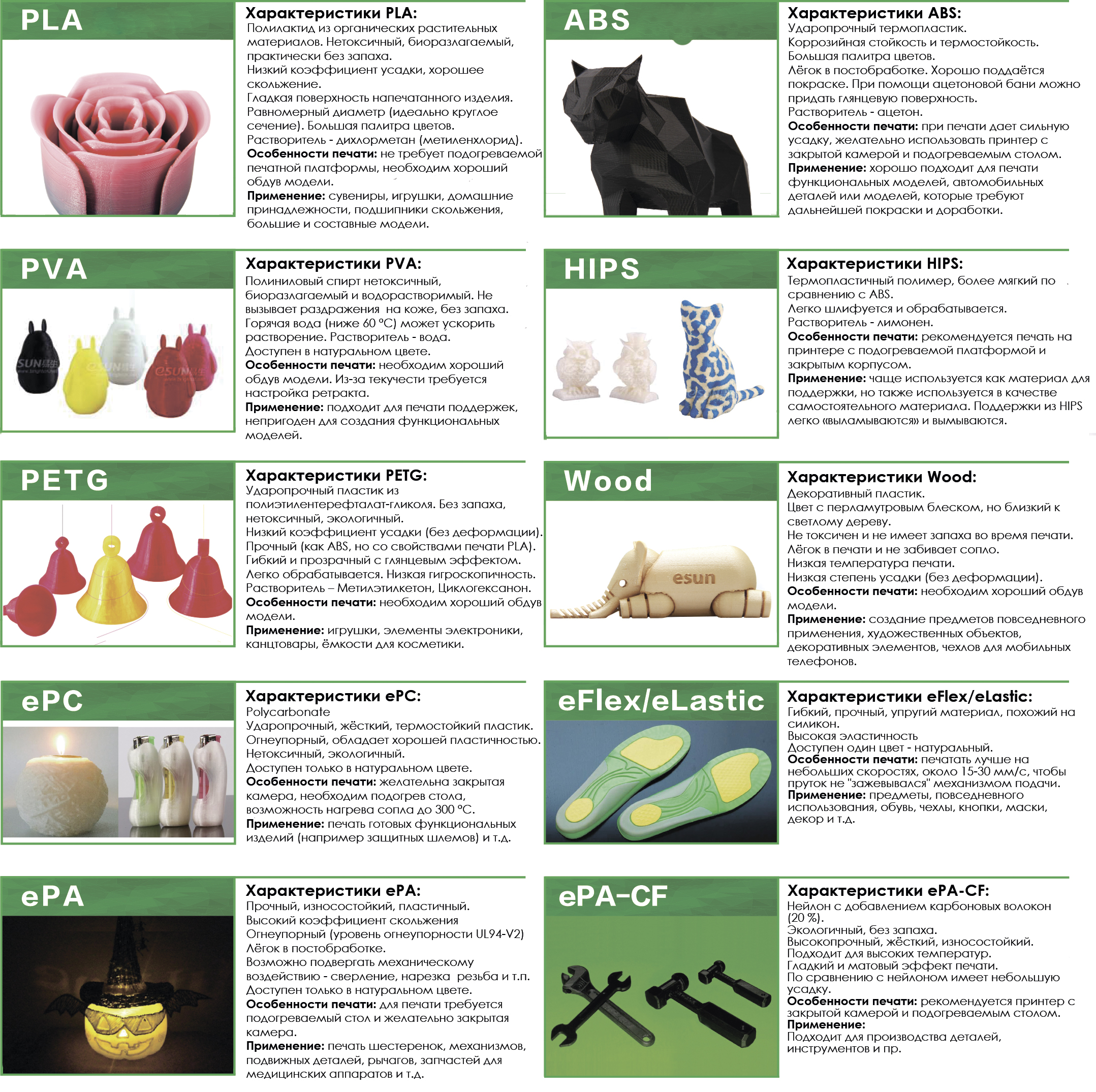
 Поточная сушка требуется:
Поточная сушка требуется:


 с.)
с.) По некоторым показателям Салют-100 превосходит своего предшественника, легендарный Салют-5. Самое главное отличие в том, что переключение скоростей перенесено на руль, не нужно наклоняться что бы включить необходимую передачу.
По некоторым показателям Салют-100 превосходит своего предшественника, легендарный Салют-5. Самое главное отличие в том, что переключение скоростей перенесено на руль, не нужно наклоняться что бы включить необходимую передачу. Есть так же дополнительный кронштейн для крепления навесного оборудования, расширительные втулки для колес, щуп для проверки уровня масла в редукторе. набор ключей
Есть так же дополнительный кронштейн для крепления навесного оборудования, расширительные втулки для колес, щуп для проверки уровня масла в редукторе. набор ключей 5л.с. (4.8kw)/ 3,600 об/мин
5л.с. (4.8kw)/ 3,600 об/мин с. (4,8кВт)/3.600 об/мин
с. (4,8кВт)/3.600 об/мин В зависимости от подключаемого навесного оборудования он преобразуется в самые разнообразные орудия механизации сельскохозяйственного труда. Одним из подобных устройств является и мотоблок Салют 100-БС-В. Он производится на отечественных заводах и полностью адаптирован для работы в местных условиях.
В зависимости от подключаемого навесного оборудования он преобразуется в самые разнообразные орудия механизации сельскохозяйственного труда. Одним из подобных устройств является и мотоблок Салют 100-БС-В. Он производится на отечественных заводах и полностью адаптирован для работы в местных условиях.
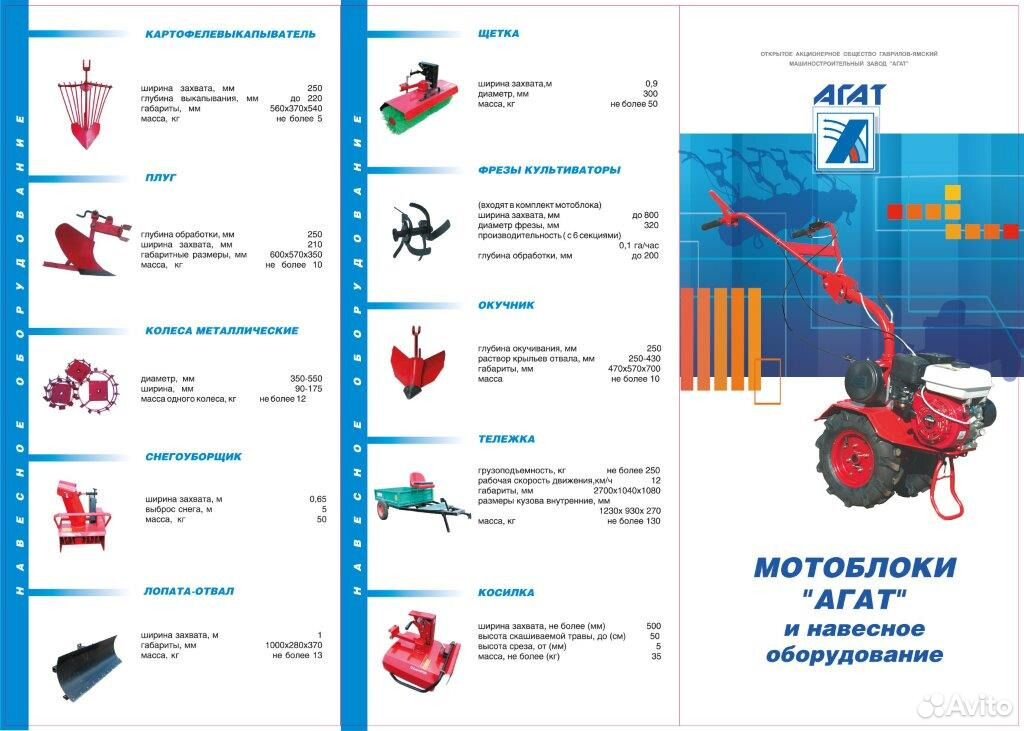 Основные части мотора цельнометаллические, а гильза изготовлена из чугуна высокого качества. Такая конструкция дает положительный результат, который отражается в моторесурсе в 5000 моточасов. В качестве топлива для этого двигателя используется бензин. Охлаждение у двигателя мотоблока Салют 100-БС-В воздушное.
Основные части мотора цельнометаллические, а гильза изготовлена из чугуна высокого качества. Такая конструкция дает положительный результат, который отражается в моторесурсе в 5000 моточасов. В качестве топлива для этого двигателя используется бензин. Охлаждение у двигателя мотоблока Салют 100-БС-В воздушное.

 Рабочий ресурс мотоблоков «Салют» составляет 2000 часов, что обеспечивает их работу без сбоев и поломок до 20 лет.
Рабочий ресурс мотоблоков «Салют» составляет 2000 часов, что обеспечивает их работу без сбоев и поломок до 20 лет.
 Благодаря этому устройству можно обрабатывать участки земли шириной до 0,88 м, при этом глубина обработки почвы не превышает 0,3 м.
Благодаря этому устройству можно обрабатывать участки земли шириной до 0,88 м, при этом глубина обработки почвы не превышает 0,3 м. В систему сцепления входят два приводных ремня, возвратный механизм, рычаг управления тягой и натяжной ролик. Шкив отвечает за работу приводных ремней и подключение дополнительных механизмов в конструкции.
В систему сцепления входят два приводных ремня, возвратный механизм, рычаг управления тягой и натяжной ролик. Шкив отвечает за работу приводных ремней и подключение дополнительных механизмов в конструкции. Это мотоблок, который оснащен двигателем Lifan 168-F-2B. Работает на бензине, его мощность составляет 6,5 литров. с, объем — 196 кв.см. Кроме того, устройство оснащено 6 почвенными фрезами, которые при регулировке позволяют работать на участках шириной 30, 60 и 90 см. Вес навесного оборудования варьируется от 72 до 78 кг. Благодаря этой технике можно не только обрабатывать участки площадью до 30 соток, но и убирать территорию, косить траву, измельчать корма и перевозить груз до 350 кг.
Это мотоблок, который оснащен двигателем Lifan 168-F-2B. Работает на бензине, его мощность составляет 6,5 литров. с, объем — 196 кв.см. Кроме того, устройство оснащено 6 почвенными фрезами, которые при регулировке позволяют работать на участках шириной 30, 60 и 90 см. Вес навесного оборудования варьируется от 72 до 78 кг. Благодаря этой технике можно не только обрабатывать участки площадью до 30 соток, но и убирать территорию, косить траву, измельчать корма и перевозить груз до 350 кг. Размер агрегата 1510×620×1335 мм, без дополнительных аксессуаров весит 78 кг.
Размер агрегата 1510×620×1335 мм, без дополнительных аксессуаров весит 78 кг. Данная модель имеет удобную систему управления и отличную маневренность.
Данная модель имеет удобную систему управления и отличную маневренность.
 Так как данный агрегат оснащен универсальной сцепкой, на него можно установить дополнительные фрезы, грунтозацепы, косилку, окучник, грабли, гусеницы, отвал, грузила и снегоочиститель. Кроме того, мотоблок можно использовать и как транспортное средство для перевозки малогабаритных грузов – для этого в комплектацию многих моделей входит тележка с отдельно оборудованным тормозом. У него удобное сиденье.
Так как данный агрегат оснащен универсальной сцепкой, на него можно установить дополнительные фрезы, грунтозацепы, косилку, окучник, грабли, гусеницы, отвал, грузила и снегоочиститель. Кроме того, мотоблок можно использовать и как транспортное средство для перевозки малогабаритных грузов – для этого в комплектацию многих моделей входит тележка с отдельно оборудованным тормозом. У него удобное сиденье.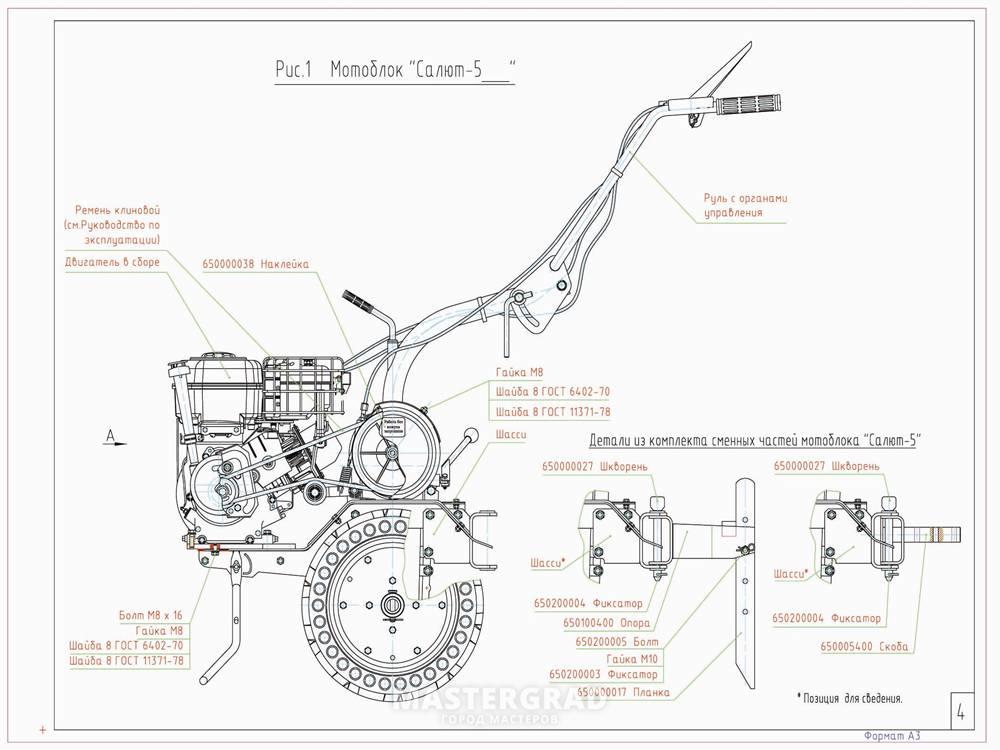 В этом поможет прилагаемая инструкция от производителя. Дополнительно для облегчения работы можно установить сошник – благодаря ему устройство не будет глубоко заглубляться в почву и обеднять плодородную смесь. Если работать без сошника, агрегат будет постоянно «прыгать» в руках.
В этом поможет прилагаемая инструкция от производителя. Дополнительно для облегчения работы можно установить сошник – благодаря ему устройство не будет глубоко заглубляться в почву и обеднять плодородную смесь. Если работать без сошника, агрегат будет постоянно «прыгать» в руках. При запуске двигателя он должен быть открыт – в противном случае произойдет повторное обогащение топливной смеси кислородом.
При запуске двигателя он должен быть открыт – в противном случае произойдет повторное обогащение топливной смеси кислородом. Если своевременно заменять трос сцепления и масло в агрегатах, проводить профилактику и проверку систем двигателя, то устройство обеспечит безопасную и долгую работу. Кроме того, в мотоблоке следует периодически регулировать детали управления, чистить клапана и ухаживать за шинами.
Если своевременно заменять трос сцепления и масло в агрегатах, проводить профилактику и проверку систем двигателя, то устройство обеспечит безопасную и долгую работу. Кроме того, в мотоблоке следует периодически регулировать детали управления, чистить клапана и ухаживать за шинами.



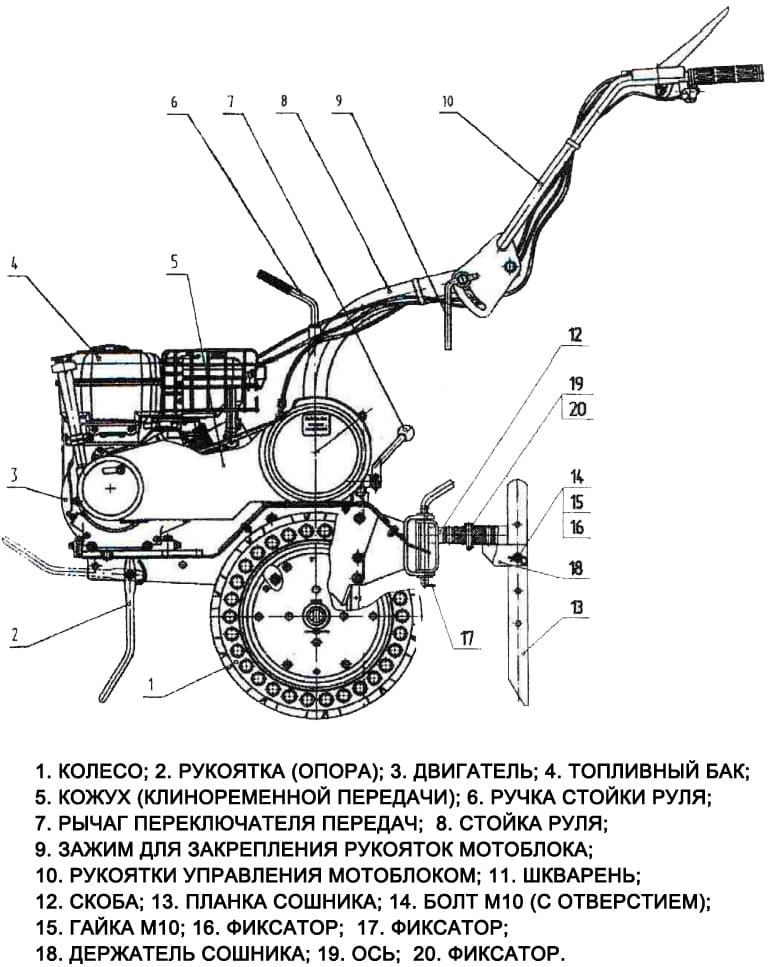 Риггеры предназначены для нарезки борозд шириной 65 см, т. е. они обеспечивают именно такое расстояние между бороздами, которое необходимо для выращивания картофеля.
Риггеры предназначены для нарезки борозд шириной 65 см, т. е. они обеспечивают именно такое расстояние между бороздами, которое необходимо для выращивания картофеля. Мощность бензинового двигателя – 7 л.с. (5 кВт), объем двигателя — 208 см3, масса — 70 кг, глубина обработки — до 320 мм.
Мощность бензинового двигателя – 7 л.с. (5 кВт), объем двигателя — 208 см3, масса — 70 кг, глубина обработки — до 320 мм.

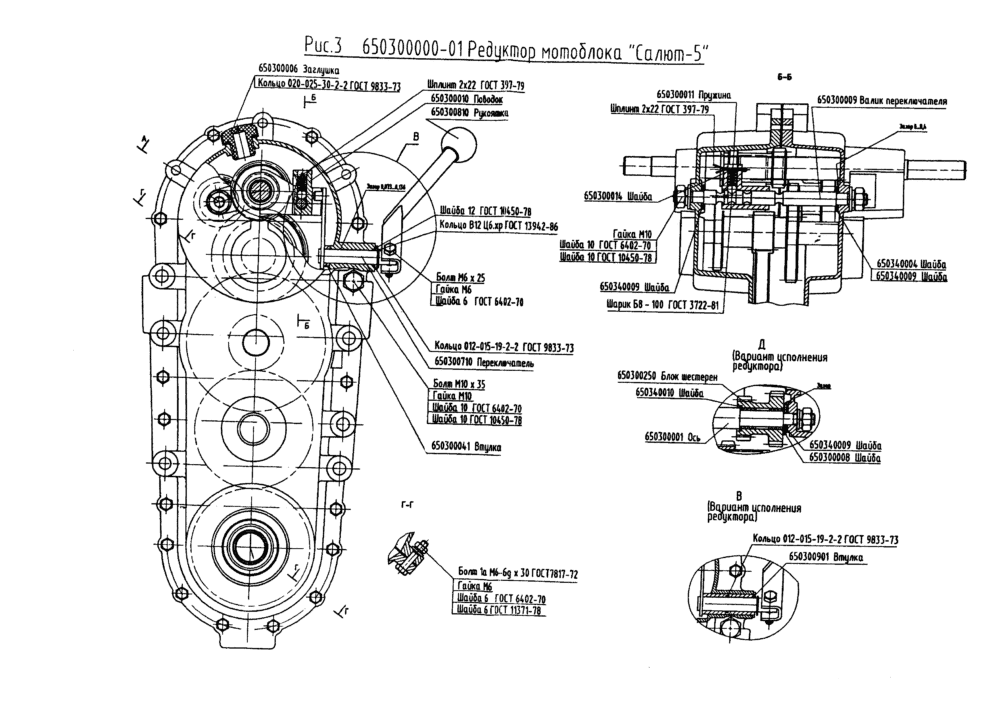 Таким образом сохраняется равномерность их посева.
Таким образом сохраняется равномерность их посева.
 Одновременно процесс окучивания приведет к подавлению развития сорняков – молодые всходы картофеля получат преимущество перед ними, начнут быстрее развиваться и затенять их, не давая расти.
Одновременно процесс окучивания приведет к подавлению развития сорняков – молодые всходы картофеля получат преимущество перед ними, начнут быстрее развиваться и затенять их, не давая расти.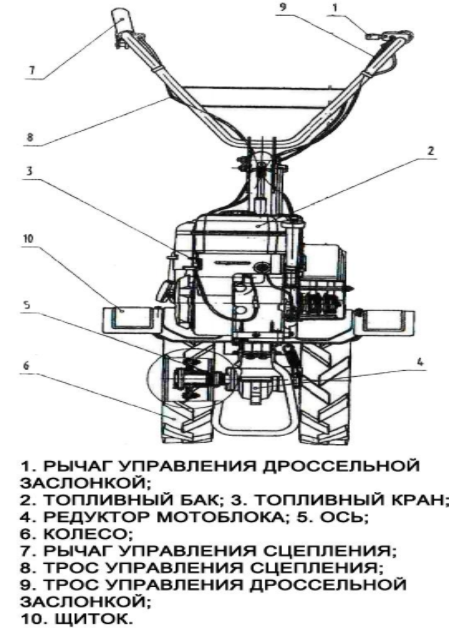
 Более точную информацию о ценах вы можете узнать у нашего менеджера, обратившись по контактному телефону или заполнив форму обратной связи на сайте.
Более точную информацию о ценах вы можете узнать у нашего менеджера, обратившись по контактному телефону или заполнив форму обратной связи на сайте. Чтобы этого не произошло, закройте поверхность изделия малярной лентой, чтобы защитить ее. Малярная лента слегка снизит мощность лазера (чуть-чуть увеличьте мощность, если вы считаето, что это нужно сделать), это защитит материал вокруг гравировки от нагара. После выполнения гравировки просто отклейте малярную ленту. Этот метод особенно хорош, если вы гравируете на коже.
Чтобы этого не произошло, закройте поверхность изделия малярной лентой, чтобы защитить ее. Малярная лента слегка снизит мощность лазера (чуть-чуть увеличьте мощность, если вы считаето, что это нужно сделать), это защитит материал вокруг гравировки от нагара. После выполнения гравировки просто отклейте малярную ленту. Этот метод особенно хорош, если вы гравируете на коже. Очень неприятно вынуть заготовку из лазера и увидеть, что она не прорезана до конца. Советуем сделать пару небольших геометрических фигур в одном из углов заготовки (например: круг и квадрат).
Очень неприятно вынуть заготовку из лазера и увидеть, что она не прорезана до конца. Советуем сделать пару небольших геометрических фигур в одном из углов заготовки (например: круг и квадрат).
 Обычно темные волокна тверже, а светлые части между ними мягче.
Обычно темные волокна тверже, а светлые части между ними мягче. Проблема в том, что, хотя кажется, что есть только одна линия с перекрывающейся стороны, компьютер все равно видит 2. В резульитате этого лазер пройдет два раза по одному и тому же месту. Это может привести к ожогу края, а не к чистому порезу. Это также тратит время на ненужный порез.
Проблема в том, что, хотя кажется, что есть только одна линия с перекрывающейся стороны, компьютер все равно видит 2. В резульитате этого лазер пройдет два раза по одному и тому же месту. Это может привести к ожогу края, а не к чистому порезу. Это также тратит время на ненужный порез. Вы можете запустить его как растровую гравировку. Преимущество этого метода будет заключаться в том, что вы сможете установить толщину линии такой, как захотите. Недостаток в том, что гравировка займет гораздо больше времени.
Вы можете запустить его как растровую гравировку. Преимущество этого метода будет заключаться в том, что вы сможете установить толщину линии такой, как захотите. Недостаток в том, что гравировка займет гораздо больше времени. Но недостатком этого трюка является то, что линия очень тонкая. Но есть способ получить более толстые линии. Лазер имеет очень точный фокус, поэтому, если немного опустить материал, лазер потеряет фокус и рассеивается. Способ, которым я это делаю, заключается в том, чтобы положить небольшой кусок дерева толщиной около 9,5 мм поверх материала, который я использую, и сфокусировать лазер на нем. Затем я запускаю лазер на векторной настройке (с более низкой мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован.
Но недостатком этого трюка является то, что линия очень тонкая. Но есть способ получить более толстые линии. Лазер имеет очень точный фокус, поэтому, если немного опустить материал, лазер потеряет фокус и рассеивается. Способ, которым я это делаю, заключается в том, чтобы положить небольшой кусок дерева толщиной около 9,5 мм поверх материала, который я использую, и сфокусировать лазер на нем. Затем я запускаю лазер на векторной настройке (с более низкой мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован. Но если вы хотите придать краям вашей гравюры немного дополнительной резкости, вот хороший трюк. Добавьте легкую векторную обводку по краю изображения.
Но если вы хотите придать краям вашей гравюры немного дополнительной резкости, вот хороший трюк. Добавьте легкую векторную обводку по краю изображения. Немного снизив разрешение гравировки, вы можете увеличить экономию времени до 33% и более. Чтобы компенсировать низкое разрешение, рассмотрите возможность использования различных схем сглаживания, найденных в драйвере печати Epilog. Сглаживание берет визуальные Точечные узоры, которые можно увидеть с более низким DPI, и рандомизирует их, что скрывает низкое разрешение. Найдя правильное сочетание разрешения и размытия рисунка, вы можете добиться результата, который будет выглядеть хорошо и гравировка которого займет меньше времени.
Немного снизив разрешение гравировки, вы можете увеличить экономию времени до 33% и более. Чтобы компенсировать низкое разрешение, рассмотрите возможность использования различных схем сглаживания, найденных в драйвере печати Epilog. Сглаживание берет визуальные Точечные узоры, которые можно увидеть с более низким DPI, и рандомизирует их, что скрывает низкое разрешение. Найдя правильное сочетание разрешения и размытия рисунка, вы можете добиться результата, который будет выглядеть хорошо и гравировка которого займет меньше времени. Создайте новый векторный файл размером с ваш лазерный стол. Затем измерьте одну из ваших фигур/предметов. Если вам удастся получить его точную форму, но если не просто придумать красивую геометрическую форму, например, круг или квадрат, она будет точно в нее вписываться. Это будет ваша целевая форма. Создайте мишень и разместите свой рисунок (гравировку или вырез) на мишени. Теперь скопируйте мишень, свой дизайн и вставьте столько копий, сколько сможете уместить в пространстве вашего лазерного стола.
Создайте новый векторный файл размером с ваш лазерный стол. Затем измерьте одну из ваших фигур/предметов. Если вам удастся получить его точную форму, но если не просто придумать красивую геометрическую форму, например, круг или квадрат, она будет точно в нее вписываться. Это будет ваша целевая форма. Создайте мишень и разместите свой рисунок (гравировку или вырез) на мишени. Теперь скопируйте мишень, свой дизайн и вставьте столько копий, сколько сможете уместить в пространстве вашего лазерного стола. Не забудьте перефокусировать лазер на вершины того, что вы гравируете. Теперь вы можете отключить печать целевого слоя и включить печать слоя дизайна.
Не забудьте перефокусировать лазер на вершины того, что вы гравируете. Теперь вы можете отключить печать целевого слоя и включить печать слоя дизайна. Для получения дополнительной информации посетите нашу страницу лазерной маркировки металлов.
Для получения дополнительной информации посетите нашу страницу лазерной маркировки металлов.
 Они более применимы для базовых конструкций, в которых нет большого количества сложных деталей или точности. Эти ювелирные гравировальные станки дешевы и их легко достать.
Они более применимы для базовых конструкций, в которых нет большого количества сложных деталей или точности. Эти ювелирные гравировальные станки дешевы и их легко достать. Станок для лазерной резки ювелирных изделий цена
Станок для лазерной резки ювелирных изделий цена  Для деловых целей результат и удовлетворенность клиентов имеют решающее значение для поддержания вашей клиентской базы. Подумайте о покупке ювелирного лазерного гравировального станка, совместимого с материалами, которые вы будете гравировать. Для более крупного дизайна вам следует рассмотреть гигантский ювелирный лазерный гравировальный станок, который может работать с такими мощностями.
Для деловых целей результат и удовлетворенность клиентов имеют решающее значение для поддержания вашей клиентской базы. Подумайте о покупке ювелирного лазерного гравировального станка, совместимого с материалами, которые вы будете гравировать. Для более крупного дизайна вам следует рассмотреть гигантский ювелирный лазерный гравировальный станок, который может работать с такими мощностями.
 Различные лазерные граверы подходят для конкретных материалов. Волоконные лазерные граверы для ювелирных изделий подходят для травления металлических материалов, а диодные лазерные граверы могут работать с обоими материалами. Для неметаллических украшений следует использовать лазерные граверы CO2. Всегда читайте и изучайте руководство пользователя, чтобы определить материалы, для которых подходит лазерный гравер.
Различные лазерные граверы подходят для конкретных материалов. Волоконные лазерные граверы для ювелирных изделий подходят для травления металлических материалов, а диодные лазерные граверы могут работать с обоими материалами. Для неметаллических украшений следует использовать лазерные граверы CO2. Всегда читайте и изучайте руководство пользователя, чтобы определить материалы, для которых подходит лазерный гравер.
 Тонкие и сложные гравюры обеспечивают окончательные, предполагаемые детали. Выберите наименьшее сжатие лазерного пятна, чтобы получить наиболее точную информацию. Для такой точности лучше всего подходят ювелирные граверы с волоконным лазером.
Тонкие и сложные гравюры обеспечивают окончательные, предполагаемые детали. Выберите наименьшее сжатие лазерного пятна, чтобы получить наиболее точную информацию. Для такой точности лучше всего подходят ювелирные граверы с волоконным лазером. Инструмент для гравировки подходит для работы с металлом, пластиком, деревом, керамикой, стеклом и другими ювелирными материалами. С его регулируемой ручкой вы можете легко вытравливать рисунки на ювелирных изделиях на нескольких материалах.
Инструмент для гравировки подходит для работы с металлом, пластиком, деревом, керамикой, стеклом и другими ювелирными материалами. С его регулируемой ручкой вы можете легко вытравливать рисунки на ювелирных изделиях на нескольких материалах. Лазерный гравер Ortur
Лазерный гравер Ortur  Мягкая резиновая рукоятка помогает поглощать вибрации при травлении рисунков. Однако гравировальный станок Utool громкий.
Мягкая резиновая рукоятка помогает поглощать вибрации при травлении рисунков. Однако гравировальный станок Utool громкий.
 Деньгах
Деньгах Мощный мотор позволяет доставать воду с глубины 9 метров. Корпус изготовлен из нержавеющей стали, которая устойчива к загрязнениям и ржавым пятнам.
Мощный мотор позволяет доставать воду с глубины 9 метров. Корпус изготовлен из нержавеющей стали, которая устойчива к загрязнениям и ржавым пятнам.
 5
5 Деньгах
Деньгах 250550006
250550006 org/Brand»>
org/Brand»> Несмотря на изменение названия, покупатели по-прежнему могут рассчитывать на электроинструменты, детали и принадлежности высокого качества, которые они всегда получали от Hitachi. Во время перехода брендинг может варьироваться от продукта к продукту.
Несмотря на изменение названия, покупатели по-прежнему могут рассчитывать на электроинструменты, детали и принадлежности высокого качества, которые они всегда получали от Hitachi. Во время перехода брендинг может варьироваться от продукта к продукту.
 Но когда это восьмичасовая смена и десяток выпущенных тракторов, то на эту проблематику мы смотрим уже по-другому»
Но когда это восьмичасовая смена и десяток выпущенных тракторов, то на эту проблематику мы смотрим уже по-другому» Ближе к 40 только начал понимать, что здоровье беречь надо, его не купишь. А в экзоскелете сразу чувствуется поддержка — спина зафиксирована, и помощь — вот он прям разгибает после наклона. Жалко раньше таких вещей было»
Ближе к 40 только начал понимать, что здоровье беречь надо, его не купишь. А в экзоскелете сразу чувствуется поддержка — спина зафиксирована, и помощь — вот он прям разгибает после наклона. Жалко раньше таких вещей было» И чем больше накапливается такой информации – тем лучше машина понимает, чего от неё хочет человек.
И чем больше накапливается такой информации – тем лучше машина понимает, чего от неё хочет человек.
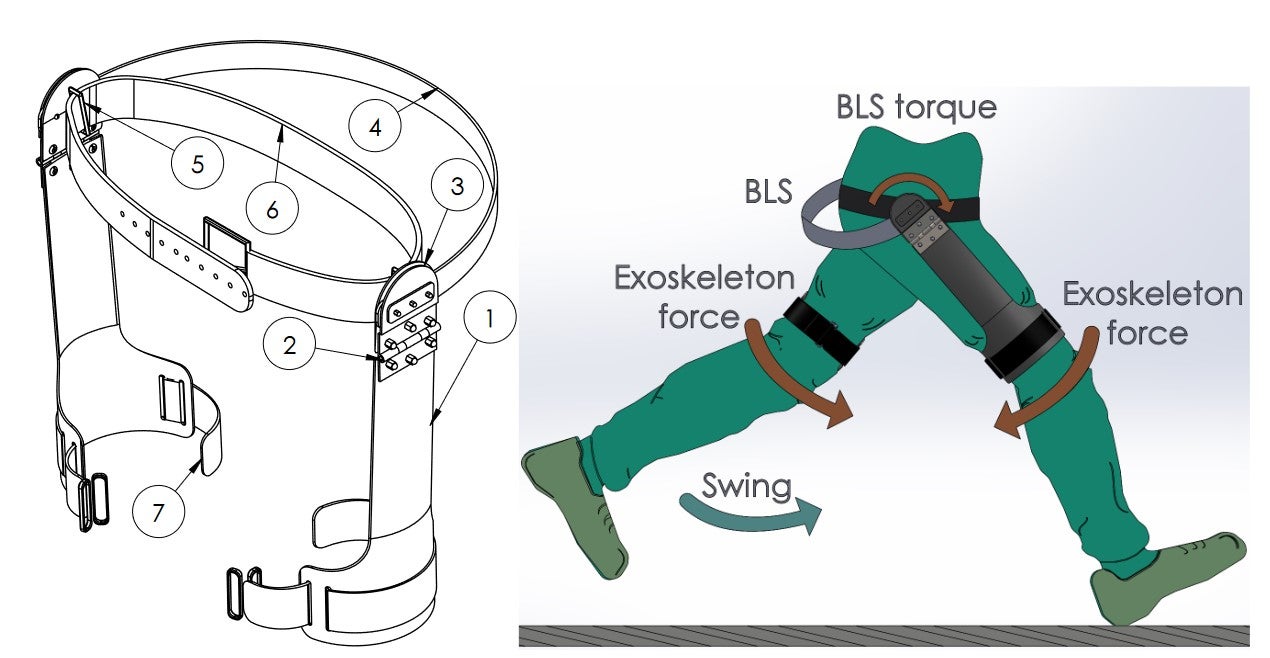
 Ещё одна проблема отечественного роботостроения связана с медленным развитием сопряженных технологий: 3D-сканеров, 3D-принтеров по металлу и т.д. Некоторые части экзоскелетов приходится импортировать, остальное специалисты Onyx Robotics пока «допечатывают» на базе питерского Технопарка.
Ещё одна проблема отечественного роботостроения связана с медленным развитием сопряженных технологий: 3D-сканеров, 3D-принтеров по металлу и т.д. Некоторые части экзоскелетов приходится импортировать, остальное специалисты Onyx Robotics пока «допечатывают» на базе питерского Технопарка.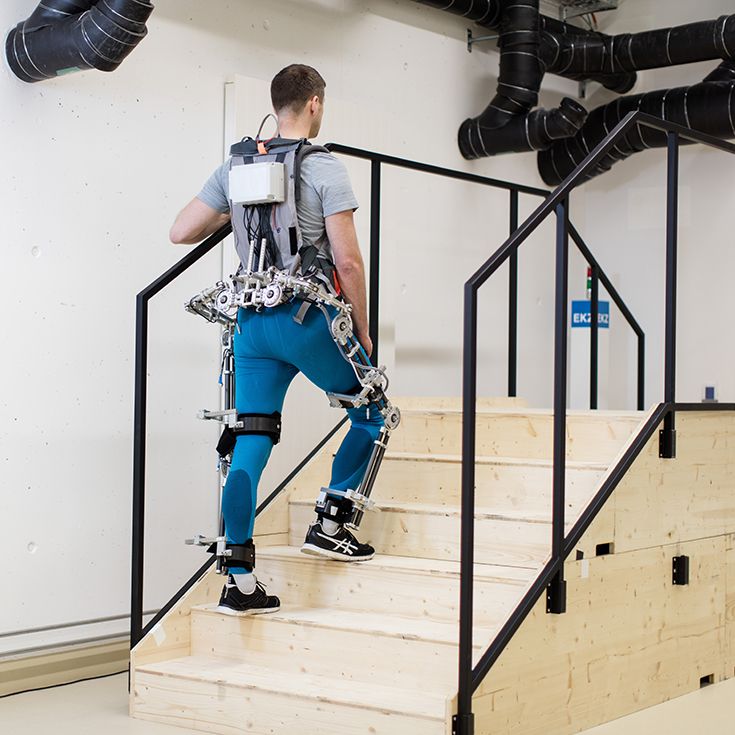 Стоимость одного экзоскелета составляет всего 5-10 тысяч долларов – средняя годовая зарплата квалифицированного рабочего на стройке. При этом отпадает необходимость использовать подъёмную технику и многие другие приспособления. Например, обычный электропогрузчик стоит около 30 тысяч долларов – но по мобильности и другим характеристикам он не идёт ни в какое сравнение с рабочим в экзоскелете.
Стоимость одного экзоскелета составляет всего 5-10 тысяч долларов – средняя годовая зарплата квалифицированного рабочего на стройке. При этом отпадает необходимость использовать подъёмную технику и многие другие приспособления. Например, обычный электропогрузчик стоит около 30 тысяч долларов – но по мобильности и другим характеристикам он не идёт ни в какое сравнение с рабочим в экзоскелете. Система машинного обучения способна адаптироваться и к специфике выполняемой работы, и к индивидуальным особенностям самого оператора. «Будущее в целом ряде промышленных областей, а также во всём, что связано с эстетикой, медициной, улучшением качества жизни – за симбиозом человека и робота», – убеждён Олег Малюга.
Система машинного обучения способна адаптироваться и к специфике выполняемой работы, и к индивидуальным особенностям самого оператора. «Будущее в целом ряде промышленных областей, а также во всём, что связано с эстетикой, медициной, улучшением качества жизни – за симбиозом человека и робота», – убеждён Олег Малюга. Первые полевые испытания уже успешно проведены.
Первые полевые испытания уже успешно проведены. Медицинские учреждения уже экспериментируют с подобными системами, как и логистические компании, в том числе Deutsche Post. Однако такие эксперты, как спортивный врач Бенджамин Штайнхильбер из Тюбингенского университета, настроены скептически.
Медицинские учреждения уже экспериментируют с подобными системами, как и логистические компании, в том числе Deutsche Post. Однако такие эксперты, как спортивный врач Бенджамин Штайнхильбер из Тюбингенского университета, настроены скептически.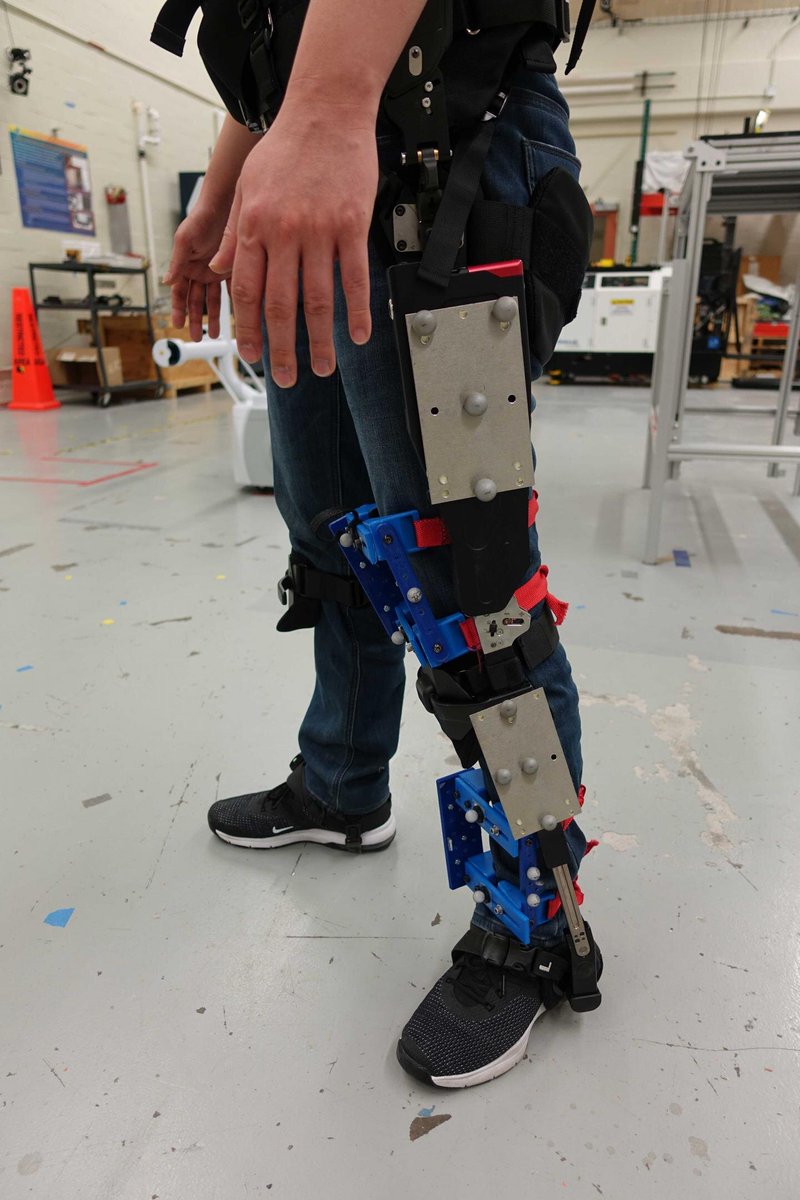 Обновите свой браузер для большей безопасности, скорости и оптимального отображения этой страницы.
Обновите свой браузер для большей безопасности, скорости и оптимального отображения этой страницы. Кроме того, руководство содержит всю информацию, необходимую для сборки экзоскелета и программирования основных стратегий управления.
Кроме того, руководство содержит всю информацию, необходимую для сборки экзоскелета и программирования основных стратегий управления.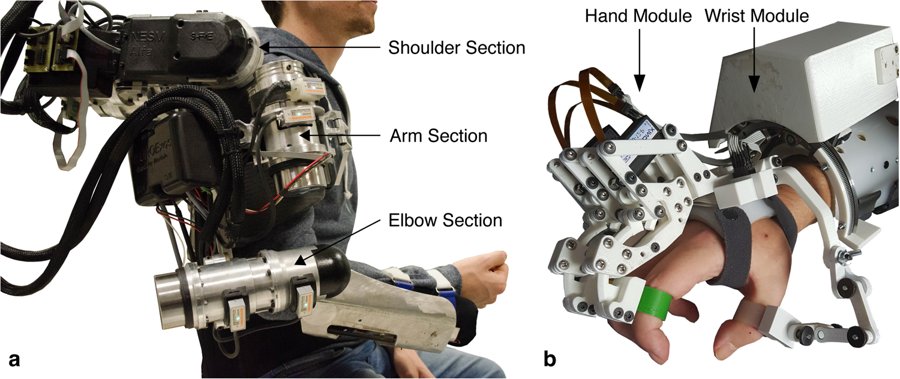 0 содержит оборудование, необходимое для сборки и программирования экзоскелета локтя. В коробке вы найдете микроконтроллер, датчики, пластиковые детали, текстильные манжеты, двигатель и множество мелких деталей, таких как кабели, заглушки и винты. Чтобы собрать его, вам понадобится несколько инструментов, таких как отвертки, паяльник и компьютер для его программирования.
0 содержит оборудование, необходимое для сборки и программирования экзоскелета локтя. В коробке вы найдете микроконтроллер, датчики, пластиковые детали, текстильные манжеты, двигатель и множество мелких деталей, таких как кабели, заглушки и винты. Чтобы собрать его, вам понадобится несколько инструментов, таких как отвертки, паяльник и компьютер для его программирования.
 Для этого ценной информацией является намерение пользователя двигаться и его физическая нагрузка. Их можно оценить, используя мышечную активность.
Для этого ценной информацией является намерение пользователя двигаться и его физическая нагрузка. Их можно оценить, используя мышечную активность.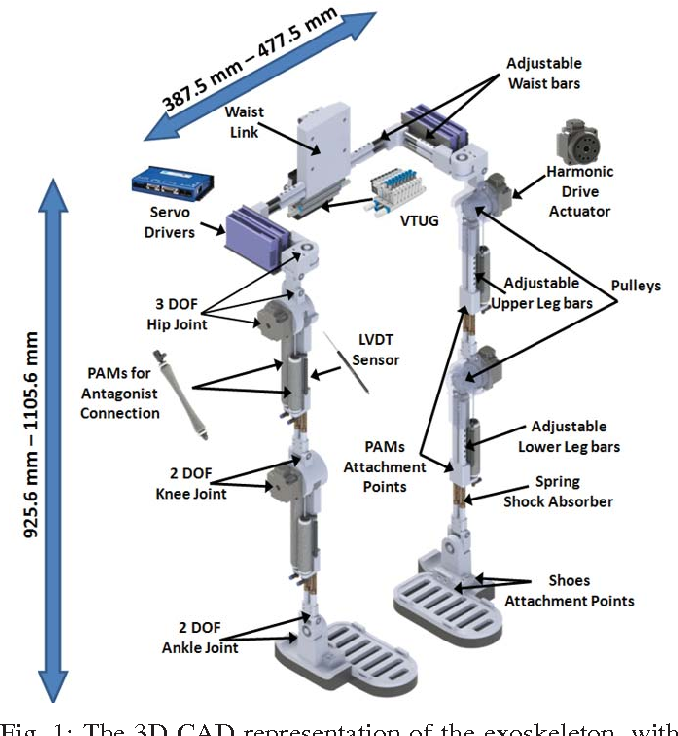

 Нажмите здесь, чтобы узнать больше о тарифах.
Нажмите здесь, чтобы узнать больше о тарифах. После того, как вы воспользуетесь продуктом, наш поставщик(и) и мы имеем право не возвращать деньги. Тем не менее, мы предложим обмен ошибочно приобретенных товаров или продуктов с серьезными и необратимыми дефектами или техническими проблемами. Покупатель оплачивает стоимость доставки за неправильно приобретенные товары или аналогичные проблемы. Если приобретенный вами продукт неисправен, напишите нам по адресу
После того, как вы воспользуетесь продуктом, наш поставщик(и) и мы имеем право не возвращать деньги. Тем не менее, мы предложим обмен ошибочно приобретенных товаров или продуктов с серьезными и необратимыми дефектами или техническими проблемами. Покупатель оплачивает стоимость доставки за неправильно приобретенные товары или аналогичные проблемы. Если приобретенный вами продукт неисправен, напишите нам по адресу  Для получения дополнительной информации о политике возврата и замены посетите страницу Политика возврата и замены.
Для получения дополнительной информации о политике возврата и замены посетите страницу Политика возврата и замены. Если будет установлено, что на самом деле существует производственный брак, мы возместим стоимость доставки, а также отремонтируем или заменим или возместим полную сумму покупателю, если продукт не подлежит ремонту.
Если будет установлено, что на самом деле существует производственный брак, мы возместим стоимость доставки, а также отремонтируем или заменим или возместим полную сумму покупателю, если продукт не подлежит ремонту. Свяжитесь с нами, если вы все еще не получили возмещение через пять рабочих дней.
Свяжитесь с нами, если вы все еще не получили возмещение через пять рабочих дней.
 Чем больше толщина стены, тем меньше должен быть угол. В любом случае рекомендуется, чтобы отверстие пересекало, по крайней мере, один горизонтальный шов кирпичной кладки, что улучшит проникновение смолы МАКСЛИР ИНЖЕКШН в стену. Глубина отверстий должна быть короче толщины стены приблизительно на 5 см. Перед впрыскиванием смолы из отверстий необходимо удалить пыль и грязь от сверления с помощью пылесоса.
Чем больше толщина стены, тем меньше должен быть угол. В любом случае рекомендуется, чтобы отверстие пересекало, по крайней мере, один горизонтальный шов кирпичной кладки, что улучшит проникновение смолы МАКСЛИР ИНЖЕКШН в стену. Глубина отверстий должна быть короче толщины стены приблизительно на 5 см. Перед впрыскиванием смолы из отверстий необходимо удалить пыль и грязь от сверления с помощью пылесоса.
 Катализатор ускоряет процесс создания водоотталкивающего барьера. Через 34 дня те же отверстия можно заполнить МАКСГРАУТ ИНЖЕКШН.
Катализатор ускоряет процесс создания водоотталкивающего барьера. Через 34 дня те же отверстия можно заполнить МАКСГРАУТ ИНЖЕКШН.
 95 г/см3
95 г/см3 Как с ней бороться и какие материалы при этом использовать читайте в нашей статье.
Как с ней бороться и какие материалы при этом использовать читайте в нашей статье.
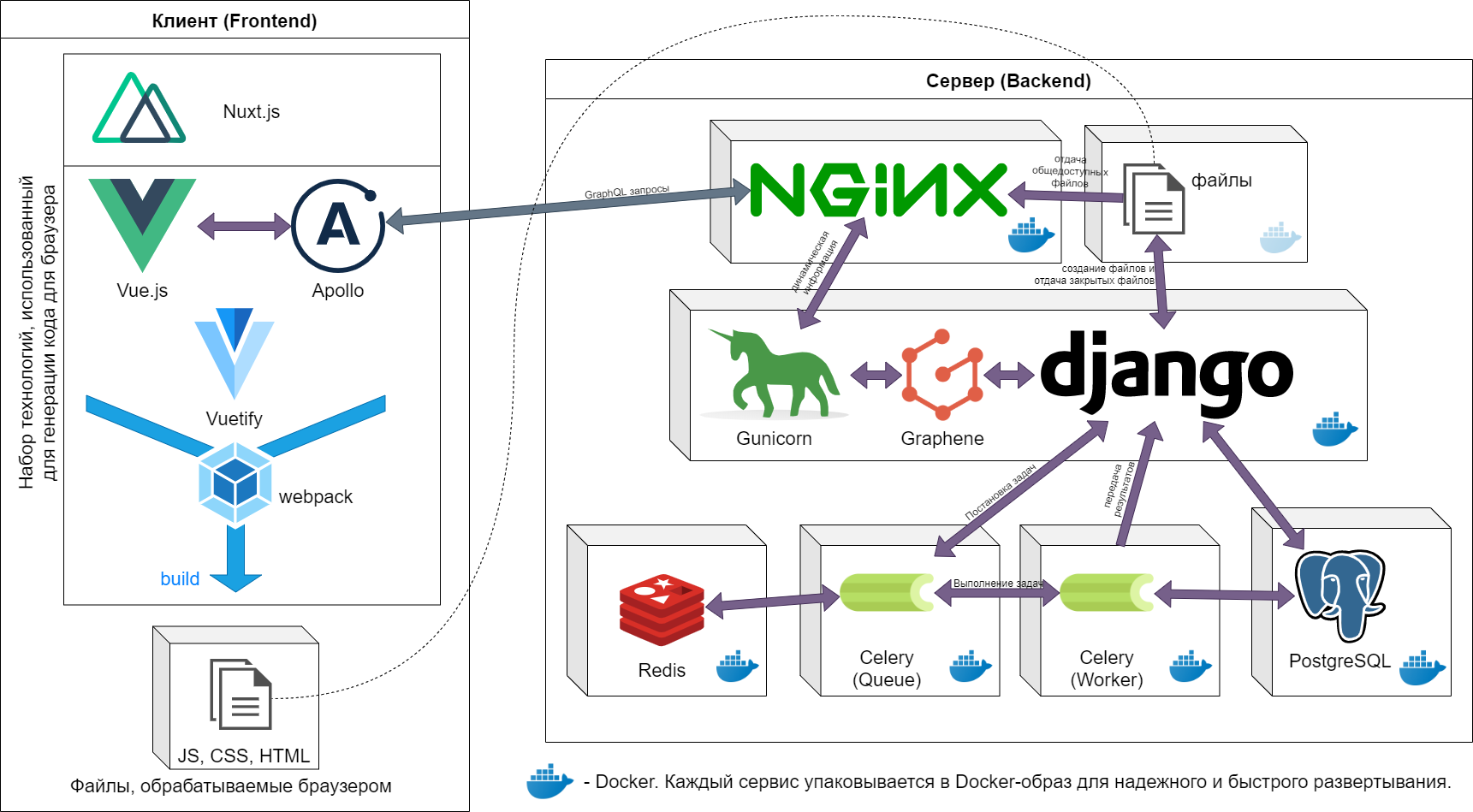
 Эксперты отмечают, что состав не закупоривает поры (стена «дышит»), после его применения не заметно каких-то визуальных отличий и применять Максклир Инжекшн достаточно просто.
Эксперты отмечают, что состав не закупоривает поры (стена «дышит»), после его применения не заметно каких-то визуальных отличий и применять Максклир Инжекшн достаточно просто. Последующая изоляция с помощью инъекций обеспечивает идеальное решение для дальнейшего распространения плесени на кирпичной кладке.
Последующая изоляция с помощью инъекций обеспечивает идеальное решение для дальнейшего распространения плесени на кирпичной кладке. Последующая изоляция с помощью инъекций обеспечивает идеальное решение для дальнейшего распространения плесени на кирпичной кладке.
Последующая изоляция с помощью инъекций обеспечивает идеальное решение для дальнейшего распространения плесени на кирпичной кладке.



 Из минусов:
Из минусов: Из плюсов:
Из плюсов: Результаты гравировки и цвет гравировки на таких изделиях — не предсказуемы, часто бывает что из-за того что покрытие очень тонкое, или не качественно положено, при гравировке оно начинает вспучиваться, даже облезать. Гравировка либо не получается вообще, либо имеет непрезентабельный вид и что хуже всего даже чернение может не ложиться на такой металл.
Результаты гравировки и цвет гравировки на таких изделиях — не предсказуемы, часто бывает что из-за того что покрытие очень тонкое, или не качественно положено, при гравировке оно начинает вспучиваться, даже облезать. Гравировка либо не получается вообще, либо имеет непрезентабельный вид и что хуже всего даже чернение может не ложиться на такой металл. Эти латунные таблички можно использовать для самых разных целей: от табличек с именами до столов или дверных табличек, табличек и наград. Другие области применения — жетоны, украшения и произведения искусства.
Эти латунные таблички можно использовать для самых разных целей: от табличек с именами до столов или дверных табличек, табличек и наград. Другие области применения — жетоны, украшения и произведения искусства.
 Если вы выберете матовую латунь или матовый алюминий, вы будете использовать самые популярные пластины для гравировки. Для пластин для гравировки с покрытием лучше всего подходят черный алюминий и лазерный черный алюминий (если вы используете лазерный гравер). 9№ 0003
Если вы выберете матовую латунь или матовый алюминий, вы будете использовать самые популярные пластины для гравировки. Для пластин для гравировки с покрытием лучше всего подходят черный алюминий и лазерный черный алюминий (если вы используете лазерный гравер). 9№ 0003

 Также подходят для Glowforge и других CO2-лазеров. свяжитесь с нами, чтобы узнать цены на специальные размеры
Также подходят для Glowforge и других CO2-лазеров. свяжитесь с нами, чтобы узнать цены на специальные размеры
 Минимум ограничений и максимум возможностей для профессионалов. Из плюсов – огромное русскоязычное сообщество, где можно получить ответы на любые вопросы.
Минимум ограничений и максимум возможностей для профессионалов. Из плюсов – огромное русскоязычное сообщество, где можно получить ответы на любые вопросы. Из достоинств – ничего не надо скачивать, доступ с любого устройства через Интернет. Чаще всего использую для создания макетов под 3D печать.
Из достоинств – ничего не надо скачивать, доступ с любого устройства через Интернет. Чаще всего использую для создания макетов под 3D печать. По крайней мере, так сказано в новости. Хотя, это подсчет довольно приблизительный. Топовый процессор этой линейки имеет 28 физических ядер, 2500*28 = 70 000 ядер. Возможно, они имели в виду потоки, но тогда цифра была бы в два раза больше – 140 000.
По крайней мере, так сказано в новости. Хотя, это подсчет довольно приблизительный. Топовый процессор этой линейки имеет 28 физических ядер, 2500*28 = 70 000 ядер. Возможно, они имели в виду потоки, но тогда цифра была бы в два раза больше – 140 000.
 Ведь они заточены под то, чтобы обрабатывать быстро такие модели. К примеру, видеокарта за 400$ быстрее обработает сцену, чем серверный процессор с 22 ядрами за 3500$.
Ведь они заточены под то, чтобы обрабатывать быстро такие модели. К примеру, видеокарта за 400$ быстрее обработает сцену, чем серверный процессор с 22 ядрами за 3500$.
 А NVIDIA Quadro P4000 – для тех, кто уверен, что хочет рендерить на GPU и желает вложиться в стоящую быструю железяку.
А NVIDIA Quadro P4000 – для тех, кто уверен, что хочет рендерить на GPU и желает вложиться в стоящую быструю железяку. Лучший вариант – форм-фактор m.2 от Samsung серия PRO, это самые быстрые SSD на рынке, ничего лучше пока нет.
Лучший вариант – форм-фактор m.2 от Samsung серия PRO, это самые быстрые SSD на рынке, ничего лучше пока нет. Такой софт помогает решить множество проблем. В нем заложены шаблоны и образцы стандартных проектов, чтобы инженеру не пришлось заново рассчитывать устойчивость, оптимальные размеры и прочие показатели.
Такой софт помогает решить множество проблем. В нем заложены шаблоны и образцы стандартных проектов, чтобы инженеру не пришлось заново рассчитывать устойчивость, оптимальные размеры и прочие показатели.


 Такое разделение позволяет в первом разделе заполнять бланк заказа, во втором – заниматься проектированием, а в третьем – выполнять перечисленные действия прямо в мебельном магазине.
Такое разделение позволяет в первом разделе заполнять бланк заказа, во втором – заниматься проектированием, а в третьем – выполнять перечисленные действия прямо в мебельном магазине. 74861e+008, не для всех пользователей понятно, как это перевести в квадратные метры.
74861e+008, не для всех пользователей понятно, как это перевести в квадратные метры.

 На самом деле, в зависимости от того, с каким художником по рендерингу, архитектором или дизайнером вы разговариваете, их предпочтения в программах моделирования, вероятно, будут различаться так же широко, как Конгресс, пытающийся согласовать всеобъемлющий бюджет расходов.
На самом деле, в зависимости от того, с каким художником по рендерингу, архитектором или дизайнером вы разговариваете, их предпочтения в программах моделирования, вероятно, будут различаться так же широко, как Конгресс, пытающийся согласовать всеобъемлющий бюджет расходов. Это очень хорошая вещь. Ваши банковские счета (и ваши близкие) будут вам благодарны.
Это очень хорошая вещь. Ваши банковские счета (и ваши близкие) будут вам благодарны. Интерфейс уникален, и к нему определенно нужно привыкнуть, но обширность сообщества, поддерживающего Blender, упростила его изучение.
Интерфейс уникален, и к нему определенно нужно привыкнуть, но обширность сообщества, поддерживающего Blender, упростила его изучение. Но более того, его можно использовать как мощный инструмент построения сетки для дизайнеров, которые сосредоточены на более мелких деталях жизни.
Но более того, его можно использовать как мощный инструмент построения сетки для дизайнеров, которые сосредоточены на более мелких деталях жизни.
 Специальные эффекты в фильмах, дизайн персонажей для анимации, дизайн объектов для управления продуктами, дизайн игр, архитектурные каркасы и дизайн интерьеров — это лишь некоторые из вещей, на которые способны 3D-программы.
Специальные эффекты в фильмах, дизайн персонажей для анимации, дизайн объектов для управления продуктами, дизайн игр, архитектурные каркасы и дизайн интерьеров — это лишь некоторые из вещей, на которые способны 3D-программы. Вот почему мы составили список из 5 лучших на рынке 3D-моделирование программ. Мы рассмотрим каждое приложение, выясним, чем они выделяются, и их недостатки, если таковые имеются.
Вот почему мы составили список из 5 лучших на рынке 3D-моделирование программ. Мы рассмотрим каждое приложение, выясним, чем они выделяются, и их недостатки, если таковые имеются. Blender — это бесплатное программное обеспечение с открытым исходным кодом для создания 3D-моделей , визуальных эффектов, интерактивных 3D-приложений и многого другого. Как стандартное 3D-программное обеспечение, оно способно на все: от моделирования и анимации до оснастки, симуляции, рендеринга, компоновки, отслеживания движения и редактирования видео до конвейеров 2D-анимации.
Blender — это бесплатное программное обеспечение с открытым исходным кодом для создания 3D-моделей , визуальных эффектов, интерактивных 3D-приложений и многого другого. Как стандартное 3D-программное обеспечение, оно способно на все: от моделирования и анимации до оснастки, симуляции, рендеринга, компоновки, отслеживания движения и редактирования видео до конвейеров 2D-анимации. Несмотря на высокие результаты, Cinema 3D имеет репутацию простой в использовании программы. Он также поддерживается активным сообществом, которое предоставляет учебные пособия и другие полезные ресурсы.
Несмотря на высокие результаты, Cinema 3D имеет репутацию простой в использовании программы. Он также поддерживается активным сообществом, которое предоставляет учебные пособия и другие полезные ресурсы.


 В настоящее время каждый может в деталях изучить, как проходит герметизация стеклопакетов — видео этого процесса представлены в большом количестве.
В настоящее время каждый может в деталях изучить, как проходит герметизация стеклопакетов — видео этого процесса представлены в большом количестве.
 При этом на количество потери влияют два главных нюанса:
При этом на количество потери влияют два главных нюанса: Из-за этого стеклопакет деформируется в холодное и жаркое время года. Если герметик имеет плохие показатели упругости, он не сможет повторить изгибы окна и начнет отходить. Эти факторы существенно снижают срок эксплуатации всей оконной конструкции. В случае, если вы решите сэкономить на этапе выбора производителя, вам, возможно, потребуется через некоторое время замена всего окна.
Из-за этого стеклопакет деформируется в холодное и жаркое время года. Если герметик имеет плохие показатели упругости, он не сможет повторить изгибы окна и начнет отходить. Эти факторы существенно снижают срок эксплуатации всей оконной конструкции. В случае, если вы решите сэкономить на этапе выбора производителя, вам, возможно, потребуется через некоторое время замена всего окна.

 Магазин стекла может помочь вам найти правильный уплотнитель для вашего окна.
Магазин стекла может помочь вам найти правильный уплотнитель для вашего окна.

 Он может сломаться в любой момент.
Он может сломаться в любой момент. В этом кратком руководстве мы покажем вам:
В этом кратком руководстве мы покажем вам:

 Это может дать некоторое краткосрочное облегчение, но в лучшем случае только отсрочит проблему.
Это может дать некоторое краткосрочное облегчение, но в лучшем случае только отсрочит проблему. Просто позвоните или напишите нашей любезной команде, чтобы договориться о посещении вашей собственности в удобное время, чтобы взглянуть на ваши окна и посмотреть, что можно сделать.
Просто позвоните или напишите нашей любезной команде, чтобы договориться о посещении вашей собственности в удобное время, чтобы взглянуть на ваши окна и посмотреть, что можно сделать.
 Компания также вернет все деньги, внесенные Покупателем.
Компания также вернет все деньги, внесенные Покупателем. как после, так и перед любым указом.
как после, так и перед любым указом.




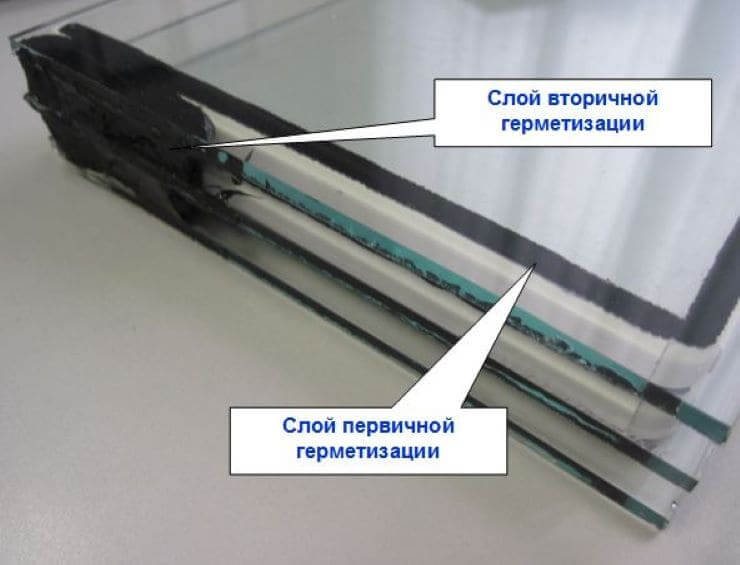


 За исключением положений гарантии Компании, Компания не несет ответственности перед Покупателем за любой дефект, отказ или непригодность для какой-либо цели Товаров или любой их части. Компания обязуется отремонтировать или заменить любой Товар или любую его часть в результате дефектных материалов или изготовления.
За исключением положений гарантии Компании, Компания не несет ответственности перед Покупателем за любой дефект, отказ или непригодность для какой-либо цели Товаров или любой их части. Компания обязуется отремонтировать или заменить любой Товар или любую его часть в результате дефектных материалов или изготовления. 3.2. такая потеря или ущерб не являются разумно предсказуемым результатом любого такого нарушения;
3.2. такая потеря или ущерб не являются разумно предсказуемым результатом любого такого нарушения; Во избежание недоразумений или задержек необходимо уведомить Компанию в письменной форме.
Во избежание недоразумений или задержек необходимо уведомить Компанию в письменной форме.

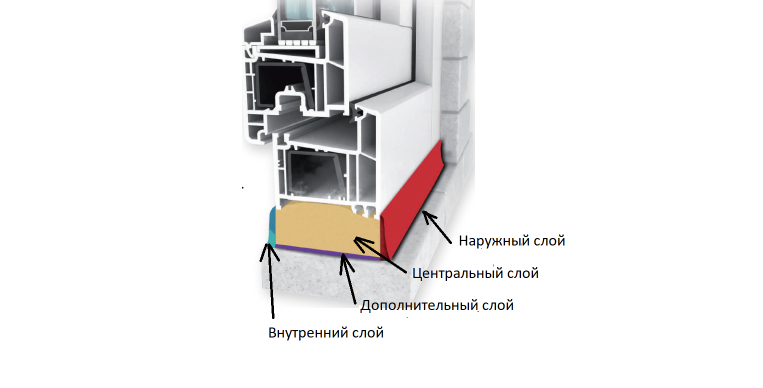
 GANS
GANS стойки «хром»
стойки «хром» д/полок
д/полок дверей (без сверления)
дверей (без сверления) стола, решетки вент.
стола, решетки вент. СКИФ
СКИФ мебели
мебели обои
обои Инструменты, специальная посуда и оборудование обрабатываются ультразвуком в специальных мойках, контейнерах ЕДПО – ёмкостях для дезинфекции и предстерилизационной очистки. Такой инновационный метод позволяет обеспечить безопасность контактов людей с инвентарём и высокое качество обеззараживания.
Инструменты, специальная посуда и оборудование обрабатываются ультразвуком в специальных мойках, контейнерах ЕДПО – ёмкостях для дезинфекции и предстерилизационной очистки. Такой инновационный метод позволяет обеспечить безопасность контактов людей с инвентарём и высокое качество обеззараживания.
 В жидкой среде образуются акустические потоки с мельчайшими пузырьками газа. Пузырьки быстро разрушаются, создавая эффект микрофибрилляции. Невидимые глазом взрывы происходят во всей массе жидкости, заставляя раствор интенсивно двигаться в отверстиях, зазорах, изгибах и пазухах промываемых предметов. Размер полостей не имеет значения. Все поверхности, включая труднодоступные, очищаются быстро и очень эффективно.
В жидкой среде образуются акустические потоки с мельчайшими пузырьками газа. Пузырьки быстро разрушаются, создавая эффект микрофибрилляции. Невидимые глазом взрывы происходят во всей массе жидкости, заставляя раствор интенсивно двигаться в отверстиях, зазорах, изгибах и пазухах промываемых предметов. Размер полостей не имеет значения. Все поверхности, включая труднодоступные, очищаются быстро и очень эффективно.

 УЗИ мойка сводит к минимуму тактильный контакт людей с загрязнёнными предметами, что очень важно.
УЗИ мойка сводит к минимуму тактильный контакт людей с загрязнёнными предметами, что очень важно. Процесс автоматизирован и не требует отслеживания этапов.
Процесс автоматизирован и не требует отслеживания этапов. Для каждого уровня частоты есть максимальный предел эффективного очищения при определенном размере микропузырьков. Чем выше частота, тем более мелкие пузырьки эффективно удаляют загрязнение. Нюанс в том, что в отличие от других способов очистки, ультразвуковой процесс изменяет микрорельеф поверхности предмета. При увеличении частоты до 100 кГц возможна неразрушающая очистка самых малых частиц размером до 1 мкм. Таким образом, увеличение частоты позволяет ультразвуковому устройству удалять с поверхности более мелкие частицы грязи или жира. Поэтому ультразвуковые ванны с частотой более 50 кГц считаются наиболее оптимальным вариантом для применения в медицинской сфере с цель стерилизации и дезинфекции инвентаря. А гиперзвуковые системы позволяют эффективно очищать частицы диаметром менее 0.15 мкм без повреждения поверхности объекта. То есть лучшей по эффективности очистки медицинских приборов будут мойки, имеющие длину волны минимум 35 кГц.
Для каждого уровня частоты есть максимальный предел эффективного очищения при определенном размере микропузырьков. Чем выше частота, тем более мелкие пузырьки эффективно удаляют загрязнение. Нюанс в том, что в отличие от других способов очистки, ультразвуковой процесс изменяет микрорельеф поверхности предмета. При увеличении частоты до 100 кГц возможна неразрушающая очистка самых малых частиц размером до 1 мкм. Таким образом, увеличение частоты позволяет ультразвуковому устройству удалять с поверхности более мелкие частицы грязи или жира. Поэтому ультразвуковые ванны с частотой более 50 кГц считаются наиболее оптимальным вариантом для применения в медицинской сфере с цель стерилизации и дезинфекции инвентаря. А гиперзвуковые системы позволяют эффективно очищать частицы диаметром менее 0.15 мкм без повреждения поверхности объекта. То есть лучшей по эффективности очистки медицинских приборов будут мойки, имеющие длину волны минимум 35 кГц. Приблизительный размер и одновременное количество предметов, подлежащих очистке, определяют вместительность мойки. При выборе ультразвуковой ванны нужно учитывать размеры аксессуаров, таких как корзины. Чтобы избежать перегрузки, рекомендуется выбрать чуть большую ультразвуковую ванну, чем требуется. Такой шаг позволит продлить срок службы мойки и избежать возможных поломок.
Приблизительный размер и одновременное количество предметов, подлежащих очистке, определяют вместительность мойки. При выборе ультразвуковой ванны нужно учитывать размеры аксессуаров, таких как корзины. Чтобы избежать перегрузки, рекомендуется выбрать чуть большую ультразвуковую ванну, чем требуется. Такой шаг позволит продлить срок службы мойки и избежать возможных поломок. Визуально заметные загрязнения удаляются сразу же после начала ультразвуковой очистки.
Визуально заметные загрязнения удаляются сразу же после начала ультразвуковой очистки. Изделия могут промываться прямо в ультразвуковом очистителе, либо в ванне с чистой водой, либо в отдельной раковине под краном, дистиллированной или деионизированной водой.
Изделия могут промываться прямо в ультразвуковом очистителе, либо в ванне с чистой водой, либо в отдельной раковине под краном, дистиллированной или деионизированной водой. Буры, зеркала, крючки, зубные протезы, пресс-формы очищаются быстро и бережно. Для нужд стоматологии выпускаются специальные мойки, с малым расстоянием между отражателем и излучателем и максимально интенсивностью излучения.
Буры, зеркала, крючки, зубные протезы, пресс-формы очищаются быстро и бережно. Для нужд стоматологии выпускаются специальные мойки, с малым расстоянием между отражателем и излучателем и максимально интенсивностью излучения.
 Практически все сферы медицины требуют высокоэффективной обработки рабочего инвентаря.
Практически все сферы медицины требуют высокоэффективной обработки рабочего инвентаря.
 00
00 Просто держите эту маленькую, готовую к путешествию бутылочку с собой, и когда придет время быть в лучшей форме, просто следуйте инструкциям, и вы будете чистыми и свежими в течение до 30 минут !
Просто держите эту маленькую, готовую к путешествию бутылочку с собой, и когда придет время быть в лучшей форме, просто следуйте инструкциям, и вы будете чистыми и свежими в течение до 30 минут !

 Мы никогда не продаем больше. Вы покупаете то, что хотите, без давления!
Мы никогда не продаем больше. Вы покупаете то, что хотите, без давления!